Для газовой сварки необходимы два вида газов, первый — это кислород и второй- ацетилен. Кислородное соединение необходимо для содействия горению ацетилена во время сварки и других видов работ. Сам же ацетилен является горючим веществом. Иногда эту смесь стала заменять водородно кислородная смесь для сварки, производимая электролизно–водными агрегатами. При горении эта смесь дает более высокую температуру, но использование ее возможно только при наличии надежного оборудования для изготовления водородно кислородной смеси на месте.
Сварочное оснащение состоит непосредственно из баллонов с кислородом и ацетиленом. Наверху ёмкостей находится редуктор давления. К нему идет кислородная трубка темного цвета, а для ацетилена — обязательно красная. Оба эти шланга присоединены к горелке, с ее помощью и ведутся работы по металлу.
Ёмкость для кислорода несколько массивнее ацетиленового. Все это обусловлено тем, что при работе со сваркой, кислорода уходит больше. Вверху ёмкости есть клапан отсечки, внизу которого приделан редуктор давления. Он необходим для контроля над давлением на некоторых этапах работы. Также стоит всегда помнить, что работать с сильным напором обоих веществ не рекомендуется.

Регулятор и его составные:
Перед тем, как приступить к работе, необходимо внимательно изучить составные части оборудования, чтобы не было сюрпризов во время работы. Контакты у ацетиленового редуктора и шлангов с левой нарезкой, а у кислородных — с правой. Гайки соединений для ацетилена имеют V-образное углубление, которое окружает центр ровного участка для распознавания.
Манометры прикреплены к каждому регулятору — это приборы для измерения и требуют бережного обращения. Манометр для измерения высокого давления имеет повышенные величины и измеряется в кгс/см 2. Этот же прибор для низкого давления имеет те же величины. Редуктор держит линейное давление в точных рамках, даже если с уменьшением количества вещества в баллоне, уменьшается его напор. Когда давление очень понижается, линейное так же начинает уменьшаться. После чего его придется заново отладить для дальнейшей работы.
Для управления линейным давлением в шлангах и горелке имеются специальные корректирующие краны редуктора. Чтобы давление сделать больше, кран стоит повернуть вправо, что способствует подачи газов через шланги в горелку.
Шланги для сварки прикрепляются к выходным патрубкам регулятора горелки. Для мер предосторожности стоит применять пламегаситель между редуктором и шлангами, чтобы предотвратить продвижению огня по шлангу в баллон для газа. Надо помнить на зубок, что насечка на кислородных соединениях — правая. Смазку использовать нельзя. Все должно быть сухое.
Они необходимы, чтобы поставлять газы от редуктора к горелке под пониженным давлением, для чего их связали вместе.
Как можно прочитать выше, они разного цвета — темный для кислорода и красный для ацетилена. Шланги для сварки состоят из нескольких слоев резины и оплетки. В его середине — резина, вокруг которой прорезиненная ткань и впоследствии покрытая провулканезированным защитным слоем из резины. Шланги не подвержены горению, но если такое случается, то они сами гаснут при удалении источника жара.
Необходимо придерживаться нескольких несложных правил, все это увеличит время службы данного материала:
Состоит она из двух трубок и клапанов, которыми можно управлять. Один клапан с трубкой для управления ацетиленом, соответственно второй — для кислорода. В самой оболочке не происходит смешение газов, это происходит при помощи отрезного наконечника, который прикреплен к горелке. Сама же оболочка предназначена для поступления вещества к наконечнику и в качестве держателя. На самой оболочке имеются два колец для усиления сварочного наконечника. Одно большее — для усиления канала поступления кислорода, второе — маленькое, чтобы усилить канал подачи ацетилена.
У горелки в корпусе имеются два укрепляющих клапана на концах шлангов. Время от времени подтягивайте скрепляющие гайки, очищайте от загрязнений чистым материалом, смазывать нельзя.
Он играет роль помощника, что помогает подавать вещества раздельно к сварочному наконечнику. В середине находится кислородная трубка, вокруг которой сконцентрировано, расположены отверстия для выхода ацетилена.
Сварочный наконечник или головка насаживается на цилиндр горелки посредством накручивания. Через канал в середине кислород поступает в наконечнике, а ацетилен — вокруг кислородного канала через отверстия. Для уплотнения соединения поверхность конуса внутри головки усилена кольцом. Резьба снаружи и корпус внутри могут быть восстановлены при необходимости. По мере загрязнения стоит очищать поверхность чистой ветошью.
Чтобы рассказать, как правильно пользоваться таким оборудованием, как ацетилено кислородная сварка, рассмотрим данный пример. Предположим, что металлический лист толщиной 0,8 мм необходимо сварить. В руководстве по использованию данным оборудованием рекомендовано пользоваться наконечником №0 при ацетиленовом и кислородном линейном давлении 0,2 кгс/см 2. Для начала необходимо открыть баллон с помощью клапана, но клапаны горелки при этом не надо трогать. Затем давление в редукторе настроить до значения примерно 0,35 кгс/см2. Если вдруг возникнет такая необходимость, как замена наконечника на другой размер, то нужно будет заново установить параметры линейного давления редуктора.
Убедитесь, что все правильно сделано и включайте горелку. Но сначала надо надеть защитные очки. Для подачи ацетилена откройте клапан на горелке на столько оборотов, как и кислородный. Зажигайте горелку, воспользовавшись специальной зажигалкой, только ни в коем случае не спичками, прикуривателем или подобным. Нельзя зажигать в сторону рядом стоящих людей или легко воспламеняющихся приборов и материалов. Откручивайте кислородный клапан баллона, пока не пропадет сажа или дым. Только потом выставьте значение редуктора до нужного напора. Необходимо, чтобы пламя горелки было нейтральным.
Есть 4 типа сварочного пламени и каждое имеет свое предназначение. Чаще всего применяется нейтральное, именно оно необходимо для сварочных работ.
Надо настроить клапан горелки так, чтобы в результате получить пламя яркого светло-голубого цвета. Если она отрегулирована правильно, то не слышно шипения и виден только острый внутренний конус. При неправильной настройке горелки пламя будет сжигать металл, а не сваривать его. Концентрированное ацетиленом пламя можно определить по длинному грубо-оранжевому концу. Такой огонь вводит в металл избыточный углерод. Это неправильно. Огонь должен быть светло-голубой с четким внутренним конусом. После получения нейтрального огня можно приступать к работе.
Этот способ предназначен для создания шва, когда горелка направлена под углом в 450 к металлу. Сварочный электрод и расплавленное место движутся вместе. При этом наконечник совершает круговые и полукруговые движения вдоль сварочного шва. Электрод двигается по месту нагрева внутрь и наружу. Получается ровное и прочное соединение посредством равномерного распределения тепла.
Осуществляется аналогично, как и в методе «на себя», но имеет различие в направлении наложения сварочного шва (стрелки).
Применяется, как правило, для сваривания элементов толстой стали. Принцип заключается в поддержании температуры расплавленного пятна горелкой (можно использовать газовый сварочный агрегат и баллон с газом и кислородом), за которым следует электрод. Другими словами образуется расплавленный шов, в котором и базовый метал и электрод расплавляются непосредственно в шве в единую взаимопроникающую массу и полностью заполняют пространство свариваемых деталей. При этом важно добиться именно взаимопроникновения, поскольку в противном случае качество сварки будет на низком уровне.
В случае использования этого метода при газовой сварке (например, кислородно-ацетиленовая сварка), электрод и горелку размещают под углом 40-45 градусов к свариваемой поверхности таким образом, чтобы угол между горелкой и электродом ровнялся 90 градусам. Далее горелку следует передвигать по контуру шва изнутри в наружу для контроля прогреваемого участка и заполнять расплавленное пятно электродом.
