Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
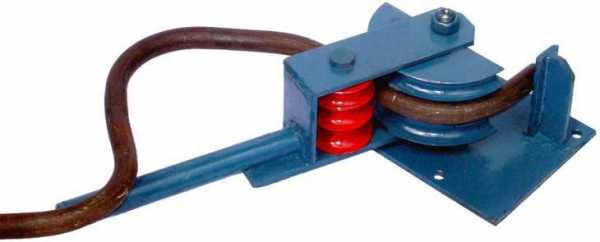
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Схема работы трубогиба весьма незамысловата
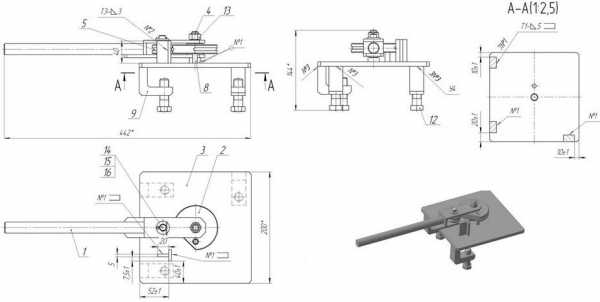
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
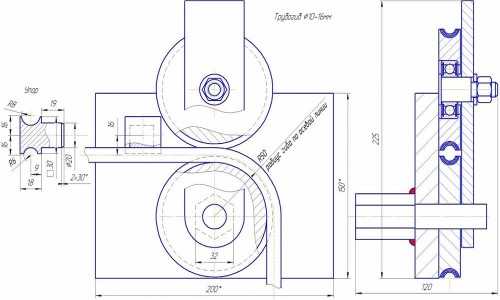
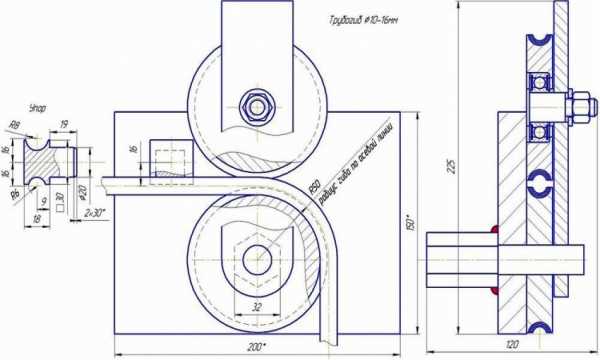
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
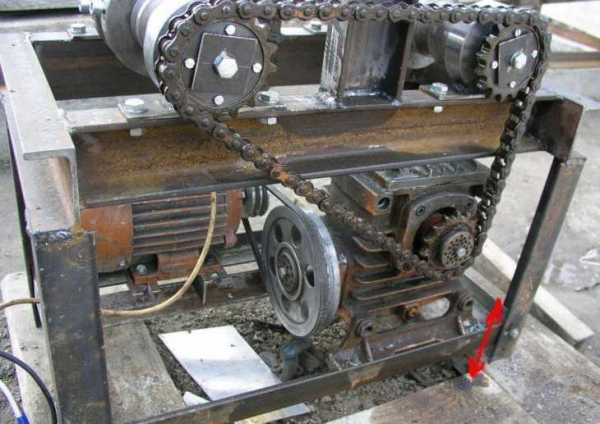
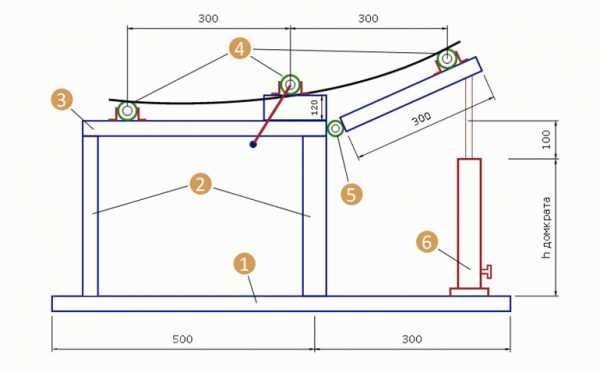
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
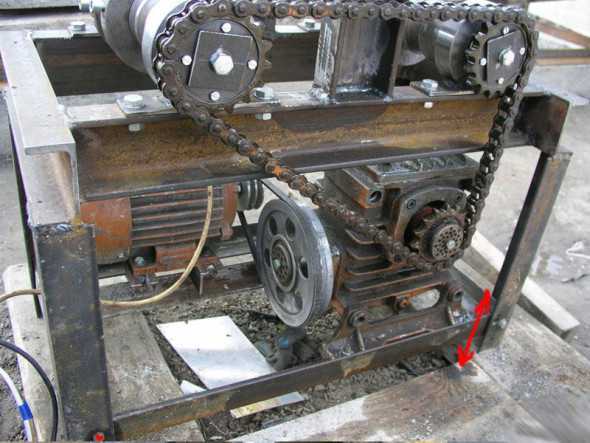
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
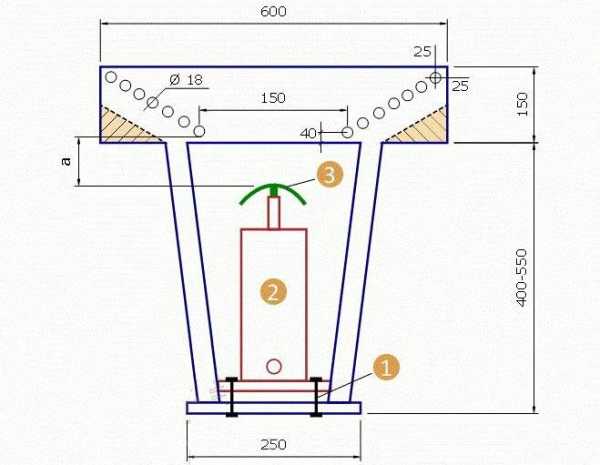
Вариант с перевернутым домкратом
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
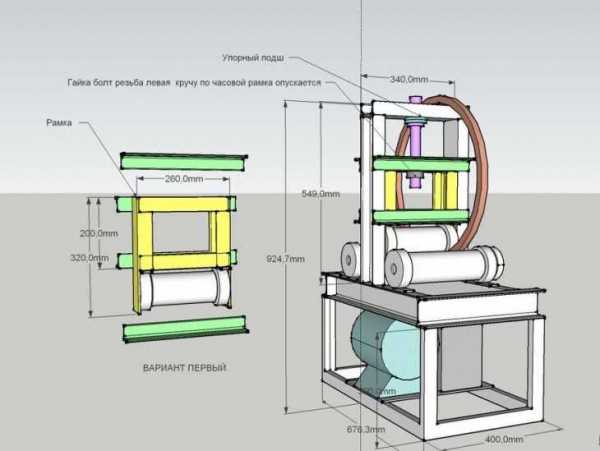
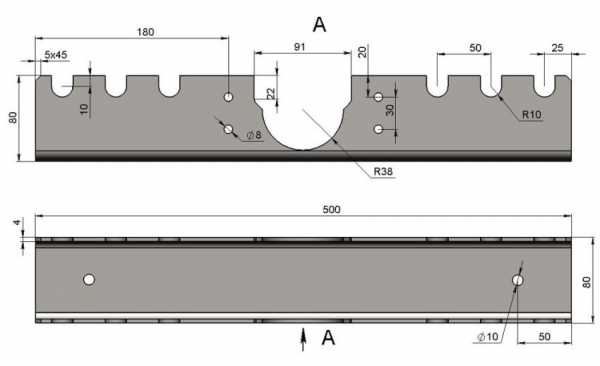
Чертежи трубогиба для профтруб
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
Некоторые тонкости выполнения монтажных работ:
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
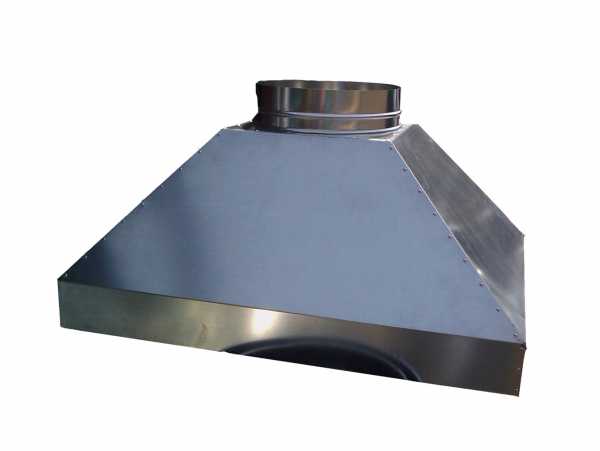
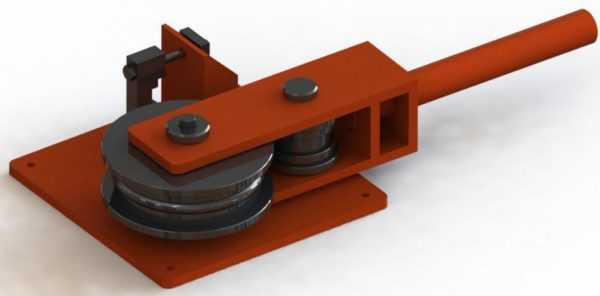
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
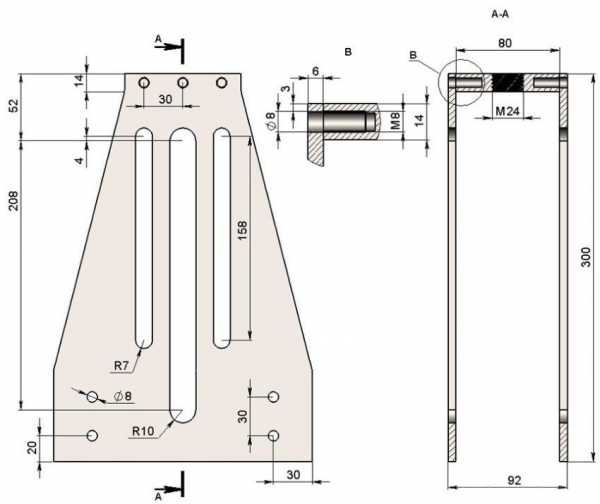
Чертеж еще одного варианта трубогиба
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
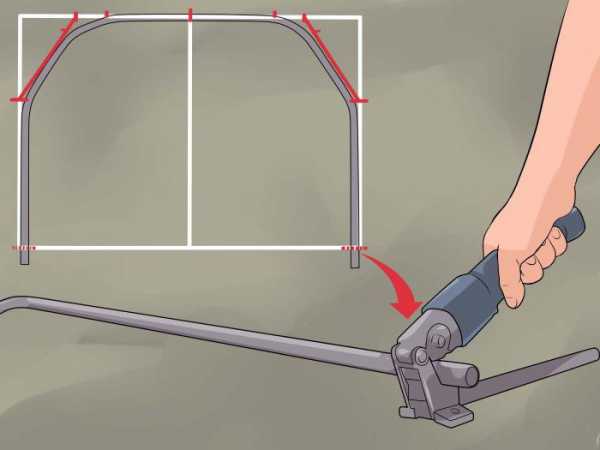
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Каждому хозяину большого садового участка или маленькой дачи, хотя бы раз в жизни (как минимум) может потребоваться трубогиб — устройство для сгибания профильной трубы.

К примеру это может быть, заготовка для тепличного каркаса или навеса, беседки, либо любых других металлических конструкций.

На базах по продаже металла, и на другом производстве обычно применяют устройства заводского изготовления, но это удовольствие далеко не из дешевых. Чтобы сэкономить свой бюджет на более приятные траты, выгоднее заняться изготовления устройства в ручную, своими силами.
Для данной конструкции, как говорится, «много ума не надо», и дефицита в деталях тоже не будет, чертежи трубогиба реально создать самому.
Содержимое обзора:
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.

Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Арбалетные устройства очень компактны, и ценятся в сфере монтажа и инженерных коммуникаций.

Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.

С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.

Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.

В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.

Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.

Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.

Огромный плюс такого процесса, экономия средств и простота исполнения.

Любое устройство имеет недостатки, и этот метод не исключение. Изгиб получается не точным, плохого качества, а так же шаблон будет одноразовым (применяться только на один диаметр трубы).

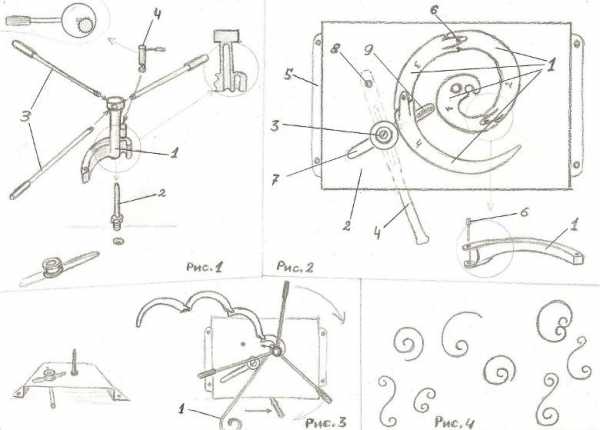
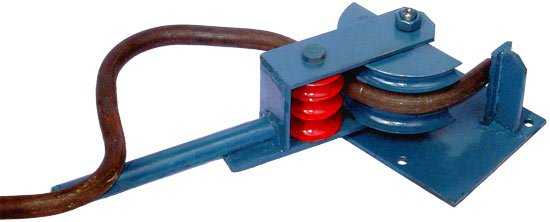
В штамповке одинаковых заготовок с большим тиражом, маленького радиуса кривизны, незаменимым станет трубогиб-улитка.

Его достоинство в малогабаритных размерах и простоте управления. Недостатком станет ограничение радиуса закругления, только не больших размеров.

Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.

Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.

Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функционалом.

Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.

Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
























На чтение 14 мин. Опубликовано
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
 Пример работы
Пример работыТрубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
 Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
 Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
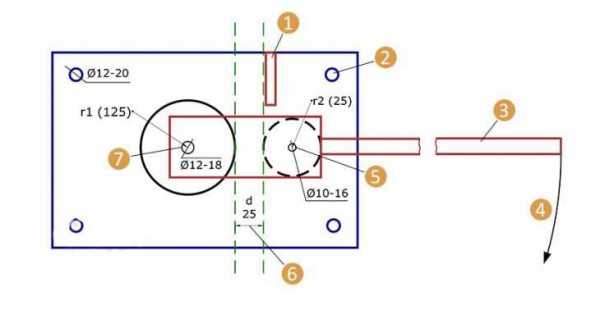
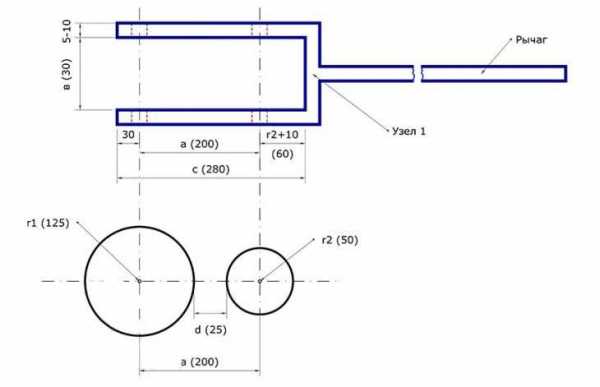
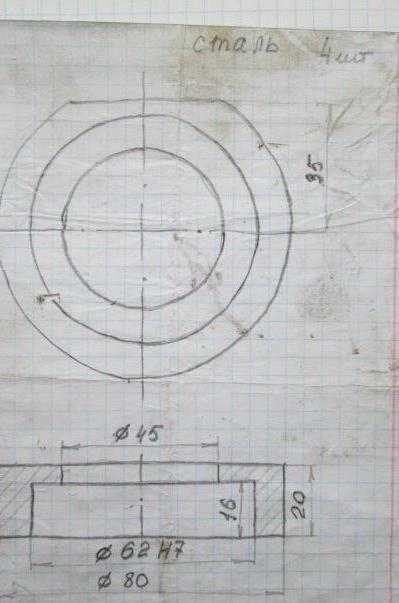
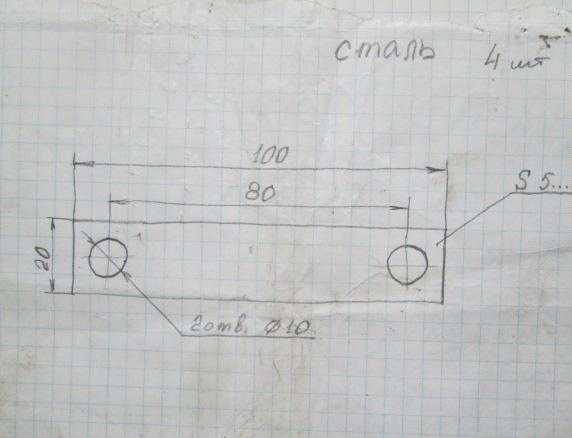
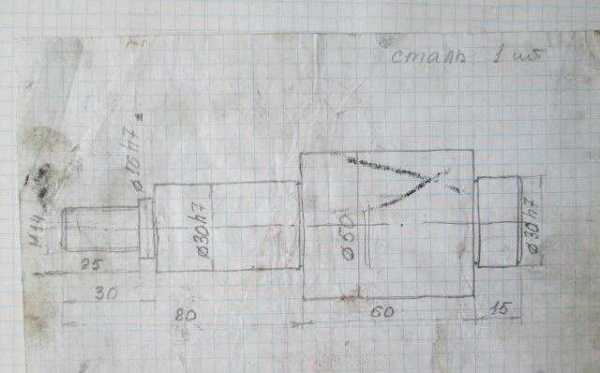
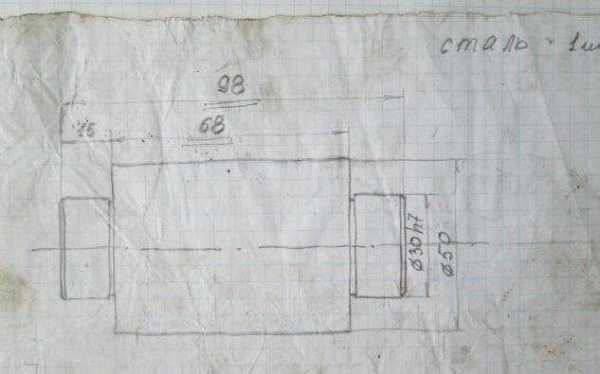
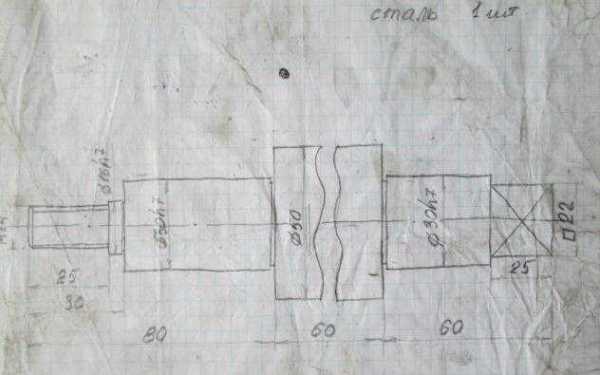
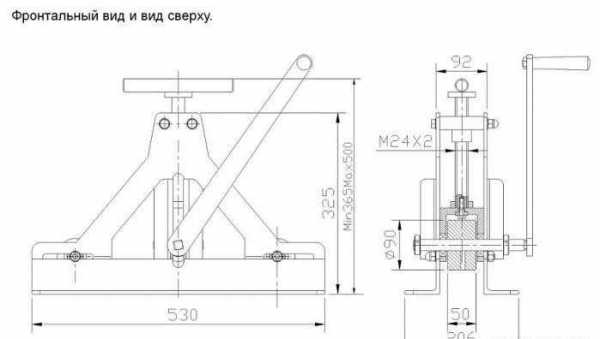
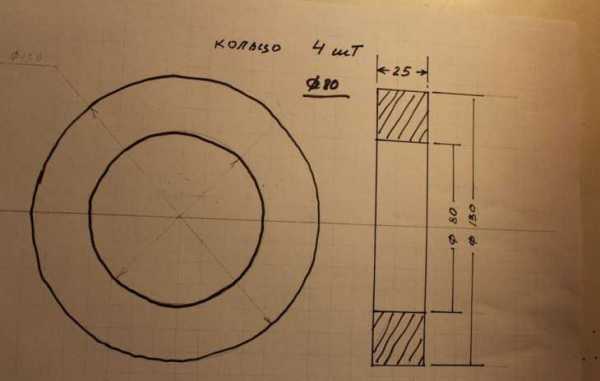
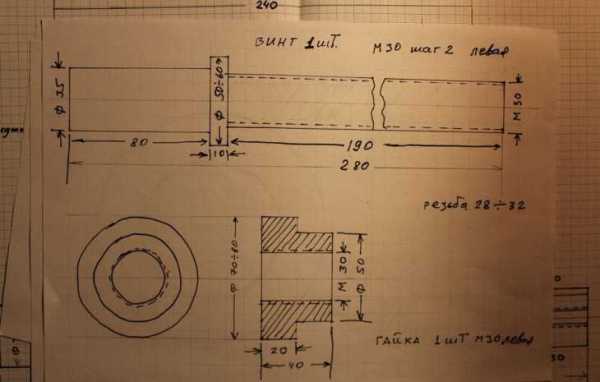
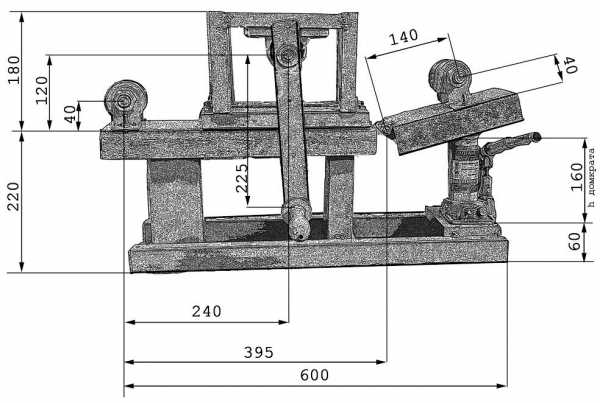
Чертежи и размеры самодельной конструкции: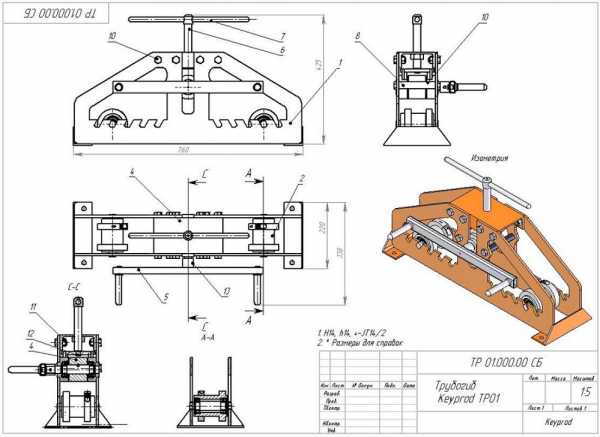
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
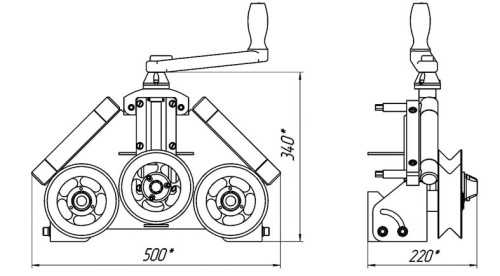
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
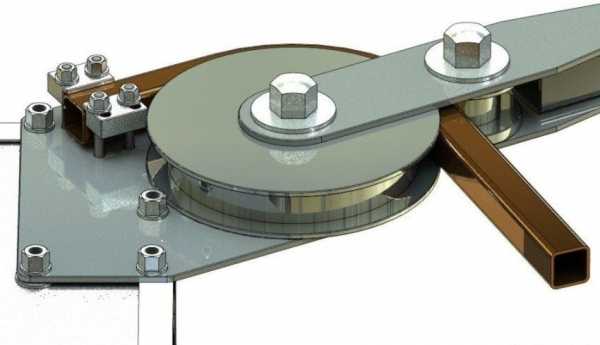
 Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.

