Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
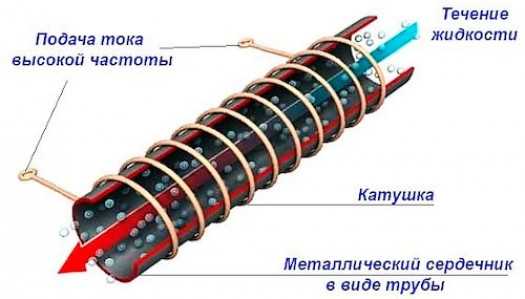
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
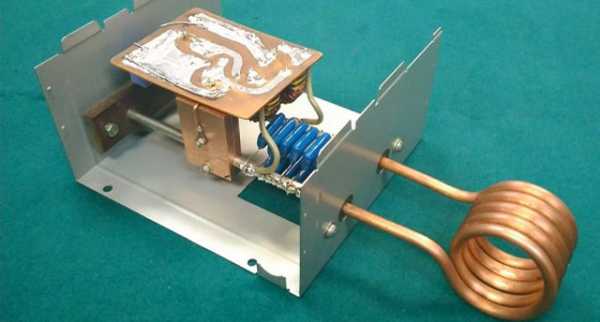
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

В состав нагревателя входят следующие составляющие:
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников

Узнать цену!
You must have JavaScript enabled to use this form.
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.

Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.


Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки, плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше мощность, тем быстрее происходит высокочастотный индукционный нагрев.


Среднечастотный индукционный нагреватель работает на средней частоте от 1 до 20 кГц и имеет мощность от 20 до 200 кВт. Среднечастотный индукционный нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный печи для плавки металла работают в паре именно с этим нагревателем.
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
Электрическая энергия обходится сегодня достаточно дорого, однако работающее на этом ресурсе отопительное оборудование не теряет популярности.
Чтобы понять, как функционирует индукционный агрегат, необходимо ознакомиться с следующими важными моментами:
Совет специалиста: в качестве теплоносителя в индукционном котле может выступать вода, антифриз, масло и другие жидкости на нефтяной основе.
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Нагревательный элемент представлен набором трёх элементов:
Принцип конструирования нагревателя ТВЧ
Теория применения индукционных нагревателей значительно опережала практику по той причине, что использование устройств с низкой частотой не приносило бы адекватной пользы. Однако после решения проблемы о выработке высокой частоты магнитного поля, индукционные элементы стали широко использоваться. Чтобы понять, как сделать индукционный нагреватель, сначала нужно рассмотреть, как он работает. Принципы работы довольно прост:
Состав основных компонентов изготовления нагревателя включает в себя такие компоненты, детали и узлы:
Медная катушка для нагревателя
В дальнейшем собирая индукционный нагреватель из сварочного инвертора своими руками, все взаимосвязанные компоненты взаимодействуют следующим образом:
В конечном итоге происходит передача нужного уровня электроэнергии, без видимых условных потерь. КПД показателей данных индуктивности хватает на обогрев необходимой площади здания.
«Обратите внимание!
Примечательно, что данный эффект пользуется повышенным спросом во многих отраслях промышленности и индукционный нагреватель из сварочного инвертора для кузнечного дела и в металлургии является обыденным явлением в сегодняшних экономических реалиях.»
В дальнейшем общий принцип распределения получаемой энергии может иметь тривиальный характер. Так, вы можете передать энергию для разогрева жидкости в теплоносителе, или использовать для иных целей, где необходимо использовать повышенные температурные режимы эксплуатации. Расход энергии осуществляется в трубчатом теплоносителе, где происходит естественная циркуляция. Примечательно, что если индукционный нагреватель из сварочного инвертора не греет, то его можно использовать в качестве охладителя того же варианта отопительной системы.
Электромагнитная индукция была открыта еще более ста лет назад. Она позволяет генерировать тепло с помощью высокочастотных токов – данная технология активно применяется для выплавки металлов. Дошла эта технология и до бытовых потребителей – мы можем увидеть ее воплощение на кухне в виде индукционных электрических печей. Индукционные печи позволяют быстро разогревать пищу и отличаются небольшими габаритами. Еще одним достоинством является их продолжительный срок службы.
Индукционный нагреватель представляет собой мощную катушку, на которую подается переменный ток высокой частоты. Внутри катушки помещается металлический сердечник, разогревающийся под действием вихревых токов. Таким образом, никаких привычных нагревательных элементов здесь нет, а тепло генерируется исключительно за счет индукционного нагрева.
Магнитная индукция используется в металлургической промышленности. Здесь она позволяет избавиться от угольных и газовых печей, отличающихся большими размерами. Сегодня в металлургических цехах стоят небольшие индукционные печи, быстро разогревающие металлы и сплавы до высоких температур. Они безопасны для людей и позволяют сократить время, затрачиваемое на переработку металлов.
С помощью индукционной катушки можно быстро нагреть металл до очень высоких температур.
В бытовой сфере магнитная индукция работает в индукционных кухонных печах и в электрических индукционных котлах. В чем заключаются преимущества такого нагрева?
Электромагнитная индукция греет быстро и очень эффективно – коэффициент полезного действия тех же индукционных котлов достигает 98-99%. Также здесь отсутствует прямой контакт теплоносителя и токоведущих частей, что значительно повышает безопасность оборудования.
Напомним, что в ТЭНовых и электродных электрических отопительных котлах используется прямой контакт нагревательных элементов и теплоносителя.
Сделать индукционный нагреватель воды своими руками не так уж и сложно, как это может показаться на первый взгляд. Многие люди, обладающие познаниями в области электротехники и «прямыми руками», умеючи создают индукционные нагреватели, используемые для обогрева жилых домов. Давайте разберемся, как создаются такие нагреватели и что нам понадобится для самостоятельной сборки оборудования.
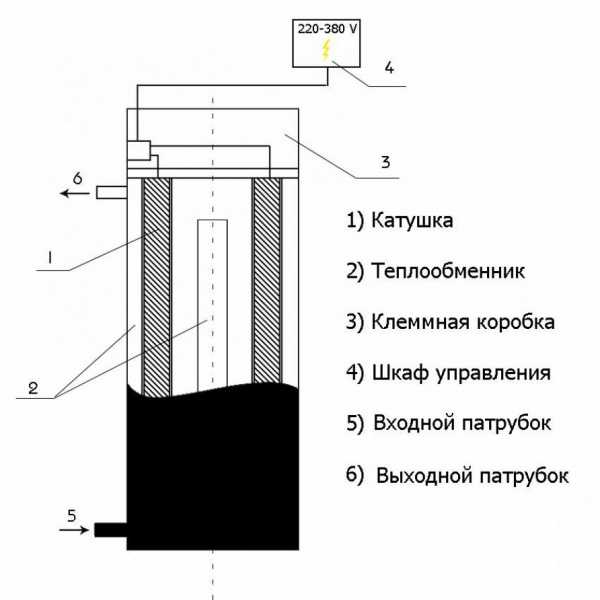
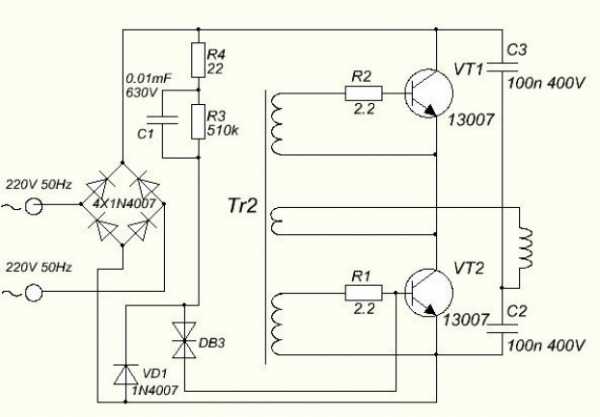
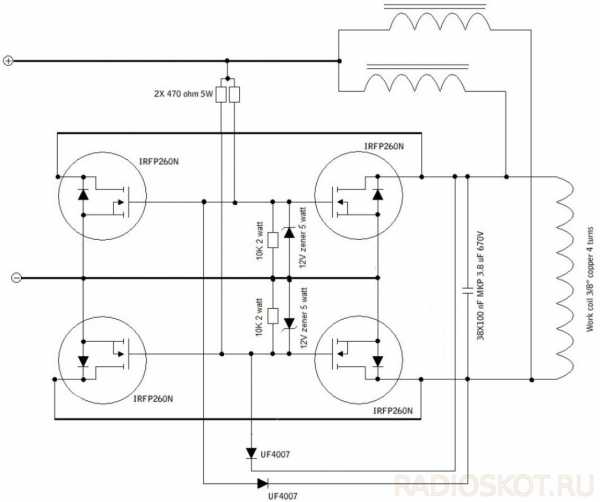
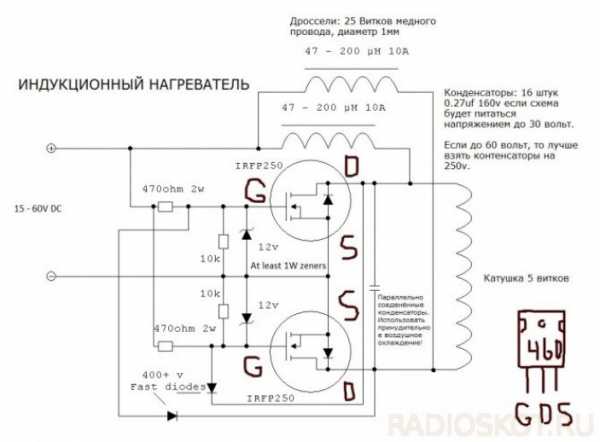
Рисунок 1. Электрическая схема индукционного нагревателя
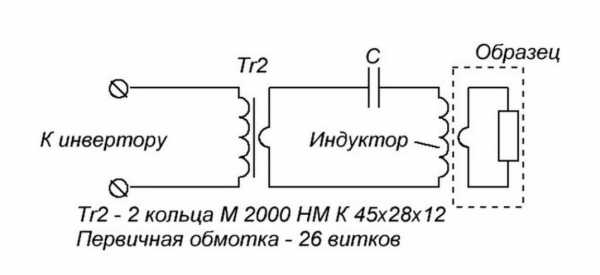
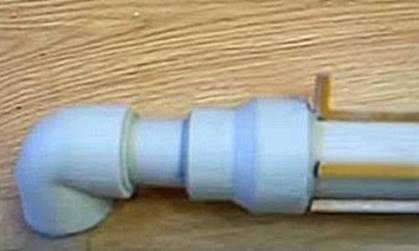
Рисунок 2. Устройство.
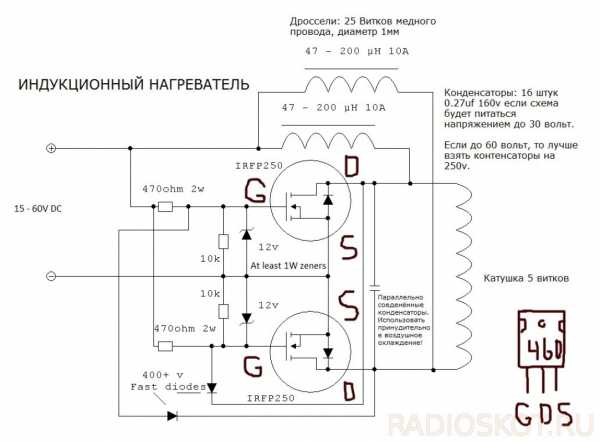
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
Дополнительные материалы и их особенности:
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:

У применяемых в отопительных контурах индукционных водонагревателей имеются как общие для всех электронагревателей достоинства, так и присущие только им. Начнем с первой группы:
Простой индукционный нагреватель
Перейдем к достоинствам непосредственно «индукционников»:
На всякую бочку меда, как известно, найдется своя ложка дегтя. Здесь без этого тоже не обошлось: мало того, что сама по себе электроэнергия стоит достаточно дорого, так еще и индукционные нагреватели относятся к наиболее дорогому типу электроотопительного оборудования.
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет.
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками. Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.

В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Стандартный вариант генератора
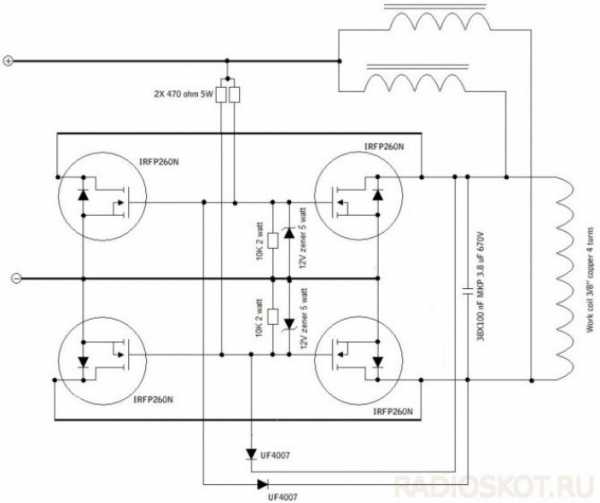
Усиленный вариант схемы


Но видно мне войти в их число не судьба…


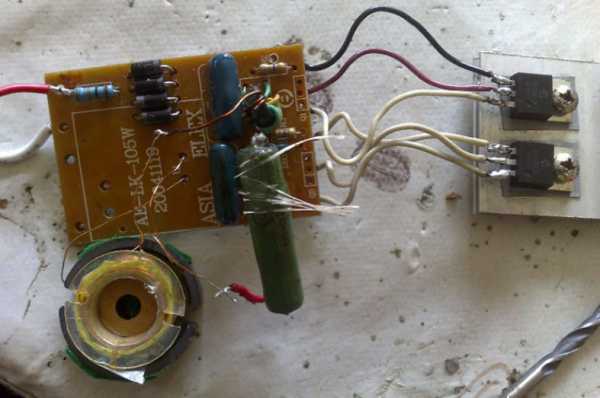
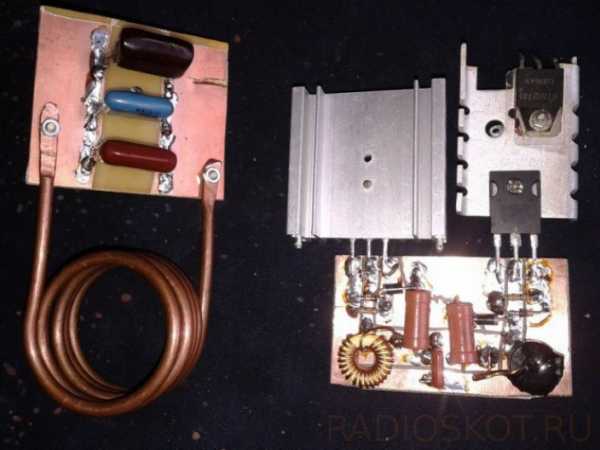
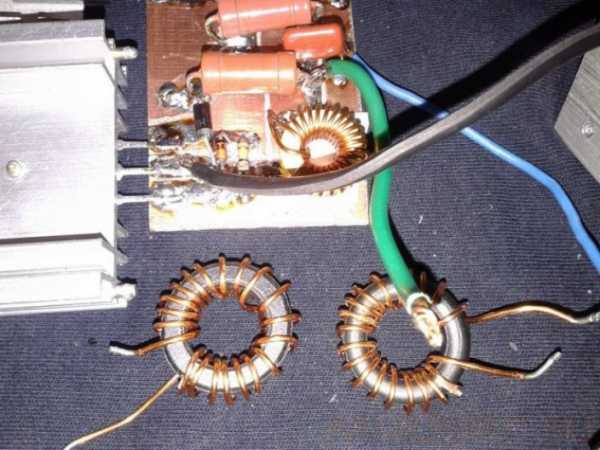
Были куплены все необходимые детали — новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.
Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.

Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.