Очень важный момент в достижении высокого качества сварки является пенетрация, или другими словами взаимопроникновение расплавленного металла свариваемых между собой деталей и соединителя (электрода). Таким образом, получается, что при недостаточном проникновении сварочный шов может хорошо выглядеть, но прочность будет желать лучшего. И наоборот, отличная пенетрация при неаккуратно проделанной сварочной работе может гарантировать отличное качество соединения металлических элементов. Для достижения максимального результата необходимо предварительно «прихватывать» сварочные поверхности с целью уменьшения зазоров между ними.
Теперь пришла очередь рассмотреть сварку с применением флюса, которую еще называют пайкой твердым припоем. Суть процесса называется именно пайкой, поскольку в качестве электрода используется металл с более низкой температурой плавления, нежели элементы, которые следует соединить.
Как правило, электроходом или припоем в таких случаях служит бронзовые или латунные стержни. Сварка производится путем разогрева металлических деталей до температуры плавления латунного или бронзового электрода, который благодаря действию папиллярного эффекта плотно заполняет шов, а диффузия припоя обеспечивает плотное и надежное соединение. При этом в качестве смеси для газовой сварки используется топливо (пропан, метан, ацетилен и т.д.) и кислородный газовый баллон.
Особую роль при такой сварке играет флюс, поскольку очищая и обезжиривая сварочные поверхности, именно он обеспечивает физическое явление папиллярного эффекта и диффузии, без которых пайка не была бы возможной. По сути, это явление пенетрации (взаимопроникновения), которое происходит при сварке тугоплавких металлов.
Вышеописанный метод может использовать для нагрева обычную газовую сварку, но сама процедура спаивания происходит при более низких температурах, что бывает в некоторых случаях очень полезным (например, при кузовных работах). Поэтому, при необходимости частого использования подобной сварки нужно держать про запас кислородный и газовый баллон.
В то же время, использовать пайку крайне не рекомендуется при необходимости соединения деталей, берущих на себя значительную нагрузку (подвеска шасси, рамы, детали кузова и ходовой части). В этом случае нужна традиционная высокотемпературная сварка.
Сварка с использованием флюса имеет несколько важных моментов:
Таким образом, проявлением высокого качества пайки является ровные и блестящие поверхности соединенных деталей и наоборот, пузырьки и белый порошок по краям свидетельствует о допущении распространенной в этих случаях ошибке — перегрева металла и как следствие плохое качество соединения (бывает также в случае, если кислородный баллон неправильно настроен или отрегулирован).
Существует также технология сварки способом «внахлест», который заключается в действии папиллярного эффекта, который заставляет припою или электроду действовать подобно клею без взаимопроникновения металлов (пенетрации).
Газовая (кислородная) сварка металлических сплавов (понадобится баллон с кислородом и газом).
Используется для спаивания цветных или «белых» металлов и их сплавов на основе цинка. В этом случае для припоя флюс не используется. Особенностью пайки эти металлов является удержание спаиваемых материалов и припоя в граничном состоянии между твердым и редким состоянием. Фактически они пребывают в пастообразном состоянии и сложность этого процесса как раз, и состоит в поддержании именно этой, «граничной» температуры деталей и электрода (в пределах 390 градусов).
Кислородная газовая горелка должна быть отрегулирована на пламя самой минимальной интенсивности. При этом удерживая горелку на расстоянии примерно 5-ти сантиметров от деталей на протяжении 10-ти секунд, вы должны заметить размягчение металла.
Нагревать спаиваемые детали и припой следует не спеша и равномерно, кислородная газовая горелка позволяет это делать без проблем, и со временем трудностей у вас будет возникать все меньше (но до этого момента вам придется израсходовать не один кислородный газовый баллон). Доведя, таким образом, основной металл и припой до пастообразного состояния поступаем как с замазкой для окон – разогревая понемногу электрод, вставляем (замазываем) его в проемы меж деталями, при этом, то приближая, то отдаляя пламя для поддержания «рабочей» температуры.
Налаживать припой следует в проемы с небольшим избытком, при этом важно использовать низкое давление газов, соответствующим образом отрегулировав баллон, при которой кислородная газовая сварка не будет выдавать избыточное давление, которое может сдуть спаиваемый шов.
Перед переходом метала в жидкое состояние, на нем появляются видимые маленькие блестки, что свидетельствует о необходимой «рабочей» температуре. Достаточно потренироваться пару часов, и вы без труда освоите эту технологию, при этом кислородная газовая сварка перестанет быть для вас проблемой.
Не нужно также держать горелку слишком близко, дабы не допустить перегрева металла, но и вовсе убирать тоже нельзя, чтобы не допустить остывания. Кроме того, температура должна быть более-менее постоянной в пределах рабочих градусов.
При этом кислородный сварочный агрегат необходимо полностью заменить газовым (понадобится баллон с газом метаном, пропаном и т.д.).
Для начала необходимо тщательно зачистить сварочные поверхности, потом нанести по обе стороны зачищенных участков специальный для алюминия сварочный флюс и дать ему время подсохнуть.
Пока он подсыхает необходимо вырезать шириной в 5-6 миллиметров и длиной в 25-30 сантиметров алюминиевую полоску, которая будет служить нам электродом (припоем). Здесь очень важно, чтобы температура плавления основного металла и припоя были идентичны.
Теперь необходимо настроить кислородный агрегат (баллон) и отрегулировать горелку. Использовать надо нейтральное пламя, поскольку алюминий легко поддается окислению. Линейное давление нужно отрегулировать в пределах от 0,15 до 0,3 кгс/см2, при этом, чем меньше толщина спаиваемого материала, тем ниже должно быть давление для предотвращения прожигания поверхностей.
Газовая или ацетиленовая сварка подразумевает наличие двух компонентов сразу ацетилена (C2h3) и кислорода (O2), хотя в некоторых случаях вместо C2h3 применяют водород, пропан или бутан. Действует это так: когда факел от горения смешанных веществ оплавляет края стыкуемых элементов и присадочного материала, образуется жидкая сварочная ванна, которая после остывания образует шов. Диаметр присадочного прутка подбирают в соответствии с толщиной обрабатываемого металла. На сегодняшний день метод кислородно-ацетиленовой сварки широко применяется в машиностроении, авиации, судостроении, а также на любых мелких и крупных предприятиях лёгкой и тяжелой промышленности.
В процессе работы с ацетиленовой горелкойИсточник svarkaved.ruКак уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2h3 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей. Кислород здесь, по сути, выполняет две функции:
Если для ацетиленовой сварки кислород поставляется с завода в баллонах под давлением, то C2h3 чаще всего производится непосредственно на рабочем месте в генераторе. Для этого используют карбид кальция(CaC2), который продается в большинстве строительных магазинов и обычную питьевую или техническую воду. В процессе протекания реакции смесь разлагается на C2h3 и Ca(OH)3 (гашеную известь). Ацетилен под давлением по шлангу попадает в горелку и там подхватывается кислородом. С остающейся гашеной известью поступают по-разному, но это именно тот состав, который вы покупаете в магазине для побелки деревьев на дачном участке.
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Сварка ацетиленом и кислородом происходит при помощи газовой горелки, которая является своего рода смесителем для двух компонентов. То есть, по тому же принципу, что в сантехническом смесителе на два отдельных штуцера подается разный газ, а затем мощность струи регулируется кранами, как холодная и горячая вода. После регулировки смесь нужной концентрации выходит через сопло горелки.
Качество кислородно-ацетиленовой сварки по большей мере зависит от сложного состава языка пламени, которое горит у сопла горелки. То есть, регулировка количества подачи C2h3 и O2 не предусмотрена каким-то автоматическим способом: она осуществляется только вручную. Профессиональный сварщик, хорошо зная устройство горелки и необходимую цветовую гамму факела, быстро справляется с настройками и получает качественный шов.
Создан нейтральный сварочный факелИсточник youtu.beЯдро факела имеет форму правильного конусного цилиндра, вокруг которого обвивается оболочка кислорода. Если O2 убрать вообще или хотя бы частично, то пламя потеряет температуру и будет коптить, что приведёт к созданию шва низкого качества – это вызовет науглероживание. Если же кислорода будет больше, чем в нейтральном состоянии то это приводит к окислению, но в таком случае, температура факела увеличится, поэтому таким методом режут металл.
