Муфельная печь для плавки алюминия своими руками или закаливания стальных деталей – для производства подготавливаем полный набор материалов. Нам потребуется:
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Электрическая печь для плавки свинца состоит из следующих элементов:

Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
Промышленные агрегаты для плавления металла оснащены специальными системами охлаждения на антифризе или воде. Для оборудования этих важных установок в самодельных ТВЧ печках потребуются дополнительные затраты, из-за чего сборка может существенно ударить по кошельку. Поэтому лучше обеспечить бытовой агрегат более дешёвой системой, состоящей из вентиляторов.
Полезно знать: разновидности антифриза.
Воздушное охлаждение этими устройствами возможно при их удалённом расположении от печи. В противном случае металлическая обмотка и детали вентилятора могут послужить контуром для замыкания вихревых токов, что существенно снизит эффективность оборудования.
Ламповые и электронные схемы также склонны активно нагреваться во время работы агрегата. Для их охлаждения обычно используют теплоотводящие радиаторы.
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
Сплав заливается в форму разными способами:
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.

Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом. На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него. Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
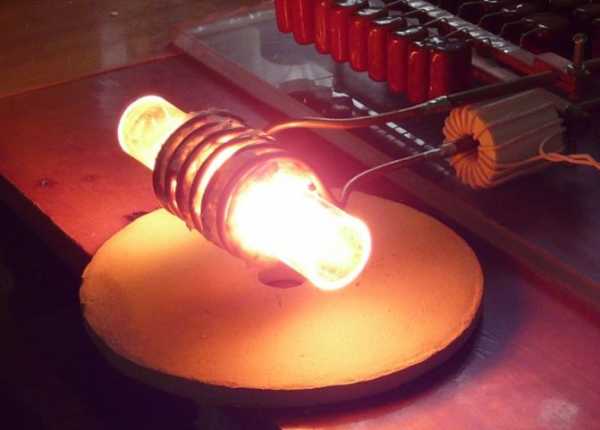
Индукционный нагрев
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.

В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага. Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл. Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков. Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества. Жидкий алюминий наливают в форму, которая разбивается после затвердевания.
Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.
Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы. Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность. Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Плавка алюминия в бытовых условиях не представляет сложности. Металл разогревается в заранее подготовленной емкости. С поверхности жидкого вещества удаляются шлаки, затем чистый алюминий заливают в форму. Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.
К преимуществам печей относят:

Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Помимо перечисленных преимуществ, у устройства можно выделить и ряд недостатков:
Нагревательным элементом тигельной плечи в домашних условиях обычно является индуктор. Он имеет цилиндрическую форму с полостью внутри. В эту полость и помещается самодельный тигель с металлической стружкой. Индуктор изготавливается из огнеупорного материала, внутри него обмотка из проволоки, чаще всего используется медная проволока. При помощи специального генератора в эту обмотку подается ток, который и создает электромагнитное поле. Что, в свою очередь, создает вихревой ток в тигле и в помещённом в него металле. Они и плавят стружку. Сам индуктор собирается из 4 электронных ламп с параллельным соединением. Такой индуктор можно подключить к обычной розетке.
Есть еще один вариант сборки индуктора своими руками из электромагнитного сердечника и двух слоев обмотки. Первый слой – 10 витков медной проволоки с толщиной 4 мм, а второй – один виток, материалом для которого служит металлическая пластина с сечением 15*5 миллиметров. Электромагнитный сердечник имеет П-образную форму и представляет собой набор стальных пластин. Вокруг пластин делается первая обмотка, которая помещается в изолированный корпус, вторичная обмотка соединяет сердечник и металлические бруски, между которыми должно быть расстояние равное размерам тигля. Вся эта конструкция помещается в корпус печи.
Итак, получается печь, в которой расположен индуктор. От индуктора идут провода к розетке. В эту печь помещается тигель таким образом, чтобы замкнуть собой бруски. Если он помещен правильно, то раздаться гудение, сообщающее о том, что появилось напряжение и плавление началось. Если звука нет, то при помощи ручки нужно подвинуть тигель до полного замыкания цепи.
Необходимо соблюдать противопожарную безопасность, процесс литья связан с использованием открытого пламени. Важно использовать индивидуальные средства защиты: перчатки, очки.
Горн для плавки металла – печь, которая использовалась в кузнечном деле на протяжении многих лет. Однако небольшой показатель КПД определил то, что его не стали применять при производстве изделий из рассматриваемого сплава в промышленности. Существует следующая классификация:

