Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
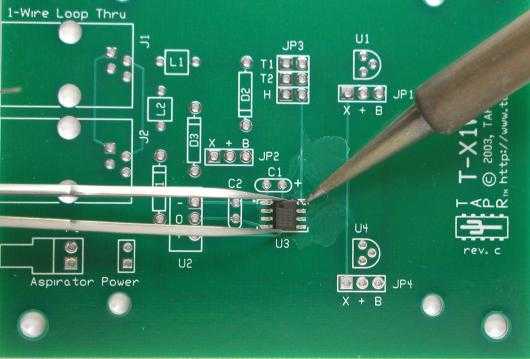
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:


Успехов в пайке! Запах канифоли — это круто!
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Перед тем как заточить жало паяльника для пайки, необходимо разобраться, для какого именно процесса спаивания будет применяться инструмент, и какая форма для этого окажется подходящей. К примеру, варианты, как заточить паяльник для пайки микросхем и проводов, могут сильно отличаться. На рынке встречаются различные готовые модели, но если приходится делать все самому, нужно планировать выбор заранее.
К основным формам относятся:
Типы жал паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Мощность паяльника выбирается в зависимости от характера работы:
Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
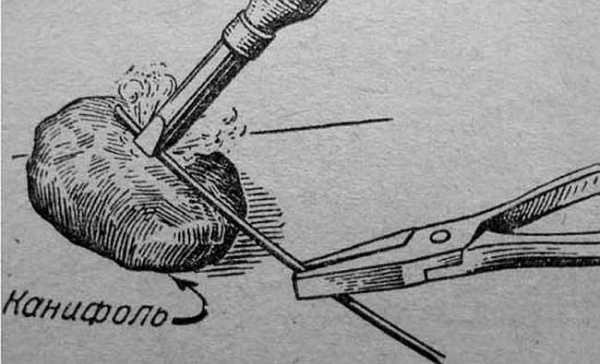
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
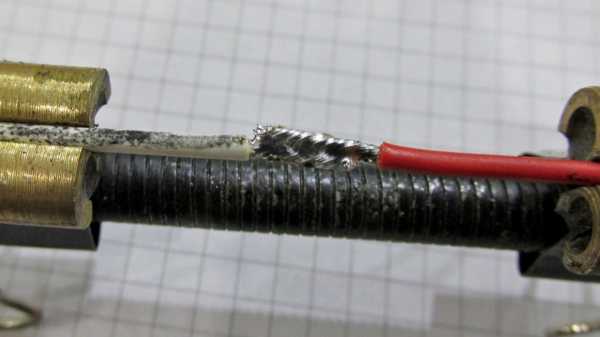
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для алюминия — ЦО-12, П-250А, ЦА-15.Флюсы есть разные, подбирать их надо аккуратно
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.При нагреве надо смотреть на состояние канифоли — когда она активно кипит, но не дымит — самое время начинать пайку
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
После завершения пайки, если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
Читайте также:
Что такое паяльный жир, и для чего он нужен?
Как правильно произвести расчет сварного соединения
Правильная заделка концов тросов U-образными зажимами
Правильный угол заточки сверла по металлу
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Маркировка болтов и гаек с расшифровкой
Слесарные тиски и их виды
Если нет шуруповерта. Как правильно монтировать гипсокартон электродрелью
Как отличить саморезы для дерева
Смотрите также обзоры и статьи:
Что нужно для пайки: необходимые составляющиеВсе мы знаем, что метод спаивания элементов между собой - один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
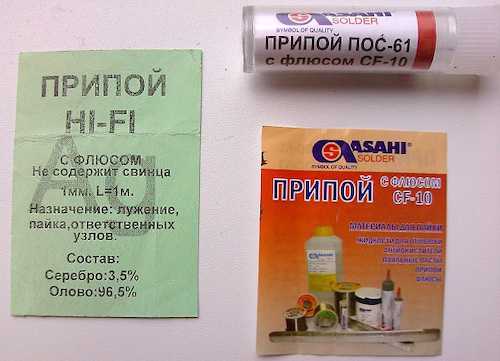
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П - припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паятьПри производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.
Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Процесс пайки проводов:Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемыВ каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
Опубликовано: 2020-04-17 Обновлено: 2021-08-30
Автор: Магазин Electronoff
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Post Views: 11 219
Хорошая пайка – это залог качественного и долговечного контакта деталей друг с другом. Нужно научиться понимать теорию, долго и упорно заниматься практикой. У радиолюбителей и электронщиков в процессе работ вырабатывается свой стиль пайки, методы и решение проблем. В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
Пайка состоит из трех основных компонентов:
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Основные критерии:
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Припои бывают разных типов и диаметров.
Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.

Для пайки радиоконструкторов и проводов достаточно самого простого паяльника с медным жалом. А вот для более продвинутой пайки уже понадобится станция. Паяльная станция состоит в основном как правило из фена и паяльника. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.

Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.

Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника происходит поэтапно:
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.

Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.

Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.

Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.

Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Первый пример это припаивание проводов.
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
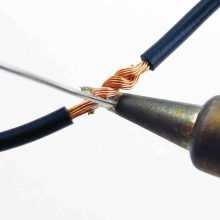
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Эмалированная медная проволока теплоемкая и трудно поддается лужению.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.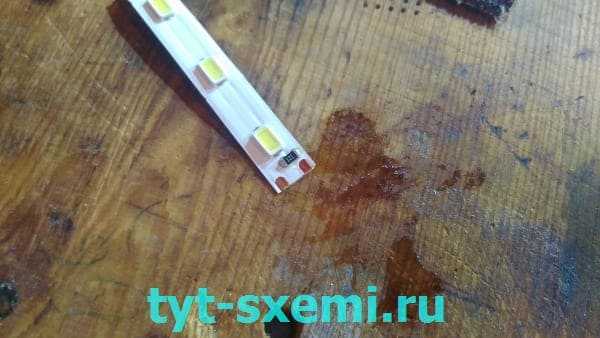
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Радиолюбители часто сталкиваются с тем, что изготовленная плата с помощью ЛУТ плохо поддается лужению. Для хорошего лужения платы достаточно удалить окислы на медных дорожках при помощи наждачной бумаги. Важно использовать только самую мягкую и бархатную бумагу, чтобы не повредить дорожки. После этого дорожки хорошо паяются обычной канифолью.
Следующий уровень мастерства — это пайка микросхем. Разбор примера пайки феном.
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:

Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.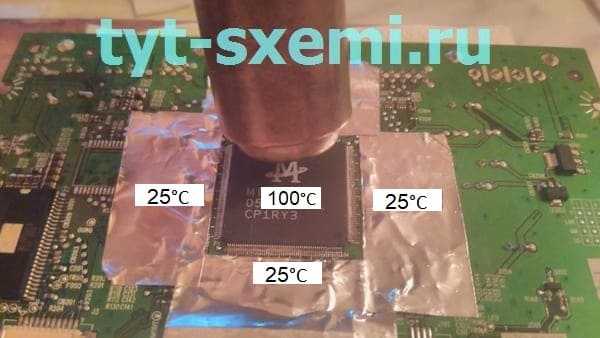
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.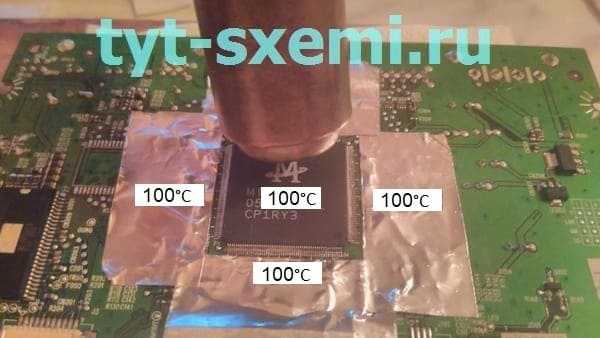
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.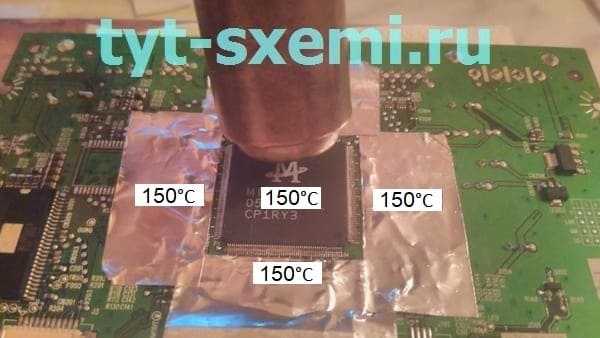
Шаг около 20 — 30 °C на каждые десятки секунд.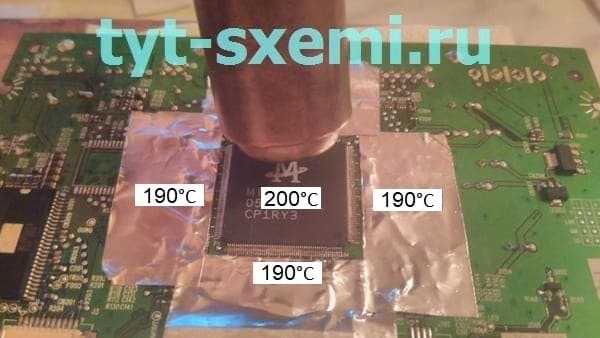
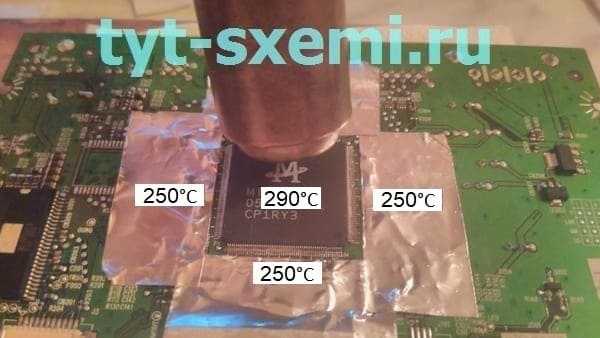
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.

Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.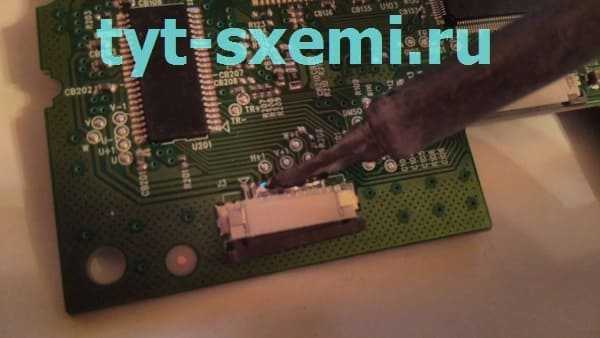
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.

Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
В целом техника аналогична пайке микросхем, но есть небольшие отличия.
Читать дальше
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
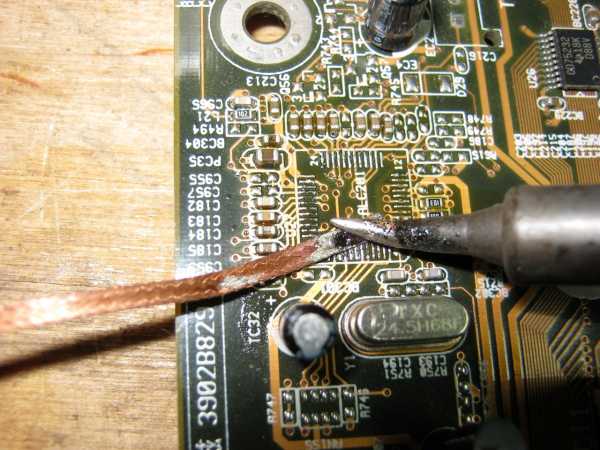
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.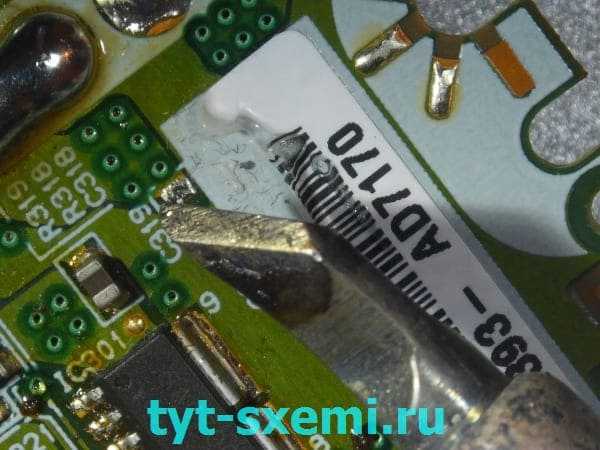
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.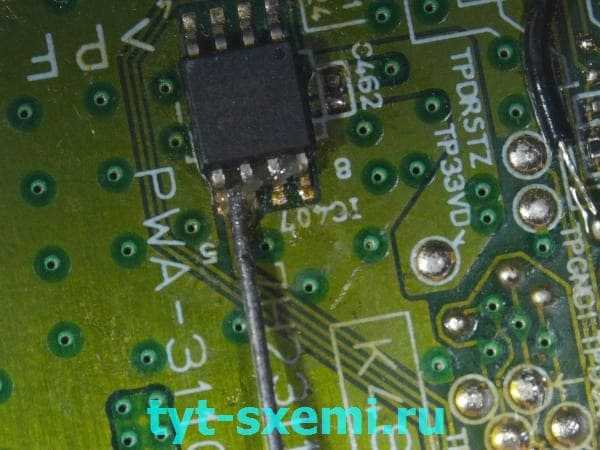
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.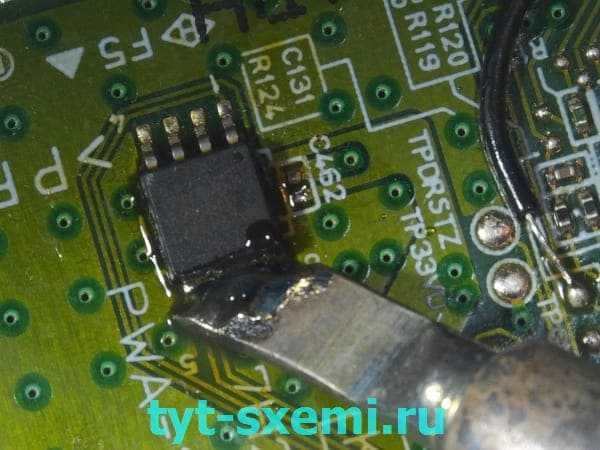
Такой техникой можно выпаять и DIP контакты.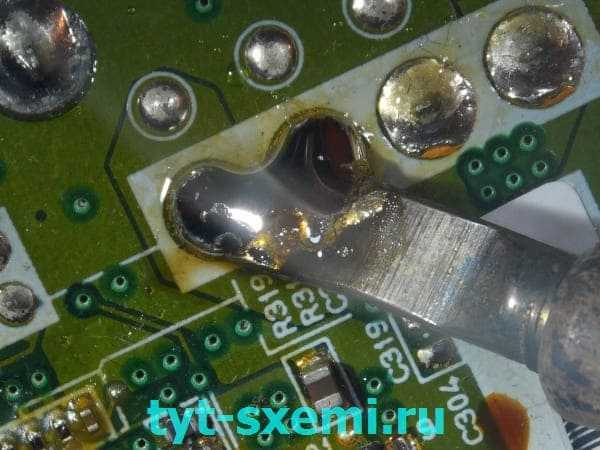
Для массивной пайки SMD деталей фен незаменим. Например, нужно припаять 40 SMD деталей. С помощью паяльника это будет невыносимо долго, а вот с помощью фена это другое дело. Достаточно нанести паяльную пасту на контакты платы, разместить с помощью пинцета детали и феном нагреть плату. Поток воздуха минимальный. Паяльная паста расплавится, и детали с помощью поверхностного эффекта сами встанут на нужные места. Такой метод прост и не требует много времени.
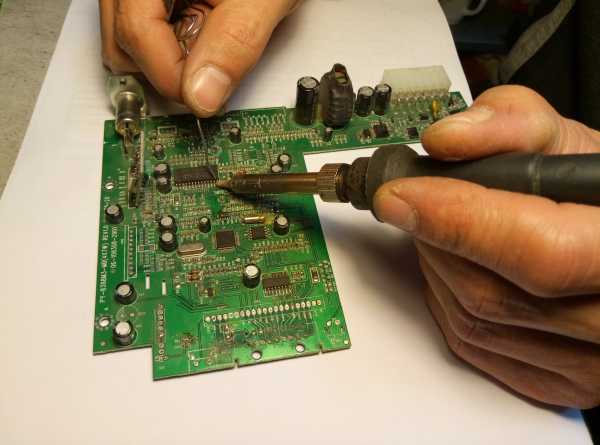
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.

В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.

Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.
Подробнее о паяльной кислоте
Post Views: 11 219
Статья проплачена кошками - всемирно известными производителями котят.
Если статья вам понравилась, то можете поддержать проект.
В сети полно материалов по поводу пайки, в том числе видеоуроки. Здесь краткая выжимка из всей информации.
Пайка проводов состоит из следующих этапов:
Для удобной пайки тонких проводов и контактов электронных схем требуется паяльник с тонким жалом и мощностью 20–30 ватт. Если вы планируете паять толстые провода, то потребуется паяльник мощностью 40–60 ватт, но им можно испортить микросхемы и радиодетали. Можно приобрести пару паяльников.
При пайке на жале паяльника постоянно скапливается нагар, что препятствует смачиванию его припоем. Нагар можно убрать, поместив жало в проволочную губку. Такую губку можно приобрести в магазине кухонных принадлежностей или в специализированных — в них губка помещена в специальную баночку.
Медное жало может обгорать до такой степени, что чистка в губке уже не помогает, — в этом случае кончик жала зачищают напильником. Напильником также можно придавать кончику жала удобную для пайки форму. Когда жало полностью сработается, его можно заменить — запасные жала имеются в продаже.
В качестве припоя применяется легкоплавкий сплав металлов, температура плавления которого может колебаться от 200 до 350 градусов. При монтаже электроники используются оловянно-свинцовые припои. Согласно отечественной маркировке, оловянно-свинцовый пропой обозначается буквами ПОС, после которых идёт число, обозначающее процентное содержание олова. Температуры плавления различных оловянно-свинцовых припоев в градусах Цельсия: ПОС30 — 240°, ПОС40 — 210°, ПОС61 — 180°, ПОС90 — 310°. Проволочный припой может содержать внутри себя сердцевину из канифоли для лучшего качества спайки.
Флюс служит для удаления слоя окисла со спаиваемых поверхностей, предохраняет металл от окисления при пайке, а также способствует равномерному растеканию припоя. Флюсы делятся на активные и неактивные. Активные флюсы содержат активные кислоты и применяются для пайки различных металлов, не только меди. Остатки активных флюсов должны обязательно удаляться после пайки смывкой,иначе они начинают разъедать место пайки. Неактивные флюсы в удалении не нуждаются, но справляются далеко не со всеми окислами металлов.
К неактивным флюсам относится канифоль и её растворы. Смачиваем контакт канифолью, а затем паяем припоем. Но, в случаях, когда спаять требуется сталь или алюминий, канифоль бесполезна. Так, если надо припаять провод к контакту аккумулятора, без активного флюса не обойтись. Активные флюсы бывают жидкими и желеобразными. Желеобразными флюсами пользоваться удобнее, они не стекают после нанесения на поверхность. Самым распространённым активным паяльным флюсом является паяльная кислота , и её обязательно нужно смывать после пайки. Хорошо зарекомендовал себя флюс для алюминия, с ним можно паять почти все металлы.
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:

Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.

Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять .
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка . С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника.
Припои. Свойства и характеристики оловянно - свинцовых припоев.
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте .
Также в процессе пайки и сборки потребуется монтажный инструмент.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть .

В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ - 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия - THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте .
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов , то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Лучше унция практики, чем тонны наставлений!
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Пайка выполняется, когда необходимо соединить две детали.

Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.

При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.

Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.






Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.

Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.

Для легкости понимания прилагаем фото-инструкцию, как правильно паять.

В быту распространены сетевые паяльники, работающие от напряжения 220 В.

Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.

В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.

Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.





Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.

Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.

В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.


Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.

Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.

Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.




Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.

Сплавы, используемые как припои:


На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).

Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).

Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).

Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.


Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.

Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.



После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.

Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.












Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния , так как он всегда актуальный.
Паяльник
Первое что нам понадобиться, это конечно же паяльник.Оптимальный вариант и по цене и по мощности, это паяльник мощностью 60 Вт.
Канифоль
Канифоль, в идеале - проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль.
Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить - залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль , потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится - окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Пинцет
Во время пайки не стоит забывать что все элементы подвергаются высокой температуре.
Что бы избежать ожогов,и достичь наибольшего комфорта, мы пользуемся пинцетом.
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя - 235 градусов, а для второго - 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.

Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
Как правило, у домашних мастеров имеется два паяльника - малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
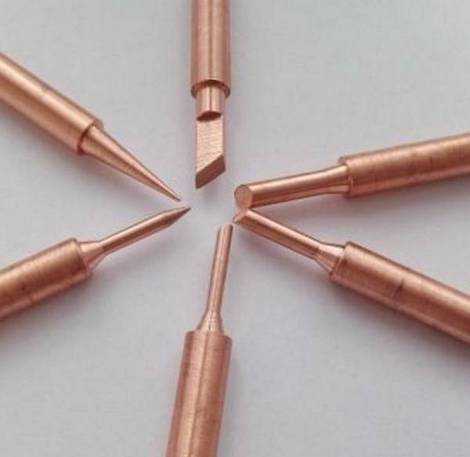
ля каждого типа работ необходима своя конфигурация кончика:
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов - учимся паять.
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
Необходимым навыком для человека, который хотел бы заниматься электроникой профессионально или как любитель, является пайка. Основой для обучения пайке является знакомство с инструментами, необходимыми для этого процесса. Благодаря этому руководству вы узнаете, как правильно выбирать инструменты и на что следует обращать особое внимание при покупке, чтобы легко воплотить теоретические знания в практику пайки.
Как нетрудно догадаться, это основной инструмент, необходимый для пайки, поэтому выбор правильного паяльника особенно важен. Прежде чем перейти к более техническим элементам инструмента, о которых стоит помнить, важно упомянуть довольно обыденную вещь — удобство использования. Благодаря тому, что устройство держится в руке, основой является удобный хват. Если есть возможность, лучшим решением будет протестировать паяльник, который мы собираемся купить в магазине.
Самый главный параметр, на который нужно обратить внимание, это мощность паяльника (определяется в ваттах). Мощность прибора выражается в первую очередь в скорости его нагрева, поэтому паяльник с большей мощностью будет нагреваться быстрее, а с меньшей — медленнее. Хорошим решением для новичка будет выбор паяльника-трансформера с регулируемой мощностью, благодаря чему мы избежим ситуации, когда у инструмента будет слишком мало мощности для пайки определенных элементов (напр.разъемы).
Жало паяльника, т.е. его жало, тоже очень важный элемент. Мы все время эксплуатируем наконечник при очень высоких температурах, поэтому стоит выбрать инструмент, наконечник которого изготовлен из прочного материала, который не испортится и не потеряет своих свойств после нескольких пайков.
Рекомендуемые паяльники, отвечающие вышеуказанным критериям:
Самый популярный выбор здесь — олово с флюсом.Он продается разного диаметра, но самый безопасный выбор для новичка – 0,7 мм. Кроме того, рекомендуется иметь отдельный контейнер для жидкого флюса. Благодаря ему паять будет намного проще, особенно новичку.
Паяльники (паяльники, паяльные станции) - устройства для пайки, т. е. соединения материалов с использованием припоя (связующее), который затем соединяет металлические элементы между собой. Температура плавления должна быть ниже, чем у соединяемых металлов.
Присадочный металл, используемый во время пайки, широко известен как олово .
Это название действительно означает сплав олова (обычно 60%) с другими флюсами, такими как серебро, медь и т.д.Паяльники незаменимы при работе с электронными и электротехническими элементами. Некоторые паяльники также используются для сварки пластмасс или резки. Их используют как любители DIY, так и профессионалы.
В конструкции любого классического паяльника можно выделить основные элементы:
С учетом температуры плавления припоя можно выделить два типа пайки: мягкая пайка и твердая пайка . Мягкая пайка осуществляется при температуре ниже 450°С (чаще всего около 250°С), а твердая пайка выше 450°С.
Процесс мягкой пайки применяется там, где важнее всего герметичность и хорошая электропроводность соединения, а не его высокая прочность. Этот метод соединения в настоящее время широко используется в электронной промышленности, электромонтаже, а также в электротехнической промышленности, например.для пайки плат.
Конструкция и принцип действия, а также предполагаемое использование также определяют разделение паяльных устройств. Паяльники можно разделить на несколько групп.
Работают со встроенным нагревателем, который производит тепло, которое затем распространяется по проводу, ведущему к жало. Благодаря отдельно размещенному блоку питания и неподключенному к нему жалом паяльники с нагревателем очень легкие и подходят как для любительского и любительского ремонта, так и для общей работы с электронными компонентами.
Нагреватель паяльников имеет возможность замены жал различной формы, что позволяет адаптировать прибор к текущей работе. Эти устройства маленькие и удобные в работе. Паяльники с нагревателем экономичны, что делает их идеальными для любителей и обычных работ с электроникой.
В группу нагревательных паяльников также входит паяльник. Его большой наконечник выполнен из металла, что позволяет соединять более крупные элементы.
Паяльник TOOLCRAFT SKD-3060, 230 В, 30 Вт, 60 Вт
Высокая температура в них достигается за счет протекания тока большой силы по проводу, который одновременно является жалом.Их название происходит от трансформатора, который является его неотъемлемой частью. Паяльники быстро нагреваются благодаря питанию от сети и проводу внутри корпуса. Это идеальные устройства для быстрой пайки и распайки толстых кабелей и компонентов большой площади. Трансформаторные паяльники быстро нагреваются, но не умеют выставлять точную рабочую температуру. Недостатком этого типа паяльников является их относительно большой вес, что делает их менее удобными и менее точными.
Паяльник-трансформер Rothenberger Industrial 35957 35957
Высокая температура жала достигается за счет нагрева жала газовой горелкой, работающей на газе пропан-бутан. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерской, не требующих очень большой мощности. При их выборе стоит обратить внимание на емкость бензобака, от которой будет зависеть время работы паяльника и регулировка температуры.
газовые паяльники не требуют подключения к сети. Это делает их идеальными для мобильного использования за пределами дома и мастерской. Они имеют небольшие габариты, поэтому поместятся в любую сумку для инструментов.
Газовый паяльник TOOLCRAFT
Представляют собой нагревательные паяльники, работающие от батареек или аккумуляторов. Устройства этого типа хорошо работают при соединении малогабаритных элементов за счет меньшей мощности по сравнению с другими паяльниками.Паяльники идеально подходят для мобильного применения: они легкие, маленькие и их легко транспортировать. Работа от батареек или аккумуляторов делает эти паяльники менее эффективными, чем от сети. Способ питания также определяет время работы аккумуляторных паяльников, которое обычно короче по сравнению, например, с газовыми паяльниками. Из-за необходимости замены аккумуляторов стоимость их эксплуатации относительно высока. Однако альтернативным решением является покупка аккумуляторов с зарядным устройством.
Устройства этого типа работают с горячим воздухом, поэтому нет физического контакта между паяльником и припаиваемыми деталями. Процесс пайки осуществляется путем направления образующегося горячего воздуха на припаиваемые элементы. Это полезно для особо деликатных вещей. Они идеально подходят, например, для при распайке компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, которая обычно имеет довольно большие габариты.
Термовоздушная паяльная станция TOOLCRAFT
Паяльные станции представляют собой сложные профессиональные паяльные устройства. Они имеют встроенные электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру. Регулируемые паяльные станции имеют контроль температуры с аналоговым или цифровым дисплеем. На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева (с гистограммой) и запрограммированная температура.Благодаря возможности регулировки температуры в зависимости от типа припоя все компоненты будут спаяны точно и безопасно.
Связанные категории :
Рекомендуемые продукты :
Рекомендуемые аксессуары :
Если вы считаете, что мы можем улучшить эту статью, пожалуйста, свяжитесь с нами по адресу: [электронная почта, защищенная]. Спасибо - Команда Конрада.
Паяльник является одним из важнейших инструментов мастерской. Он пригодится для многих работ — как мелких, так и гораздо более сложных. Его отличные характеристики не могут быть заменены никаким другим оборудованием. Узнайте, что такое пайка, какие существуют способы пайки и для чего она чаще всего применяется. Приглашаем к чтению!
Если вы хотите соединить два элемента из металла, лучше всего использовать паяльник, о котором мы рассказали в следующей статье: https://www.ebmia.pl/wiedza/porady/narzedzia-porady/lutownica/ . Хорошо выполненная пайка обеспечит прочное и стабильное соединение. Весь процесс очень прост. Само устройство компактное и удобное в использовании. Вам не нужны специальные знания, чтобы использовать его. Достаточно знать несколько важнейших правил обработки металла.
Процесс пайки заключается в соединении двух металлических деталей специальным связующим (припой/припой). Материал, которым соединяются два металлических элемента, обладает физико-химическими свойствами элементов из группы металлов.Благодаря этому выполненное соединение выглядит действительно хорошо и долговечно. Тем не менее, сварной шов будет заметен на первый взгляд, но на качестве выполненной работы это никак не сказывается.
Наряду с пайкой довольно популярным методом металлообработки является сварка. Однако следует помнить, что в отличие от нее пайка никак не влияет на структуру соединяемых припоем материалов. Более того, вся работа происходит при правильной температуре, что не позволяет повредить или расплавить отдельные детали.Однако он настолько высок, что легко пластифицирует связующее. В определенный момент работы с паяльником все элементы — как соединяемые металлические детали, так и само связующее — достигают одной температуры, т. е. температуры пайки. Это немного выше, чем нужно для расплавления припоя, но и достаточно низко, чтобы не испортить соединяемые детали.
Переходя к более специализированным вопросам, в процессе пайки используются два основных физико-химических явления, а именно диффузия и адгезия.Когда припой расплавляется, он начинает проникать в зазор между двумя деталями, а мелкие частицы попадают в поры на их поверхности. Самое главное, что между клеем и соединяемыми деталями создается прочная металлическая связь. Именно поэтому так важно предварительно очистить детали от оксидного слоя. Чтобы обеспечить прочное соединение, стоит использовать специальный флюс для пайки.
Самый распространенный способ пайки – это, конечно же, паяльник.Однако опытные энтузиасты-самоучки иногда вместо паяльника используют выжигатель. Ведь паяльник намного точнее и к тому же безопаснее. Однако, какое бы решение вы ни выбрали, не забудьте правильно его оптимизировать, то есть, в первую очередь, установить правильную температуру. Именно этот аспект больше всего влияет на окончательный результат пайки.
Таким образом, процесс пайки выглядит следующим образом:
Очистка элементов, подлежащих пайке.
Нагрев детали до температуры на 30-50°С выше температуры плавления припоя.
Нанесение флюса и припоя на соединяемые кромки.
Ожидание процесса диффузии и взаимной адгезии.
Охлаждение связующего до затвердевания.