Это интересно: горелку для ацетиленового вида сварки иногда называют резаком, а сварщиков – резчиками. Это неудивительно, так как на некоторых предприятиях даже есть вакансия «резчик металла», куда требуются именно газосварщики.
Газосварка: первые шаги.
Сварка ацетиленом и кислородом осуществляется левым и правым методами – это вовсе не жаргон, а предусмотренное и утвержденное ГОСТом правило. Если горелка перемещается слева направо (ориентируетесь по своим рукам) впереди присадочного прутка, то есть, пруток как бы подталкивает факел, то это правый способ. При левом способе действие производится наоборот - справа налево, где сварочный пруток как бы убегает от горелки.
Нельзя сказать, что качество соединения одним методом лучше, нежели другим, но правый способ применяется для металла толще 5 мм. Однако левый метод получается лучше с эстетической точки зрения – сварщик постоянно наблюдает шов и может добиться его постоянной ширины и толщины. А ешё левый вариант позволяет пламени как бы разливаться по металлу и это в значительной степени снижает риск пережога заготовки. Движение мундштука осуществляется строго по одной линии. А вот пруток движется не только прямо, но и совершает колебательные движения в стороны – это позволяет создать более прочный шов.
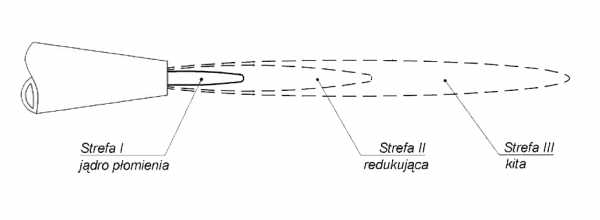
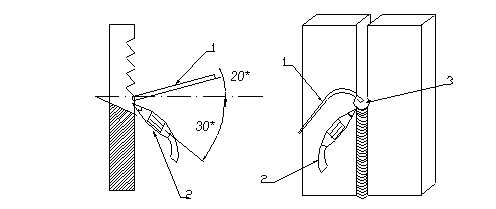
Теперь рассмотрим, как варить ацетиленом с учетом зон пламени и наклона форсунки (сопла) горелки. Ручной способ сваривания предусматривает направление факела так, чтобы оплавляемые края находились в восстановительной зоне пламени, но при этом на 2-6 мм не доставали до конца ядра. Конец присадочной проволоки при этом держат либо в восстановительной зоне огня, либо в образовавшейся сварочной ванне.
Угол наклона сопла горелки зависит от толщины металла и его показателей теплопроводности. Например, для стальных заготовок 1-3 мм толщиной угол горелки будет составлять 20-30°, а для стали 3-5 мм - 30-40°. В самом начале сварки для прогрева кромок устанавливают наибольший угол горелки для прямого попадания огня в зону нагрева, но потом этот угол постепенно уменьшают до номинального показателя. В конце шва наклон минимизируют, чтобы заполнить кратер и предупредить пережог металла.
Ацетиленовая сварка.
Чтобы воспользоваться сваркой металла ацетиленом, необходимо иметь следующий комплект оборудования:
В заключение можно сказать, что ацетиленовая сварка по прочности шва не лучше и не хуже электрической, зато она лидирует в эстетических показателях. Кроме того, такой вид соединения заготовок полностью автономен и не зависит от внешних энергоносителей. Приобретать такое оборудование или нет – это ваш выбор, но еще никто не жаловался.
При электродуговой сварке ниобий в виде порошкообразного феррониобия вводят во флюсующие обмазки и при сварке он переходит в наплавленный металл. При кислородно-ацетиленовой сварке особенно тонких листов пламя должно быть нейтральным или слегка восстановительным во избежание, с одной стороны, выгорания ниобия, а с другой, — при избытке ацетилена — науглероживания сварного шва. Избыток ацетилена крайне вреден при сварке, так как приводит к связыванию ниобия в карбиды и не устраняет склонности стали к межкристаллитной коррозии [c.352]
Кислородно-ацетиленовая сварка алюминия [c.149]
Наиболее распространенным способом газовой сварки является кислородно-ацетиленовая сварка. Ацетилен для сварки получают на месте работы разложением карбида кальция водой или доставляют в баллонах. Ацетиленовые баллоны заполняются пористой массой (активированным углем, пемзой или инфузорной землей), пропитанной ацетоном, хорошо растворяющим ацетилен. В таком виде ацетилен взрывобезопасен при хранении и употреблении. Кислород для сварки поставляется в баллонах под давлением 150 кгс/см . [c.156]
Структурные изменения в зоне термического влияния в значительной степени зависят от вида сварки. При кислородно-ацетиленовой сварке зона термического влияния составляет 30... 32 мм, электродуговой - 10... 12 мм, аргонно-дуговой 3. .. 4 мм. В известной степени снижение прочностных характеристик металла в зоне термического влияния сварного щва может быть снято или ослаблено до безопасного за счет сопутствующей или последующей термической обработки. [c.166]
Арматура (лазы, люки, смотровые окна, штуцеры) приваривается к корпусу и крышке аппаратов кислородно-ацетиленовой сваркой. [c.127]
В процессе изготовления конструкции с использованием сварки плавлением источник теплоты в большинстве случаев передвигается вдоль свариваемого изделия, что позволяет сваривать объекты с неограниченными размерами. Сварку плавлением, в том числе и электрическую, ранее называли автогенной — самопроизвольной сваркой. Затем этот термин начал применяться для обозначения кислородно-ацетиленовой сварки. Сейчас он почти не применяется. [c.12]
При сварке трубопроводов применяют ручную электродуговую сварку, а для труб диаметром до 76 мм — комбинированную (аргонодуговую и электродуговую) или газовую (кислородно-ацетиленовую) сварку. [c.198]
Дуговая сварка плавящимся электродом а) электроды с органикой в покрытии (ЦМ-7) б) электроды без органики (ЦУ-1), влажность покрытия 0.1%............ в) то же влажность покрытия 4,25%. . . Дуговая сварка в углекислом газе. .... Автоматическая сварка под флюсом. .... Газовая (кислородно-ацетиленовая) сварка . . 15,00 2,15 6,17 0,04 4,40 5,00 [c.220]
Кислородно-ацетиленовая сварка успешно применяется для ремонта (заварки) трещин в чугунных картерах. В одном случае трещина была тщательно разделана и в подшипники была установлена старая ось, обработанная до нужного размера для поддержания параллельности. Затем картер был окружен отражательными печами и предварительно нагрет пламенем древесного угля. После этого началась сварка и продолжалась до окончания работы, затем деталь была вновь нагрета, чтобы устранить слишком быстрое остывание. [c.284]
По технике сварки газопрессовые станки близки к стыковым электросварочным машинам, но обладают следующими преимуществами а) независимостью от источников питания электроэнергией б) при небольшом весе большой мощностью, которую развивает кислородно-ацетиленовая установка в) простотой технологического процесса и обслуживания г) простыми зажимными устройствами, не требующими подвода тока и очистки поверхности детали. [c.204]
Химическая сварка в свою очередь делится на газовую (кислородную — ацетиленовую), термитную (алюминиевый и магниевый термит) и сварку водяным газом. К последнему виду сварки относится также резка и сварка металла, основанная на применении паров жидкого горючего (бензорезами, керосинорезами). [c.51]
Газовая сварка. При газовой сварке нагревание свариваемых деталей производится пламенем горящей смеси газов ацетилена и кислорода, выходящих из специальной сварочной горелки, в которой происходит также смешение этих газов. На фиг. 3-12 приведена схема устройства сварочной горелки. Температура кислородно-ацетиленового пламени достигает 3 100—3 200° С, поэтому этим пламенем свободно можно сваривать и резать сталь, бронзу и прочие металлы. [c.33]
Подогрев может производиться паяльной лампой, газовой (кислородно-ацетиленовой и др.) горелкой, резаком или в печи любого типа, при условии последующего поддержания температуры во время сварки. [c.628]
Для крупных деталей иногда применяется процесс пайки, называемый сварка бронзой . В этом случае припоем служат латунные стержни, нагрев изделия производится кислородно-ацетиленовой горелкой. Сначала сю подогре- [c.115]
