Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

Пайка алюминия с использованием пропановой горелки
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
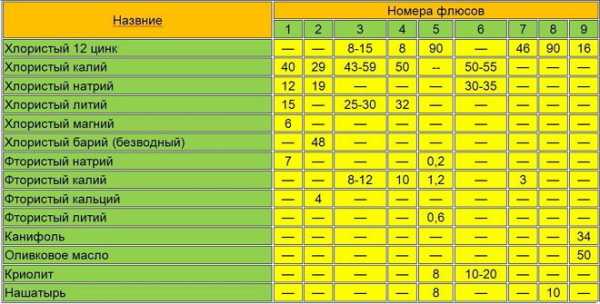
Характеристики флюсов для пайки мягкими припоями
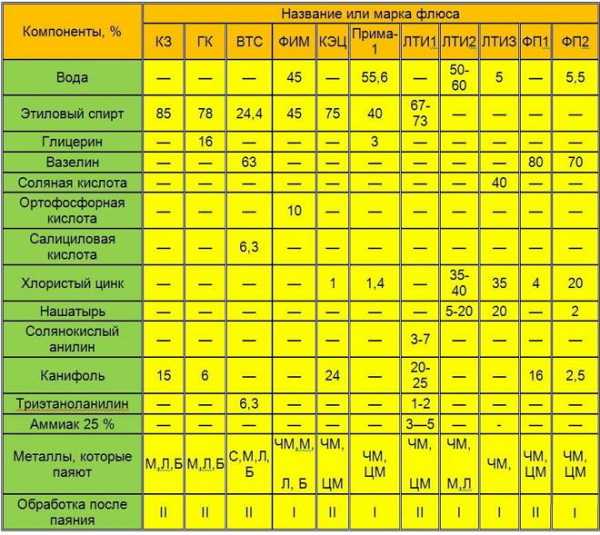
Состав флюсов, применяемых для пайки алюминия
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)

Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.

В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиДалеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
1
Читайте также: Чем паять медь и латунь, чтобы получить надежное соединениеПервым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).

Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.

1
Читайте также: Идея для мастерской: как сделать болт с накаткойЦарапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!


Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
1
Читайте также: Как идеально сварить две профильных трубы под 90 градусов Мне нравитсяНе нравится
Андрей Васильев
Задать вопрос
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Флюсы для алюминия
Содержание статьи:
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Основными компонентами активных флюсов для пайки алюминия при температуре ниже 300 градусов, это органические кислоты и их амиды, а также триэтаноламин. Наибольшей активностью отличаются олеиновая, элаидиновая, муравьиная и уксусная кислота.

Связано это с тем, что активность всех вышеперечисленных кислот повышается с ростом температуры. Поэтому воздействуя на оксид Al2O3, они способны полностью разрушить его, что даст припою нормально пристать к поверхности спаиваемых деталей из алюминия.
Флюс Ф59А — предназначен для низкотемпературной пайки алюминия, а также сплава АМц с медью и сталью, при температуре от 150 до 320 градусов.

Флюс Ф61А — кроме пайки алюминия предназначен для спаивания деталей из оцинкованного железа, меди и бериллиевой бронзы. Температура работы с флюсом, как и в предыдущем случае, составляет 150-320°С.
Флюс Ф54А — состоит на 82% из триэтаноламина. Данный флюс также предназначен для пайки алюминия и его сплавов в домашних условиях.
Флюс Ф64 — подходит для пайки алюминия и дюралюминия.
Данный вариант флюса для алюминия чем-то напоминает паяльный флюс ЛТИ-120, который предназначен для пайки меди, никеля и углеродистой стали. При нанесении флюса Ф-64 на поверхность алюминиевых деталей, и под воздействием высоких температур, он способен разрушить прочную плёнку оксида алюминия, очистив тем самым металл для нормального растекания припоя.

Все вышеперечисленные флюсы — подходят для пайки алюминия. Ну а о том, как паять провода, всегда можно узнать на сайте samastroyka.ru.
Активный флюс для пайки алюминия Ф-64 можно применять:
Отдельного внимания заслуживает вопрос о том, чем паять алюминий. Для пайки можно использовать как электрический паяльник, так и небольшую газовую горелку. Если пайка алюминия происходит с использованием электрического паяльника, то, он должен быть достаточной мощности, чтобы разогреть припой.

Так, например, для скрутки проводов сечением не более 2,5 мм², вполне хватить электрического паяльника мощностью в 40-60 Вт. При пайке более толстых жил, в 4 и более мм², уже будет нужен паяльник мощностью от 100 Вт.
При использовании любого активного флюса, в том числе и для пайки алюминия, не стоит забывать об удалении его остатков после выполнения работ. Для удаления большинства флюсов с поверхности металла достаточно воспользоваться куском мягкой ткани смоченной в обычной воде.
Оценить статью и поделиться ссылкой:Содержание статьи:
Видео взято с канала: Glavnyiy Mehanik
Видео взято с канала: Evseenko Technology

⇒ Нашел припой на Алиэкспресс, 20шт: http://ali.pub/4516ly еще 10-20-50шт: https://ali.ski/BlSC7.
