Собираясь варить алюминиевое изделие многие люди думают, что для сварки алюминия нужно иметь специальный сварочный аппарат и электроды. Также они могут думать, что помимо оборудования им еще нужен большой опыт работы сварщиком. Однако такие не совсем правы, ведь имея инвертор можно сваривать электроды без никаких проблем.
Для сваривания алюминиевых изделий инвертором не нужно иметь каких-то особенных навыков или приспособлений. Сначала Вам нужно подобрать подходящие электроды, которые будут прекрасно подходить для сваривания металла определенной толщины. Идеально подходят для сварки алюминия электроды ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2. Правильно подобрав электроды Вы станете на дорогу к успешному свариванию.
Также Вам необходимо подобрать подходящий сварочный ток, который предназначен для сваривания разной толщины алюминия. Сведения для правильного подбора электрического тока Вы можете найти на страницах нашего сайта или же на упаковке электродов.
Также помимо правильного подбора электрического тока Вам, скорее всего, понадобится прокалить или просто подогреть электроды в специальной печи. Для этого Вам нужно приобрести такую печь. На самом деле она очень востребованная не только при сварке алюминия, а также еще и при сварке других металлов или при использовании других видов электродов.
А теперь давайте переходить к инверторам. Сразу же хочется заметить, что для сварки алюминия подходит практически любой инвертор, ведь самое главное - это приобрести качественные и недорогие электроды и иметь хотя бы начальные навыки сваривания любыми электродами. При правильном подборе электродов и электрического тока, Вам нужно будет всего лишь уметь производить сваривание.
В сваривании специальными электродами для сварки алюминия нет больших отличий от электродов для сварки обычного черного металла, поэтому никаких особенных навыков Вам не понадобится. Единственное, что требуется в случае работы с алюминием, так это осторожность, ведь от не настолько тугоплавок как сталь или вольфрам.
Проявляя осторожность и внимательность Вы сможете производить сваривание алюминия и делать хорошие и долговечные изделия из алюминия. Также кроме внимательности в осторожности Вам нужно качественное сварочное оборудование, которое Вы можете купить не вставая со своего мягкого кресла прямо я завода-изготовителя. Для того, чтобы узнать ссылки на известные заводы, перейдите на специальную страницу нашего сайта "Контакты". Перейдя на нее Вы сможете больше узнать о самых популярным заводах-изготовителях, посетить их сайты, а также совершить необходимые покупки.
Востребованный во многих отраслях, с высокой электро- и теплопроводностью, легкий, но достаточно прочный, коррозионностойкий, несложный в обработке – алюминий. При этом данный металл и его сплавы требуют особого подхода к сварке.
Можно ли варить алюминий обычным инвертором, то есть ручной дуговой сваркой (РДС, MMA) с использованием штучных электродов?
Алюминий относится к трудносвариваемым металлам, но если нет строгих требований к прочности, качеству шву, допустимо использовать обычную сварку. Почему бы и нет?
Только важно выбрать подходящий инвертор и электроды.
Если конструкции из алюминия не относятся к ответственным, толщина металла от 4 мм, можно применять ручную дуговую сварку с применением штучных электродов со специальным покрытием.
Каким аппаратом лучше варить в режиме MMA?
Конечно, инверторным!
Устойчивый к перепадам напряжения, с удобной и точной регулировкой сварочного тока, компактный.
Рекомендуем купить инвертор MMA итальянского производства Cebora.
Он предполагает функции, улучшающие сварку разных материалов, в том числе алюминия:
Инверторы MMA Cebora выпускаются как однофазные, для бытовой сети 220 В, так и промышленные трехфазные 380 В.
Для работы с алюминием толщиной 4 – 6 мм подойдет аппарат с максимальным током 150, 180 или 200 А.
Для металла толщиной 6 – 8 мм – 200, 250 А.
Инверторные источники сварочного тока Cebora предусмотрены для ежедневной продолжительной эксплуатации. С тоннельной системой охлаждения. Просты в обслуживании и уверенно работают в пыльной, сильно загрязненной среде. Корпус защищает внутренние детали и узлы не только от пыли, грязи, всевозможных посторонних предметов диаметром от 12 мм, но и от косого дождя.
Для сварки алюминия MMA аппарат должен стабильно отдавать постоянный ток, полярность обратная.
Подходящие электроды для серебристого трудносвариваемого металла:
Диаметр электрода и силу тока выбирают исходя из толщины свариваемого алюминия.
Предварительно выполняют подготовку свариваемых кромок. Их тщательно зачищают, обезжиривают. Напильником удаляют верхний слой – оксидную пленку. Чтобы извлечь максимум из РДС сварки, повысить качество соединения, выполняют также разделку кромок.
При всем при этом способ MMA не подходит для сваривания ответственных конструкций.
Лучший вариант для алюминия – аргонодуговая или полуавтоматическая сварка.
Под воздействием воздуха и его примесей при термическом воздействии алюминий активно окисляется, на металле появляется тугоплавкий слой, мешающий формированию качественного шва. Плюс не избежать появления пор или даже трещин в месте плавления.
Решение проблемы – сварка в среде защитного газа, то есть аргонодуговая или полуавтоматическая.
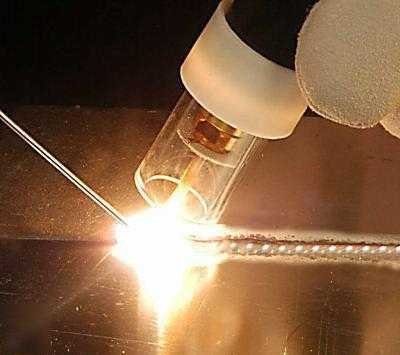
При аргонодуговой сварке в качестве защитного газа выступает аргон, используется горелка с неплавящимся вольфрамовым электродом.
При полуавтоматической так же может использоваться инертный газ, вот только вместо электрода алюминиевый присадочный материал – проволока. Она подается в зону действия электродуги благодаря механизму подачи автоматически, что делает сварочный процесс более удобным.
Газ при сварке образует купол, защищающий плавящийся металл от негативного воздействия атмосферы.
Что еще важно – возможность использовать переменный и постоянный ток, импульсный режим. Для быстрого разрушения оксидной пленки и качественного провара, без прожига, основной части металла.
Сегодня не проблема для сварки алюминия купить сварочный аппарат аргонодуговой или полуавтоматический с импульсными режимами, программами специально для сварки алюминия.
Чем хороши аппараты с микропроцессорным управлением:
Синергетические (с микропроцессорным управлением, многофункциональные) аппараты для алюминия – Cebora.
Бесплатный тест на производстве до 20 дней.
Закажите у официального представителя!
|
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять. Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания. Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов. После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов. Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами. В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам. Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар. |
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.

Алюминиевые прутки для сварки
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:

Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
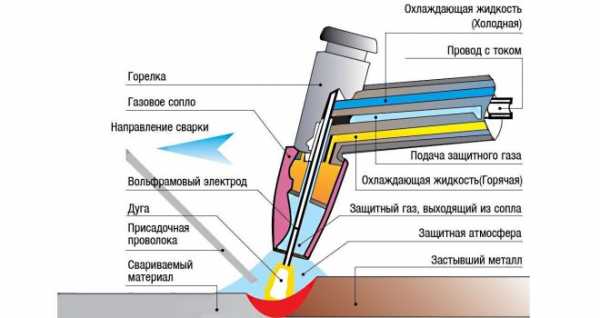
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:

Сварочный шов при использование электродов ОЗАНА-2
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Ручная сварка при помощи электрической дугиВ качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Автоматическая электродуговая сварка, выполняемая при помощи специального оборудованияТаким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функциюТакой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
Сварка алюминия, при которой применяется плазменная дуга, питаемая переменным токомВ аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Электроды щелочно-солевой группы (ОК: 96.10, 96.20, 96.50)Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.

Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др. Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Электроды торговой марки «ОЗА», которые изготавливаются из алюминиевой сварочной проволоки: СвА1, СвА3, СвА5, СвА10Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.Несмотря на все свои преимущества, такие электроды обладают одним значительным недостатком — зажигать дугу с ними достаточно сложно.

Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Для сварки алюминия аргоном используют аргонодуговой инвертор. Также понадобятся:
Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al2O3. В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Зависимость величины переменного тока от диаметра электрода в процессе сварки алюминия аргоном.
|
Диаметр электрода, мм |
1-2 |
3 |
4 |
5 |
6 |
|
Величина тока, А |
20-100 |
100-160 |
140-220 |
200-280 |
250-300 |
Для сваривания используют аргон марки Б (используют для металлов и сплавов, чувствительных в расплавленном состоянии к газообразным примесям). Чистота составляет 99,96%. Этот же газ можно применять и для работы на постоянном токе, то есть защита идёт как универсальная.
На практике, особенно когда приходится соединять массивные детали, металл может тяжело поддаваться плавлению. В таких случаях аргон необходимо использовать в смеси с гелием.
Для сваривания в быту достаточно удалить оксид механически, в профессиональной работе поверхности желательно протравить. В производственных условиях после протравливания детали промывают потоком воды, осветляют и высушивают.
На небольших токах угол заточки выдерживают в пределах интервала 10–20 градусов. Для средних величин используют диапазон 20–30 градусов. На высоких значениях применяют заточку в пределах 60–120 градусов.
Если использовать заточку с углом меньше 20 градусов на средних токах, снизится ресурс вольфрамового стержня. Наоборот, слишком большое значение угла стачивания стержня сделает горение дуги нестабильным.
Процесс заточки ведут механическим способом с помощью абразивного круга или химически, применяя специальную пасту.
Стержень затачивают строго по длине, направляя движение инструмента вдоль оси. Для лучше работы электрода после заточки поверхность полируют.
Сварка в атмосфере аргона отличается от плавления в зонах с другими газами. Допускается соединять детали в разных пространственных положениях, однако лучший и наиболее равномерный шов получится, если соединяемые изделия находятся в горизонтальной плоскости. Аргон тяжелее воздуха на 38%, поэтому будет собираться внизу. Если требуется сварить алюминиевые детали на потолке или стене, следует применять смесь аргона с лёгким гелием.
Давление в редукторе подбирают в зависимости от условий. В закрытом помещении достаточно подавать аргон со скоростью 7–8 литров в минуту, для сварочных работ на открытом воздухе подачу увеличивают.
Настройка для сварки алюминия аргоном зависит от толщины соединяемых поверхностей.
|
Диаметр электрода, мм |
2 |
3 |
5 |
6 |
|
Диаметр присадочного прутка, мм |
1,6 |
2,5 |
3,5 |
4,0 |
|
Толщина свариваемых пластин, мм |
1,0–2,0 |
4,0–6,0 |
6,0–10,0 |
11,0–15,0 |
|
Сила тока, А |
50–70 |
100–130 |
220–300 |
280–360 |
В процессе работы важно следить за показателем силы тока. Сварка TIG на слишком высоком токе может привести к прожигу детали, а заниженное значение не позволит расплавить металл.
Для производства небольших швов выбирают двухтактный режим (нажали кнопку–зажгли дугу, отпустили–дуга погасла). Значение стартового тока выставляют в 2 раза выше рабочего, чтобы легче зажигать дугу. Четырёхтакный режим используют для изготовления протяжённых швов. Работа ведётся по упрощённой схеме: нажали кнопку–зажгли дугу–отпустили–дуга продолжает гореть, для завершения нужно ещё раз нажать кнопку. В данном случае стартовый ток подаётся, пока удерживается кнопка.
| Марка, тип покрытия, описание | Классификация | Химический состав наплавленного металла | Механические свойства наплавленного металла |
| ОК 96.10 Тип покрытия – щелочно-солевой. Сварочный электрод для сварки технически чистого алюминия. При выборе скорости сварки необходимо принимать во внимание, что скорость плавления алюминиевого электрода в 3 раза выше, чем стального. В ряде случаев необходим предварительный подогрев до 150–300°С. Ток =+ Положение 1,2,3,4. | Е1100/ AWS A5.3 EL-A1 99.5 / DIN 1732 |
60–80 МПа Удлинение 25–30% | |
| OK 96.20 Тип покрытия – щелочно-солевой. Сварочный электрод для сварки: проката свариваемых алюминиевых сплавов, таких, как алюминий-магниевые и алюминий-марганцевые; неупрочняемых прокатом алюминиевых сплавов, использующихся для изготовления емкостей в молочной и пивоваренной промышленности; различных конструкций в судостроении. Имеет алюминий-марганцевый стержень и формирующее специальныйкратер покрытие. В ряде случаев необходим предварительный подогрев до 150–300°С. Для обеспечения максимальной коррозионной стойкости необходимо тщательное удаления шлака. Покрытие гигроскопично. Сварка влажными электродами ведет к образованию пор. Хранить электроды можно только в сухом месте или в специальной упаковке. Ток =+ Положение 1,2,3,4. | EL-Al Mn 1/ DIN 1732 | Fe 0.5 Si 0.2 Мn 1.3 Al – основа |
100 МПа Удлинение 30% |
| ОК 96.40 Сварочный электрод для сварки алюминиевых сплавов типа ЕN-AW: 6060, 6063, 6005, 6201 и им подобных. Также применяется для сварки литейных сплавов типа AlSi5Cu и AlSi7. Ток =+ Положение 1,2,3,4. | EL-Al Si 5/ DIN 1732 | Fe 0,4 Si 5,0 Al 94,0 (основа) |
160 МПа |
| ОК 96.50 Тип покрытия – щелочно-солевой. Сварочный электрод для сварки литейных алюминиевых cплавов (в том числе и силумина) и проката свариваемых алюминиевых сплавов. Имеет алюминий-кремниевый стержень и формирующее специальный кратер покрытие. Используется при сварке силуминовых деталей в двигателях внутреннего сгорания, различных конструкций в строительстве. Из-за высокой теплопроводности алюминиевых сплавов рекомендуется предварительный подогрев до 250–300°С, по крайней мере в начале сварки. Требования по удалению шлака и условиям хранения аналогичны ОК 96.20. Ток =+ Положение 1,2,3,4. | EL-Al Si l2/ DIN 1732 | Fe 0,5 Si 12,0 Al – основа |
160 МПа |
Производитель: UTP Maintenance, Германия.
Стандарт: UTP 48
DIN 1732: S – AlSi12
Алюминиевые электроды UTP 48 со специальным покрытием для ковких и литых сплавов.
Ø 2,5 мм
Ø 3,2 мм
Ø 4,0 мм
Упаковка: герметичный металлический тубус 2 кг.
Описание и применение.
Сварка алюминия электродами - это реально !!! UTP 48 - специальные электроды для сварки и наплавки алюминия и его сплавов. Электроды для алюминия UTP 48 имеют исключительные сварочные характеристики. Гладкий ровный шов. Плотный наплавленный металл без пор. Возможна соединительная сварка пластин толщиной более 2 мм. Покрытие несколько гигроскопично и при надлежащем хранении хорошо сохраняется.
Область применения: идентична электродам AlSi-12 Lincoln Electric. (блоки и поршни двигателей, кузова и картеры автомобилей, коробки передач, корпуса, насосы, баки, литейные формы, лопасти, оконные рамы, лестницы, устранение дефектов литья и т.п.)
Химический состав наплавленного металла, %
Al Si
Основа 12
Особенности сварки.
Электроды UTP 48 позволяют производить сварку во всех пространственных положениях, кроме сверху-вниз, обратная полярность (электрод +). Массивные детали нагреть до 100-250°С. Перед сваркой необходимо тщательно подготовить свариваемые кромки, очистив их от загрязнения и оксидной пленки. Для очистки и обезжиривания применяют ацетон, авиационный бензин, уайт-спирит или иной подходящий растворитель.
При необходимости разделываются кромки. Для сварки деталей толщинами до 4 мм, как правило, разделку кромок не производят; при больших толщинах изделия разделка необходима.
Для удаления оксидной пленки кромку детали на ширину 25 - 30 мм нужно зачистить наждачкой, напильником либо щеткой из нержавейки, имеющую проволоку диаметром не более 0,15 мм.
Сварка алюминия алюминиевым электродом имеет некоторые особенности. Плавление электрода по алюминию происходит в 2 - 3 раза быстрее, чем плавление электрода по сталям. Сварка, исходя из этого, должна производиться с существенно большей скоростью. Также, необходимо избегать поперечных движений электрода, которые применяют при сварке сталей. Сварочную дугу стараться выдерживать максимально короткой, при этом алюминиевый электрод держать перпендикулярно свариваемой поверхности.
После сварки шов обрабатывается металлической щеткой для удаления шлака, остатки которого в зазорах могут вызвать коррозионные процессы.
Электрод, ф х длина (мм) 2,5 х 350 3,2 х 350 4,0 х 350
Ток, А 50-70 80-100 90-130
Свариваемые материалы:
Алюминиевые сплавы с содержанием кремния, магния, меди.
G- AlSi12 № 3.2581
G- AlSi12(Cu) № 3.2583
G- AlSi10Mg (Cu) № 3.2383
G- AlSi10Mg № 3.2381
G- AlSi9Mg № 3.2373
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с диаметром электрода (в данный момент Ø 2,5 мм по цене 18,00 грн за 1 шт).
Нажимаете курсором мышки на значок «» справа от стрелки ----> и выбираете "кликом" необходимый Вам диаметр. Сверху автоматически появится цена.
Благодарим за покупку !
Купить электроды по алюминию UTP 48 Вы можете в сети магазинов "ЗВАРЮВАННЯ".
Электроды для сварки алюминия UTP 48 купить в г. Кривой Рог Вы можете в сети магазинов "ЗВАРЮВАННЯ":
• магазин ЗВАРЮВАННЯ - ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Электроды по алюминию купить. Электроды для сварки алюминия UTP 48 цена. Электроды по алюминию Кривой Рог. Электроды для алюминия Кривой Рог.
Латунь - один из цветных металлов, который используется во многих отраслях промышленности. Его сварка считается очень сложной, потому что необходимо, в частности, определение температуры плавления. Это значит, что нужно хорошо подготовиться к работе. Как сваривать латунь и о чем нужно заботиться? Все объясним в статье.
Латунь - один из самых распространенных металлов.Это сплав, содержащий цинк и до 45% меди. Он часто обогащается различными добавками, такими как кремний, хром, олово, марганец, железо, свинец или алюминий. Металл можно узнать по характерному желто-золотистому цвету (его интенсивность зависит от содержания цинка). Плотность этого материала порядка 8,4-8,7 кг / дм3, он немного тяжелее стали. С учетом количества и вида легирующих добавок существует несколько видов латуни:
Латунь - один из основных металлов, используемых в промышленности. Он используется, среди прочего в автомобильной промышленности, электротехнике и строительстве. Это материал, из которого изготавливаются винты, шайбы, стержни с резьбой, некоторые музыкальные инструменты, фурнитура и даже предметы повседневного обихода, например, столовые приборы.
Распространено мнение, что латунь лучше паять, чем сваривать.В основном это связано с быстрым нагревом сплава, а также с трудностями определения подходящей температуры плавления, которая во многом зависит от состава металла. Обычно это 850-950 градусов С, то есть в несколько раз меньше температуры, до которой нагреваются другие материалы при сварке (например: температура плавления нержавеющей стали составляет 1510 градусов С). Иногда добавки в сочетании с медью и цинком также являются проблемой, поскольку некоторые из них выделяют вредный газ. Однако пайка латуни - тоже не безупречное решение.Это требует использования хорошего флюса, чаще всего выбирают серебряные припои, которые не являются самыми дешевыми. К тому же такая работа требует много времени, поэтому все больше профессионалов стараются сваривать латунь. Важно хорошо подготовить его к работе, поэтому тщательно очистите его и удалите бесцветный лак, придающий металлу блеск. Чистую латунь следует протереть спиртом и дать высохнуть, после чего можно приступать к работе с выбранным методом сварки.
Сварочные аппараты MIG на allweld.pl
Для работы с цветными металлами применяется метод MIG, т.е. дуговая сварка в инертном газе плавящимся электродом. В случае с латунью он применяется сравнительно редко, но возможно. В качестве связующего необходимо использовать инертные защитные газы, а также защитную проволоку. Также важно правильно выбрать связующее, чтобы избежать обесцвечивания стыка.Большинство сварщиков выбирают проволоку из сплава CuAI8, содержащую медь и 8% алюминия. Правда, идеального цвета он не обеспечивает, но полученный совместный оттенок считается приемлемым.
При сварке латуни методом MIG соблюдайте применимые к ней общие правила. Рекомендуемый защитный газ - смесь аргон / CO2 или чистый аргон. Кроме того, следует использовать технику стыковой сварки, в этом случае сделать одно непрерывное соединение не получится.Сокращение площади зоны сварки позволяет снизить количество образующегося оксида цинка (вредного для здоровья). Это решение также позволяет охлаждать сварочную ванну, и латунь не будет подвергаться воздействию очень высоких температур в течение длительного времени.
Использование метода MIG позволяет снизить затраты, но необходимо учитывать, что качество выполненных швов может оказаться неудовлетворительным. Сварщики также могут столкнуться с трудностями при выборе правильной проволоки. По этой причине для сварки латуни чаще используется метод TIG.
Метод TIG (дуговая сварка неплавящимся электродом в среде защитного газа) обеспечивает точность во время работы. Он позволяет использовать постоянный или переменный ток, а сам процесс сварки может быть ручным, полуавтоматическим или автоматическим во всех положениях. Наиболее часто используемые газы, в том числе в случае латуни, - это аргон или смесь аргона и гелия. Интересно, что метод TIG используется при работе с чугуном, который также считается трудным для сварки.
Для сварки латуни методом TIG необходимо установить правильную силу тока, которая зависит как от толщины материала, так и от диаметра электрода. Хотя создание прочного соединения занимает много времени, качество сварного шва немного лучше по сравнению с методом MIG. Для получения хороших результатов рекомендуется использовать инвертор переменного тока с 30-секундными импульсами в секунду. Лучше всего использовать минимальное количество тепла для создания сварочной ванны, и вам следует время от времени делать перерывы, чтобы избежать перегрева металла.Чтобы получить соответствующий оттенок шва, используйте сварочные стержни из CuSn6. По окончании сварки горячую область латуни необходимо на время защитить аргоном, пока она полностью не остынет. Воздействие атмосферы на металл может способствовать пористости сварного шва. Метод TIG не позволяет получить очень эстетичный стык, но после обработки он должен выглядеть относительно хорошо.
Сварщик TIG в цельносварном магазине.пл
Если вы решили сваривать латунь с помощью мигомата, вам следует найти устройство с достаточно высоким максимальным сварочным током. Также стоит обратить внимание на такие вопросы, как скорость подачи проволоки, возможность сварки импульсным током или синергетическое управление (повышение эффективности работы). Оборудование, часто покупаемое для этой цели, среди прочего Magnum MIG 240 Dual Puls Synergia или Paton 270 PSI 15-4 400V .
Устройство, предназначенное для сварки латуни TIG, должно позволять произвольно регулировать такие параметры, как: ток, полярность и род тока, а также толщину материала и диаметр неплавящегося электрода.Также стоит убедиться, что это прочное оборудование с функциями, облегчающими работу, например, бесконтактное зажигание дуги (ионизатор HF). Для сварки латуни рекомендуются сварочные аппараты SPARTUS 320 AC DC и MAGNUM THF 202P SYNERGIA PFC .
Источники: https://weldinghead apartments.com/how-to-weld-brass/
https://www.weldingtipsandtricks.com/tig-weld-brass.html
Смотрите другие интересные статьи в нашем блоге:
- Сварка цинка - вся самая важная информация о сварке цинком
- Сварка алюминия - все самое важное о сварке этого металла
- Сварка чугуна - все самое важное о сварке этого металла
- Сварка электродом - вся самая важная информация для сварки электродом MMA
- Инверторные сварочные аппараты - Все о инверторных сварочных аппаратах
- Зарядное устройство - См. Рекомендуемые зарядные устройства
- Обозначение сварных швов - Посмотрите, какие типы сварных швов бывают
Руководство по закупкам:
- Сварщик для любителей и начинающих энтузиастов своими руками
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1 000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.
- недорогие и простые в использовании устройства. Они позволяют быстро получить швы, отвечающие самым строгим требованиям. Функционирование механизма возможно при его включении для генерации переменного напряжения. Применяется в процессе дуговой сварки плавлением.
При плавке ток к шву подводится через специальные металлические стержни, электроды. Их правильный выбор зависит от технических характеристик и марки, под которой выпускается продукция.
Металлические стержни делятся на 2 большие группы:
В целом электроды сварочные различают:
В рабочем состоянии изделие:
Удилища различаются по длине от 30 до 45 см. Диаметр основных фигур - 1,6; 2, 3, 3-4; четыре; 4-5.
Осторожно! Неопытным сварщикам лучше начать отработку металла толщиной 3-4 см и сварочного электрода диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла.Например, для арматуры 4 мм подойдет стержень аналогичного диаметра. Чем толще металл, тем больше калибр диаметра. Для каждого диаметра и марки - своя толщина покрытия.
Электропроводящие стержни необходимо выбирать в зависимости от вида работ и использования металла:
Кроме того, существуют электроды для наплавки и ремонта металлических изделий.
Работа с постоянным или переменным током, а рабочие характеристики зависят от типа покрытия или покрытия.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует выбирать электрод с основным покрытием.
Оболочка бывает:
Инвертор - неприхотливое устройство, способное работать с сотнями расходных материалов.
Совет. При изготовлении сварочных стержней часто встречаются подделки и продукция недостаточного качества. Рекомендуется практика прекращения выбора на проверенных вариантах.
Популярные сварочные электроды:
Исходя из предоставленной информации, выбрать подходящий тип сварочного стержня несложно. Начнем с - определитесь с выбором металла, его толщины. Тогда подберите электрод известной марки, желаемого типа, диаметра и покрытия. Рациональный выбор обеспечит желаемый результат сварки.
Выбор электродовНа фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно принимать решение о приобретении необходимых принадлежностей для выполнения сварки.И очень важные соображения включают выбор правильных электродов. Этому вопросу стоит уделить особое внимание, так как от качества этих изделий зависит сила образования.
Вот уже много лет инверторы отлично сваривают в случае спроса среди обычных потребителей Что является более продвинутым вариантом по сравнению со стандартными трансформаторными автомобилями, которые были распространены до появления этого устройства .Недвижимость Эти устройства были дешевыми и удобными в использовании. С их помощью можно обойтись с минимумом затраченного времени и достаточно удачно комбинировать различные геометрические изделия и детали.
Чаще всего такое оборудование используется в ситуации, когда необходимо провести дуговую сварку путем оплавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди преимуществ, которыми обладают инверторы, следует выделить постоянство и стабильность сварочного тока, благодаря чему можно создать высокопрочный состав, что достигается за счет качественного шва.
Инверторная сварка - это процесс, для которого используется специальное оборудование для обслуживания при включении источника питания. 90 120 переменного напряжения. . При проведении таких работ с помощью инверторного устройства используются и другие устройства, также входящие в схему сварки: система управления
Основная роль в инверторной сварке отводится применяемым электродам.Эти изделия имеют вид токопроводящих стальных стержней, которые используются для обеспечения током зоны сварки. Важным моментом является то, что в любом оборудовании должен использоваться электрод для сварочного инвертора. По этой причине необходимо выбрать все функции для выбора текущих питающих стержней.
В качестве материала, на основе которого изготавливаются электроды плавильного типа, которым балуются инверторная и дуговая сварка, сварочная проволока имеет сварочную проволоку, имеющую необходимые характеристики , определенные ГОСТом 1970 г. .На номер 2246 . Отдельный стандарт предусматривает классификацию электродов в зависимости от области применения инверторного аппарата: сплав
Стержни электродов должны иметь специальное покрытие, которое создается опрессовкой.Назначение этого покрытия:
Если владелец сначала планирует сварить инвертор, он должен помнить, что электроды, используемые для сварочного инвертора, можно разделить на на две категории . Первая представлена изделиями, с помощью которых свариваются важнейшие металлоконструкции.
Вторая группа включает электроды, используемые для соединения конструкций при нормальной эксплуатации. По мнению специалистов, когда дело касается соединения ответственных конструкций, лучше всего проводить инверторную сварку электродами WONI. Если вам нужно сварить проект простого размещения, выбор можно остановить на Anno или MR-3.
Следует сказать, что электроды для сварки инвертора Woney trace отличаются достаточной сложностью. Сварку с подобными прутьями может проводить только опытный специалист, и такая работа может быть связана с определенными трудностями, не гарантирующими развития постоянного союза.
В настоящее время наиболее важными являются сварочные электроды следующих производителей:
90 120 Запах 13/55. . Прежде всего, его используют свои опытные сварщики. Особенность этих планок в том, что с их помощью можно создать очень надежный шов, который отличается лучшим показателем плотности.
МП-3С. . Выбор останавливается в тех ситуациях, когда необходимо создать шов с высшими характеристиками прочности и надежности. При использовании таких стержней сваривают элементы с полярностью переменного и постоянного тока.
МР-3. . Характерная особенность электродов этой марки - универсальность. Они подходят для металлического соединения с загрязненной поверхностью. Кроме того, их можно использовать для сварки мокрых и ржавых конструкций.
НЕТ. . Это батончики этой марки и пользуются наибольшим спросом в нашей стране. Среди их преимуществ - отсутствие необходимости в предварительном прокаливании. Их процедура розжига достаточно проста, их использование обеспечивает создание высокой прочности и сверхлегкости.К тому же уровень подготовки того, кто выполняет сварочные работы, не влияет на конечный результат.
Если вы планируете сваривать определенные конструкции, необходимо учитывать, что выбор сварочного преобразовательного электрода будет зависеть от материала, из которого изготовлено стыковочное изделие. По мнению экспертов, лучшими для сварки являются следующие продукты:

Приобретая любой из рассмотренных выше сварочных стержней в любой торговой сети, имеющей эпидемиологические сертификаты, вы можете быть уверены, что образующееся с их помощью соединение будет самым надежным. высочайшее вращение 90 120 и надежность .При этом человеку, который будет проводить сварку инвертора, будут обеспечены максимально безопасные условия работы.
Говоря об инверторе, необходимо отметить, что возможности этого оборудования позволяют подключать любую поверхность, используя большинство имеющихся электродов. По этой причине интерес к данному устройству очень высок. При этом в продаже можно найти такие бруски, с помощью которых можно добиться желаемого результата сварки и обеспечить шву привлекательный вид. Более того, не все электроды могут гарантировать необходимый уровень безопасности при использовании такого оборудования.Поэтому при выполнении инверторной сварки необходимо использовать электроды, рекомендованные для таких работ.
Подавляющее большинство профессиональных конкурентов и домашних мастеров обычно сдерживает выбор инверторных устройств, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих электродов для такого оборудования, то здесь необходимо придерживаться схемы , которая была выделена выше. Поэтому при покупке любого из рекомендованных стержней для сварки можно не переживать за качество соединения.Используйте их вместе со сварочными аппаратами REANCT, чтобы обеспечить безопасность вашей работы.
Среди имеющихся инверторов этой марки сегодня многие устройства отличаются наибольшим уровнем функциональности:

Хотя инверторные сварочные аппараты имеют много преимуществ, обеспечивая качественные компаунды , конечный результат по-прежнему во многом зависит от типа электродов, используемых для сварки. По этой причине подход к выбору этих изделий должен быть максимально точным и свариваемым.Особенность предлагаемых электродов , не все они обеспечивают одинаковое качество знакомств. Здесь важную роль играет материал, из которого изготовлены соединяемые поверхности.
При этом отдельные электроды требуют определенных навыков работы с ними, так как предназначены для специалистов и используются для решения узких задач. Поэтому во избежание ошибок при выборе электродов для инверторного сварочного оборудования рекомендуется отдавать предпочтение универсальным электродам, идеально подходящим для качественной сварки большинства конструкций.
Инверторызначительно расширили возможности сварщика. Такие устройства в зависимости от назначения позволяют готовить различные штампы и нержавеющую сталь, а также практически любой цветной металл. Но такой универсализм возможен только при использовании дополнительных материалов, в том числе расходных материалов.
Какие электроды выбрать сварочный инвертор в разных режимах и что нужно учитывать при выборе тех или иных расходных материалов для работы с таким оборудованием? Обо всем обо всем вы узнаете в нашей статье.
Эти материалы обычно делятся на два основных типа: плавящиеся и устаревшие.
Первый вариант используется для большинства видов сварки соединений различных марок сталей и некоторых цветных металлов и сплавов. Их принцип заключается в плавлении стержня и оболочки вместе с материалом детали во время сварки, которая закрепляется сама по себе.
При аргонной сварке используется незаписанный тип электрода. Основная задача такого стержня - направить дугу к металлу, и, подняв их, они создают соединение.Как правило, весь процесс проходит в атмосфере защитного газа.
В свою очередь, эти два основных типа расходных материалов имеют большую классификацию, что продиктовано их совпадением.
Расплавленные сварочные стержни требуют выбора правильного диаметра в зависимости от толщины свариваемого металла. Конечно, при небольшом объеме работы и создании неправильных структур вы можете использовать разные электроды для инвертора. Останется только выбрать подходящие настройки прибора (например, уменьшит текущую выносливость).Но в большинстве случаев лучше выбрать нужный диаметр. Как это сделать?
Примерные параметры подбора диаметра электрода к толщине металла можно посмотреть в таблицах в Интернете.
Электроды с номерами шесть и выше в большинстве случаев требуют большей мощности, которая обычно не подается.
В среднем максимальная сила тока инверторных сварочных аппаратов находится в диапазоне 220-250 ампер.
Почему выбирают диаметр прутка? В сварочном соединении главное - обеспечить качественные швы.Это зависит от степени обода (то есть от того, насколько глубоко и широко расплавились металлические пластины).
Расходные детали малого диаметра не могут подавать достаточно расплавленного металла, а слишком толстые расходные детали могут просто сжечь заготовку.
Кроме того, слишком тонкие бруски не добавят в шов достаточного количества добавок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, , структура вложения.
Однако, за исключением диаметра, необходимо выбрать расход свариваемого металла.
Рабочие сварочные электроды Falter подбираются в зависимости от материала, с которым вам нужно работать. Поэтому расходные материалы производятся. Какие электроды лучше подходят для инвертора при работе с разными материалами? 
Такие расходные материалы для металлического прутка и его состава, а также с другим покрытием.
При электросварке инвертор осторожно стоит для выбора электрода. Нельзя и медные расходные материалы, которые «специализируются» на стальных конструкциях. Это не даст положительного результата и продукт испортится.
Покрытия, в свою очередь, делятся на несколько классов.
Разница в использовании с разными режимами инвертора.
Электроды из основной марки и целлюлозы были выбраны для работы на постоянном токе (пример -). Расходные материалы с рутилом используются как в постоянном, так и в обратном токе. Они прекрасны и имеют небольшую степень разбрызгивания в процессе приготовления. Кислотные оболочки, такие как рутил, используются при работе с низковольтным инверторным устройством.
При выборе электродов по покрытию также необходимо руководствоваться маркой и типом металла.
Должен быть известен выбор электрода для работы оператором, нужно обращать внимание на их диапазон. Покрытие должно быть сухим, без следов влаги и формы, цельным.
Сварочные материалы очень чувствительны к влаге. После раскрытия информации они продаются в герметичной упаковке, которая быстро покрывается (в течение 8-24 часов). Их просушивают методом пирсинга. Если для сварки использовать необработанные электроды, они будут прилипать к поверхности. Что сильно влияет на зажигание дуги и нормальный процесс сварки.
Если с задачей и классификацией основных видов расходных материалов все понятно, то какие электроды лучше для варки инвертора, учитывая сегодня в предложении сотни различных марок и производителей? А как определить необходимую маркировку планок?
Для сварки углеродистой и необоснованной стали отлично подходят электроды с маркировкой Woni 13/55. Они выполнены с основной оболочкой, а это значит, что на инвертор подается постоянный ток.Этот сорт расходных материалов позволяет создавать долговечные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора, используя ниже.
Однако у этой марки есть недостатки. Во-первых, высокие требования к изготовлению свариваемых поверхностей, во-вторых, устройство должно иметь высокое напряжение холостого хода (от 65 вольт).
Это рутиловые электроды. Как упоминалось выше, они подходят как для инверторов переменного, так и постоянного тока. Используется при сварке углеродистой и низколегированной стали. Преимущество таких электродов - стабильность дуги даже при недостаточных настройках инвертора. Также в отличие от предыдущей марки, эти расходные материалы из металла безупречно готовятся. Ржавчина или влажность не мешают формированию качественных швов.
В инверторном режиме возможна обратная полярность при работе с МП-3.
Эти различные марки сварочных материалов используются при сварке алюминия или сплавов.
При работе с «Крылышком» металл показывает прямую полярность (т. Е. Кабель пистолета отрицательный, а земля - положительный).
В большинстве случаев алюминий варят методом аргона ARC, но при отсутствии такого оборудования с электродами этих штампов можно будет произвести качественное соединение.
Эта марка создана специально для. Другие типы электродов при сварке инверторного типа не подходят, так как качественный шов поставить невозможно.
Их можно использовать как горизонтального, так и вертикального типа.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
Эти электроды предназначены для инверторной сварки тонкостенных конструкций из углеродистой стали. Подходит для варки труб или профилей.Настройки могут быть любой полярности, переменного или постоянного тока.
Также могут продаваться электроды зарубежных марок, имеющие собственную маркировку.
Самыми популярными расходными материалами являются изделия шведской компании ESAB. Все маркировки на их электродах начинаются с букв ОК. Какой из них можно выбрать для работы с инвертором в домашней мастерской? 
С учетом всех факторов, приведенных в этом материале, можно выбрать основные элементы, для которых подбираются электроды для инвертора. Вначале их выбирают исходя из материалов, которые будут вариться, затем нужно определить желаемое покрытие режима сварки и только потом определять желаемый диаметр.
Электроды сомнительного происхождения покупать тоже не стоит, лучше брать известных производителей, правда они будут стоить дороже. Половину постоянного подключения обеспечивает качественный потребитель.
А какие электроды вы используете при работе с инверторными устройствами? Поделитесь своим опытом выбора расходных материалов в дискуссионном блоке для этой статьи, ваш опыт и мнение не заменят никакого теоретического материала.
Выбор сварочных электродов - неотъемлемый момент с аналогичными процессами. Современный дизайн используется редко, когда речь идет об использовании такого рода работ. Причем это касается малоэтажных домов (частных и загородных домов) и построек крупных коммерческих зданий.
Качество сварки, в первую очередь, зависит от качества электрода, который был изготовлен, проведен, поэтому к выбору необходимо подходить особенно внимательно и ответственно.
Каркасы, резервуары, основания гаражей и навесов, элементы кровли - все металлические части этих конструкций соединяются сваркой. Чтобы шов был качественным, надежным и долговечным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор электродов для сварки - один из основных при подготовке к работе.От того, насколько правильно подобраны электроды, зависит качество сварного соединения.
Есть несколько способов сварки:
Но газовый пресс и контакт изолированы. При сварке газом используется пламя ацетилинизированной крови. Этот метод выбирают, если необходимо добиться высокого КПД. Поэтому отделениями, где применяется сварка специфическим газом, являются нефтегазовые при укладке магистральных трубопроводов на большие расстояния.
При контактной сварке процесс осуществляется с использованием электрического тока низкого напряжения и высокой силы тока. Этот метод выполняется вручную или механически. При этом контактная сварка может производиться из муфты, красителя, детали можно накладывать друг на друга под любым углом. От того, как заимствован способ изготовления шва, зависит выбор необходимого оборудования. В результате от качества выполняемых работ зависит выбор электродов, сварочных агрегатов.
Выбор сварочного оборудования должен основываться на конкретных условиях выполнения работы.А именно:
Напряжение электросети бытового сварочного аппарата 220 В.
Помимо сварочного оборудования, электрод используется для сварки 2 или более металлических деталей. Выбор, к которому следует подходить ответственно. Это зависит не только от качества и прочности шва, но и от количества металла в металле, его состава.
Вернуться в категорию
Производитель сварочного оборудования обычно рекомендует, какие марки и типы электродов можно использовать с ним. Проволока под электродом изначально должна быть качественной. Кроме того, покрытие является определяющим параметром для использования определенного типа электрода.
Выбор электродов необходимо производить исходя из параметров и характеристик раневых поверхностей. Следует помнить, что у каждой из марок электродов есть свои особенности. Если тип электрода не используется, сварка не может работать.
Электроды согласно нормативным документам можно разделить на несколько параметров:
Вернуться в категорию
Крышка провода может быть:
В качестве материалов для покрытий используются соединения карбоната и фтора.
Они устойчивы к изменению температуры окружающей среды.Но существенным недостатком электродов этого типа является то, что их применение ограничивается только деталями, не имеющими ржавой кромки. Однако его можно использовать при работе в любом положении и направлении (сверху вниз, снизу вверх). Они используются для сварки конструкций, которые в будущем будут эксплуатироваться при низких температурах с переменными или ударными нагрузками. Особенностью использования рассматриваемых электродов является то, что их можно использовать только при сварочных работах, которые проводятся постоянным током обратной полярности.
Кроме того, существуют рутил-основные и рутил-целлюлозные покрытия. Электроды, которыми накрывается первый из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. На проволоку наносится второе покрытие, которое будет использоваться при сварке толстого покрытия.
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен с использованием публикаций журналов «Сварка и диагностика», «Металлургический вестник» и других специализированных источников.В статье обобщены в Интернете мнения профессиональных сварщиков о продукции разных производителей.
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорыв» в этой сфере уже был представлен. Российская электродная продукция производится в немногих, а совместные предприятия уже не уступают многим маркам материалов по стабильности качества. Он начал «подтягивать» к ним и некоторые растения домашнего подчинения.Однако в случаях, когда требуется уверенно обеспечить качественный шов, профессионалы все же предпочли использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходит любой тип электрода, и не все типы подходят для сварки на переменном токе.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
Для корректного сравнения цен мы включили только наиболее часто используемые электроды диаметром 3 мм.
Главный параметр любого сварочного электрода, определяющий большинство его свойств - от легкости зажигания до качества шва - это состав его покрытия. Наиболее распространены на сегодняшний день следующие виды покрытий:
Технологическим прорывом в области сварочного оборудования стало появление инверторных аппаратов. Совершенно новый метод подачи электрической дуги позволил производителям уменьшить вес и размер своих сварочных аппаратов, упростив при этом выполнение сварочных операций благодаря множеству полезных функций и стабилизации горения. На сегодняшний день многие компании производят инверторные устройства. Один из самых популярных - инвертор Сварог.
Инверторный блок состоит из нескольких ключевых транзисторов - это блок, который преобразует сверхвысокочастотный постоянный ток в переменный ток. Частота подачи электричества в стандартную городскую сеть составляет 50 Гц, а выпрямитель и другой инвертор увеличивают ее до 70 кГц. Частота тока напрямую влияет на размер силового трансформатора и его массу. Чем выше частота, тем сильнее будет редукция трансформатора без потери мощности.Применяя этот принцип на практике, производителям удалось в три раза уменьшить сварочные аппараты, сделать их легче и компактнее.
Инверторные сварочные аппараты помимо компактных размеров и легкой конструкции имеют и другие преимущества. Работой таких устройств и их отдельных элементов управляет одна или несколько микросхем, расположенных на плате управления. Интегральные схемы регулируют режим горения дуги и выполняют несколько функций, которые считаются обязательными для современных моделей инверторных сварочных аппаратов для алюминия:
На отечественном рынке сварочного оборудования в 2007 году появилась новинка - сварочный аппарат марки «Сварог». Производителем нового устройства выступила компания Shenzhen Jasic Technology Development из Шэньчжэня, представленная в России компанией «Инсварком».
Продукция китайского производства, качественная и доступная, но не премиум-класса. Производство сварочных аппаратов «Сварог» осуществляется на основании нормативных документов:
Сертификаты соответствия, выданные в соответствии с законодательством Российской Федерации, подтверждают высокое качество аппаратов для сварки алюминия данной марки.
При разработке аппарата Сварога производитель постарался реализовать все функции, необходимые для проведения сварочных работ. В настоящее время компания выпускает около сорока моделей, в том числе аппараты, предназначенные для ручной сварки, плазменной резки металлов и полуавтоматы.
Марку инверторных сварочных аппаратов «Сварог» указывать отдельно. В сфере изготовления сварочного оборудования существует неписаное правило, согласно которому максимальное значение сварочного тока указывается в знаке оборудования.Такой принцип быстро распространяется среди потребителей, которые при выборе сварочных аппаратов оценивают свои возможности, не глядя на технические характеристики, полагаясь только на маркировку.
Производитель Сварог 200 применил это правило, указав в маркировке модели значения, немного превышающие текущую силу тока, потому что с юридической точки зрения производитель может дать своему продукту любое название. По этой причине, выбирая сварочные аппараты этой марки, следует ориентироваться на технические характеристики.
На ручном сварочном оборудовании «Сварог АРК 125» и «Сварог АРК 145» в домашних условиях сваривают заготовки, толщина которых не превышает 3 мм. Компактные размеры и небольшой вес устройств позволяют легко перемещать их с места на место и работать с ними в небольших помещениях. Важным преимуществом этих сварочных аппаратов является цена: инверторы на внутреннем рынке продаются по 7-8 тысяч рублей, что является небольшой стоимостью очень функционального аппарата.
Другие модели этой линейки, отличающиеся большей мощностью, могут выдерживать токи до 200 А, и такие инверторы используются на строительных и монтажных площадках на многих производственных и ремонтных предприятиях. Сварочный аппарат «Сварог АРК 250» является наиболее полезным в этом плане - максимальный ток 225 А.
Указанная в обозначении инверторной сварки комбинация букв II означает, что корпус аппарата выполнен из качественного пластика, соответственно , его можно смело использовать в помещениях с повышенным уровнем влажности.
Сварочный аппарат «Сварог МИГ 160» - первое устройство в этом модельном ряду, производящее сварочную или электродную проволоку или одиночные электроды в полуавтоматическом режиме. Этот сварочный аппарат имеет цену 25 тысяч рублей. Несмотря на достаточно широкий функционал, наибольшей популярностью пользуется еще одна модель из этой линейки - «Сварог МИГ 200Y», пользующаяся большим спросом в автосервисах.
Инвертор данной модели часто используется при демонтаже металлических конструкций.Работать с таким устройством на стройплощадках при работе на большой высоте практически невозможно из-за чрезмерно большого веса в 25 килограмм.
К категории промышленного оборудования относятся полуавтоматические двухразрядные инверторы «Сварог» МИГ 350 и «Сварог МИГ 500». Аппарат для сварки MMA
Аппарат для сварки TIG «Сварог», в состав которого входят как универсальные аппараты, способные переходить в штатный режим сварки с использованием плавящихся электродов, так и чистый «аргон».
Основные преимущества сварочного аппарата «Сварог» - доступная цена и отличное оборудование. Многие полуавтоматические инверторы, выпускаемые этим производителем, поставляются с кабелем с зажимом заземления и сварочной горелкой, что редко встречается среди аналогичных устройств других производителей.
Тем не менее, у инверторов Swarog есть и свои недостатки:
Первоначальной задачей производителя сварочных аппаратов «Сварог» было создание и выпуск бюджетной линейки инверторов. Несмотря на характерные для этого типа устройств недостатки, инструменты китайской компании Jasic вызывают большой интерес, поскольку, как отмечают пользователи, полностью окупают потраченные на них деньги.Инверторы «Сварог» отличаются хорошей функциональностью, богатой комплектацией, возможностью работы в достаточно сложных условиях эксплуатации. Широкий модельный ряд позволяет выбрать сварочный аппарат, оптимально подходящий для планируемой передней части. Привлекательные цены делают инверторы Сварог доступными для массового потребителя. Мелкие недостатки устройств полностью перекрываются их достоинствами, надежностью и качеством работы.
с >>.в последнее время стали очень популярными и начали вытеснять обычные трансформаторы. Причина тому - их невысокая стоимость и простота использования. Благодаря им можно быстро приступить к работе и не нужно долго готовиться. Сварка инвертором качественная. Хотя работать с инвертором очень просто, нужно знать, как правильно выбрать для него электроды.Об этом мы и поговорим сегодня.
Характерной особенностью инверторов является то, что они обеспечивают стабильный ток. Они состоят из выпрямителя, преобразователя частоты, трансформатора, фильтра и других элементов, повышающих комфорт работы.
Содержание статьи:
Каждый опытный сварщик знает, что универсального варианта не существует. Чтобы сварной шов был качественным и долговечным, необходимо подобрать подходящие электроды для инверторной сварки. Следует учитывать несколько особенностей. Первый - это материал, из которого изготовлено изделие и электрод.Пруд - самая уязвимая зона в продукте. Чем больше состав электрода будет напоминать исходную деталь, тем прочнее будет сварной шов и тем дольше будет срок службы конструкции или изделия.
Это особенно важно при работе с цветными металлами. Их сложно сваривать. Для них придется использовать не только специальные электроды и инверторный режим, но и дополнительное оборудование.
Еще одним важным критерием выбора электродов для инвертора является их диаметр. Более толстый стержень позволяет глубже проникать в металл (при условии, что станок способен работать с соответствующей толщиной).Если вы выбираете расходный материал для самодельного инвертора, они редко выдерживают толщину более 3 мм, поэтому выбор ограничен. Промышленные машины могут обрабатывать самые разные диаметры, поэтому таких ограничений нет.
Выбирая электроды для инвертора, учитывайте род тока, на который они работают. Современные модели можно использовать для разных токов, но если ваша машина работает только с одним типом тока, вам нужно знать, какой из них.
Еще один важный параметр, который следует учитывать, - это покрытие электрода.Этот критерий больше относится к самому процессу сварки, но разные электроды могут иметь разные технические параметры (толщина, сила тока и т. Д.), Которые должны хорошо подходить для устройства.
подходят для всех видов сварки. Для них характерны следующие особенности:
Инверторы предназначены для ручной сварки плавлением. Применяются для ручной дуговой сварки под флюсом, обеспечивают стабильный ток, благодаря чему легко получаются прочные сварные швы с высочайшими прочностными характеристиками.
Узнайте больше о преимуществах инверторов в этом видео:
Давайте взглянем на некоторые из самых популярных инверторных электродов на рынке.Они используются при разных номинальных токах.
| Диаметр электрода, мм | Сила тока, А |
| 2 | 30–80 |
| 2,5 | 50–90 |
| 3 | 70–120 |
| 4 | 110–160 |
| 5 | 150–200 |
| Диаметр электрода, мм | Горизонтальное положение, A | Вертикальное положение, A | Расположение потолка, А |
| 2 | 50–90 | 50–70 | 70–90 |
| 2,5 | 60–110 | 60–90 | 80–100 |
| 3 | 90–140 | 80–100 | 100–130 |
| Диаметр электрода, мм | Низкое положение, A | Вертикальное положение, A | Верхнее положение, A |
| 3 | 100–140 | 80–100 | 80–110 |
| 4 | 160–220 | 140–180 | 140–180 |
| 5 | 180–260 | 160–200 | - - |
| Диаметр электрода, мм | Низкое положение, A | Вертикальное положение, A | Расположение потолка, А |
| 2 | 40–60 | 40–65 | 40–70 |
| 2,5 | 70–85 | 60–75 | 60–80 |
| 3 | 80–95 | 70–90 | 70–90 |
| 4 | 130–150 | 130–140 | 130–140 |
| 5 | 180–210 | 160–180 | - - |
| 6 | 210–290 | - - | - - |
В этом видео показано, как сваривать нержавеющую сталь с помощью инвертора:
При выборе электродов для инверторной сварки необходимо учитывать множество параметров.Они зависят не только от типа свариваемого материала, но и от характеристик самого устройства. Правильно подобрав расходные материалы, вы получите качественный сварной шов, который значительно продлит срок эксплуатации вашего изделия. Подробнее на: http://tool-shop.com.pl
.
Выбор одного из шести широко доступных вольфрамовых электродов - первый ключевой шаг к успешной сварке. Кроме того, важна подготовка наконечника.
Вольфрам - редкий металлический элемент, используемый в производстве сварочных электродов для сварки газом вольфрамовым электродом (TIG). Процесс TIG основан на твердости вольфрама и его термостойкости для передачи сварочного тока в дугу.У вольфрама самая высокая температура плавления из всех металлов - 3410 градусов по Цельсию.
Эти электроды бывают разных размеров и длины и состоят из чистого вольфрама или сплава вольфрама и других элементов. Выбор электрода TIG зависит от типа и толщины основного материала, а также от того, выполняете ли вы сварку на переменном (AC) или постоянном (DC) токе. Каждый электрод имеет цветовую кодировку, чтобы избежать путаницы в отношении его типа. Цвет появляется на кончике электрода.
Это электроды из чистого вольфрама, они содержат 99,50% вольфрама, имеют самый высокий коэффициент износа среди всех электродов и, как правило, дешевле, чем их аналоги. Эти электроды при нагревании создают чистый сферический наконечник и обеспечивают отличную стабильность дуги для сварки на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке на переменном токе, особенно алюминия и магния.Обычно он не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, связанного, например, с штопальными электродами.
Это вольфрамовые ториевые электроды, содержащие минимум 97,30% вольфрама и 1,70–2,20% тория. На сегодняшний день они являются наиболее широко используемыми электродами, и их отдают предпочтение из-за их долговечности и простоты использования. Дорожка увеличивает значение эмиссии электронов электрода, что улучшает зажигание дуги и обеспечивает более высокую пропускную способность по току.Эти электроды в основном используются для сварки на переменном токе (например, тонкого алюминия и сварки постоянным током).
Электроды из лантано-вольфрамового сплава содержат минимум 97,80% вольфрама. Эти электроды обладают отличным зажиганием дуги, хорошей стабильностью и многими другими преимуществами, как электроды для штопки. Электроды из лантано-вольфрамового сплава идеальны, если вы хотите оптимизировать свои сварочные возможности. Эти электроды подходят для сварки на переменном токе и позволяют дуге зажигаться и поддерживать ее при более низком напряжении.
Кроме вышеперечисленных, можно выделить следующие электроды:
серый
синий
фиолетовый
белый
другие
являются наиболее распространенными и наиболее часто используемыми. Чтобы найти наиболее подходящие для вашей работы, лучше всего ознакомиться с полным списком имеющихся электродов и воспользоваться профессиональными советами их производителей - чтобы выбрать наиболее оптимальное решение для нужд, применения и возможностей оборудования.Это основа для выбора подходящего электрода.
Подробнее о выборе подходящих электродов можно узнать на сайте: http://www.eltrex.net.pl/elektrody-tig-rodzaje-kolory-dobor,b6.html
.Сварка сегодня - сложный процесс как для профессиональных мастеров, так и для домашних специалистов. С его помощью можно ремонтировать изделия из металла, а также при необходимости создавать новые. Чтобы качество швов было достойным, требуется минимальный опыт работы со сварочным аппаратом. Правильно подобранные расходные материалы играют немаловажную роль.
Поэтому многих начинающих сварщиков интересует вопрос, какие электроды выбрать для инверторной сварки.К этому процессу следует относиться ответственно. Советы опытных мастеров помогут понять разницу между представленным материалом и подобрать оптимальный вариант для каждого вида работ.
Перед выбором электродов вы должны ознакомиться с функциями этого процесса. Он заключается в использовании специального оборудования. Инвертор - это сварочный аппарат, в котором для дуговой сварки используется метод плавления.
Преимущества этой техники перед трансформаторными разновидностями давно по достоинству оценены профессиональными мастерами.Инверторы сегодня используются гораздо чаще, чем другие типы оборудования. Это связано с их стабильными характеристиками сварочного тока. При этом он получается очень прочным и качественным.
Инверторный блок, оснащенный выпрямителем, при включении может генерировать как постоянное, так и переменное напряжение. При отсутствии сетевого фильтра на выходе получается только постоянное напряжение. Эту особенность необходимо учитывать при выполнении работ.
При использовании инвертора в своей работе вы должны ознакомиться с его схемой работы.Основными расходными материалами этого оборудования являются электроды. Они выполнены в виде металлического стержня, по которому ток течет к рабочей поверхности. Исследуя, какие электроды лучше подходят для инвертора, вам следует вникнуть в схему оборудования и процесс.
Другие устройства задействованы при работе инвертора. К ним относятся система управления (или выпрямитель), трансформатор и преобразователь частоты. Благодаря этому устройство может работать с различными материалами.Даже один и тот же экземпляр установки предполагает использование электродов разных марок при сварке разных материалов. Поэтому их выбору стоит уделить особое внимание.
Изучая вопрос, какие электроды лучше выбрать для сварки инвертором, следует ознакомиться с устройством этого расходного материала. Как было сказано выше, одна и та же модель устройства используется в разных условиях. Поэтому подбирать электроды следует в соответствии с рабочим процессом.