Повышенная склонность сварочных швов алюминиевых сплавов к пористости обусловлена значительной разницей в растворимости водорода в жидком и твердом алюминии. Эффективным методом предотвращения развития пористости в швах из сплавов типа магналий, легированных >4% Mg, является введение в них ок. 0,01—0,005% Бе. Высокие а и А, алюминиевых сплавов способствуют большой склонности их к короблению при сварке, особенно в кислородно-ацетиленовом пламени. [c.143]
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее 3 мм) применяется главным образом газовая сварка. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы. [c.82]
Установка торцевых заглушек. Если заливная труба не выполнена как единое целое с торцевой заглушкой, то сначала производится ее сварка с заглушкой. Торцевые заглушки с заливной трубой или без нее обычно привариваются к концам тепловой трубы. Необходимо обеспечить соединение при высоком качестве сварного шва, так как наличие пор или раковин в шве может привести к утечкам теплоносителя. Для минимизации возможностей такого дефекта необходимо провести проверку качества шва и убедиться в герметичности соединения. Применяется несколько методов сварки. Однако обычно не рекомендуется применять газовую сварку, в частности кислородно-ацетиленовую, из-за необходимости использования флюса. Кислород и сварочные (наплавные) металлы могут снова загрязнить очищенные части. Было установлено, что наиболее подходящими видами сварки является сварка вольфрамовым электродом в атмосфере инертного газа [c.173]
Техника выполнения аргоно-ду-говой сварки имеет много общего с кислородно-ацетиленовой. [c.549]
Нагрев кислородно-газовым пламенем, преимущественно кислородно-ацетиленовым, широко применяется для твёрдой пайки главным образом узлов деталей с местными соединениями. Для пайки используются обычные сварочные горелки (типа СУ или СГМ, см. Газовая сварка стр. 538) или специальные горелки с расширенным мягким факелом пламени. В последнее время выпущены горелки для пайки, работающие на кислородно-керосиновой смеси. Кислородно-газовый нагрев удобен своей универсальностью, простотой приёмов, производительностью и возможностью автоматизации. [c.558]
Линейная усадка 1,2—1,3%. Объемная усадка от температуры 800 до температуры солпдуса 5,45%. То же от температуры солидуса до температуры ликвидуса 3,77%. Склонность к образопанию микрорыхлоты 2 условных единицы. Минимальная толщина стенок при лптье о песчаные формы 4 лш. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой сваркой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно. [c.150]
Объемная усадка от температуры 800° до температуры солидуса 4,71%. То же от температуры солидуса до температуры ликвидуса 3,6%. Склонность к образованию микрорыхлоты 3 условных единицы. Минимальная толщина стенки при литье в песчаные формы 3 мм. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно. [c.152]
Возможно введение циркония при помощи шлак-лигатуры магния с цирконием. Температура литья 730—760° С. Жидкотекучесть по длине прутка 290 мм. Гррячеломкость по ширине кольца 20,0 мм. Линейная усадка 1,2—1,3%. Минимальная толщина стенок при литье в песчаные формы 4 мм. Обрабатываемость режущим инструментом отличная. Сплав удовлетворительно сваривается ар-гоно-дуговой и несколько хуже кислородно-ацетиленовой сваркой. Сравнительно со сплавом МЛ5 свариваемость сплава МЛ 11 худшая. [c.155]
При кислородно-ацетиленовой сварке сталь типа 18-8 с Nb показывает лучшие результаты. Присутствие ферритной составляющей уменьшает склонность хромоникелевых сталей к растрескиванию, но ее количество должно быть порядка 5—15%. В этом случае отливк и сварные детали наряду с хорошей прочностью в сварных швах и отсутствием трещин обладают хорошими сопротивлением коррозии и высокой вязкостью. [c.353]
Отметим, что в местах кислородно-ацетиленовой сварки листов магния мы заменяли флюс на основе хлоридов, которые являлись источником коррозии, флюсом на основе фторидов, имеющих удовлетворительные капиллярные свойства, плотность, плавкость и обладающих эффектом замедления коррозии. Состав был следующий 55% LiF, 15% Mgp2, 15% AIF3, 15% (мол.) Srp2. Температура плавления была 550° С. Места сварки, за исключением включений, были неповрежденными и обладали хорошими механическими свойствами. [c.51]
Кислородно-ацетиленовая сварка 136 Жишечная палочка 52 Клапан всасывающий 36, обратный 111 приемный 58 Коагулянт 158 Коагуляция в )ды 155 Ковш, ковшевые водозаборы 37 Колебания расхода воды 213 Коли-тест 152 Коли-титр 132 Коллектор 277 Колодцы береговые 30 [c.287]
При сварке трубопроводов применяют ручную элек-тродуговую сварку, а для труб диаметром дд 76 мм — газовую (кислородно-ацетиленовую) сварку. [c.150]
Этот способ применяют при сварке никеля, медноникелевых сплавов и (ограниченно) других сплавов никеля. При кислородно-ацетиленовой сварке нпкеля и меднонпкелевых сплавов необходимо поддерживать нормальное пламя, так как избыток кислорода вызывает окисление расплавленного металла и хрупкость допускается применять пламя с небольшим избытком ацетилена. Однако значительный избыток ацетилена может явиться причиной появления пористости и хрупкости металла шва. При сварке сплавов, содержащих хром, пламя должно быть более восстановительным, но не настолько, чтобы науглероживать наплавленный металл, насыщать его водородом, закисью углерода и другими газами. [c.183]
Атомпо-вояородная сварка представляет собой электрохимический вариант сварки плаллением На фиг. 134 представлена схема процесса сварки. Расплавление основного и присадочного металла происходит главым образом аа счет тепла электрической дуги и рекомбинации водорода, предварительно диссоциированного вблизи столба независимой дуги между двумя вольфрамовыми электродами. Дополнительный тепловой эффект сгорания молекулярного водорода в наружной зоне пламени и тепловое излучение дуги по сравнению с термическим эффектом рекомбинации незначительны. Температура веерообразного атомно-водородного пламени составляет около 3700° С. По степени концентрации тепла атомно-водородная сварка занимает промежуточное положение между кислородно-ацетиленовой сваркой и сваркой вольфрамовым электродом в среде инертных газов. [c.473]
Кислородно- ацетиленовым пламенем Электродуго-вая сварка угольным электродом Электродуго-вая сварка металлическим электродом твердым прппоем МЯГКИМ припоем [c.207]
Газопламенную сварку алюминия ведут кислородно-ацетиленовым пламенем при соотношении O2/G2h3 = 1,1...1,2. По отношению к алюминию все зоны пламени имеют окислительный характер. Для защиты от окисления и для удаления окисной пленки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития, например флюс АФ-4А. Флюс разводят в воде непосредственно перед сваркой, а затем наносят в виде пасты на кромки детали и на конец присадочного прутка. Мощность пламени (л/ч) выбирают в зависимости от толщины S (мм) свариваемого металла М = (100... 150)5. [c.198]
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ. Алюминий и его сплавы соединяются раз-.чичными способами сварки плавлением — алектродуговой, кислородно-ацетиленовой, а также электроконтактной. На поверхности алюминиевых сплавов всегда имеется тонкая пленка тугоплавкого плотного окисла AI2O3 I г°д=2050 ]. Она затрудняет возбуждение дуги, препятствует сплавлению кромок, адсорбирует влагу, способствует образованию пористости и уменьшению герметичности соединений. Сварку плавлением производят в среде инертных газов, а окисную пленку перед сваркой тщательно удаляют с поверхности соединяемых кромок и присадочного материала. Кислородно-ацетиленовая С. а. с. производится с применением флюсов, а дуговая сварка — с применением обмазанных электродов. Однако соединения, выполпенные с применением флюсов и обмазок, содержащих хлористые соли щелочных металлов, имеют пониженную коррозионную стойкость. [c.143]
Научно-технический энциклопедический словарь.
