28.08.2014
Одним из основополагающих нормативных документов, регламентирующих процесс осуществления ручной дуговой сварки, является ГОСТ 5264-80. Документ введен в практику в 1980 году и содержит в себе требования, касающиеся правил ведения работ, необходимость в которых возникает в различных хозяйственных сферах. Государственный стандарт нормирует типы, конструкцию и размеры сварных соединений, которые могут использоваться при проведении сварных работ.
Ведение сварочных работ с использование электродуговой сварки осуществляется с учетом требований ГОСТа 5264-80, установленных и действующих в отношении выполнения данного типа соединений. Нормативы являются обязательными для выполнения работ по соединению стальных конструкций, а также элементов и деталей, в изготовлении которых применены никелевые и железоникелевые сплавы. Не регламентируются по ГОСТу 5264-80 сварные швы, необходимые для соединения стальных труб при монтаже трубопроводов, но в отношении выполнения которых разработана и действует иная нормативная документация.
Утвержденные нормативы ГОСТа 5264-80 скачать можно в формате таблицы. Ее содержание отражает следующие ключевые моменты:
1.Схемы-изображения сварных соединений, допустимых данным стандартом
2.Параметры осуществления соединения
3.Допустимые размеры швов
Выполнение работ по электродуговой сварке в соответствии с указанными нормативами позволяет добиться качества и надежности шовного соединения. Это, в свою очередь, гарантирует обеспечение долгосрочного и безопасного использования сварных металлоконструкций.
Необходимость своего применения государственный стандарт ГОСТ 5264-80 находит в строительстве и машиностроении. Но, вместе с тем, он активно применяется и в других сферах промышленности. Основные преимущества использования электродуговой сварки, выполненной в соответствии с установленными нормативами, состоят в следующем:
Качество результата использования электродуговой сварки гарантируется только при условии четкого соблюдения технологических норм, закрепленных ГОСТом. Нарушение стандартов становится причиной нарушения целостности готовых металлоконструкций и их обрушения.
Сущность способов, технология процесса сварки, применяемая аппаратура, инструменты и приспособления см. в специальной литературе. Швы сварных соединений (ручная электродуговая сварка), их классификацию и конструктивные элементы см. ГОСТ 5264-58. Методы контроля качества сварных соединений см. ГОСТ 3242-54. [c.230]
Формы кромок, размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать ГОСТ 5264—80 ( Швы сварных соединений. Ручная электродуговая сварка ), а в конструкциях из стали класса С60/45 —в соответствии со специальными указаниями в чертежах КМД. [c.132]
ГОСТ 5264—58 Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы [c.394]
ГОСТ 11534—65 Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы (под острым и тупым углами) [c.70]
Приведенные в этом ГОСТе условные обозначения распространяются на швы сварных соединений, выполняемых электродуговой сваркой (ручной, автоматической и полуавтоматической под флюсом), газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.295]
Примеры обозначения сварных швов рисунок 13.41, а — шов углового соединения, без скоса кромки, односторонний, выполняемый электродуговой сваркой с катетом шва 5 мм рисунок 13.41, б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О) газовой сваркой (буква Г ) с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой. [c.228]
Виды сварных соединений. В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений стыковые, нахлесточные, тавровые и угловые. Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69). [c.269]
Основные типы и конструктивные элементы швов сварных соединений, выполненные ручной электродуговой сваркой, приведены в ГОСТе 5264—58. Этот стандарт распространяется на швы сварных соединений конструкций из углеродистых и низколегированных сталей, свариваемых металлическим электродом, при толщине свариваемого металла до 60 мм. [c.295]
При сборке конструкций под сварку зазоры между свариваемыми деталями необходимо обеспечивать для всех типов сварных соединений н швов для ручной электродуговой сварки по ГОСТ 5264—i69 и для автоматической и полуавтоматической сварки под флюсом — по ГОСТ 8713—58, для сварки в среде углекислого газа и порошковой проволокой — по данным Технологической инструкции на полуавтоматическую сварку в среде углекислого газа металлоконструкций грузоподъемных машин , 693—ТИ. [c.156]
При ручной электродуговой сварке основными видами сварных соединений являются стыковые, угловые, тавровые и соединения внахлестку. Конструктивные элементы подготовки кромок под сварку для этих соединений, а также допуски на их размеры, согласно ГОСТ 5264-58, приведы в табл. 1, 2, 3 и 4. [c.245]
ГОСТ 5263-58 устанавливает условные обозначения швов сварных соединений, выполняемых электродуговой (ручной, автоматической и полуавтоматической под флюсом), газовой и контактной сваркой и сваркой в среде защитных газов. [c.275]
Общее количество типов сварных швов значительно больше, нем указано на фиг. 52 и в табл. 6. Так, например, ГОСТ 5264— 58 на швы соединений, сваренных ручной электродуговой сваркой, предусматривает 39, а ГОСТ 8713—58 на швы, сваренные под флюсом, — 45 типов швов. [c.99]
В чертежах сварных соединений (ГОСТ 2.312—68) предусматриваются для обозначения сварки следующие буквы Э — электро-дуговая, Г — газовая, Кт — контактная, 3 — в среде защитных газов, Ш—электрошлаковая. Уз — ультразвуковая, Тр — трением, X — холодная, Пз —дуговая плазменная, Эл —электронно-лучевая, Дф — диффузионная, Лз — лазером, Вз — взрывом, И — индукционная, Гп —газопрессовая, Тм — термитная, Р — ручная, П — полуавтоматическая, А — автоматическая. Если на данной детали все сварные соединения выполняют только одним видом сварки, то это должно быть оговорено в технических условиях. Сварные швы, выполняемые электродуговой сваркой, в технических условиях не оговариваются. [c.84]
Типы, конструктивные элементы, размеры и обозначения монометаллических стальных сварных соединений стандартизованы для ручной электродуговой сварки (Р) — по ГОСТ 5264—69 для автоматической (А) и полуавтоматической (П) электродуговой сварки под флюсом — по ГОСТ 8713—70 для электродуговой сварки в защитных газах (3)—по ГОСТ 14771—76 для электрошлаковой сварки (Ш) —по ГОСТ 15164—78. [c.196]
Виды сварных соединений и швов, выполняемых ручной электродуговой сваркой покрытыми электродами (по ГОСТу 5264-Т 0) [c.181]
Конструктивные элементы подготовленных кромок сварных соединений и швов выполняемых ручной электродуговой сваркой покрытыми электродами (по ГОСТу 5264—60). (Размеры в мм). [c.190]
На фиг. 22 приведены некоторые типовые разделки кромок в стык при автоматической электродуговой сварке под флюсом и ручной дуговой сварке металлическими электродами, рекомендуемые ГОСТ 5264—58 и 8713—58. Указанные соединения находят применение в конструкциях резервуаров, корпусов и других деталях из листового проката. Типовые разделки соединения в стык для сварных стыков трубопроводов, роторов, диафрагм и других турбинных узлов приведены в соответствующих главах, посвященных рассматриваемым деталям. [c.52]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
Размеры UJBOB, их форма и подготовка кромок под сварку должны отвечать требованиям ГОСТ 5264-56 Швы сварных соединений. Ручная электродуговая сварка. Конструктивные элементы . [c.65]
Требования к сборке деталей под электродуговую сварку регламентируются следующими стандартами на основные типы и конструктивные элементы швов сварных соединений ГОСТ 5264—69 — ручная электродуговая сварка ГОСТ 11534—65 — ручная электродуговая сварка (под острым и тупым углом) ГОСТ 8713—70 — автоматическая и полуавтоматическая сварка под флюсом ГОСТ 11533—65 автоматическая и полуавтоматическая сварка под флюсом (под острым и тупым углом) ГОСТ 14771—69 — электродуговая сварка в защитных газах ГОСТ 15164—69 — электрошлаковая сварка ГОСТ 14776—69 — швы сварных соединений электрозаклепоч-ные ГОСТ 16037—70 — швы сварных соединений стальных трубопроводов ГОСТ 14806—69 — дуговая сварка алюминия и алюминиевых сплавов ГОСТ 16098—70 соединения из двухслойной коррозионной стали. [c.123]
Основные типы и конструктивные элементы швов сварных соединений, выполняемых ручной электродуговой сваркой, устанавливаются по ГОСТ 5264—69, выполняемых полуавтоматической или автоматической сваркой под флюсом — по ГОСТ 8713—70. Швы сварных соединений под острым и тупым углом при ручной дуговой сварке устанавливают по ГОСТ 115Й— 75, при автоматической и полуавтоматической — по ГОСТ 11533—75 и ГОСТ 11533—65. Основные типы и конструктивные элементы соединений, выполняемых контактной электросваркой, определяются ГОСТ 15878—70. [c.328]
Кроме того, для ручной электродуговой сварки могут быть использованы электроды ЦЛ-11 и ЦЛ-9 с материалом стержня электрода соответственно Св-07Х19Н10Б и Св-07Х25Н13. Оба типа электрода обеспечивают стойкость металла шва против межкристаллитной коррозии при контроле по методам АМ и АМУ (ГОСТ 6032 75) без провоцирующего нагрева. Сварные соединения, полученные электродами ЦЛ-11 и ЦЛ-9, имеют соответственно следующие механические свойства (не менее) 0в==55О и 600 МПа, 6=22 и 25%, Он = = 80 и 70 Дж/м2 [199]. [c.84]
Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264—69, ГОСТ 8713—70, ГОСТ 14771—69, ОСТ 26-291—71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияни,я (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. [c.285]


ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Array ( [TAGS] => [~TAGS] => [ID] => 60003 [~ID] => 60003 [NAME] => Ручная дуговая сварка: технология, ГОСТ [~NAME] => Ручная дуговая сварка: технология, ГОСТ [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => 115 [~IBLOCK_SECTION_ID] => 115 [DETAIL_TEXT] =>Ручная дуговая сварка: технология, ГОСТ
При создании металлоконструкций широко применяется ручная дуговая сварка.
Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой.
Сущность процесса сварки
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Тип и толщина свариваемых деталей
Ручная дуговая сварка применима к нелегированным и легированным сталям толщиной до 50 мм в производстве единичных или мелкосерийных изделий. Тонкий металл (менее 1,5 мм) быстро проплавляется и "проваливается" до появления сварочной ванны. Для него нужны специальные приспособления.
Прочность сварочного соединения металла снижается с увеличением содержания в нем углерода.
Выгодно использовать ручную сварку для изделий толщиной 3-20 мм. Исключением являются единичные швы сложной конфигурации.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.
Назначения покрытия следующие.
Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Положение сварки в пространстве
Сварка допускается во всех положениях, но самым удобным является нижнее, для которого не требуется высокая квалификация исполнителя. Здесь могут применяться электроды больших диаметров, а ток может быть высоким, что позволяет процесс сделать более производительным. При потолочном и вертикальном положениях шва капли металла держатся только за счет поверхностного натяжения. Размер сварочной ванны уменьшается и требуется меньший диаметр электрода.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
Тип сварочного тока
Ручная дуговая сварка осуществляется на переменном или постоянном токе. Для этого применяются специальные электроды, но они могут быть универсальными, предназначенными для обоих типов тока.
Постоянный ток позволяет создать более стабильную дугу, и работать с ним удобней. Расплавленный металл имеет лучший смачивающий эффект, а шов формируется равномерный. Поэтому для сварки мелких изделий или тонких листов этот способ необходим.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Ручная дуговая сварка: соединения сварные
Для создания надежного соединения, когда толщина металла не менее 7 мм, необходимо подготовить кромки заготовок. С их помощью обеспечивается полный провар заготовок.
На тонком металле делается 1 или 2 шва, а на больших толщинах сначала выполняется корневой проход, а затем полость заполняется наплавляемыми валиками.
ГОСТ "Ручная дуговая сварка" (5264-80) регламентирует, как разделывать края деталей в зависимости от того, какой выбран тип соединения. По форме, различают V, К, Х-образные кромки. Шов может выполняться с одной или двух сторон.
Кромку можно срубить зубилом, но качество достигается самое низкое. Ровные и чистые они получаются на специальных строгальных или фрезерных станках. Если это сделать невозможно, используют кислородную резку.
Особое внимание уделяется очистке кромок от ржавчины, окалины и прочих загрязнений. Это делается стальной щеткой. Для облегчения применяют предварительный подогрев участков пламенем газовой горелки. Типы сварных соединений определяются взаимным расположением деталей и могут быть следующими:
стыковое;
внахлест;
тавровое;
угловое.
ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80) различает типы швов по положению в пространстве.
Нижний - самый простой и надежный. Детали располагаются под электродом. Здесь важно не проплавить заготовки.
Горизонтальный - деталь располагается под углом 0-600, а сварка ведется в горизонтальном направлении.
"В лодочку" - установка детали под наклоном и сварка в угол.
Вертикальный - шов делается снизу вверх. Работа усложняется из-за стекания металла.
Потолочный - шов располагается сверху. Сварка ведется короткими импульсами при пониженном токе.
Швы на готовых изделиях проверяются на соответствие требованиям ГОСТ. Ручная дуговая сварка не должна приводить к образованию дефектов, а геометрические и механические характеристики соединений необходимо поддерживать в заданных пределах.
Сварочное оборудование
Оборудование для ручной дуговой сварки - это прежде всего специальный аппарат, которым может быть:
трансформатор;
трансформатор с выпрямителем;
инвертор.
Особую популярность приобрели сварочные инверторы. Функции форсирования дуги и антиприлипания позволяют делать относительно качественные швы даже новичкам. Высокая стоимость не останавливает покупателей, благодаря высоким техническим характеристикам и большей надежности.
На рынке можно купить профессиональные устройства с высокой производительностью и для бытового применения, когда нет необходимости в непрерывной работе.
Технология ручной дуговой сварки
Для ручной сварки сначала производится розжиг касанием или чирканьем. Затем электрод отводится на небольшое расстояние, чтобы дуга постоянно горела. Технология ручной дуговой сварки заключается в перемещении стержня в трех плоскостях:
приближение и удаление электрода от поверхности заготовки колебательными движениями;
движение в направлении формирования шва;
формирование валика металла перемещением электрода поперек оси шва.
Сварка труб ручной дуговой сваркой
Для труб применяются обычные способы соединения и положения шва. Они должны соответствовать ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80). К соединениям труб предъявляются особые требования, чтобы они были герметичными и выдерживали заданное давление перекачиваемой среды.
Поэтому стараются производить сварку труб в нижнем положении, а изделие при этом периодически поворачивается. Их подготовка заключается в создании перпендикулярных торцов с притуплением -2,5 мм и скосом кромок на угол 60-700.
Сварка производится большей частью встык, и для этого сначала делают прихватку в 4 местах трубы. Если ее диаметр превышает 300 мм, расстояние между участками сварки составляет около 200 мм. Длина прихваток составляет около 50 мм. После выполняют сварку трубы по всей окружности.
Заключение
Ручная дуговая сварка производится для соединения деталей в мелкосерийном и единичном производстве. Для получения качественных соединений необходимо иметь подходящий аппарат и электроды, а также обладать навыками подготовки деталей и выполнения сварки.
Источник: syl.ru
[~DETAIL_TEXT] =>
При создании металлоконструкций широко применяется ручная дуговая сварка.
Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой.
Сущность процесса сварки
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Тип и толщина свариваемых деталей
Ручная дуговая сварка применима к нелегированным и легированным сталям толщиной до 50 мм в производстве единичных или мелкосерийных изделий. Тонкий металл (менее 1,5 мм) быстро проплавляется и "проваливается" до появления сварочной ванны. Для него нужны специальные приспособления.