Современное производство выпускает основную часть своей продукции в виде расходных материалов для инвертора. Этот инструмент сделан из металлической проволоки. На этот стержень нанесен слой специального покрытия. Его цель - обеспечить стабильность горения, а также защитить сварочную ванну от воздействия атмосферного воздуха. Материалы, используемые при изготовлении таких изделий, очень разные. Нормы производства электродов регламентируются ГОСТ 2246, утвержденным в 1970 году.
Решая, как и какие электроды выбрать для сварки с инвертором, руководствуйтесь указанным выше ГОСТом. Он заявляет, что для такой работы подходят три типа расходных материалов. Электроды могут быть углеродистыми, легированными и высоколегированными. Их делают из проволоки разного типа.

Новичку, который собирается выполнять инверторную сварку в домашних условиях, не нужно вникать в эти варианты. Следует только отметить, что все электроды делятся на две большие группы.В первую категорию входят материалы для ответственных конструкций, а во вторую - для обычных конструкций.
Если в процессе создания несущих металлоконструкций, которые будут испытывать значительные нагрузки, сварка не используется, предпочтение следует отдавать простым разновидностям изделий. Если вы используете инвертор для бытовых нужд, этого достаточно.

Первые не вызывают проблем в рабочем процессе.Они легко воспламеняются и не требуют предварительного прокаливания. Для начинающего сварщика АНО - лучший вариант. МР-3 считается универсальным расходным материалом. Он позволяет выполнять сварку даже на ржавых, грязных поверхностях и во влажных условиях.
При изучении того, какие электроды выбрать для инверторной сварки, следует выбирать такие марки, как MR-3S, а также UONI-13/55 для критических типов конструкций. Они относятся к группе расходных материалов, используемых для создания ответственных конструкций.
При повышенных требованиях к качеству готового шва предпочтение лучше отдать марке МП-3С. Такие электроды используются при обработке металла постоянным переменным током обратной полярности.
Расходные материалы УОНИ следует выбирать для особо ответственных работ при сварке несущих конструкций. Однако работать с ними может только профессиональный мастер. Для новичка капризный характер такого электрода будет не по зубам. Но научившись обращаться с УОНИ, вы сможете создавать максимально прочные швы высокой плотности (даже при низких температурах).
При изучении того, какие электроды выбрать для сварки с инвертором, обращайте внимание на тип рабочего материала. Для каждого металла есть свои виды сварочных стержней.

В случае чугуна следует отдавать предпочтение электродам типа ОЗЧ-2. Их производство регулируется ГОСТ 9466 1975 г. При необходимости проведения работ с ним лучше приобретать изделия АНО-4 с верхним слоем рутила или АНО-6 с покрытием типа ильменита.
Обычные углеродистые стали требуют применения электродов ОЗС-4, МР-3С, МР-3, УОНИ13 / 45, АНО-21 и др. Для нержавеющих и высоколегированных сталей требуется применение инверторных сварочных материалов марки ЦЛ-11. .
Рассмотрев, какие электроды лучше выбрать для инверторной сварки, стоит сказать несколько слов об особенностях их покупки. В первую очередь следует обратить внимание на состав нанесенного на изделие покрытия. Эту информацию можно найти в инструкции по применению.Это позволит подобрать подходящий вариант в зависимости от типа материала.

Также не покупайте товары, не имеющие соответствующих сертификатов качества. Это может быть небезопасно. Качество соединений при использовании сомнительных материалов может существенно отличаться от желаемого результата. Поэтому к выбору и покупке следует подходить ответственно.
Рассмотрев, какие электроды выбрать для сварки инвертором, даже начинающий мастер сможет получить подходящую вариацию.При этом работа будет быстрой и безопасной. Результат будет хорош даже для новичка.
Не все начинающие сварщики знают, что существует более 200 видов сварочных электродов, около сотни из которых используются при ручной сварке. Им не нужно знать все, но вам нужно знать о некоторых из самых популярных и используемых. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Электрод - это проволока, покрытая сверху специальным составом, называемым покрытием.В процессе сварки проволока (сердечник) расплавляется под действием электрического тока большой мощности, заполняя пространство между свариваемыми металлическими изделиями. Смесь также плавится и выделяет газ при горении. Последний окружает зону сварки, предотвращая попадание внутрь кислорода.
Вторая цель покрытия - защитить сам сварной слой. В процессе плавления часть материала покрытия становится жидкой и покрывает сварной шов. Этот тонкий слой защищает его от негативного воздействия кислорода.Зачем нужна эта защита.
В настоящее время используются четыре типа покрытий.
Существуют смешанные типы, например AR - рутиловая кислота, RB - рутиловая основа, RZ - смесь рутила с железным порошком, RC - рутил-целлюлоза.
Чаще всего для ручной сварки инвертором применяют сварочные электроды с основным или. В первую категорию входят электроды марки УОНИ. Обычно они используются, когда требуется высококачественный сварной шов. Это означает, что шов должен обладать высокой прочностью, ударной вязкостью и высокой пластичностью.В то же время швы сварного электрода SSSI гарантируют, что внутри свариваемого материала не будут образовываться кристаллические трещины и что электроды этого типа не стареют. Поэтому специалисты рекомендуют использовать их для сварки ответственных конструкций, которые будут эксплуатироваться в сложных условиях.

SSSI есть и обратная сторона. Влага на электродах, ржавчина на конце проволоки, масляные или жирные пятна на покрытии, ржавчина на стыкуемых металлических изделиях - все это гарантирует появление внутри сварного шва полостей, снижающих его качество.Кроме того, на эти электроды может подаваться только постоянный ток обратной полярности.
Сварочные материалы с рутиловым покрытием в основном используются для соединения деталей из низкоуглеродистой стали. Их выразительный представитель - бренд MR. Вот положительные черты этой категории.
Когда новичок сталкивается с вопросом, как правильно выбрать сварочный электрод, марка MR - лучший вариант для него.
К рутиловым покрытиям относятся марки АНО. Они используются для соединения, например, изделий из углеродистой стали. Все остальные функции точно такие же, как у MR.

Почему опытные сварщики могут ненавидеть рутиловые электроды? Во-первых, они называют их бриллиантами. Во-вторых, это мягкая и быстрая сварка, а медленная сварка нужна для хорошего нагрева металла. Поэтому профессионалы к ним относятся отрицательно, а для новичков в самый раз.
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей - это род тока.
Если для сварки используется инвертор, следует понимать, что он вырабатывает постоянный ток. Поэтому подключение электрода для сварки можно производить двумя способами.
В чем специфика каждой схемы подключения. Все зависит от прочности сварки металлов.При прямой полярности свариваемые металлические детали подвергаются воздействию высоких температур. При обратной полярности температура нагрева не такая уж и высокая. Поэтому, когда вам нужно сварить два тонких листа, лучше использовать обратную полярность, что обеспечит защиту от выгорания. Кроме того, при сварке высоколегированных сталей используется обратная полярность. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые нужно обратить внимание.

Диаметр электрода должен соответствовать толщине свариваемых деталей.Это означает, что эти два параметра связаны между собой. Вот некоторые индикаторы.
Важно выбрать электрод по диаметру. Дело в том, что чем больше этот показатель, тем хуже плотность шва с учетом показателей в таблице. Кроме того, неправильный выбор приводит к нестабильности сварочной дуги, ухудшению проплавления и увеличению ширины самого шва.
Еще одна зависимость от диаметра сварочного электрода. В данном случае от силы тока.
Получается, что три параметра: сила тока, толщина свариваемых металлов и диаметр электродов связаны между собой.Поэтому, отвечая на вопрос, какие электроды выбрать, следует учитывать это соотношение. Однако учтите, что сила тока в каждой категории может незначительно отличаться от значений, указанных в таблице. Электроды MR диаметром 2 мм также можно сваривать при токе 40 А. SONI при 30 А. Поэтому перед выбором электродов следует ознакомиться с их свойствами, которые указаны производителем на упаковке сварочного материала.
Выбор расходных материалов для требуемых металлов не всегда прост, так как визуально можно определить только сталь или цветные металлы.Понятно, что помимо стальных конструкций, в которых используются описанные выше электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали и так далее.
Что касается металлопродукции, существуют определенные трудности в зависимости от определения марки стали. Но если вы это поймете, то вам будет легче ответить на вопрос, как правильно выбрать электроды.
Стабильность дуги также влияет на качество шва. Поэтому выбранный электрод должен соответствовать типу используемого тока.Для расходных материалов с основным покрытием требуется только постоянный ток, для других типов может использоваться как постоянный, так и переменный ток. В случае электродов с рутиловым, целлюлозным и кислотным покрытиями, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит устойчиво. Это значит, что шов качественный.

Что касается направления сварки, электроды с целлюлозным покрытием хорошо свариваются в нижнем положении.Поскольку эти электроды образуют довольно липкий шлак, к тому же металл проволоки небольшими каплями переносится в шов, что позволяет равномерно заполнить стык между металлическими частями. В этом отношении сварочный шов хуже всего образуется на электродах со щелочным покрытием.
При сварке толстостенных изделий технология определяет многослойность используемого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основным параметром при выборе электродов.В этом отношении снова проигрывают электроды со щелочным покрытием. Сюда же добавим, что сварочные изделия этого типа требуют определенной чистоты свариваемых металлов.
Выбрать сварочные материалы непросто во всех отношениях. Придется учесть множество нюансов, поэтому рекомендуется учитывать приведенные выше таблицы, а также информацию, указывающую на назначение самих электродов.
Все больше и больше людей предпочитают сельскую жизнь городской жизни.Ваша ферма требует много работы и обслуживания. Очень часто возникают ситуации, когда необходимо сварить металл, например, крепление забора. И здесь, чтобы сэкономить на вызове сварщиков, многие пытаются освоить дуговую сварку самостоятельно. В этой статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Чтобы понять, какие электроды нужны сварочному аппарату для определенных задач, сначала необходимо разобраться в основных видах сварки.
Все сварочные аппараты делятся на две группы:

Принцип работы всех сварочных аппаратов, независимо от стоимости, основан на использовании постоянного или переменного тока.Этот параметр зависит от качества получаемого шва, типа металла и т. Д.
До сих пор наиболее популярны сварщики, работающие с обычным электродом. Это надежные устройства, проверенные годами, которые требуют значительного обслуживания благодаря своей простой конструкции.

Важно: для этого сварочного аппарата подходят все типы электродов.
Оказывается, зарядные устройства удобны для домашнего использования и подходят для работы с самыми разными материалами.

Основными преимуществами инвертора являются:
Важно: работать с инвертором можно со всеми типами электродов.
На качество шва влияет не только сварочный аппарат, но и правильно подобранные электроды.Сегодня на рынке доступен широкий ассортимент электродов для инверторной сварки. Они отличаются друг от друга не только материалом покрытия, но и диаметром, а также рядом других характеристик, о которых пойдет речь в этой статье.

Электроды обычно делятся на две основные группы: расходные и неплавящиеся. Первые изготовлены из проволоки со специальным внешним покрытием, обеспечивающим стабильную сварочную дугу. Также они помогают защитить обрабатываемый металл от газовыделения и брызг шлака.Для работы с нержавеющей сталью или медью их делают из специальных сплавов. Но для аргонной сварки рекомендуется использовать неизнашиваемые электроды.
Более подробная классификация электродов выглядит следующим образом:
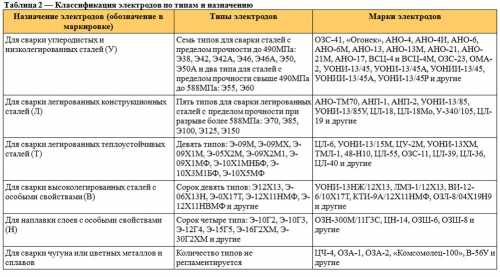
Как выбрать электроды по типу покрытия проволоки:
Как было сказано выше, электроды имеют разный диаметр. Этот параметр важен и имеет наибольшее влияние на процесс сварки.
Примечание. Толщина металла не всегда является единственным критерием при выборе электрода. Опытные сварщики знают, что важны и его свойства. К сожалению, это можно выяснить только опытным путем, поскольку четких инструкций по этому поводу нет.Или попробуйте найти эту информацию на специализированных форумах или в блогах.
Принимая решение о выборе толщины электрода, нужно понимать, как правильно выбрать для него ток, поскольку эти два параметра напрямую связаны друг с другом. Так, при слишком сильном сварочном токе металл просто прогорит, а при слишком низком - дуга не образуется. Эти рекомендации предоставлены производителем на корпусе электродов.
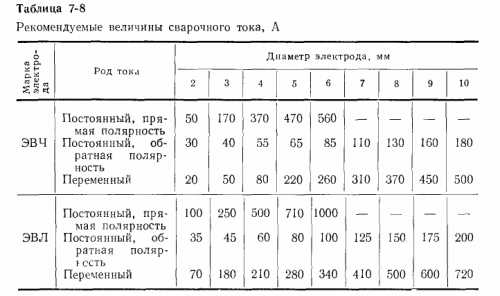
Три кита, на которых основан принцип электродной сварки, - это диаметр продукта, толщина свариваемого металла и сила тока. Как уже было сказано выше, чем толще металл, тем больше потребуется диаметр электрода. Но здесь есть один нюанс. При работе с инвертором толщина электрода влияет на плотность рабочего тока, уменьшая ее. Это приводит к нестабильности и колебаниям дуги, что, в свою очередь, влияет на качество сварного шва - он станет шире, а сварка будет менее глубокой.Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таких данных нет, можно рассчитывать на средние показатели:
Электроды зарубежного производства широко представлены на российском рынке. У них есть собственная маркировка, с которой легко справиться. Самый популярный бренд у нас - ESAB. Маркирует электроды буквенно-цифровыми значениями. Он всегда начинается с ОК, за которым следуют 4 цифры.