Добыча искомых и установка также оказалась безрезультативной — индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили — «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…
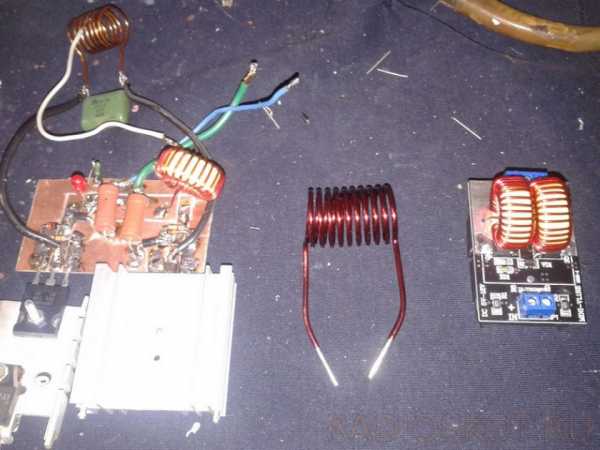

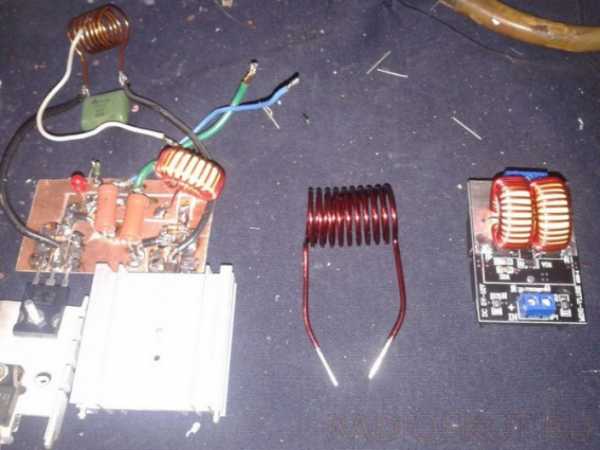
В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
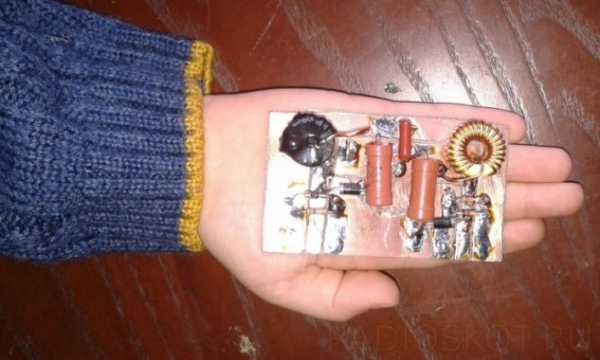
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.

Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
На что тут грешить — даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет — может смело кинуть в меня куском канифоли, другие — посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах…
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Данными системами рекомендуется пользоваться в закрытых отопительных контурах с принудительной циркуляцией теплоносителя. Можно данные устройства использовать с пластиковыми трубопроводами.
Котел необходимо установить так, чтобы между ним, стенами и другими устройствами, работающими от электричества, было не менее 30 см. От пола и потолка также должна быть соблюдена дистанция в 80 см.
Кроме того, специалисты настоятельно рекомендуют установить систему безопасности на индуктивный прибор за выходным патрубком. Для этого потребуется манометр, устройство сброса воздуха и подрывной клапан.
Таким образом, теперь вы знаете, как сделать индукционный нагреватель своими руками без лишних капиталовложений и хлопот. Данный агрегат будет служить верой и правдой ни один год, обогревая жилище. Схема сборки достаточно простая и ее монтаж займет всего пару часов.
Способ включает использование законов и явлений физики.
При высокочастотном нагревании основная роль отводится явлению поверхностного эффекта и эффекта близости.
Поверхностный эффект
Заключается в неравномерности распространения переменного тока по профилю проводника (глубина проникновения тока). У внешней поверхности плотность тока наибольшая и постепенно уменьшается по мере удаления вглубь. В центре тела она минимальна.
Благодаря поверхностному эффекту, в наружных слоях происходит концентрирование выделения энергии и быстрый нагрев металла. Эффект близости также способствует этому проявлению.
Эффект близости
Заявляет о себе путем прохождения в системе проводников переменного тока. На каждый из проводников при этом распространяется влияние как собственного переменного магнитного поля, так и поля других проводников.
Чем меньше расстояние, отделяющее проводники друг от друга, и выше частота тока, тем сильнее эффект близости.
Это явление способствует усилению концентрации энергии во внешнем слое металла, подвергаемому нагреву. Таким образом, выделение тепловой энергии происходит непосредственно в толще металла, обеспечивая быстрый нагрев в сварочной зоне и высокую эффективность способа нагрева.
Основной составной частью этой системы станет высокочастотный сварочный инвертор, где уже есть индуктор, нагревательный элемент и генератор переменного тока.
Устройство генерирует высокочастотный ток, который передается на катушку. Она, в свою очередь, и создает магнитное поле, изменяющееся со временем. Его вихревой ток нагревает металлическую часть, которая и передает энергию нужному объекту.
Инструкция создания:
Таким образом, дома можно изготовить индукционный нагреватель без особых затрат и глубоких знаний физики. Главное, не забывать о безопасности.
Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Нагреватель этого вида состоит из следующих конструктивных узлов:
Взаимодействие этих конструктивных элементов и представляет собой принцип действия индукционного нагревателя, который заключается в следующих важных моментах:
Такой принцип действия индукционного нагревателя, соответственно, несет в себе и преимущества использования агрегата этого вида.
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
При этом необходимо четко соблюдать всю последовательность работ, которая заключается в следующих этапах:
Замечание специалиста: в трубе не должно быть свободного пространства.
Совет специалистов: количество витков в обмотке должно находиться в пределах от 80 до 90.
После того, когда включен инвертор, индуктор начинает образовывать магнитное поле, которое провоцирует появление вихревых потоков. Эти токи хорошо разогревают нарезанные куски проволоки, которые, в свою очередь, нагревают теплоноситель.
Таким образом, мы подробно рассказали о том, как сделать индукционный нагреватель из сварочного инвертора своими руками. Надеемся, что наша информация окажется вам полезной при сборке нагревателя своими руками.
Смотрите видео, в котором специалист подробно объясняет, как сделать индукционный нагреватель на базе сварочного инвертора своими руками:
Все типы труб можно обрабатывать индукционными нагревателями. Нагреватель для труб может быть с воздушным или водяным типом охлаждения, мощностью от 10-250 кВт, со следующими параметрами:
Применение:
подробнее
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба.
Были куплены все необходимые детали – новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.

Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.
Добыча искомых и установка также оказалась безрезультативной – индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили – «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит.

В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).

На что тут грешить – даже не знаю. Может конденсаторы не те, может транзисторы. В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет – может смело кинуть в меня куском канифоли, другие – посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах.

Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Процесс повышения температуры происходит без непосредственного контакта. Нагрев выполняется за счет токов очень высокой частоты, которые образуются за счет магнитного поля.
В основу устройства заложена катушка индуктивности, которая состоит из металлического сердечника и обмотки. Именно благодаря большому количеству витков металлической проволоки появляется возможность появления такого явления, как индукция. Поле индукции способно возникать не только при необходимости. Именно из-за него крайне не рекомендуется подключать к сети приборы, провода которых смотаны в катушку.
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
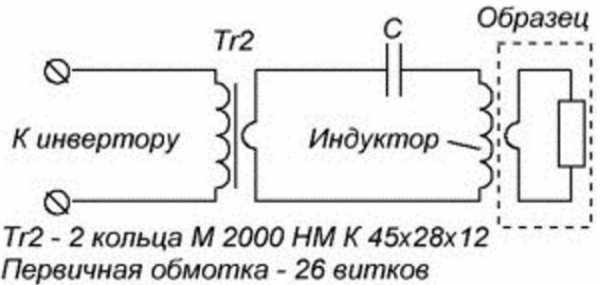
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому их нельзя отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.Индукционный нагреватель — это электронное устройство, используемое для нагрева и плавления металлов. Он использует быстро меняющееся электромагнитное поле, которое нагревает металл внутри него с помощью вихревых токов. Нагреватели используются в промышленности для закалки и плавки металлов, на сталелитейных заводах и небольших металлообрабатывающих предприятиях. В промышленности различают два типа индукционных нагревателей: сердечниковые (косвенные) и без сердечника (прямые), и именно этот тип нагревателей будет представлен в статье.
Рекомендации: обогреватель может быть полезен домашнему мастеру или художнику.
Основные параметры:
Основным преимуществом индукционного нагрева является его высокая энергоэффективность, достигающая 90%. При традиционном нагреве ископаемым топливом происходит большая потеря тепловой энергии, которая выделяется в окружающую среду, и только часть этой энергии используется для нагревания металла. При индукционном методе нагрева почти вся энергия, кроме потерь в генераторе, катушке и системе электроснабжения, нагревает металл, так как металл нагревается изнутри вихревыми токами.Если в поле нагревателя нет металла, потребляется только ток, необходимый для питания нагревателя. Важно отметить, что в отличие от отопления топливом, с помощью индукционного нагревателя можно нагревать только электропроводящие предметы – эта конструкция, как было сказано во введении, предназначена для нагрева металлов.
Некоторое время назад метод индукционного нагрева из промышленности нашел свое применение в домашнем хозяйстве в виде индукционных плит. Такая печь обеспечивает удобство использования, высокий КПД и безопасность, и что немаловажно - не требует смешивания установки с ядовитым, горючим газом.Мощность, которую нам необходимо обеспечить для кипячения газом, намного больше за счет теплопотерь, чем мощность, подводимая к индукционной плите. К сожалению, при использовании индукционной плиты приходится использовать предназначенную для нее посуду, чем умело пользуются производители посуды, порой неоправданно задирая себе цену.
Принцип действия
Представленная в статье конструкция индукционного нагревателя состоит из генератора и катушки. Катушка не имеет сердечника, а нагретый металл находится внутри катушки, т.е.в тигле. Принцип работы печи можно сравнить с работой трансформатора с короткозамкнутой вторичной обмоткой. Примером такого устройства является паяльник-трансформер. Змеевик печи представляет собой первичную обмотку, а шихта представляет собой компактную вторичную обмотку. Быстро меняющийся ток большой силы и частоты в несколько десятков кГц, протекающий через катушку, создает быстро меняющееся электромагнитное поле. Когда проводник (металл) помещается в это поле, он становится «вторичной обмоткой», в которой индуцируются вихревые токи для нагревания заряда.
Представленный нагреватель сконструирован таким образом, что после сборки и включения питания он готов к работе, без необходимости его настройки или запуска. На рис. 1 представлена принципиальная схема модельного индукционного нагревателя. Как видите, он сделан из нескольких элементов, самые главные из которых два транзистора, два дросселя, набор конденсаторов и катушка.
Рисунок 1. Принципиальная схема индукционного нагревателя модели
При проектировании нагревателя учитывались различные конструкции, в том числе решения с частотно-регулируемым генератором.однако нагреватели с ручным генератором частоты работают не очень хорошо из-за изменения параметров индуктивности и емкости, которые в процессе работы нагреваются, вызывая изменение генерируемой частоты и расстройку резонанса.
Представленный нагревательный элемент отличается стабильной работой и хорошими параметрами, широко используется в самодельных устройствах. После включения питания генератор автоматически настраивается на резонанс и самостоятельно поддерживает соответствующую рабочую частоту, автоматически реагируя на изменение температуры используемых компонентов.По сравнению с типовым решением для упрощения и повышения надежности в нагреватель добавлено несколько элементов. Стабилитроны D1 и D2 включены в цепи затворов МОП-транзисторов Т1 и Т2, ограничивая напряжение на их затворах, предотвращая повреждение транзисторов, а диоды D3 и D4 служат для облегчения поочередного открывания транзисторов Т1 и Т2. Генерируемая модельным нагревателем частота составляет около 90 кГц и зависит от суммарной емкости С1…С6 и индуктивности катушки.
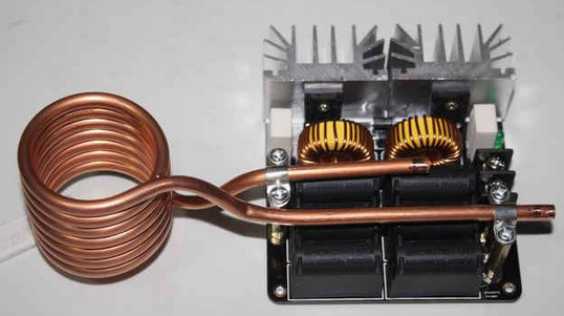
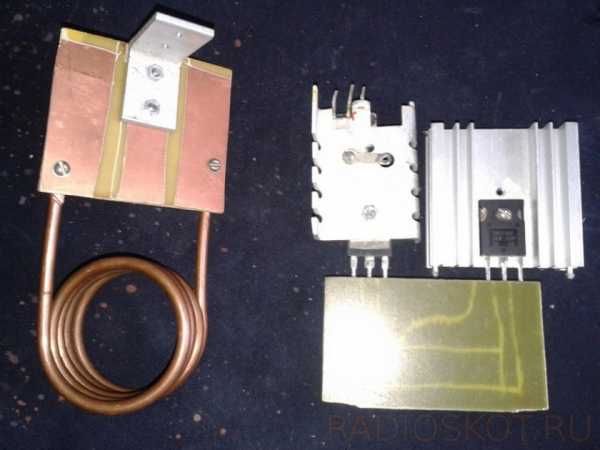
Змеевик нагревателя изготовлен из медной трубки диаметром около 6 мм. Использование стержня не имеет смысла из-за скин-эффекта. С другой стороны, медная трубка позволяет легко охлаждать змеевик во время продолжительной работы, например, водой или другой охлаждающей жидкостью, которая может проходить через внутреннюю часть трубки.
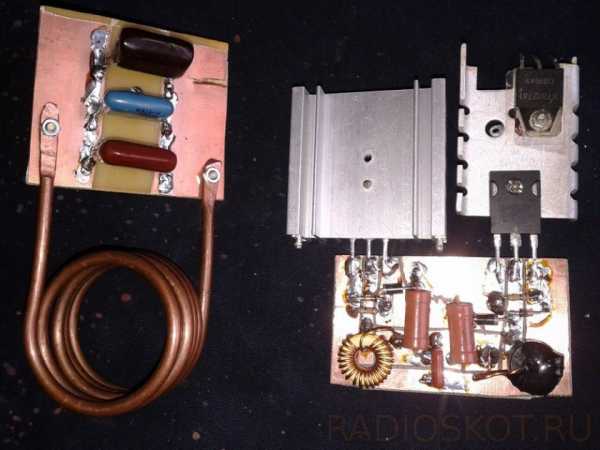
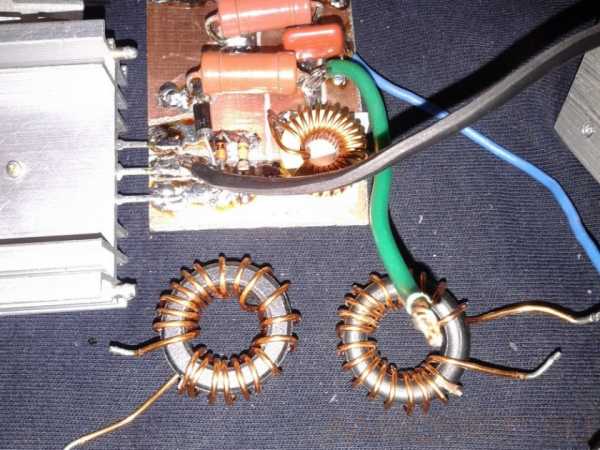
Система нагревателя выполнена на двухсторонней печатной плате с металлизацией отверстий, схема сборки которой представлена на рисунке 2.Все элементы монтируются в один слой, а их сборку лучше начинать с самых мелких элементов, таких как резисторы R1, R2, R5, затем диоды D1, D2, D3 и D4. Транзисторы Т1 и Т2 следует припаять таким образом, чтобы их можно было прикрутить к радиатору. Дроссели L1 и L2 лучше всего припаять в самом конце. Их предварительная пайка может затруднить прикручивание транзисторов к радиатору.
Рисунок 2. Схема сборки индукционного нагревателя
Катушка изготовлена из медной трубки диаметром около 6 мм, намотанной на сердечник диаметром около 50 мм.Намотайте 6 или 7 витков, оставив прямые выводы для монтажа в клеммах генератора и возможного соединения труб с охлаждающей жидкостью. Пример змеевика нагревателя показан на рисунке 3.
Рисунок 3. Пример метода изготовления катушки
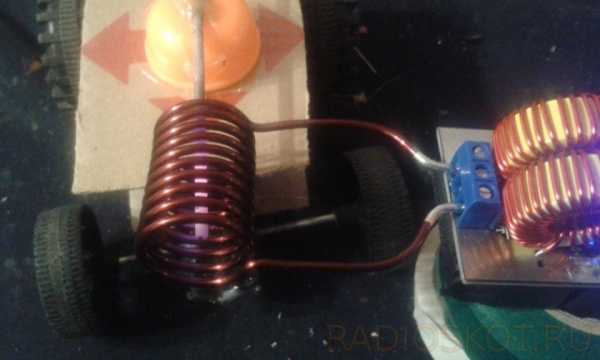
Для изготовления змеевика с семью витками на сердечнике диаметром 50 мм следует использовать трубу длиной примерно 150 см. На фото 4 показан способ подключения катушки к плате генератора.
Фотография 4. Способ крепления катушки к плате
При монтаже транзисторов тщательно измерьте высоту, на которой они должны быть впаяны в плату, чтобы монтажные отверстия совпадали с отверстиями в радиаторе. На рис. 5 показаны размеры модельного радиатора с расположением монтажных отверстий для транзисторов.
Рисунок 5. Размеры радиатора модели
Нагреватель питается напряжением в диапазоне 12…48 В. Испытания проводились также при напряжении питания 55 В, но выше 40 В применен способ охлаждения транзисторов в виде куска алюминиевого профиля недостаточно, и его поверхность должна быть увеличена, а поток воздуха форсирован.В связи с большим током, потребляемым нагревателем при работе с зарядом, до 30…40 А, для пуска нагревателя следует использовать трансформатор мощностью около 1 кВт и вторичным напряжением 9…40 В переменного тока в зависимости от от выбранного рабочего напряжения нагревателя.
Рисунок 6. Принципиальная схема блока питания