Прочность сварочного соединения металла снижается с увеличением содержания в нем углерода.
Выгодно использовать ручную сварку для изделий толщиной 3-20 мм. Исключением являются единичные швы сложной конфигурации.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.
Назначения покрытия следующие.
Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Положение сварки в пространстве
Сварка допускается во всех положениях, но самым удобным является нижнее, для которого не требуется высокая квалификация исполнителя. Здесь могут применяться электроды больших диаметров, а ток может быть высоким, что позволяет процесс сделать более производительным. При потолочном и вертикальном положениях шва капли металла держатся только за счет поверхностного натяжения. Размер сварочной ванны уменьшается и требуется меньший диаметр электрода.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
Тип сварочного тока
Ручная дуговая сварка осуществляется на переменном или постоянном токе. Для этого применяются специальные электроды, но они могут быть универсальными, предназначенными для обоих типов тока.
Постоянный ток позволяет создать более стабильную дугу, и работать с ним удобней. Расплавленный металл имеет лучший смачивающий эффект, а шов формируется равномерный. Поэтому для сварки мелких изделий или тонких листов этот способ необходим.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Ручная дуговая сварка: соединения сварные
Для создания надежного соединения, когда толщина металла не менее 7 мм, необходимо подготовить кромки заготовок. С их помощью обеспечивается полный провар заготовок.
На тонком металле делается 1 или 2 шва, а на больших толщинах сначала выполняется корневой проход, а затем полость заполняется наплавляемыми валиками.
ГОСТ "Ручная дуговая сварка" (5264-80) регламентирует, как разделывать края деталей в зависимости от того, какой выбран тип соединения. По форме, различают V, К, Х-образные кромки. Шов может выполняться с одной или двух сторон.
Кромку можно срубить зубилом, но качество достигается самое низкое. Ровные и чистые они получаются на специальных строгальных или фрезерных станках. Если это сделать невозможно, используют кислородную резку.
Особое внимание уделяется очистке кромок от ржавчины, окалины и прочих загрязнений. Это делается стальной щеткой. Для облегчения применяют предварительный подогрев участков пламенем газовой горелки. Типы сварных соединений определяются взаимным расположением деталей и могут быть следующими:
стыковое;
внахлест;
тавровое;
угловое.
ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80) различает типы швов по положению в пространстве.
Нижний - самый простой и надежный. Детали располагаются под электродом. Здесь важно не проплавить заготовки.
Горизонтальный - деталь располагается под углом 0-600, а сварка ведется в горизонтальном направлении.
"В лодочку" - установка детали под наклоном и сварка в угол.
Вертикальный - шов делается снизу вверх. Работа усложняется из-за стекания металла.
Потолочный - шов располагается сверху. Сварка ведется короткими импульсами при пониженном токе.
Швы на готовых изделиях проверяются на соответствие требованиям ГОСТ. Ручная дуговая сварка не должна приводить к образованию дефектов, а геометрические и механические характеристики соединений необходимо поддерживать в заданных пределах.
Сварочное оборудование
Оборудование для ручной дуговой сварки - это прежде всего специальный аппарат, которым может быть:
трансформатор;
трансформатор с выпрямителем;
инвертор.
Особую популярность приобрели сварочные инверторы. Функции форсирования дуги и антиприлипания позволяют делать относительно качественные швы даже новичкам. Высокая стоимость не останавливает покупателей, благодаря высоким техническим характеристикам и большей надежности.
На рынке можно купить профессиональные устройства с высокой производительностью и для бытового применения, когда нет необходимости в непрерывной работе.
Технология ручной дуговой сварки
Для ручной сварки сначала производится розжиг касанием или чирканьем. Затем электрод отводится на небольшое расстояние, чтобы дуга постоянно горела. Технология ручной дуговой сварки заключается в перемещении стержня в трех плоскостях:
приближение и удаление электрода от поверхности заготовки колебательными движениями;
движение в направлении формирования шва;
формирование валика металла перемещением электрода поперек оси шва.
Сварка труб ручной дуговой сваркой
Для труб применяются обычные способы соединения и положения шва. Они должны соответствовать ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80). К соединениям труб предъявляются особые требования, чтобы они были герметичными и выдерживали заданное давление перекачиваемой среды.
Поэтому стараются производить сварку труб в нижнем положении, а изделие при этом периодически поворачивается. Их подготовка заключается в создании перпендикулярных торцов с притуплением -2,5 мм и скосом кромок на угол 60-700.
Сварка производится большей частью встык, и для этого сначала делают прихватку в 4 местах трубы. Если ее диаметр превышает 300 мм, расстояние между участками сварки составляет около 200 мм. Длина прихваток составляет около 50 мм. После выполняют сварку трубы по всей окружности.
Заключение
Ручная дуговая сварка производится для соединения деталей в мелкосерийном и единичном производстве. Для получения качественных соединений необходимо иметь подходящий аппарат и электроды, а также обладать навыками подготовки деталей и выполнения сварки.
Источник: syl.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => При создании металлоконструкций широко применяется ручная дуговая сварка. Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой. [~PREVIEW_TEXT] => При создании металлоконструкций широко применяется ручная дуговая сварка. Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 30.05.2017 11:44:09 [~TIMESTAMP_X] => 30.05.2017 11:44:09 [ACTIVE_FROM] => 30.05.2017 [~ACTIVE_FROM] => 30.05.2017 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/60003/ [~DETAIL_PAGE_URL] => /news/115/60003/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => ruchnaya_dugovaya_svarka_tekhnologiya_gost [~CODE] => ruchnaya_dugovaya_svarka_tekhnologiya_gost [EXTERNAL_ID] => 60003 [~EXTERNAL_ID] => 60003 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 30.05.2017 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Ручная дуговая сварка: технология, ГОСТ [SECTION_META_KEYWORDS] => ручная дуговая сварка: технология, гост [SECTION_META_DESCRIPTION] => При создании металлоконструкций широко применяется ручная дуговая сварка. Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой. [SECTION_PAGE_TITLE] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_META_TITLE] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_META_KEYWORDS] => ручная дуговая сварка: технология, гост [ELEMENT_META_DESCRIPTION] => При создании металлоконструкций широко применяется ручная дуговая сварка. Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой. [ELEMENT_PAGE_TITLE] => Ручная дуговая сварка: технология, ГОСТ [SECTION_PICTURE_FILE_ALT] => Ручная дуговая сварка: технология, ГОСТ [SECTION_PICTURE_FILE_TITLE] => Ручная дуговая сварка: технология, ГОСТ [SECTION_DETAIL_PICTURE_FILE_ALT] => Ручная дуговая сварка: технология, ГОСТ [SECTION_DETAIL_PICTURE_FILE_TITLE] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Ручная дуговая сварка: технология, ГОСТ [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Ручная дуговая сварка: технология, ГОСТ ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => bdc319b578d4e21260366365054decb9 [~TMP_ID] => bdc319b578d4e21260366365054decb9 [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ )
30.05.2017
При создании металлоконструкций широко применяется ручная дуговая сварка.
Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой.
Сущность процесса сварки
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Тип и толщина свариваемых деталей
Ручная дуговая сварка применима к нелегированным и легированным сталям толщиной до 50 мм в производстве единичных или мелкосерийных изделий. Тонкий металл (менее 1,5 мм) быстро проплавляется и "проваливается" до появления сварочной ванны. Для него нужны специальные приспособления.
Прочность сварочного соединения металла снижается с увеличением содержания в нем углерода.
Выгодно использовать ручную сварку для изделий толщиной 3-20 мм. Исключением являются единичные швы сложной конфигурации.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.
Назначения покрытия следующие.
Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Положение сварки в пространстве
Сварка допускается во всех положениях, но самым удобным является нижнее, для которого не требуется высокая квалификация исполнителя. Здесь могут применяться электроды больших диаметров, а ток может быть высоким, что позволяет процесс сделать более производительным. При потолочном и вертикальном положениях шва капли металла держатся только за счет поверхностного натяжения. Размер сварочной ванны уменьшается и требуется меньший диаметр электрода.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
Тип сварочного тока
Ручная дуговая сварка осуществляется на переменном или постоянном токе. Для этого применяются специальные электроды, но они могут быть универсальными, предназначенными для обоих типов тока.
Постоянный ток позволяет создать более стабильную дугу, и работать с ним удобней. Расплавленный металл имеет лучший смачивающий эффект, а шов формируется равномерный. Поэтому для сварки мелких изделий или тонких листов этот способ необходим.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Ручная дуговая сварка: соединения сварные
Для создания надежного соединения, когда толщина металла не менее 7 мм, необходимо подготовить кромки заготовок. С их помощью обеспечивается полный провар заготовок.
На тонком металле делается 1 или 2 шва, а на больших толщинах сначала выполняется корневой проход, а затем полость заполняется наплавляемыми валиками.
ГОСТ "Ручная дуговая сварка" (5264-80) регламентирует, как разделывать края деталей в зависимости от того, какой выбран тип соединения. По форме, различают V, К, Х-образные кромки. Шов может выполняться с одной или двух сторон.
Кромку можно срубить зубилом, но качество достигается самое низкое. Ровные и чистые они получаются на специальных строгальных или фрезерных станках. Если это сделать невозможно, используют кислородную резку.
Особое внимание уделяется очистке кромок от ржавчины, окалины и прочих загрязнений. Это делается стальной щеткой. Для облегчения применяют предварительный подогрев участков пламенем газовой горелки. Типы сварных соединений определяются взаимным расположением деталей и могут быть следующими:
стыковое;
внахлест;
тавровое;
угловое.
ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80) различает типы швов по положению в пространстве.
Нижний - самый простой и надежный. Детали располагаются под электродом. Здесь важно не проплавить заготовки.
Горизонтальный - деталь располагается под углом 0-600, а сварка ведется в горизонтальном направлении.
"В лодочку" - установка детали под наклоном и сварка в угол.
Вертикальный - шов делается снизу вверх. Работа усложняется из-за стекания металла.
Потолочный - шов располагается сверху. Сварка ведется короткими импульсами при пониженном токе.
Швы на готовых изделиях проверяются на соответствие требованиям ГОСТ. Ручная дуговая сварка не должна приводить к образованию дефектов, а геометрические и механические характеристики соединений необходимо поддерживать в заданных пределах.
Сварочное оборудование
Оборудование для ручной дуговой сварки - это прежде всего специальный аппарат, которым может быть:
трансформатор;
трансформатор с выпрямителем;
инвертор.
Особую популярность приобрели сварочные инверторы. Функции форсирования дуги и антиприлипания позволяют делать относительно качественные швы даже новичкам. Высокая стоимость не останавливает покупателей, благодаря высоким техническим характеристикам и большей надежности.
На рынке можно купить профессиональные устройства с высокой производительностью и для бытового применения, когда нет необходимости в непрерывной работе.
Технология ручной дуговой сварки
Для ручной сварки сначала производится розжиг касанием или чирканьем. Затем электрод отводится на небольшое расстояние, чтобы дуга постоянно горела. Технология ручной дуговой сварки заключается в перемещении стержня в трех плоскостях:
приближение и удаление электрода от поверхности заготовки колебательными движениями;
движение в направлении формирования шва;
формирование валика металла перемещением электрода поперек оси шва.
Сварка труб ручной дуговой сваркой
Для труб применяются обычные способы соединения и положения шва. Они должны соответствовать ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80). К соединениям труб предъявляются особые требования, чтобы они были герметичными и выдерживали заданное давление перекачиваемой среды.
Поэтому стараются производить сварку труб в нижнем положении, а изделие при этом периодически поворачивается. Их подготовка заключается в создании перпендикулярных торцов с притуплением -2,5 мм и скосом кромок на угол 60-700.
Сварка производится большей частью встык, и для этого сначала делают прихватку в 4 местах трубы. Если ее диаметр превышает 300 мм, расстояние между участками сварки составляет около 200 мм. Длина прихваток составляет около 50 мм. После выполняют сварку трубы по всей окружности.
Заключение
Ручная дуговая сварка производится для соединения деталей в мелкосерийном и единичном производстве. Для получения качественных соединений необходимо иметь подходящий аппарат и электроды, а также обладать навыками подготовки деталей и выполнения сварки.
Источник: syl.ru
Просмотров: 2030
Электродуговая сварка - это передовая технология обработки металлов, позволяющая эффективно работать с толстыми металлическими конструкциями.
Именно этот вид сварки применяется при монтаже различных металлических изделий, а в бытовых делах пока остается лишь отличным помощником.
Характер сварного шва, естественно, зависит как от качества продукта, так и от квалификации подрядчика.Однако если не соблюдаются особые требования к металлообработке, то разобраться в сварном корпусе сможет даже человек без большого опыта. В последнее время появилось современное инверторное оборудование, которое значительно упрощает работу по сварке изделий.
Прежде чем понимать, что такое электродуговая сварка и как ее выполнять, следует подумать о безопасности работы со сварочным оборудованием. Большинство новичков не обращают внимания на режим безопасности, что приводит к неприятным и серьезным последствиям.
- Электробезопасность превыше всего. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в правильном виде. Не работайте в дождь или дождливую погоду.
- При сварке необходимо использовать средства индивидуальной защиты. Особенно это касается глаз. Ведь при электродуговой сварке выделяется много ультрафиолетового излучения, вредного для зрения. Поэтому при работе нужно использовать специальный щит из темного стекла.
- Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.

Сварка происходит за счет генерируемой тепловой энергии - электрической дуги, возникающей между горелкой и металлом. Для создания дуги используются специальные электроды, которые плавят край изделия и соединяют расплавленный металл, образуя сварной шов.
Сами электроды для дуговой сварки состоят из проволоки определенной толщины, на которую нанесено специальное покрытие. Каждый металл и разные режимы работы требуют использования электродов особых типов. Чаще всего используются марки EPS, SSSI, CM и EU.

Основное оборудование, используемое сварщиком, называется сварочным трансформатором. Его задача - снизить напряжение, что приводит к увеличению силы тока, достаточной для расплавления металла.
Электродуговый сварочный аппарат может быть «бытовым», бытовым с однофазным подключением, и промышленным, большой мощности, который подключается к трем фазам. Кроме того, сварочное оборудование делится на производство постоянного тока и преобразователя постоянного напряжения (трансформаторы).
В быту специалисты рекомендуют использовать сварочный инвертор, который дороже обычных аппаратов, но имеет много положительных сторон:
1. Малый вес.
2.Сопротивление величине тока и выходному напряжению, которое, в свою очередь, влияет на качество электрической дуги, практически не зависит от пиков напряжения в сети.
3. Простота и удобство работы на высоте.

Те, кто профессионально занимается сваркой, знают, что существуют специально разработанные стандарты на сварку металлов, типы соединений, работу с алюминием, качественные электроды и так далее. Чтобы работа была более эффективной, необходимо соблюдать эти правила.Например, ГОСТ 5264-80 отвечает за способы соединения сварных швов металлоконструкций: прямолинейные, скошенные или скошенные с замком.
Что еще такое регулируемая дуговая сварка? ГОСТ 14771-76 знакомит с принципами приготовления пищи в защитных газах. Есть и другие ГОСТы, регламентирующие способы работы при электросварке. В промышленности и промышленности к этим стандартам относятся серьезно и строго. Каждый сварщик, работающий на предприятии, должен знать все государственные стандарты и по возможности применять их.