ВНИМАНИЕ! На Али есть лоты дешевле 2-3 доллара, но это продают просто проволоку без флюса!
Привет друзья! В этом видео покажу как можно просто и дешево паять алюминий без использования аргона. Шов получается прочный, аккуратный и герметичный..
В видео используется припой марки CASTOLIN 192, еще можно использовать HTS-2000. Припой продается в магазинах с медными трубками и радиаторами..
Покупал тут: “Магазин медных труб”, Московская обл, г. Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов).
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
⇒ Скидка от 5% на все товары Алиэкспресс: http://voltnik.ru/cashback.
⇒ Видео о том как работает скидка: https://youtu.be/D959at2-ChY.
⇒ Мобильное приложение EPN cashback: http://voltnik.ru/cash-mobile.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
Мой профиль на ThinkerCAD: https://goo.gl/ee2ExZ.
ALIEXPRESS: http://voltnik.ru/aliexpress.
BANGGOOD: http://voltnik.ru/bngd.
GEARBEST: http://grbe.st/XBBp5O.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
✔ Группа ВК: https://vk.com/voltnik.
✔ Сайт канала: http://voltnik.ru/.
#voltnikИнструменты
Видео взято с канала: voltNik
Видео взято с канала: Сам себе КОЛХОЗНИК
Видео взято с канала: АС МАСТЕР ремонт авто в омске
Видео взято с канала: MotoDalnoBoy
Видео взято с канала: Lithium Master
Пайка - это процесс соединения материалов, незаменимых, в частности, в электронике, автоматике или гидравлике. Этот процесс используют как энтузиасты, так и профессионалы. Характерной особенностью процесса пайки, которая отличает его от процессов сварки и плавления, является соединение материалов в твердом состоянии. Необходимость постоянного соединения металлических элементов вынуждает пользователя готовить устройства, которые обеспечат хорошее качество припоя на отдельных элементах.
Работа с паяльником - это обычное дело для электроники. Люди, которые ежедневно используют в своей работе технику пайки, не имеют ни малейших проблем с ремонтом паяльником. Однако, если вы используете это устройство только изредка, результат может быть неудовлетворительным. Правильная пайка довольно проста, даже если у вас нет опыта, ей легко научиться. Мы собрали интересную информацию о пайке и покажем, как правильно паять.
Пайка и сварка - это соединения материалов, которые различаются по трем точкам:
1.Рабочая температура
Припой при пайке плавится уже при температуре ниже 1000 ° C. При газовой сварке кислородно-ацетиленовое пламя имеет температуру почти 3000 ° C.
2. Тип соединения
Во время сварки соединяемые материалы разжижаются в зоне сварного шва. Поставляемая сварочная проволока используется для заполнения зазоров и может повлиять на свойства расплавленного металла.
При пайке материалы нагреваются только до точки, в которой они образуют соединение заподлицо с флюсом.Заготовки не плавятся, как при сварке.
3 Прочность соединения
В принципе, можно сказать, что: чем выше температура во время соединения, тем выше долговечность или прочность соединения. Следовательно, сварное соединение имеет большую прочность, чем паяное. Однако это намного сложнее и требует обширных средств защиты.
Кроме того, не все материалы и точки соединения устойчивы к высоким температурам, возникающим во время сварки, например:из-за малой толщины материала желоба припаивают вместо сварки. А пайка медных проводов - один из основных навыков установщика.
Учитывая температуру плавления присадочного металла, можно выделить два типа пайки: мягкую и твердую, которые различаются по областям применения и методам:
|
|
|
| Мягкая пайка При мягкой пайке нагрев выполняется выборочно.Он используется в основном в электротехнике, например, для электропроводящего соединения элементов на печатной плате. Этот метод имеет множество преимуществ: Диапазон рабочих температур составляет 180 - 250 ° C, что означает, что подключаемые элементы не подвергаются термической перегрузке. Паяное соединение обеспечивает достаточную механическую прочность, чтобы надежно удерживать даже более крупные компоненты. Паяльник только выборочно нагревает материал, поэтому процесс пайки может быть выполнен быстро. За исключением системы отвода дыма припоя, никаких специальных защитных мер не требуется. | Пайка Во время пайки нагрев происходит на большой площади при температурах выше 450 ° C. Температуры намного выше и работа не выполняется выборочно. Пайка обеспечивает плотное соединение с высокой прочностью на разрыв и ударной вязкостью. Некоторые припои имеют температуру плавления почти 1000 ° C.Эти температуры не могут быть достигнуты с помощью паяльников, поэтому используются подходящие паяльные горелки. Как и при сварке, при пайке необходимо соблюдать соответствующие правила противопожарной защиты. |
В принципе, многие металлы и сплавы можно спаять вместе. Благодаря универсальным связующим и флюсам, следующие материалы можно легко комбинировать друг с другом:
Для других металлов, таких как алюминий (Al), олово, цинк, свинец или нержавеющая сталь, требуются специальные припои или флюсы.
В разделе «Пайка алюминия - как правильно сделать» мы рассмотрим эту тему более подробно, в том числе на что следует обратить внимание.