Основываясь на особенностях конструкции и источнике используемой силы, направленной на изгиб труб, инструмент можно разделить на такие виды:
Первые два типа в большей степени изготавливаются на заводах или соответствующих предприятиях, поэтому остановимся на ручных вальцах, возможность изготовления которых своими руками вполне реальна. 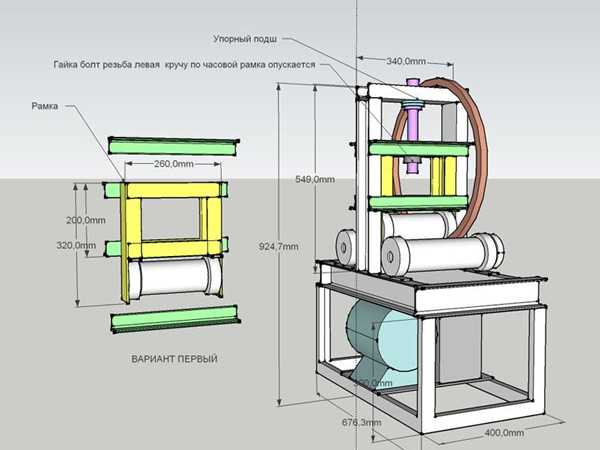 Трубогиб
Трубогиб
Для осуществления изгиба профильной трубы, нужно:
Если с первого раза не получается желаемый результат – операция проводится повторно, но уже с измененной силой прижима.
 Самодельный трубогиб
Самодельный трубогиб
Самостоятельное изготовление – процесс вполне осуществимый в домашних условиях, но требующий от исполнителя некоторых навыков проведения механических работ. Не менее важно выбрать правильный чертеж, по которому и будут изготавливаться все детали будущего механизма в точном соответствии.
В зависимости от того, какой выбран чертеж, механизм может иметь следующие элементы:
Этапы сборки:
Обратите внимание. Конструкция может быть усовершенствована гидравлическим домкратом. Он устанавливается под станиной. Это позволит передавать изгибающее усилие с помощью давления поступающего типа на верхние вальцы подачи.
 Ручной трубогиб своими руками
Ручной трубогиб своими руками
Сравнивать самодельные механизмы с покупными не имеет смысла. Но, если выполнять работу при самостоятельном изготовлении правильно, выбран хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних трат (особенно, если учитывать стоимость на устройства подобного назначения).
Перед началом работы определите степень предполагаемой нагрузки на устройство и предусмотрите возможность его изготовления с применением электропривода. Также нужно учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и масса.
Выбирайте понятные чертежи и выполняйте работу в полном их соответствии. Тогда механизм, сделанный собственноручно, будет выполнять качественные изгибы и прослужит много лет.
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.

Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.

Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.

Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.

Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.

Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.

Один из вариантов применения согнутого профиля — обустройство теплицы
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
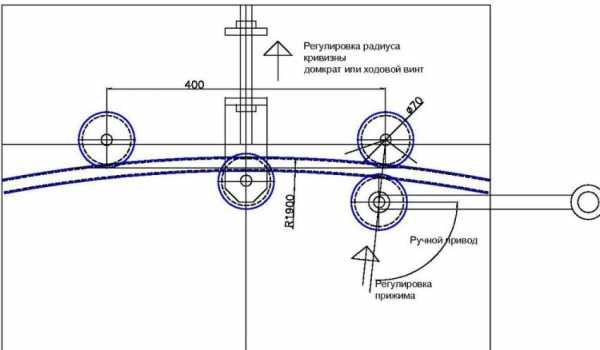
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.

Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
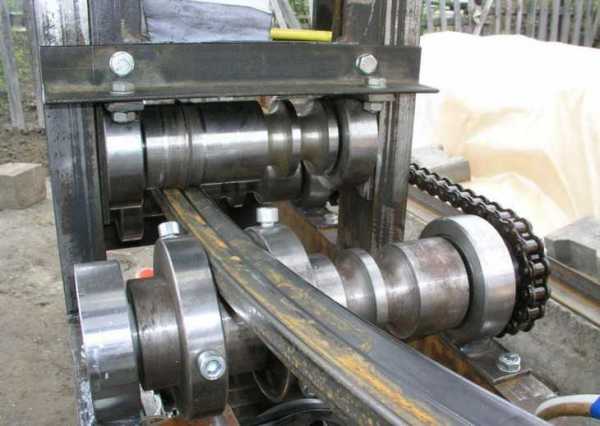
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
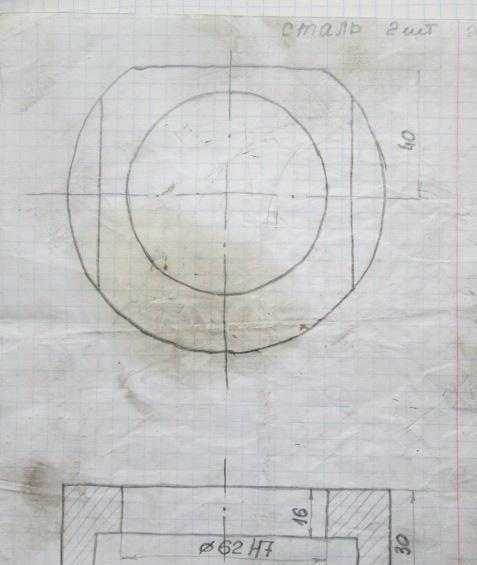
Шаг 2: изготовление корпуса винтового механизма
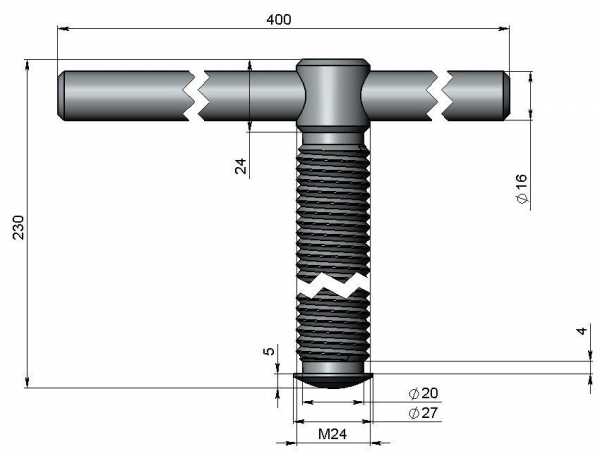
Шаг 3: создание винта со стандартной нарезной резьбой
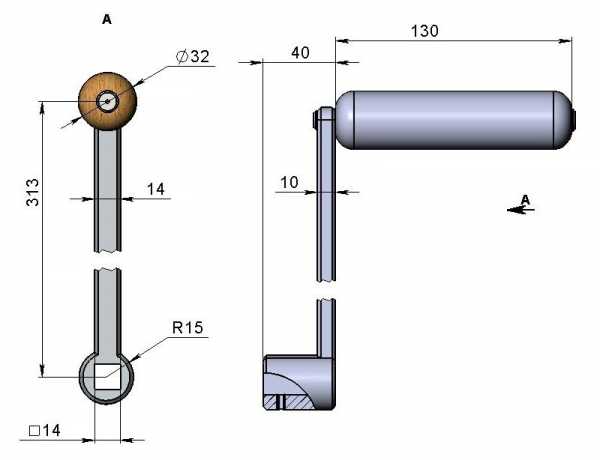
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
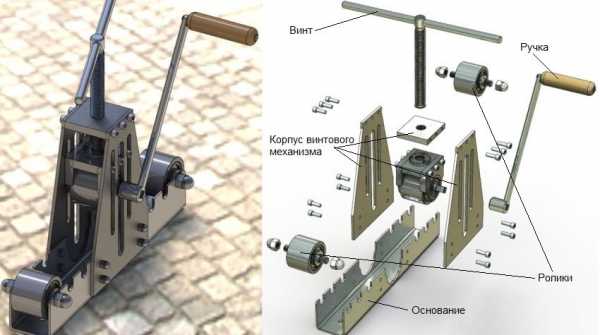
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕ 90,000 квадратный или прямоугольный отводПри возведении малых архитектурных форм, изготовлении фронтонов, навесов или установке систем отопления (водоснабжения) домашние мастера сталкиваются с необходимостью гнуть профтрубу.
При массовом производстве металлоконструкций, особенно в специализированных цехах, используются промышленные трубогибы.
Такие устройства позволяют быстро и без дефектов гнуть трубы размером от 20 до 40 мм.Однако приобретать одноразовое трубогибочное оборудование невыгодно, в некоторых случаях дешевле съездить в мастерскую и оплатить работы по созданию профиля. Если такой вариант вас не устраивает, рассмотрите способы согнуть профильную трубу в домашних условиях.
В отличие от круглой трубы, где натяжение материала относительно равномерно, профиль имеет углы 90 °. Внутреннюю часть профиля нельзя гнуть без деформации боковых стенок.В результате на внутреннем радиусе образуются складки, а снаружи возможны надрывы.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие «самодельные» мастера портят заготовку или нарушают прочностную структуру материала.
Основной принцип - предотвращение критического изгиба или принудительная (программная) деформация материала.
В трубогибочных машинах внутри радиуса создается тиснение для равномерного распределения нагрузки.Для этого на роликах или оправке предусмотрен специальный приливной борт (в зависимости от конструкции трубогиба).
Весь «лишний» металл загибается внутрь без образования складок. В результате нагрузка распределяется равномерно, и вы можете согнуть квадратную трубу до довольно небольшого радиуса.
Существует множество способов согнуть профильные трубы в домашних условиях без использования промышленного трубогиба.
Этот метод доступен в сварочном аппарате. Также понадобится болгарка, но можно справиться и с ножовкой. Суть этого метода - равномерно разделить сектор изнутри.
Количество материала уменьшается, поэтому вы можете не беспокоиться о складках и разрывах металла. После вырезания секторов профиль легко принимает определенную форму, а полученные пропилы сваривают любым доступным способом.
Метод трудоемкий, но вы можете согнуть трубу под любым радиусом, в том числе с переменным значением.Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются.
Единственный недостаток - готовое изделие выглядит не очень эстетично. Для декоративного козырька над крыльцом техника не подходит, но профильную трубу можно согнуть, чтобы построить теплицу своими руками. Снова требуется сварщик.
В этом случае требуется газовая горелка или паяльная лампа.При нагревании металл становится мягким и пластичным при растяжении или сжатии. Вероятность образования складок и разрывов практически сведена к нулю.
Как работает метод:
В основе технологии лежит локальный обогрев места изгиба горелкой.
Изгиб трубы часто требуется при прокладке коммуникаций. Если работа выполняется профессионалами, все проходит относительно быстро и легко, ведь компании с таким профилем имеют не только необходимые знания и опыт, но и нужные инструменты.Но что делать, если дома согнуть трубу на 90 градусов, а под рукой нет трубогиба? Рассмотрим все варианты выполнения таких работ.
Вы можете согнуть трубу на 90 градусов без трубогиба всего за несколько шагов. В противном случае конструкция просто деформируется. Обычно достаточно 5-6 приемов.
Как проходит работа? Рука сжимает трубку, постепенно сгибая большие пальцы рук. Затем сдвигаем пальцы на один см и выполняем аналогичные действия.И так еще раз пять или шесть. Ручная работа без трубогиба не так проста, как кажется на первый взгляд. Поэтому рекомендуется предварительно согнуть ненужные участки трубы.
Этот метод подходит для размеров 16, 18 и 20 мм. Однако можно работать и с изделиями большого диаметра. Стоит учесть, что в этом случае на это уйдет больше времени.
Алюминиевые или стальные конструкции можно сгибать с помощью газовой горелки.Для этого конструкция монтируется в тисках, а затем нагревается в том месте, где планируется загиб. Горелку можно снимать, когда лист, приложенный к нагретой зоне, начинает дымиться. Если конструкция стальная, цвет в точке нагрева должен быть красным.

Для таких работ конструкция фиксируется в хомуте. Затем выполняется загиб по доске. Это простой метод, не требующий значительных вложений.Единственный недостаток - постоянная кривизна пластины. Однако его можно использовать для изделий с разной кривизной. Метод позволяет гнуть стальную конструкцию. Однако длины трубы должно хватить.

Этот метод позволяет сгибать трубы из цветных металлов под углом 90 градусов. При этом они должны отличаться соответствующей пластичностью. Зачем нужна металлическая пружина? Это предотвращает деформацию конструкции.Размер пружины должен соответствовать внутренним размерам трубы. Его вставляют в конструкцию и затем выполняют сгибание.

Этот метод позволяет изгибать алюминиевую трубку на 90 градусов. Метод очень простой. Внутри конструкции необходимо засыпать песок. Затем на его концы надеваются заглушки. Выбранное место нагревается. Нагревание можно производить любым инструментом: паяльником, газовой горелкой и так далее.После достаточного прогрева можно гнуться. Зачем нам песок? Подобно металлической пружине предотвращает деформацию конструкции. После завершения работ необходимо снять заглушки с трубы, а затем удалить песок из полости. Помните, что если вы хотите гнуть оцинкованные конструкции, помните, что их нельзя нагревать, так как это деформирует изделие.
Если вас интересует, как согнуть трубу на 90 градусов без трубогиба, рекомендуем ознакомиться с информационным материалом: фото, видео.Для получения дополнительной информации посмотрите, как эту работу выполняют профессионалы, запишите различные хитрости и нюансы.
Если начали ремонт, могут понадобиться трубы. Но не всегда в этом случае они должны быть идеально ровными. Возникает вопрос, как согнуть трубу без трубогиба. Если вы знаете хитрости этого процесса, вы можете просто решить проблему.
Металл действует как достаточно прочный материал, но при особом ударе его можно согнуть.На сегодняшний день существует несколько способов решения этой проблемы. Первая технология - это использование дюбелей. Однако необходимо помнить, что этот метод может повредить трубу или даже повредить ее. Этого можно избежать, если заполнить внутреннюю камеру сухим песком. Заглушки следует устанавливать с обоих концов.
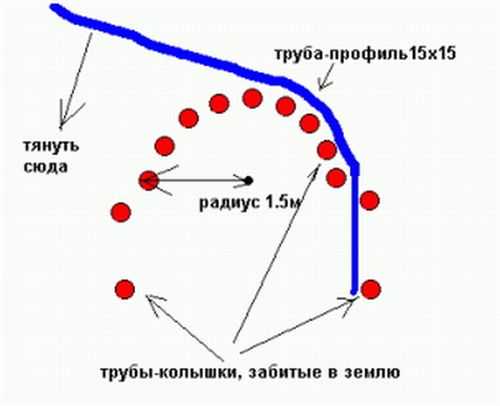
Следующим шагом будет начало гибки. Для этого в землю вкапываются колышки. Вы будете использовать их как рычаги воздействия. Если вы не уверены в своих силах, вам следует начать работу с трубами ненужной длины.Если у вас возник вопрос, как согнуть трубу без трубогиба, по данной технологии можно изменить форму изделия, диаметр которого составляет от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет довольно сложным. Важно также учитывать основной материал. Например, для цинкования рекомендуются другие методы.
Перед тем как сгибать трубу без трубогиба, вы должны подумать, какая технология лучше всего подходит для этой цели.Пожалуй, отличным решением станет отопление. Этот метод обычно используется для стальных и алюминиевых труб. Для проведения процедуры изделие закрепляют в тисках, но предварительно его необходимо наполнить и прогреть газовой горелкой в том месте, где вы планируете гнуться. Температура определяется просто: когда к трубе приближается бумажка, она должна начать дымиться. Когда используется стальная заготовка, она при нагревании должна покраснеть. В целях безопасности капитан должен быть в перчатках.