Вторичное переменное напряжение трансформатора необходимо выпрямить выпрямительным мостом примерно на 50 А и сгладить конденсатором примерно на 10 мФ. Схема несложного выпрямителя показана на рисунке 6, а его прототип на фото 7.
Фото 7. Пример блока питания
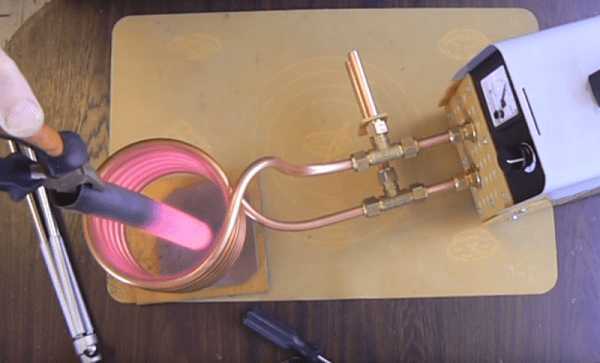
На фото 8 показан пример работы нагревателя с шихтой в виде металлической трубки. В зависимости от типа нагреваемого металла можно достичь температуры даже выше 1000°С.
Фото 8. Отопитель в работе
Нагреватель не нагревает немагнитные металлы, такие как алюминий. Для плавки алюминия следует использовать тигель с металлическим сердечником. В процессе работы обогревателя змеевик сильно нагревается, поэтому при его использовании будьте особенно осторожны и пользуйтесь защитной одеждой и очками.
AW
Список предметов:
Резисторы:
Полупроводники:
Другие:
Все эти функции легко найти, например, в модели IHG 3500. Аксессуар быстро нагревает металлические детали. Для достижения нужного эффекта достаточно приблизить катушку к объекту и запустить машину. Наконечники взаимозаменяемы, поэтому их можно легко адаптировать к различным плоским или круглым поверхностям. Он без проблем справляется даже с материалами с низкой температурой плавления.При этом оборудование относится к категории энергосберегающих, благодаря чему эксплуатационные расходы низкие. Модели IHG 1500 и IHG 2400 дешевле, но также являются профессиональным решением и предлагают возможность как ручной, так и автоматической настройки. Они позволяют работать с разной мощностью и частотой. Инновационная микропроцессорная технология позволяет получить оптимальное количество тепла в конкретном месте за несколько секунд. Благодаря этому можно не беспокоиться о случайном повреждении других частей материала.Кроме того, производитель во всех своих моделях уделяет большое внимание вопросам защиты пользователя. Индукционные нагреватели UNICRAFT оснащены функциональными системами, обеспечивающими безопасную эксплуатацию. Все это делает их подходящими для дома и бизнеса.
Индукционные нагреватели — это оборудование с множеством возможностей. Они быстро снимают кузовные детали, что позволяет производить ремонт без повреждения лакокрасочного покрытия.Они одинаково эффективны при работе с этикетками, фольгой, а также герметиками и замазками. Они легко ослабляют ржавые детали, для чего не требуется пламя. Это еще одно преимущество, потому что отсутствие газов означает более безопасную работу. Машины UNICRAFT отличаются эргономичным дизайном. Небольшие габариты позволяют легко транспортировать изделие. Обогреватели наверняка пригодятся в автомастерских. Это оборудование должно быть доступно каждой компании, которая намерена профессионально обрабатывать, например.металлические части.
Хотя нагреватели достигают высоких температур, они значительно снижают риск ожогов. Как во время, так и после работы оборудование охлаждается, что позволяет эффективно снижать температуру. Индукционные модели не производят вредных выхлопных газов и не нуждаются в специальных крышках. Их преимущество также заключается в оптимальном уровне громкости. Модели, работающие на электричестве, намного тише своих газовых собратьев. Помните, что для того, чтобы обогреватели работали эффективно, они должны иметь большую мощность.Для удобства также стоит позаботиться о длинном кабеле. Кроме того, аксессуары UNICRAFT можно дооснастить рядом полезных аксессуаров. В этот перечень входят, в частности, инструменты для разрывания стекла и металла, а также нагревательная спираль, предназначенная для пользователя. Индукционные нагреватели UNICRAFT — это инвестиция в ваш комфорт. Надежная конструкция и функциональное оснащение обеспечивают многолетнюю безотказную работу.
.Народные умельцы придумали множество способов обогреть дом. Один из них - индукционный нагреватель. Как и у всех, у него есть свои преимущества и недостатки.
В основу работы положен закон Джоуля-Ленца, отражающий прямую зависимость тепловой мощности проводника от напряжения электрического поля. Всем известна взаимосвязь магнетизма и электричества, которые просто не могут существовать друг без друга.Если на катушку подается ток высокой частоты, вокруг нее создается магнитное поле. Его поток проникнет в токопроводящий сердечник, вставленный в катушку. Возникающая в результате магнитная индукция будет постоянно менять направление и время, в результате чего вихревые токи будут двигаться по замкнутому кругу. Это преобразует электромагнитную энергию в тепловую энергию. Это в общих чертах схема индукционного нагревателя.
Индукционные нагреватели идеально подходят для широкого спектра применений.С их помощью можно осуществлять поверхностную закалку металлических изделий, сверхчистую бесконтактную сварку, точечный нагрев и даже плавку токопроводящих материалов. Промышленные катушки снабжены мощным трансформатором, способным подавать на них большие токи.
Так как схема такого нагревателя несложная, а КПД такого устройства очень высокий (до 98%), индукционный вихревой нагреватель не мог не заинтересовать мастеров.
Очень часто многим приходит в голову идея использовать принцип индукции для обогрева дома. Ведь индукционный нагреватель способен практически сразу нагреть воду. Поэтому существует множество конструкций самодельных индукционных нагревателей.
В физике есть много законов, которые невозможно обойти. Энергия не берется из ниоткуда, поэтому количество потребляемой электроэнергии не может быть меньше необходимой тепловой энергии.
Другими словами, если для обогрева помещения требуется 5 кВт·ч, это невозможно сделать всего за 2 кВт·ч электроэнергии, независимо от того, насколько хороша конструкция радиатора.Если вы планируете нагревать с помощью индукционной катушки, вы должны быть готовы к увеличению счетов за электроэнергию.
Самый популярный вариант среди мастеров - индукционный нагреватель от сварочного инвертора. На это есть несколько причин:
Индукционный нагреватель своими руками изготавливается следующим образом:
При включении устройства металлические кусочки проволоки сразу нагреваются и начинают отдавать тепло протекающей по ним воде.
Особо стоит отметить, что вода должна циркулировать непрерывно.
В противном случае температура трубы повысится настолько, что возникнет опасность расплавления.
Это один из самых серьезных недостатков таких отопителей. В случае частого отсутствия хозяев незаменима автоматическая компьютеризированная система управления работой отопителя.
Индукционный нагреватель подходит для нагрева, но имеет свои недостатки. Они вполне ремонтопригодны, и при должном внимании к деталям такая конструкция способна конкурировать с другими.
Использование индукционных катушек вместо традиционных ТЭНов в отопительном оборудовании позволило значительно повысить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по довольно высоким ценам. Поэтому умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Индукционные нагреватели с каждым днем завоевывают популярность среди потребителей благодаря следующим преимуществам:
Также к достоинствам этого типа можно отнести обогреватель простоту его конструкции и доступность материалов для сборки устройства своими руками.
Нагреватель индукторного типа включает следующие компоненты.
Все вышеперечисленные элементы, взаимодействующие друг с другом, работают по следующему правилу . Генерируемый генератором высокочастотный ток подается в индуктор из медного проводника. Индуктор преобразует высокочастотный ток в электромагнитное поле.Далее металлическая трубка, расположенная внутри индукционной катушки, нагревается за счет действия вихревых потоков в катушке. Теплоноситель (вода), проходя через нагреватель, забирает тепловую энергию и передает ее в систему отопления. Теплоноситель также выполняет роль радиатора для ТЭНа, что продлевает «жизнь» отопительного котла.
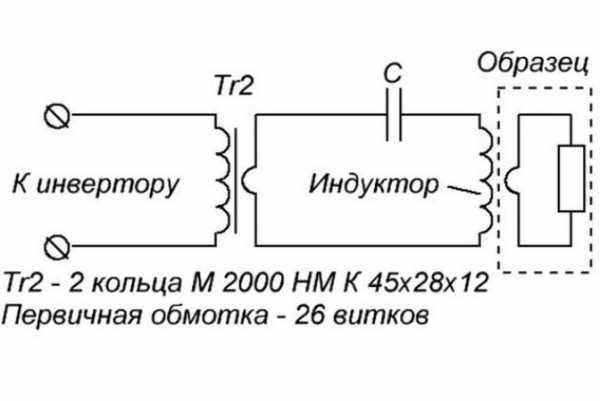
Ниже показана принципиальная схема индукционного нагревателя.
90 110
На фото ниже показано, как работает металлический индукционный нагреватель.