Когда вся самая важная информация о том, что такое пайка, и ход всего процесса, стоит также узнать, какие бывают виды пайки.Стоит знать, почему было создано такое деление, из чего оно вытекает и что характеризует каждый тип.
Процесс пайки может осуществляться несколькими способами. Вариантов много и описать их все невозможно, поэтому мы специально опускаем методы промышленной пайки, которые достаточно сложны. Вместо этого мы сосредоточимся на самых популярных, а главное, самых практичных методах, которые можно использовать даже в домашней мастерской.
Среди двух наиболее распространенных и важных способов пайки можно выделить: мягкую пайку, которая выполняется при температуре ниже 450°С, и пайку, о которой говорят, когда температура превышает 450°С.Что же касается основных отличий между ними, то они в основном заключаются в различном протекании всего процесса пайки. Разумеется, температура, при которой проводятся работы, тоже бывает разной. Его доводят до температуры плавления связующего. Условием является, конечно, отсутствие риска повреждения соединяемых частей. Наилучшая температура для качественного выполнения работ должна быть на 30-50°С выше температуры плавления припоя.
Благодаря тому, что мы написали выше, очень легко увидеть зависимость между плавкостью припоя и методом пайки.Мягкая пайка может производиться присадочным металлом с максимальной температурой плавления 400°С, тогда как при пайке используются среднеплавкие металлы. Также стоит учитывать термочувствительность материалов, которые будут соединяться между собой. Для более мягких металлов лучше использовать мягкую пайку. Пайка может успешно использоваться для изготовления прочных компонентов.
Наиболее часто используемым методом пайки является мягкая пайка.Его используют как любители, так и профессионалы. Сам процесс действительно очень простой, поэтому с ним справится абсолютно любой. Для этого достаточно базовой модели паяльника.
Что касается состава мягкого припоя, то это сплав компонентов, точно определенных DIN EN 29453. В основном это олово, а также другие металлы с приблизительной температурой плавления, такие как висмут, кадмий или сурьма. Этот сплав имеет температуру плавления от 183°C до 280°C.Стоит помнить, что в составе припоя могут быть небольшие количества ядовитых элементов (например, ртути и свинца). К счастью, производители все чаще отказываются от использования этих ингредиентов и используют альтернативные продукты, безопасные для окружающей среды и здоровья. Мягкий припой может принимать различные формы, такие как палочка, проволока, пластина или порошок. Идеально подходит для соединения элементов из стали, цинка, латуни и меди. Он также используется для соединения металлических сплавов. Это гарантирует равномерное склеивание в любом случае.Мягкая пайка может использоваться для соединения электропроводки, электроники, ремонта трубопроводов, герметизации крыш и водосточных желобов и гидроизоляции.
Пайка требует использования профессиональных инструментов. Кроме того, стоит иметь хотя бы небольшой опыт пайки, ведь работа при достаточно высоких температурах иногда опасна. Стандартной для пайки является температура 450°С, но стоит помнить, что некоторые металлы следует паять при температуре до пяти раз выше.
При промышленной пайке применяются самые высокие температуры, и для таких применений простого традиционного паяльника недостаточно. Для таких применений потребуется кислородно-ацетиленовая горелка, кузнечный огонь или паяльная лампа. В качестве альтернативы можно также использовать индукционную пайку электрическим током.
Одним из наиболее часто используемых припоев являются серебряные смеси. Они позволяют соединять вместе подавляющее большинство металлов, кроме алюминия и магния.С другой стороны, медно-фосфорные припои полезны, например, для пайки элементов из бронзы, меди и латуни. Если вы хотите соединить нержавеющую сталь, идеальным выбором будет никелевая связка. Ведь медная связка лучше всего подходит для соединения стали, никеля и латунных сплавов с оловом. Область применения пайки очень широка. Это особенно касается холодильной, автомобильной и других отраслей промышленности.

Пайка считается одним из самых популярных методов обработки металлов.Несомненно, это связано с тем, что весь процесс можно провести за очень короткое время даже в условиях домашней мастерской. Большим преимуществом выбора этого метода является эстетически приятная работа и однородные швы, образующиеся после пайки. Кроме того, существует два четко различимых метода пайки, а именно мягкая и твердая пайка. Выбрать конкретный тип действительно очень просто, поэтому можно быстро, а главное эффективно провести весь процесс пайки. Благодаря развитию технологии пайки сегодня можно сваривать между собой подавляющее большинство чистых металлов и сплавов, а получаемые соединения получаются прочными и устойчивыми к повреждениям.
Область применения паяльника очень широка: от основных задач, которые можно выполнять с его помощью в домашних условиях, до профессиональных работ в мастерской. Во-первых, пайка позволяет соединить трубы, благодаря чему можно быстро предотвратить перебои с подачей воды или затопление здания. Он также хорошо подходит для обработки водосточных желобов и крыш. Он позволит эффективно устранять любые протечки и укреплять соединения в случае неблагоприятных погодных условий. Кроме того, пайка позволит заменить поврежденные части кровли или водостоков самостоятельно.
Как видите, пайка не очень сложный процесс. Тем не менее стоит как следует подготовиться к работе с паяльником, чтобы при этом не возникало опасности. Приобретение соответствующих знаний в области пайки, безусловно, является хорошей идеей, чтобы можно было выполнять мелкий ремонт самостоятельно в домашних условиях. Для этой цели также стоит купить подходящий паяльник, который не сломается после первых попыток пайки и прослужит долгие годы, являясь полезным инструментом при устранении любых бытовых неисправностей.
В других статьях мы описали:
Электронный паяльник
Канифоль
. У меня есть вопросы по паяльникам. Я видел в магазинах разные, от маленьких (15-20 злотых) до чуть больших (> 50 злотых). Я думаю, что более дорогие и в то же время более крупные имеют большую мощность пайки. Подходят ли эти маленькие паяльники для пайки меди?
Если у кого-то есть вопросы по пайке (понятия не имею какие), пусть пишет в этой теме, может кому-то что-то понадобится
Привет!
Пайка паяльником — один из самых распространенных и простых способов пайки, но он имеет два существенных ограничения. Во-первых, паяльником можно паять только легкоплавкими (мягкими) припоями, а во-вторых, невозможно (или, по крайней мере, затруднительно) паять массивные детали с большим теплоотводом - из-за невозможности нагреть их до плавления точка припоя. Последнее ограничение можно обойти, нагревая паяемую деталь внешним источником тепла - газовой горелкой, электрической или газовой плитой или другими средствами, - но это усложняет процесс пайки.
Прежде чем паять паяльником, нужно приобрести все необходимое. К основным инструментам и материалам, без которых пайка невозможна, относятся паяльник, припой и флюс.

Научиться пользоваться таким паяльником можно из описаний технологии жестяных работ, вот там они и применялись чаще всего. В наши дни обычно используют электрические паяльники из-за их доступности и простоты использования. Но первые паяльники грелись на открытом огне.

Основным параметром, по которому выбирается паяльник, является его мощность, определяющая величину теплового потока, передаваемого на спаиваемые детали.Для пайки электронных компонентов применяют устройства мощностью до 40 Вт.Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.

Для деталей с толщиной стенки 2 мм и более потребуются паяльники мощностью более 100 Вт. Это, в частности, электромолотковые паяльники мощностью до 250 Вт и более. Самыми энергоемкими паяльниками являются, например, паяльник Ersa Hammer 550 мощностью 550 Вт, он способен нагреваться до 600°С и предназначен для пайки особо массивных деталей - радиаторов, деталей машин.Но у него неправильная цена.

Помимо массивности элемента, на требуемую мощность паяльника влияет и теплопроводность припаиваемого металла. По мере ее повышения следует увеличивать мощность прибора и температуру его нагрева. При пайке медной детали паяльником ее необходимо нагревать сильнее, чем при пайке детали той же массы, но из стали. Кстати, при работе с медными изделиями может возникнуть ситуация, когда из-за высокой теплопроводности металла при пайке будет происходить запайка ранее сделанных мест.

Правильный выбор флюса для пайки решает основную проблему пайки. Качество флюса определяется в первую очередь паяемостью металла, легкостью или трудностью процесса пайки и прочностью соединения.Флюс должен соответствовать материалу припаиваемых изделий - его способности разрушать оксидный слой.
Кислотные (активные) флюсы, например паяльная кислота хлорид цинка, нельзя применять при пайке электронных компонентов, так как они хорошо проводят электричество и вызывают коррозию, но благодаря своей агрессивности очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций , и чем химически устойчив металл, тем активнее должен быть флюс.Остатки активных флюсов после пайки необходимо тщательно удалить.
Эффективными припоями являются водный раствор хлорида цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Вы можете использовать другие, более сильные потоки, которых предостаточно на рынке.

Основное различие между пайкой нержавеющей стали паяльником и углеродистым припоем и пайкой низколегированным припоем заключается в необходимости использования более активных флюсов, необходимых для разрушения химически стойких оксидов на нержавеющих сталях.Что касается чугуна, то его необходимо паять высокотемпературной пайкой, поэтому электрический паяльник для этой цели не подходит.
Ортофосфорная кислота используется для нержавеющей стали. Специальные флюсы, такие как Ф-38, например, также хорошо справляются с химически стойкими оксидными покрытиями.