Когда мы говорим о «пайке» в целом, в большинстве случаев мы имеем в виду мягкую пайку, поскольку пайка в основном выполняется квалифицированным персоналом.
В большинстве случаев люди, не обладающие специальными знаниями, но все же любящие заниматься своими руками, обращаются к ручному паяльнику без контроля температуры. Паяльники
предлагают очень хорошее соотношение цены и качества, а это означает, что бюджет любителя не перегружен. Кроме того, они доступны в широком диапазоне классов производительности и размеров, что позволяет оптимально выполнять различные задачи по пайке.
Проверить стыковые паяльники
Сервисные техники рады иметь паяльные пистолеты в своих ящиках для инструментов. Высокая температура в них достигается за счет протекания тока большой силы по проволоке, которая также является наконечником. Если причиной неисправности является плохое соединение, обрыв проводов или неплотное соединение, паяльный инструмент должен быть быстро готов к работе. Именно здесь паяльник имеет наибольшее преимущество. Они быстро нагреваются, но установить точную рабочую температуру невозможно.
Достигает температуры пайки всего за несколько секунд благодаря мощным нагревательным элементам.
Check Gun Паяльники
Люди, уже имеющие базовые знания, а также квалифицированные специалисты по достоинству оценят преимущества паяльной станции. Это сложные профессиональные паяльные устройства. В них встроены электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру.На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева и запрограммированная температура. В случае сильного рассеивания тепла через большие поверхности олово быстро нагревается до необходимой температуры. Это означает, что процесс пайки может быть выполнен за короткое время без чрезмерной термической нагрузки на компоненты.
Еще одним преимуществом станции является наличие паяльников различной формы для соответствующих паяльников.
Проверить паяльные станции
Газовые паяльники не требуют сетевого питания. Это делает их идеальными для мобильного использования вне дома и мастерской. Высокая температура наконечника достигается за счет нагрева наконечника газовой горелкой, работающей на пропан-бутане. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерских, не требующих очень большой мощности.Они также подходят для плавления, горячей резки, сварки пластмасс, усадки или окраски огнем (пирография).
При их выборе стоит обратить внимание на емкость бензобака, от которой будет зависеть время работы паяльника и регулирование температуры. У них небольшие габариты, поэтому они поместятся в любой сумке для инструментов.
Проверка газовых паяльников
Припой с разнородным металлическим сплавом и жидкой формой используется для заполнения паяльной щели.Поскольку олово (Sn) является основным компонентом припоя, название оловянный припой стало обычным явлением. Другие материалы, которые добавляют в припой в различных количествах, - это, например, свинец (Pb), медь (Cu), серебро (Ag), золото (Au) или висмут (Bi). В зависимости от добавки и соотношения компонентов смеси свойства припоя меняются. В результате его можно оптимально адаптировать к различным требованиям.
Основное назначение припоя - заполнение пространства между паяемыми частями. Кроме того, он должен образовывать как механическое, так и электрически проводящее соединение.Температура плавления должна быть ниже температуры стыков.
1. Плата
2. Шайба
3. Деталь (резистор)
4. Шина с защитным лаком
5. Кабельные соединительные элементы
6. Припой
Припой делится на две категории:
Свинец припой
На протяжении десятилетий оловянно-свинцовый припой широко использовался для пайки мягким припоем. Припой с обозначением Sn60Pb40 состоял на 60% из олова и на 40% из свинца.При 183 ° C он переходит из твердого состояния в «мягкое», а при 191 ° C - в жидкое. Оловянный припой имеет очень хорошие эксплуатационные характеристики и создает паяные соединения с металлическим блеском. Соединения холодной пайки могут быстро образоваться, если компоненты будут встряхивать или перемещать во время фазы охлаждения.
Припой SN63Pb37 является эвтектическим, что означает, что при 183 ° C он быстро переходит из твердого состояния в жидкое. Если температура упадет, он так же быстро перейдет из жидкого состояния в твердое.
В соответствии с Директивой ЕС 2011/65 / EU (RoHS = Ограничение использования опасных веществ) использование определенных опасных веществ ограничено. Это также относится к свинцу токсичного тяжелого металла. По этой причине на несколько лет отказались от свинца в олове, используемом в производстве электрических и электронных устройств.
Бессвинцовый припой
Самым большим отличием от оловянно-свинцового припоя является повышенная температура плавления, которая составляет 218 - 230 ° C.Бессвинцовые припои в основном состоят из олова (Sn), к которому добавлены серебро (Ag), золото (Au) или медь (Cu).
К сожалению, текучесть и качество поверхности бессвинцового припоя намного хуже, чем у свинцового припоя. Наилучшие результаты достигаются, когда, помимо олова, оно содержит 3% серебра и 0,5% меди (Sn3.0Ag0.5Cu).
Флюс требуется в процессе пайки для обеспечения необходимой смачиваемости и плавучести припоя на паяемом материале за счет уменьшения оксидов, присутствующих на паяном материале и поверхностях пайки, и для предотвращения повторного окисления.