Ниже мы расшифровываем, какие электроды выбрать:
Обобщая вышесказанное, можно четко сформулировать основные критерии выбора электродов для работы с инвертором.
Для начинающего сварщика выбор электрода может стать проблемой: существует более двухсот марок с разными свойствами, назначением и свойствами. Кроме того, около 100 марок подходят для ручной электродуговой сварки инверторными аппаратами.Обо всех сказать невозможно, да, не обязательно. Кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также мы поговорим о том, какой диаметр брать и какой ток выставлять для сварки металлов разной толщины.
Электрод представляет собой кусок металлической проволоки со специальным покрытием. Во время сварки сердечник плавится от температуры дуги.При этом покрытие горит и плавится, образуя облако защитного газа вокруг области сварного шва. Он блокирует доступ кислорода в воздух. В процессе горения смеси часть ее превращается в жидкость и покрывает расплавленный металл тонким слоем, также защищая его от воздействия кислорода. В результате покрытие обеспечивает хорошее качество сварного шва.
Каждый электрод перед началом сварки проверяют: на покрытии не должно быть сколов. В противном случае у вас не получится равномерный прогрев и качественный шов.Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда лук выйдет посередине. В противном случае он будет перемещен. Для опытных сварщиков это не страшно, но для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью покрытия. Некоторые из них очень плохо воспламеняются при повышенной влажности (например, УОНИ). Из-за такой «капризности» покрытия его следует хранить в сухом месте, по возможности обеспечивая герметичную упаковку.Ящик можно положить в мешок, а также положить туда несколько мешков с солью, которые лежат в ящиках для обуви.
Мокрые электроды покупать не стоит: сушить их, конечно, можно, но свойства ухудшатся. Однако, если электроды оказались влажными, их можно просушить в обычной домашней духовке при низких температурах (обычно они указаны на упаковке). Второй способ - поставить на длительное время в сухое, хорошо проветриваемое помещение.

Всего четыре типа покрытия:
Основные (SSSI) и целлюлозные покрытия подходят только для сварки постоянным током. Могут использоваться на ответственных швах: они создают прочный, гибкий шов, устойчивый к ударным нагрузкам.

Два других (рутиловый и кислотный) - могут работать как со сваркой на переменном, так и на постоянном токе. Но кислотное покрытие очень токсично: работать в помещении можно, только если рабочее место оборудовано принудительной тягой.
Рутиловое покрытие имеет зеленоватый или голубой оттенок, электроды легко воспламеняются. Они хорошо светятся даже при низком напряжении холостого хода инвертора (для надежного зажигания основной оболочки необходимы хорошие вольт-амперные характеристики). При сварке рутиловыми электродами (МП-3) металл практически не разбрызгивается, но шлака много и сломать его непросто: приходится работать молотком.
В первую очередь выбирается состав сердечника: он должен быть аналогичен типу свариваемого металла.Конструкционные стали чаще всего используются в домашнем хозяйстве. Из той же проволоки, из которой должны быть электроды. Иногда все же нужно готовить нержавеющую сталь. Тогда сердечник также должен быть из нержавеющей стали, а в случае - из высоколегированного и жаропрочного металла с такими же свойствами.
Вы можете выполнять все домашние или строительные работы, используя электроды нескольких марок:
Многие признают их лучшими электродами для начинающих: с ними проще обращаться, но при этом они позволяют сваривать качественные швы даже без особого опыта.Ниже приведены характеристики и общие области применения расходных материалов, которые многие специалисты считают хорошими инверторными электродами. В любом случае их часто рекомендуют начинающим сварщикам, чтобы набраться опыта.

Это, наверное, самые популярные инверторные сварочные электроды среди новичков: UONI 13/55 (Чтобы увеличить изображение, щелкните по нему правой кнопкой мыши)
Большинству новичков рекомендуется начинать освоение сварки с электродов МП-3.Они легко загораются даже при не очень хороших вольт-амперных характеристиках сварщика, хорошо защищают сварочную ванну и позволяют достаточно легко контролировать ее положение. Если электрод не загорается, запекайте при температуре 150–180 ° 40 минут.
Применяются в устройствах переменного тока (сварочные трансформаторы) и постоянного тока (сварочные выпрямители и инверторы). Инверторы обычно подключаются с обратной полярностью (+ на электроде). Подходит для всех типов швов, кроме вертикальных швов вверх и вниз.
Электроды МР 3 небезразличны к качеству свариваемых поверхностей. Они могут работать даже с сырыми, ржавыми и влажными деталями. Сварка выполняется средней (2-3 мм) или короткой дугой.
Специфика MP 3 очень важна для начинающих сварщиков: они хорошо удерживают дугу и просты в обращении. Но не все профессионалы любят этот бренд: они называют их бриллиантами. Готовятся они слишком мягко: для хорошего разогрева необходимы медленные движения. Что не нравится профессионалам и новичкам - что им нужно.Попробуйте начать обучение сварке с MP3. Должно быть хорошо.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Масса упаковки, кг | Цена, руб | |
|---|---|---|---|---|
| 2,0 90 518 90 517 250 | 40-60 А | 1,0 | 146 | |
| 2,5 90 518 90 517 300 | 60-100 А | 1,0 90 518 90 517 120 | ||
| 3 90 518 90 517 350 | 70-100 А | 1,0 90 518 90 517 95 | ||
| 4 | 450 90 518 90 517 80-170 A 90 518 90 517 1,0 90 518 | 91 | ||
| 5 | 450 90 518 90 517 130-210 A 90 518 90 517 1,0 90 518 | 91 |

Профессиональные предпочтительные электроды для VONI 13/55 (Чтобы увеличить изображение, щелкните правой кнопкой мыши)
Это, наверное, самые распространенные и популярные электроды с покрытием.Их рекомендуют для сварки углеродистых и низколегированных сталей. Подходит для соединения ответственных конструкций. Швы устойчивы к ударам и пластическим нагрузкам, хорошо переносят низкие температуры.
Недостаток этих электродов: они хорошо светятся только при достаточно высоком значении холостого хода инвертора (выше 70 В). Второй существенный недостаток: высокие требования к очистке и обработке свариваемых металлов. Если на краю останется ржавчина, пыль, масло или другой мусор, он будет пористым.
С SONI 13/55 вы можете работать только на сварочных аппаратах постоянного тока, включая инверторы, с обратной полярностью (на электрод подается +) и с короткой дугой (держите конец электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производство Межгосметиз) | Длина электрода, мм 90 506 90 505 Рекомендуемый сварочный ток, А 90 506 90 505 Розничная цена упаковки, руб. 90 506 | ||
|---|---|---|---|
| 2,0 90 518 90 517 250 | 30-60A | ||
| 2,5 90 518 90 517 300 | 40-70 А | 127 руб. | |
| 3 90 518 90 517 350 90 518 90 517 80-100 A 90 518 90 517 зл 116 90 518 | |||
| 4 | 450 90 518 90 517 130-160 А 90 518 90 517 111 рублей 90 518 | ||
| 5 | 450 | 180-210 A | 110 | злотых
Этот тип рутилового электрода предназначен для работы с тонкими углеродистыми сталями.() При их использовании дуга легко зажигается (в том числе при повторном зажигании), шов мелко отслаивается (от мелких волн), легко отделяется шлак. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Работают как с переменным, так и с постоянным током любой полярности. Перед сваркой требуется термическая обработка: прокаливают при 120 ° С в течение 40 минут.
Если вам нужно сваривать нержавеющую сталь, попробуйте OK 63.34. Может также использоваться при варке конструкционных сталей. В этом случае получается шов с мелкой волной с плавным переходом на основную поверхность металла. Количество шлака небольшое, легко уплотняется.
Этим электродом хорошо варить металл толщиной 6-8 мм, работая сверху вниз. Подходит для многопроходной стыковой сварки и сварки внахлест. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода - 60 В.

Также вам понадобится сварочная маска.Для облегчения работы возьмите
Недостаточно выбрать марку электродов для вашего инвертора. Даже если вы приняли решение, остается как минимум три вопроса:
Все нормально. Начнем с того, какой диаметр электрода нужен для сварки.Как правило, рекомендуется исходить из толщины свариваемых металлов: для малых толщин электрод имеет диаметр, равный диаметру металла. Если вы свариваете металл толщиной 3 мм, электроды будут одинакового размера. Если готовите что-то более толстое, берите соответственно 4 мм. Но новичкам будет сложно работать с большими электродами. Осваивать сварку начинаем с металла толщиной 3-4 мм. Для этого используют электроды 3 мм, или, как говорят, «тройку».
К какому выводу подключать электроды.В спецификациях на упаковке, скорее всего, указано, для какой полярности предназначен электрод. После повторного подключения к положительному выходу подключите электрод к отрицательной клемме, которая прикреплена к детали. При прямой полярности на детали ставят плюс, на электрод - минус. Как это выглядит на сварочном инверторе, показано на фото.