Воздушная ацетиленовая сварка — Air acetylene welding (AAW) Воздушная ацетиленовая сварка. Метод газовой сварки, при котором соединение получается путем нагрева газовым пламенем, образующимся при сжигании ацетилена в воздухе, без приложения давления и без использования… … Словарь металлургических терминов
Технология авиастроения — область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники. В начальный период развития авиационной техники Т. а. располагала ограниченными средствами, которые… … Энциклопедия техники
Air acetylene welding — Air acetylene welding. См. Воздушная ацетиленовая сварка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
AAW — AAW. См. Воздушная ацетиленовая сварка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
АЦЕТИЛЕН — АЦЕТИЛЕН, имеет химич. формулу С2Н2 (формула строения НС • СН) и представляет собой при обыкновенных условиях бесцветный ядовитый газ, при 0° и 26 атм. сгущающийся в жидкость. 1 л А. при 0° и 760 мм весит 1,165 г. При обыкновенной… … Большая медицинская энциклопедия
технология авиастроения — технология авиастроения область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники.В начальный период развития авиационной техники Т. а. располагала ограниченными … Энциклопедия «Авиация»
технология авиастроения — технология авиастроения область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники.В начальный период развития авиационной техники Т. а. располагала ограниченными … Энциклопедия «Авиация»
Дуговая лампа — Ксеноновая дуговая лампа Дуговая лампа общий термин для обозначения класса ламп, в которых источником света является электрическая дуга. Дуга горит между двумя электродам … Википедия
Одна из старых разновидностей получения неразъемного соединения деталей, но не потерявшая своей актуальности – это ацетиленовая сварка металла. Применяется для сваривания практически любых материалов, особенно привлекательно при сваривании тонкостенных трубопроводов и других конструкций.
Блок: 1/8 | Кол-во символов: 290
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.
Всегда было одно «но»: генератор и необходимость смешивать ацетилен вручную. Эта процедура была трудоемкой и проводилась перед каждой сваркой. Но был один плюс: после сварки можно было слить оставшийся газ и использовать его повторно. Но вскоре газовая сварка ацетиленом начала производиться применением специальным баллонов, содержавших газ ацетилен. Так что сейчас нет нужды вручную сменить карбид кальция и воду.
Блок: 2/6 | Кол-во символов: 802
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html
Принцип работы газопламенной сварки основан на высокотемпературном горении газов, в основном таких, как углеводороды с добавлением чистого кислорода.
При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.
Вся особенность ацетилена, как химического вещества, заключается в строении его молекулы C2h3, которая имеет, кроме двух слабых водородных связей, еще и неустойчивую, но высокоэнергетическую тройную связь между атомами углерода.
Ацетилен получается при простой химической реакции карбида кальция СаС2 с водой. А вот само производство карбида кальция имеет довольно дешевый, с точки зрения промышленного производства, способ. Его получают путем прокаливания негашеной извести СаО и кокса (практически чистого углерода) в специальных печах. Получаемое при этом серое вещество с характерным запахом чеснока и является необходимым сырьем для дальнейшего получения газа ацетилена.
Блок: 2/5 | Кол-во символов: 986
Источник: https://WikiMetall.ru/metalloobrabotka/atsetilenovaya-svarka.html
Достоинства у ацетиленовой сварки весомые. Во-первых, вам не нужно использовать электричество, чтобы произвести сварку. К тому же, все оборудование можно перевозить на специальной тележке, и вы сможете варить на улице в труднодоступных местах. Во-вторых, вы можете просто поменять угол направления пламени, и температура ванны сразу же изменится. Так можно довольно удобно регулировать степень нагрева.
В-третьих, при должной сноровке вы можете избежать прожогов просто меняя расстояние от сварочной ванны до горелки. Но не стоит забывать и о недостатках. Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
А такой вариант вряд ли подойдет для крупного предприятия с большим количеством выпускаемой продукции. Также учитывайте, что во время сварки нагревается не только сварочная ванна, но и вся прилегающая область металла, а это не очень хорошо для детали. Также такую работу не сможет выполнить сварщик низкой квалификации, обязательно нужен профессионал своего дела.
Блок: 4/6 | Кол-во символов: 1052
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Блок: 3/8 | Кол-во символов: 1480
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
Для ацетиленовой сварки потребуется вполне доступное и относительно недорогое оборудование. Ранее для получения газа применялись газовые генераторы, но сейчас более распространен баллонный ацетилен.
Баллон окрашен в белый цвет. Для поддержания горения используется баллонный кислород. Как правило, их перевозят на специальных тележках.
В зависимости от толщины свариваемого металла предусмотрено использование нескольких размеров горелки и сопла. Самый маленький размер, который может иметь горелка – нулевой, а самый большой – пятый.
При необходимости сильного нагрева толстого металла используется наибольший номер с отверстием, позволяющим подавать газовую смесь в сварочную ванну и обеспечивающую нормальный прогрев стыка.
К горелке подходят шланги с ацетиленом и кислородом. Крепятся с помощью резьбового соединения.
Редукторы позволяют регулировать подачу газа и понижать давление газа, поступающего из баллона. Давление в кислородном баллоне порядка 150 атм. К тому же редукторы защищают баллон от обратного удара.
В зависимости от вида свариваемого материала, присадочная проволока может выполняться из стали или других металлов с добавлением легирующих добавок. Они улучшают качество шва. Для ацетиленовой сварки стальных водопроводных труб используют оббитые электроды для ручной электросварки, но это более дорогой вариант.
Блок: 4/8 | Кол-во символов: 1360
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
Одной из особенностей использования газопламенной сварке на основе ацетилена является наличие большого количества как достоинств, так и недостатков.
| Плюсы | Минусы |
|---|---|
| самая высокая температура пламени горения смеси с чистым кислородом | необходимость в высококвалифицированном сварщике и опыте работы с газопламенной сваркой |
| возможность использования в полевых условиях за счет простого способа получения горючего газа на специальных генераторах непосредственно в месте проведения сварочных работ | высокая взрывоопасность, отсюда — особые условия по технике безопасности |
| способность сваривать чугун, медь, латунь и бронзу | возможность возникновения пережогов и перегревов из-за большой зоны термического нагрева, приводящих к значительным деформациям свариваемых деталей |
| возможность применения для соединения различных видов металлов, имеющих разные температуры плавления | эффективен только при сварке изделий до 5 мм толщиной |
| универсальность, работает с разными металлами | нет возможности механизировать и автоматизировать процессы газопламенной сварки |
| возможность плавной регулировки температуры пламени | большая загазованность места проведения работ |
| в сравнении с другими газами для газопламенной сварки, ацетилен является наиболее эффективным | невозможно обеспечить качественное соединение высоколегированных сталей |
Блок: 4/5 | Кол-во символов: 1304
Источник: https://WikiMetall.ru/metalloobrabotka/atsetilenovaya-svarka.html
Дешевизна промышленного производства исходного сырья в виде карбида кальция и высокая температура пламени при горении с чистым кислородом в 3150⁰ C стали определяющими факторами в превосходстве ацетиленовой сварки над другими видами газопламенной сварки.
Так, при сравнении температуры горения ацетилена и других газов, хорошо вырисовывается его явное преимущество перед ними:
Приведем еще несколько особенностей ацетилена, выраженных в его свойствах:
Блок: 3/5 | Кол-во символов: 859
Источник: https://WikiMetall.ru/metalloobrabotka/atsetilenovaya-svarka.html
Вам понадобится:
Блок: 5/9 | Кол-во символов: 401
Источник: http://svarka-master.ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Так как процесс ацетиленовой сварки основывается на горении смеси газов один, из которых ацетилен, а другой — кислород, то для возможности проведения такого технологического процесса потребуется:
Но наиболее широкое распространение имели так называемые газогенераторы, которые служили для генерации ацетилена непосредственно на месте проведения сварочных работ из карбида кальция. Такой аппарат представлял собой небольшую герметичную емкость, в свою очередь состоящую из двух объемных отделений: внешнего и внутреннего, имеющих общую нижнюю полость.