При выполнении домашних работ соблюдение этих стандартов необязательно, но желательно, чтобы вы имели хотя бы общее представление о них. Например, ГОСТ (ручная электродуговая сварка) под номером 26-291-79, устанавливающий правила использования электродов определенных классов и толщин для сварки определенных металлов и их конструкций.
Основные сварочные соединения описаны в тех же стандартах:
- Перекрытие, когда одна часть слегка перекрывает другую.
- Стык - оба объекта состыкованы друг с другом в одной плоскости.
- Уголок присоединительный.
- Готовим лицо в виде буквы «Т».

Техника ручной сварки состоит из: создания дуги и удержания ее в определенном месте, перемещения электрода и создания сварного шва. Дуга может возникнуть двумя способами:
1. Кратковременно коснитесь электрода металлической поверхности.
2. Наденьте электрод на металл, когда он соприкасается со спичками.
Когда возникает дуга, горелка слегка втягивается для поддержания горения. Исходя из режима сварки, электрод выносят на расстояние, равное 0,5-1 его диаметра.

Для получения качественной электродуговой сварки электроды необходимо перемещать в трех положениях:
- небольшое движение вперед, при котором электрод затем отодвигается, а затем приближается к поверхности заготовки.
- Перемещение электрода по оси шва детали. Это движение считается важным при сварке. Скорость движения может быть медленной или высокой, в зависимости от режима работы, силы тока, а также типа подключения.
- Электрод перемещается поперек оси шва. Таким образом детали соединяются металлическим роликом.
Высокая квалификация и профессионализм сварщика определяют, насколько четко и уверенно он может поддерживать дугу, а также от его способности выполнять все три метода наведения электрода.

Для определения силы тока, необходимого для сварки, решите, какой тип сварного шва нужно сделать и какой диаметр электрода использовать:
- При регулировке нижнего шва, ток для электрод на три миллиметра должен быть 75-100 А, а на пять миллиметров - 160-180 А.
- Для самой сборки необходимо снизить ток для тех же электродов до 80 А и 150 А соответственно.
- Верхние швы, называемые потолком, накладываются на электроды 3-4 мм, сила тока которых должна быть не менее 70 А и больше 100 А.
Электросварка может преобразовать электричество в тепло. И это его главная особенность. Дуга нагревается до температуры 6000-8000 градусов Цельсия, что позволяет расплавить практически любой металл или сплав. Сам лук окружен нимбом. На поверхности электрода температура немного падает и составляет около 4000 градусов Цельсия.
При сварке на поверхности детали образуется ванна горячего расплавленного металла с небольшим отверстием. В этом случае лук имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех типов бытовой техники и некоторых промышленных сварных швов.
Сварку производят короткой дугой, т.к. при длинной дуге начинается сильное разбрызгивание, нарушается шов и плохо спаивается металл.
Если работа выполняется угольным электродом, длина электрической дуги может составлять примерно 20 миллиметров.
Как уже было сказано, для электросварки может использоваться переменный или постоянный ток. При переменном напряжении дуга слабая и нестабильная. Чтобы улучшить его качество, увеличивайте силу тока. Поэтому необходимо следить за напряжением при приготовлении определенных продуктов. Например, при сварке мелких деталей существует опасность их ожога.
Дуга стабильна при постоянном токе, что позволяет сваривать небольшие и тонкие металлические конструкции.

Электродуговая сварка труб позволяет работать с материалом трубы диаметром от 5 до 120 см и толщиной стенки от 3 до 25 мм.
Стыки труб свариваются в несколько швов. После каждого прохода необходимо очищать поверхность последнего шва от слоя шлака.
Сварку труб диаметром менее 22 см выполняет один рабочий. Толщина стен не имеет значения. Но если изделие превышает определенный диаметр, то сварочные работы выполняют два сварщика.
Процесс приготовления осуществляется как можно реже, чтобы не нарушить структуру и качество шва. Сам шов должен перекрывать соединительную линию на несколько миллиметров в каждом направлении. При этом, чем толще стенки труб, тем больше нужно разместить швов. Специалистам, работающим сварщиками в нефтегазовых компаниях, известно, что:
- при толщине стенки до 6 мм - количество слоев шва - 2;
- 7-11 мм - 3 слоя;
- 12-14 мм - 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов проводят через электрод, диаметр которого должен составлять 3 мм.
Изделия из чугуна
Сварка чугунных деталей - трудоемкий процесс из-за химического состава и характеристик чугуна. Особой технологии работы с чугуном не существует, так как разная структура этого материала требует разных подходов.Однако все существующие методы работы с этим металлом делятся на два типа: горячая сварка, когда объект нагревают, а затем дают остыть, и холодная - изделие не предварительно нагревается, а производится с использованием электродов, специально разработанных для чугуна.
Цветные металлы и их сплавы
Изделия из этих компонентов, особенно алюминия, широко используются в качестве запасных частей в автомобилях.Однако поверхности из меди, латуни и бронзы трудно сваривать, поскольку эти металлы обладают высокой текучестью расплава, быстро поглощают кислород и окисляются. В зоне сварки такие металлы меняют свою структуру.
Специалисты рекомендуют работать с цветным металлом электродами МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Многие сварщики также используют цинкосодержащие стержни при работе с латунью и медью. Его испарение способствует более быстрому охлаждению поверхностей свариваемого материала и улучшает качество сварного шва.Но цинк выделяет токсичные газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Таким образом, чистый алюминий начинает плавиться при температуре 660 90 164 0 90 165 С, а его сплавы - 2000 90 164 0 90 165 С. Поэтому вместо стандартных электродов для работы с ним используется проволока, похожая на алюминиевую. Например, электроды ОЗА-1 и ОЗА-2 для алюминия часто используются на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Аппарат для ручной электросварки пригодится не только на производстве, но и в бытовых делах. Практически любые металлические изделия можно сварить самостоятельно в домашних условиях, если прислушаться к советам специалистов и иметь базовые знания и навыки, необходимые для электродуговой сварки.
Самым важным элементом при работе на сварочном оборудовании является соблюдение правил безопасности, ведь сваривать металл можно даже методом проб и ошибок, но не стоит экспериментировать со своим здоровьем.
.Арматура - это конструкция, состоящая из катаных прутков различных форм и размеров. Его основная задача - перераспределить сжимающие и растягивающие напряжения в конструкции здания. Соответственно к жесткости такой конструкции предъявляются повышенные требования. В свою очередь, показатель жесткости зависит от качества сварного соединения. В настоящее время используются несколько методов сварки. Особенности некоторых из них будут рассмотрены в статье.
Наиболее распространенные типы соединений:
ГОСТ определяет конструкцию, геометрические параметры, виды соединений, производимых электрической дугой и сваркой контактной арматуры.
Положения стандарта распространяются на стержни сечением не более 30, но не менее 4 мм, а также металлическую проволоку сечением более мм.
ГОСТ определяет три типа:
Сварка арматуры внахлест по 2-х кромкам и шву (ручной электродуговой метод).Тройник выполняется инвентарным (с одним электродом в ванне), под струей (в данном случае электродная проволока не используется), механизированным, ручным, контактным (путем постоянного перераспределения изделия с сопротивлением).
Стыковая сварка арматуры осуществляется разными способами. Наиболее распространены:
Этот метод обычно используется для соединения:
Это отличный способ сварки арматуры для фундамента и других крупных бетонных изделий, сложных каркасов для строительства различных зданий.Обеспечивает сохранение прочностных параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Подключение может производиться как по горизонтали, так и по вертикали. Таким образом, сварку фитингов для ванны и других вертикальных изделий можно производить, не перемещая их и не размещая в горизонтальном положении.
Еще одним преимуществом является то, что для соединения используются стандартные инструменты, как в случае электродуговой сварки.
Ключевое условие для получения качественного соединения приварной арматурой для ванной - четкое соединение стержней. Необходимо следить за тем, чтобы оси брусков не смещались более чем на половину их поперечного сечения относительно друг друга.
Для выполнения этого условия используются разные типы проводов. В них геометрические параметры и положение полос при сварке стыков остаются неизменными.
Прикрепите (приварите) стальную форму к пруткам перед прямой сваркой.Создает ванну из расплавленного материала. Для этого используется электрическая дуга. Концы планок плавятся под стопой. Это создает единую ванну из шовного материала.
Концы сварных швов и поверхности стержней предварительно очищаются. Удаляют известковый налет, ржавчину и грязь. Для этого используйте жесткую щетку со стальным ворсом.
После очистки стержни располагаются коаксиально. Между концами должен быть зазор. Его размер меньше 1,5 стержней.
При сварке арматурных колонн в качестве элемента опалубки используется форма, скрепленная листом.Крепится к днищу сваркой без использования добавок. Соединение соединено по всей площади поперечного сечения путем постепенного колебательного движения через электрод. По отношению к осям штанг такие движения выполняются перпендикулярно.
Излишки шлака удаляются мерным стаканом. Затем конец верхней планки прикрепляется к нижнему концу, и металл направляется в форму.
Шлак выводится из формы через специальное отверстие, которое прожигается электродом.После того, как шатуны будут закончены, его заваривают.
На практике есть три способа:
Наиболее экономичным считается вариант, когда при соединении стержней не используется вагонка. Дело в том, что на их изготовление нужно потратить время и металл.При отсутствии накладок также обеспечивается компактное подключение.
Сварка в ванне выполняется большими токами. Это может быть 450 ампер при использовании электродов 5-6 мм.
Если изделия подключаются при низких температурах, используется ток примерно на 10% выше нормы. Профессионалы рекомендуют использовать штанги УОНИ-13/55.
При трехфазной сварке следует оставлять зазор на 1,5-2 см длиннее диаметра электрода.Показатель несовпадения оси арматурных стержней не должен превышать 5% площади поперечного сечения электродов. Специалисты рекомендуют использовать шесты с обратным прогибом, если они длиннее.
Нередко концы прутков при выполнении Сварка стыков в шлаковых ваннах. Это связано с быстрым теплоотводом. В результате значительно снижается надежность связи. Чтобы снизить вероятность образования шлаков, можно:
Используется для фиксации соединения внизу. Кронштейн изготавливается из листа или стержней из низкоуглеродистой стали.
Обхват сохраняет жидкий металл и препятствует его течению. Для повышения эффективности крепления по краям опоры устанавливаются упоры, предотвращающие растекание шлака на брус.
Нельзя использовать столешницы из меди, латуни или бронзового сплава. Как правило, они сделаны из чистой меди. Эти подтяжки довольно длинные.
Считается одним из самых распространенных способов сварки. Место контакта изделий плавится в результате нагрева до температуры деформации и сжатия. Это достигается пропусканием тока через цепь, ячейки которой, помимо прочего, являются самими шинами. Ток возникает в замкнутой цепи, а наибольшее сопротивление сосредоточено на контактной поверхности стержней.При этом выделяется тепло, что обеспечивает максимальный обогрев помещения.
Сократите время сварки за счет увеличения силы тока до 10, а в некоторых случаях до 20 тысяч ампер. В этом случае плавление металла происходит практически сразу. Соответственно, время прохождения тока через цепь значительно сокращается.
Контакты продуктов могут быть соединены контактным или точечным способом. Первый применяется при установке торцевых деталей встык. Аппараты для точечной сварки используются, когда стержни перекрывают друг друга.Они подключаются одновременно в нескольких точках.
Соединить стержни контактным способом с помощью профессионального оборудования. Сварку арматуры следует проводить при заданной интенсивности и степени сжатия зоны контакта в течение определенного периода времени.
Все оборудование условно делится на мобильные и стационарные. Самый простой прибор можно собрать своими руками. Должен содержать 2 функциональных блока. Первый - это источник питания, а второй - выносные электрододержатели.
Его технология основана на использовании тепла на концах изделий. Нагревание происходит за счет пропускания электрического тока через эти участки. Поставляется после замыкания цепи путем соединения ее концов. Обеспечивает нагрев с высоким сопротивлением.
После завершения перехода и отключения питания создается «тяга» обогреваемой площади. Применяется большая токовая нагрузка для быстрого нагрева металла в зоне стыка и предотвращения потерь тепла.
Стыковая сварка применяется для соединения гладких прутков диаметром не менее 14 мм. В случае соединения арматуры, выполненной горячим способом и имеющей профиль, этот способ применяется при диаметре стержней не менее 32 мм.
Технологии стыковой сварки делятся на два типа:
Приоритет отдается второму типу. Перед началом работ конец арматуры очищают от шлака, остатков краски и ржавчины.Для этого воспользуйтесь зубилом, молотком и металлической щеткой. Чистые концы важны для качества сварки.
В основном используется для изготовления арматурных каркасов, арматурных сеток малого сечения.
Точечная и бытовая сварка может применяться, например, при ремонте бытовой техники.
Есть два способа подключения. В первом случае металл в месте соединения расплавляется и формируется литой стержень.Во втором - металл просто нагревается.
Если в точке пересечения контактные стержни пропускают большой ток в этой области, будет высокая теплопередача. Это связано с тем, что прочность стержней арматуры больше, чем у медных проводников, входящих во вторичный контур сварочного аппарата.
Этот процесс должен быть сделан по-крупному. Это не только улучшает производительность, но и улучшает качество связи. Для этого используется мощное и дорогое оборудование. В домашних условиях можно использовать компактное устройство, изготовленное в том же самом.
Ключевой узел устройства для точечной сварки трансформатора. По этой причине генерируется большой ток. В устройстве можно использовать трансформатор стандартного типа ОСМ-1. Однако его нужно немного модернизировать, чтобы получить вторичную обмотку большей мощности.
Работа выполняется поэтапно:
Состоит из крепежных стержней с частичным нахлестом. При использовании этого метода стержни образуют единую линию с перекрывающимися длинами в соединениях.
Соединение внахлест используется для распределения продольной сжимающей / растягивающей нагрузки по поверхности стержня. При проведении работ необходимо соблюдать некоторые правила:
Заводская сварка промышленных изделий, при повышенной нагрузке рекомендуется выполнять ручную дуговую сварку. Выполняется одним или двумя швами с боков. Для качественного соединения длина шва должна быть не менее чем в 10 раз больше диаметра планки.
Ручная дуговая сварка обычно выполняется в горизонтальном положении прутков. Для работы используется обычный прибор, в который входит трансформатор, газовая горелка или аппараты с нейтральным газом.
p> . Концерн ЭСАБ , Швеция, один из старейших виробников в обществе, в галусах, зварюваннях и заннях. Они сохранили свою рок-историю с 1904 года, если основатель компании Оскар Челлберг купил патент на электроды с покрытием для дугового освещения. Його инфицировали - ОК - применяли ко всем материалам здоровья ESAB . ЭСАБ Володя 40-летие роботов на российском рынке и всех ракет, поставляющих свою продукцию на большое количество предприятий нафты, судостроения, машиностроения, промышленной, химической и багаточной промышленности, являются крупнейшими отраслевыми галереями.
VICTOR TECHNOLOGIES (торговая марка ESAB)
VICTOR TECHNOLOGIES - семь премиальных брендов из США
За более чем 100-летнюю историю Виктор основал в них ряд премиальных предприятий, занимающихся производством металлических изделий, а также производством газа правительства.
В следующий час гамма ESAB пополнится продуктами Victor Technologie ... Новые продукты Chastina nestime im'ya ESAB и я заменю эту деталь точнее, просто для замены аксессуаров новой марки.
STOODY (торговая марка ESAB)
STOODY є - новатор и провинциальный страж дротиков и здоровых электродов, викарий в борьбе с различными видами коррозии. STOODY поделилась новым ассортиментом материалов для здоровья, чтобы удовлетворить особые потребности депутатов Европарламента, как для встраивания, так и для улучшения.Широкий ассортимент продукции STOODY, включая сплавы цинка, никеля, кобальта, вольфрама, хрома, ниобия и ванадия.