Чем отличаются два типа подключения? Поток электронов имеет другое направление. Как известно, электроны переходят от «минуса» к «плюсу».Поэтому при сварке получается, что элемент, подключенный к «+», нагревается сильнее. Изменяя режимы подключения, можно контролировать интенсивность нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металлический 2 мм. Если на деталь нанесен знак «+», может произойти выгорание. Поэтому в этом случае лучше использовать обратную полярность, при которой электрод будет больше нагреваться. Если вы хотите сварить такой же тройкой металл толщиной 6 мм, лучше делать это с простой полярностью: так нагрев металла будет глубже, а шов - прочнее.
Обычно при установке электрода сварочный ток для инвертора устанавливается в зависимости от диаметра используемого электрода. В общем, на каждую упаковку есть рекомендации, но можно и без них: на каждый миллиметр диаметра они потребляют ток 20-30 ампер. Получается достаточно широкий ассортимент, но все же нужно учитывать, как устроен шов: с разделением или без. Для сварки без отрыва задаются меньшие токи, с отрывом - большие.
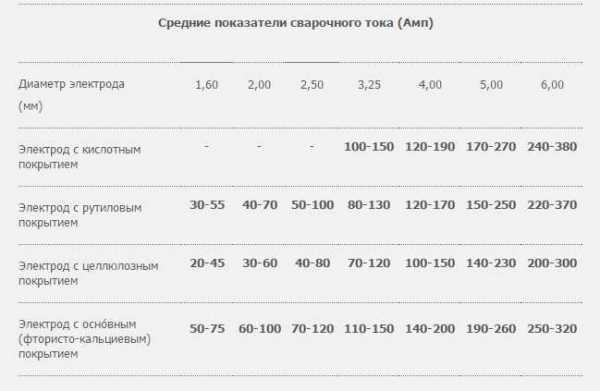
Например, для электрода диаметром 3 мм расчетный ток составляет от 60 А до 90 А. Фактически они работают в диапазоне от 30 ампер до 140 ампер. При сварке без отрыва устанавливается ток 70-90 А, с отрывом - 90-120 А. Эти параметры могут «ходить» в обе стороны: это также зависит от скорости движения кончика электрода, от марки и «текучесть» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолка - еще меньше).
Вообще даже рекомендуемые производителем токи далеки от требований. Начните с них, а потом выбирайте так, чтобы было удобно работать и шов получился хорошим. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментально. Следите за состоянием сварочной ванны. Она - ваш главный определяющий фактор качества.
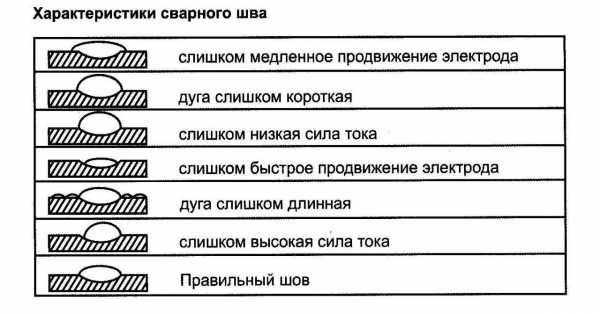
Теперь вы знаете не только, как выбирать электроды для инверторной сварки, но и как их соединять, какого диаметра они нужны для этой работы и как выбирать ток для каждого типа электрода и шва.Теперь поговорим немного о держателях электродов.
Один из сварочных кабелей имеет держатель (держатель), в который вставляется сварочный электрод. Они бывают двух типов:
Что лучше? Выбор за вами, но, случайно нажав кнопку, вы можете уронить электрод во время сварки. Ничего страшного с ним не происходит, но неприятно ...
При выборе электрододержателя самое главное обращать внимание на силу тока, на которую он рассчитан. Выбирайте в соответствии с максимальным параметром, доступным вашему сварщику.
На видео показано, как подключить кабель к винтовому зажиму держателя сварочного электрода.
Недостаток держателя белья в том, что время от времени пружина, прижимающая сердечник электрода, ослабевает, контакт портится. Надо поставить новую. О том, как это сделать на держателе для белья, смотрите в видео.
Легко подключайте электрододержатель для сварки. Есть только один нюанс: при частых работах у сварочного кабеля перетирается край. Вы, конечно, можете укоротить кабель и снова запечатать его, но не всегда нужно обрезать даже 10-20 см, чтобы этого не произошло, найдите шланг, внутренний диаметр которого такой же или немного меньше внешнего диаметра кабеля. под сварку.Отрежьте небольшой кусок - 15 сантиметров - и отрежьте вдоль. Теперь его можно надеть на трос, подтянуть вверх и закрепить там.
Сегодня в специализированных витринах и магазинах продается множество принадлежностей для электродуговой сварки. Самыми важными являются сварочные электроды - металлические или неметаллические стержни из электропроводящего материала, обеспечивающие электричество. В настоящее время выпускается более 200 различных марок электродов, из которых мы выделим лучшие по характеристикам и отзывам.
Сегодня на рынке доступно множество различных типов сварочных материалов. Одни производятся в России, другие - в Китае или США, а также в других странах. Несмотря на это, продукция далеко не каждой компании вызывает много положительных отзывов покупателей. Поэтому стоит отдать приоритет компании, которой давно доверяют покупатели благодаря высокому качеству своей продукции.
Популярными сварочными электродами у отечественных покупателей считаются материалы следующих марок:
Некоторые предприятия производят электроды по старой технологии, а другие одновременно производят новые плавящиеся стержни для ручной дуговой сварки.
| Имя | Цена | |
| 5 кг - 570 руб. | ||
| 5 кг - 169 руб. | ||
| 5 кг - 1800 руб. | ||
| 1 кг - 229 руб. | ||
| 2,5 кг - 220 руб. | ||
| 2 кг - 470 руб. | ||
| 1 кг - 185 руб. |
Основное назначение покрытия продукта - защита сварочной дуги, а также обеспечение необходимых свойств швов.Этот материал не позволяет дуге контактировать с водородом, азотом или кислородом. Обязательные требования:
Диаметр изделия 3 мм, в упаковке 5 кг.Основное преимущество - легкость вращения и исходное состояние сварочной дуги. Во время работы происходит мягкое и стабильное горение. Благодаря этому устройству можно получить качественный, равномерный шов с эстетичным внешним видом.

Hanza Pioneer АНО-46
К качеству обработки кромок материал не предъявляет особых требований. Поэтому серия очень популярна у неопытных сварщиков. Цена за упаковку 5 кг - 570 руб.
Эта опция используется в процессе сварки постоянным током.Считается оптимальным вариантом для работы в самых ответственных местах. Пользователи отмечают повышенную надежность изделия и защиту сварочной ванны от кислорода за счет наличия углекислого газа, который выделяется при горении покрытия. 1 кг материала обойдется сравнительно недорого, всего 95 рублей, но здесь следует помнить, что товар часто продается в упаковках по 3 кг.

Отдельно следует отметить, что покрытие здесь также играет отрицательную роль, так как значительно усложняет процесс воспламенения изделия. Некоторые неопытные сварщики могут тратить на это много времени. К тому же могут возникнуть трудности с повторным зажиганием. Расплавленный лак быстро затвердевает и максимально изолирует металл, что требует обязательного удаления.Но пользователи говорят, что с помощью SSSI 13/55 можно создавать не только прочные, но и эстетичные швы.
Модель предназначена для ручной дуговой сварки. Он используется для соединения оснований из углеродистой стали в различных условиях, так как не имеет повышенной чувствительности к чистоте.
90 899
При работе с трансформатором переменного тока необходимо создать напряжение 50 В. Такие элементы дают минимум брака, который зачастую зависит не от самого изделия, а от навыков специалиста.В ОЗС-4 отметили еще один немаловажный плюс - минимальные брызги и отсутствие горячих трещин. Полученный шов прокалывать при температуре около 170 ° C в течение 30 минут.
Продукция изготавливается по ГОСТ 4966-70. На рынке представлены разновидности диаметром от 2 до 6 мм. Недостаток изделия - высокая стоимость. На 1 кг наплавленного металла следует использовать 1,7 кг электродов. В результате получается аккуратный, прочный и надежный шов.
На самом деле LB-52U производятся на японских заводах и поэтому имеют высокую ценовую политику.Как правило, такие товары продаются в упаковках и весят от 5 кг, цена этого товара - 1800 руб.

Главной отличительной чертой этого варианта является возможность работы с материалом из низкоуглеродистой стали, где двухсторонняя сварка не подходит. С помощью электродов серии ЛБ-52У готовится трубопроводная система. В результате получается прочное и надежное соединение. В большинстве случаев показатель прочности составляет 588 Н / мм2.
Рутиловые элементы имеют металлический стержень в качестве присадочного материала и покрытие, защищающее сварочную ванну от внешнего контакта.Такие изделия используются для ручной сварки. Источником электричества может быть переменный или постоянный ток.
OZS 12 были специально разработаны для сварки поверхностей из углеродистой стали. Продукт хорошо подходит для соединения соединений трубопроводной системы. Главное достоинство модели - возможность создавать качественные швы с помощью токов малой мощности. Поэтому в работе можно использовать трансформаторы, которые работают при подключении к традиционной розетке.

Сталь разрешается сваривать в любых условиях, даже если на ней есть ржавчина. Это оправдано минимальными требованиями к чистоте OZS 12. Специалисты рекомендуют сварку с длительной дугой. Это поможет максимально раскрыть потенциал продукта. Перед использованием, после длительного хранения электроды необходимо тщательно просушить и прожечь. Температура прокаливания должна быть от 150 ° C до 180 ° C.
Под торговой маркой выпускается несколько разновидностей продукции разного диаметра и длины:
Посылка весом 5 кг стоит 1100 руб.Ближайший аналог изделия - сварочные материалы ОК 46, их цена 150 руб.
Это популярный бренд на строительном рынке. Изделие предназначено для ручной сварки металлоконструкций из низкоуглеродистых материалов с содержанием до 0,25%. Этот вариант будет наиболее оптимальным для новичков, так как материал легко взрывается даже при использовании бюджетных вариантов сварочных агрегатов.

отличается простым вращением и предварительным зажиганием, относительно плавным зажиганием и минимальным разбрызгиванием.Кроме того, пользователи подчеркнули равномерное плавление материала и правильное формирование шва.
Такие насадки для сварки позволяют работать с источником, покрытым коррозией, так как с этого момента его можно легко отделить. Шов прочный и эстетичный, а также устойчивый к нагрузкам. Единственный недостаток такого варианта - быстрое впитывание влаги, поэтому хранить продукты следует только в сухом месте. Цена - 220 рублей за 2,5 кг.
Эти элементы считаются как отечественными, так и иностранными.Этот фактор объясняется тем, что они производятся на территории Российской Федерации, но строго под контролем шведской компании ESAB. Благодаря этому можно получить качественный товар по доступной цене. Изделие, даже если оно часто бывает влажным, может стабильно воспламеняться, поэтому при работе с любым сварочным аппаратом розжиг занимает минимум времени.

Специалисты утверждают, что с этим изделием можно работать как с постоянным, так и с переменным током. Также можно выполнять сварку в любом направлении, при этом текущий порог намного ниже, чем у конкурирующих разновидностей.
Материал идеально подходит для склеивания грязных или ржавых поверхностей. После проведенного процесса весь шлак легко отделяется. Для работы с охлажденным образцом нужно нагреть прибор до 80-90 ° С. Цена сварочных электродов 152 руб. / Кг.
ЭлектродыМР-3 на территории РФ считаются наиболее распространенными, что подтверждают многочисленные отзывы потребителей. Стоит такое изделие от 180 руб. Главный недостаток продукта в том, что при впитывании влаги он работает намного хуже.Если нужно сделать прочный шов, изделие необходимо прокалить. При температуре 150-170 ° C это занятие продлится более часа.

Преимущества этой опции в том, что отсутствует вероятность образования пор, легкое отделение шлака, быстрое зажигание и требования к минимальной длине дуги.
При работе с инвертором особое внимание уделяйте выбору сварочных электродов. От их качества будет зависеть конечный результат сварки, эстетика стыка и его прочность.При покупке материала нужно уточнить у консультанта ответы на следующие нюансы:
Выбирая сварочные электроды, не следует забывать о важном свойстве - толщине получаемого шва и размере сварного шва. На этот аспект напрямую влияют поперечное сечение электрода, мощность и полярность сварочного тока. Определившись с этими параметрами, потребитель будет знать, какой вариант лучше всего подойдет вам.
ВИДЕО: Как правильно выбрать электроды
.Сварочный аппарат Mig mag - однофазный, многофункциональный инверторный сварочный аппарат .
Сварочный ток MMA: 10-200A, TIG: 20-200A, MIG: 60% - 130A; МИГ 20% - 200А.
Устройство подачи для катушек сварочной проволоки диаметром 100 и 200 мм.
В набор входят аксессуары :
MULTIPEARL 210-2 - это однофазный многофункциональный сварочный аппарат.Он позволяет выполнять сварку MIG / MAG, без газа и газа, MMA и TIG. Он имеет расширенный пользовательский интерфейс с возможностью полного синергетического или ручного режима.
Синергетический режим сварки автоматически выбирает большинство параметров сварки в соответствии с программой. Это особенно желательно при сварке импульсным током, так как при этом необходимо регулировать многие параметры.
Благодаря передовой инверторной технологии этот аппарат сочетает в себе 3 режима сварки:
МИГ-МАГ
TIG
ММА
РЕЖИМ СИНЕРГИИ MIG-MAG
Скорость подачи проволоки и напряжение автоматически регулируются машиной путем выбора:
PFC Повышение коэффициента мощности на 30%
ТехнологияPFC подавляет пики мощности и регулирует ток питания.Также он может питаться от удлинителей и генераторов. Способствует лучшей стабильности тока во время сварки.
FV позволяет машине работать с питанием от 85 В до 265 В
Комбинация этих двух технологий делает устройство пригодным для использования удлинителя длиной до 100 м.
Заводские испытания на перенапряжение до 400 В. Кроме того, устройство адаптировано для работы с генератором.
ЖК-экран, предназначенный для удобного наблюдения и настройки параметров.
.