Работа такого генератора происходила гениально просто. На дно аппарата заливалась вода до определенного уровня, а во внутреннее отделение помещалась металлическая корзина с кусками карбида кальция так, чтобы низ корзины погрузился в воду для начала химической реакции. Далее, емкость генератора герметично закрывалась и генерируемый газ для сварки забирался из специального патрубка. В случае, если разбор газа отставал от объемов выработки, образовавшийся «лишний» газ во внутреннем объеме, создавая избыточное давление, выдавливал воду во внешний объем, чем обезвоживал корзину с карбидом и останавливал процесс генерации ацетилена. Во время проведения сварочных работ такой ход процессов в генераторе повторялся неоднократно.
Эта резьбовая особенность разделения принадлежности оборудования к тому или иному газу была сделана в целях техники безопасности, чтобы при подготовке сварочного оборудования к работе сварщик случайно не перепутал шланги и редуктора, так как это могло привести к аварийной ситуации.
В основном применялись газопламенные горелки с номерами от «0» до «5», что определяло их рабочие возможности по интенсивности истечения газов и силе пламени. Так, нулевой номер применялся для самых тонких деталей, а четвертый и пятый номера были, по сути, уже газовыми резаками и применялись для соединения металла толщиной в 4-5 мм или для кислородной резки различных металлических конструкций.
Сегодня этот вид сварки практически уходит в небытие, оставляя за собой прочные позиции в ювелирной промышленности и точном приборостроении.
А раньше, в 70-90 годах прошлого столетия, ацетиленовый генератор, сделанный своими руками из баллона обычного углекислотного огнетушителя, был одним из самых распространенных и доступных сварочных аппаратов для ремонта кузовов автомобилей в условиях простого гаража.
Если у вас есть свой опыт использования ацетиленовой сварки, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Блок: 5/5 | Кол-во символов: 3838
Источник: https://WikiMetall.ru/metalloobrabotka/atsetilenovaya-svarka.html
Ацетиленовая сварка — одна из лучших технологий для резки и сварки металлов, если на первом месте стоит качество шва, а не количество выпущенной продукции. Сварка ацетиленом, по сути, является просто разновидностью газовой сварки, а потому доступна и проста в эксплуатации. Газовые баллоны можно легко и недорого купить в любом специализированном магазине. Больше не нужно вручную смешивать воду с карбидом, чтобы получить ацетилен, достаточно открыть подачу газа и приступить к работе. А вы когда-нибудь выполняли ацетиленовую сварку? Расскажите о своем опыте, он будет полезен для новичков. Не забывайте делиться этой статьей в своих социальных сетях. Желаем удачи в работе!
Блок: 6/6 | Кол-во символов: 693
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html
Для того, чтобы выставить раб.давление 0,2МПа на C2h3 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.
Настроить сварочное пламя можно двумя способами:
Как видим, первый способ больше всего подходит для новичков.
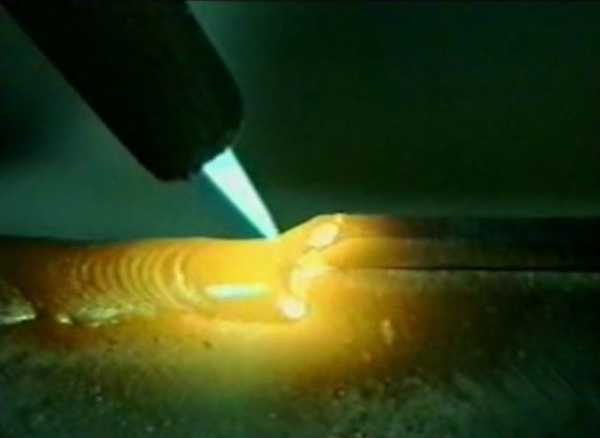
Разогрев металла до температуры плавления
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Блок: 7/9 | Кол-во символов: 1423
Источник: http://svarka-master.ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Блок: 7/8 | Кол-во символов: 1535
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
После того, как вы выполните сварку нужно закрыть горелку в следующем порядке:
Проконтролировать качества шва можно визуально. Шов должен быть плотным, а чешуйки – равномерными, его ширина 5-6 мм, высота 1-2 мм.
Блок: 8/9 | Кол-во символов: 287
Источник: http://svarka-master.ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Блок: 8/8 | Кол-во символов: 1146
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
Закрывается барашек баллона с C2h3, затем выкручивается регулировочный винт редуктора. Затем та же процедура по баллону с О2
После нужно спустить остаточный газ с рукавов. Для этого нужно открыть оба вентиля на горелке, на манометрах рабочего давления можно увидеть, как газ сходит с рукавов, стрелка будет медленно опускаться до нуля. Закройте вентили на горелке.
Блок: 9/9 | Кол-во символов: 391
Источник: http://svarka-master.ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Станции газовой сварки включают:
Как сваривать вручную газовым методом – основная информация 6 Первым делом при начале газовой сварки тщательно очищают свариваемый материал от краски, коррозии, жира и других загрязнений.Также перед началом сварки убедитесь, что соединения и шланги затянуты.
Следующим шагом является отвинчивание газового баллона и установка на регуляторах соответствующего рабочего давления, которое находится в пределах 0,25-0,45 МПа для кислорода и 0,01-0,08 МПа для ацетилена. Давление кислорода следует регулировать при открытом клапане горелки. При включении горелки всегда сначала открывайте кислородный клапан, затем ацетиленовый, а затем зажигайте горелку.Регулируем пламя кислородным клапаном, медленно открывая его, пока не получим удовлетворительный вид пламени.
Существует 3 вида пламени:
Источник: Перун
После установки удовлетворительного вида пламени можно начинать сварку по одному из трех основных способов ведения горелки: влево, вправо или вверх.
a) Сварка слева - Горелка движется справа налево и наклоняется в направлении сварки под углом от 30° до 75°. При равномерном сплавлении кромок проволока, перпендикулярная горелке, должна двигаться вверх-вниз, погружаясь в сварочную ванну, регулируя таким образом количество подаваемого связующего. Следите за тем, чтобы кончик связующего не покидал область огнезащитной массы, так как это защита от воздуха.
Метод относительно прост в освоении, а сустав эстетичен.Применяется при сварке материалов толщиной не более 4 мм. В связи с тем, что шов, выполненный левосторонней сваркой, быстро остывает, в нем могут появиться пористость и вздутия, поэтому его не рекомендуется применять в ответственных конструкциях.
b) Сварка по часовой стрелке - Горелка направлена в направлении, противоположном направлению сварки, и движется прямо слева направо. Созданная сварочная ванна должна иметь характерный «глазок».Горелку следует держать на таком расстоянии, чтобы ядро пламени находилось в разделке сварного шва, а связующее подавалось колебательными движениями.
Применение этого метода хорошо работает для материалов толщиной более 4 мм, а также, за счет лучшей прочности, в более ответственных конструкциях. Проблема с правосторонним методом сварки может заключаться в том, чтобы сохранить гладкую поверхность сварного шва.
в) Сварка - сварку ведут в вертикальном положении разделки под сварку и ведением горелки вверх слегка направленным (20° от горизонтали) в направлении сварки.Поставляемый переплет должен качаться и следовать за горелкой под углом 30° к горизонтали.
Сварка вверх может использоваться для сварки листов без фаски толщиной от 2 до 6 мм и листов со фаской толщиной от 7 до 10 мм. Этот метод отличается высокой эффективностью и меньшим расходом газа при сохранении хорошей проходимости. Сварку вверх также можно выполнять двумя сварщиками одновременно двухсторонней сваркой, тогда возможна сварка листов с фаской толщиной до 20мм.