Важно! Если прикоснуться горячей частью к двум виткам дросселя, возникнет межвитковое замыкание, от которого моментально сгорят транзисторы.
Не подключайте индукционную катушку к клеммам сварочного аппарата, предназначенным для подключения сварочных кабелей. Если это произойдет, агрегат просто выйдет из строя. Для адаптации инвертора к работе с индукционным нагревателем потребуется достаточно сложная переделка устройства, требующая, в первую очередь, знаний радиоэлектроники.
Кратко это изменение выглядит так: катушка, т.е. ее первичная обмотка, должна быть подключена после ВЧ преобразователя инвертора вместо встроенного дросселя последнего. Кроме того, придется снять диодный мост и впаять блок конденсаторов.
В этом видео вы можете увидеть, как сварочный инвертор переделывается в индукционный нагреватель.
Для изготовления индукционного нагревателя из сварочного инвертора потребуются следующие материалы.
Чтобы собрать печь, выполните следующие действия.
Совет! Если индукционная печь должна работать длительное время с большой мощностью, рекомендуется подключить ее к трубе водяного охлаждения.
Для установки котла необходимы следующие компоненты.
Совет! Вместо стальной проволоки можно использовать металлическую губку из нержавеющей стали. Но перед покупкой их проверяют магнитом: если стиралка притягивается магнитом, она может служить нагревателем.