Горн закрытого типа

Горн открытого типа
Для отведения газообразных продуктов горения создается специальная труба, если работа проводится в помещении. Открытый тип не имеет трубы, так как продукты горения уходят без их отвода.
Опытным радиотехникам сборка индукционной печи по схемам своими руками может показаться лёгким занятием, поэтому прибор будет готов довольно быстро, а мастер захочет испробовать своё творение в деле. Стоит помнить, что при работе с самодельной установкой важно соблюдать технику безопасности и не забывать об основных угрозах, которые могут возникнуть во время эксплуатации инерционной печи:
Эти печи можно использовать не только для плавки, но и для быстрого нагрева металлических предметов при формовке и лужении. Меняя выходной сигнал установки и параметры индуктора, можно настроить прибор для конкретной задачи.
Для плавки небольших объёмов железа пойдут самодельные печки, эти эффективные устройства способны работать от обычных розеток. Прибор не занимает много места, его можно расположить на рабочем столе в мастерской или гараже. Если человек умеет читать простенькие электрические схемы, то ему не нужно приобретать подобное оборудование в магазине, ведь он сможет собрать небольшую печку своими руками всего за несколько часов.
Радиолюбители давно выяснили, что можно изготовить индукционные печи для плавки металла своими руками. Эти простые схемы помогут сделать твч установку для домашнего использования. Однако все описанные конструкции правильней будет назвать лабораторными инверторами Кухтецкого, так как самостоятельно собрать полноценную печку этого типа просто невозможно.
Алюминий применяется при производстве деталей в кузнечном деле. Спецификой аналогичного сплава можно назвать то, что весит мало, большую степень пластичности, хорошую проводимость тепла и электрической энергии. При всех аналогичных качествах рассматриваемый сплав можно назвать легкоплавким материалом, что существенно увеличивает его востребованность. Для проведения работ по созданию деталей из алюминия путем доведения сплава до пластичного состояния применяют горн. На протяжении долгого времени люди разглядывали вопрос того, как выполнить горн для плавки алюминия и результатом большого количества попыток стали конструкции, которые можно сделать собственными руками.
Горн для плавки металла – печь, которая применялась в кузнечном деле на протяжении долгого времени. Впрочем маленькой критерий КПД определил то, что его не начали использовать при изготовлении изделий из рассматриваемого сплава в промышленности.
Есть следующая классификация:
Для отведения газообразных продуктов згорания создается специализированная труба, если работа проходит в помещении. Открытый вид не имеет трубы, так как продукты горения уходят без их отвода.
Собственными руками во время использования материалов которые всегда под рукой можно сделать эффективную систему, которая даст возможность провести кузнечные работы. Есть большое количество видов конструкции, которые делают собственными руками. Профессиональный горн имеет такие элементы:
Пример устройства печи для плавки алюминия
Рассматриваемый вид кузнечного оборудования можно назвать традиционным горном, который применяется в кузнечном деле. Создать его собственными руками очень и очень трудно, однако можно провести создание более обычной конструкции для плавки алюминия.
Собственными руками лучше провести изготовление с применением материалов которые всегда под рукой. Мини горн из 6 кирпичей подойдёт для получения самых разных деталей, которые применяются при украшении железных вещей, ведра либо иных деталей.
Созидательный процесс можно поделить на такие этапы:
Применять такой способ выполнения, который можно быстро создать собственными руками, следует только на чистом воздухе, так как зонта с дымоотводом нет. В период выполнения плавки выделяется очень много продуктов згорания.
При рассмотрении вопроса того, как выполнить горн для плавки алюминия, отметим возможность создания и переносных вариантов выполнения. Примером можно назвать мобильной вариант выполнения из гусятницы, которые с добавочными компонентами ставятся на общее основание. Футеровка представлена шамотным мергелем с шамотным песком. Иным элементом конструкции можно назвать систему воздушной подачи в гусятницу, для чего можно применять, например, ручную сирену. Работать он может на коксе или древесном угле.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.

Плавка металла в домашних условиях
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.

Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
К черным металлам относят:
Лом на предприятиях сортируют по следующим критериям:

Крупные организации по переработке металлического вторсырья автоматизируют процесс сортировки, значительно ускоряя его.
Сначала из металлолома:
Если работа проводится с крупными металлоконструкциями, то для проведения сортировки используют погрузочное оборудование.
Сортировка по химическому составу осуществляется с учетом показателя качества металла, а также по его виду. Кроме того, при сортировке разделение может проходить по факту содержания в металлоломе легирующих и углеродных компонентов.
На небольших предприятиях сортировка часто выполняется вручную, сразу на стадии приемки. Лом разделяют на:
Также разделяют
Сортировка необходима для подготовки лома к переплавке.
Для корректной переработки метал режут на фрагменты перед переплавкой.
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.

Считается одним из самых плотных элементов в мире. В дополнение к своим исключительным свойствам (высокая теплопроводность и электропроводность, очень высокая стойкость к воздействию кислот и истиранию) вольфрам также отличается тремя уникальными свойствами:
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.

Муфельная печь своими руками изготавливается за несколько этапов:

Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
:
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.

Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.

Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.

Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.

Крупной отраслью в цветной металлургии считается алюминиевая промышленность. В России все центры производства алюминия расположены на небольшом расстоянии от гидроэлектростанций.
Алюминий обладает высокими конструктивными свойствами, он легкий и прочный. Благодаря этому он широко используется в машиностроении, строительстве. Сплавы из алюминия по своей прочности не уступают стали.
Электрическая печь для плавки свинца состоит из следующих элементов:

Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.

Десятую строчку в рейтинге занимает синевато-серый, очень твердый металл со сверхвысокой температурой плавления. Несмотря на свою твердость он пластичен, как золото.
Тантал является важным компонентом во многих современных технологиях. В частности, он используется для производства конденсаторов, которые применяются в компьютерной технике и мобильных телефонах.
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.

На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Эта группа очень зависит от источника сырья. Основные металлургические заводы расположены:

Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.

Порядок работы следующий:
Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Изделия из меди активно используются не только в различных отраслях промышленности, но и в быту.
В связи с этим вполне естественно, что у многих умельцев возникает вопрос о том, как расплавить медь и в домашних условиях изготавливать из нее различные изделия методом литья.
Знание такой технологии, которая известна человечеству еще с древних времен, позволяет создавать различные предметы не только из меди, но и из ее сплавов – латуни и бронзы.
Плавка меди в самодельной печке
Некоторые неметаллические предметы тоже обладают похожими свойствами. Самым распространённым является вода. Относительно свойств жидкости, занимающей господствующее положение на Земле, была разработана шкала температур. Реперными точками признаны температура изменения агрегатных состояний воды:
Внимание! Кроме шкалы Цельсия на практике измеряют температуру в градусах Фаренгейта и по абсолютной шкале Кельвина. Но при исследовании свойств металлических предметов другие шкалы используют довольно редко.
Для плавки металла в тяжелой промышленности используются доменные печи. Но иногда хочется самому что-либо расплавить, чтобы изготовить собственное изделие из металла.

Создать горн для домашнего плавления не так уж и сложно. Вот только для поддувала использовать бытовой фен совсем не выгодно (сгорит через 30 минут). Но можно легко обойтись старым двигателем от стиральной машинки, крыльчаткой от старого пылесоса и кусков фанеры.
Для начала разметим окружность нашего «фена» на фанере, обведя крыльчатку и увеличив размер на один сантиметр. Просверливаем отверстие в центре. И вырезаем две одинаковые заготовки.