Если у вас возникли проблемы с гибкой трубы без трубогиба, вы можете использовать плоскую параллельную пластину. Этот прием предполагает установку изделия в держатель. Потом можно гнуть, причем делать это нужно по пластине. Этот прием считается не только экономичным, но и простым. Для получения положительного результата следует использовать несколько пластин, каждая с разной кривизной. Главное условие - использование стальной трубы. Длина изделия должна быть внушительной.

Довольно часто домашние мастера задаются вопросом, как согнуть трубу без трубогиба в домашних условиях. Для этого можно использовать металлическую пружину. Этот метод отлично подходит для труб из цветных металлов с хорошей пластичностью.
Пружина используется для предотвращения деформации. Для хорошего результата следует учитывать размер пружины, который должен соответствовать внутреннему диаметру металлоконструкции. Это требование связано с тем, что трубу необходимо вставить в углубление.После этого можно произвести изгиб, связав пружину проволокой, чтобы упростить процесс ее дальнейшего извлечения.
Если вам нужно согнуть профильную трубу без трубогиба, вместо песка в качестве наполнителя можно использовать воду. Полость трубы заполняется, после чего изделие заглушается с двух сторон заглушками. Вода должна быть заморожена, а затем материал нагрет. Однако этот метод нельзя использовать на оцинкованных заготовках.

Этот вид металлоконструкций достаточно популярен при строительстве теплиц и беседок на приусадебном участке.Главная особенность строительного материала в том, что он может быть поврежден при сгибании. Выходом из сложившейся ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и достигают отличных результатов. Эта техника подходит для труб из латуни и дюралюминия.
Если вам интересно, как согнуть трубу без трубогиба, вы можете использовать его для этого. Применяется для изделий квадратной формы. Трубопровод устанавливается на надежные опоры, после чего применяется молоток.Действия должны быть аккуратными и плавными, чтобы исключить возможность поломки. Если необходимо получить большой угол, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна быть загнута.
Нередко владельцы загородной недвижимости задаются вопросом, как самому согнуть трубу без трубогиба. Когда есть металлопластик, можно использовать свои силы, не прибегая к подручным средствам.Изделие плавно прижимается и гнется. В этом случае важно исключить вероятность перекорма. Важно соблюдать правила, согласно которым на каждые 2 см заготовки угол изгиба может составлять 15 °.
Если у вас есть вопрос, как гнуть трубу без тепличного гибочного станка, вы можете использовать отрезки проволоки, заполняющие внутреннюю полость. Это позволяет производить плавную и плавную гибку в кратчайшие сроки. В качестве наполнителя можно использовать сухой мелкий песок.Он засыпает внутри, а края закрываются колпачками. После этого нужно закрепить один конец изделия, обеспечив надежность и прочность крепления. Используйте газовую горелку или паяльную лампу, чтобы нагреть дугу. Материал проверяется на готовность листом бумаги.

При необходимости изменить направление гибки можно одним из двух возможных способов. Первый - нагреть изгиб. Обычно для этого используется фен.Оптимальная температура нагрева - 150 ° С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
На последнем этапе изделие сгибается до нужной формы. Утолщенная стена должна выходить за пределы изгиба. После того, как материал остынет, его следует проверить на наличие трещин и вмятин. Еще один способ согнуть такую трубу - холодный. Однако радиус изгиба не должен быть больше 8 диаметров, иначе изделие может сломаться.
Чтобы согнуть ПВХ трубу, необходимо приобрести древесноволокнистую плиту.Из них можно построить каркас, который понадобится для придания конструкции определенной формы. Как только вы придадите плитке желаемую форму, следует ее отшлифовать, лучше использовать для этого мелкую наждачную бумагу.
На следующем этапе силиконовая оболочка формуется в пластиковую заготовку. Он будет выполнять роль крепления ПВХ конструкции в каркасе. Кроме того, он защитит от сколов, механических повреждений и царапин. Заготовку помещают в подготовленный защитный чехол, а при нагревании изгибают.Пластик размягчается и ложится на раму. Такие действия позволят вам получить желаемую форму пластиковой заготовки. Продукту давали остыть. Для этого достаточно 15 минут. После трубку ПВХ можно вынуть из каркаса, дав ей полностью остыть.
Если вы столкнулись с вопросом, как согнуть алюминиевую трубу без трубогиба, вы можете использовать болгарку для выполнения работы, с помощью которой вам нужно сделать несколько тонких надрезов на предполагаемом изгибе. Изделие предварительно зажимают в тисках.После завершения резки их нужно очистить от стружки, только после этого можно начинать гнуть трубу.
Иногда изделие приходится сгибать по кругу. Как только кольцо замыкается, отверстия привариваются, и некоторые мастера используют для этого паяльник. Чтобы складка оставалась аккуратной, ее дополнительно шлифуют и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Неважно, из какого материала изготовлена труба. Трудно добиться идеального изгиба.Но если вы сначала изучите теорию, вы сможете гнуть трубу даже без трубогиба.
Популярный строительный материал из гипсокартона используется для создания идеально гладких поверхностей. Но теперь из качественного гипсокартона начали реализовывать конструкции с криволинейной формой - арки, многоуровневые потолки, ниши. Такие элементы декора можно создать самостоятельно, но сначала мы узнаем, как согнуть профиль из гипсокартона, чтобы получить желаемую форму. Кроме того, нужно научиться делать прочный металлический каркас для закрепления изогнутой части.
Гипсокартон (ГКЛ) используется для создания разнообразных фигурных деталей. Современный монтаж натяжных потолков не обходится без использования этого материала. При создании потолочной конструкции используются следующие элементы:
Кроме того, изгиб профиля требуется в следующих случаях:
Data-lazy-type = "image" data-src = "https: // remontcap.ru / wp-content / uploads / 2017/08 / 6_3..jpg 320w, https://remontcap.ru/wp-content/ uploads / 2017/08 / 6_3-300x225..jpg 174w, https: // remontcap. ru / wp-content / uploads / 2017/08 / 6_3-70x53.jpg 70w "sizes =" (максимальная ширина: 320px) 100vw, 320px "> 
Каждый из этих случаев предполагает, что необходимо согнуть плите профиль из гипсокартона так, чтобы конструкция была установлена по заданной схеме. Если правильно выполнить все действия, то установить профиль будет несложно.
Гнуть металлические части каркаса, предназначенные для гипсокартона, нужно строго по схеме. Поэтому, чтобы правильно согнуть большую поверхность профиля, изучаем прилагаемую инструкцию.
Jpg "alt =" (! LANG: как согнуть профиль гипсокартона "srcset =" "data-srcset =" https://remontcap.ru/wp-content/uploads/2017/08/20140802161523..jpg 300w ">!} 
Работа с листами повышенной прочности требует наличия необходимого набора принадлежностей.Для того, чтобы правильно согнуть металлические детали, сделать на одной из них необходимый надрез, а также выполнить их качественный монтаж, мы используем следующие аксессуары:
Дополнительно могут понадобиться:
При складывании листов нужно позаботиться о собственной безопасности, прикрывать руки защитными перчатками, чтобы избежать появления различных царапин и потертостей.В работе могут пригодиться и специальные очки. Процедура создания конструкций из профилей нужной формы займет у вас 20 минут, если вы будете следовать рекомендациям.
Как правильно согнуть гипсокартонный профиль? Можно гнуть направляющий профиль, так как стойки рассчитаны на то, чтобы выдерживать основной вес будущей конструкции. При создании проема арки необходимо использовать специальный дуговый профиль.
Перед непосредственным монтажом необходимо все профили согнуть.Надрезы под прямым углом помогут сформировать профиль. Существует 2 метода исполнения, в зависимости от того, какая часть металлического профиля будет использоваться для установки прочного каркаса:
Data-lazy-type = "image" data-src = "https://remontcap.ru/ wp-content /uploads/2017/08/20140802160235..jpg 320w, https://remontcap.ru/wp-content/ uploads / 2017/08 / 20140802160235-300x246.jpg 300w "sizes =" (максимальная ширина: 320 пикселей ) 100vw, 320px ">
Jpg" alt = "(! LANG: как согнуть профиль гипсокартона" srcset = "" data-srcset = "https: // remontcap.ru / wp-content / uploads / 2017/08/20140802161546..jpg 300w, https://remontcap.ru/wp-content/uploads/2017/08/20140802161546-174x131..jpg 70w ">!} 
Чем меньше радиус входящего разворота, тем чаще нужно делать пропилы.Часто потолок имеет формы, иногда и стену можно украсить различными фигурами.В этом случае изгиб следует делать в конце формирования. каркаса первого уровня.Схема гибки профиля следующая:
Перед загибом конструкция закрепляется саморезами. Это простой способ закрепить будущую раму, чтобы получить желаемый элемент декора.
Чтобы установить конструкцию с несколькими изогнутыми формами, вам может потребоваться помощь, поскольку самостоятельно установить большие детали может быть сложно. При работе необходимо внимательно следить за тем, чтобы все было сделано по схеме для получения желаемой формы изгиба.
При прикреплении каркаса, содержащего криволинейные формы, каждая деталь должна быть проверена на уровне здания, так как очень важно, чтобы все элементы были размещены на одной плоскости.
.Каждый забор принимает ввод, такой как команда, имеет ворота и ворота. Эти элементы ограждения обычно являются самыми дорогими элементами ограждения из-за сложности их изготовления и установки. Однако и в этом случае можно совсем немного сэкономить, сделав калитку и калитку из профильной трубы своими руками.
Профильная труба - один из самых экономичных материалов с отличной прочностью, надежностью и долгим сроком службы.Стоимость трубы не низкая. Однако тактико-технические характеристики профиля, а также возможность создавать конструкции без использования дополнительных рабочих полностью компенсируют цену на сырье. Это позволяет отнести данный материал к наиболее подходящим для ручного изготовления ворот из трубчатого профиля.
Все, что требуется, это минимальные навыки работы с болгаркой и сваркой, а также некоторые знания в чертежах.
Перед тем, как приступить к строительству, необходимо заранее подготовить чертеж ворот из профильной трубы.Во-первых, это позволит точно рассчитать необходимое количество материала. Во-вторых, это гарантирует правильную установку, отсутствие перекосов и аккуратный внешний вид.
Вначале необходимо провести все замеры, на основании которых составляется чертеж. Эта мера включает в себя измерение расстояния между опорами и расчет площади каждого крыла. Кстати, даже при строительстве забора необходимо расположить столбы, на которых будут крепиться ворота из профильной трубы, на расстоянии, достаточном для движения автомобиля или другой техники.Также обратите внимание на достаточно места, чтобы полностью раскрыть будущие крылья.
При планировании ворот учитывайте движение материала. Если конструкция находится на свободно обдуваемом участке, створки не должны быть слишком большими и выполнены из твердого материала. Дело в том, что в этом случае нагрузка на каркас значительно возрастет, а значит, ворота из профильной трубы придется усилить. Это увеличит стоимость забора и усложнит монтажные работы.Поэтому лучше использовать такой строительный материал, как сетка или решетка.
Что еще нужно сделать, так это рассчитать длину клапанов с учетом того, что они свободно сходятся друг с другом. В том случае, если в дальнейшем ворота из профильной трубы будут обшиты профнастилом, рекомендуется учесть количество ребер жесткости на каждой створке, чтобы они не прилипали друг к другу.
Если профильная труба служит рамой для вставки, убедитесь, что она встала на место.
После создания эскиза будущих ворот необходимо будет рассчитать необходимое количество материала.В этом случае, как и при строительстве любой другой конструкции, убедитесь, что у вас есть 10% маржа на случай непредвиденных обстоятельств.
Ворота профильные трубчатые могут быть изготовлены из материалов различного сечения: круглого, прямоугольного или квадратного.
Два последних варианта являются наиболее экономичными, для их производства используется чуть меньше сырья, чем для круглых труб. Еще одно преимущество трубы квадратного или прямоугольного сечения в том, что с этим материалом может работать даже начинающий сварщик, так как из профилированных труб с прямыми сторонами сваривать ворота намного проще.Кроме того, не стоит забывать и о размере сечения трубы. Обычно используются профильные трубы сечением 40 х 20 мм или 50 х 50 мм. Однако не следует забывать о ветровой нагрузке на конструкцию, в некоторых случаях требуется сечение большего размера, например, 60 х 30 мм.
Конечно, первое, что требуется, - это подготовить все необходимые инструменты и материалы для работы. Если профильная труба покрылась ржавчиной, ее необходимо очистить и обезжирить, а затем разрезать на куски необходимой длины.Некоторые наполнители сразу покрывают материал грунтовкой и защитным средством. Но при сварке слой инструмента будет поврежден, поэтому обработку лучше проводить после установки.
Часто возникает вопрос, как правильно сварить калитку из профильной трубы. Главное - соблюдать технологию и последовательность сварочных работ. Работы необходимо выполнять на устойчивой ровной поверхности, не подверженной возгоранию. Для этого используйте маску или очки, перчатки, а в качестве одежды выберите костюм из плотной ткани.
Весь процесс сварки занимает сравнительно мало времени и проводится в соответствии с общей технологией данной работы. Перед сваркой элементов сплошным швом их предварительно прихватывают точечной сваркой. Затем проверьте точность размеров изготовленной детали. Если все сделано правильно, делается сварка, а затем шлифовка.
Во-первых, когда рама или рама привариваются по углам, убедитесь, что обе двери находятся в одной плоскости.При желании сначала сварите общую раму, а затем вырежьте ее посередине. Такой подход гарантирует точность соблюдения требуемых размеров демпфера.
После изготовления каркасов их необходимо усилить. Для этого к основному каркасу привариваются дополнительные ребра жесткости того же профиля, а к углам привариваются металлические листы треугольной формы.
Еще один важный момент - сварочные петли. Первые половинки этих деталей крепятся непосредственно к полотну ворот. Надеваются вторые половинки и, поставив створку на нужную высоту, нижняя часть петель приваривается к опорам.Для этой работы лучше пригласить еще одного человека, чтобы зафиксировать ворота в нужном положении при пришивании петель.
После завершения всех сварочных и шлифовальных работ готовый каркас покрывается консервантом. Это может быть лак, мастика или краска. После этого можно переходить к обшивке каркаса выбранным строительным материалом.
.90 000 всеми возможными способами. Как получить профильную трубу своими руками в домашних условиях Как гнуть трубы на станке16489 0 3
Здравствуйте, уважаемые читатели. Сегодня я расскажу, как согнуть трубу без трубогиба и трубогиба, а также как согнуть полипропиленовую трубу. Тема представляет немалый интерес, ведь без гнутых труб сложно построить теплицу, беседку или навес на крыльце.

Неправильная холодная деформация трубы, независимо от материала, из которого она изготовлена, отрицательно сказывается на прочности стенки.
В процессе гибки трубы внешняя стенка трубы сильно растягивается, а материал, из которого она изготовлена, истончается. Внутри трубы при неправильном изгибе стенки раздавливаются и складываются, что негативно сказывается как на внешней форме, так и на прочности изделия.
Чтобы прервать правильную прокладку трубы, стенки не должны замерзать, а растяжение материала наружу должно происходить равномерно.
Как добиться такого результата?

Выбор способа изгиба труб зависит от материала изготовления.На всем участке используются трубы трех типов: металлические, металлопластиковые и цельнопластиковые.
Включить нужную конфигурацию можно по первым двум категориям. Если возникает вопрос, как согнуть полипропиленовую трубу, то используем промышленный фен со специальной насадкой.
С помощью частей сопла пластик можно нагреть до температуры, близкой к температуре плавления, после чего его можно немного согнуть. Однако для пластических работ рекомендую использовать угловой фитинг с припоем или клеем.

Рассмотрим подробнее каждый из методов, перечисленных на схеме
. 
Гидравлический трубогиб предназначен для работы с толстостенными стальными трубами, деформирование которых требует больших усилий.
Инструкция выглядит следующим образом:
Использование гидротруб за счет подбора роликов требуемой конфигурации позволяет работать с заготовками как традиционного круглого сечения, так и модификаций.

Для увеличения производительности гидравлическое навесное оборудование может быть дополнено электроприводом на роликах. В результате вам придется задать необходимые параметры гибки и без каких-либо физических усилий следить за рабочим процессом.
Ручной трубчатый проигрыватель по устройству аналогичен гидравлической модификации.Основное отличие в том, что расположение монтажных роликов определяется гидравлическим приводом, а усилием мышц.
Из-за конструктивных отличий ручная гибка труб применяется для работы с трубами с малой толщиной стенки и малым диаметром поперечного сечения. Главное преимущество ручного инструмента - доступная цена и возможность изготовления своими руками.
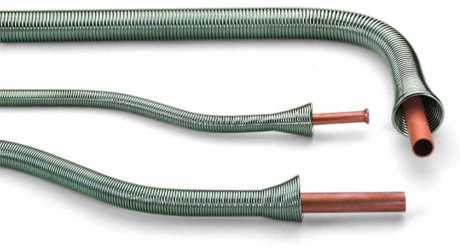
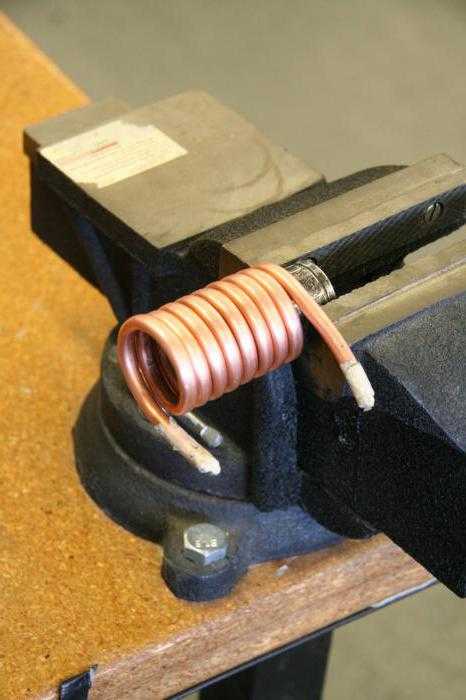
Использование внешних пружин необходимо при работе с тонкостенными трубами малого диаметра круглого сечения.Для повышения эффективности деформации металлические стенки в зоне растяжения можно дополнительно нагреть с помощью паяльной лампы.
Зачем тебе пружина?
Независимо от того, какую пружину вы используете, внешнюю или внутреннюю, она не приводит к неравномерной деформации стенок трубки. Это означает, что стенки трубы в разрезе в стиле модерн будут повторять форму пружины.
Для этого изготовлены специальные пружины из нашивок из нержавеющей стали. Чтобы пружина легко снималась после использования, поверхность ее жидкая.