SSE (ESAB)
Сечевский электродный завод , производящий пивстолитнім адзвідом віробнітства электродов для внутренней галузи, живое и стабильное предприятие, которое обеспечит наличие качественных показателей и избалованную жизненными характеристиками продукцию.
Компания традиционно считает, что прагматичное качество является венцом нашего прогресса.Сичевский электродный завод, который в 1957 году был построен на базе межконтурного ремонта двигателей, в 1992 году преобразован в акционерное общество, а в 1999 году предприятие «Сичевский электродворский завод» преобразовано в ТОВ «Сичевский электродный завод» Другое. Изменения в статусе компании, они появились под березой в 2011 году - завод, перешедший к концерну ESAB, является лидером по производству полезных для здоровья материалов и владений для обучения и развития.
ЛЭЗ
Компания включена в международный каталог роторных предприятий электродив , продукция которых наматывается в соответствии с европейскими стандартами качества.Электроды виробництва "Лосиноостровский электродный завод" сертифицированы Госстандартом России, НАКС, Госнаучным комитетом РФ, могут быть сертифицированы УКРСЕПРО (Украина), БелСТ (Беларусь), Морской регистр, Ричковый регистр, сертификат Российской Федерации. Качество виробника на соответствие ГОСТу РФ. Компания сертифицировала действие системы и менеджмента ISO 9001: 2000.
WELDING HYUNDAI
Hyundai Welding Co., LTD - это целая компания, которая будет продвигать новейшие решения в области голографических технологий среди своих клиентов.За 40 лет Hyundai Welding пережила бум промышленности в Северной Корее, которая процветает: автомобилестроение, судостроение, морские платформы и аварийный сектор. Hyundai Welding вместе с такими компаниями, как Hyundai Motors и Kia Motors, помог повысить производительность и изменить витраж, разбив его и создав оптимальное решение в технологии цинкования. Кроме того, Hyundai Welding хорошо связан с крупнейшими судостроительными заводами мира, в т.ч. Hyundai Heavy Industries, Samsung Heavy Industries, DSME, Doosan Heavy Industries, что позволяет развивать конкуренцию и развивать новые технологии в галереях.
KOBELCO
Kobe Steel Sp. - Одна из провинциальных японских компаний черной металлургии. Сегмент производства нержавеющей стали принадлежит компании №4 в Японии. Помимо основной деятельности компании, она также занимается производством вироби из алюминия и меди, а также сигнальной техникой. Компания работает под торговой маркой Kobelco.
Амурский кабельный завод
Амурский кабельный завод - одно предприятие в отдаленном районе, которое не будет поставлять кабельно-проводниковую продукцию для промышленного производства, что практически одинаково на российском и внешнем рынках.Сегодня на заводе имеется широкий ассортимент кабелей и проводов - более 8000 штук. маркеры, в том числе экспортные, тропические и негорючие.
Череповецкое отделение медицинских материалов
Технология дротика ТОВ «ЧЗСМ» позволяет производить вибрацию хорошего продукта для очистки металлоконструкций с минимально высокой температурой разрыва металла для высоких струн (высокий КПД). Переломить яркую стрелку в плане качества стало возможным благодаря интеграции ТОВ «ЧЗСМ» в сталелитейный цех.
Сварог
С 2007 года компания «Сварог» поставляет на российский рынок широкий ассортимент генераторов, а также комплектующих и аксессуаров к ним. Владение «Сварог» уже рекомендовано более ста тысячами покупателей из промышленности, бюджета, транспорта и домашнего использования.
Optrel
Sperian Protection Group - до Bakou-Dalloz - специализируется на продажах, маркетинге и розничных продажах (ЗІЗ). Группа Sperian Protection Group, в которой работают 6000 специалистов по всему миру, демонстрирует свое технологическое лидерство в непрерывном развитии и предлагает комплексные инновационные решения, помогающие людям работать.
В наш час всем ожидающим Майданам обойтись без электрооборудования и приборов практически невозможно. Все это означает, что 97% из них будут иметь металлоконструкции. На данный момент рост металлических побед становится все более популярным.
Есть много людей, которые могут стать матерью такой хибна думке: им придется рубить дрова, рубить дрова, и металлические конструкции будут уничтожены. Однако ця думка - это дуже помилков, так что если в делах не сложно обыграть, весь дом может не служить вам все время.Справа: у вас в будке металл, стены и даху гибкие, травмы и привкус агломерата.
Особенность металлических конструкций еще более усердна или богата провинциальными светотехниками, так что победивший металл становится все более популярным. Однако, если вы сотрясали металл-победитель в своей жизни, вам также необходимо исправить искрение металлических частей. Чтобы получить хороший гриль, нужно знать не только хорошего варвара, но и якисні электроди.
В любой момент необходимо заменить электроды диаметром 1,6 мм на 6,0 мм. Растет количество застоя в электродном бюджете. В основном, это застой с такими роботами: - проводить время под водой и зварювання чавун; - зварювання легованых, сортовых, жаропрочных и жаропрочных марок стали; - зварювання в уголь и низкосортные стали; - подключение магистральных трубопроводов; В случае кожаного галлия электроды застаиваются по-своему. Один тип электродов замерзает в прохладной жизни, когда заливается водой или возмущается.А по оси - список основных электродов:
Потоки добросовестных виробников по стране на нужды депутатов ... Такие захолустья зловредны и новы для них, а также совместимы с современными технологиями. Тилки виробнитво якисных электродов дают право пропонувать завод-виробник своего товара по щедрой цене.
Благодаря электронному процессу производства он стал еще более совершенным. Тем не менее, большое количество фабрик виробников могут считать себя высококлассными виробниками. Хотите купить якисные электроды?
Вы можете поделиться своими шутками с другими электрическими стержнями через Интернет. Для вашего источника питания система может просматривать места установки ротора обесточенного электрода и предложения по замене электродов прямо с доставкой на дом. Вопреки поддержке компаний, власти незаконно назначают цену другу, который злонамеренно является причиной высокой скорости доставки.Необходимо с уважением относиться к выбору компании, чтобы не стать жертвой завышенных цен. Электроды можно купить по выгодным ценам только на бесшумных заводах виробников. , посиланья о том, как отомстить в разделе "Контакты". С нашей помощью вы получите хорошее электрическое соединение для успешной жизни.
Коммутационные электроды вибрируют по многим параметрам, правда, до подтверждения, операторы знают, как далеко. Я не остановлюсь на роли видигран им'я виробник ... Фахівці довіряют лишенными обесценивания компаний, особенно если есть поиск последних и последние роботы.Электроды вибрационные в поле Щоба для включения, представлен рейтинг лучших виробников, продукция которых представлена в магазинах ОКРЕП и доступна по адресу https://okrep.ru/e-lektrody/.
Магазин осуществляет доставку товаров по всей России, обеспечивает высокий уровень сервиса, качественную работу и производит только сертифицированную продукцию. Штат отличных складов обновляется и доставка забирается в кратчайшие сроки. Электроды для помолвки представлены в самом широком ассортименте, поэтому вы можете узнать о вариантах, необходимых для вашего конкретного типа кожи.Компания выробников больше не находит, они не зарабатывают.
Компания NVP "Zvaryuvannya Eurazii" Лидер Elektrodywy Wyrobniztwy ... Компания была основана более 70 лет назад и для текущего года разработки электродов и нанесение различных металлов и сплавов для построения соответствующей маркировки. Виробник может похвастаться новым технологическим циклом виробнитирования, ремонта от приготовления сиропа и доработки с выпуском готовых электродов.Электродный ассортимент, що выпускаются. почти 190 марок - один из лучших показателей среди компаний из пострадавшего региона. На внутреннем рынке страны виробник закладывается на долю более 30% ... Продукт можно пить на родине лучших зарубежных стран.
История компании зародилась в 1944 году, и с этого времени я начал действовать как развитие промышленности страны. Действующий провинциальный виробник электродив, продукция предприятия використовуются на предприятиях машиностроения, металлургии, судостроения, гирниходообувных предприятий. ... Количество электроотводов ЗАТ «ЭЛЗ» утверждено по самым высоким стандартам. В компании используется система менеджмента ISO 9001: 2008. Неважно, что те, кто хорошо относятся к электродисциплинарной компании, будут много пить, виробник не перестает продвигать новые боксы.
Компания специализируется на: разработке и производстве электродов, разработке конструкций из стали, цветных металлов и сплавов.На данный момент в ассортименте компании Випускак Волгодонск десятки новых марок электродов. Электроды разрешающие вибрацию наиболее подходящей яркости диаметром от 16 до 6 мм. К тому же на предприятии лаборатория , де виробляются до объявления партии продукции, создано новых марок, ... По зам. Бажанням, возможен выход из строя и выход электродов с определенными установленными характеристиками. Для рока я сломал его и выпустил 50 новых марок электродив , а также хороший напиток.
Компания также несет ответственность за то, чтобы идти в ногу с лидерами здоровой электрической семьи. Працю более 60 лет, активно развивается, и в этом году Доля внутреннего рынка страны составляет 20%. Wi-Fi оснащен современным, качественным оборудованием, позволяющим чередовать продукты. Фаховецкие компании постоянно работают над распространением новых марок электродив , и там много покоя, вот они и появились, в этом году активно занимаются другими сферами промышленности и народного государства.
Завод работает с 1963 года и поставляет электроды во все регионы России. Высокая популярность рыцарского улова zvarnik dana elektrodi nabuli zavdyaki по мнению цены и качества ... В этом году компания уже вышла за пределы российского рынка и поставляет продукцию в страны ближайшего зарубежного рынка.
Предположительно, компания молодая, ее история насчитывает 2000 лет, и с тех пор она заслужила хорошие отзывы.В середине переходов головы виробник - это самый популярный и широчайший ассортимент продукции, поэтому полезные электроды компании стали напитком во всех регионах России.
Фирма vipuskaє Электроды и специальное обозначение, обозначение для роботов с мелкодисперсными сплавами и металлами. Мастер виробниством более 40 новых марок электродов для ежедневного изготовления використовется. По погоде от вице-мэра выпуск партии электродов с необходимыми параметрами.Все продукты проходят тщательную проверку качества перед переходом на коммерческую подшивку.
Компания молодая из Каменска-Шахтинской, основана в 1999 году брендом TIGARBO. Среди продукции іnshoї производственная компания компании-производителя - новейшие электроды, соответствующие требованиям новых стандартов. Ассортимент электродов постепенно расширяется, становится практичным быть во всем регионе страны.
Компания вошла в список лучших, больше за оставшийся скальный продемонстрировал швидки темпи роста виробнизтва ... В штабе политики модернизации обновили все вещи и электроди изготовляются на швейцарской установке давайте поговорим о качественном товаре, как его потратить. На данный момент виробник взяла курс на расширение ассортимента, то есть на внедрение новых марок электродов по виробнству.
Краснодарский завод производит электроды более 15 лет, за час освоил производство электродов для роботов из различных марок стали, чавунов и алюминиевых сплавов.Продукция производится в соответствии с высокими стандартами качества, некоторые из них производятся на собственном производстве. Компания занимается співпрацю с исследовательскими и предсовременными центрами, которые разрабатывают новые марки электродив.
Шведская компания Компания Esab была основана более ста лет назад, в 1904 году и стала основателем O. Chellberg ... Праздничная компания украсит праздник руководитель из организации владения и материалов для помолвки. Склад компании включает 30 промышленных предприятий, розтасванных на родине, а продукция широко представлена на всех континентах. Компания подошла к точке зрения устойчивых инноваций и лучшего качества выпускаемого продукта.
В ассортименте виробников есть электроды для подготовки новых металлов и сплавов: для легких и нелегированных сталей, алюминиевых сплавов и др. Вибрация самых дальних электродов среди десятков других вариантов будет неудобной.Электроды ОК 53.70 для разработки высококачественных низкоуглеродистых сталей и ОК 74.70 для производства высококачественных низкоуглеродистых сталей были одними из самых распространенных.
Компания имеет дело с в сфере черной металлургии в Японии ... Основанная в 1911 году rotsi, широкий ассортимент продукции на продажу торговая марка Kobelco ... С середины прошлого века, компания займет светлое лидерство в области медицинских материалов для алюминиевых сплавов, стали и других высококачественных сплавов.Качество выпускаемого в продажу продукта позволяло компании искать знания в полном объеме. Независимо от того, чей ассортимент вибрационных электродов включает в себя десятки различных альтернатив, электроды LB 52U популярны на популярном рынке, поскольку они идеально подходят для газопроводов с керосином. Використовувались тиски по важнейшим объектам.
Хорошая компания , которая специализируется на производстве стали. Принятый в 1906 году, rotsi, в этом году включает виробнизтва, що можно найти в сельской Европе ... Середина последнего релиза - остроумный элемент вовлечения. Этот продукт постоянно поражает качеством продукции, завоевывая мир во всем мире. Электроды Kessel 5520 и Phoenix K 50 R.
Еще одна нимецкая компания , которая может похвастаться 50-летним опытом работы в области электрических стержней. В ассортимент входят электроды для производства алюминиевых сплавов, чавунов и стали среднего класса. сплавы и склады. Я выбираю продукцию самого высокого качества, поэтому многие люди в 40 странах предпочитают использовать электроды Capilla.
Widomy Латвийский виробник розпотчав свой бизнес с Ризи в 1993 году. Электроды новогодние ТМ «Ресанта» Причем выиграли последний. Особенно стоимость и качество привлекательных отличий от обслуживания. Неоднократно отмечен престижными городами на крупных международных выставках. Компании Electrodi используются для разработки стальных конструкций с соответствующей структурой.
Рождество Американская компания Lincoln Electric производит огромное количество продуктов, которые пользуются спросом и развиваются. В заказанном предприятии , более 40 предприятий из , розтасванных в Пивничной Америке, а также офисов продаж в 160 регионах мира , включая Россию. История истории была удостоена чести до 1895 года, если мастер Джон Линкольн пустил в ход электрический привод. Электродное электричество - это основной вид деятельности компании, поэтому в ассортименте вы можете ознакомиться с электродами для разработки новых марок стали, чавунов, никелевых сплавов и сплавов среднего класса.Продукция широко представлена на рынке вичизни.
Белорусские электродвигатели - это тоже цикави для элегантных бизнесменов, сбалансированных по цене и качеству. Одним из провинциальных предприятий отрасли на белорусском рынке является ТОВ «Ватра». С 1992 года появился камень, и с этого момента необходимо было освоить технологию самых эффективных электродов и всех материалов-носителей.Співпраться с провинциальными институтами электроснабжения Украины и России позволило максимизировать профессиональное выробивание ... Рождественские компании повсюду завоевывают обещания Народного правительства Беларуси, а также экспортируют в другие регионы.
Сеть предприятий является одним из лидеров в этой сфере с долей почти 1600 тонн продукции, которым она победно владеет. Если повернуть вспять виробнства, чтобы неуклонно расти, производитель будет пить продукцию из яка на белорусском рынке и за пределами кордона.Электроды вибрационные торговых марок «Монолит», «Континент», «Стандарт» и «Арсенал».
Компания перешла через небольшую компанию, открытую в 1993 году, в крупнейшую компанию Galusia. В этом году электроды используются для создания разнообразных конструкций из чавунов, высококачественных низколегированных сталей, а также плавающих электродов. Количество новых брендов уже достигает сотен, и вся компания постоянно внедряет в компанию новые типы электродов. Представительства компании работают во всех областных центрах Беларуси и России.