Для оцинкованного железа можно использовать состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если в комплекте с ним нет паяльника, он либо приобретается отдельно, либо изготавливается самостоятельно. Простейшую стойку можно сделать из тонкого листа жести, вырезав в ней пазы для размещения инструмента.
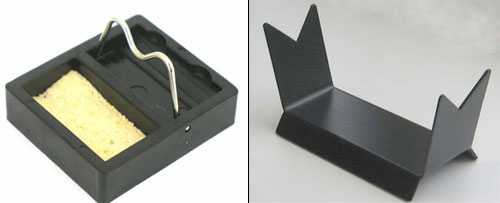
Влажная вискозная или поролоновая губка помещается в раструб для предотвращения его выпадения, чистить жало паяльника гораздо удобнее, чем обычной тряпкой. С той же целью можно использовать и латунную стружку.

Излишки припоя можно удалить с поверхности деталей специальным отсосом или косичками. Первый внешний вид и конструкция напоминают шприц, снабженный пружиной. Перед использованием его необходимо затянуть, оплавив головку культи.Поднеся носик к расплавленному припою, пружина опускается нажатием на кнопку спуска. В результате излишки припоя втягиваются в съемную головку.

Оплетка из тонкой медной проволоки. Поместив конец припоя и прижав его к паяльнику, благодаря капиллярным силам вы сможете собрать в нем весь лишний припой, как папиросную бумагу. Пропитанный припоем конец оплетки просто отрезается.

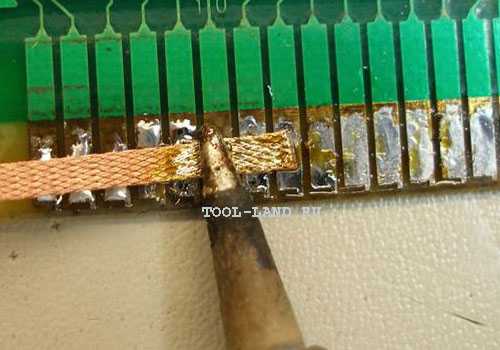
Устройство с именем третья рука (третья рука инструмент).При работе с паяльником иногда бывает катастрофическая "нехватка рук" - одна занята самим паяльником, другая припаивается, но при этом нужно еще удерживать припаянные детали в определенном положении. «Третья рука» удобна тем, что ее зажимы легко устанавливаются в любом положении по отношению друг к другу.

Бывший в употреблении паяльник
Детали припоя нагреваются до высокой температуры и могут обжечься при прикосновении. Поэтому желательно иметь различные зажимные приспособления, позволяющие манипулировать нагретыми деталями - пинцет , пинцет , зажимы .
Перед использованием паяльника необходимо подготовить жало паяльника. Приготовление зависит от его первоначальной формы. Если наконечник из чистой меди, его можно выковать как отвертку, чтобы уплотнить медь и повысить ее износостойкость.Можно просто обточить его на наждаке или напильнике, придав ему необходимую форму – в виде острого или усеченного под разным углом конуса, четырехгранной пирамиды, угловатой фаски с одной стороны. Никель-металлические покрытия используются для защиты меди от окисления. Если паяльник имеет такое покрытие, его нельзя подделывать и затачивать во избежание повреждения слоя покрытия.
Существует одинаковое количество форм наконечников, но вы, конечно, можете использовать любую форму, подходящую для конкретной задачи.

При пайке массивных деталей площадь контакта паяльника с деталью должна быть как можно больше - для лучшей теплопередачи. В данном случае лучшей считается угловая заточка круглого бруска (2 на фото выше). Если предстоит пайка мелких деталей, подойдет острая коническая (4), ножевая или другая форма с небольшими углами.
Инструкция по работе с паяльником с медным жалом без покрытия содержит одно обязательное требование - лужение "жала" нового паяльника для защиты его от окисления и износа.Причем делать это нужно при первом нагреве, без промедления. В противном случае «жало» покроется тонким слоем накипи и припой к нему не пристанет. Это можно сделать разными способами. Нагрейте паяльник до рабочей температуры, коснитесь жалом канифоли, расплавьте на ней припой и натрите деревяшкой. Либо протереть нагретый наконечник тряпкой, смоченной в растворе хлористого цинка, расплавив на нем припой и кусочек нашатырного спирта или каменной соли, протереть ею наконечник. Главное, чтобы в результате этих операций рабочая часть жала была полностью покрыта тонким слоем припоя.
Необходимость потускнения жала связана с тем, что флюс постепенно разъедает и припой растворяет жало. Из-за потери формы нужно регулярно точить жало, и чем активнее струя, тем чаще, иногда по нескольку раз в день. В никелированных жалах никель блокирует доступ к меди, защищая ее, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, требующее переплаты.
Первично очищает деталь от загрязнений и обезжиривает. Особых тонкостей нет – нужно использовать растворители (бензин, ацетон или другие) для очистки детали от масел, жиров, грязи.При наличии ржавчины удалите ее всеми подходящими механическими средствами – шлифовальным кругом, проволочной щеткой или наждачной бумагой. Для высоколегированных и нержавеющих сталей желательна обработка соединяемых кромок абразивным инструментом, так как оксидный слой этих металлов особенно прочен.
Температура пайки (температура спаиваемых деталей) должна быть на 40-80°С выше температуры плавления припоя, а температура нагрева жала должна быть на 20-40°С выше температуры пайки. Последнее требование связано с тем, что при контакте со спаиваемыми деталями температура паяльника будет снижаться за счет тепловыделения.Таким образом, температура нагрева жала должна превышать температуру плавления припоя на 60-120°С. Если используется паяльная станция, необходимая температура просто задается контроллером. При использовании паяльника без контроля температуры можно оценить ее действительное значение при использовании канифоли в качестве флюса по поведению канифоли при прикосновении к паяльнику. Он должен свободно кипеть и выпускать пар, но не догорать мгновенно, а оставаться наверху в виде кипящих капель.
Перегрев паяльника тоже вреден, он сгорит и науглерожит флюс, пока он не активирует поверхность стыка. О перегреве свидетельствует темный слой окислов на жале припоя, а также то, что он не остается на «жале» по мере стекания.
При любом способе необходимо предварительно подготовить детали к пайке, установить и зафиксировать их в исходном положении, нагреть паяльник и смочить место припоя флюсом. Путь вперед зависит от используемого метода.
При нанесении припоя из паяльника на него наплавляют определенное количество припоя (удерживаемое на жале) и «жало» прижимают к припаиваемым деталям. При этом флюс начинает кипеть и испаряться, а расплавленный припой движется от паяльника к соединению.Движение наконечника по будущему шву обеспечивает распределение припоя в месте соединения.
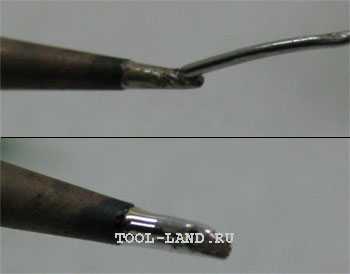
Желейной пайки может быть достаточно, если жало только что приобрело металлический блеск. Если форма жала заметно изменилась, припоя слишком много.
При нанесении припоя непосредственно на стык детали сначала нагревают до температуры пайки паяльником, а затем припой наносят на деталь или стык между паяльником и деталью.После плавления припой заполнит стык между свариваемыми деталями. Выбор, как паять паяльником - первым или вторым способом - должен зависеть от характера выполняемой работы. Первый способ лучше подходит для мелких деталей, второй — для крупных.
К основным требованиям качественной пайки относятся:
Вот несколько советов, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника или взять более мощный прибор.
Нет необходимости добавлять слишком много припоя. Качественная пайка означает наличие в стыке минимального количества материала, при котором шов слегка вогнут. Если припоя было слишком много, не нужно пытаться закрепить его где-то в месте соединения, лучше удалить его отсосом или оплеткой.
Качество перекрестка обозначается цветом. Высокое качество - место соединения имеет яркий блеск. Недостаточная температура делает структуру обычной зернистой, губчатой – это однозначный брак. Застывший припой выглядит тусклым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов необходимо смывать остатки их пайки - моющим или обычным щелочным мылом.В противном случае нельзя гарантировать, что компаунд не разрушится со временем из-за коррозии остаточных кислот.
Лужение проволоки . Лужение концов электрических кабелей является одной из самых распространенных операций. Это делается перед припаиванием проводов к контактам, пайкой между собой или для обеспечения лучшего контакта с клеммами при соединении винтами. Удобно сделать кольцо из луженой проволоки, что обеспечивает удобство при подключении к клемме и хороший контакт.
Провода могут быть одножильными или многопроволочными, медными и алюминиевыми, лакированными или нет, чистыми новыми или старыми подкисленными.В зависимости от этих характеристик различается их лужение.
Простейший способ лужения одножильного медного провода. Если он новый, не покрытый окислами и разрывами даже без снятия изоляции, достаточно нанести флюс на поверхность провода, нанести припой на нагретый паяльник и провести паяльником по проводу, слегка закручивая провод. Как правило, лужение проходит без проблем.


Если проводник не хочет грунтоваться из-за наличия лака (глазури), помогает обычный аспирин.Возможность паять паяльником с таблеткой аспирина (ацетилсалициловой кислоты) в некоторых случаях может быть очень полезной. Его нужно положить на плату, прижать к нему проводник и прогреть паяльником несколько секунд. При этом таблетка начинает плавиться, а образующаяся кислота разрушает лак. После этого проволока легко рвется.
Если нет аспирина, хлорвиниловая изоляция с электрических проводов также помогает удалить с поверхности проводника лак, мешающий лужению, выделяющий при нагревании краскоповреждающие вещества.Нужно прижать провода паяльником к куску изоляции и несколько раз протянуть его между изоляцией и паяльником. Затем залудить проволоку как обычно. При снятии с лака наждачной бумагой или ножом нередки порезы и обрывы тонких проводов. При зачистке прожиганием проволока может потерять прочность и легко порваться.
Помните, что расплавленный поливинилхлорид и аспирин выделяют в воздух вредные вещества.
Кроме того, для проводов, покрытых лаком (эмалью), можно купить специальный флюс, удаляющий лак.