В одной из заготовок из фанеры проделываем в центре отверстие. Оно должно быть таким, чтобы лопатки крыльчатки не были видны и не торчали. Соединяем временной стяжкой(гвоздиками) между собой обе заготовки. На шлифовальном станке обтачиваем до одинаковой формы.

Для придания объёма нашему «фену» начинаем собирать его стенки из равных кусочков фанеры и суперклея. Собрав стенки, устанавливаем форму на двигатель, стянув форму и двигатель шпильками.

Устанавливаем крыльчатку на вал и закрепляем всё гайками через прокладки из шайб. Накрываем верхней крышкой и склеиваем весь корпус. Шпатлевкой по дереву замазываем все неровные края, для придания более эстетичной формы. Шлифуем все неровности и получаем прекрасный корпус «фена».

Подставку для двигателя можно изготовить из обычных кусков металла и шпилек. Подключаем через небольшой патрубок наш «фен» к трубке поддувала горна и наслаждаемся процессом. Подробное визуализацию процесса можно посмотреть на видео ниже.
 Idea #23 caseraМне нравитсяНе нравится
Idea #23 caseraМне нравитсяНе нравится
Андрей Васильев
Задать вопрос
| |||||
| |||||
| |||||
| |||||
| |||||
Стоимость доставки не может быть рассчитана. Пожалуйста, введите верный почтовый индекс.
Место проведения: Клайпеда, ЛТУ, Литва
Доставка: по всему миру
Исключения: Гонконг, Литва, Китай, Украина, Российская Федерация
.| Выбрать страну: -Выберите-AfganistanAlbaniaAlgieriaAndoraAngolaAnguillaAntigua и BarbudaAntyle HolenderskieArabia SaudyjskaArgentynaArmeniaArubaAustraliaAustriaAzerbejdżanBahamyBahrajnBangladeszBarbadosBelgiaBelizeBeninBermudyBhutanBiałoruśBoliwiaBośnia и HercegowinaBotswanaBrazyliaBruneiBrytyjskie острова DziewiczeBurkina FasoBurundiBułgariaChileChorwacjaCyprCzadCzarnogóraCzechyDaniaDemokratyczna Республика KongaDominikaDominikanaDżibutiEgiptEkwadorErytreaEstoniaEtiopiaFalklandy (Мальвинские) FidżiFilipinyFinlandiaFrancjaGabonGambiaGhanaGibraltarGrecjaGrenadaGrenlandiaGruzjaGuamGuernseyGujanaGujana FrancuskaGwadelupaGwatemalaGwineaGwinea BissauGwinea RównikowaHaitiHiszpaniaHolandiaHondurasIndieIndonezjaIrakIrlandiaIslandiaIzraelJamajkaJaponiaJemenJerseyJordaniaKajmanyKambodżaKamerunKanadaKatarKazachstanKeniaKirgistanKiribatiKolumbiaKomoryKongoKorea PołudniowaKostarykaKuwejtLaosLesothoLibanLiberiaLibiaLiechtensteinLuksemburgMacedoniaMadagaskarMajottaMakauMalawiMalediwyMalezjaMaliMaltaMarokoMartynikaMauretaniaM auritiusMeksykMikronezjaMonakoMongoliaMontserratMozambikMołdawiaNamibiaNauruNepalNiemcyNigerNigeriaNikaraguaNiueNorwegiaNowa KaledoniaNowa ZelandiaOmanPakistanPalauPanamaPapua-New GwineaParagwajPeruPolinezja FrancuskaPolskaPortugaliaPołudniowa AfrykaPuerto RicoRepublika ŚrodkowoafrykańskaReunionRuandaRumuniaSahara ZachodniaSaint Киттс и NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadynySalwadorSamoa AmerykańskieSamoa ZachodnieSan MarinoSenegalSerbiaSeszeleSierra LeoneSingapurSomaliaSri LankaStany ZjednoczoneSuaziSurinamŚwięta HelenaSzwajcariaSzwecjaSłowacjaSłoweniaTadżykistanTajlandiaTajwanTanzaniaTogoTongaTrynidad и TobagoTunezjaTurcjaTurkmenistanTuwaluUgandaUrugwajUzbekistanVanuatuWallis и FutunaWatykanWęgryWenezuelaWielka BrytaniaWietnamWybrzeże Кость SłoniowejWyspy CookaWyspy Virgin (США) остров MarshallaWyspy SalomonaWyspy Теркс и CaicosWyspy Зеленый PrzylądkaWłochyZambiaZimbabweZjednoczone арабский ArabskieŁotwa Количество доступных предметов: 33.Введите число меньше или равное 33. Выберите правильную страну. | Почтовый индекс: Введите действительный почтовый индекс. Введите 5- или 9-значный почтовый индекс. |
Товар не доставляется в: Российская Федерация
. Другие объявленияНайдено 35 объявлений Найдено 35 объявленийВаше объявление находится вверху списка? Выделять! | |||||
| |||||
| |||||
| 90 106 | |||||
 | Глазурованный керамический тигель для плавки, сушки, выпечки, ср 10-12Спорт и хобби »Коллекции | 7 злотых | |||
| Познань, Смоховице вчера 17:24 |
 | БМВ Х5 Е53 3.0D 6412-8380998 92794D ВЕРХНЯЯ ВЕРХНЯЯ ВЕРХНЯЯ ПЕЧЬ WEBASTOАвтозапчасти »Легковые автомобили | 220 злотых |
| Легница вчера 09:30 |
 | Пароконвектомат ChefTop PLUS 16 450,00 зл!Фирменное оборудование »Машины и устройства для предприятий | 16 450 злотых Вести переговоры |
| Щецин, Слонечне 25 марта |
 | Пароконвектомат ChefTop One UNOX 12 920,00 зл!Фирменное оборудование »Машины и устройства для предприятий | 12 920 злотых Вести переговоры |
| Щецин, Центр 25 марта |
 | Пароконвектомат ChefTop One UNOX 12 920,00 зл!Фирменное оборудование »Машины и устройства для предприятий | 12 920 злотых Вести переговоры |
| Щецин, Слонечне 25 марта |
 | Газовая духовка Brotje Energy top 240 КомбинированнаяОтопление » Котлы и печи | 90 028 790 зл. Вести переговоры |
| Гродкув 24 марта |
 | Webasto at3500 air top 3500 теплообменник камеры сгорания печкиАвтозапчасти »Фургоны и грузовики | 150 злотых |
| Домброва Гурнича 23 марта |
 | Блуза PS SEXI TOP бело-черная, зебра SЖенская одежда »Другое | 58 злотых |
| Духовки 23 марта |
 | Автономный обогреватель WEBASTO VW T5 THERMO TOP C 7H0.815.071САвтозапчасти »Фургоны и грузовики | 90 028 399 зл. |
| Гожув-Велькопольски 23 марта |
 | Хлебопечка UNOLD 68415 Top EditionМелкая бытовая техника »Другое | 90 028 390 злотых |
| Енджеюв 22 марта |
 | Керамическая печь NABERTHERM TOP 80Торговое оборудование »Другое | 90 028 злотых 9 500 |
| Пясечно 22 марта |
 | Печь для плавки цинкового сплава NICEФирменное оборудование »Машины и устройства для предприятий | 90 028 злотых 15 000 |
| Кельце 21 марта |