Самый популярный украинский виробник. Ежемесячно появляется 2 000 тонн продукции для здоровых электродов не только на внутреннем рынке, но и из России, Белоруссии, Польши, Латвии, Чехии и других стран. Здесь инновационные технологии, суверенный контроль качества позволили компании стать ротором электрода, увязнуть в станках, металлургии, развлечениях и частном хозяйстве, гостеприимстве.
Увидеть предприятие далеко за пределами Украины с 1959 года, широкий ассортимент товаров для здоровья выпускается в любое время года.Продукты Virobnik - отличный бренд yakost, aje самый необходимый редактор дизайна постоянно работает над сложными вибрирующими товарами. Среди продукции иншой выпускаются электроды внушительного количества марок, завод принимает заменители для производства электродов всех необходимых марок.
Ни для кого не секрет, что китайские товары заполонили весь мир и это не виньетки. Пожертвования неизменным компаниям не являются чем-то само собой разумеющимся - продукты появляются быстрее. Самым популярным производителем электродов в Китае является компания Golden Bridge. використовую компанию, более 200 новых використовых марок во всех странах мира. Компания сертифицирована по ISO 9001: 2000.
Сварочные владения этой продукции были проданы Changzhou Yangzi River Welding Materials с 1958 года. На данный момент продуктов экспортируются в Европу, США и Россию. De vona призывает к отличным напиткам, а также видит высокое качество и приемлемую цену.
Цэ китайская компания випускаю широкий ассортимент товаров, зокрем. Электроды предназначены для соединения стальных конструкций на большие расстояния и бок о бок с чавуном. На рынке вичизни широко представлены отделочные изделия.
Chengdu Jasic Technology специализируется на производстве разнообразных более здоровых продуктов, хотя и с небольшим выбором более здоровых электродов. Продукция поставляется в розницу и продается на рынке.
История истории пересмотра наших электродов до их истоков в конце века и начале 60-х годов, история нашего развития, техническая и технологическая реконверсия, вниманию и традициям. Инфекция - это стабильное предприятие, способное процветать. Мы продаем нашу продукцию на всей территории Российской Федерации: в Приволжском, Центральном федеральных округах, Волгоградской области, Алтайском крае, Урале, Мурманской области, Хабаровском крае, Сахалине, Республике Сахалин (Якутия, Республика Саха), Красноярском крае, Республике Коми и инших.
Elektrodi Elektrodgrup спросила и зарекомендовала себя среди промышленных предприятий металлургического, машиностроительного, судостроительного и ремонтного профиля. Sereď наш postіynih spozhivachіv: FSI Ленск GBUVPіS, Єnіseyske rіchkove paroplavstvo, Blagovіschenska почечного кровотока, pіdpriєmstva rіchkovogo транспорт pіdpriєmstva ВАТ "Rosіyskі Zalіznitsі" она agropromislovogo сектора metalobazi что domobudіvnі kompanії и також Borskі pіdpriєmstva: ВАТ "Завод Нижегородский теплый ООО" Метмаш "СРЗ Пам" ять Паризкой Комуни, ВАТ «Борремфлот», Борский вагоноремонтный завод, БорПАП, Борский Силикатный завод и многие другие.
Виробнический комплекс расположен в поселке Мисти Бор Нижегородской области ... Выпуск продукции будет осуществляться по двум линиям из-за общей потребности в готовой электротехнической продукции 1500 тонн в месяц. Обладание выпуском всех марок электродов для заваривания металла. В основном серия электроприборов:
Наша компания также представляет бренд Electrodi на территории:
Электроды упакованы в коробки по 5 кг, завернутые в ненагревающий пластик или водонепроницаемый папирус. Партия вагонов массой 1 тонна размещается на деревянном каркасе и упаковывается в эластичный мешок.
В виробническом процессе особое внимание уделяется качеству электрических электродов. Качество электротехнической продукции обеспечивается автоматизированным производством электрооборудования, строгим контролем со стороны ВТК и независимых экспертов органов по сертификации.Контроль качества эффективен на всех этапах вирусного процесса:
1. Сыровин был закуплен для перевода на соответствие ГОСТ и технические характеристики ... При покупке необходимых элементов организации, исходя из надежд поставщиков, они превращались в партнерства, это было сказано, что качество купленного товара должно быть на высоте. Нашими партнерами являются НДС «Мечел», НДС «Магнитогорский металлургический комбинат», НДС «Северсталь».
2. Приготовление смазочной суммы производится на основе автоматического добавления, так как рецепт не может быть изменен.Замешивание осуществляется в смесителях, которые обеспечат перемешивание смеси по всем параметрам. При приготовлении мастики легко перемешать сухую шихту с небольшим уклоном, чтобы удалить пластичную массу, необходимую для изготовления электродов.
3. Правка дротика по ГОСТ 2246-70 проводится при правильном владении вихрем, но кривизна не допускается. Нарезка дротика на электродном заводе «Виробля» заданных размеров на электроды необходимого диаметра.
4. Загрязненная сумма откладывается методом обессоливания на уровне кромки шва. На линии технического осмотра электродного завода работает специалист, который не допускает эксцентричную смазку электродов, потому что выдающееся качество заключается в эксцентриситете электродов.
5. Сушка электродов конвейерным способом в температурных условиях, не допускающих их высыхания.
6. Упаковка в картонную коробку со специфическими параметрами автомобиля с ручками для прочности и транспортной безопасности.
Кожаная часть готового изделия будет пересмотрена под техническим контролем Электродного завода и независимых экспертов сертифицирующих органов в соответствии с методикой випробуван ГОСТ 9466-75 «Электроды с металлическим покрытием для ручной дуговой сварки стали и стали. наплавка. Классификация и техническая поддержка ». (
Продажа электроэнергии
Электроды на этот год можно купить со склада в Москве или со склада готовой продукции в городе Бор в Нижегородской области.Также возможно развитие збутов, чтобы покупатели могли покупать электроды оптом и в других регионах по ценам завода виробник электродив.
Эффективный процесс виробництва Данная система запирания дает возможность предлагать покупателям электроды по минимальной цене. Широкий ассортимент и постоянные складские запасы позволяют быстро и комплексно доставить все виды транспорта.
индекс, часы, все
В оставшиеся 3-5 лет на российском рынке, как и на легком рынке в целом, наблюдается тенденция к изменению доли пламенных электродов в общем количестве побед по улавливанию металла.Поддерживаемый тенденцией, он привязан к более крупным деталям со стопорной стрелкой, вольфрамом, контактными шипами, которые более экономичны и разумны. При этом для рахунок вы будете использовать здоровых з'єднаннях, связанных с динамичным развитием цеха сигнализации, оборонно-промышленного комплекса, зализницы, нефтегазового комплекса, в абсолютных показателях потребности в здоровых электродах среднестатистического населения России, проживающего в России. Середина России увеличится на 10-20% (раздел). Часть яку, заимствующая лечебные электроды в негородском сообществе материалов, связанном со здоровьем, приблизится к 20% (рис.1).
Основная проблема для электродов, более здоровых с точки зрения использования, а также других материалов и методов питания, зокрем - порошкообразная мука, обжаренная в сухих газах, є низкое качество хранения.
Малунок 1.
Электрооборудование для ручной дуговой сварки в уходящем объединении электротехнических материалов России,%
Джерело: http://www.wwr.ru/publications/13092005_1.asp
Из идеи Эксперты Перспективы развития российского рынка электродов в новейшем и среднем часовом производстве перспективы связаны с дальнейшими изменениями доли исправных электродов в подсобных коммуникациях
Среди электрических решеток российской промышленности наиболее распространены электрические компании. прутки с рутилом (марки МР-3, АНО-21, ОЗС-12) и ильменитовым (марка АНО-6).Некоторые из этих электродов почти 60% пункта обмена валюты (раздел Рисунок 2). Ползучий запах рынка с самым большим спиртным, который очень удобен для пьющего, как зимний, настолько постоянный бренчание, практичный для любых условий, нелегко найти некачественный напиток. По самым низким ценам используются электроды основного типа (марки УОНИ-13/45, УОНИ-13/55), ставка приближается к 36%. Именно электричество застряло в сочетании особо крупномасштабных конструкций и результат высококачественной обработки.Зварювання, как правило, осуществляется путем постоянного биения зворотной поляризации.
Среди роторов и поставщиков оздоровительных электродов, представленных на российском рынке, можно выделить три основные группы, организованные в разных сегментах живого рынка (див.
- отличные электродные выробники, которые не смогут удержать основная часть потребителей России. -25 роторов, из которых в центре находятся провинциальные: НДС «Новочеркасский электродный завод», НДС «Челябинский электродный завод», ЗАО «Новосибирский электродный завод»; НДС «Лосиноостровский электродный завод». »; НДС« Спецэлектрод »- находящийся на последней прелюдии к продовольственному розничному комбинату, подошедший к признательности больше из-за мощной научной базы; ВАТ« Валковня Орливского », ВАТ« Валковния Череповец », которые принадлежат группе« Сиверсталь Инвест » »; ЗАТ« Ленинградский электродный завод »и деяки инши.
- Виробники - лидеры электродив в «импортном» классе. В группу входят 5-10 компаний, и часть российского рынка постоянно растет в соответствии с растущим спросом со стороны состоятельного среднего класса.
- маленькие виробницкие, що дьют под Москвой, Краснодаром, Курском, Самарой и другими местами. Компании, входящие в группу, в основном поставляются с электродами из нержавеющей стали и специальными электродами. Существует большая потребность в том, что можно привязать к рынку, чтобы охватить большое количество «разовых» выживших и выживших, поскольку это может быть постоянным лидером.
Самыми жестокими роторами девятых электродов являются три предприятия: Новоцеркас Электродный Заклад (НЭЗ), Челябинский Электродный Заклад (ЧЭЗ) и Новосибирский Электродный Заклад (НовЭЗ). Что касается этих заводов, то около 35,2% российского рынка выпаривания электродов контролируется НовЭЗ, часть НЭЗ - 26,8%, ЧЭЗУ - 23,2% (Dz. Baby 3).
Четкое краткое описание виробников - лидеров российского рынка электродов.
ЗАТ «Новосибирский Электродный Завод» (НовЭЗ) - специализируется на производстве графитовых электродов ЭГСП, ЭГП и ЭГ, вугильных электродов, катодных блоков, нафтового кокса и электрической массы.Продукция предназначена для легкого уровня качества. Товарооборот основных видов продукции ЗАТ Новез в 2006 году составил 3 075 млн руб. (В том числе экспорт - 886 млн руб.). На инвестпрограмму 2006 года в рок, ведущий техникум завода, пожертвовано 216 миллионов рублей. Через производственную линию, как и в 2008 году, на заводе будет реализована масштабная программа реконструкции и модернизации технологической базы, в том числе усовершенствование основных видов продукции.
НДС «Новочеркасский электродный завод» (НЭЗ) - специализируется на выпуске высококачественных графитовых электродов марок ЭГСП, ЭГП и ЭГ. Разработкой новых материалов и технологий руководит Праславянский центр «Власть», в котором участвуют ученые из российских и зарубежных научных компаний «Галужев». На базе завода находится производственный цех компании SGL Carbon GmbH (Нимеччина) с различным химическим оборудованием на основе графита. НДС «НЭЗ» расправился с непристойным производством товаров в 2006 году в канун Рождества на 2 717 млн рублей.Krb. По основным видам продукции технологический процесс производства следующий: электрографит - 35 987,4 тонны, масса анода - 15 030 тонн. В 2006 году поддержание экспортной продукции составило 1 059,5 млн. Чешских крон. Объявление инвестиционных программ NEZU на 2006 год оценивается в 160 миллионов чешских крон. Инвестиции будут направлены на капитальный ремонт и нового владельца, новые усилия. Утром будет сдана в эксплуатацию новая випалувальная машина, реконструируется графитизация и редуктор самого маленького пресса, а подготовительный процесс будет готов к производству графитовых печей последнего поколения нового поколения.
ВАТ «Челябинский электродный завод» (ЧЭЗ) - специализируется на производстве графитовых электродов, катодных блоков, доменных блоков, конструктивных схем широкого диапазона. Завод оборудования для высокоэффективных заводов, некоторые из устройств, которые могут быть использованы на промышленных предприятиях, уникален и был разработан специально для завода. Многие виды товарной продукции в силу своих специфических характеристик продаются в одном ряду и заменяют зарубежные аналоги.В 2006 году ООО «ЧЭЗ» погасило задолженность по производству товарной продукции на уровне 1 706 млн. Чешских крон. По основным видам продукции произведено: электрографит - 11 477 тонн, вироби углеродный конструкционный - 168,5 млн. Руб. Продажи продукции «Обсяг» в 2006 году составили 2 163 млн крон. Обслуживание экспортной продукции в 2006 году составляет 136,9 млн кб. В 2006 году роты в НДС «ЧЭЗ» были завалены реализацией программ повышения эффективности робототехники компании. Инвестиционная поддержка развития завода в 2006 году составила 54 миллиона рублей.По пидам 2006 г. экономический эффект лишен подавляющего количества посещений по оптимизации основного распределения 70 млн руб.
Среди провинциальных российских электроэлектродных виробников, также обращайтесь к ВАТ «Лосиноостровский электродный завод» за специальной заявкой на выдачу высококачественных электродов для ручной дуговой сварки, нарезания резьбы. По оценке экспертов завода, первая часть широкого ассортимента электротехнической продукции, реализуемой на внутреннем рынке России, приближается к 20%.Завод виробля имеет широкий ассортимент электротехнической продукции, продукция экспортируется в дальнее и ближнее зарубежье. Завод проводит модернизацию и увеличивает вирусное давление, создает дилерские сети и региональные складские сети. Zusillia в этой сфере позаботилась о 40-летнем росте производства готовой продукции с 2006 по 2005 годы. НДС «Лосиноостровский электродный завод» включен в международный справочник предприятий - virobników elektrodiv, продукция которых нарушена по европейскому стандарту качества.
Три областных выробника электродов - Новосибирский, Новочеркасский электроды и Челябинский зави - находятся в управлении компании «Энергопром Менеджмент». В основном на рынок выходит 50% продукции компании «Энергопром Менеджмент». Этим же зусиллами Керуючой компании на заводах НовЭЗ, НЭЗ, ЧЭЗ следует комплексная модернизация и реконструкция трудового коллектива, прогресс в освоении новых усилий по выпуску перспективных видов продукции, удовлетворению потребностей потребления металлургических предприятий // www. .energoprom.ru/o).
С целью оптимизации и согласования будущей политики российских электростанций в 2001 году они вступили в ассоциацию «Вуглеграфит». Инициатором объединения выступила компания Энергопром. Членами Ассоциации являются: НДС «Заклад Новочеркасский Электродный», ЗАТ «Заклад Новосыбирский Электродный», Военный технологический университет «Заклад Челябинский Электродный», ЗАО «Сибирский Антрацит» и НДС «Вуглеродпром» В составе ассоциации -промышленные предприятия добились домашнего обслуживания и специализации промышленных предприятий.Н.О. Зосередивя по выпуску графитовых электродов для черной металлургии, НовЭЗ - для алюминиевой промышленности, Челябинский завод - по производству доменных блоков. Было принято решение помочь фабрикам более оптимально оптимизировать свои усилия и получать прибыль от инвестиций (див. Http://www.metaltorg.ru/analytics/publication/index.php?id=1011).