Кроме того, снижается поверхностное натяжение жидкого припоя, так что припой может аккуратно прилегать к заготовке. На практике флюс подается в точку пайки вместе с припоем. Для этого оловянный припой имеет трубчатую форму, а внутрь заделан флюс.
Обозначение типа F-SW-23 определяет в соответствии с DIN 8511, для каких материалов подходит флюс и насколько агрессивны его остатки.
F = Обозначение флюса
S = Материал припоя (S - тяжелый металл, L - легкий металл).
H = процесс пайки (H означает пайка, W означает мягкую пайку).
11 - 13 (сильная коррозия - необходимо удалить остатки флюса).
21 - 28 (Слабая коррозия - удалить остатки флюса).
31 - 34 (не вызывает коррозии - не нужно удалять остатки флюса).
При покупке паяльника стоит обратить внимание на дополнительные элементы, которые нужны для пайки или облегчают ее.
При пайке вам часто может потребоваться больше, чем две руки, потому что одна рука занята паяльником, а другая припаяна.В ситуации, когда печатную плату, компоненты или провода также необходимо удерживать в правильном положении, чтобы процесс пайки можно было легко провести, так называемый третья рука в виде небольшой подставки с зажимами-крокодилами.
Если дополнительно использовать увеличительное стекло для лучшего обзора рабочего места, даже самые мелкие детали будут быстро спаяны.
Существует множество других практичных аксессуаров, таких как наборы выводов для печатных плат, очистители для паяльных наконечников и дозаторы для припоя, которые делают пайку еще проще.
Проверить принадлежности для пайки
Опасность для здоровья от дыма от пайки должна быть как можно ниже. По этой причине даже люди, которые паяют редко, должны использовать соответствующую систему отсоса дыма, даже при работе только с бессвинцовым припоем.
Канифольсодержащие аэрозоли, образующиеся при пайке, всасываются непосредственно на рабочем месте и связываются в фильтре с активированным углем.Таким образом эффективно предотвращается прямой контакт с кожей, глазами и дыхательными путями.
К сожалению, на этот вопрос нельзя ответить конкретными значениями. Мощность устройства должна соответствовать типу впаянных элементов. Чем прочнее паяльник, тем быстрее он достигнет более высокой температуры.
Если два тонких провода спаять вместе, рассеивание тепла будет минимальным.В этом случае нет необходимости быстро разогревать паяльное жало. Для небольших электронных деталей достаточно паяльника меньшей мощности. Мощный паяльник может разрушить.
Иная ситуация с экранирующими пластинами или заземленными паяными соединениями. Если материал с хорошей теплопроводностью значительно снижает температуру паяльного жала, его следует быстро нагреть, чтобы за короткое время достичь требуемой температуры пайки. Это, в свою очередь, возможно только с помощью сильных паяльников, которые также требуют более широкого наконечника в форме долота, чтобы тепло могло адекватно передаваться паяльному соединению.Это гарантирует, что процесс пайки будет проведен в короткие сроки, без тепловой перегрузки компонентов.
Прежде чем приступить к пайке, вы должны знать, как выглядит правильный трехфазный процесс. Для получения правильных результатов их необходимо правильно выполнять.
| Фаза 1: Увлажнение Точка пайки нагревается жало паяльника, а затем добавляется припой.Убедитесь, что паяное соединение полностью покрыто или смочено припоем. | Этап 2: Течет На этом этапе жидкий припой должен течь в паяные соединения и, таким образом, создавать соединение элементов на большой площади. | Этап 3: Склеивание В процессе склеивания паяное соединение остывает и затвердевает. На этом этапе нельзя ни при каких обстоятельствах трясти заготовку, так как это приведет к образованию «холодного припоя». |
Весь процесс пайки должен занимать от 2 до 5 секунд, в зависимости от размера паяного соединения. Если через 5 секунд припой все еще не течет, остановите процесс пайки и используйте более сильный паяльник.
Если выбран паяльник со слишком малой мощностью, олово не перейдет в жидкую фазу, и паяное соединение будет иметь плохую проводимость или ее отсутствие.Кроме того, процесс пайки займет намного больше времени, что может привести к перегреву компонентов.
Паяльное жало отсоединяется слишком быстро
Если паяльное жало преждевременно отсоединяется от паяного соединения, фаза течения не может возникнуть или возникает только частично. Фаза настройки, которая начинается слишком рано, приводит к недостаточному или неисправному контакту.
Люди с меньшим опытом, как правило, наносят олово на наконечник припоя, а затем пытаются как-то переместить пузырек жидкого припоя в точку пайки.
В этом случае, поскольку паяное соединение холодное, припой не сцепляется с поверхностью или компонентом.
Применение слишком большого количества припоя обычно приводит к образованию нежелательных перемычек.По этой причине, при пайке точек пайки близко друг к другу, всегда будьте осторожны, чтобы избежать коротких замыканий из-за паяных перемычек.
В случае точек пайки сквозных контактов (см. Рисунок) излишки припоя могут стекать с нижней стороны печатной платы и вызывать короткое замыкание.
Если детали будут перемещены во время фазы охлаждения, припой сломается там, где он еще мягкий.