Использование желоба для песка - это возможность обеспечить трубу более или менее однородным радиусом и углом изгиба без сильного отбора проб из стенки.
При использовании песчаных засыпок одновременно можно гнуть только отдельные отрезки труб, деформировать уже приваренные элементы конструкции трубопровода не удастся.
Инструкции по деформации следующие:
Трубы из листового металла отличаются от металлических аналогов меньшей прочностью стенки за счет меньшей толщины металла. Поэтому для работы с металлопластиком можно использовать методы, перечисленные на схеме ниже.

Рассмотрим подробнее перечисленные методы.
Использование ручного трубогиба шарнирного типа позволяет задать требуемый угол и радиус металлопластиковой трубы.

За счет меньшей степени давления по сравнению с гидравлическим аналогом возможно деформировать металлопластиковое изделие без риска повреждения тонких стенок.
Если вы хотите установить небольшой радиус сгиба для деформации металлопластика, вам нужно постепенно переходить от большого радиуса к маленькому. Несмотря на то, что ему придется несколько раз ездить на заготовке, его стенки останутся целостными.
90 133
Использование стальной пружины аналогично использованию на металлической трубе.Но если на металле можно было использовать пружину, превышающую диаметр сечения трубы, то размер должен соответствовать размеру при работе с металлопластиком.
Постепенно согните заготовку. Чтобы пружину на конце изгиба было легче снять, прилегающую поверхность трубы желательно смазать машинным маслом.
Применение песка для набухания практически ничем не отличается от использования снега при работе с металлом. Фактически песчаный упор выполняет функцию внутренней пружины, которая не позволяет видеть стены.
Поскольку металлопластик пластичнее толстого металлического изделия, металлопластиковую трубу берем до изгиба, а не до конца и ближе к месту деформации.
Использование трубопровода - это разновидность деформации трубы агрегатом. Это означает, что при небольшом диаметре поперечного сечения трубу можно заполнить проволочной обрезкой не менее 80% площади поперечного сечения. Затем, придерживая заготовку за концы, аккуратного гномика, предварительно накинув на круглый столб.
Единственный недостаток метода - невозможность делать повороты с малым радиусом, так как тянуть за провод будет непросто.

Напоследок расскажу, как согнуть стальную квадратную трубу при наличии болгарки и диска для резки металла.
Инструкция следующая:
Чем меньше радиус изгиба, тем больше угол каждого конца должен быть получен. 90 170
Теперь вы знаете, как гнуть трубу ПНД и как производить аналогичные работы с металлическими и металлопластиковыми деталями. Вы можете посмотреть видео в этой статье с дополнительными подробностями.
Есть вопросы по тексту? Настройте их в своих комментариях.
25 июля 2016 г.Если хотите выразить благодарность, добавьте объяснение или возражение, спросите автора - добавьте комментарий или скажите спасибо!
Каркас теплицы квадратного или прямоугольного сечения привлекает надежностью и долговечностью.Чрезвычайно прочные металлические конструкции для максимального освещения, ведь их стойки, кронштейны, стяжки намного тоньше деревянных конкурентов. Учет металла в технологичности. Не зная нюансов, из прямой столешницы сложно создать арочную арку или дверной косяк. Из-за специфических сложностей с металлическим основанием теплицы подходят зря. Однако если она хорошенькая, узнайте, как согнуть профильную трубу для теплицы, можно с небольшими затратами справиться с недорогой арочной конструкцией.
Гибкие металлические изделия, независимо от сечения, заключаются в придании им конфигурации частичного или полного сглаживания. Одна из распространенных сантехнических процедур выполняется только под давлением или под давлением в сочетании с обогревом искривленного участка. В это время силы, сжимающие внутреннюю часть заготовки, и растягивающая сила вдоль внешней стенки одновременно действуют во вращающейся части полого металла.Осложнения бывают:
Не зная тонкостей гибки профиля, есть риск минимизировать изделие, испортив заготовку.Но безрассудство - не наш путь! Особенно, если это сопровождается материальными потерями. Во славу рациональной экономии учтем все капризы профиля и характеристики материала «железо». Не забывайте о размерах секций, толщине стенок труб профилей, необходимом радиусе изгиба и гибкости стального сплава. Ориентируясь на определенные параметры, выберите правильную технологическую колею - это метод гибки.
90 199
Труба из стандартного круглого профиля имеет поперечное сечение квадратное, овальное, прямоугольное или плоское.Согласно ГОСТу РЛУНИ № 54157-2010 круглый продукт также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего используются изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, так как на их гладкие плоские стенки легче прикрепить покрытие.
Для различных бытовых нужд продукция выпускается в широком диапазоне размеров. Он отличается конфигурацией и площадью сечения и, конечно же, толщиной стен.Комбинация размеров определяет возможности пластика. На профессиональном языке их называют минимально допустимым радиусом скругления. Итак, прежде чем вы узнаете, как сделать пустое пространство для рамы, вам нужно выяснить, как наименьший радиус полой закругленной деформации сможет «выжить» без повреждений.

Чтобы определить минимально допустимый радиус изгиба квадрата или прямоугольника, нам нужна высота H, потому что:
Определенные пределы необходимы тем, кто задумал изготавливать стеллажи, полки и рамы для проемов или дверей. Толщина стенок вносит свой вклад в область ограничения. Широкие тонкостенные трубы толщиной до 2 мм гнуть вообще не рекомендуется. Лучше использовать сварку.
Мастерам-самоделкам, решившим сделать луки, необходимо учитывать, что изделия, используемые в быту из низколегированной стали или стальных сплавов, после приложения своих усилий обладают немного «пружинящим» свойством.Как было, попробуйте вернуться в предыдущее состояние. Следовательно, после того, как слесарь приступил к работе, он завершит гибкость всех арок, своими руками ему придется повторить обработку и заново подогнать арки по шаблону. Изначально желательно изначально учитывать значение сопротивления WP вращающегося материала шалфея. Обычно указывает строительные материалы, строительную документацию. Чем меньше меньше, тем меньше идет сборка.
Flex A Profile line как холодный, так и горячий.Нагрев газовой горелкой значительно повысит пластичность. Однако материал небольшой секции превосходен и не подвержен чрезмерным температурным воздействиям, поскольку тонкие трубы достаточно пластичны и с ними легче обращаться.
Нет никаких специальных указаний для использования изгибного нагрева. В стандартах указывается только размер стального круглого проката, по которому пламя в обрабатываемой зоне необходимо диаметром 100 мм и более. Немного иначе все обстоит с квадратными и прямоугольными фигурами.По опыту народных мастеров:
Как проще и проще в домашних условиях гнуть профиль высотой в пределах от 10 до 40 мм, исполнителю придется решать самостоятельно. Если в Мастер Арсенале есть профиль, можно создать арочный скругленный без нагрева. Фотоаппарата нет, лучше заранее попробуй свои силы.Для этого зажмите один конец ткани на тисках. На другом конце вы должны носить трубу размером больше, чем высота профиля, и тянуть «руку» в эту сторону. Если это произошло, нагревать изделия из металла не имеет смысла.
90 240
Примечательный материал будет искажать горячий метод после обработки песком. Так они повысят качество обработки, и обеспечат равномерность изгиба. Сломаны на работу "Горячие" брезентовые перчатки и пр .:
Описанный способ хорош для создания одиночных угловых складок, т.к. не залечивать трубы несколько раз, рекомендуется несколько раз.Металл от многократных температурных ударов теряет прочность. Однако при создании арки округлой формы неизбежен сильный нагрев. Ведь нереально, но охладить до светло-вишневого оттенка, т.е. до 800ºС пустой может просто сломаться.

Пластическую деформацию проката профилей «холодная» производить как с наполнителем, так и без него. Материал с высотой профиля до 10 мм не требует заливки. Более толстую трубу лучше наполнить песком или розой.Альтернативой песчаному наполнителю послужит источник плотной навигации, размеры которого позволят ему плотно прижаться в полости на месте обработки. Прокладка пружинная предотвратит резкие изменения сечения профиля в местах загибов.
90 280
"Холодная" гибка в домашних условиях может быть:
Технические средства механизации загибают разумно и выгоднее сдавать в аренду при необходимости разового строительства теплицы. Если в будущем планируется строительство теплицы для родственников и соседей или, например, строительство красивого металлического забора, есть повод обзавестись своим отводным устройством.
От семейства устройств и агрегатов до гибкого существуют различные степени технической сложности. Для начала рассмотрим средства для тех, кого озадачивает данная проблема, как с помощью которых можно гнуть профильную трубу без использования специального оборудования. Затем мы переходим к настройке домашнего проката.
Использование основных «помощников» для холодной деформации регулирует размер материала:
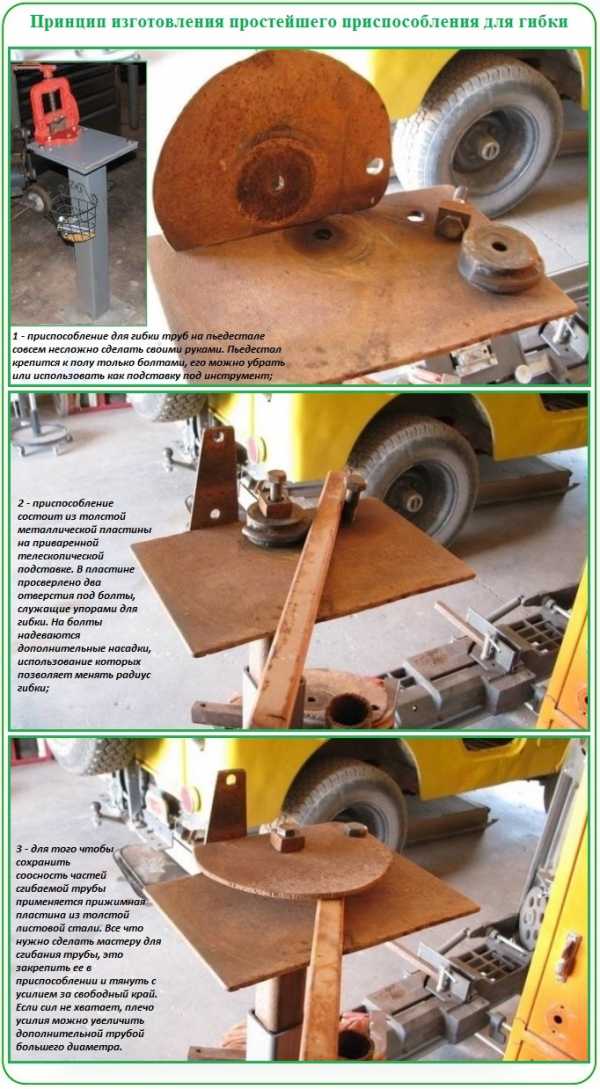
Для создания изгиба с большим радиусом кривизны для фиксации заготовки используют своеобразный арочно-арочный каркас, фиксированные закругленные узоры с хомутами. Эти приспособления для разгрузки плоскопараллельных пластин есть. Заготовка со «стопкой» в пазу, размеры которой равны размеру трубы. Ручная резинка со штифтовой трубкой принимает форму заданной окружности.
Если домашний фитнес не лишен физических сил, то простейший личный инструмент пригодится в личных нуждах при довольно трудоемкой деформации профильной трубы. Это может быть панель, прикрепленная к рабочему столу или верстак с помощью струбцин. В случае, показанном на фото, отводная пластина приваривается к металлическому постаменту, но прикручивается четырьмя болтами к бетонному полу мастерской.Снять устройство после окончания работы советуют винты. После демонтажа отсутствие фиксирующих штифтов остается и не будет подниматься над поверхностью пола, а это значит, что ничто не мешает движению и предотвращает травматические опасности.
Принцип изготовления рабочего рубанка предельно прост:
Многофункциональный пресс. Его владелец имеет возможность использовать его как миниатюрную мастерскую для выполнения внушительного количества гидравлических операций.
Метод подходит для изделий с высотой стенок до 25 мм. Мастеру потребуется большая просматриваемая площадь и значительное количество свободного пространства вокруг рабочей зоны. Один край цеха перфорирован с часто встречающимися отверстиями для фиксации оправки и выбора оптимального положения запорной части трубы. Из толстой фанеры вырезается шаблон для предстоящей пластической деформации. Правда, фанерная оправка годна только для разовых процедур гибки.Если для действия сгибателей нужно делать много, оправки лучше варить из стального рога.

Значительный объем работ по деформации требует механизации. Массовое производство изогнутых деталей отнимает у подрядчика слишком много здоровья. Для облегчения гибки рекомендуется изготовить станок по чертежу. Используют их в основном для работы с большими заготовками. Основными рабочими органами ручного агрегата являются три катка, два из которых неподвижные.Изменение положения третьего раскатывающего ролика определяет угол изгиба.
Если описанные выше способы неприемлемы, у будущего владельца теплицы есть два варианта - арендовать ручной монтаж или заказать изготовление деталей округлой формы. Процесс деформации заготовки был показан на видео: насколько проще изогнуть профильную трубу - многократное перекатывание или физическое воздействие, решает подрядчик.
В ручном режиме важно соблюдать правила гибки профильных труб и не делать резких движений.Необходимо следить за однородностью деформации со стороны внешнего и внутреннего проката. Однако не стоит слишком расстраиваться из-за мелких складок на внутренней поверхности изгиба: их можно заделать молотком. Перед началом работы необходимо сделать выкройки из проволоки, ДСП или гипостертона для сверки и получения результата, соответствующего дизайну.
Часто возникает вопрос, как согнуть профильную трубу без трубогиба? Известно, что выполнение различных строительных или ремонтных работ на даче предполагает повсеместное использование профилированных труб.
Использование этого типа проката дает множество преимуществ:
Если есть желание покраснеть конструкцию для украшения беседки или установки теплицы, придется гнуть вручную или прибегнуть к помощи специалистов.
Важно четкое понимание процессов обработки металла с контролируемой деформацией. Основная цель - получить равномерную криволинейную форму без нарушения целостности профиля прокатки. Чтобы правильно согнуть трубу любого сечения, двумя способами используют два метода:
В обоих случаях одновременно происходят следующие процессы - материал внешнего слоя арки будет растягиваться, а внутренний слой сжиматься. В результате изгиба значительное превышение нагрузки может привести к трещинам и разрушению внешней стенки трубы. Внутренняя поверхность может потерять гладкость, при этом металлические складки будут хорошо видны. Нарушение технологического процесса также может стать причиной стенок стен или нарушить их выравнивание. Подобное явление крайне пагубно сказывается на эстетике полученной дуги и причинах ее принудительного расщепления.
Также необходимо учитывать другие параметры. Важно иметь радиус желаемой кривизны, толщину стенки заготовки, ее материал и размеры поперечного сечения.
Промышленность производит профильные трубы квадратного, прямоугольного, овального, плоского или круглого сечения. Использование при проведении строительных работ квадратной и прямоугольной формы имеет свои преимущества. Такие трубы намного удобнее при выполнении монтажных работ. Упростите разметку, стыковку и сборку элементов дизайна.На ровную поверхность такого профиля намного проще устанавливать различные покрытия или комбинировать их с другими материалами.
Холодное изделие Методы холодного изготовления: работы; б - выигрыш; w - перетаскивание; R - прокатка; D - на двух опорах; Эрахна; ж- с внутренним гидростатическим давлением; а - заполнителем криволинейной оси; К - сквозные копии.
Особое внимание следует обратить на высоту секций. Этот показатель определяет параметры пластика определенного вида прокатки.Исходя из его размера рассчитывается максимальный изгиб. Они обозначают высоту H. Тогда, величиной до 20 мм, можно разрезать трубу без разрушения на участке 2,5 × H и более. В случаях, когда H> 20 мм, формула имеет вид: 3,5 x h и более. Нарушение этого правила приведет к образованию трещин или металлического заряда.
Необходимо учитывать толщину стенок профилей. Если она не превышает 2 мм, гнуть материал нецелесообразно. В таких случаях необходимо использовать сварку.Толстые стенки гнутся, но увеличение толщины значительно усложняет это.
Материал прокатного профиля также может влиять на процесс. Трубы из низколегированных и углеродистых марок стали обладать значительной гибкостью. Такой материал после снятия внешней нагрузки призван восстановить прежнюю форму. Это потребует повторной обработки до тех пор, пока не будет сохранен требуемый радиус дуги. Медные трубы лишены этого недостатка. Благодаря высокой пластичности материала легко изменить форму и сохранить измененное состояние после снятия нагрузки.
Выбор гибкого метода зависит в первую очередь от размера секции и имеющихся инструментов и оборудования. Обычно малогабаритные материалы гнутся на холоде. Такие трубы обладают достаточной пластичностью, и деформацию можно контролировать небольшими внешними усилиями. Для большого профиля обычно нужен обогрев. Температурное воздействие значительно увеличивает пластичность и снижает желаемое значение подаваемого давления.
Для круглых труб применяется термообработка диаметром от 100 мм и более. Для квадратных и прямоугольных изделий при расчете учитывается высота реза. Если высота профиля до 10 мм, то подогрев не применяется. При высоте от 10 до 40 мм способ обработки выбирается исходя из опыта и возможностей художника. Когда размер превышает 40 мм, необходим локальный обогрев.
Наличие гибки труб позволяет изготавливать арочные конструкции без дополнительной термообработки.В случаях, когда обработка станка невозможна, необходимо провести испытание на изгиб. Профиль зажимается наоборот, труба большего диаметра кладется на выступающий конец, который используется как рычаг для прилагаемого усилия. Нет необходимости использовать обогрев.
Технология этой обработки обеспечивает заполнение трубы песком. Его наличие во внутренней полости изделия гарантирует качество изготовления и равномерность дуги.
Изначально необходимо подготовить две деревянных заглушки. Для плотных засоров они должны иметь пирамидальную форму. Длина заглушки должна превышать ширину профиля в 10 раз. После того, как производитель пробки пробует отверстия для трубки, проверяя плотность посадки. Затем на одной из труб разделяются продольные канавки на боковых поверхностях. Их наличие необходимо для вывода из трубы перегретого воздуха при термообработке. Определяется место будущего изгиба изделия и проводится предварительный нагрев металла.
После этого переходим к приготовлению песка. Лучше всего использовать сухой и чистый среднезернистый материал. Последовательно просеивают через сито с ячейками 2, затем 0,7 мм. При этом удаляются крупные загрязнения, способные создавать баранью поверхность, и пыль, которая может скрываться внутри трубы. Наполнитель суспендируется при температуре 150ºС.
Достаем трубку в трубу, не имеющую продолговатых пропилов, и через воронку засыпаем подготовленный песок. При капании необходимо постучать деревянным рисунком по стенкам профиля, чтобы обеспечить герметичность материала.После окончательного заполнения устанавливается и плотно закупоривается вторая пробка.
Полностью подготовленную трубку помещают на тиски или трубку Clima рядом с шаблоном. Если есть шов трубы, его следует уложить на боковой поверхности изгиба. Помеченный мелом участок нагревается паяльной лампой красным и поворачивается одним плавным невидимым движением. Получившуюся дугу сравнивают с шаблоном, после чего извлекают заглушки и заливают наполнитель. Следует помнить, что многократный нагрев крайне нежелателен, так как значительно снижает прочность материала.
Вопрос, как гнуть профильные трубы без трубогиба, решается без температурных воздействий. Использование наполнителя зависит от размера сечения. Если его высота меньше 10 мм, песок не нужен. При больших габаритах очень желательно использование насыпного материала. Как вариант, можно использовать стальную пружину из проволоки диаметром не менее 2 мм. Его предварительно кладут на место будущего изгиба, чтобы придать ему ровную равномерную окружность.Сама технология процесса полностью совпадает с горячим способом, за исключением нагрева металла.
Применение ручных трубогибов или специализированных станков при гибке профилированного металла значительно ускоряет и упрощает процесс
Работа профессионалов гарантирует высокую точность и качество контура. Но если возможность их привлечь отсутствует, учтите, что эту работу можно выполнить самостоятельно, при этом сократив расходы.
При наличии и самостоятельной планировке частного дома или коттеджа практически каждый застройщик когда-то сталкивался с необходимостью выполнить гибку труб. Как согнуть профильную трубу в доме, многие задумываются при строительстве теплиц, беседок и других построек подобного типа.
И это неудивительно, если вам кажется, что профильные трубы выглядят значительно выигрышнее по сравнению с обычными круглыми изделиями.
Однако, если круглую трубу можно гнуть при обычном изгибе труб, то гнуть с ней не получится, так как ролики и башмаки имеют складку округлой формы, которая при попытке согнуть профиль труба, вызовет трещины на ней, плавкие предохранители или труба просто плоская.
Как быстро гнуть профильную трубу в этом случае, не повредив ее? Для этого используется несколько способов, один из которых гибка с помощью специальных станков, предназначенных только для профильных труб.
Машины этого типа называются профильными. Однако стоимость таких машин очень приличная, а почему обычную технику имеет профессиональный домовладелец?
Если профессиональная раскрутка не заразительна постоянно, и время от времени в продаже можно встретить ручную гибку труб, то она подходит как для специализированных, так и для «круглых» труб, которые стоят не так дорого - около 100 долларов.При этом следует помнить, что для этого процесса к ручной трубке потребуется приложить значительные физические нагрузки.
При необходимости порвать профильную трубу инструмент приобретать нецелесообразно, а лучше обратиться в мастерскую или мастерскую соответствующего профиля, где за разумные деньги окажут необходимую услугу или продажу готового изделия.
Такой вариант сэкономит и часы, и деньги, а результатом решения проблемы будет именно то, что нужно - изгиб профильной трубы до нужного радиуса.
Еще один метод, который часто практикуют в таких случаях, - согнуть профильную трубу своими руками с помощью, так говорите, народных средств. Однако таким способом можно гнуть трубы небольшого сечения - стальные, медные, полимерные.