Фирменное оборудование »Машины и устройства для предприятий
зл. 650 зл.
Вести переговорыВаршава, Среднеместье 20 марта
 | Brotje Heizung 24 кВт, одинарная газовая печь, топовая модель энергииОтопление » Котлы и печи | 90 028 499 зл. Вести переговоры |
| Катовице, Средместье 19 марта |

Отопление » Камины
6 245 зл.
Семяновице Силезские 18 марта
 | Газовая духовка Brotje Energy Top - б/у годОтопление » Котлы и печи | 1000 злотых |
| Гдыня, Холм Святого Максимилиана 15 марта |
 | Недорогая каменка для сауны Harvia Millenium M90 Top SteelДом и сад »Другое для дома и сада | 1 609 зл. |
| Познань, Ежице 14 марта |
Недорогая каменка для сауны Harvia Millenium M60 Top SteelДом и сад »Другое для дома и сада | 1 388 зл. | |
| Познань, Смоховице 14 марта |
 | НАГРЕВАТЕЛЬНАЯ ПЕЧЬ WEBASTO THERMO TOP E 12V 4.2kW Дизель доставкаАвтозапчасти »Фургоны и грузовики | 90 028 399 зл. |
| Гожув-Велькопольски 14 марта |
 | VW T6 WEBASTO печка обогрев 7E0.819.008K Thermo Top Evo доставкаАвтозапчасти »Фургоны и грузовики | 90 028 899 зл. |
| Гожув-Велькопольски 14 марта |
 | НАГРЕВАТЕЛЬНЫЕ ПЕЧИ WEBASTO Thermo Top C 66724C квитанция об отправкеАвтозапчасти »Фургоны и грузовики | 90 028 329 злотых |
| Гожув-Велькопольски 14 марта |
 | Webasto thermo top C Бензиновая печь 2,5 барАвтозапчасти »Легковые автомобили | 90 028 299 злотых |
| Тушин 9 марта |
 | Газовая печь Brotje Energy Top 24 TE с камерами сгорания (детали)Отопление » Котлы и печи | 580 злотых |
| Пясечно 9 марта |
 | Закалочная печь 1100°С для плавки, обжига, закалки тигляФирменное оборудование »Машины и устройства для предприятий | 90 028 злотых 8 000 Вести переговоры |
| Глогочув 8 марта |
 | Вторичный теплообменник Brotje Junkers Viessmann газовая печь Energy Top cteОтопление » Котлы и печи | 69 злотых |
| Забки 5 мар. |
 | Пароконвектомат UNOX CHEF Top UNOXОтдельностоящая бытовая техника »Другое | 3 500 злотых |
| Кнуров 4 марта |
 | TOP NEW Breader Хлебопечка 15 программ автоматическаяОтдельностоящая бытовая техника »Другое | 399,99 зл. |
| Прушкув 1 марта |
 | PS TOP женская футболка 90% ХЛОПОК - БЕЛАЯ или СЕРАЯ S / MЖенская одежда »Другое | 39 злотых |
| Духовки 1 марта |
 | PS TOP Футболка с топом с анималистическим принтом бежевого цветаЖенская одежда »Другое | 56 злотых |
| Духовки 1 марта |
 | Печь, отдельностоящий камин Defro Home Orbis TOPОтопление » Камины | 6 040 злотых Вести переговоры |
| Катовице, Костучная 1 марта |
 | ГАЗОВАЯ ПЕЧЬ - Brotje Energy Top 240 CTE - 24 кВт.Двойная цель.Отопление » Котлы и печи | 1 200 злотых |
| Грыфино 28 февраля |