Источник: Технологии производства Сварка, под редакцией Амброзиака А., Oficyna Wyd. Politechniki Wrocławskiej, Wrocław 2010
При сварке описанным способом чаще всего применяют дополнительные материалы в виде присадочного металла , за исключением стыкового соединения, не требующего присадочного металла. Наполнитель обычно представляет собой стержень длиной от 0,5 до 1 м и диаметром от 0,6 до 8 мм. Самые распространенные стержни на рынке имеют длину 1 метр и диаметр от 2,5 до 4 мм.
Технологическая информация
Ацетиленокислородная сварка в основном предназначена для сварки низколегированных и малоуглеродистых сталей, а также чугуна и латуни. Вместо этого избегают газовой сварки алюминия, меди или высоколегированных сталей, поскольку соединения менее долговечны. Однако сварка этих материалов возможна после использования соответствующих флюсов, способствующих удалению оксидных слоев, препятствующих сварке.
.
Источник: Perun
Газовая сварка
Суть метода газовой сварки заключается в оплавлении кромок свариваемого материала с помощью горелки.Пламя горелки образуется при сгорании горючих газов и кислорода. В качестве горючего газа используется ацетилен и, в очень редких случаях, водород или пропан.
Ацетилен имеет неприятный запах, бесцветен и нетоксичен. Пламя ацетилена достигает максимальной температуры 3160°С, а также имеет высокую удельную мощность. Сгорание газа происходит в две стадии. Первая стадия проходит в зоне восстановления или зоне раскисления, где пламя достигает наибольшей температуры, а вторая стадия проходит в так называемой зоне раскисления.пламенная замазка, кроме этих двух зон, есть еще и пламенное ядро. Соответствующая регулировка кислородного и ацетиленового клапанов на газовой горелке влияет на настройку размеров описанных зон и, таким образом, позволяет адаптировать пламя к различным применениям.
Источник: Perun
Особенности газовой сварки
Применение метода газовой сварки
Газовая сварка применяется в основном при ремонтно-восстановительных работах.Его часто используют при сварке тонких труб, таких как газовые, водопроводные и отопительные установки. Применяется также газовая сварка из-за невозможности использования других способов. Следует помнить, что здесь не используется источник питания, а значит, нет ограничений на провода, поэтому метод хорошо работает в полевых условиях и на больших площадях.
.
Опубликовано: 29 августа 2014 г.
Другое название: газовая сварка, метод работы: ручной, источник тепла: газовое пламя, 0 крышка бассейна: продукты горения; флюс для металлов, кроме стали.
Принцип работы - Смесь кислорода и ацетилена сжигается на выходе из наконечника специальной конструкции, прикрепленного к корпусу горелки.Сварщик использует это пламя, чтобы расплавить основной металл, чтобы сформировать сварочную ванну. При необходимости он вручную подает связующее в виде проволоки к переднему краю бассейна. Чтобы получить равномерное поступательное плавление, сварщик должен перемещать горелку по краям стыка. Применение-легкие изделия, такие как вентиляционные каналы; трубопроводы малого диаметра.
При сжигании смеси кислорода и горючего газа на выходе из сопла горелки можно получить достаточно высокие температуры.
К сожалению, при горении большинства газовых смесей пламя имеет слишком низкие температуры, недостаточные для сварки многих металлов, за исключением некоторых с низкой температурой плавления. Исключение составляет ацетилен. Смешанный с кислородом в правильном соотношении, он создает пламя с температурой около 3100 ° C, что достаточно для многих сварочных работ.
Нагрев при кислородно-ацетиленовой сварке
При кислородно-ацетиленовой сварке анализ относительно прост.Тепло, используемое для плавления, образуется за счет сжигания ацетилена на выходе из отверстия сопла. Чем больше ацетилена мы подаем, тем больше тепла будет выделяться, поэтому подачу ацетилена необходимо контролировать. Если для сварки используется кислородно-ацетиленовое пламя, тепловложение в соединение также зависит от полноты сгорания. Максимальная теплота достигается, когда ацетилен полностью сгорает в окислительном пламени, то есть в пламени, содержащем больше кислорода, чем необходимо для связывания ацетилена.Однако такое сжигание не рекомендуется, так как оно не создает пламя с самой высокой температурой и может привести к окислению сварного шва. Обычно отношение ацетилена к кислороду выбирают таким, чтобы полученное пламя было нейтральным, то есть без избыточного газа. Соответствующее количество ацетилена и кислорода устанавливается с помощью клапанов, встроенных в горелку. Следовательно, газ, достигающий сопла, представляет собой контролируемую смесь кислорода и ацетилена.
Существует три основных метода газовой сварки:
- Левая сварка - для материалов толщиной менее 3 мм.
- Правосторонняя сварка - для материалов толщиной более 3 мм.
- Сварка вверх - для материалов любой толщины.
а) Левая сварка - горелку ведут справа налево, с наклоном горелки под углом от 60° (для более толстых материалов) до 10° (для более тонких материалов). При сварке связующее направляют под углом примерно 45°. При сварке против часовой стрелки присадочный металл направляется перед горелкой. Пламя факела плавит края металла, создавая отверстие в нижней части заготовки.Сварщик направляет горелку правой рукой вперед влево, не делая боковых движений. Очень важно, чтобы связующее все время оставалось в пламени, потому что его нагретый конец быстро окисляется при контакте с воздухом и сварщик вводит оксиды в сварной шов.
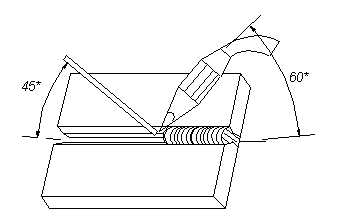
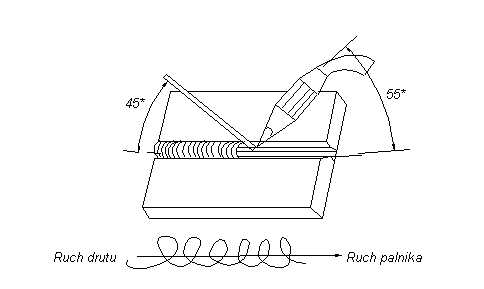
b) Сварка правильным методом – используется в основном для более толстых материалов (более 3 мм), требующих снятия фаски с кромок. При сварке вправо горелку ведут под углом 55°, а связующее — под углом 45°.Переплет следует за факелом слева направо. Горелка не совершает поперечных движений, а направляется равномерно по прямой вдоль свариваемых кромок. Связующее вещество, находящееся в ванне расплавленного металла, совершает движение (в форме полумесяца или эллипса) в направлении, поперечном сварному шву. Правильный метод сварки применяется при ответственных работах, особенно трубопроводах, рассчитанных на высокое давление и тяжелые условия эксплуатации (частые перепады температуры и давления).
в) Метод сварки снизу вверх – применим ко всем толщинам материала, но материал толщиной более 4 мм должен сваривать два сварщика одновременно. Факел следует вести под углом 30° к вертикальной оси, а провод под углом около 20°. Факел направляется ровным прямолинейным движением, а связующее — прыжком. Этот метод позволяет упростить обслуживание сетки и снизить расход газа.
Источник: www.mechanik.Piwko.pl
.
Сварка — широкая область техники, включающая способы соединения металлов. В связи с разнообразием их параметров и свойств на практике применяют также различные способы и приемы сварки. Одним из них является газовая сварка, выполняемая ацетиленовой горелкой.
Использование горелки и газа для соединения металлов было известно еще в 19 веке.По сей день этот метод используется на практике благодаря своим функциональным особенностям. Газовая сварка заключается в расплавлении кромок свариваемого материала с помощью пламени, источником которого являются сгоревшие ацетилен и кислород. Водород или пропан используются гораздо реже. Особенности, определяющие выбор ацетилена, включают в себя:
Температура сгорания на уровне 3160 ° C,
Высокая плотность мощности,
Форма,
Оптимальная температура Flame Distribution,
.
возможность визуального контроля пламени и связанная с этим простая регулировка,
минимальный удельный расход кислорода.