Как сгибать профиль трубы самостоятельно? Делать это нужно исходя из размеров его секций, толщины стен, материала, из которого он изготовлен, а также радиуса изгиба.
Кроме того, необходимо учитывать условия производства, желаемую точность складывания и качество получаемого в результате продукта.
Гибка профильных труб производится в пределах технических допусков по толщине стенок и размеру секций. Стоит избегать таких нежелательных явлений, как фестоны на внутренней части гибкой трубы и сплющивание ее поперечного сечения.
Перед тем, как сломать квадратную трубку на малый радиус, нужно помнить, что она находится ближе к концу, так как посередине трубку будет сложнее отказаться.
Для гибки необходим трубогиб, специально предназначенный для гибкого холодного метода. Растяжение таким инструментом приведет к смещению оси нейтральной трубы в направлении изгиба, что снижает вероятность появления гофрированной поверхности на изгибе.
Находясь в машине, труба наматывается на край и растягивается, и в то же время она изгибается по мере перемещения шаблона сгиба.
Как согнуть трубу из нержавеющей стали без потери качества трубы? Для предотвращения потери сопротивления изгибу стенок трубы изгиб осуществляется под внутренним гидростатическим давлением: вставляют заглушки в концы трубы и жидкость подается в центр, после чего рисунок изгиба подается в центр. труба, с которой происходит изгиб, придавая трубе желаемую форму.
Профильная труба сгибается своими руками и без использования специальных станков и инструментов. Кроме того, в большинстве случаев можно добиться действительно хорошего качества гибки.

Перед тем, как гнуть профильную трубу, придется вооружиться болгаркой и обычной сваркой.
Гибка выполняется в следующей последовательности:
Таким образом достигается впечатляющий внешний результат с желаемым радиусом изгиба трубы. 90 170
Одной из таких мер может быть специально изготовленная пружина.Перед гибкой профильной трубы из стальной проволоки наливают пружину квадратного сечения толщиной 1-4 мм (в зависимости от толщины трубы).
Размер каждой стороны пружинного сегмента должен быть на 1,5-2 мм меньше внутреннего поперечного сечения трубы, чтобы пружина без усилий высевалась из трубы.
После установки трубы на месте предполагаемого загиба, непосредственно перед загибом профильной трубы участок загиба прогревают паяльной лампой. Тогда гибочная труба пуста, радиус которой равен желаемому внутреннему радиусу гибочной трубы.
При необходимости гнуть зимой, можно использовать многие оригинальные методы.
Так как нагреть трубный профиль:
Трубки из дюралюминия и латуни можно гнуть одинаково.

Как гнуть профессионально без суеты труб? Подготовьте несколько ведер с сухим и чистым песком. Если не удалось достать чистый песок и обыкновенные, личинки во дворе.
Это будет необходимо для просеивания и просушки, поставив его на огонь или с помощью газовой горелки, пока песок не перестанет подниматься и дымиться. После обработки и остывания песок укладывается в сухую и чистую емкость.
Перед тем, как согнуть квадратную трубку, с одной из сторон забивают деревянный клин на глубину 10-20 см, затем заливают в подготовленное чистым и сухим песком свободное отверстие трубки до полного заполнения трубки.Затем вставьте аналогичный клин с другой стороны трубы и сразу начните процесс гибки.
Операция, как и в предыдущих случаях, выполняется с использованием резьбы диаметра, соответствующей желаемому радиусу внутреннего изгиба. Если изгиб слишком крутой (небольшой радиус), сгиб фальца можно прогреть горелкой. Песок, плотно захваченный в трубе, не даст ей потерять целостность или определенно деформироваться.
На конце гибкого гибкого трубопровода одну из заглушек сжигают на огне, удаляют из трубы песок и выбрасывают или сжигают другую трубу из трубы.Времени на гибкость таким образом уйдет гораздо больше, чем на то, как сломать профильную трубу при изгибе трубы.
Представленные в статье методы будут эффективны при соблюдении всех перечисленных условий, но действительно качественный во всех смыслах изгиб может быть достигнут с помощью специалистов, работающих на специально предназначенном для этого оборудовании. Приходите к сотрудничеству со знаниями, просто ради которых сможете добиться желаемого результата, затратив минимум средств и усилий.
Гибка профильной трубы бывает только в том случае, когда без специального инструмента просто не справиться с поставленной задачей. Несмотря на, казалось бы, не очень прочную конструкцию, профильная труба (прямоугольного или квадратного сечения) даже при небольшой толщине стенки способна без деформации выдерживать значительные нагрузки.
Поэтому его часто используют в качестве каркаса для различных легких построек. Но если в силу необходимости нужно придать профилю криволинейную форму, следует знать, как его хорошо согнуть без повреждений.
Профильный трубопровод, в отличие от круглого, отличается сечением, которое бывает нескольких типов:
Согласно нормативам ГОСТ Р 54157-2010 в перечень профильной продукции следует также включать круглую трубу. Однако для строительства теплицы чаще используется квадратная форма, так как на нее легче прикрепить покрытие.
Сегодня трубопрокатная продукция выпускается в широком ассортименте.Он различается по площади поперечного сечения, конфигурации и толщине стенок. То есть применительно к гибке труб он называется минимальным радиусом скругления. Для начала необходимо указать минимальный радиус плоской округлой деформации. В противном случае заготовка не «переживет» изгиб и повредится.
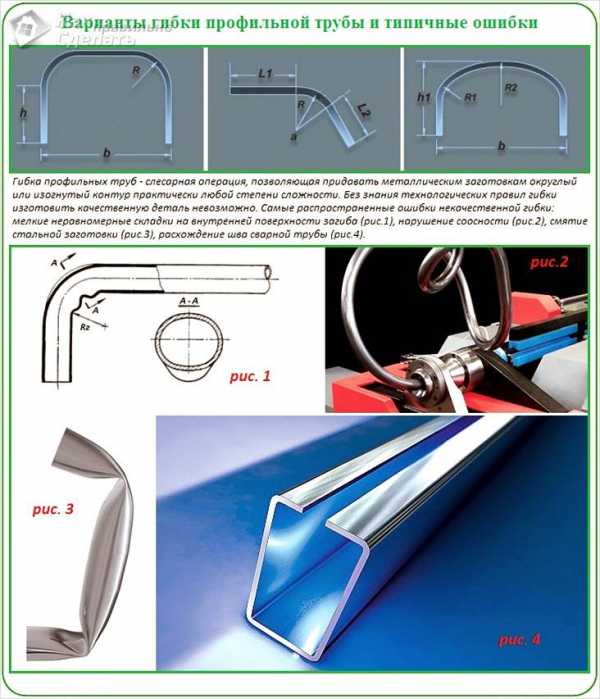
Чтобы определить наименьший допустимый радиус изгиба прямоугольной или квадратной трубы, вы должны знать высоту (H) профиля, например:
№Отчаявшись от этих ограничений, вы можете начать проектировать свой производственный процесс с трубчатых полок, стеллажей, автомобильных рам, окон и дверей, а также других продуктов. Кроме того, некоторые корректировки также приводят к толщине стены.
Если толщина стенки широкой трубы меньше 2 мм, гнуть ее совсем не рекомендуется. В этом случае предпочтительнее использовать сварку.
Если вы решили сделать теплицу из обычной низкоуглеродистой стали и углеродистой стали, то имейте чуть «пружину», т.е.Вернитесь в исходное положение. Поэтому перед монтажными работами каждую арку придется приподнять, а при необходимости отрегулировать с помощью шаблона.

Профильная труба изгибается как вручную (с помощью ручной гибки трубы), так и на специальном станке. Выбирать способ можно, исходя из следующих ключевых элементов:
Если вы не считаете себя обладающим значительной физической силой, даже если вы используете его для увеличения длинного рычага, предпочитайте не рассматривать вариант с ручной трубкой.
Более того, если вы не будете постоянно заниматься загибом трубы, то приобретая любой специальный инструмент для этих целей, вам будет финансово невыгодно. Как выход из данной ситуации вы можете:

Здесь мы описываем 2 метода гибки: нагрев и холод.

Перед тем, как приступить к деформации материала нагреванием, его полость заполняется песком. Это значительно повысит качество обработки, например, складка будет равномерной.
Используйте для работы брезентовые перчатки.
Итак, процесс работы следующий:

На этой работе нельзя суетиться и торопиться. Чрезмерное движение может вызвать искрение на заготовке. Кроме того, важно соблюдать технику безопасности, так как работать придется при высокой температуре.
Прочные трубы несколько раз не выдерживают. Под воздействием температурного шока материал просто теряет прочность, может быть хуже, чем расколется на следующем склоне до 800 ° С.Поэтому всех надо проводить с первого раза. В этом случае вам удалось сделать необходимые заготовки для строительства теплицы.

Деформируйте трубу, не прибегая к нагреву. Процесс сборки холодным методом может производиться как с наполнителем, так и без него. Например, если у материала высота профиля до 1 см, то шпатлевка не нужна. Если труба толстая, ее необходимо засыпать песком. Также можно залить канифолью.
Хорошей альтернативой является пружина, которая устанавливается непосредственно на сегменте изгиба. Благодаря пружине материал в почве от семян будет защищен от резкого изменения поперечного сечения профиля. В этой статье обсуждается несколько способов сгибания профильной трубы.

Как уже было сказано, с ней можно использовать пружину, а также паяльную лампу. Для этого необходимо подготовить стальную проволоку Ø2 мм.Это позволяет пружине войти внутрь трубы. Как вариант, можно купить готовую пружину, предназначенную для гибких труб.
Итак, пружина вставляется в отмеченное место и нагревается паяльной лампой.

Под таким устройством подразумевают несколько типов устройств, позволяющих гнуть трубу с разным сечением как к теплицам, навесам, самодельным теплицам и другим конструкциям, где используются металлические каркасы.Трубогибы делятся на два типа:

В целом, использование гибки труб дает несколько преимуществ, вот некоторые из них:
Самое сложное - это выбор станка. Выбор может зависеть от используемых труб, а именно от материала, из которого они сделаны.Например, если вы хотите согнуть медную трубу, вам просто нужно использовать ручную гибку трубы. Но если речь идет о профильной трубе, то от фальцовки лучше всего использовать роликовую гибку трубы.

Ручной шнур - это устройство, позволяющее сгибать трубу определенной части, прилагая физические усилия. Bender Pipe позволяет закрепить гибкую трубу для облегчения всех работ, а также выбрать необходимый радиус изгиба, ориентируясь на имеющиеся в ней шаблоны.
Из-за довольно высокой физической сложности работы по ручной гибке труб обычно применяется только для создания однопрофильных труб.

Один из требуемых профилей - это ручной станок "PG-1" и "PG-2". Первый вариант - это достаточно мобильное устройство. В результате процесс сборки можно проводить прямо на рабочем месте. В них можно гнуть трубы размером 40х40 мм. Конструктивно оборудование имеет катки для птиц и 3 стационарных. Центральная и это поломка из строя трубы. Удобная ручка позволяет легко завершить рабочий процесс.

Что касается другой модели «ПГ-2», то ее конструкция более мощная.На этом станке можно гнуть трубы 30 × 60 мм. При необходимости на этом станке можно согнуть трубу в кольцо.

Специальная машина, позволяющая без особых усилий гнуть трубы, называется профилировщиком. Единственный его недостаток - дороговизна, поэтому его обычно используют в работе те, кто вынужден довольно часто гнуть трубы.
На станке можно получить любой радиус изгиба профильной трубы, не повреждая и не деформируя ее.
Натяжение происходит постепенно и ступенчато, каждый раз на небольшой угол изгиба, что позволяет предотвратить появление волнистых участков, устраняет то, что практически невозможно. Отсутствие разрыва бумаги при использовании такого оборудования позволяет поверхности трубки оставаться гладкой, поскольку сжатие одной стороны и растяжение другой происходят одновременно и очень медленно.
Для повышения качества выполняемых работ рекомендуется дополнительно использовать метод гибки профильной трубы, полностью заполненной жидкостью.Возникновение гидростатического давления не позволяет стенкам трубы деформироваться при изгибе. Чтобы жидкость не выходила из трубы, на ее концах ставят специальные заглушки. При этом следует очень внимательно следить за тем, чтобы трубка была полностью заполнена жидкостью, без пузырьков воздуха. Кроме того, чтобы начать гнуть такую трубу, она должна быть строго по центру, а не по краю.