Рассмотрите возможность расширения экспортных и импортных операций на российском рынке здоровой электродвигателя, поскольку в остальном мире наблюдается тенденция к увеличению импорта продуктов быстрого приготовления.К примеру, в 2006 году импорт оздоровительных электрорапасов заменил общий показатель 2002 года, рост составил 3 раза. Обязательства по экспорту за этот же период изменились в 2,8 раза (по материалам компании «Инфомайн Ресич»). Среди экспертов электродинамического рынка есть мысль, которая лежит в основе нормирования светораспределения электродов с целью снижения затрат, чтобы вы могли принять участие в конкурсе продукции российской световой рекламы «Датский час» из расчета 15 баллов. 20% на рынке (разд.http://www.renova.ru/press/publications/1022/print/).
В знак протеста здравому смыслу возникает мысль, что качество электродов, выпускаемых российскими предприятиями, на час теряется в неадекватных международных стандартах. Проблема качества оздоровительных электродов, которая еще более актуальна для российских роторов, явно связана с необходимостью модернизации владения, а также технологии виробнитинга на кухонных предприятиях. Часть небольших групп людей, живущих в соответствии со спросом на здоровую электрическую стержневую продукцию и адаптацией к электродвигателям, распределяется следующим образом: большинство из них занято крупными машиностроительными заводами - 40%, 30%, 30%, 30%; 30%, 30%; Также есть небольшие компании выходного дня и торговые компании.- 25-30%; далеко от «старых» покупателей, для которых характерны высокий пьедестал и минимум - 15-25%, а также многократно, пригодные для разовых поставок (раздел рис. 4) (раздел http: // www.msouz.ru /novost_one_new.asp?ind = 3834).
Рисунок 4.
Структура рынка по адаптации роторов к исправным электродвигателям,%
Марка стали 10кп - качественная конструкционная углеродистая сталь, химический состав которой соответствует требованиям ДСТУ 7809 / ГОСТ 1050.
Классификация : Конструкционная углеродистая сталь высокого качества.
Продукция : Стальные листы / плиты, включая формы, кованые изделия и полуфабрикаты.
| С | Si | млн | Ni | S | пол | Кр | Cu |
| 0.07 - 0,14 | ≤0,07 | 0,25 - 0,50 | ≤0,30 | ≤0,040 | ≤0,035 | ≤0,15 | ≤0,20 |
| Класс прочности | Предел прочности, Н / мм2 | Относительное удлинение,%, (не менее) | |||
| Сталь горячекатаная | Сталь холоднокатаная | ||||
| до 2 мм включительно | Более 2 мм | до 2 мм включительно | Более 2 мм | ||
| К270В | 270-410 | 24 | 26 | 25 | 28 |
| США | 1008, 1010, 1012, A621 |
| Германия | 1.0334, DD11, StW22, UStW23 |
| Япония | СПх3А, СПХД, СПХЭ, СВРЧ20Р, СВРЧ22Р |
| Китай | 10F, ML10 |
Марка стали 10кп используется для производства высокопластичных деталей, используемых при температурах до 450 ° С, а также втулок, болтов, шайб и других деталей, подвергнутых термохимической обработке для достижения высокой поверхностной прочности при низкой прочности сердечника. .
Нет ограничений на сварку, за исключением термически обработанных деталей.
Методы сварки: ручная дуговая сварка, сварка под флюсом, контактная сварка сопротивлением.
.В 1882 году польский инженер Станислав Ольшевский и россиянин Николай Бенардос изобрели и запатентовали метод электросварки. Явление зажигания электрической дуги между угольным электродом и металлическим предметом было использовано Ольшевским и Бенардосом для плавления металла. В качестве связующего использовался металлический стержень, заполняющий канавку между стыкованными краями изделий. Затем метод был усовершенствован Николаем Славяновым, используя плавкий металлический электрод вместо угольного электрода, и шведским ученым Оскаром Кьельбергом в 1908 году.запатентованные металлические электроды, покрытые флюсом. Примерно в 1924 году в США был разработан метод атомной сварки, а в 1929 году был внедрен автоматический метод дуговой сварки под флюсом. Затем, в 30-е годы прошлого века, был разработан метод сварки в среде защитного газа. В последнее время разработаны методы диффузионной, электронной, плазменной и лазерной сварки. В Польше дуговую сварку начали применять только после Первой мировой войны. В железнодорожных мастерских Львова в 1922 году.Изготовлены полностью сваренные дуговой сваркой стальные моторные пожарные ящики. В 1927 году первый в мире сварной автомобильный мост был построен на реке Слудвя недалеко от Ловича, по словам Проект Dr. Eng. Стефан Брыла, профессор Варшавского технологического университета.
Источник: https://spawalnicy.pl/edukacja/55-krotka-historia-spawalnictwa
Сварка стержневым электродом в электродвигателях состоит в соединении элементов с помощью металлического электрода , который путем плавления в электрической дуге образует соединение с расплавленным свариваемым металлом.Электрод представляет собой металлический стержень, покрытый прессованной массой с особыми свойствами, называемыми утеплителем. Энергия для свечения получается от сварочного источника постоянного или переменного тока. Сварка стержневым электродом - универсальный метод. благодаря возможности сварки множества различных металлов и сплавов, все типы соединений можно сваривать в любом положении, его можно использовать как для тонких, так и для толстых элементов.
Сам процесс сварки запускается ударом сварочного электрода о свариваемый материал, затем мы должны вынуть электрод и медленно перемещать его равномерно, наблюдая за сварочной ванной .
Задача покрытия в процессе сварки - обеспечить сочетание надлежащего качества и прочности, оно создает газовый экран, который защищает от атмосферного воздуха, вводит элементы, раскисляющие и связывающие азот, и создает шлаковый слой над жидкостью. , который защищает сварной шов от проникновения воздуха и задерживает его остывание. Сама крышка изготовлена из смесей различных минеральных и органических компонентов, ферросплавов и металлов. Выбор правильного электрода будет зависеть от толщины и типа свариваемого металла.
Самыми популярными и универсальными одновременно будут рутиловые электроды (содержат Ti2O2 рутил и раскислители), они позволяют сваривать практически во всех положениях, кроме вертикального вверх и вниз. Они обеспечивают хорошую стабильность дуги, а сами электроды не требуют сушки. Они являются очень хорошим выбором при сварке тонких элементов, сам сварной шов имеет гладкую поверхность, а шлак легко удаляется.
Щелочные электроды содержат значительное количество карбонатов кальция, магния и флюорита. Их характерная особенность - высокая пластичность металла шва и высокая стойкость к холодному и горячему растрескиванию. Их можно сваривать во всех положениях, кроме вертикального сверху вниз. Их следует сушить при температуре 300 ° C-350 ° C в течение 1-3 часов. Основные электроды свариваются постоянным током положительной полярности.
Электроды из целлюлозы содержат до 30% целлюлозы в покрытии, древесной муке и раскислителях.Они позволяют выполнять сварку в полевых условиях во всех положениях. Электроды из целлюлозы не сушатся, потому что электрод имеет лучшие сварочные свойства, когда содержание воды в покрытии составляет не менее 3%. Обычно его сваривают переменным или постоянным током с положительной полярностью на электроде.
Кислотные электроды содержат большое количество оксидов железа и поглотителей кислорода в своем покрытии. Их можно приваривать сбоку, плоско и, в ограниченной степени, в принудительном положении.Кислотные электроды с покрытием обычно свариваются переменным или постоянным током с отрицательной полярностью на электроде, не требуют сушки
Электрод АНО-36 ЭЛИТ предназначен для ручная дуговая сварка на постоянном и переменном токе, простых и ответственных конструкциях из низкоуглеродистой стали, предусмотренных стандартами ДСТУ 2651 / ГОСТ 380 (Ст 0 Ст 1 Ст 2 Ст 3 каждой группы А, В и С и всех степеней раскисления - «КП» »,« ПС »,« СП ») и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15 пс, 15, 20кПа, 20пс, 20) во всех пространственных положениях ( кроме вертикального «вверх-вниз» для электрода диаметром 5,0 мм).Электроды ANO-36 ELITE характеризуются легким зажиганием дуги и очень хорошим повторным зажиганием. Мягкое и стабильное свечение дуги обеспечивает минимальное разбрызгивание во время сварки, ровный и идеально сформированный сварной шов, а образующийся шлак на сварном шве можно легко удалить. Это позволяет выполнять сварку при очень малых токах. Простота использования электрода позволяет приступить к сварке новичкам. Электроды нечувствительны к состоянию подготовленных кромок, наличию ржавчины и других поверхностных загрязнений.
Устройство Paton VDI 160 PRO использовалось в презентационном видео. Сварочный аппарат предназначен для ручной дуговой сварки покрытым электродом методом «MMA», дуговой сварки в защитных газах методом «TIG» и полуавтоматической дуговой сварки методом «MIG / MAG» ( в качестве источника в комплекте с внешним фидером) постоянного тока (DC). Устройство имеет дополнительные функции, облегчающие сварку покрытым электродом:
Функция горячего старта - Регулируемая мощность и время, благодаря которым мы получаем улучшенное начальное зажигание электрода, даже выбирая тот, с которым могут возникнуть проблемы.Улучшает качество плавления основного материала при розжиге, точно выполняется укладка сварного шва.
Функция Arc-Force - Регулируемая мощность и время увеличивают стабильность сварки на короткой дуге, улучшают перенос капель металла на сварочный лоток и, таким образом, уменьшают количество брызг во время сварки
Функция Anti-Stick (автоматическая) позволяет легкое отделение электрода от свариваемого изделия в момент налипания и беспроблемное повторное зажигание.
Наличие этих функций, возможность регулировки и наличие хорошего и надежного источника питания, такого как Paton VDI 160P , гарантирует, что наша работа будет легкой и приятной.
КАК ЭЛЕКТРОДЫ РАБОТАЮТ НА ПРАКТИКЕ И СВАРКУ ПАТОН ВЫ МОЖЕТЕ УВИДЕТЬ В ВИДЕО НИЖЕ.
.Сварка аргоном широко применяется для соединения различных металлических сплавов: она используется для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Эти металлы сложны, и сварка аргоном - один из немногих способов их эффективного соединения. Его можно использовать для сварки труб, деталей или декоративных элементов.
Технология аргонной сварки сложна и не подойдет новичкам. Сварку лучше начинать с материалов попроще цветных металлов.
Если у вас есть опыт в сварке, вы можете попробовать этот метод своими руками и существенно сэкономить на привлечении специалиста, что стоит недешево.
В статье вы узнаете об особенностях процесса, какой тип машины вам понадобится для сварки, какое давление необходимо для работы и как работать. Различные типы металлов (как трубы, экраны и другие изделия из нержавеющей стали, латунь , сталь и др. обрабатываются.).
Благодаря этому вы можете повторить весь процесс самостоятельно, а фильмы и фотографии сделают вашу работу проще.
Технология и принцип аргонодуговой сварки - это симбиоз элементов, присущих электродуговой и газовой сварке.
Процесс сочетает в себе использование электрической дуги с электросваркой, а наличие газа и аналогичный принцип работы исходят от метода газовой сварки.
Принцип работы аргонной дуги заключается в том, что дуга нагревается и имеет способность оплавлять кромки нержавеющей стали, труб, дисков и других металлических соединений - на этом основана вся технология работы.
Наличие газообразного аргона объясняется самими свойствами металла: в процессе сварки цветные металлы и легированная сталь окисляются или подвергаются воздействию примесей и кислорода - это влияет на качество сварного шва, который становится мягким и мягким. не отличается прочностью.
Если мы говорим об алюминии, то работать с ним без аргона практически невозможно, так как он воспламеняется под действием кислорода.
Сварка в атмосфере аргона качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, улучшает качество шва, а также помогает сохранить все Физические характеристики металла и полностью соответствует ГОСТу.
Причем расход аргона при сварке в такой форме ниже, чем при работе с другими сварочными аппаратами.
Аргон весит на 38% больше кислорода, поэтому он может вытеснять его из рабочей зоны и защищать ванну в рабочей среде от внешних воздействий.
Газ должен быть доставлен в рабочую зону перед зажиганием дуги не позднее, чем за 20 секунд и прекратить подачу газа через 10 секунд после завершения процесса.
Аргон - инертный газ, поэтому он не может соединяться с внешними газами или сплавами металлов и сталей в среде.
При работе с аргоном своими руками помните, что при подаче газа пространство будет насыщаться электроном, который превращает среду аргона в электрический проводник.
Сварка аргоном - это метод воздействия на материал электродом, который может быть двух типов: расходным и неплавящимся.
Если вы выбрали сварку неплавящимся электродом, используйте для этого вольфрамовый предмет, так как он является наиболее тугоплавким из всех материалов.Из него, например, формируются нити накаливания, которые помещают в лампы.
Размер и материал электрода зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавеющей стали, латуни, титана и т. Д. Вам придется применять различные типы неизнашиваемых электродов к материалу. .
Размер и характеристики суммируют энергопотребление электрода во время работы.
Технология сварки TIG имеет три варианта: ручная сварка неплавящимся электродом (RAD), автоматическая аргонодуговая сварка неплавящимся электродом (AAD), автоматическая аргонодуговая сварка плавящимся электродом (AADP).
Если вы собираетесь купить готовый аппарат для работы, выбирайте модели типа TIG - эта аббревиатура обозначает метод сварки вольфрамом в инертной атмосфере.
Устройство полностью соответствует ГОСТу.
Вам понадобится специальное оборудование для сварки, например, горелка.
Горелка для сварки в атмосфере аргона оснащена неплавящимся вольфрамовым электродом - основной частью, благодаря которой работает аппарат.
Электрод находится вне корпуса прибора (примерно 2-5 мм).
Изнутри горелка оснащена специальным держателем, благодаря которому можно использовать электроды разного размера - держатель способен удерживать их все.
Однако размер электрода выбирается в соответствии с обрабатываемым металлом, и от этого также зависит потребление энергии при эксплуатации.
Рядом с электродом в центре находится керамическое сопло - оно поставлено таким образом, чтобы оно окружало электрод. С помощью форсунки газ будет поступать в рабочую зону, поэтому этот элемент тоже очень важен.
Совершенно необходим аксессуар для работы своими руками - сварочная проволока - она изготавливается из того же материала, что и металлические детали.
Диаметр сварочной проволоки также должен соответствовать обрабатываемому металлу - его точный размер можно узнать в специализированной таблице.
Сварка в атмосфере аргона в ручном режиме - наиболее доступный метод, легко повторимый своими руками для новичков.
В этом случае сварочная проволока и горелка должны находиться в руках человека, выполняющего сварку.
Перед началом сварки поверхность труб, стали, латуни и других металлов, с которыми вы работаете, необходимо обезжирить и очистить от окисления.
Очистка может быть механической или химической, в зависимости от ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговой сварке: к заготовке необходимо приложить «массу».
Если вы обрабатываете мелкие детали из стали или другого материала, подачу можно просто перенести на рабочий стол или в зону ванны, где происходит работа.
При таком способе сварки в электрической цепи отсутствует проволока, и она будет доставлена немного позже.
Резак должен крепиться в одной руке мастера, а провод - в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и электричества.
Газ нужно подавать раньше - за 20 секунд до взлета. При выборе силы тока и давления необходимо ориентироваться на тип обрабатываемого материала или ваш прошлый опыт работы в домашних условиях.
Горелка с электродом должна располагаться очень близко к материалу, с которым вы работаете - примерно на 2 мм.