Это приводит к трещинам в паяном соединении и плохому контакту или его отсутствию.
Если температура паяльника слишком высока или жало паяльника остается в зоне пайки слишком долго, может произойти термическое повреждение.
В кабелях результатом может быть расплавленная изоляция, а в случае печатных плат токопроводящие дорожки и паяльные наконечники могут отсоединиться.В крайних случаях это может вызвать появление невидимых микротрещин, что приведет к нарушению проводимости.
Слишком высокая температура также может повредить компоненты.
Наш практический совет: остерегайтесь тепла
Опыт показывает, что полупроводники, такие как диоды, транзисторы, тиристоры или симисторы, не обязательно подвержены тепловой смерти во время пайки. Электролитические конденсаторы гораздо более чувствительны к чрезмерному нагреву во время пайки.
Не рекомендуется «ремонтировать» поврежденное паяное соединение путем его повторного нагрева. Гораздо лучшее решение - удалить припой и повторно припаять.
При снятии компонента с печатной платы необходимо удалить олово. Это можно сделать с помощью различных инструментов:
Отсасывающий насос для демонтажа имеет на конце трубку из термостойкого материала.Устройство подпружинено и может кратковременно создавать разрежение при нажатии кнопки.
Паяльник предназначен для разжижения олова в точке пайки. Часто бывает полезно добавить немного свежего припоя при нагревании паяного соединения. Добавленный таким образом флюс гарантирует, что весь припой в паяном соединении будет достаточно жидким.
Как только припой переходит в жидкую фазу, наконечник всасывающего насоса для припоя помещается на паяное соединение, и насос запускается.Это освобождает паяное соединение от жидкого припоя.
Оловянная оплетка представляет собой оплетку из тонких медных проволок, пропитанных флюсом. Скрученную пару кладут на холодный паянный стык и прижимают паяльником.
Тепло от паяльного жала проникает через распаянную оплетку и плавит припой в месте паяного соединения. Жидкий припой втягивается в оплетку за счет капиллярного действия.Если на стыке остались отложения олова, отрежьте «изношенную» часть оплетки и повторите процесс.
Этот метод распайки намного более щадящий, чем вакуумный насос, поэтому плетеные шнуры идеально подходят для небольших точек пайки с тонкими токопроводящими дорожками.
идеально подходят для сервисных центров и лабораторий электроники, где выполняется много работ по пайке и демонтажу.В некоторых случаях паяльные и демонтажные станции предлагаются как блоки, объединяющие обе функции в одном устройстве.
Устройства для распайки имеют полый нагретый наконечник, который полностью окружает точку пайки. Вакуумный насос создает разрежение, необходимое для отсасывания горячего припоя.
В зависимости от области применения (кабельные компоненты или SMD-компоненты) существуют различные версии демонтажных устройств.
SMD - это аббревиатура от Surface Mounted Device и означает компонент для поверхностного монтажа, который не имеет соединительных проводов и поэтому припаян непосредственно к печатной плате.
В промышленном производстве технология SMD экономит время и деньги. Кроме того, устройства становятся меньше, так как плотность монтажа может быть значительно увеличена.
При ремонте компонентов SMD, где мелкие паяные соединения переделываются или заменяются компоненты SMD, требуется большая ловкость.Хотя ремонтную пайку все еще можно выполнить с помощью небольших паяльников с наконечниками игл, распайка выполняется намного сложнее. Поэтому для распайки SMD используются специальные инструменты:
Биполярные компоненты SMD можно очень легко распаять с помощью пинцета, который объединяет паяльник и пинцет в одном умном устройстве.
При захвате компонента пинцетом для распайки нагреваются точки пайки с обеих сторон. Припой за очень короткое время становится жидким, и компонент можно удалить с печатной платы с помощью пинцета.
Во избежание перегрева как можно скорее поместите элемент на термостойкую поверхность.
Когда электронные компоненты в технологии SMD имеют несколько соединений, для их разборки и сборки используются устройства горячего воздуха, которые не имеют физического контакта с припаянными частями.Процесс пайки осуществляется путем направления образовавшегося горячего воздуха к припаянным элементам. Пайка горячим воздухом особенно полезна для работы с мелкими и хрупкими деталями. Отлично работает в процессе распайки компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, которая обычно имеет довольно большие габариты.
Доступны разные насадки для разных компонентов.Помимо многоцелевых точечных сопел, существуют также сменные сопла, специально адаптированные к конструкции интегральных схем.Таким образом, вы можете отключить все соединения процессора и удалить компонент с печатной платы за одну операцию.
Особой проблемой является профессиональная пайка SMD-компонентов.
Благодаря чрезвычайно малой конструкции мелкие детали, а также небольшие токопроводящие дорожки могут очень быстро разрушаться во время пайки. Поэтому вначале стоит попрактиковаться в пайке и демонтаже SMD-компонентов на старых и ненужных печатных платах.
В частности, с оборудованием для пайки горячим воздухом необходимо обращаться осторожно, чтобы не повредить плату из-за чрезмерного нагрева.