Новый разрыв медных проводов так же легко, как одиночная жила. Единственная особенность — поворачивать его в ту сторону, где провода будут скручиваться, а не разматываться.
Старые провода могут быть покрыты оксидами для предотвращения лужения. Справиться с ними поможет та же таблетка аспирина. Нужно развернуть проводник, приложить к аспирину и нагреть паяльником несколько секунд, двигая проводник вперед-назад - и проблема лужения исчезнет.
Для лужения алюминиевой проволоки нужен специальный флюс, например, "Флюс для пайки алюминия". Этот флюс универсален и подходит также для пайки металлов с химически стойким оксидным покрытием, особенно нержавеющей стали. При его использовании не забудьте очистить соединение от остатков флюса во избежание коррозии.

Если при лужении проводов образуется избыток наплавки, его можно удалить, поместив провод вертикально концом вниз и прижав предварительно нагретый паяльник до упора.Излишки припоя стекают с проволоки на паяльник.
Затем флюс наносится на поверхность листа кистью или другим совместимым с флюсом инструментом (это может быть не пастообразный флюс, как показано на рисунке ниже, а, например, раствор хлорида цинка или другой активный флюс).

Паяльник с относительно большой плоской поверхностью жала нагревают до необходимой температуры и на поверхность детали наносят припой.Желательно, чтобы мощность паяльника была около 100 Вт и более.

Затем нанести паяльник на припой на детали с наибольшей плоскостью и удерживать в таком положении. Время нагрева детали зависит от ее размера, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствуют вскипание флюса, расплавление припоя и его растекание по поверхности. Постепенно припой распределяется по поверхности.

После лужения поверхность металла очищают от остатков флюса спиртом, ацетоном, бензином, водой и мылом (в зависимости от химического состава флюса).

Если припой не растекается по поверхности металла, это может быть связано с плохой очисткой поверхности перед лужением, плохим нагревом металла (из-за недостаточной мощности паяльника, малой площади контакта, недостаточного времени нагрева паяльника). металлическая часть), грязное паяльное жало. Другой причиной может быть неправильный выбор флюса или припоя.

Лужение может производиться нанесением (сливом) припоя из паяльника и размазыванием его «жалом» по поверхности или поднесением припоя непосредственно к месту - припой плавится при соприкосновении с горячим металлом элемента.
В первом случае зоны нахлеста деталей после механической очистки и обезжиривания предварительно залуживают. Затем детали соединения накладывают друг на друга лужеными поверхностями, фиксируют прижимными приспособлениями и прогревают паяльником с разных сторон до температуры плавления припоя.Свидетельством успешной пайки является вытекание расплавленного припоя из зазора.
При втором способе после подготовки детали место контакта одной из деталей покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают между собой струбцинами и, как и в первом случае, шов прогревают паяльником с двух сторон.
При покупке паяльной пасты необходимо обращать внимание на ее назначение, так как многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов для пайки стали.



При использовании контента данного сайта необходимо ставить активные ссылки на данный сайт, видимые пользователям и поисковым роботам.
Одним из самых надежных способов соединения проводов является пайка. Это процесс, при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов.В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Кроме самого паяльника понадобится припой, канифоль или флюсы, желательно наличие подставки. Даже во время этого процесса вам может понадобиться небольшой напильник и крошечные щипцы.
Для получения хорошего соединения шлангов их необходимо очистить от загрязнений, в том числе оксидной пленки.Если одножильные еще можно почистить руками, то многожильные провода нормально почистить не получится. Их обычно обрабатывают канифолью или флюсами — активными веществами, растворяющими примеси, в том числе и оксидную пленку.
Хорошо работают и канифоль, и флюсы, только флюсы проще в использовании - можно обмакнуть кисточку в раствор и быстро обработать провода. Необходимо опустить проводник в канифоль, а затем нагреть его паяльником, чтобы расплавленное вещество покрыло всю поверхность металла.Недостаток использования флюсов в том, что если они останутся на проводах (и останутся), то постепенно разъедят прилегающую оболочку. Чтобы этого не произошло, необходимо обработать все места пайки – остатки флюса промыть спиртом.

считается универсальным средством, и флюсы можно выбирать в зависимости от металла, который вы собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов следует использовать флюс ЛТИ-120 или буру.Самодельный флюс из канифоли и денатурата (от 1 до 5) работает очень хорошо, к тому же его легко сделать самому. Добавьте в спирт канифоль (желательно пыль или очень маленькие ее кусочки) и встряхивайте, пока она не растворится. Затем этим составом можно спаять проводники и жилы.
В припоях ПОС 60, ПОС 50 или ПОС 40 - оловянно-свинцовые применяют для пайки медной проволоки паяльником. Для алюминия больше подходят препараты на основе цинка. Наиболее распространены ЦО-12 и П250А (из олова и цинка), класс А (цинк и олово с добавлением меди), ЦА-15 (цинк с алюминием).

Очень удобно использовать припои, в том числе канифольные (рис. 61). В этом случае нет необходимости предварительно обрабатывать каждый канифольный провод отдельно. Но для пайки качественный паяльник должен быть мощным - 80-100 Вт, способным быстро нагреть место пайки до необходимых температур.
Для правильной пайки паяльником также нужны провода:

Для смывания флюса может понадобиться спирт, а также может потребоваться изоляционная лента или термоусадочные трубки разного диаметра.Это все материалы и инструменты, без которых пайка паяльником невозможна.
Всю технологию пайки проволочным паяльником можно разделить на несколько последовательных этапов. Все они повторяются в определенном порядке:
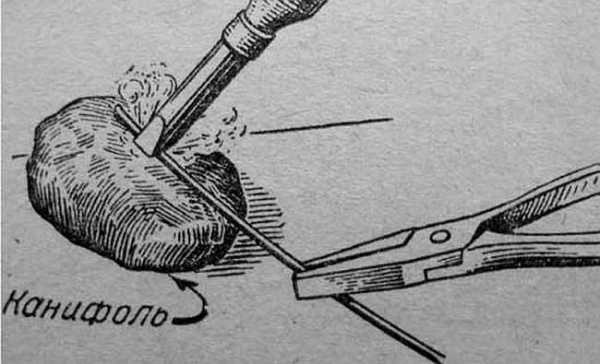
Вот и все. Таким же образом можно припаять два и более провода, можно припаять провод к какой-нибудь контактной площадке (например, при пайке наушников - можно припаять провод к штекеру или площадке в наушниках) и т.д.
После пайки проводов паяльником и остывания соединение необходимо заизолировать. Можно обмотать изолентой, надеть и потом нагреть термоусадочную трубку. Что касается проводки, то обычно рекомендуется предварительно прикрутить несколько витков изоленты и надеть термоусадочную трубку, которую необходимо прогреть.
Если вместо канифоли используется активный флюс, процесс лужения изменяется.Очищенный проводник смазывают составом, а затем прогревают паяльником с небольшим количеством припоя. Тем более, как описано.

Пайка с флюсом – быстрее и проще
Есть отличия при пайке жил флюсом. В этом случае можно каждый провод скрутить и скрутить, потом обработать флюсом и сразу приступать к пайке. Кабели даже чистить нельзя — активные соединения разъедают оксидную пленку. Вместо этого места пайки придется протирать спиртом – чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для одиночной жилы. Если провод в оплетке, есть нюансы: перед лужением провода откручиваются, чтобы можно было все обмакнуть в канифоль. При нанесении припоя следите за тем, чтобы каждая станция была покрыта тонким слоем припоя. После остывания провода снова скручиваются в единый пучок, а затем можно паять паяльником, как описано выше — макая жало в припой, нагревая место пайки и нанося олово.

При лужении многожильные провода должны быть "пушистыми"
Комбинация алюминия с другими химически активными металлами не может быть произведена напрямую. Поскольку медь является химически активным материалом, медь и алюминий не соединяются и не спаиваются. Речь идет о слишком разной теплопроводности и разной проводимости. При прохождении тока алюминий нагревается и расширяется. Медь нагревается и расширяется гораздо меньше.Непрерывное расширение/сжатие в разной степени приводит к тому, что даже самый лучший контакт нарушается, образуется непроводящая пленка, все перестает работать. Потому что медь и алюминий не спаиваются.
При необходимости соединения медных и алюминиевых жил выполнить болтовое соединение. Возьмите болт с соответствующей гайкой и тремя шайбами. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, потом проводник, еще шайбу - следующий проводник, наверху - третью шайбу, и все крепят гайкой.