Индукционный котел устанавливается по приведенному ниже алгоритму. Заполните корпус теплообменника вышеуказанными металлоизделиями.На конец трубы, служащей корпусом, припаяйте переходники с диаметром, подходящим для труб отопительного контура.
При необходимости уголки можно припаять к адаптерам. Также следует фитинги для пайки - US . Благодаря им обогреватель будет легко разобрать, для ремонта или планового осмотра.

На следующем этапе необходимо обклеить корпус теплообменника текстолитовыми полосками , на которые будет наматываться змеевик.Также следует сделать пару подставок высотой 12-15 мм из того же текстолита. На них будут контакты для подключения ТЭНа к переделанному инвертору.

Намотать катушку на текстолитовые полоски. Между витками должно быть расстояние не менее 3 мм. Обмотка должна состоять из 90 витков проводника. Концы кабеля следует прикрепить к заранее подготовленным стойкам.

Все это помещено в кожух, который из соображений безопасности будет выполнять роль изоляции. Для корпуса подойдет пластиковая трубка диаметром больше катушки. В защитном кожухе следует сделать 2 отверстия для вывода электрического кабеля. На концах трубы можно установить заглушки и в них необходимо просверлить отверстия для труб. Благодаря этому котел будет подключен к тепловой сети.
Важно! Нагреватель можно проверить только после заполнения его водой. Если включить «всухую», пластиковая трубка расплавится и придется собирать ТЭН заново.
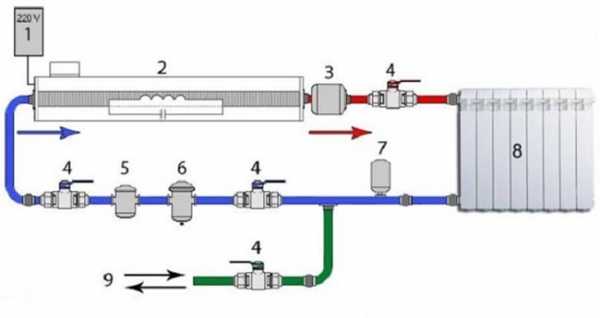
Схема подключения состоит из следующего.
Как видно из вышеописанного способа, индукционный нагреватель вполне можно изготовить самостоятельно. Но не лучше магазинного. Даже при наличии необходимых знаний в электротехнике следует учитывать, насколько безопасна эксплуатация такого устройства, ведь оно не оснащено специальными датчиками или блоком управления. Поэтому рекомендуется отдавать предпочтение готовому оборудованию, изготовленному на заводе.
Индукционный нагрев — метод бесконтактного нагрева токами высокой частоты (ВЧ).RFH — радиочастотный нагрев, радиочастотный нагрев) электропроводных материалов.
Описание метода.
Индукционный нагрев – это нагрев материалов электрическими токами, индуцируемыми переменным магнитным полем. Поэтому происходит нагрев изделий из токопроводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев осуществляется следующим образом.Электропроводящая заготовка (металл, графит) помещается в так называемую индуктор, представляющий собой один или несколько витков провода (обычно медного). С помощью специального генератора в катушке индуцируются сильные токи разной частоты (от десятков Гц до нескольких МГц), в результате чего вокруг катушки создается электромагнитное поле. Электромагнитное поле индуцирует вихревые токи в заготовке. Вихревые токи нагревают заготовку за счет тепла Джоуля (см. закон Джоуля-Ленца).
Пустой индуктор представляет собой трансформатор без сердечника, в котором индуктор является первичной обмоткой. Сабж - компактная вторичная обмотка. магнитный поток между обмотками замыкается воздухом.
При высокой частоте вихревые токи передаются через создаваемое ими магнитное поле в тонкие поверхностные слои заготовки Δ (поверхностный эффект), в результате чего их плотность резко возрастает и заготовка нагревается.Нижележащие металлические слои нагреваются за счет теплопроводности. Важен не ток, а высокая плотность тока. В скин-слое Δ плотность тока уменьшается на коэффициент e по отношению к плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (суммарное тепловыделение. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Это также зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температурах ниже точки Кюри μ имеет значение от нескольких сотен до нескольких десятков тысяч. Для других материалов (сплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и др.) μ примерно равно единице.
Например, на частоте 2 МГц толщина скин-слоя для меди составляет примерно 0,25 мм, для железа ≈ 0,001 мм.
Индукционная катушка сильно нагревается во время работы, так как поглощает собственное излучение.Кроме того, он поглощает тепловое излучение горячей заготовки. Изготовьте индукторы из медных трубок с водяным охлаждением. Вода подается всасыванием – это обеспечивает безопасность в случае ожога или другого снижения давления индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Фискальный чек, прототипы стопы.
Гибка и термическая обработка деталей машин.
Ювелирное дело.
Механическая обработка мелких деталей, которые могут быть повреждены пламенным или дуговым нагревом.
Укрепите поверхность.
Упрочнение и термическая обработка деталей сложной формы.
Дезинфекция медицинских инструментов.
Преимущества.
Быстрое нагревание или плавление любого электропроводящего материала.
Нагрев возможен в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, под вакуумом.
Обогрев через стенки защитной камеры из стекла, цемента, пластика, дерева - эти материалы очень плохо поглощают электромагнитное излучение и остаются холодными при работе установки.Нагревается только электропроводный материал - металл (в том числе расплавленный), углерод, токопроводящая керамика, электролиты, жидкие металлы и т.п. защитный газ - так получают сверхчистые сплавы в малых количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку нагрев осуществляется электромагнитным излучением, заготовка не загрязняется продуктами сгорания горелки при нагреве газовым пламенем или материалом электрода при дуговом нагреве.Помещение образцов в атмосферу инертного газа и высокая скорость нагрева предотвратят образование накипи.
Удобство использования благодаря небольшому размеру индукционной катушки.
Индукционная катушка может быть выполнена специальной формы - это позволит нагревать детали сложной конфигурации равномерно по всей поверхности, не вызывая их коробления или локального ненагревания.
Легко проводить точечный и выборочный нагрев.
Так как наиболее интенсивный нагрев происходит в тонких верхних слоях заготовок, а нижележащие слои нагреваются незначительно за счет теплопроводности, то метод идеален для упрочнения поверхности детали (сердцевина остается липкой).
Простая автоматизация устройств - циклы нагрева и охлаждения, контроль и поддержание температуры, подача и удаление деталей.
Индукционные нагреватели:
В установках с рабочей частотой до 300 кГц применяют инверторы на IGBT или MOSFET. Такие установки предназначены для нагрева крупных деталей. Для нагрева мелких деталей применяют высокие частоты (до 5 МГц, средний и короткий диапазон волн), высокочастотные установки строят на электронных лампах.
Кроме того, для нагрева мелких деталей строят высокочастотные установки на MOSFET-транзисторах для рабочих частот до 1,7 МГц. Управление и защита транзисторов на более высоких частотах представляет некоторые трудности, поэтому настройки на более высокие частоты все еще довольно дороги.
Спираль нагрева мелких деталей имеет малые габариты и малую индуктивность, что приводит к снижению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также подвергает опасности основной генератор (добротность колебательный контур пропорционален L/C, колебательный контур с плохим коэффициентом качества слишком хорошо "накачан" энергией, создает короткое замыкание по катушке и отключает задающий генератор).Для повышения добротности колебательного контура применяют два способа:
- увеличение рабочей частоты, что приводит к сложности и удорожанию монтажа;
- применение ферромагнитных вставок в индукторе; оклейка индукционной катушки панелями из ферромагнитного материала.
Поскольку индукционная катушка наиболее эффективно работает на высоких частотах, индукционный нагрев нашел промышленное применение после разработки и производства мощных генераторных ламп.До Первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов в то время использовались высокочастотные машинные генераторы (работы В. П. Вологдина) или установки с искровыми разрядами.
Схема генератора в принципе может быть любая (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающая на индукторную нагрузку и имеющая достаточную мощность. Также необходимо, чтобы частота колебаний была достаточно высокой.
Например, чтобы «разрезать» стальную проволоку диаметром 4 мм за секунды, необходима колебательная мощность не менее 2 кВт на частоте не менее 300 кГц.
Схема выбрана по следующим критериям: надежность; флуктуационная устойчивость; стабильность мощности, выделяемой в заготовке; простота производства; простота настройки; минимальное количество деталей для снижения затрат; применение деталей, в совокупности уменьшающих вес и габариты, и т. д.
В качестве генератора высокочастотных колебаний многие десятилетия используется трехточечный индуктивный генератор (генератор Хартли, автотрансформаторный генератор).мнение, схема на индукционном петлевом делителе напряжения). Это самовозбуждающаяся схема параллельного анодного питания и частотно-селективная схема, выполненная на колебательном контуре. Успешно применялись и применяются в лабораториях, ювелирных мастерских, промышленных предприятиях, а также в любительской практике. Например, во время Великой Отечественной войны такие установки применялись для упрочнения поверхности катков танка Т-34.
Three Dot Недостатки:
Низкая эффективность (менее 40% при использовании лампы).
Сильное отклонение частоты при нагреве изделий из магнитных материалов выше точки Кюри (≈700С) (изменения μ), приводящее к непредсказуемому изменению глубины эпидермального слоя и изменению режима термообработки. Это может быть неприемлемо при термообработке ответственных деталей. Кроме того, мощные ВЧ-установки должны работать в узком диапазоне частот, разрешенном Россвязьохранкультурой, поскольку при слабом экранировании они фактически являются радиопередатчиками и могут создавать помехи теле- и радиопередачам, береговым и спасательным службам.
При изменении заготовки (например, от меньшей к большей) изменяется индуктивность системы индуктор-заготовка, что также меняет частоту и глубину скин-слоя.
При замене одновитковых катушек на многовитковые на большие или меньшие меняется и частота.
Под руководством Бабата, Лозинского и других ученых разработаны двух- и трехпроводные схемы генераторов, обладающие более высоким КПД (до 70%), а также лучше сохраняющие рабочую частоту.Принцип их действия следующий. За счет использования связанных цепей и ослабления связи между ними изменение индуктивности рабочего контура не влечет за собой сильного изменения частоты контура задания частоты. Радиопередатчики построены по тому же принципу.
Современные генераторы высокой частоты представляют собой инверторы на основе IGBT или мощных MOSFET, обычно выполненные по мостовой или полумостовой схеме. Они работают на частотах до 500 кГц.Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления, в зависимости от поставленной задачи, допускает автоматическое удержание
А) постоянной частоты
б) постоянной мощности, выделяемой в заготовке
в) максимальной производительности.
Например, при нагреве магнитного материала выше точки Кюри резко увеличивается толщина скин-слоя, уменьшается плотность тока, и заготовка начинает меньше нагреваться. также исчезают магнитные свойства материала и прекращается процесс перемагничивания - объект начинает хуже нагреваться, сопротивление нагрузки резко падает - это может привести к "разносу" генератора и выходу его из строя.Система управления следит за прохождением через точку Кюри и автоматически увеличивает частоту при резком падении нагрузки (или снижении мощности).
Примечания.
Индуктор следует располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи детали (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos (φ).
Увеличение частоты резко снижает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет реверсирования намагниченности, нагрев их до точки Кюри намного эффективнее.
При расчете индуктора необходимо учитывать индуктивность шин, ведущих к индуктору, которая может быть значительно больше индуктивности самого индуктора (если индуктор выполнен в виде одинарного витка малый диаметр или даже часть витка - дуги).
В колебательном контуре возможны два случая резонанса: резонанс напряжения и резонанс тока.
Параллельный колебательный контур - резонанс токов.
В этом случае напряжение на катушке и конденсаторе такое же, как на генераторе. В резонансе сопротивление цепи между точками разветвления становится максимальным и ток (Iобщий) через сопротивление нагрузки Rн будет минимальным (ток внутри цепи I-1л и I-2с больше тока генератора).
В идеале импеданс контура бесконечен — цепь не потребляет ток от источника. Когда частота генератора изменяется в любом направлении от резонансной частоты, полное сопротивление цепи уменьшается, а линейный ток (Itot) увеличивается.
СерияКолебательный контур - резонанс напряжения.
Главной особенностью последовательного резонансного контура является то, что его полное сопротивление в резонансе минимально. (ZL+ZC - минимум). Когда частота настраивается выше или ниже резонансной частоты, импеданс увеличивается.
Вывод:
В параллельной цепи, в резонансе, ток, протекающий по проводникам цепи, равен 0, а напряжение максимально.
В последовательной цепи все наоборот - напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и сделана более понятной для читателя ООО «Проминдуктор».
Сегодня, устраивая водяное отопление, широкое распространение получил индукционный водонагреватель. Этот спрос обеспечивается тем, что устройство полностью экологично, не сушит и не сжигает воздух. Использование такого устройства может быть реализовано для нагрева проточной воды или в качестве отопительного котла.Индукционный нагреватель можно приобрести как в магазине, так и самостоятельно. Стоит отметить, что по Техническому заданию он не будет уступать покупной модели, однако будет выглядеть не так привлекательно, но при этом стоит значительно дешевле.
Использование такого устройства в домашних условиях позволяет добиться максимальной эффективности и надежности в работе. При этом устройство не нужно сопровождать специальной документацией и разрешением на установку, например, в качестве газового котла.При использовании индукционного нагревателя в качестве традиционного отопительного котла в некоторых случаях насос не понадобится. Движение теплоносителя достигается за счет процессов конвекции : При нагревании вода превращается в пар.
Стоит отметить, что индукционный нагреватель имеет множество преимуществ, выделяющих его среди конкурентов.
При выборе индукционного водонагревателя владелец получает устройство с минимальным обслуживанием, так как состоит из небольшого количества компонентов. И они редко выходят из строя.