Алюминий не так просто паять, как, например, медь или латунь. Проблема заключается в оксидном слое, который образуется поверх алюминия в течение нескольких минут, когда алюминий вступает в контакт с кислородом из окружающего воздуха.
В отличие от черных металлов, где слой оксида или ржавчины медленно, но неуклонно разрушает металл, оксид алюминия образует своего рода уплотнение, которое защищает материал. В процессе анодирования на алюминий наносится оксидный слой для защиты и улучшения качества заготовки.Также следует обратить внимание на температуру паяемого алюминия. При перегреве алюминий становится хрупким и мягким.
Сварка и пайка обеспечивают очень прочные соединения, но технически очень сложны. По этой причине алюминиевые детали в основном соединяются между собой мягкой пайкой. Однако, если вы хотите паять алюминий, вам нужно обратить внимание на несколько моментов и использовать подходящие инструменты.
Поскольку алюминий является очень хорошим проводником тепла, его можно использовать для нагрева паяного соединения до требуемой температуры прибл.380 ° C, используйте газовую горелку.
Алюминиевый припой
Для мягкой пайки алюминия требуется специальный алюминиевый припой. Различают фрикционный припой (например, AL370 или AL380), который необходимо вводить в точку пайки, и капиллярный припой (например, AL 390), автоматически стекающий в зазоры и трещины.
Флюс
Флюс обычно используется для пайки. Целью флюса является химическое удаление оксидного слоя или предотвращение окисления алюминия во время процесса пайки.Это также улучшает текучесть припоя.
Если вы работаете с фрикционным припоем, флюс можно нанести кисточкой на точку пайки сразу после очистки. Флюс герметизирует паяное соединение и предотвращает контакт алюминия с кислородом воздуха. В случае капиллярного припоя припой покрывается твердым флюсом.
Температура плавления оксидного слоя алюминия составляет 1600 - 2100 ° C. Сам алюминий плавится при температуре 580 - 680 ° C.Поскольку оксидный слой препятствует процессу пайки, его необходимо удалить перед пайкой. Это можно сделать щеткой из нержавеющей стали или шлифованием.
Место пайки должно быть закреплено флюсом или процесс пайки должен быть начат немедленно. Точка пайки доводится до необходимой температуры с помощью горелки горячего газа. Поскольку алюминий не тускнеет и не меняет цвет под воздействием тепла, требуется некоторый опыт, чтобы определить, когда можно наносить припой.При необходимости поможет инфракрасный термометр.
Если используется фрикционный припой, используйте отвертку или небольшой шпатель, чтобы втереть жидкий припой в паяное соединение. В случае капиллярного припоя припой автоматически перетекает в паяное соединение. Всегда проверяйте правильную температуру паяного соединения.
После завершения процесса пайки заготовка должна остыть, после чего ее можно очистить от остатков флюса. Поскольку флюс растворяется в воде, для очистки достаточно проточной воды и щетки.При необходимости паяное соединение можно затем отшлифовать и отполировать.
Наш полезный совет: при необходимости предварительно нагрейте компоненты.
Для цельных алюминиевых заготовок имеет смысл предварительно нагреть заготовки в печи. Тогда тепловыделение в точке пайки уже не так велико, и температура пайки достигается быстрее.
Используйте в качестве основы для пайки огнеупорный камень или кирпич. Металлическая пластина в качестве паяльной площадки будет слишком сильно рассеивать тепло.
Работа по дому часто требует от нас приобретения знаний, преданных профессионалам. Так что если мы не хотим пользоваться услугами специалистов или по какой-то причине они недоступны в данный момент, а нам нужна скорость, стоит изучить эти знания. Одной из таких работ может быть, например, соединение металлических элементов между собой при создании или обслуживании водостоков, систем отопления, электроустановок или систем водоснабжения и канализации.
В таких случаях может потребоваться пайка, также необходимая для ремонта электроники и некоторых строительных работ. В нашем руководстве мы обсудим различные типы пайки, а также предложим, как эффективно паять определенные материалы (пайка алюминия, пайка меди и т. Д.).
Однако, прежде чем мы перейдем к сути нашей темы, стоит подчеркнуть, что существует два основных способа соединения металлов вместе.Первый - это сварка, при которой соединяемые элементы свариваются так, чтобы стыковаться друг с другом. Линия такого соединения называется сварным швом. Существуют различные методы сварки, в зависимости от соединяемых материалов, а также от места обработки.
Процесс пайки совершенно другой. Однако этот метод соединения металлов основан на использовании связующего. Во время пайки мы не вмешиваемся в состояние соединяемых элементов, а только плавим связующее, заполняющее пространство между сопрягаемыми поверхностями этих элементов.Неоспоримое преимущество пайки в том, что она проходит при гораздо более низких температурах, чем при сварке.
Как и сварка, пайка может выполняться различными способами. В дополнение к разделению на пайку флюсом, пайку без флюса, пайку с механическим удалением оксидов, реактивную пайку и диффузионную пайку. Одной из классификаций этого подразделения также является пайка и мягкая пайка, и это то, что мы рассмотрим подробнее.Что они собой представляют и чем отличаются друг от друга? Давайте проверим.