Есть еще несколько способов соединения алюминиевых и медных проводов, но пайка к ним не относится. О других способах можно прочитать, но болтовой — самый простой и надежный.
Паять - дело простое, поэтому многие могут это делать, не держа паяльник в руках. Но бывают случаи, когда этого устройства нет под рукой, а нужно что-то паять. Вот дилемма, как паять без паяльника, и можно ли вообще провести подобную процедуру без нужного инструмента или умения им пользоваться.
У многих людей в жизни были моменты, когда рвался провод в зарядном устройстве, наушниках, блоке питания от ноутбука или еще где-то. Так что же можно сделать? Как я могу помочь себе исправить ошибку, хотя бы временно, пока я не решу проблему более рациональным и надежным способом?
Как оказалось, нет ничего невозможного. Можно паять без паяльника. В самых непредсказуемых ситуациях всегда есть возможность решить проблему подручными методами.
Конечно, пайка без паяльника подразумевает наличие самого примитивного инструмента и припоя. Хорошо, если при этом еще будет канифоль или кислота, хотя в крайнем случае подойдет только таблетка аспирина. Из инструментов вы можете выбрать:
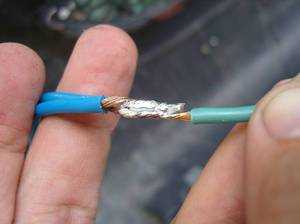
Все вместе они совершенно необязательны. Некоторые инструменты можно заменить тем, что есть под рукой. Вместо напильника можно взять нож , а палочки нужной формы с успехом помогут заменить пассатижи.Тут главное включить фантазию.
 Вне зависимости от того, какая поверхность предлагается для пайки, необходимо ее подготовить, т. е. облудить. Это позволит надежно соединить детали, а также значительно упростит сам процесс. Для работы понадобится канифоль (или паяльная кислота) и олово.
Вне зависимости от того, какая поверхность предлагается для пайки, необходимо ее подготовить, т. е. облудить. Это позволит надежно соединить детали, а также значительно упростит сам процесс. Для работы понадобится канифоль (или паяльная кислота) и олово.
Для выполнения процесса лужения вам понадобится емкость, в которой расплавится припой и канифоль. В качестве крышки можно использовать железные банки, металлический ящик или что-то похожее на корыто.Здесь напильником или наждачной бумагой потрите оловянную стружку. Ну а если есть оловянный и свинцовый припой - с ним удобнее работать. Если это не так, необходимо использовать канифоль или кислоту.
С кислотой все чисто, просто макаем в нее зачищенный край провода и продолжаем паять. Для канифоли вам придется сделать то же самое, что и для олова, за исключением того, что ее не нужно сохранять в файл. Его куски могут быть большими, потому что температура плавления канифоли намного ниже, чем у олова, поэтому даже большие куски успеют расплавиться до того, как расплавится металл.
Контейнер следует держать над источником огня, пока банка полностью не расплавится. Затем открытые или зачищенные концы проволоки помещают сначала в канифоль, а затем в расплавленное олово. Когда результат удовлетворит, то есть оголенный провод хорошо покроется слоем металла, емкость можно отложить.
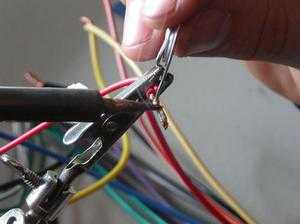 При необходимости залудить детали плоской формы алгоритм действий будет немного другим. Здесь прямо на поверхность детали наливается мелкая жесть и канифоль. Затем эта деталь нагревается В результате расплавленное олово равномерно покроет ее. Излишки убирают тряпкой или наждачной бумагой.
При необходимости залудить детали плоской формы алгоритм действий будет немного другим. Здесь прямо на поверхность детали наливается мелкая жесть и канифоль. Затем эта деталь нагревается В результате расплавленное олово равномерно покроет ее. Излишки убирают тряпкой или наждачной бумагой.
Не забывайте, что при работе с огнём железные детали будут нагреваться, поэтому их нужно подбирать щипцами или тряпкой, чтобы не обжечься. Основные правила безопасности никто не отменял.
 Для пайки небольших медных проводов без паяльника не требуется сложных действий.Достаточно просто скрутить уже залуженные концы проволоки, после чего их можно хорошо прогреть спичкой, зажигалкой или другим направленным пламенем. Припоя, оставшегося на волосах во время лужения, достаточно, чтобы крепко склеиться. После этого важно не забыть заизолировать открытые участки изолентой, термоклеем или другим недорогим способом.
Для пайки небольших медных проводов без паяльника не требуется сложных действий.Достаточно просто скрутить уже залуженные концы проволоки, после чего их можно хорошо прогреть спичкой, зажигалкой или другим направленным пламенем. Припоя, оставшегося на волосах во время лужения, достаточно, чтобы крепко склеиться. После этого важно не забыть заизолировать открытые участки изолентой, термоклеем или другим недорогим способом.
Провода большего сечения (до 2 мм) можно паять аналогичным образом. Если луженого припоя недостаточно, то на скрутку аккуратно укладывают оловянную стружку, после чего также прогревают место пайки.Когда банка расплавится и заполнит все пустоты между волосками проволоки, пайку можно прекращать. Но не забудьте утеплить открытые участки.
Если необходимо припаять проволоку к плоской детали или соединить между собой две детали плоской формы, то на место олова следует насыпать измельченный припой, затем закрепить проволоку и нагреть детали до полного расплавления банки . Для двух плоских деталей поверхность жести также покрывается кусочками жести, кладется еще одна плоская часть, прижимается и нагревается.
 Можно паять без паяльника еще одним интересным способом. Для его выполнения потребуется небольшой кусочек плотной фольги. Этот метод позволяет паять достаточно толстые провода сечением до 3 миллиметров. Этот способ интересен еще и тем, что не требует предварительного лужения.
Можно паять без паяльника еще одним интересным способом. Для его выполнения потребуется небольшой кусочек плотной фольги. Этот метод позволяет паять достаточно толстые провода сечением до 3 миллиметров. Этот способ интересен еще и тем, что не требует предварительного лужения.
Сначала нужно убрать концы проводов примерно на 30 мм, оголенные части надежно скрутить между собой. Теперь из фольги вырезается небольшой прямоугольник такого размера, чтобы можно было полностью закрыть им подготовленные кончики.Фольга намотана на провода в виде воронки, в которую насыпаны мелкие кусочки канифоли и оловянная стружка. Концы желобка закручиваются, чтобы содержимое не высыпалось.
Теперь полученную конструкцию придется нагревать, пока олово и канифоль не расплавятся. После этого остается только дождаться остывания спаянных деталей. Остатки фольги удаляются, при необходимости участок обрабатывается напильником, напильником или наждачной шкуркой. Этот способ идеален, когда нужно быстро и без инструментов паять провода в полевых условиях.
Возможна беспаечная пайка с паяльной пастой. Подготовив такой раствор, можно соединять не только провода и плоские элементы, но и некоторые радиоэлементы, а провод можно припаять к плате без паяльника.
Для приготовления паяльной пасты вам понадобится 32 мл соляной кислоты, смешанной с 12 мл воды. К полученному раствору добавляют 8,1 г цинка, а после его растворения еще 7,8 г олова. Все это делается в стеклянной или эмалированной посуде.После завершения реакции остается выпарить воду, чтобы получить пастообразную смесь.
Теперь добавьте в пасту еще 7,4 г свинца, 14,8 г олова, 10 мл глицерина, 7,5 г сухого аммиака, 29,6 г цинкового порошка и 9,4 г канифоли. Все компоненты необходимо предварительно прогреть и пропылесосить.
Когда состав готов, его всегда можно использовать по назначению. Хранить пасту рекомендуется в плотно закрытой стеклянной таре. Паять этим составом очень просто:
Таким способом можно полностью спаять практически все детали и провода без паяльника в домашних условиях, однако сам процесс производства паяльной пасты может быть пугающим. Но есть гораздо более привлекательная альтернатива — паяльную пасту можно купить в готовом виде.
Для пайки очень мелких деталей и тонких проводов рекомендуется делать паяльную пасту немного другого состава . Он будет содержать следующие компоненты:
Все ингредиенты смешать до пастообразного состояния. Вместо диэтилового эфира можно использовать 10 мл канифоли, растворенной в глицерине. С помощью этого инструмента вы можете припаять провод или деталь к плате.
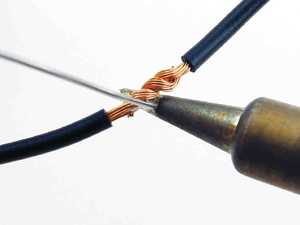 Из свечи или зажигалки можно сделать паяльник. Правда, последний лучше брать из хорошего термостойкого пластика, так как китайский одноразовый прибор не проработает ни минуты, а металлический прибор может сильно нагреться.Также вам понадобится кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для намотки в зажигалку.
Из свечи или зажигалки можно сделать паяльник. Правда, последний лучше брать из хорошего термостойкого пластика, так как китайский одноразовый прибор не проработает ни минуты, а металлический прибор может сильно нагреться.Также вам понадобится кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для намотки в зажигалку.
Толстый провод необходимо полностью зачистить от изоляции, а затем согнуть таким образом, чтобы одну часть можно было обернуть вокруг зажигалки или свечи, а противоположный конец находился над пламенем для непрерывного нагрева. Такая импровизированная пайка способна спаять даже мелкие детали (до самых маленьких резисторов). Правда, олово и канифоль необходимы.Для более удобной работы рабочий участок жала лучше заточить.
Если сломался провод и нужно его срочно восстановить, хотя бы на короткое время, есть более быстрые альтернативы. Правда, без пайки, но в экстренных случаях помочь может.
Таким образом, оборванный провод можно просто перерезать у обрыва и просто скрутить. Важно не менять полярность, так как напряжение зарядных устройств постоянное.Изолировать положение витков тоже не помешает.
Можно временно зафиксировать провод плоской поверхностью. Для этого нужно просто крепко прикрепить одну деталь к другой и залить расплавленным пластиком. Такого восстановления достаточно, если аккуратно и недолго использовать полученное соединение.
Что бы ни случилось, всегда можно найти выход из этой ситуации, если включить воображение и фантазию. Иногда ремонт устройства не поможет, но можно будет быстро восстановить его работоспособность на короткое время.
Паяльник используется для широкого спектра работ. С помощью паяльника можно ремонтировать наушники, подключать светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка паяльником проста и при тщательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Паяльник - Инструмент с нагревательным элементом для соединения термоплавких материалов. По способу нагрева делятся на:

1-электрический, 2-термовоздушный, 3-газовый, 4-индукционный
Для работы с электрическими цепями и SMD-платами использовать электрические паяльники . В среднем они имеют мощность 15-40 Вт. Паять крупногабаритные детали приборами мощностью свыше 100 Вт: нагреватели, медные трубы различного диаметра и др. Крупногабаритные молотковые паяльники мощностью 550 Вт применяются в различных отраслях промышленности: машиностроение, металлургия и др.
На выбор инструмента влияют не только размеры детали, но и теплопроводность материала, из которого она изготовлена.Он определяет температуру нагрева и, следовательно, требуемую мощность. Например, для меди может потребоваться более высокая температура нагрева, чем для стальной детали аналогичного размера. Стоит отметить, что при пайке медных деталей может возникнуть ситуация, когда высокая теплопроводность приводит к пайке ранее выполненных соединений.
Основным элементом устройства (напомню, что мы работаем в основном электрически) является нагревательный стержень. Представляет собой медную трубку с навитой на нее нихромовой спиралью.Ток течет с одной стороны стержня, спрятанного в рукоятке прибора, а с другой стороны вставлено жало из катаного медного стержня. Кончик жала заточен под скос. Острие нагревается за счет замыкания тока на нихромовой спирали.
Легкий инструмент с небольшими размерами и низкой теплоемкостью подходит для электромонтажных работ. Во избежание рассеяния напряжения лучше всего выбирать модель с трехконтактной вилкой с заземлением. Для начинающих инженеров-электриков будет достаточно моделей до 30 Вт.Если планируется ремонт автомобиля паяльником, то лучше обратиться к 40-ваттным приборам - для быстрого соединения проводов любого вида на большой площади. Для удобной работы паяльников в машине продаются специальные насадки.
Многие специалисты по ремонту электроники используют паяльную станцию. В эту конструкцию входит набор всех необходимых паяльных инструментов: паяльник со сменными жалами, подставка, блок регулировки напряжения, термофен, чистящие средства и оловоотсос.
Многих интересует вопрос можно ли паять без паяльника. Да, в этом случае припой и детали придется разогревать до олова и паять над открытым пламенем. Это позволяет создавать более-менее качественные соединения, но технология менее безопасна. Кроме того, новичок, не имеющий достаточного опыта, может столкнуться с большими трудностями при работе с такими материалами, как медь, алюминий или нержавеющая сталь.
Перед пайкой электрических проводов или цепей выберите подходящий припой.Для этой работы подходят серебро и свинцовое олово, канифоль. Припои на основе свинца обеспечивают более качественную пайку, но имеют тот недостаток, что они вредны для металла. Олово используется для пайки деталей и материалов, требующих безопасности для корпуса, например посуды.
Маркировка припоев означает входящие в их состав металлы и их содержание. Например, припой ПОС-40 содержит олово и свинец (свинцовый припой). Число 40 указывает на содержание олова 40%. Количество свинца в припоях PIC влияет на цвет (становится темнее) и температуру плавления (повышается).Для электромонтажных работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В обозначении олово-серебро ПСр-2,5 цифра указывает на то, что 2,5±0,3% припоя составляет серебро.