Если вам необходимо согнуть одну профильную трубу с толстыми стенками и размером большого сечения, для этих целей можно использовать «Болгарку» и сварочный аппарат:
С момента гибки профильной трубы по этой технологии быстро не выйдет из строя, также возможны навыки работы «болгаркой» и сварочным цехом, тогда этот способ применяется редко и только для единичных конструкций.
.90 000 идей и нюансов. Рулоны для профильных труб для вальцовкиИз этой статьи вы узнаете, как собрать станок для гибки труб. Также в статье вы найдете информацию о том, как выполнять гибку труб, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем вам о нюансах установки и поделимся секретами.
Станки для гибки труб нужны не только в профессиональных, но и в домашних условиях.Особенно подходят отводы для труб большого радиуса - из них делают нервюры теплицы, навес, каркасы теплицы. Как сделать простые станки для гибки труб, мы вам расскажем в этой статье.
Трубы прямого и круглого сечения изначально имеют разное назначение - круглые для водопровода (иногда столбы), непосредственно к каркасу. Поэтому требования к герметичности и содержанию стены разные - круглая труба должна максимально сохранять свои свойства.В связи с этим упорные колеса и шпиндели всегда имеют желтый цвет под определенным диаметром. Колеса и бабки для профильной трубы имеют прямоугольный оттенок или, как правило, «зуб» по всей окружности. Шпильки внутри стенки трубы, что позволяет сохранить размер сечения. Это важно, потому что прямой профиль изгибается под малым радиусом в основном для получения декоративных элементов, так называемых «Холодная ковка».
Домашняя домашняя версия этой машины схематично взята с заводских моделей.Дизайн максимально упрощен и под самого близкого мастера. По принципу действия валковые машины делятся на два основных типа - прижимные ролики и подъемные платформы (платформы). В этом случае основная конструкция практически сходится, разница лишь в элементе задания радиуса дуги. Мы рассмотрим простую конструкцию с подъемной платформой.
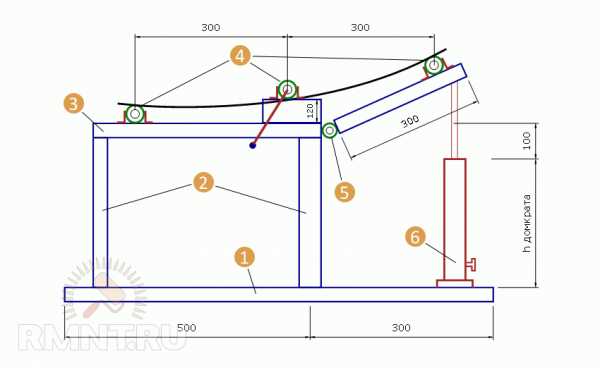 1,3 - Швелл; 2 - стойки; 4 - ролики; 5 - петля; 6 - Домкрат.
1,3 - Швелл; 2 - стойки; 4 - ролики; 5 - петля; 6 - Домкрат.
Для создания станка вам потребуются три пары подшипников с посадочным диаметром не менее 30 мм - это будет основа катков.Также под них следует подбирать сами ролики, чтобы они подходили к подшипникам (металлолом, колеса, заводские деревья, детали мотоциклов). Остальной материал - швеллер, лист стальной 10 мм, угловой - можно варьировать в зависимости от имеющихся запасов.
Выполнено работ:
Внимание! Следите за несколькими подшипниками - блокировка не позволит установить вал.
Главное, видео.
Трехточечный станок отличается от других разновидностей гибки труб не столько движением (гидравлика), сколько прикладываемым усилием. Принцип действия этого устройства предельно прост - установленный резкостью по двум точкам трубчатый участок проталкивается в центр (по третьей точке) радиальной бабкой - штифтом с укрытием, постепенно приобретая форму.
Трубогиб удобен тем, что для транспортировки его можно собрать на мобильной платформе с колесами. Платформа понадобится в любом случае, так как усилие на оправке придется компенсировать фокусировкой. Давление этой силы может быть обеспечено механическим (резьбовым) или гидравлическим седлом.
Для производства гибки труб потребуется материал:
Инструмент:
Машина будет состоять из пространственно жесткой рамы и съемной автомобильной розетки. Основным преимуществом фальцевального станка является возможность использования раструба отдельно - нет необходимости приобретать его специально для гибки труб. В принципе, силовой цилиндр может быть даже дизельным двигателем. Основная задача - затратить достаточные усилия, чтобы преодолеть сопротивление трубы.
Каркас состоит из двух зеркальных элементов - стенок клетки и пятки, на которую будет устанавливаться розетка.Элементы дизайна собираются согласно чертежу.
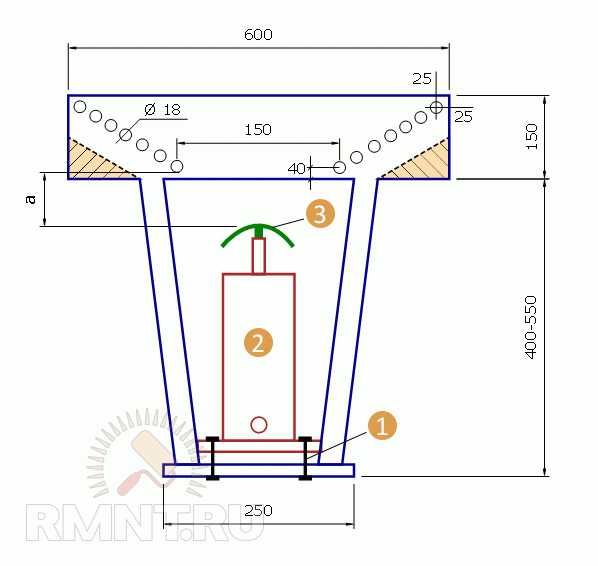 1 - винты; 2 - Джек; 3 - Покрытие
1 - винты; 2 - Джек; 3 - Покрытие
Маркер рабочей плиты выполнен с вертикальной осью (если рамка вертикальная). Первые нижние отверстия находятся на расстоянии 40 мм от края и 75 мм от оси. Ось крайних отверстий находится на расстоянии 25 мм от внешнего края. Таким образом, первый и крайний проем створки можно встроить в ось промежуточных проемов, а затем разделить на равные отрезки. Через рис и наклонную ось проходят оси отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Особенно это актуально, если нет дрели, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже скорость вращения сверла и сильнее тяга.
Зеркальная пластина изготавливается аналогично. Нижняя упорная пластина должна быть равномерно расположена по осям и открывать места для отверстий для крепления к муфте.Пятка Джека всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размером имеющегося гнезда и расстоянием от нижней части выступа штифта до контактной поверхности вала (бабки) строго по вертикали (размер А на рисунке). Расстояние A должно составлять примерно 20 мм при полностью наклоненной штанге (без нагрузки). Необходимо установить трубу минимального диаметра (15-16 мм).
Свободные углы (заштрихованы желтым) можно обрезать. Все края и торцы обдувать болгаркой, желательно пропустить диск «Лепесток».
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра изгибаемой трубы. Для станка такого типа оптимальный максимум - 50 мм. Сумма между пластинами 53-55 мм. Упорные валки должны быть точно по размеру (на высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив расположение стальных ремешков на пятке, сварите конструкцию.
Затем в нижней трети определяем оптимальное положение промежуточной полки и закрепляем на ней пружину обратного хода.Пружинное крепление штанги домкрата подбирается индивидуально, исходя из конструкции муфты и мер по устранению неисправностей.
В трехточечном трубогибе есть один NUANCE - один предмет не будет работать дома, и его нужно попросить у турнира или купить. Это оправка. На его изготовление уходит от 10 до 25 лет. е. В зависимости от размера и сложности. Цена в магазине падает - от 20 лет. мне.
Отдельно стоит упомянуть упрямые роллы.Это может быть мощная стальная втулка под ось 20 мм (болт). На внешнюю плоскость можно прикрутить самодельную оправку под основные диаметры - 25, 32, 38 и 50 мм или профили. Чрево для упорного катка можно сделать, отрезав его от трубы большего диаметра и проверив молотком.
Для большого объема работ с тонкими трубами (16-25 мм), а также с тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описываемого станка буквально из нескольких металлических прядей.Такой станок будет в разы проще, но при этом диапазон диаметров заготовки ограничен. Основное отличие - отверстия расположены в ряд перпендикулярно штанге домкрата.
При отсутствии гидравлического домкрата возможна его замена на резьбу, устанавливаемую по месту в бедре рамы. Для этого нужно прожечь в нем отверстие и накрутить гайку под резьбовой стержень, как делается трубогиб, видео которого ниже.
Ручной чертеж станка для гибки головок с резьбой в видео
Удобство его конструкции состоит в том, что его можно полностью модифицировать, сохраняя при этом основной принцип трех фокусных точек.В результате вы можете получить такой же трубогиб, но из разных материалов. В настольной версии это может выглядеть так:
Вертикальная трехточечная гибка трубы смотрите на видео
Наивысший уровень удобства и технологичности, несомненно, будет гидравлический домкрат с электроприводом. Это «аэробика» домашнего мастера, но вполне возможный вариант с развитыми навыками и выходом в магазин. Такие модели есть в продаже.
Для того, чтобы собрать трубогиб своими руками, чертежей не так много, как наличие инструмента и девушки - металл, колеса, подшипники и т. Д.Используя наши советы и собственные навыки, стать домашним чемпионом - большая сила.
Что такое ролики и что они из себя представляют? Если в конструкции используется профильная труба, возможно, потребуется сделать ее полукруглой или любой криволинейной формы. Для этого используется токарная обработка. Практика известна на специализированных заводах.
Сделайте трубку другой формы с помощью прямой горелки. Такой подход часто практикуется, но работник сталкивается с множеством трудностей:

Используйте ролики для достижения наилучшего результата. С их помощью профильная труба легко трансформируется своими руками. На фото и видео отражены особенности работы с инструментом. Знакомясь с результатом работы, инструменты представлены на чертежах.
1 Станок предназначен для работы с лучистыми профильными трубами.

Характеристики стандартной машины:
Максимальное сечение 40 x40x2, 50x25x2 мм.
Минимальные диаметры колес:
Тип привода Руководство.
Ролики закаленные - всего 3 шт.
Цена: 25000 руб.
2 Станок предназначен для гибки радиуса труб, профилей, труб и полос.

Характеристики универсального станка:
Максимальное сечение труб 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32x2,8 мм.
Лента 40х4 мм.
Минимальный диаметр окружности профильной трубы:
Максимальный диаметр дуги не ограничен.
Тип привода Руководство.
Ролики закаленные - всего 3 шт.
Цена: 30 000 руб.
По желанию заказчика за дополнительную плату машина оснащается индикатором таймерного типа для более точного производства всех последующих заготовок.
За дополнительную плату машина может быть укомплектована электроприводом 220-380В
Гарантия 2 года.
Связь:
Тел .: 8-919-831-25-14.
Саратовская область Г. Энгельс.
Доставка по РФ.
Далеко не все модификации этого удивительного инструмента можно использовать в домашних условиях.Как вы думаете, как делается профильная труба? Конечно, с помощью роликов. Это делается следующим образом. Металлический лист скручивается в цилиндре, заваривается пена. Затем труба пропускается через ролики. Под высоким давлением получается необходимый профиль.

Для выполнения работ требуются колоссальные усилия, поэтому профильная труба изготавливается на специальном оборудовании. Установленные на заводах валки весят более десяти тонн. Как сделать эту работу своими руками?

В доме потребуются другие рулоны, не такие тяжелые.На сайте представлены чертежи и фото некоторых модификаций. Чтобы сделать работу своими руками, вам понадобится небольшой мобильный инструмент. Отечественные катки бывают механические и электрические. Здесь вам предстоит выбрать экономию электроэнергии и объемы затрачиваемых усилий.

Электроприборы «кушают» электричество, но профильная труба своими руками делается намного быстрее, оказывается с завода. Механические аналоги не уступают по результатам, но рабочему приходится прилагать определенные усилия, чтобы изменить форму заготовки.Есть еще один подводный камень для электроприбора. Его мощность настолько велика, что алюминиевая проводка просто не выдерживает и перегорает. Хорошо помнить. Электрокатки выпускаются в различных модификациях, но популярен мотор мощностью от 500 до 1500 Вт.

Не меньшим спросом пользуются портативные устройства. Сделать их можно и своими руками. Для этого потребуется три ролика из прочной стали. Двое из них находятся в одном самолете.К одному из роликов прикреплена поворотная ручка. Третий опускается сверху простым червячным механизмом. Профильная труба меняет форму за счет удерживания поверхности при вращении. Здесь показаны программные чертежи прибора.
Если вы не планируете выпускать продукцию на продажу, домашние роллы - это то, что вам нужно. Стоит он очень дешево, устройство компактное, а при необходимости можно и привод прикрутить - будет электрическое устройство. Важно рассчитать мощность, которая потребуется при прокатке.
http://www.youtube.com/watch?v\u003db4nsjo-fzny.
Трубка может погнуться, если она не вертикальная. Для этого будет вырезан желоб. Если планируется использование электрического прибора, соотношение следует рассчитать при его изготовлении. Благодаря оптимальному значению передаточного числа нагрузка на вал двигателя сводится к минимуму.
Стремимся создать человека. Желание заниматься чем-то самостоятельно не выходит даже у самых ленивых людей.Безопасность важна при разработке роликовых коньков.
Нередко в хозяйстве при любом виде ремонтных работ необходимо особым образом обжить кусок трубы, в этом случае нужно подумать, как сделать рулоны для профильной трубы. Конечно, проще всего купить профессиональные ролики в строительном магазине, но не у всех будет на это устройство лишние деньги.
Придайте материалу трубы правильную форму, используя обычную горелку.Этот способ не редко практикуется, но мастер сталкивается с некоторыми трудностями:
Для получения показателя качества необходимо использовать ролики. С их помощью профильная труба легко трансформируется своими руками.
Обычные ролики представляют собой конструкцию, имеющую специальный рычаг, приводящий в действие несколько стальных валов, проходя через которые металлическая труба принимает необходимую изогнутую форму. Для того чтобы сделать рулеты своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и точно знать принцип устройства. Самодельные ролики для гибки профилей будут иметь хорошие рабочие характеристики и достойное качество при точной технике сборки.
Самыми популярными являются ролики с ручным приводом.Это универсальное устройство чаще всего бывает относительно легким и компактным. У мастера не должно возникнуть вопросов по размещению их в домашней мастерской.
Ролики ручные служат для загибания различных пустот профиля, они не имеют электропривода и соответственно могут работать практически в любых условиях. Как правило, ручное устройство изготавливается из прочных металлических станин, а подающий ролик выполнен в виде небольших цилиндров.
Ролики соединены между собой цепной передачей, которая направляет их в движение.Кроме того, на роликах есть небольшие фиксаторы. Чтобы ролики создавали нужную деформацию профиля, он дополнительно оснащается специальной подающей трубкой.
Для выполнения необходимых работ на этой машине мастеру необходимо приложить определенные физические усилия, так как они не применимы к крупным предприятиям. Удобно работать на роликах, оборудованных электроприводом. Металлическую трубку, которую вы хотите согнуть, протягивает через рабочую зону мощный электродвигатель.Оказывается, машины отдаленно похожи на ручные модели, разница в том, что в специальной камере установлен электродвигатель . Как правило, электрические катки используются в промышленном производстве.
Следующий тип роликов для гибки труб, который устанавливается на производственных предприятиях, оснащен специальной гидротехникой. Эти станки довольно большие по размеру и обладают достаточной мощностью, что дает возможность производить работы практически с любым типом металла.Гидравлические катки выполняют большой объем работы за достаточно короткое время.
С и большой, домашнему мастеру не нужно иметь профессиональное оборудование, оснащенное электродвигателем или сантехническим оборудованием. Эти устройства имеют очень сложную конструкцию и также требуют для установки дорогих компонентов.
Как правило, в повседневной жизни сталкиваюсь с необходимостью деформировать различные профильные изделия, очень редко. Поэтому дома достаточно иметь ручную машину, которую при этом очень легко сделать в одиночку.Все, что необходимо, - это подходящий инструмент, рабочее место и определенный набор компонентов.
Для того, чтобы постройка производилась в домашних условиях, она легко справится с поставленной задачей и прослужит хозяину долгие годы, необходимо при сборке соблюдать некоторые правила .
Если четко следовать всем этапам работы и выбирать только качественные комплектующие, гибочное устройство будет прочным и надежным.
 Начинать раскатку своими руками необходимо с рамы. Он привязан к 90 260 жестким и 90 261 прочным. Желательно использовать металлические трубы для сборки, но также подойдет Chromiler.
Начинать раскатку своими руками необходимо с рамы. Он привязан к 90 260 жестким и 90 261 прочным. Желательно использовать металлические трубы для сборки, но также подойдет Chromiler.
Элемент деформации рамы должен быть собран по П-образной форме, а гайка в верхней части должна быть закреплена сваркой.При производстве этой работы нужно использовать зажим, обязательно с резьбой. Затем нужно накрутить гайку на соответствующую шпильку, сечение обязательно должно подходить к вашему диаметру.
К концу гайки приварить круглую стальную пятку . Для удобства можно установить гидравлический домкрат. Необходимо закрепить основание станины так, чтобы деформация происходила под действием силы, поступающей на подающие ролики в верхней части.
Тогда нужно сделать функциональный и надежный механизм подачи.Для этого используйте металлическую цепочку. Можно взять велосипедную цепь. Одна из звездочек должна быть закреплена на деформирующем валу, а другая - на ведомом. После этого обязательно аккуратно потянуть за велосипедную цепь, и только после этого можно попробовать повернуть соответствующую ручку.
Обычная легированная сталь может использоваться для волочения валков желаемого размера. Подготовленные рулеты необходимо заказывать. Не забывайте, что полученные таким образом рулоны обязательно будут значительно превосходить материал, с которым вы будете продолжать работу на станке.
Ролики фиксированные на станке с подшипниками . Их необходимо максимально закрепить, чтобы не бросаться и не прыгать во время работы гибочного станка.
 Чтобы сделать самостоятельное приспособление, с помощью которого можно довольно легко деформировать металлическую трубу, не нужно иметь никаких специальных знаний. Сделать это за небольшой промежуток времени сможет любой домашний мастер даже с небольшим опытом строительства.
Чтобы сделать самостоятельное приспособление, с помощью которого можно довольно легко деформировать металлическую трубу, не нужно иметь никаких специальных знаний. Сделать это за небольшой промежуток времени сможет любой домашний мастер даже с небольшим опытом строительства.
Самое главное в этом случае - иметь все необходимые инструменты и материалы.Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, можно будет решить полностью любые задачи, даже очень сложные.
Это обязательно при установке этого оборудования. Установите радиальную регулировку . Это даст возможность при необходимости быстро изменить размер зазора между рабочими частями устройства. Также необходимо продумать возможность регулировки углового зазора, что значительно облегчит работу с катком.
При работе с валком необходимо соблюдать меры безопасности .Кроме того, сама машина не должна представлять определенной опасности. Собирая прибор своими руками, необходимо максимально обезопасить все части работы, тем самым исключив любой возможный риск получения травм. В некоторых случаях самодельные городские машины могут превосходить заводские по своим характеристикам.
Профильная труба входит в состав многих строительных конструкций и каркасов. Применяется при строительстве промышленных и жилых зданий. Основная особенность, отличающая трубы от других типов, - это не круглая форма среза.Профильная труба изготавливается из сварного листа и гидроизоляции в зависимости от желаемой формы. При желании можно сделать рулоны для профильной трубы своими руками - чертежи и пояснения вы найдете в этой статье.
Ассортимент профильных труб
В заводских условиях используются два метода производства профильных труб из листового металла:
Основа продукции - углеродистая, низколегированная, реже нержавеющая сталь. Современное заводское оборудование получит профиль с высокой точностью швов и загибов, так как управление процессами происходит путем передачи данных с компьютера и получения их с датчиков, показывающих показания с точностью до миллиметра. Самодельные ролики для профильной трубы не могут предоставить такую деталь, но они справляются с задачей изготовления элементов для строительства дома и бизнеса. В такой технике расходуются на заборы и навесы, теплицы и технические постройки, водоотводные и кабельные каналы.Ли дома профильная труба для больших построек не рекомендуется. Заводское оборудование позволяет испытывать каждый изготовленный испытательный элемент, а также проверять качество сварки и точность калибровки профиля. Отсутствие такого оборудования не позволяет Мастеру гарантировать качество отдельного продукта.
Применение гнутых профильных труб
Станок для прокатки профильных труб своими руками внешне похож на конструкцию гибких труб.Состоит из следующих элементов:
На самом деле это два разных механизма, которые могут иметь только раму. Все элементы конструкции собраны из прочных элементов и сварены: любой дефект и небрежность могут обернуться производственным браком. Сама машина прочно прикреплена к поверхности.
Обеспечить необходимое давление практически невозможно: пресс для изготовления профильной трубы желательно снабдить электроприводом.
В станке для получения профиля округлой формы прессуют, скручивая лист металла. Такое давление дает только прочную конструкцию: труба должна быть неподвижной на протяжении всего периода сварки. Чтобы упростить операцию, металл нагревают, а затем складывают. После сварки круглую трубу уже проверяют на качество соединения: не хватает ровных и чистых швов, когда катанка катится по прямоугольнику или квадрату.
Готовые прямые рулоны в реальном маштабе времени горячие или холодные.В домашних условиях сложно организовать горячую прокатку, поэтому процесс чаще проводят уже остывшим металлом.
Трубка помещается в пресс с роликов, формируя необходимую форму.
Производится постепенно с уменьшением расстояния между верхними и нижними роликами. Резкое давление приводит к появлению внутренних металлических складок, которые снижают прочность колен. Последний прокат достигает запланированного диаметра и окружности реза.
Трубу проверяют на наличие трещин и деформаций металла в области складок каждого проката.Зона особого внимания - область шва, она наиболее уязвима.
После обработки валков труба прокаливается: эта мера снимает напряжение на металлических слоях и увеличивает прочность конструкции в целом.
Мастера редко решаются на самостоятельное изготовление профильной трубы, предпочитая получать готовый материал заводского изготовления. Профильная труба относится к недорогим расходным материалам, поэтому гнуть своими руками нет необходимости.Станок для гибки профильных труб своими руками - более популярное оборудование, так как элемент продается в прямом виде, а заказ гибкий по собственным чертежам - дорогое обслуживание. Курвиллинейный или закругленный профиль используется для возведения и возведения элементов декора как более эстетичных. Каркасы и карнизы, арки теплицы и арки ворот можно сделать своими руками. Самые простые рулоны для профильной гибкой трубы собираются за несколько часов. Это не даст им промышленного объема и точности, но снизит стоимость изготовления отдельных компонентов.
Самый простой способ гибки профильных труб - это без засорения и давления. Таким образом можно создать даже острый угол, но не стоит рассчитывать на точность и прочность узла. Он загибает внутреннюю поверхность колена и гарантирует трещины на внешней поверхности. Сгиб без изъянов получается только путем постепенного проворачивания трубы на роликах и расчета минимального диаметра. Максимальный угол изгиба не стандартизирован, минимальные требования безопасности ограничены.Стандартный заводской станок для гибки профильной трубы.Устанавливаются минимальные диаметры закругления изгиба, можно перемещать с такими же показателями при создании самодельного станка:
Самую простую деформирующую конструкцию можно собрать прямо во дворе или технических помещениях, закрепив все элементы на плотном щите или прямо на заборе.Будут представлены базовые модели, если нужно сделать несколько труб в одной форме, например, для монтажа верхних арок теплицы. Вне зависимости от выбранного диаметра изгиба и размера самой трубы потребуется:
Работать с таким изгибом трубы сложно: все усилия придется делать своими руками. Но конструкция обеспечит точность, если она может быть гибкой: в ней может быть несколько элементов с одинаковым углом деформации.
Трубогиб для непрерывного использования установлен на прочной П-образной раме.В вашей системе необходимы следующие элементы:
Для того, чтобы собрать ролики для профильной трубы своими руками, потребуются сварочные навыки и техника. Раскрывать расчет диаметра функциональных валов будет неопытный.
Сборка гибкого устройства своими руками - процесс сложный, трудоемкий и дорогостоящий. На фоне умеренных цен на оборудование стоит учесть рациональность покупки. Возможно, что для контакта с мастерскими выгоднее согнуть несколько элементов, а для постоянной работы обзавестись заводским макетом с гарантией качества.
Для качественной реализации процесса строительства у вас должен быть полный список инструментов.При работе с трубами не обошлось и без загиба - специального приспособления, с помощью которого профильная труба может быть правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому подумайте, как можно сделать коньки своими руками.
В зависимости от конструктивных особенностей и источника силы, прилагаемой к изгибу труб, инструмент можно разделить на следующие типы:
Первые два типа больше производятся на фабриках или соответствующих предприятиях, поэтому остановимся на ручных роликах, возможность изготовления которых своими руками вполне реальна. 90 250 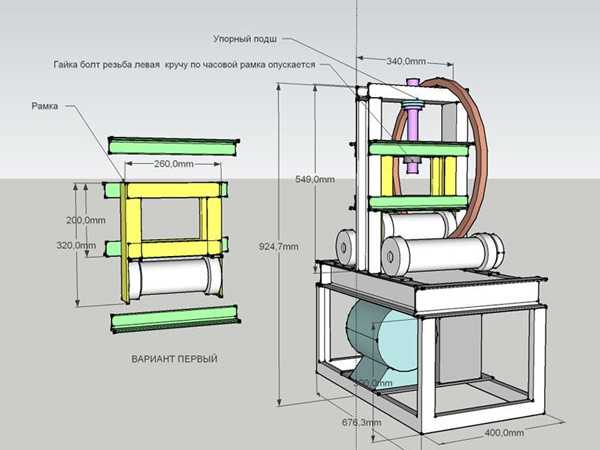
Чтобы согнуть профильную трубку, необходимо:
Если желаемый результат не получен с первого раза - операция используется повторно, но уже с измененным усилием зажима.
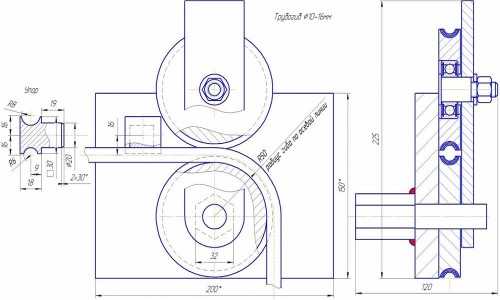
Самостоятельное производство - процесс вполне возможен на собственном предприятии, но требует от подрядчика определенных навыков механики. Не менее важно правильно выбрать чертеж, по которому все детали будущего механизма будут изготовлены в точном соответствии.
В зависимости от того, какой рисунок выбран, механизм может иметь следующие элементы:
Этапы сборки:
Примечание. Конструкция может быть увеличена гидравлическим домкратом.Устанавливается под кроватью. Это позволит изгибающему усилию с таким давлением поступать на верхние подающие ролики.
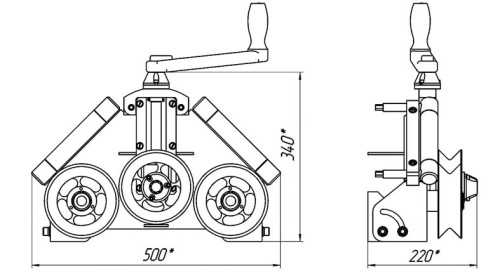
Сравнивать самодельные механизмы с купленным не имеет смысла. Но если правильно выполнить работу в самостоятельном изготовлении, выбран хороший чертеж, и нет необходимости использовать гибку труб каждый день - лучше делать это без лишних затрат (особенно если учесть стоимость устройств). для этого).
Перед началом работы определите степень предполагаемой нагрузки на устройство и убедитесь, что она может производиться с помощью электропривода. Также необходимо учитывать, что чем больше функциональных возможностей у трубогиба, тем меньше возможностей останется для его транспортировки - вес увеличивается с увеличением функций.
Выбирайте четкие чертежи и работайте в полном соответствии. Тогда изготовленный вручную механизм совершает качественные обороты и прослужит долгие годы.
.Когда цветы на подоконнике тесняются, нужно искать другие варианты.Самый удобный вариант - напольная подставка для цветов.Газов любое количество, как для крупных, так и для мелких растений, для одиночек и для лазанья.
Подставки для цветов бывают стационарными и передвижными.В мобильном варианте мебельные колеса крепятся к основанию или подставкам.Низкие передвижные подставки удобны для крупных цветов.За растением проще ухаживать, легче чистить.Они очень низкие - для растений выше метра бывают двухъярусные - для тех, которые еще не выросли до метра. Во всяком случае, для крупных растений этот вид Такой вид стендов иногда называют пьедесталом для цветов.