Принцип действия индукционного котла
Но без недостатков не обойтись. Как и в любой технике, они существуют.
Все устройства этого типа, которые можно изготовить своими руками, можно разделить на две группы:
При создании индукционного вихревого нагревателя (или сокращенно ВИН для краткости) своими руками следует указывать следующие конструктивные узлы:
Работа с VIN выглядит следующим образом.
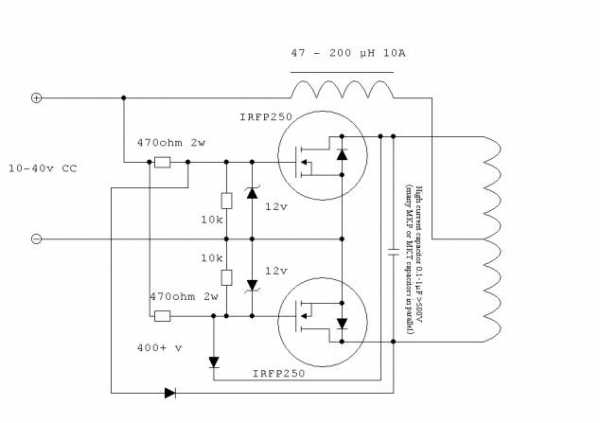
Схема современного водонагревателя
Одним из важнейших компонентов является индукционная катушка, к изготовлению которой необходимо подходить с особой тщательностью.Медная проволока очень аккуратно намотана на пластиковую трубку, и количество мотков не должно быть меньше 100,
.
Из представленного описания можно сделать вывод, что сделать индукционный водонагреватель своими руками несложно.
Индукционный нагреватель своими руками можно изготовить двумя способами. Кратко рассмотрим каждый из них.
Самое простое устройство (правда мощность у него будет большая) можно сделать на базе печатной платы .Среди особенностей схемы, которая будет использована в устройстве, следует выделить следующие пункты:

Индукционный нагреватель Vortex
Основой для изготовления такого устройства своими руками является использование электронного трансформатора .
Суть способа изготовления данного индукционного водонагревателя заключается в следующем.

Это все советы, как собрать такой отопительный прибор своими руками и обеспечить качественное отопление и постоянное наличие горячей воды в доме.
Обновлено:
2016-09-12Создать индукционный нагреватель своими руками несложно.Это устройство, способное нагревать металл вихретоковым методом Фуко. Преимущества:
Из недостатков:
Обратите внимание на цепь нагревателя. Для изготовления радиатора необходим кусок толстостенной пластиковой трубы. Он будет служить корпусом этого устройства. Затем нужно подготовить стальную проволоку, диаметр которой не превышает 7 мм. Также при необходимости подключения водонагревателя к системе отопления следует приобрести переходники. Также понадобится металлическая сетка. Он будет удерживать провод внутри корпуса. Для создания индуктора вам обязательно понадобится стальная проволока.Также необходимо найти высокочастотный преобразователь, который есть практически в каждом гараже.
Теперь о самом процессе производства. Сначала выполняются предварительные действия для проволоки. Проволоку необходимо разрезать на отрезки, длина которых составляет 5-6 см. Затем дно отрезка трубы закрывают сеткой, а отрезанные отрезки проволоки засыпают внутрь. В верхней части трубу также нужно будет прикрыть сеткой. Трубы следует заливать в таком количестве, чтобы вся труба была заполнена до самого верха.
Теперь, как показано на диаграмме, создается катушка. Основание представляет собой пластиковый корпус. На него следует намотать 90 витков меди.
После изготовления элемента необходимо будет установить его в систему отопления. Затем можно подключить катушку к сети через инвертор. Считается, что такой обогреватель достаточно простой и самый бюджетный.
Не проверяйте устройство без подачи жидкости или антифриза. В противном случае труба расплавится. Перед запуском системы рекомендуется заземлить инвертор.
Итак, сейчас разберем, как собрать самодельный индукционный нагреватель. Для завершения сборки агрегата требуется демпфер. Этот предмет можно найти, открыв блок питания компьютера. Затем наматывается проволока из ферромагнитной стали, медная проволока диаметром 1,5 мм. В зависимости от требуемых параметров может потребоваться сделать 10-30 витков. Затем выбирают полевые транзисторы. Их выбирают исходя из наибольшего сопротивления открытого перехода.Диоды подбираются на обратное напряжение не менее 500 В, ток должен быть около 3-4 А. Также понадобятся стабилитроны, которые рассчитаны на 15-18 А. Их мощность должна быть около 2-3 Вт. Резисторы - не более 0,5 Вт.
Затем собирается схема и создается катушка. Это будет база, на которую будет опираться утеплитель. Катушка должна состоять из 6-7 витков медного провода 1,5 мм. После этого элемент включается в цепь и подключается к сети. Устройство может нагревать винты до желтого цвета.
Хоть схема и простая, но в работе система будет отличаться большим количеством тепла, именно по этой причине на транзисторах желательно установить подогреватели.
Теперь понятно, как собрать узел, осуществляющий индукционный нагрев металла.
Посмотрите видео о том, как сделать индукционный нагреватель своими руками (см. видео).
При использовании и монтаже отопителя своими руками необходимо соблюдать следующие правила:
Теперь вы узнали, как сделать индукционный нагреватель своими руками. Мы надеемся, что вам очень понравились инструкции и блок-схема. Прилагаемое видео также может быть очень полезным для изготовления домашнего обогревателя. Желаем вам удачи в вашей работе.
.Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому их нельзя отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ НА ВИНТОВОЙ 1500ВТ ТОРГОВЫЙ ДОМ
Нагреватель индукционный - переносной прибор для индукционного нагрева металла, с питанием от сети 230В.
Прибор легко нагревает цветные металлы и их сплавы , но не работает со стеклом, пластиком, деревом, текстилем и другими подобными материалами.
Индукционный нагреватель очень эффективен, несмотря на свои небольшие размеры.
Комплект поставляется с кейсом и четырьмя нагревательными наконечниками.
Благодаря специальным наконечникам нагреватель не касается прилегающих поверхностей, которые могут расплавиться или повредиться при нагреве частей элемента.
Технические характеристики
Комплект включает
Приложение
БЕЗОПАСНАЯ ПОКУПКА
Гарантия на товар 24 месяца
Возможность возврата товара без объяснения причин в течение 14 дней