Специальные смеси - флюсы - применяются для очистки спаиваемых поверхностей от окислов. Они являются одним из важнейших факторов, влияющих на качество пайки. Флюс должен подбираться в соответствии со свойствами припаиваемого материала, быть достаточно прочным, чтобы разрушить оксидную пленку.Запрещается использовать флюсы на основе активных кислот для пайки микросхем и печатных плат, так как они разъедают и разрушают контакты, однако при работе с химически стойкими металлами без них обойтись невозможно. Сегодня при пайке, как правило, используют паяльную кислоту (хлористый цинк), спирто-канифольный раствор ЛТИ-120 и бронзу (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, динамики или контакты материнской платы, в качестве флюса можно использовать канифоль.Однако его нельзя использовать для пайки компонентов микросхем и плат. И обратите особое внимание на следующее: не используйте канифоль для музыкальных инструментов! Он значительно загрязняет место склеивания.

Конечно, чтобы стать мастером и паять детали любой сложности, нужно время и опыт. Впрочем, чтобы починить наушники, прикрепить светодиодную ленту или заменить конденсаторы на плате компьютера в домашних условиях, особых знаний иметь не нужно.Соблюдение инструкций и правил по электробезопасности позволит без труда выполнить эти работы.
Состояние жала имеет большое значение для качества и эффективности пайки. Процесс ухода называется лужением – процесс покрытия его поверхности тонким слоем припоя. Это делается для того, чтобы медь, из которой изготовлено жало паяльника, не окислялась. Паяльник с оксидированным жалом плохо взаимодействует с припоем и обрабатываемым материалом. Перед каждой пайкой паяльником его следует подготавливать.Сначала обрабатываем жало паяльника на морозе напильником или жесткой щеткой, очищая медь от грязи.

Очистка паяльника кисточкой (можно и напильником)

Затем, разогревая паяльник до рабочей температуры, нужно несколько раз коснуться канифоли, а затем припоя. Упор должен равномерно охватывать рабочую часть.


Ниже видео как заварить паяльник и подготовить его к работе.Возможно, на видео даже лучше видно, чем на наших фотографиях, поэтому рекомендуем его посмотреть.

Ниже представлено видео, в котором наглядно описан весь процесс:
Данный метод пайки позволяет новичкам без особых трудностей припаять к схеме нагреватель, припаять кнопку на модеме, светодиодную ленту ( подробнее об этом ниже) или отремонтировать вилку.
Способность припаивать провода может быть полезна во многих ситуациях.Один из самых актуальных примеров — наушники, появившиеся из-за обрыва провода. Для соединения проводов используются два основных метода:
В обоих случаях используется канифоль. При необходимости для очистки проволоки используется жидкий флюс, наносимый кистью. Другие способы пайки проводов основаны на двух основных способах, описанных выше, и показаны на рисунке ниже.

Для пайки радиодеталей без печатного монтажа используются два метода. Первый (внахлест) более быстрый, а второй (скрутка) обеспечивает большую надежность соединения.
Для ремонта наушников лучше всего подходит второй способ (так как он обеспечит большую прочность соединения). Порядок действий примерно следующий:
При повреждении провода на самом штекере или входе к наушникам потребуется разобрать корпус и припаять провода непосредственно к контактам входа.
В настоящее время светодиодная лента активно используется для внутренних осветительных установок различной сложности.Он предоставляет множество дизайнерских возможностей, имеет небольшие габариты и не уступает другим осветительным приборам.

Вне зависимости от размеров и условий монтажа лента припаивается по одной и той же инструкции:
Будьте осторожны при пайке двух лент! Плюс должен идти к плюсу, а минус к минусу!
Процесс пайки показан на картинках ниже:

Ремонт светодиодной ленты (изолента б/у)

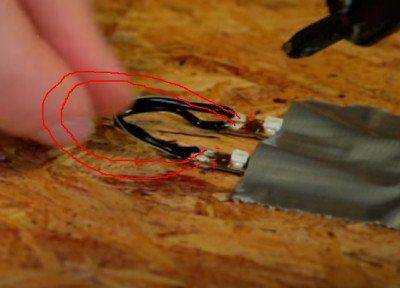
Паяльники до 40 Вт хорошо подходят для прокладки. Лучше всего использовать кабели сечением 0,75 мм.Красные припаяны к плюсовому контакту, а чёрные к минусовому.
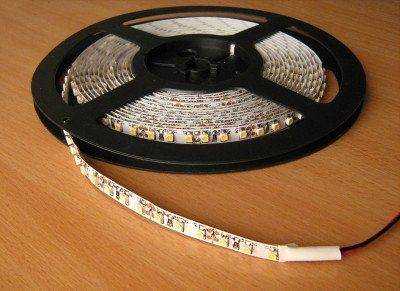
Теперь о том, как припаять светодиоды прямо на плату, чтобы сделать светодиодную подсветку своими руками. Для этого вам понадобятся сами диоды, кусок платы (их можно приобрести в радиомагазине) и паяльные принадлежности. Мы будем использовать алюминиевый флюс для удаления окалины и олово в качестве припоя.
Пайка алюминия не кажется сложной задачей.Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Тем не менее, некоторые элементы необходимо учитывать при обработке этого металла.
Под воздействием высокой температуры алюминий очень быстро образует оксидные слои на поверхности, поэтому для пайки необходимо использовать специальные флюсы и паяльные жала (стальные с покрытием). И если обработка алюминиевых проводов практически ничем не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей – это гораздо более сложный процесс.В первую очередь нужен паяльник мощностью 60-100 Вт, чтобы хорошо прогревать крупные детали.
Нержавеющая сталь паяется аналогичным образом - процесс также требует тщательной очистки рабочей поверхности перед нанесением припоя.
Необходимость спаять что-либо в домашних условиях часто возникает даже у людей, которые никогда не держали в руках инструмент, специально предназначенный для такой задачи.Как справиться с мелкими проблемами, такими как оборванные провода или выпавшая деталь, без паяльника?
Паяльник для соединения металлических деталей желателен, но не обязателен. Во избежание этого берем:
Чтобы залудить еще один кусок припоя на плоской поверхности, положите на него немного оловянной стружки и немного канифоли. Источник огня находится внизу и по мере плавления припоя его аккуратно растирают по любой подходящей металлической детали (излишки тоже можно удалить).При лужении стальной детали канифоль не используется (обработка производится паяльной кислотой). Для пайки алюминиевых предметов вам понадобится специальный припой, состоящий из олова и свинца.
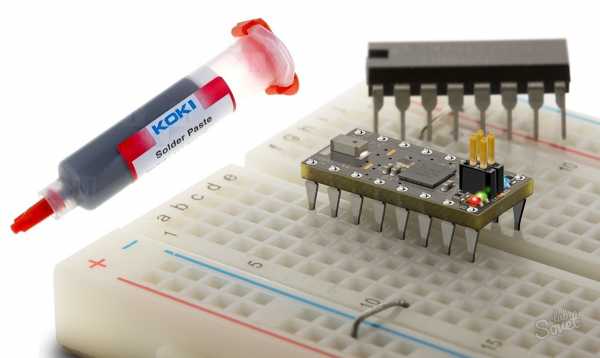
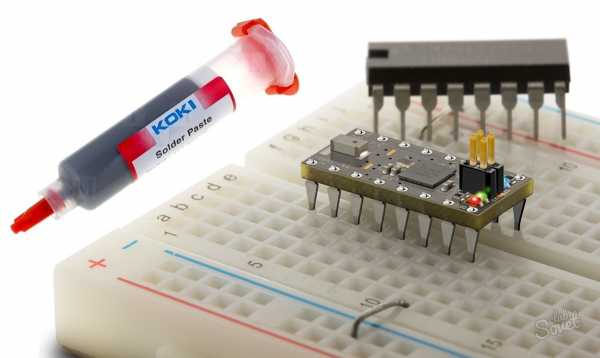
Чуть более сложное соединение деталей требует особого подхода. Например:
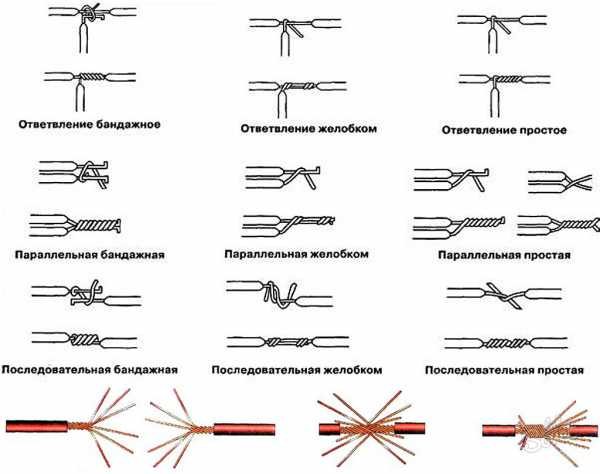
Еще одним распространенным методом пайки без паяльника является использование так называемой «холодной сварки» или различных паяльных паст, которые можно купить или приготовить своими руками.
.