На таком расстоянии между металлом и электродом появится электрическая дуга, способная оплавить край детали, нужно лишь направить ее в нужном направлении.
Вы можете проследить весь процесс сварки в этом видео для начинающих - посмотрите его, прежде чем приступить к работе своими руками.
Такая близость электрода к металлу объясняется тем, что в этом случае получается короткая дуга, и это зависит от того, насколько глубоко будет оплавлен элемент из стали, нержавеющей стали или другого материала.
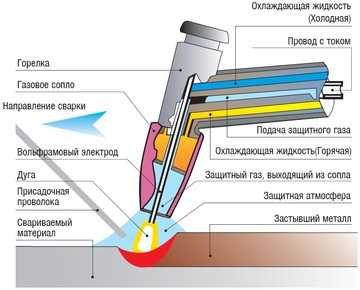
Если арка большая, шов будет очень широким и некрасивым, особенно при покрытии труб, дисков или декоративных предметов из нержавеющей стали, латуни и т. Д.
Помимо эстетического фактора, большой шов снижает эффективность сварки - чем он больше, тем он менее стабилен и тем больше в нем напряжения.
Электродная проволока подается в рабочую зону медленными, плавными движениями: резак должен двигаться вдоль шва, избегая попадания в шов поперек.
Качество шва зависит от того, насколько хорошо работает оборудование, а также от мастерства мастера: чем плавнее и точнее движения, тем лучше можно сделать шов на поверхности труб, дисков из нержавеющей стали, латунь или другие металлы.
Если проволоку протянуть через машину слишком быстро, металл разлетится, что может быть опасно.
Правильно воссоздать технологию аргонной сварки своими руками не так просто, если вы никогда этого не делали - плавные и точные движения достигаются только благодаря практике.
Однако не стоит начинать изучение сварки аргоном, поскольку это очень сложный процесс.
Лучше всего держать провод перед резаком во время работы.
Резак и провод должны располагаться под углом к рабочей зоне, чтобы облегчить выполнение прямого и узкого шва.
Для зажигания дуги во время сварки необходимо специальное оборудование - генератор колебаний.
Посылает на электроды импульсы высокого напряжения, которые ионизируют дуговый промежуток.
Нормальное сетевое напряжение составляет 220 В, с этой мощностью генератор может преобразовывать и выдавать напряжение до 6000 В, поддерживая частоту до 500 кГц. Благодаря этой мощности зажигание электрода происходит быстро и легко.
Оборудование по ГОСТу - единственный способ правильно зажечь электрод, так как воспламенение его от свариваемой поверхности запрещено - из-за высокого потенциала ионизации, который при таком способе зажигания приведет к загрязнению металла трубы, стальные диски, латунь и другие материалы.
Для аргонной сварки требуется специальный аппарат, отвечающий требованиям ГОСТ.
Обычно оборудование изготавливается путем доработки классического аппарата для дуговой сварки, к которому добавляется дополнительное оборудование, необходимое для аргонной сварки.
Для работы необходимо следующее оборудование:
Поскольку газ для работы по ГОСТу необходимо подавать за 20 секунд до его запуска, необходимо устройство, которое может регулировать этот процесс.
Также для этого процесса вам понадобятся: горелка
Все оборудование можно приобрести в специализированном магазине, а можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТу (какие условия указаны в ГОСТ, см. В специальной литературе).
Собрав своими руками, вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Стоимость денег в этом случае будет намного ниже, и если у вас есть необходимые знания, вы можете модернизировать устройство, чтобы уменьшить его износ в процессе эксплуатации.
Рабочий режим и давление питания очень важны при начале работы.
Как работать с разными металлами, посмотрите видео, прежде чем приступить к своим занятиям.
Выбор правильного режима поможет снизить давление и потребление энергии во время работы.
Давление и другие показатели зависят от типа обрабатываемого металла (сталь, латунь, нержавейка и др.), От этого зависит выбор полярности и места подачи питания.
Сварку меди с аргоном, а также стали и ее сплавов обычно проводят в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана производятся в одинаковых условиях, давление при сварке чугуна аргоном и титаном тоже одинаковое, но для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, потому что эти индикаторы лучше разрушают оксидный слой, находящийся на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и других металлов, можно посмотреть в специальной таблице.
Выбор сварочного тока зависит от свойств металла (чугун, титан, алюминий и т. Д.), Все эти значения можно найти в таблице.
Опытные мастера могут поэкспериментировать с силой тока и сами выбрать ее, используя свой опыт и знания. Количество израсходованного аргона зависит от скорости движения воздуха.
Внутри минимально, а снаружи самое высокое.
Если работа ведется на постоянном токе, тепло на аноде и катоде отводится неравномерно: в первом случае этот показатель составляет 30%, а во втором - 70%.
Лучше всего работать с электродом прямой полярности, так как в этом случае он будет лучше нагреваться и сможет качественно расплавить нужную площадь детали, а потребление энергии будет меньше.
Весь процесс сварки аргонного чугуна и титана смотрите видео и фото - эти уроки объяснят вам, как работать с разными материалами, а также основные этапы работ.
Оглядываясь назад, можно увидеть большое количество изделий из нержавеющей стали, меди и бронзы, алюминия и их сплавов. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном - лучший способ ремонта металлов и сплавов с особыми свойствами. Для работы понадобится газовый баллон, специальное оборудование и определенные технические навыки.
Сварка аргоном - это газовая сварка, совмещенная с дуговой сваркой.Синтез происходит в поле электрической дуги в атмосфере инертного газа. Почему ты не можешь делать это в воздухе как обычно?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляя его. Пузырьки воздуха могут попасть в образовавшиеся поры, что в конечном итоге ухудшит качество шва. Оказывается, готовить в принципе можно, но связь будет очень слабой.
Чтобы избежать негативных последствий, разработана технология аргонной сварки.Инертная атмосфера полностью исключает возможность окисления. Относительный молекулярный вес аргона составляет 40 а.е.м.
Воздух в сварочной ванне не должен присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность и долговечность шва.
Электроды износа или электроды, которые остаются неизменными, могут использоваться для работы с аргоном. Не плавится при температуре вольфрамовой дуги. Тип и диаметр электродов подбирают по таблицам в учебниках.Основным показателем, определяющим выбор электродов, являются сплавы.
Чаще всего приходится работать со сталями с разным количеством добавок и с алюминиевыми сплавами. Рассмотрим международную классификацию видов аргонной сварки, применяемых для этих материалов:
В русскоязычном информационном пространстве национальная классификация часто используется параллельно с международной терминологией.
Это вполне законно и понятно. Технологические подходы во многих странах различаются, что приводит к различиям в терминологии и сокращениях.
Термины, относящиеся к аргоновой сварке, могут немного отличаться в национальной технической литературе. Существуют также государственные стандарты, которые описывают требования к производительности процессов.
RAD - ручная аргонодуговая сварка неплавящимся электродом.
AMA - это автоматическая аргонодуговая сварка неплавящимся электродом.
Все варианты автоматической сварки плавящимся электродом объединены аббревиатурой AADP.
Эксперты могут легко ориентироваться в терминологии. Начинающим мастерам предстоит изучить необходимый метод, запомнить его название и освоить технику выполнения.
Специалисты при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Их выполнение обязательно и строго контролируется.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. Стандарт содержит требования по работе с неплавящимися электродами с добавками и без них, а также с плавящимися электродами.
В последнем случае никаких дополнений не требуется.Аргонодуговая сварка - это вид сварки в инертной атмосфере, определенный настоящим ГОСТом.
Для аргонной сварки вам понадобится набор оборудования, который отличается от стандартного оборудования, используемого при традиционной сварке в атмосфере воздуха. Необходимо обеспечить подачу аргона, отрегулировать режим его подачи, иметь источник питания и устройства для зажигания дуги. ручная аргонодуговая сварка может осуществляться с помощью самого простого комплекта:
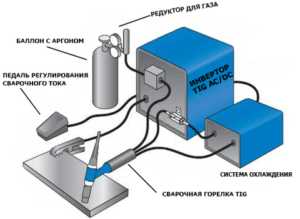 Цель всего необходимого ясна и не требует комментариев. Обратите внимание на необходимость осциллятора. При обычной сварке в воздушной атмосфере достаточно прикоснуться к металлической поверхности, чтобы зажечь электрическую дугу. При аргонной сварке дуга не может быть зажжена таким образом. Осциллятор необходим для запуска процесса.
Цель всего необходимого ясна и не требует комментариев. Обратите внимание на необходимость осциллятора. При обычной сварке в воздушной атмосфере достаточно прикоснуться к металлической поверхности, чтобы зажечь электрическую дугу. При аргонной сварке дуга не может быть зажжена таким образом. Осциллятор необходим для запуска процесса.
Готовый прибор для сварки TIG очень прост в использовании. При покупке нужно обращать внимание на его предназначение. Устройство переменного тока подходит для работы с алюминиевыми сплавами.Обозначается буквами AC.
Для стальных сплавов предусмотрен источник питания постоянного тока. Он обозначен как DC. Если вы планируете на постоянной основе ремонтировать различные металлические детали, рекомендуется приобрести универсальный прибор. Может работать в обоих режимах, легко подключается к центральной электросети.
При покупке готового прибора придется дополнительно покупать только баллон с аргоном, расходомер, шланги для подключения баллонов. Все остальные устройства встроены в агрегат.
Возможности аргонной сварки огромны.Работа с любым конкретным металлом имеет особенности, без которых невозможно получить хороший шов.
Оксидная фольга всегда присутствует на поверхности алюминиевых изделий. Очень быстро окисляется на воздухе. Даже если этот слой удалить механически, новый слой образуется в течение нескольких минут.
Оксид алюминия - очень тугоплавкое вещество. Оксидную пленку на поверхности детали можно разрушить, используя переменный ток или подключение обратной полярности.
В этом случае аргон не только создает инертную среду, но и разрушает оксиды.Расход аргона при работе с тонкими элементами составляет 6 л / мин, с толстыми элементами (более 5 мм) - до 15 л / мин.
Может изготавливаться с добавлением стержней из нержавеющей стали или без них. Угол наклона электрода при варке без добавки 90 ° С.
Прутковая сварка осуществляется наклонным электродом. Требуется термостойкая форсунка горелки. Температура рабочей зоны очень высокая.
После окончания сварки нельзя внезапно останавливать подачу газа.Шов может порваться. Подождите, пока рабочая зона полностью остынет, затем выключите газ.
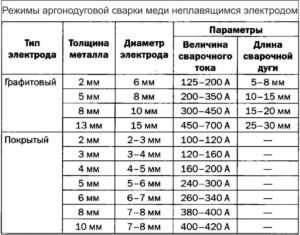 Медь уникальна. Металл также очень легко окисляется, имеет высокую теплопроводность (в 6 раз больше, чем у железа). Для сварки медных деталей требуется высокая температура дуги.
Медь уникальна. Металл также очень легко окисляется, имеет высокую теплопроводность (в 6 раз больше, чем у железа). Для сварки медных деталей требуется высокая температура дуги.
В этом случае необходимо будет значительно увеличить расход аргона. Скорость потока составляет от 7 л / мин для тонких элементов (1,2 мм) до 14 л / мин для нескольких проходов элементов толщиной 25 мм.
Медь также имеет высокое линейное расширение, которое может привести к растрескиванию горячего материала. Для предотвращения негативных явлений медь постепенно нагревают до 300 ° С, бронзовые сплавы - до 600 ° С. Только после этого можно приступать к работе.
Для работы с титаном аргон должен быть направлен к тыльной стороне детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона 6-7 л / мин.
Сварка аргоном - это многопараметрический процесс.Все можно и нужно учитывать, руководствуясь специальными справочниками. Понимая основы, гораздо легче ориентироваться в технической литературе.
В категорию нержавеющих сталей входят высоколегированные стали с ярко выраженной коррозионной стойкостью. Основным легирующим компонентом этих материалов является хром. В зависимости от марки нержавеющей стали она может содержать до 20% этого легирующего элемента. Кроме того, сталь может содержать компоненты, которые улучшают ее антикоррозионные свойства и придают определенные физико-механические свойства.Эти элементы включают титан, никель, молибден и т. Д. Нержавеющая сталь и алюминий - это материалы, которые необходимо сваривать при определенных условиях. Перед этим следует ознакомиться с некоторыми его особенностями. Как алюминий, так и нержавеющая сталь можно варить в аргоне. Перед приготовлением на аргоне следует ознакомиться с характеристиками обрабатываемого материала и хорошенько подготовить его к работе.
Сварка аргоном - это технологически продвинутый процесс, позволяющий получать высококачественные сварные швы при выполнении небольших объемов сварки.
Изучите следующие важные свойства алюминия и нержавеющей стали перед приготовлением в аргоне. Таким образом, нержавеющая сталь имеет почти в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация тепла в процессе сварки увеличится, а значит, и проникновение материала в стык. Это свойство нержавеющей стали требует снижения силы тока в среднем на 20% по сравнению с аналогичным фактором при работе с обычными сталями.Нержавеющая сталь, как и алюминий, имеет довольно высокий коэффициент линейного расширения. При сварке изделий из нержавеющей стали благодаря этому свойству происходит значительная усадка отливки. Это приводит к повышенной деформации материала во время и после сварки. Если между свариваемыми деталями из нержавеющей стали или алюминия не будет достаточного зазора, могут появиться значительные трещины.
Нержавеющая сталь и алюминий обладают высоким электрическим сопротивлением.При работе с такими материалами электродами из высоколегированных сталей последние будут очень горячими. Для исключения негативного воздействия доступны хромоникелевые электроды длиной до 35 см.
Нержавеющая сталь теряет свои высокие антикоррозионные свойства при обращении в несоответствующих термических условиях. Это явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500 ° С и более по краям зерен начинают образовываться карбиды хрома и железа.Затем эти зерна становятся очагами коррозии. Избавиться от такого неприятного явления можно разными способами ... Один из них - быстрое охлаждение всеми доступными методами, вплоть до банального заливания свариваемого материала холодной водой, чтобы минимизировать снижение коррозионной стойкости. Однако следует учитывать, что алюминий нельзя охладить водой, а в случае стали этот метод подходит только для хромоникелевых аустенитных материалов.
И алюминий, и нержавеющая сталь требуют надлежащей подготовки перед использованием.Варить нержавеющую сталь можно несколькими способами. Наиболее распространены:
Каждый из этих методов имеет свои особенности и подходит для определенного списка заданий. В процессе варки нержавейки на аргоне вам понадобится:
Перед сваркой деталей необходимо обработать края. Это делается так же, как и при работе с низкоуглеродистыми сталями. Есть только одна особенность: для обеспечения свободного сжатия шва необходимо сделать определенный зазор при создании сварного шва. В разумных пределах, конечно.
Перед работой необходимо очистить кромочную поверхность. Для этого воспользуйтесь стальной щеткой. Кроме того, края необходимо промыть растворителем. Достаточно ацетона или авиационного бензина. Эта процедура позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги снизится и в шве начнут появляться поры.
MMA сварка нержавеющей стали позволяет без проблем производить сварные швы нормального качества. Поэтому, если вы не предъявляете очень высоких требований к качеству соединения, выбирайте именно этот метод сварки.
Существует множество типов электродов, каждый из которых подходит для работы с определенным составом нержавеющих сталей. Вся эта информация приведена в ГОСТе. Зная марку свариваемой стали, можно легко определить, какие электроды использовать для работы с ней. Выбирайте электроды, которые не снижают коррозионную стойкость материала и не ухудшают его механические свойства.