Считается, что этот метод пайки имеет температуру плавления более 450 градусов Цельсия. В качестве твердого припоя используются серебряный припой, фосфорный припой или медный припой. Пайка выполняется индукционными паяльниками, кислородно-ацетиленовыми горелками, паяльными лампами или пропан-бутановыми горелками. Так паяются углеродистые стали, медь, золото, серебро, латунь, бронза, хромистые и никелевые стали или спеченные карбиды.
Пайка часто используется при разработке или обслуживании систем отопления, охлаждения и кондиционирования воздуха. Твердые припои обеспечивают высокую прочность. Они невосприимчивы к температурам, достигающим 100 градусов по Цельсию. Также они устойчивы к растяжению и механическим повреждениям. Однако следует помнить, что пайку следует применять только в хорошо вентилируемых помещениях, поскольку при обработке выделяются вредные газы.

Совершенно иная ситуация в случае мягкой пайки. Здесь температура, сопровождающая склеивание материалов, составляет менее 450 градусов Цельсия. Связка изготавливается из припоев олово-медь или олово-свинец в виде проволоки или специальных стержней.
Благодаря тому, что они очень хорошо проводят электричество, а также благодаря относительно низким температурам, при которых происходит мягкая сварка, он используется в электронике.Мягкая пайка также иногда учитывается при работе с водой и другими системами, рабочая температура которых не превышает 110 градусов Цельсия.
Алюминий - это название химического элемента. Все виды предметов, бытовая техника и даже велосипедные рамы, хотя их обычно называют алюминиевыми, на самом деле сделаны из алюминиевых сплавов с другими элементами. Долгие годы термическая обработка этого материала была невозможна из-за отсутствия подходящего припоя.
К счастью, какое-то время их можно было купить в любом специализированном магазине. Такие припои алюминиевые с добавлением кремния. Поэтому пайка алюминия стала наиболее распространенной практикой. Однако для этого вам понадобится подходящая пропан-бутановая горелка, с помощью которой мы склеим алюминиевые элементы. Также стоит обзавестись такими инструментами, как сварочные клещи. Мы будем использовать их, возможно, для удержания соединенных кусков алюминия.
Теперь правильно нагрейте склеиваемые детали до температуры, превышающей точку плавления припоя.Время нагрева зависит от размеров стыкуемых элементов. Чем они больше, тем дольше они нагреваются. Следовательно, необходимо использовать в горелке пламя большего размера. Опытные люди используют комплекты горелок, например большую горелку с большим пламенем для предварительного нагрева и горелку меньшего размера для нагрева шва.
Медь - это металл, который отлично подходит для производства труб для водопровода, газа, кондиционирования воздуха и т. Д.Медные трубы устойчивы к коррозии, легко соединяются, а также обладают бактерицидными и фунгицидными свойствами. Поэтому они долговечны и, более того, защищают от болезней, которые могут возникнуть в результате загрязнения воды. Соединение алюминиевых труб между собой, а также возможное обслуживание путем пропайки отверстия в случае выхода из строя может осуществляться двумя способами.
Один из них - пайка мягким припоем. В этом случае для склеивания медных элементов можно использовать прочный паяльник, тепловую пушку или небольшую горелку, позволяющую использовать температуру не выше 450 градусов Цельсия.Во втором случае, т.е. при пайке, потребуется гораздо более эффективное оборудование. Следовательно, нет необходимости в пропан-бутановой горелке, ацетиленовой горелке или газовой горелке map.
Однако, в зависимости от типа установки, следует иметь в виду, что при использовании пропан-бутановой горелки загрязнения образуются во время термообработки. Итак, если мы рассматриваем работы по созданию питьевого водопровода, лучше эту горелку не использовать.Добавим, что в качестве связки для пайки меди используется медный или оловянный припой.

Латунь, благодаря своим физическим и химическим свойствам, широко используется. К сожалению, очень часто элементы из него имеют трещины или другие повреждения. Конечно, латунь можно паять, но чтобы соединения были эффективными, необходимо знать физические и химические свойства как соединяемых деталей, так и припоя.
Начнем с того, что состав латуни может быть двойным - медь и цинк, или многокомпонентным - цинк и олово, свинец, марганец. Перед тем как приступить к пайке, следует знать точный состав латунных элементов. Здесь пригодится специальная маркировка. Итак, по химическому составу:
Латунь, независимо от ее типа, обладает высокими антикоррозийными свойствами и достаточной прочностью. Однако для получения хороших результатов пайки необходимо правильно выбрать припой для данного типа латуни.Например, когда дело доходит до соединения латунных компонентов с преобладающим процентным содержанием меди, будет использоваться серебряная пайка, то есть использование припоя, содержащего большой процент серебра (PSr12 или PSr72).
Если в латуни высокое содержание цинка, то припой ПСр40 - идеальное решение. Таким образом, ключом к успеху, которым является постоянное и прочное соединение, будет определение температуры плавления деталей, подлежащих пайке, и выбор коэффициента теплового расширения.Также следует помнить, что латунная деталь должна образовывать так называемый гальванический пар. Если этого не произойдет, в месте подключения обязательно возникнет коррозия.