Низкая напольная стойка на колесиках - для высоких и громоздких растений
Есть еще высокие передвижные полки или полки для цветов, колес не меньше четырех, но лучше пять.Не потому, что вес может быть тяжелым, а потому, что меньше шансов опрокинуться, перенося высокую конструкцию на пять колес, и в любой модели, независимо от высоты, колеса более удобны, чем вертлюги.

Мобильные полки удобны - не нужно таскать их в одном бассейне Мы все собираемся вместе
Существуют также однотонные подставки для цветов, которые стоят у стены или в центре комнаты, их также можно назвать прямыми или настенными.Они могли быть плоскими и широкими - больше похожими на этажерку, или они могли представлять собой набор подставок для цветочных ваз, расположенных на разной высоте. Они говорили об одном ярусе, и они также могли иметь полки для цветов на двух, трех или более уровнях.

Угловой плинтус позволяет рационально использовать пространство
Есть угловые модели. Их не нужно ставить в углу комнаты. Можно поставить в шкаф за 50-60 см от двери. По-другому использовать это место сложно, да и подставка для цветов. становится хорошо.

Многоуровневая стойка для цветов с упором в пол и потолок
Есть подпорки для цветов. Возможны два варианта - на всю высоту комнаты или на окно. Способ установки такой же - на расширительные планки. Только в случае оконных вариантов планка обычно одна, а для тех, которые занимают всю высоту комнаты, они являются основанием нескольких подставок. Эти стеллажи фиксируются зажимами к полкам или подставкам для цветов. Удобно, если полки для цветочных горшков можно перемещать по вашему усмотрению в нужное вам место. высота.Но в этом случае нужно смотреть, чтобы защелка была надежной - если горшок упадет с высоты двух метров, этого будет недостаточно.Второй момент - удобство крепления.Обычно на клипсы или шурупы. С помощью зажимов полки перемещаются быстрее, но менее надежно. С винтами и отверткой. Но можно затягивать по мере необходимости.
Человеческое воображение поражает воображение: необычные вещи складываются из совершенно банальных вещей.Напротив, они используют материалы, которые кажутся неприемлемыми для этого типа продукции, и, что интересно, они даже лучше, чем обычно.

Ствол дерева и водопроводные трубы также можно использовать как основу для напольной подставки для цветов
.Напольная полка для цветов может быть изготовлена из кованого или сварного металла. Ковка - занятие не из легких, поэтому кованые подставки можно приобрести готовыми или заказать в мастерской по габаритам или по эскизу. Это, конечно, хорошо. , но недешево.Есть такая работа с металлом, как холодная ковка. С трубогибом и другими приспособлениями можно делать интересные вещи. Это вариант для самостоятельного изготовления. Но соединить фрагменты придется каким-то методом. Самый распространенный - Сварка. Можно - отлично. Вариантов много. Может быть из бруса - круглый или плоский. С десяток вариантов на фото ниже.

Стиль в большинстве продуктов сложно определить
Можно найти варианты из профильной трубы.Те, кто умеет варить металл, могут сварить основу из профильной трубы, а подставки для цветочных горшков из бруса.Есть очень интересные модели металлических подставок для цветов в стиле модерн.

Металлическая напольная подставка не обязательно является причудливой
Можно использовать трубы из нержавейки, как на фото. Такой постамент для цветов подойдет под современный стиль. Есть баллончики с краской, которые могут дать интересный эффект. Если с краской «состаришься», можно поставить комнату в стиль лофт.Если нанести краску с эффектом металлик, можно адаптироваться под хай-тек и другие технические направления.
Подставка для цветов оригинальная металлическая
В любом случае при работе с металлом сварка необходима.Сварочные аппараты в частном секторе сегодня не такая уж редкость. Но не у всех она есть.В принципе, некоторые материалы без сварки можно обойтись.

Остатки медных труб также можно использовать для изготовления стойки
.Если останутся остатки медных труб, можно сделать подставку для цветов и на их основе.Медь гнуть можно, а там, где не получается, нужна пайка.Но поскольку в этом проекте не нужна герметичность, можно использовать клей.Если вы умеете нарезать резьбу, то можете собрать из старых водопроводных труб с фитингами.
Не менее распространенный вариант - деревянная напольная подставка для цветов. Часто одна или несколько стоек на стойку. Полки монтируются на стойках, на которых размещаются цветочные горшки. На стойку может быть только одна стойка, а может быть и несколько.Они часто указывают в разные стороны.

Стойка деревянная однослойная, двухуровневая, многоуровневая
Есть «классические» варианты, больше похожие на этажерки. Их можно собрать из лакированных или крашеных деревянных досок, меняются высота, количество и размер уровней.
Напольная подставка в виде этажерки для разного количества горшков
В целом вполне удобно, если места достаточно.При необходимости для нижних ярусов можно сделать подсветку.Такие полочки хороши для рассады, если их нужно выращивать не в техническом помещении.Они хорошо смотрятся и облегчают уход за растениями.
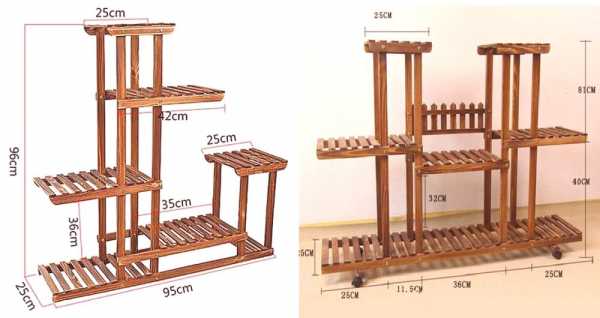
Если хотите сделать самому: чертежи с размерами
Из дерева можно сделать подставку для цветов в виде лестницы.Кроме того, лестница может занять мало места, если ступени будут направлены вдоль стены.Кстати, вариант справа состоит из двух угловых полочек.В таком виде их делать удобнее - более надежная опора.Слева вариант не только для цветов, но и для предметов декора.

Стеллаж для цветов на лестничной клетке для различных жилых зон
Напольная стойка часто нужна на балконе или лоджии.Если есть свободная стена, ее можно сделать во всю ширину, и здесь удобнее использовать дерево.

Варианты балкона или лоджии, но не только
Можно построить небольшие деревянные ящики.Их можно скрутить саморезами - от стены к стене, можно планками, тогда можно будет придумать больше комбинаций.

Полка стеллаж. Компонентов всего два, а вариантов сколько. Напольный стеллаж для цветов имеет бесконечное количество разновидностей
В принципе, дерево - очень хороший материал для самостоятельной работы.Он простой, особенно если конструкция не слишком сложная.Гвозди или саморезы не проблема даже для не очень опытных.
Если связь с деревом и металлом не сложилась, можно использовать материалы, которые используются при изготовлении мебели. Круглая мебельная труба с различными креплениями и ЛДСП или МДФ. Эти варианты популярны в домашнем хозяйстве. Покупать трубу нельзя. проблема.Она круглая., квадратная, прямоугольная .У каждого варианта разная толщина стенки, разный размер / диаметр. Они никелевые, они цветные. Труба нарезается на отрезки нужной длины обычной ножовкой.Крепится к полкам с помощью специальных фланцев. Также есть тройники, крестовины, полочки и т. Д. Набор аксессуаров - на любой запрос и любой конструкции. Для пикапа понадобится дрель и шуруповерт или шуруповерт. Сверло - предварительно -сверлил отверстия для крепления крепежа, отверткой или шуруповертом - для крепления саморезов.
Собран из мебельной трубы и МДФ или ДСП
.Полки монтируются в качестве опор для горшков на полке, которые чаще всего вырезаются из ламинированного мебельного щита.Вы также можете вырезать их самостоятельно, а затем приклеить крайнюю ленту. Если не хотите играть, вы можете изготовить нестандартную раскройку и окантовку мебели. Это довольно дешево. А сборка на ваше усмотрение.
Реже встречаются корзины для установки стеклянных горшков. Стекло толстое, ламинированное. В условиях эксплуатации оно будет надежнее ЛДСП, менее прихотливо, чем дерево. Но нужно уметь работать со стеклом. специальный каркас или сиденье.Хотя можно и сверху наклеить, но шлифование кромок проще заказать на стекольном заводе.

Напольная подставка со стеклянными полками
Стекло может быть цветным или белым, матовым или прозрачным. С рисунком лучше не использовать - чистка будет сложнее. В основном это может быть не стекло, а прозрачный монолитный поликарбонат. Листы разной толщины.
Необычные вещи можно сделать из самых обычных материалов.Напольная подставка для цветов - не исключение.Например, подставка, на которую можно поставить кашпо и повесить кашпо с ампельными растениями.Просто? Да, но только посмотрев фото.

Необычные формы из обычных материалов
Или стоит в форме буквы "А". Устойчивая конструкция, простота изготовления. Может быть изготовлена в нескольких вариантах. Кстати, полки могут быть одинаковой длины, изготовлены по размеру основания (т.к. на фото) или имеют свои особенности - «выступают» за рамку на разную длину.

Симметрия всегда привлекает нас.
Уличную Цветочницу можно сделать симметричной. Она может состоять из двух половинок, зеркальных. Как вариант на фото справа. И хорошо смотрится на стене. А по бокам от прохода или двери будет еще больше. интересный.
В последнее время популярные интерьеры все чаще переходят в сторону геометрически простых и лаконичных форм, и они нравятся нам именно за свою простоту, но отказываться от растений готовы далеко не все.Радует то, что даже в лаконичных стилях «техно» растения могут сочетаться. Их форма также должна быть лаконичной и строгой. Как напольная подставка. Убедитесь сами. Из металла и дерева можно сделать подставки в любом стиле. Tech или минимализм.И не стоит говорить о мансарде или стиле рустик.Много интересных идей.

Для максимального эффекта нужно выбрать правильную форму растения

Из банальных деревяшек можно сделать оригинальные вещи

Есть кусочки жира? Создайте подстаканники в деревенском стиле

Некоторые идеи легко реализовать, но все они выглядят очень современно

Цельностеклянная подставка для цветов - экстраординарный вариант
90 142 .90,000 Силовой бампер для внедорожника делаем самиМожно ли сделать силовой бампер своими руками? Если автолюбитель заинтересовался этим вопросом, узнав цену такой услуги в автомастерской, он может передумать. Однако задний бампер с электроприводом можно сделать самостоятельно, и он ничем не будет отличаться от такого же, сделанного на заказ.
Изучив эту статью, вы сможете познакомиться с техникой изготовления бампера в домашних условиях, но на практике это позволяет сделать машину более привлекательной, повысить ее функциональность при движении по бездорожью.Многие модели бампера на заказ внешне не сильно отличаются, но классические формы смотрятся вполне достойно.
Что вам нужно, чтобы сделать бампер с электроприводом своими руками в вашей автомастерской? Прежде всего, у вас должно быть желание. Вместе с ним можно создать бампер не очень сложной формы, он подойдет под вашу машину, а стоимость изготовления может быть на порядок меньше, чем в автомастерской. Изменить форму бампера очень просто, достаточно вырезать из листа заготовку.Но давайте отложим изготовление и вернемся к инструментам.
Первое, чем нужно запастись для работы, - это листовой металл и картон. Толщина такого материала должна составлять примерно три миллиметра. Количество зависит от размера автомобиля. Чтобы окончательно определиться с количеством металла, можно запастись картонными выкройками. Нам потребуются следующие инструменты - болгарка, то есть угловая шлифовальная машина.
Для него также необходимо подготовить отрезные и шлифовальные круги.Помимо этого, также необходимо подготовить сварочный аппарат. Также можно использовать профильную трубу, из которой также можно создать задний электробампер. Прочие инструменты, необходимые для работы: рулетка, рулетка, маркер, ножницы. Большинство этих инструментов можно найти в любом автомастерском.

Картонные шаблоны должны быть подготовлены перед началом резки металла нужной формы. Картонную коробку можно очень быстро отредактировать, вырезать или увеличить, а увидеть, как будет выглядеть будущий бампер, очень легко, поместив его на машину.Чтобы вырезать заготовки, нужно подготовить чертеж, причем габаритные размеры будут зависеть от габаритов автомобиля. Вы можете снимать мерки с помощью рулетки. Если на вашем чертеже есть несоответствия, вы можете изменить их, чтобы они соответствовали реальным размерам. После таких доработок картонного листа работу можно значительно упростить. Детали бампера вырезают из картона, склеивают и надевают на переднюю часть автомобиля.
Если раскладка картона всем полностью устраивает, будет смотреться эстетично, заготовку можно переводить на металл.На него кладут все части шаблона и вырезают. Металл режется болгаркой, если его нет дома, можно сделать надрезы на предприятии. Если работа будет продолжаться в домашних условиях, вырезанные детали можно заменить один на один и одновременно соединить. Таким образом достигается однородность отдельных деталей. Симметрия тоже получается, и после выкройки можно выбирать способы дальнейшей работы.