Как правило, работа ведется с использованием реверсивного фиксированного уровня. Нужно постараться сделать все, чтобы шов как можно меньше плавился.Используйте для работы электроды малого диаметра. Необходимо выделить минимальное количество тепловой энергии. Ранее отмечалось, что при работе с нержавеющей сталью следует использовать ток на 15-20% слабее, чем при сварке обычной стали, не забывайте об этом.
Электроды имеют низкую теплопроводность и высокое электрическое сопротивление. По этой причине нельзя использовать большие токи. При нарушении этого правила электроды перегреются и разрушатся. По тем же причинам электроды из нержавеющей стали плавятся быстрее, чем электроды, к которым привариваются обычные стали.И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной стойкости швов необходимо сделать все, чтобы швы охладились как можно быстрее. Например, его можно охладить медными прокладками или воздухом. Если обработанная нержавеющая сталь относится к категории аустенитного хромоникелевого сплава, вы можете даже охладить ее водой.
Этот режим используется в случаях, когда необходимо сварить очень тонкие изделия из нержавеющей стали или получить сварное соединение высокого качества.Например, аргонная сварка с использованием вольфрамовых электродов лучше всего подходит для труб из нержавеющей стали, по которым газы или жидкости проходят под давлением.
Работы выполняются на переменном или постоянном токе. Переменная подходит для работы с алюминием. Полярность тока проста. Используется аргон. Перед началом сварки присадочную проволоку следует подготовить к работе. Лучше, если он будет иметь более высокий класс сплава, чем нержавеющая сталь или алюминий.
При работе электродом нельзя совершать колебательные движения: из-за них будет нарушено защитное пространство зоны сварки, металл шва окислится.Обратную сторону шва нужно защитить от воздуха путем обдува аргоном.
При работе следите за тем, чтобы в сварочную ванну не попал вольфрам. Можно использовать бесконтактное зажигание дуги. Также его можно поджечь на угольной или графитовой пластине с дальнейшим переходом на основной металл.
Нет необходимости отключать подачу аргона сразу после сварки. Сделайте это примерно через 15 секунд. Это предотвратит чрезмерное окисление горячего рабочего электрода.Так что на это уйдет гораздо больше времени.
Этот метод сварки является предпочтительным. Это обеспечивает максимально возможную производительность и очень хорошее качество ... Никель добавляется в проволоку для улучшения качества сварки.
Полуавтоматический процесс аргонной сварки нержавеющей стали лучше всего подходит для соединения толстых материалов. В этом случае скорость сварки будет максимальной. Как следствие, повысится и производительность.Защитная среда в таких условиях - смесь углекислого газа и аргона. Двуокись углерода увеличивает смачиваемость кромок сварного шва.
Есть несколько методик, позволяющих, а именно:
Струйный перенос подходит для сварки более толстых металлов, а короткая дуга подходит для более тонких деталей.
К преимуществам импульсного режима относится то, что это наиболее управляемый процесс.Металл проволоки вдувается в сварочную ванну. Каждый из этих импульсов представляет собой отдельный валик сварного шва. Этот режим позволяет снизить среднее значение тока дуги, что очень важно при работе с нержавеющей сталью, поскольку уменьшается подвод тепла и зона термического влияния.
Кроме того, импульсный режим практически исключает разбрызгивание металла. Это позволяет значительно сэкономить расходные материалы и повысить производительность за счет сокращения времени, необходимого для очистки шва.
Таким образом, существует несколько режимов аргонной сварки нержавеющей стали. Выберите тот, который лучше всего подходит для вашего случая. Веселиться на работе!
Сварка TIG - это навык, которому легко научиться даже без специальных навыков сварки. Овладеть этим навыком помогают видеоуроки для начинающих. Мастера-сварщики помогут научиться готовить на аргоне. Предлагаем вводное описание процесса и информативные видеоуроки.
Сварка аргоном позволяет сэкономить много денег.Вызвать специалиста - «дорогое удовольствие». Тем более, что это будет стоить дорого, если вам придется регулярно выполнять сварочные работы. Поэтому серия видеоуроков даст вам возможность без особых усилий овладеть полезным навыком. Сначала посмотрим, где применяется аргонная сварка.
Подходит для сварки металла : легированная сталь, алюминий, титан. Этот вид сварки эффективен при работе со сплавами.Например, алюминий очень сложно сваривать другими методами. А в процессе использования аргона алюминий соединится прочным и красивым швом.
Метод имеет ряд преимуществ перед другими методами:
 Если мастер имеет опыт газовой сварки, справиться с аргоновой техникой будет несложно. Они очень похожи между собой: электрическая дуга нагревает края стыкуемых деталей.
Если мастер имеет опыт газовой сварки, справиться с аргоновой техникой будет несложно. Они очень похожи между собой: электрическая дуга нагревает края стыкуемых деталей.
В этом процессе используется газ для гашения химической реакции. Он подается в ванну и обеспечивает качественные сварные швы. Без инертного газа металл вступает в реакцию с воздухом, в результате чего сварной шов имеет дефекты и низкую прочность.
 Основной частью конструкции аппарата является горелка ... В нее установлен вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый патрон. Прекрасно фиксирует электроды разного размера, которые подбираются в зависимости от вида работы. Электрод выступает на 2-5 мм над концом ручки.
Основной частью конструкции аппарата является горелка ... В нее установлен вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый патрон. Прекрасно фиксирует электроды разного размера, которые подбираются в зависимости от вида работы. Электрод выступает на 2-5 мм над концом ручки.
Форсунка вокруг горелки ... Она выполняет две защитные функции: защищает рабочую зону и защищает вольфрамовый электрод.
Электроды используются расходные и неизнашиваемые. Чаще всего они изготавливаются из вольфрама . Это самый плавкий материал. Износ электрода зависит от расплавленного материала и толщины заготовки. Сам электрод влияет на энергопотребление, используемое для соединения элементов.
Для свариваемого материала используется присадочный материал в виде тонкой металлической нити. Приставка , проволока должна быть максимально подходящей для свариваемых деталей на складе.Также учитывается диаметр проволоки. Новичкам определиться с размерами пломбировочного материала помогут специальные таблицы.
Газ следует вводить за 20 секунд до появления дуги и 10 секунд спустя.
 Дополнительное устройство - осциллятор - изменяет тип электрической дуги, делает ее более стабильной и тем самым облегчает процесс сварки. Он генерирует высокочастотные импульсы тока.
Дополнительное устройство - осциллятор - изменяет тип электрической дуги, делает ее более стабильной и тем самым облегчает процесс сварки. Он генерирует высокочастотные импульсы тока.
Для новичков это обновление позволит выполнять сварку быстрее и лучше.Как собрать устройство и подключить для начала подробно рассказывается в видеороликах. Например, смотрите видео Сварка титана аргоном, приведенное в конце статьи.
При покупке персонального устройства обратите внимание на штамп от ... Маркировка TIG указывает на совместимость устройства с вольфрамовыми электродами. Именно такой прибор подойдет начинающим мастерам.
Начинающим сварщикам лучше начинать сварку с аргонных деталей или конструкций из однородного материала. Получив некоторый опыт, сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка в специально подготовленном видео расскажет об основных этапах работы для начинающих.Сиял градация сварочного процесса:
Умение соединять две детали из сложных сплавов - полезный навык, который может пригодиться во многих различных ситуациях.Овладеть этим навыком несложно, просмотр множества уроков и небольшая тренировка позволят вам активно начать использовать его в повседневной жизни ... После тренировки новичок сможет изготавливать изделия из алюминия и титана .
.Соединение металлических конструкций сваркой является наиболее распространенным методом в строительстве, приборостроении, машиностроении и производстве механизмов. В процессе сварки две поверхности соединяются после того, как основной металл расплавится под действием тепла. Использовался дополнительный набивочный элемент, который после сварки и кристаллизации образует шов, или набивку. Сварочный материал вводится в рабочее пространство с помощью расходуемого, электрически непроницаемого электрода или газовой сварки.В процессе работы сварочные материалы выполняют свою работу:
Большое количество материалов, необходимых для соединения металлов сваркой, затрудняет точную классификацию, но основные сварочные материалы классифицируются следующим образом:
Электродом этого типа приваривают защитные магазины, под струей, электрозаклеп. Стальная проволока, как сварочный материал, делится на высоколегированную, низкоуглеродистую и легированную. Всего в ассортименте 77 наименований аналогичной продукции. При выборе необходимых марок измените химический состав шва. Обычно используется проволока по составу, аналогичная свариваемому металлу. Характеристики сварочного материала должны соответствовать ГОСТу и указаны на упаковке.
Сталь легированная и низкоуглеродистая для производства Проволока бывает медненая и нелегированная. Для ручной сварки используйте проволоку, разрезанную на куски длиной от 360 до 400 мм. Поставляется потребителю бухтами массой от 20 до 85 кг. Все катушки снабжены этикетками с указанием производителя и технических параметров проволоки.
Пластины предназначены для электродной сварки. Ручная дуговая сварка осуществляется стержнем металлического электрода со специальным покрытием, называемым электродом.Электроды делятся в зависимости от толщины и состава наносимого слоя и качества изготовления. Толщина отличается особенно толстым, средним и тонким покрытием. Три группы в ГОСТах используются для разделения электродов в зависимости от точности изготовления и содержания серы и фосфора в покрытии. Тип сварочного материала со стабилизирующим, связывающим, раскисляющим покрытием, легирующими элементами обозначается буквами:
Используйте специальные сварочные материалы для соединения поверхностей в защитных газах. Определение такой сварки дается как процесс, в котором в качестве источника тепла используется электрическая дуга между электродом и поверхностью. Круглые вольфрамовые электроды диаметром 5-10 мм направляют электрический ток в зону дуги. В качестве материала используется чистый вольфрам или добавки оксидов лантана, иттрия, диоксида натрия.Сам вольфрам нельзя заменить более дешевым металлом, так как он наиболее тугоплавкий, с высокой температурой кипения (5900 ºС) и применяется для сварки на постоянном и переменном токе.
Кислород тяжелее воздуха, он способствует сгоранию газов и паров с высокой скоростью, с выделением тепла и высокой температурой плавления. Взаимодействие сжатого кислорода с жирными маслами и смазками приводит к самовоспламенению и взрыву, поэтому работа с кислородными баллонами осуществляется в чистых условиях, без риска такого загрязнения.Хранение кислородных сварочных материалов осуществляется в соответствии с нормами пожарной безопасности.
Кислород сварочный технический, полученный из атмосферы. Воздух обрабатывают в специальных сепараторах, удаляют углекислый газ и сушат конечный продукт. Жидкий кислород для транспортировки и хранения требует специальных емкостей с повышенной теплоизоляцией.
Ацетилен представляет собой кислородное соединение с водородом.Этот горючий газ является газообразным при нормальной температуре. Бесцветный газ содержит примеси аммиака и сероводорода. Легковоспламеняющийся компонент материала опасен. Достаточно сварочного давления выше 1,5 кгс / см 2 или ускоренного нагрева до 400 ° С на взрыв. Газ вырабатывается дуговым разрядом, который способствует разделению жидких горючих компонентов или разложению карбида кальция с влагой.
В соответствии с требованиями к сварочным расходным материалам для работы используются пары жидкости и другие газы.Их используют, когда температура нагрева в два раза превышает температуру плавления металла. Для сжигания различных типов газов в горелку необходимо ввести один или несколько кислорода. Вместо ацетилена используются горючие вещества из-за их невысокой стоимости и возможности массового производства. Они используются в различных отраслях промышленности, но использование заменителей ограничено их относительно низким пределом нагрева.
Проволока неизвестного происхождения не используется для сварки неустановленной марки.Поверхность сварочной проволоки гладкая, без ржавчины, окалины, жира. Его выбирают по индексу плавления, который ниже этой характеристики сварных сталей. Одно из качественных свойств проволоки - ее постепенное плавление без резкого наплыва форсунок. В исключительных случаях, если необходимая проволока отсутствует, то для сварки латуни, свинца, меди, нержавеющей стали используются нарезанные металлические полосы из того же материала.
При сварке таких металлов, как алюминий, магний, медь, латунь, чугун, цветное литье активно взаимодействует с кислородом из атмосферы или окислительным пламенем.Реакция приводит к образованию оксидов с высокой температурой плавления, которые образуют вредную пленку и затрудняют перевод вещества в жидкое состояние на поверхности. Для защиты поверхности расплавленной массы используется сварочный материал, называемый флюсом, состоящий из пасты или порошка подходящего состава. Материал - борная кислота, бура прокаленная. Флюсы не используются при сварке легированных сталей.
Резиновые комплектующие труба газогенератора с обратным пожарным отводом от горелки называется затвором.Требования к расходным материалам диктуют, что гидрозатвор должен быть сконструирован таким образом, чтобы он не воспламенял кислород или ацетиленовую массу в резаке или отверстии резака. Водяной затвор всегда присутствует в оборудовании устройства, это требование пожарной безопасности, которое обязательно выполняется.
В зазор между ножом и горелкой устанавливают винт согласно инструкции и периодически заполняют водой до необходимого уровня. Это устройство является основным в цепи сварочного оборудования.
Баллоны изготавливаются в виде стальных сосудов цилиндрической формы. Коническое отверстие в области горловины закрывается запорным клапаном на резьбе. Соединение стенок цилиндра гладкое, материал - легированная и углеродистая сталь. Внешние цвета позволяют распознать тип газа внутри. Кислород транспортируется в синих емкостях, ацетиленовые баллоны окрашены в белый цвет, желто-зеленый оттенок указывает на содержание водорода, остальные горючие газы помещаются в красные емкости.
Напишите свой газовый паспорт вверху баллона. Требование хранить сварочные материалы требует, чтобы цилиндры были установлены вертикально и прикреплены к стене с помощью хомута. Клапаны баллона для хранения кислорода изготовлены из латуни, использование стали не допускается из-за коррозии материалов в газовой среде. Краны баллонов ацетиленового газа изготовлены из стали, запрещено использовать медь и сплав с содержанием меди более 70%. Ацетилен реагирует с медью с образованием взрывоопасной смеси.
Сварочные расходные материалы, такие как регулятор, используются для снижения давления газа из баллона и поддержания постоянного значения индикатора на протяжении всей операции, независимо от опускания напора жидкости в цилиндре. Редукторы выпускают двухкамерные и однокамерные. Первые работают эффективнее, поддерживают неизменным давление и не замерзают при длительном использовании газовых смесей. Для подачи газа к горелке используются резиновые шланги с тканевыми прокладками, которые проходят предварительную проверку на прочность и удерживающее давление, так как есть специальные документы.Используйте отдельно кислородный и ацетиленовый шланги. Шланги из материала, устойчивого к бензину, используются для подачи шлангов и керосина.
Для каждого типа сварочных материалов существует соответствие строгим стандартам, где четко определены требования к приемке и контролю. Все партии, вступившие в производство сварочных материалов на заводе, получают сертификат с указанием технических показателей:
Общие требования ко всем электродам - стабильная горящая дуга, хорошо сформированный шов. Металл полученного сварочного покрытия соответствует установленному химическому составу, плавление прутка в процессе эксплуатации происходит равномерно, без разбрызгивания и выделения токсичных веществ. Проволока способствует производству качественной сварки, легко удаляется шлак с поверхности шва, покрытие прочное. Электроды долго сохраняют свои технические параметры.
В сварочном процессе важна каждая деталь.Использование в работе качественных материалов играет важную роль в процессе стабильного и прочного склеивания металлов.
с >>.