Этот газ тоже не ядовит, хотя и имеет неприятный запах. Газовая сварка представляет собой двухэтапный процесс.
Как и любой другой метод, газовая сварка имеет свои преимущества и недостатки. Важнейшими преимуществами являются скорость сварки и ее высокая эффективность. Диапазон толщин материалов, свариваемых этим методом, также значителен. Этот метод относительно прост и может быть автоматизирован, а оборудование стоит меньше, чем оборудование, используемое при других методах сварки.Недостатками являются значительные затраты эксплуатационных газов и плохая эстетика сварных швов. Газовую сварку также нельзя применять в случае стали с высоким содержанием углерода, антикоррозионной стали и алюминия.
Этот метод обычно используется при всех видах восстановительного ремонта водопроводных, газовых и центральных отопительных установок. Для выполнения работ не требуется электричество, что делает этот метод идеальным для полевых условий.
Способ резки ацетиленовой горелкой относится к газовой сварке.Применяется для разделения низкоуглеродистых и низколегированных сталей в домашних и сервисных мастерских.
Сварка – широкая область техники, включающая способы соединения металлов. В связи с разнообразием их параметров и свойств на практике применяют также различные способы и приемы сварки. Одним из них является газовая сварка, выполняемая ацетиленовой горелкой.
Характеристики газовой сварки
Использование горелки и газа для соединения металлов было известно еще в 19 веке.По сей день этот метод используется на практике благодаря своим функциональным особенностям. Газовая сварка заключается в расплавлении кромок свариваемого материала с помощью пламени, источником которого являются сгоревшие ацетилен и кислород. Водород или пропан используются гораздо реже. Особенности, определяющие выбор ацетилена, включают в себя:
Температура сгорания на уровне 3160 ° C,
Высокая плотность мощности,
Форма,
Оптимальная температура Flame Distribution,
.
возможность визуального контроля пламени и связанная с этим простая регулировка,
минимальный удельный расход кислорода.
Этот газ тоже не ядовит, хотя и имеет неприятный запах. Газовая сварка представляет собой двухэтапный процесс.
Плюсы, преимущества и применение газовой сварки
Как и любой другой метод, газовая сварка имеет свои преимущества и недостатки. Важнейшими преимуществами являются скорость сварки и ее высокая эффективность. Диапазон толщин материалов, свариваемых этим методом, также значителен. Этот метод относительно прост и может быть автоматизирован, а оборудование стоит меньше, чем оборудование, используемое при других методах сварки.Недостатками являются значительные затраты эксплуатационных газов и плохая эстетика сварных швов. Газовую сварку также нельзя применять в случае стали с высоким содержанием углерода, антикоррозионной стали и алюминия.
Этот метод обычно используется при всех видах восстановительного ремонта водопроводных, газовых и центральных отопительных установок. Для выполнения работ не требуется электричество, что делает этот метод идеальным для полевых условий.
Способ резки ацетиленовой горелкой относится к газовой сварке.Применяется для разделения низкоуглеродистых и низколегированных сталей в домашних и сервисных мастерских.
.Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.и дуговой сварки покрытыми электродами. Также был предоставлен полный объем информации, необходимой для получения квалификации сварщика.
Книга предназначена для слушателей курсов сварщиков. Это также может быть ценным подспорьем
для квалифицированных сварщиков и учащихся соответствующих профессионально-технических училищ.
Содержание:
1. Предисловие
2. Производство стали, свойства стали и изделия из стали
2.1. Введение
2.2. Доменный процесс
2.3. Процесс производства стали
2.4. Стальное литье
2.5. Механические свойства стали
2.6. Классификация стали
2.7. Производство стальных листов, профилей и труб
3. Свариваемость стали
4. Свариваемые материалы, кроме стали
4.1. Чугун
4.2. Алюминий и его сплавы
4.3. Медь и ее сплавы
4.4. Никель и его сплавы
4.5. Титан и его сплавы
5. Введение в электричество
5.1. Электрический ток
5.2. Эксплуатация электрического тока
5.3. Виды электрического тока
5.4. Цепь сварочного тока
5.5. Сварочная дуга
5.6. Тепловложение дуги, тепловложение
5.7. Термический цикл процесса сварки
6.Склеивание и родственные процессы
6.1. Определение процессов склеивания
6.2. Наименования и номера способов сварки
7. Сварные соединения и швы
8. Позиции сварки
9. Разделка и подготовка кромок под сварку
9.1. Введение
9.2. Газокислородная резка
9.3. Плазменная резка
9.4. Лазерная резка
9.5. Гидроабразивная резка
9.6. Строжка
9.7. Подготовка кромок под сварку
10. Обозначение сварных швов на чертежах
10.1. Договорные знаки
10.2. Дополнительные марки
10.3. Расположение меток на чертежах
10.4. Расчет сварных швов
10.5. Дополнительные обозначения
10.6. Маркировка прерывистых угловых швов
11. Газовая сварка (3)
11.1. Принцип газовой сварки
11.2. Сварочные газы
11.2.1. Ацетилен - топливный газ
11.2.2. Кислород - поддерживающий горение газ
11.2.3. Газоснабжение газосварочных постов
11.3. Прутки и проволока для газовой сварки
11.4. Газосварочное оборудование
11.4.1. Станция газосварочной
11.4.2. Горелки
11.4.3. Регуляторы давления
11.4.4. Газовые шланги
11.4.5. Устройства безопасности
11.4.6. Экономия газа
11.5. Технологии газовой сварки
11.5.1. Введение
11.5.2. Газосварка левая
11.5.3. Право на газовую сварку
11.4.4. Инструкция по сварке (WPS)
11.4.5. Прихватка
11.4.6. Пример данных газовой сварки
11.5. Заделка
12. Дуговая сварка ММА (111)
12.1. Принцип сварки ММА
12.2. Покрытые электроды для ручной дуговой сварки
12.2.1.Введение
12.2.2. Классификация ММА
12.2.3. Классификация покрытых электродов в стандарте PN-EN ISO 2560
12.2.4. Использование электродов-стержней
12.3. Дуговая сварка покрытыми электродами
12.4. Источники сварочной энергии
12.4.1. Введение
12.4.2. Сварочный трансформатор
12.4.3. Поворотный преобразователь
12.4.4. Сварочный выпрямитель
12.4.5. Статические характеристики источников сварочной энергии для сварки покрытыми электродами
12.4.6. Рабочий цикл сварочных источников энергии
12.4.7. Паспортные таблички сварочных источников энергии для сварки покрытыми электродами
12.5. Сварочные кабели
12.6. Держатели электродов
12.7. Технологическая инструкция по сварке покрытыми электродами (МПП)
12.8. Техника выполнения сварных швов
13. Прочие процессы склеивания
13.1. Сварка ВИГ вольфрамовым электродом в газовой защите (141)
13.2. Дуговая сварка металлическим электродом в газовой защите методами MAG/MIG (135/131)
13.3. Сварка под флюсом (12)
13.4. Сварка сопротивлением (2)
14. Напряжения и деформации
14.1. Введение
14.2. Развитие напряжений и деформаций
14.3. Развитие остаточных напряжений и деформаций в соединениях и сварных конструкциях
14.4. Методы предотвращения деформации и самонапряжения
14.5. Методы устранения деформаций (правки) сварных элементов
15. Термическая обработка процесса сварки
15.1. Введение
15.2. Предварительный нагрев, межпроходный и удерживающий нагрев
15.3. Термическая обработка после сварки
16. Несовместимости и дефекты сварки, оценка качества
16.1. Несовместимости и дефекты сварки
16.2. Оценка качества сварных соединений
17.Контроль сварных соединений
17.1. Введение
17.2. Неразрушающий контроль
17.3. Разрушающие испытания
18. Обеспечение качества сварки
19. Охрана труда и техника безопасности
19.1. Введение
19.2. Опасности, возникающие при сварочных работах
19.3. Общие требования по охране труда и технике безопасности
19.4. Подробные требования, вытекающие из правил охраны труда и техники безопасности и касающиеся газовой сварки
.Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.