Фирменное оборудование »Машины и устройства для предприятий
90 028 злотых 8 000
Вести переговорыЛибертув 27 февраля
| Нет фотографии | Комбинированная печь Brotje Energy Top 24E насос газовый клапанОтопление » Котлы и печи | 150 злотых |
| Быдгощ 24 февраля |
Индукционная печь для грануляции золота Argenta AFI-05+12кВт Печь была дополнена функцией грануляции золота.Номинальное напряжение: 380-400В/50-60Гц Количество фаз: три Номинальная мощность: 12кВт Тип: Индукция Вместимость тигля: 800 см3 (12,3 кг Au18ct) Опорный тигель: графит Максимальная температура: 1500ºC Время полного плавления тигля: 6 мин. Надеть: пол Внешние размеры: 64x50x80см Вес: 80 кг Индукционные тигельные печи являются современной и экономичной альтернативой электрическим, газовым и масляным печам. Новые технологические решения открывают перед пользователем широкие возможности. Несомненным преимуществом индукционного нагрева является эффект «подмешивания» к электромагнитному полю.Высокая мощность, установленная в устройстве, позволяет быстро расплавить полную загрузку тигля, сводя к минимуму воздействие вредного кислорода воздуха на жидкий металл. Печи оснащены ПИД-регулятором температуры с термопарой, встроенной в стенку тигля. Это позволяет контролировать процесс плавления без необходимости использования дополнительных графитовых крышек для термопар. После расплавления металла тигель поднимается пневматическим приводом, что позволяет легко извлечь его с помощью щипцов. Устройства оснащены микропроцессорным контроллером процесса с жидкокристаллическим ЖК-дисплеем, позволяющим осуществлять настройку, регулирование мощности и температуры, а также контроль рабочих параметров устройства, таких как напряжение питания или давление охлаждающей воды.Контроллер взаимодействует со службой с помощью команд, отображаемых на следующих языках: польском, английском, немецком, русском, испанском или турецком. Предлагаемые печи доступны в нескольких версиях. Они различаются вместимостью тигля, типом используемого тигля и установленной в устройстве мощностью. Тигель на заводе монтируется в керамический кожух, который термически защищает камеру печи и предотвращает высыпание продукта в случае поломки тигля. Керамическая крышка многоразовая.Включая клещи для литья и руководство по эксплуатации. В наличии сразу без необходимости ждать выполнения заказа, как у производителя. Нет функциональной термопары. (стоимость макс. 350 злотых) Самовывоз или после согласования условий доставки.
.Добро пожаловать в наш магазин! 100% новый и высокое качество! Электроплавильная печь с компактной конструкцией идеально подходит для профессионального использования. Используя высококачественные материалы, плавильная печь может удовлетворить требования промышленности и мастерской, подходит для обработки драгоценных металлов, таких как золото, серебро, чистая медь, алюминий, олово, цинк и другие металлы с низкой кислотностью. основное свойство и не слишком высокая температура плавления.Максимальная регулируемая температура нашего продукта составляет 1100 ° C (2012 ℉). Таким образом, плавильная печь идеально подходит для плавки драгоценных металлов. Температура плавления серебра составляет 962 ° C, золота — 1064 ° C. Регулировка температуры плавления очень удобна для пользователя с помощью современного PID-модуля. Этот модуль позволяет осуществлять цифровую настройку заданной температуры с точностью до градуса. Модуль PID отслеживает фактическую температуру в плавильной камере с интервалом в 2 секунды, чтобы она не перегревалась и не охлаждалась.Температуру поддерживают постоянной около точки плавления. Функции 【Большая емкость 3 кг】 Рабочая мощность 1400 Вт и большая емкость тигля 3 кг. Он может плавить драгоценный металл быстро. Можно плавить: 6 кг золота, 3,5 кг серебра, 3 кг меди, 0,7 кг алюминия. 【Профессиональные прочные материалы】 В продукте используется кварцевая печь. Встроенная машина с проволочным уплотнением печи может быстро нагреваться. Внутренний бак изготовлен из кварца и обладает характеристиками термостойкости, кислото- и щелочестойкости и устойчивости к старению.【Таблица контроля температуры PID】 Оснащен усовершенствованным модулем PID и цифровой системой управления для обеспечения точного и удобного плавления металла, контроля фактической температуры в плавильной камере с интервалом в 2 секунды, чтобы она не перегревалась или не охлаждалась. 【Графитовый тигель высокой чистоты】 Высокая плотность природного графита делает тигель хорошей теплопроводностью, термостойкостью, коррозионной стойкостью и долгим сроком службы. В частности, конструкция канавки облегчает заливку и заполнение расплава.【Максимальная температура до 1100 ° C / 2012 ℉】 Максимальная температура нагрева до 1100 ° C (2012 ℉). Плавильная печь может плавить металлы с температурой плавления ниже 1100 ° C, такие как: золото, серебро, чистая медь и алюминий, олово, цинк, латунь, бронза и т. Д. Большая емкость 3 кг: Рабочая мощность 1400 Вт и большая емкость тигля 3 кг. Он может плавить драгоценный металл быстро. Можно плавить: 6 кг золота, 3,5 кг серебра, 3 кг меди, 0,7 кг алюминия. Быстро пахнет: Встроенная машина для проволочного уплотнения плавильной печи может быстро нагреваться и нагреваться.Его можно быстро нагреть до 1100°C/2000°F. Чтобы расплавить 3 кг меди, требуется 20-25 минут. ПИД-регулятор температуры: Оснащен усовершенствованным ПИД-модулем и цифровой системой управления для обеспечения точного и удобного плавления металла, контроля фактической температуры в плавильной камере с интервалом в 2 секунды, чтобы она не перегревалась и не охлаждалась. Обеспечивая точное и удобное плавление металла. Прочные материалы: Материалы, которые прошли испытания на устойчивость к высоким температурам и экстремальным условиям работы.Верхняя часть печи изготовлена из кварцевого камня, обладающего термостойкостью, кислото- и щелочестойкостью и устойчивостью к старению. Это ваш долгосрочный партнер. Графитовый тигель: Благодаря высокой плотности природного графита тигель обладает хорошей теплопроводностью, термостойкостью, коррозионной стойкостью и долгим сроком службы. Специально конструкция канавки облегчает заливку и заполнение расплава. Форма для слитков графита высокой чистоты: Форма устойчива к высоким температурам и выдерживает 2000 ℃.