Первый вариант работы с бампером - сделать его из цельного куска металла.
Гнутая для придания объема и правильного внешнего вида. Лучше всего оценить такой вариант, благодаря которому изделие станет привлекательным, углы будут не слишком острыми, и вам не придется делать много швов при сварке. Нет необходимости шлифовать проблемные места и есть риск повредить основание при нагревании.
Есть недостатки в изготовлении заднего бампера неразъемным. Для начала понадобится довольно крупный кусок. Хотя это не проблема, на некоторых металлических базах такие предметы не продаются, поэтому вам, возможно, придется присмотреться к ним.Но второй минус посерьезнее - нужен прочный агрегат для сгибания листа. Вам также придется его искать. Согнуть такой металл под прямым углом может быть очень сложно. Недостаточная сила фальцовки листов потребует дополнительных процедур, прогрева проблемных участков.

Составной бампер исключает изгиб и разрезает отдельные части. После стыковки под нужными углами детали сваривают.Порядок действий следующий - необходимо стыковать все фрагменты и поймать их. Только тогда их можно будет сваривать.
Невозможно сварить конструкцию сразу из частей, ее можно «направлять». Для сварки лучше всего использовать качественный сварочный аппарат, он готовит без шлака и с ним удобнее работать. Вы можете использовать транспортир, чтобы правильно состыковать и захватить детали. Если его нет, можно использовать картонные шаблоны, именно те, которые изображают углы. Точное приклеивание очень важно, всего несколько миллиметров отклонения могут быть нечетко видны по всей конструкции.Лучше всего делать прихватки снаружи и сварку изнутри. При использовании лебедки после сварки для нее вырезается отверстие.

Следующий этап работ - приварка накладки бампера к заднему электробамперу, что придаст бамперу эстетичный вид и сможет защитить автомобиль от препятствий. Его можно сделать даже без трубогиба. Для начала нужно выбрать, какой кенгуру вам больше нравится.Он может быть из одной жестко изогнутой трубы или сварен из нескольких колен и иметь несколько участков. Вы также можете придумать собственный дизайн для этой детали. Внешне любой тип этого устройства вполне приемлем, однако некоторые из них жестче, чем другие. Если в основе будет две «салфетки», такая деталь будет более жесткой.
После формирования косынки по бокам к основанию приваривают стальные трубы. Они защитят фары и крылья автомобиля. Также важно продумать, как добавить бамперу оригинальности и функциональности.Он также может быть оснащен дополнительной парой отражателей. Более дорогие линзы будут смотреться еще лучше. По окончании работ арки также можно подкорректировать внешне - к ним припаивается сетка или решетка, которая полностью защитит фары от камней и повреждений. Поскольку задний бампер с электроприводом много весит, его можно усилить дополнительными насадками.

После того, как электрический задний бампер будет готов, его можно покрасить.Каждый сам решает, в какой цвет красить. Если лакокрасочное покрытие существенно отличается от цвета автомобиля, лучше всего выбрать черный или металлик. Есть водители, которые любят ездить по бездорожью, особенно если вам предстоит водить джип, очень полезным советом для них будет сделать силовой бампер из нержавеющей стали, его не нужно красить и он не боится царапин.
Может пригодиться и порошковое покрытие, оно очень прочное и устойчивое к царапинам, чего нельзя сказать об обычной краске.Также неплохо установить крышку картера, которая лучше всего подходит для езды по бездорожью. Задний бампер с электроприводом окрашен по традиционной технологии и придает бамперу репрезентативный вид. После завершения всех процедур бампер монтируется в специально отведенном месте.
. Задача № 1 устарела
Код CPV: 30000000-9
Доставка 6 подсказок интерактивных слов с минимальными параметрами:
Инфракрасная сенсорная технология
Панель 86 "LED Диагональ 86"
Разрешение панели 3840 x 2160 Яркость 330 кд / м2 9000 9
Время отклика 8 мс
Контраст 1200: 1
Отображаемые цвета 1,07 миллиарда
Угол обзора 178 ° / 178 °
Срок службы панели 30.000 ч
Толщина армированного стекла 4 мм
Разрешение сенсорного экрана 32767 x 32767 точек
Как управлять пальцем или любым индикатором
Время отклика на касание <15 мс
Подключение к компьютеру USB-видеовходы
Композитный (CVBS)
Порт дисплея HDMI (3x) VGA (D-Sub15) 9000 9
Видеовыходы HDMI
Аудиовходы Мини-джек 3,5 мм
Аудиовыход Мини-разъем 3.5 мм
Встроенные динамики 2x 12 Вт
Размеры монитора 1988 x 1178 x 100
Размеры упаковки 2211 x 1370 x 280 мм
Задание № 2
Код CPV: 30000000-9
Поставка 6 принтеров с минимальными параметрами:
-
монохромное лазерное МФУ- Функции: печать, сканирование, копирование
- мин.печать 22 страницы / мин, разрешение печати мин. 600 x 600 dpi 9000 9
- мин. Сканирование с разрешением 600x600 dpi в цвете
- АПД
Задача № 3
Код CPV: 42000000-6
Поставка двухстоечного подъемника с минимальными параметрами:
Грузоподъемность 3000 кг
Высота подъема 1800 мм
Мин. Высота рычага 60 мм
Задача № 4
Код CPV: 42000000-6
Доставка кода разблокировки автоповорота на клемму S10
Задача № 5
Код CPV: 42000000-6
Доставка кода разблокировки TC BASIC на терминал S10
Задача № 6
Код CPV: 42000000-6
Код выпуска TC Geo для управления заказами на терминал S10
Задача № 7
Код CPV: 42000000-6
TC SC код выпуска Управление заданиями - управление секциями станка ISO BUS для терминала S 10
Задача № 8
Код CPV: 16000000-5
Поставка зубной бороны с минимальными параметрами:
5 полюсов,
механически сложенная
Рабочая ширина мин. 5,0 м
Длина зуба мин. 12 см
Задача № 9
Код CPV: 16000000-5
Поставка культиватора с минимальными параметрами:
- рабочая ширина - макс. 3,5 м
- количество зубьев - не менее 18
- количество рядов зубьев - мин 3
- тип зубьев - средняя пружина
- потребляемая мощность - макс.75 кВт
Задача № 10
Код CPV: 16000000-5
Поставка дисковой бороны с минимальными параметрами:
- ширина захвата 3,0 - 3,5 м
- диаметр диска минимум 500 мм
- количество дисков более 25
- рабочая скорость 7-10 км / ч
- производительность более 2 га / ч
- потребляемая мощность ниже 120 км
Задача № 11
Код CPV: 16000000-5
Поставка сеялки универсальной с минимальными параметрами:
Минимальная рабочая ширина 2,5 [м]
Тип, количество башмаков мин.24
Вместимость семенного ящика мин. 550 [дмл]
Потребляемая мощность 55-65 [кВт]
- Система закрытия технологических колей
- Маркер триггер
- башмак
- Борона универсальная
- следорыхлитель
Задача № 12
Код CPV: 16000000-5
Поставка фронтального погрузчика с минимальными параметрами:
погрузчик должен быть совместим с Arion 420
, установленным на тракторе.консоль с гибкой системой управления пилотом,
Сцепное устройство для навесного оборудованиядля гидравлики и электрики MACH, погрузчик в цвет трактора
Номинальная грузоподъемность мин. 2000 кг
высота подъема - не менее 3 м
высота разгрузки не менее 2,8 м
Глубина копания мин. 15 см
Принадлежности:
- ковш универсальный, вместимостьмин, 700 дм3
- ковш для сыпучих материалов, вместимость мин 900 дм3
- Вилы для поддонов
- Вилы для навоза, минимальная ширина 1,4 м
- Грейфер для силоса "CROCODIL", минимальная ширина 1,4 м
- Захват для соломенных тюков на один цилиндр
Задача № 13
Код CPV: 34000000-7
Поставка диагностического тестера Navigator TXTs с ПО TRUCK, CAR и AGRI с принадлежностями:
- Комплект проводов TRUCK
- Комплект кабелей для европейских автомобилей
- Комплект кабелей AGRI
Задача № 14
Код CPV: 34000000-7
Поставка станка для балансировки колес с минимальными параметрами:
Диаметр обода: 10–26 дюймов
Ширина обода: Макс.15 "
Максимальный диаметр колеса: 800 мм
Размеры (В x Г x Ш): 1150 x 1150 x 1400
Максимальный вес колеса: 65 кг
Операторская память: 3 оператора
Время измерения: 6 с
Синтезатор речи: ДА
Позиционер дисбаланса: автоматическое вращение и блокировка колеса
Мин. Порог дисбаланса: 1g
Блокировка вала: компьютерное управление
Программа скрытых весов: SPLIT (регулировка веса под количество рук)
Программа Auto-ALU: Программа Smart Alu
Автоматический ввод данных: расстояние и диаметр
Программы для дисков ALU: 9 900 09
Дисплей: 19-дюймовый ЖК-дисплей
Скорость: 150-200 об / мин
Источник питания: 230 В, 50 Гц
Дополнительные функции: Smart ALU Autocalibration Optimize
Задача № 15
Код CPV: 34000000-7
Поставка шиномонтажного станка с минимальными параметрами:
Тип: автомат
Источник питания: 3 фазы (400 В)
Скорость вращения стола: 1-я передача: 6 об./ мин., 2-я передача: 12 об / мин
Сила молота: 2,500 кг
Задача № 16
Код CPV: 42000000-6
Поставка бесступенчатого гибочного станка для труб и профилей со следующими параметрами:
минимальный диаметр гибки - 80 мм
максимальный диаметр гибки - 320 мм
диаметр трубы максимальный - 60 мм
мощность двигателя - 2,2 кВт
масса - 280 кг
длина - 850 мм
ширина - 750 мм
высота - 1200 мм
Задача № 17
Код CPV: 42000000-6
Поставка 3 сварочных столов 2000 мм с вентилятором с минимальными параметрами:
Ширина 2000 мм
с вентилятором мощностью 1,5 кВт; 400В; 3000 м3 / ч.
Техническая информация
Специальный ящик для пыли позволяет легко мыть стол.
Воздух отсасывается снизу через решетку.
Размеры всего стола: Ш: 2000мм, Г: 800мм, В: 850мм.
Вентилятор: 3000 м3 / ч; 1,5 кВт; 3 х 400 В; 50 Гц
Задание № 18
Код CPV: 42000000-6
Поставка сварочного полуавтомата с минимальными параметрами:
индикаторы сварочного тока и напряжения (опция в PDE 50)
функции 2/4 цикла, регулировка длины свободного конца проволоки
нижняя полка цилиндра;
Регулятор скорости выравнивания (для PDE 51)
соответствует стандартам IEC974-1, ROHS и CE.
Мощность - 400 В
Номинальный выходной ток / скважность - 420 А / 40%
Диапазон тока - 40-420 А
Масса - 154 кг
Источник питания МАГСТЕР 450
Сварочная горелка LincGun
шнур питания
шланг защитного газа
заземляющий кабель
Задача № 19
Код CPV: 42000000-6
Поставка сварочного стола 2400х1200 с набором 28 инструментов с минимальными параметрами:
Опорная плита с системными отверстиями D28 в сетке 100 мм x 100 мм;
3-х рядное расположение отверстий на краях стола с системным отверстием D28 с сеткой 50 мм в верхнем ряду и дополнительно с сеткой 100 мм посередине;
Все системные отверстия с защитной выемкой; Оптимизированные внешние края стола;
дополнительных поперечных ребра;
Линии в направлениях X и Y по всей длине с интервалом 100 мм;
Тонкая шкала с миллиметровой делением,
Разметка координат отверстий по X и Y направлениям;
Ножки круглого стола с точной регулировкой с помощью ножки для опорной рамы; Манжета для защиты пакета шлангов.В комплекте: Уголок 175x175x50 мм (отверстие / паз) 4 шт. Уголок / малый 175x75x50 мм, шкала с двух сторон 2 шт. Уголок прямоугольный 300x275 мм 2 шт. Кронштейн угловой левый 300x275 2 шт. Уголок 275x175x50 мм 2 шт. Универсальный крепежная балка / большая 225x50x25 мм 2 шт Универсальная зажимная штанга L 500 - 500x100x25 мм 4 шт Универсальная зажимная штанга L 300 - 300x50x25 мм 4 шт. 100 - угол 25-75 мм, бесступенчатый 2 шт. Стопор скольжения - 150х50х25 мм, шкала с двух сторон 4 шт. Шпиндель ПК / короткий - диам.28-0.02, размер 14, диапазон зажима 41-47, 25/200 кН 20 шт. Диаметр установочного штифта. 28 / 40x74 мм 10 шт. Компенсационный зажимной патрон 150 мм с фиксирующим винтом 2 шт. Компенсационный зажимной патрон 200 мм с фиксирующим винтом 2 шт. Зажим зажимный 180 с фиксирующим винтом - вертикальная труба 220 мм 4 шт. крепежный винт - вертикальная труба 350 мм 4 шт. Держатель зажима 90 - вертикальная труба 260 мм 2 шт.
Задача № 20
Код CPV: 42000000-6
Поставка ленточной пилы по металлу с минимальными параметрами:
Скорость ленты [м / мин] 34, 41, 59, 98
Скорость подачи [м / мин] 0-50 (бесступенчатая подача)
Бесступенчатая регулировка опускания рычага - гидроцилиндр
Высота основания тисков [мм] 600
Задача № 21
Код CPV: 42000000-6
Поставка Заточка - станок с минимальными параметрами:
макс. Диаметр заготовки 175 мм
межосевое расстояние 320 мм
размер стола 535 мм x 130 мм
продольный ход стола 320 мм
ход стола 170 мм
Шлифовальная головка с вертикальным наклоном - 40 ° до + 40 °
шлифовальная головка с горизонтальным наклоном от - 50 ° до + 50 °
оборота шлифовальной головки 2800 об./ мин
Задача № 22
Код CPV: 42000000-6
Поставка станка универсального токарного по металлу с минимальными параметрами:
над кроватью 660 мм
Диаметр поворота над выемкой 900 мм
Диаметр поворота над поперечными суппортами 460 мм
ширина кровати 400 мм
отверстие шпинделя 105 мм
Задача № 23
Код CPV: 42000000-6
Поставка универсального токарного станка с минимальными параметрами:
Межосевое расстояние - 1500 мм
высота лапки - 230 мм
Диаметр поворота над станиной - 460 мм
диаметр вращения над выемкой - 690 мм
Диаметр поворота над станиной салазок - 274 мм
ширина кровати - 300 мм
проход шпинделя - 80 мм
Задача 24
Код CPV: 42000000-6
Поставка универсального токарного станка с минимальными параметрами:
Диаметр обточки над станиной - 360 мм
диаметр точения над суппортом - 224 мм
Диаметр точения после снятия перемычки - 500 мм
Межосевое расстояние - 1000 мм
станина - индукционная закалка
высота кровати - 294 мм
ширина кровати - 186 мм
Диаметр прохода шпинделя - 38 мм
нос шпинделя - d1-4
Диапазон частоты вращения шпинделя - 70 - 2000 об / мин
количество передач - 16
Задача № 25
Код CPV: 42000000-6
Поставка плоскошлифовального станка с минимальными параметрами:
Размер магнитного стола [мм] - 300 x 1000
Максимальная нагрузка на стол - 470
Размеры шлифовального круга (L.x ширина x толщина) [мм] - 350 x 40 x 127
Максимальное расстояние оси шпинделя от стола [мм] - 575
Скорость перемещения гидравлического стола [м / мин] - 3 - 27
Максимальный продольный ход стола [мм] - 1100
Максимальное поперечное перемещение стола (ход шпинделя) [мм] - 350
Автоматическая поперечная подача (подача шпинделя) [мм] - 3 - 30
Деление шкалы по оси Z [мм] - 0,005
Ускоренная вертикальная подача [мм / мин] - 400
Задача № 26
Код CPV: 42000000-6
Поставка универсального фрезерного станка с минимальными параметрами:
Размеры стола - 1600x360 мм
макс.ход стола (x / y / z) - 1300x300x420 мм
Т-образные пазы стола (количество / ширина / расстояние) - 3/14 мм / 95 мм
макс. угол наклона стола - ± 35 °
Скорость подачи стола - x / y: 25 ~ 800 мм / мин, z: 8-267 мм / мин
Носик шпинделя (вертикальный / горизонтальный) - 7:24 iso 50 / 7:24 iso 50
расстояние от центра стола до поверхности колонны - 230-530 мм
расстояние между шпинделем и поверхностью стола - 0-420 мм
расстояние от вертикальной грани шпинделя до поверхности стола - 150-570 мм
Задача 27
Код CPV: 42000000-6
Поставка плазменного плоттера с минимальными параметрами:
Рабочий диапазон по оси X: 2000 мм
Диапазон работы по оси Y: 4000мм
Диапазон оси Y: 150 мм
Толщина газовой резки: 0-120 мм (плазма в зависимости от мощности плазмы)
Скорость резания: 0-4000 мм / мин
Источник питания: 230 В
Отдельная панель управления
Шаговые двигатели высокого качества
Профессиональная система управления и программирования
Управляющий компьютер в комплекте + USB
Включает наконечники газовой горелки
Регулятор высоты напряжения THC
Датчик обнаружения материала
Смеситель газовый
Порт USB, внутренняя и внешняя память
Обучение работе на станке
В комплект входит программное обеспечение FASTCAM на польском языке - простое проектирование и создание G-кодов
G-код, HPGL, CAD, PLT
MACRO - библиотека стандартных геометрических фигур.Это позволяет создавать фигуры без рисования.
NESTING - автоматическая развертка элементов на листе
DEMO - Показывает рабочий цикл (путь) без включения источника плазмы или кислорода
Задача 28
Код CPV: 42000000-6
Поставка круглопильного станка с минимальными параметрами:
Мощность двигателя основной пилы 5,5 кВт
Мощность двигателя подрезного устройства 0,94 кВт
Тип двигателя: S1 (непрерывный режим)
Боковина многокамерной конструкции шириной 420 мм из анодированного алюминия
Направляющая со стержнями из закаленной стали
Стандартная ширина реза 1525 мм
Трехфазное напряжение 230-400 В
Однофазное напряжение 230 В
Масса 1050 кг
Размеры стола для резки мм 1420 x 650 9000 9
Размеры подвижного стола 3200 мм
Размеры удлинителя стола справа мм 1100 x 450 9000 9
Размеры стола пилы 885 x 700 мм
Задание № 29
Код CPV: 42000000-6
Поставка ленточной пилы с минимальными параметрами:
.