Яркость тигля составляет менее 0,1%, что гарантирует, что чистота металла не пострадает во время рафинирования металла. Технические характеристики: Напряжение: 110 В/220 В Мощность: 1400 Вт Вместимость тигля: 3 кг Максимальная температура: 1100 ℃ (2012 ℉) Вес: 12 кг Размеры упаковки: 22*22*40см Содержание упаковки: 1 × электрическая плавильная печь 1 × 3 кг графитовый тигель 1 × графитовая форма для слитков 1 × кабель питания 1 × зажим 2 × высокотемпературные перчатки 1 × Инструкция по эксплуатации Техническая поддержка: 1. Продукт работает в условиях высокой температуры, поэтому он не может работать в течение длительного времени, и его необходимо охлаждать в течение 3 часов.2. При работе в основном защищайте себя и избегайте ожогов от высоких температур. 3. Продукт не может работать во влажной среде. 4. Если расплавленный продукт содержит такие вещества, как кислота и щелочь, эти вещества будут выделять вредные газы с высокой степенью коррозии. В этом случае мы рекомендуем открывать крышку печи во время плавки. 5. Максимальная температура продукта 1100°С. Запрещается плавить выше этой температуры. 6. Перед использованием проверьте, не поврежден ли тигель. Если он поврежден, немедленно замените его.7. Для достижения наилучших результатов плавки не заполняйте тигель. В процессе плавки выделяется газ, и металл наполняется металлом, что вызывает повышение давления и представляет опасность. Если броня полная, откройте крышку и понюхайте.
.Кованая сварка — это старый метод, при котором куски металла соединяются вместе с помощью тепла и силы. Металл обычно нагревают огнем, а силу обычно прикладывают молотком, но существуют и другие методы. Сварка в кузне считается основным методом. Его все еще изучают и используют, но его широко заменяют более современные методы сварки.
Сварка в горне обычно не считается сложной, но может быть опасной.Некоторые методы сложны и могут потребовать хорошей концентрации, памяти и навыков безопасности. Также полезно знать свойства свариваемого металла и используемый источник тепла.
Более толстые куски металла обычно легче подделать. Это связано с тем, что тонкие детали могут гнуться при нагревании, из-за чего карманы на поверхности выглядят как пузыри. Более толстые куски металла также дольше сохраняют тепло. Перед сваркой выбранные компоненты обычно не должны содержать оксидов и загрязнений.
Флюс обычно используется после нагрева металла, но до достижения им температуры сварки. Флюс представляет собой вещество, которое плавится и образует покрытие, препятствующее окислению. Бура — распространенный флюс, но он подходит не для всех материалов. Если металл окисляется, в результате получается кузница низкого качества.
Источник давления зависит от предпочтений и техники сварщика. Некоторые используют ручные молотки, в то время как другие используют механические молотки.Третьи могут использовать прессу. Независимо от того, какой инструмент давления используется, сварщики часто получают ожоги.
Во многих случаях знания и опыт — единственные способы определить, достаточно ли горяч металл для его ковки. Это также важно для предотвращения слишком сильного нагрева металлов. Разные металлы свариваются при разных температурах. По оценкам, эти температуры составляют от 50 до 90 процентов температуры плавления металла.
Этот процесс работает, потому что когда металл нагревается до некоторой степени, в молекулах происходят изменения.Когда применяется давление, предметы из одного куска металла могут перейти в другой кусок. Результатом этого обмена является облигация. Кованая сварка может быть с одинаковыми или разными металлами. Когда используются разные металлы, сварное изделие, как правило, прочнее, чем любой из металлов по отдельности.
При успешном завершении процесса между слоями не должно быть трещин и зазоров. Это справедливо даже при сварке нескольких слоев вместе. Кованые материалы должны выглядеть как один цельный предмет.
Новое поколение стационарных пирометров LANDSYSTEM 5 было разработано для требовательных пользователей. В группу пирометров LAND System 5 входят 19 стационарных пирометров LAND SPOT нового поколения. Серия представляет собой автономную конструкцию с усовершенствованной интегрированной обработкой измерений. Пирометры точны, воспроизводимы и просты в использовании. В группу System 5 входят одноцветные и двухцветные (2 отдельных детектора) , малогабаритные и волоконно-оптические пирометры с диапазоном измерения от 50 до 2500°С (в зависимости от модели).
Модели SPOT R100, R 160 и R210, а также оптоволоконные R100 FO и R160 FO представляют собой запатентованную конструкцию промышленного пирометра, сочетающую в себе функциональные возможности одноцветного и двухцветного пирометра . В зависимости от приложения и требований пользователя меню предлагает выбор из пяти режимов работы (Ratio, Mono 1, Mono 2, Multi, Duo). Пирометры имеют ряд монтажных принадлежностей, а оптика высокого разрешения позволяет измерять мелкие элементы также на большом расстоянии.
Гибкая конструкция с дополнительными адаптерами позволяет адаптировать установку к пирометрам предыдущего поколения (Система 4, UNO) или к другим пирометрам, представленным на рынке. Использование зеркальной фокусирующей линзы устраняет проблему хроматической аберрации, которая является обязательным элементом стандартных линзовых пирометров со стеклянной оптикой. Пирометр SPOT получил престижную награду BEEA (British Engineering Excellence Awards) за уникальный дизайн электрической и механико-оптической системы .
Сочетание Ethernet, Modbus TCP, аналоговых и релейных выходов и видеокамеры делает серию SPOT очень функциональной и универсальной. Чтение и настройка происходит через дисплей или удаленно по сети, через веб-браузер/веб-сервер.
В компактных пирометрах SPOT M и R используется запатентованный зеленый светодиодный прицел для точного выравнивания на объекте измерения, в том числе для светящихся металлов. Встроенная видеокамера позволяет осуществлять локальный или удаленный просмотр места измерения.Оптическая система оснащена функциональной механизированной фокусировкой, благодаря чему поле измерения можно удобно регулировать в любое время (локально или дистанционно). В оптоволоконных версиях SPOT M F.O. и Р Ф.О. доступна уникальная ручная регулировка фокуса.
Благодаря широкой функциональности, компактному дизайну и совместимости LAND SPOT подходит для больших систем ПЛК или РСУ.Однако в случае небольших приложений, где нет внутренней системы визуализации и архивирования, полезно дополнительное программное обеспечение SPOT VIEWER. Он обеспечивает полный контроль и непрерывную регистрацию измеряемых параметров до 40 устройств со всей установки.
турбинские лопатки,
приводных валов,
подшипников,
прецизионные разъемы и муфты,
Gears
компоненты двигателей и многие другие компоненты автомобильной, аэрокосмической и машиностроительной промышленности,
литье металлическое,
и дополнительно:
- жидкое стекло,
- стеклянная капля,
- цементные заводы,
7 - вращающиеся печи.
Запишитесь на демонстрацию и пробный визит по вашему адресу
.«Специфика нашего производства – создание единичных экземпляров для задач, строго определенных заказчиком», – говорит Матеуш Янкович, заместитель начальника механического отдела по производству и закупкам Zakłady Urządzeń Przemysłowych ZAM Kęty sp.Z o.o.
Ассортимент продукции компании ZAM Kęty достаточно широк…
Действительно, мы специализируемся на выполнении нетиповых, мелкосерийных и индивидуальных задач, чаще всего выполняемых на основании собственной документации, взаимных договоренностей с нашими заказчиками или на основании документации заказчика.Осуществляем монтаж и пуско-наладку устройств, а также сервисное обслуживание.
Наши продукты включают в себя: машины и машины промышленные - в основном для промышленности Heavy , гидроциклон , а также печи индукция , индукция для сетевого и среднего частота, генераторы тиристорные среднечастотные, силовые и шкафы управления.Мы также предлагаем контрольно-измерительное оборудование, а также различные виды износостойких резиновых футеровок.
В каких количествах производятся отдельные производственные элементы?
На самом деле у нас нет продукции, которая выпускается серийно в неизменном виде, всегда одна и та же. Наши контракты охватывают не тысячи единиц, а часто одну или дюжину крупногабаритных машин. Например, сейчас мы производим восемь дробилок для австрийской компании. Мы предоставляем им еще одну машину каждые два месяца.Таким образом, мы делаем устройства, связанные с выполнением конкретных заказов. У нас нет продуктов, которые мы бы производили и хранили на складе. Все делается по конкретным заказам.
Наверное, проще было бы сказать, какие машины и устройства мы не умеем производить. Скажу так: все, что мы сможем сделать на базе нашего машинного парка и благодаря профессионализму наших сотрудников - мы сделаем.
.Что касается машин, у нас есть:К ним относятся: моталки для листового металла толщиной до 20 мм и шириной до 2000 мм, токарные станки с максимальной длиной обточки до 400 мм, карусельный токарный станок, шлифовальные станки, фрезерные станки, а также специальное сварочное оборудование, в том числе МАГ , сварочные аппараты MIG и TIG. Кроме того, в прошлом году мы приобрели станок с ЧПУ
С какими клиентами вы знакомитесь? Что они ищут?
Как правило, мы ищем те компании, которые хотят, чтобы мы сделали станок для их технологической линии.Нашими клиентами являются компании, которые намерены запустить новую производственную линию и хотят, чтобы мы изготовили, например, гидроциклоны, конвейеры или, как в случае с только что выполненным нами заказом, воздушный фильтр для компании Rockwool, которая с одной стороны стороны, чтобы соответствовать необходимым для них техническим параметрам, а с другой стороны, вписаться в их технологическую линию.
Еще один клиент, который недавно обратился к нам, - это иностранная компания, которая намерена начать выбор заполнителей по экологическим соображениям.Запускает технологическую линию, элементом которой является поддержка оптической селекции. Мы помогаем ей проектировать механические детали, чтобы она могла правильно оборудовать и оборудовать свою производственную линию.
| Знаете ли вы, что ... К устройствам, выпускаемым заводом в Кентах, относятся гидроциклоны. Их новые типы создаются в сотрудничестве с учеными из Института цветных металлов в Гливицах. Они служат, в частности, в качестве классифицирующих устройств применяются на обогатительных фабриках, в помольных установках с целью получения соответствующей крупности материала, предназначенного для дальнейшей переработки.Кроме того, они используются в установках, связанных с охраной окружающей среды, в работах, связанных с шламоудалением и золоудалением, а также с обезвоживанием. |
По Вашим словам, заказчиками в основном являются иностранные компании.
Можно и так сказать. Большинство наших клиентов - компании из Западной Европы, в т.ч. из Германии, Австрии и Дании. Многие из них также работают на польском рынке. Есть также контракты для отечественных компаний, например, для Orlen.Я думаю, что эти компании получают хороший качественный продукт по относительно низкой цене. Многие из них, проверив наши машины, часто возвращаются к нам. Это очень положительная тенденция в нашем бизнесе.
Производство на заводе осуществляется в двух цехах?
Да, у нас есть отдел механики и отдел автоматики и измерительной техники. Первый из них занимается собственно механическими изделиями, т. е. производством крупногабаритных приборов и машин. Этот цех также изготавливает элементы конструкций печи для цеха автоматики.С другой стороны, в отделе автоматизации мы уже много лет производим нашу флагманскую продукцию — индукционные печи, в первую очередь для литейной промышленности. Мы также делаем газовые печи , которые можно использовать, например, в различных типах технологических линий.
Индукционные печи, производимые нашим заводом, могут использоваться как для плавки и выдержки металлов, в том числе цветных металлов, так и промышленных сплавов. Эти печи можно использовать для хранения расплавленных металлов в другой печи (как часть буферной операции или в дуплексной системе).
Могут работать - в зависимости от размера печи - как в рамках работы крупных литейных и кузнечных цехов, так и небольших заводов этого типа. В случае с нашими печами важно, на мой взгляд, то, что мы их постоянно модернизируем. Мы хотим постоянно развиваться и постоянно двигаться вперед в плане технологий. Без него мы бы не смогли успешно бороться за клиентов.
Является ли акцент на инновациях торговой маркой ZAM Kęty?
На самом деле, мы действительно хотим, чтобы нас отличало качество.Мы в основном полагаемся на него. Инновации также важны для нас. Тем более, что в значительной степени мы используем самые современные технологические решения, в основном при производстве печей. Это разработанные годами модели машин и одновременно все более современные конструкции на основе электронных компонентов. Они действительно продвинуты.
Когда речь идет о механическом цехе, где создаются крупногабаритные элементы и машины, качество опять же имеет принципиальное значение, ведь с одной стороны весь механизм должен быть подобран наиболее оптимальным для машины образом, чтобы он работал ну, а с другой стороны, он должен быть собран в функциональное целое.В этом случае также важна сварка. У нас есть действительно хорошие специалисты в этой области. Думаю, именно по этим причинам мы по-прежнему привлекательны на рынке.
Значит, одной из сильных сторон компании является команда квалифицированных сварщиков?
Да, так как наши конструкции обычно сварные. Это имеет большое значение, особенно для крупногабаритных машин. Наши производственные возможности включают в себя различные виды элементов, которые требуют работы узкоспециализированного сварщика.Благодаря этому, например, сейчас мы выполняем крупный заказ для Orlen. Мы выиграли тендер на поставку топливному концерну 50 цистерн для перевозки отравляющих веществ. Мы уверены, что эти резервуары будут качественно сварены и, в том числе, благодаря этому они будут иметь соответствующую прочность. Таким образом, хорошие контракты можно получить не только благодаря использованию соответствующей техники, но и благодаря высококвалифицированному персоналу.
| Важнейшие даты в истории компании 1996 Создание предприятия автоматизации и механизации цветной металлургии в ЗАМ Кенты изобретений и инноваций Brussel's Eureka 96 Преобразование компании в компанию 2002 Приватизация и создание Zakłady Urządzeń Przemysłowych ZAM Kęty sp.о.о. 2006 Внедрение и сертификация системы качества ISO 9001 2008 Присвоение компании титула Газель бизнеса 2010 Получение сертификата деловой репутации D&B Poland |
Эти активы не представляют угрозы для государства?
В литейном производстве, для которого предназначены наши индукционные печи, ситуация не самая лучшая. Два-три года мы наблюдаем явное затишье и пока нет сигналов, что ситуация улучшится в ближайшее время.В тяжелой промышленности ситуация тоже не очень интересная. Если компании не начнут инвестировать в течение года или двух, это может стать проблемой. Это, конечно, проблемы, с которыми в настоящее время борется большинство компаний на внутреннем и европейском рынке.
Тем не менее, я считаю нашу нынешнюю ситуацию хорошей. Благодаря марке, благодаря клиентам, которые возвращаются к нам, положение ZAM Kęty стабильно. Мы смотрим на то, что происходит на рынке. Мы не спускаем глаз и готовы создавать новые конструкции и машины.
Сейчас вы внедряете систему управления производством.
Да. Ситуация на рынке учит нас экономить. Поэтому мы оптимизируем процессы, связанные с производством. Мы компьютеризируем всю структуру, связанную с производственным отделом. Мы стандартизируем процессы передачи информации, касающиеся, среди прочего, управление производственным временем. Мы хотим точно знать, на какой стадии реализации находится тот или иной продукт, где могут быть какие-то потери. Мы также получим более широкие выводы о работе отдельных производственных участков.
Оптимизация процессов управления в нашей компании является важной задачей, поскольку производимые нами крупногабаритные машины часто представляют собой очень сложные устройства. Они не производятся серийно и стягиваются с ленты. Специфика нашего производства заключается в создании единичных экземпляров под строго определенные заказчиком задачи. Поэтому мы рассмотрим все возможные проблемы и недостатки, которые каждый раз могут возникать в несколько ином технологическом процессе. В этом году мы намерены завершить процесс внедрения новой системы управления производством.
Можно ли сказать, что диверсификация – это спасение ZAM Kęty от кризиса?
Скажу так: проблемы, с которыми мы боремся в определенных - относительно небольших - масштабах, касаются многих компаний, работающих в настоящее время на рынке. Для нас нет неразрешимых вопросов. Например, довольно оригинальной проблемой, с которой мы сталкиваемся ежедневно, является вопрос о различных типах материалов и элементов, необходимых для наших машин. Если клиент хочет, чтобы они включали, например,технически совершенные мотор-редукторы, их приходится находить, импортировать, иногда даже из США. Это влияет на продолжительность индивидуальных контрактов, но мы всегда можем получить наиболее оптимальный материал или элемент.
В то же время - в связи с тем, что мы работаем в отрасли крупногабаритных устройств с высокой технической сложностью - новые конкурентоспособные компании не появляются в одночасье, как в других отраслях. В данном случае большое значение имеет опыт и доверие со стороны потенциальных клиентов.И эти преимущества в наших руках.
Особое внимание к качеству производимых в Кентах устройств имеет большое значение для получателей наших машин. Мы обращаем внимание на то, что происходит на рынке в данный момент, и уделяем большое внимание экологии. Примером может служить воздушный фильтр, который мы делаем сейчас и в котором мы использовали инновационный метод очистки воздуха.
В эти дни нужно быть осторожным. Диверсификация производства, высокое качество, подтвержденное системой качества ISO, и комплексное обслуживание клиентов (от проектирования, производства до пуско-наладки и сервисного обслуживания) — наш рецепт выхода из кризиса.
| Знаете ли вы, что… Одним из измерительных приборов, предлагаемых ZAM Kęty, является пылемер P-10 ZA. В своей первой версии он получил, в частности, Золотая медаль MTP на выставке POLEKO 95 в Познани, золотая медаль на всемирной выставке изобретений и инноваций Brussel's Eureka 96, а также титул Польского лидера экологии в категории «Техника и технологии» в 1997 году. постоянно совершенствуется. Р-10 ЗА предназначен для измерения концентрации пыли в проточных каналах.Благодаря внутренней системе обогрева и герметичности наружного кожуха центральный контрольно-измерительный блок ЦИП-10 может работать в сложных, например зимних, производственных условиях. |