Для пайки латуни следует использовать паяльник мощностью не менее 1000 Вт. Такое устройство обеспечит соответствующую температуру для правильного нагрева паяемых деталей, а также самого припоя. Обычно для пайки эта температура должна составлять 500 градусов Цельсия. Конечно, возможна и пайка мягким припоем, но это возможно только в том случае, если латунь имеет высокое содержание меди.
По мнению многих специалистов, паять латунь наиболее удобно с такими приборами, как паяльные станции. В них обычно есть функция контроля температуры, что позволяет точно определить оптимальный режим нагрева.
В этом случае, прежде чем мы начнем какие-либо работы, мы также должны знать как можно больше о составе паяемых элементов. Хотя температура плавления серебра составляет 960 градусов по Цельсию, почти нет предметов, сделанных из его чистой формы.Следовательно, температура плавления сплава зависит от его составляющих. Если вы хотите паять серебро самостоятельно, то можете купить тугоплавкий припой с безопасной температурой плавления 240 градусов, характерной для ПС-2 и ПС-2,5. Однако из-за высокой стоимости серебра мы настоятельно рекомендуем обращаться в ювелирный магазин за любым ремонтом.
Итак, как видите методы, выбор метода пайки во многом зависит от типа металла, который мы хотим соединить друг с другом.Принимая решение о пайке или мягком припое, вы также должны выбрать правильное оборудование, которое позволяет нагревать склеиваемые элементы и припой до нужной температуры. Во многих случаях, например, при пайке серебром или пайкой латуни, важно тщательно понимать процентный состав металлов, составляющих их сплавы.
.Поддон протекал, на дне сковороды есть отверстие. Не торопитесь, чтобы выбросить это. Благодаря навыкам владения паяльником сковороду можно отремонтировать самостоятельно.
Прежде всего, следует тщательно очистить участок сковороды, в котором образовалось отверстие, сначала напильником, а затем наждачной бумагой.В худшем случае, если файла нет, он тоже будет работать. После тщательной очистки поверхность вокруг отверстия следует покрыть флюсом или паяльной кислотой.
Если сковорода не эмалированная, а алюминиевая, очищаемая поверхность сразу покроется оксидным слоем и пайка будет затруднена до предела. Поэтому сразу после очистки обработанную поверхность следует покрыть слоем расплавленной канифоли.
Включаем паяльник и нагреваем до рабочей температуры (кстати, мощность паяльника должна быть достаточно большой, чтобы обеспечить хороший прогрев сковороды на месте ремонта).Если мощный паяльник найти не удалось, сковороду можно нагреть сразу перед пайкой над пламенем газовой плиты.
Возьмите паяльником небольшое количество канифоли и нанесите тонкий слой на поверхность сковороды вокруг отверстия. Образовавшаяся пленка канифоли предотвратит окисление металлической поверхности сковороды.
С помощью жала соберите небольшое количество припоя и медленно и осторожно нанесите его вокруг отверстия. Поверхность залужена, идем дальше.
Тщательно прогрейте место будущей пайки кончиком паяльника. Собирая припой небольшими порциями, аккуратно заполните им все отверстие в поддоне.
Если диаметр отверстия в протекающем кожухе превышает 3-5 мм, мы рекомендуем не заполнять его припоем, а наложить заплатку из медной пластины немного больше, чем отверстие.
Медную полоску следует заземлить и смазать паяльной жидкостью. Затем на подготовленную и луженую поверхность сковороды наложите медный пластырь и тщательно прогрейте всю поверхность пластыря с помощью паяльника.Припой расплавится на поверхности сковороды и надежно зафиксирует заплатку.
автор Александр Кудрявцев СТАР. ОТВЕТ Вы задали вопрос в разделе Строительство и ремонт
Можно ли отремонтировать отверстие в днище в алюминиевом поддоне? Дома нет сварки? И чтобы в нем можно было готовить. и получил лучший ответ
Ответ от Йори [гуру]
Как только я поставил al. заклепка - ну был скандал - у него была милая, очень любимая кастрюля - я аккуратно просверлил дырку на 4 - взял проволоку - приклепал - потом сам обработал заклепку напильником, наждачной бумагой - все-таки была почти незаметно - правда, время от времени устранял кастрюлю - сказал, что появилась новая дырка - и моя любимая наверное вспомнив предыдущий скандал - решил согласиться))
Ответ от Сахар [гуру]
Канифоль + паяльник .
Но я бы не стал готовить в нем.
Купите новый горшок получше))
Ответ от Надо подумать. [guru]
Да, в этом месте легко просверлить отверстие сверлом на 2 или 3 мм, взять под него алюминиевую проволоку и заклепать и приклепать.
Ответ от Tomasz [guru]
алюминий очень ковкий
Если отверстие маленькое, можно просто расплющить металл. И дырка исчезнет
Подставляю рукоять топора под дырочку на дне сковороды. А изнутри она стучала молотком.Просто, недорого и эффективно)))
Удачи!
Ответ от Truculentus [guru]
Чай больше не война / еще можно купить новый. Но посуда из алюминия относительно вредна, лучше из нержавеющей стали.
Хотя идея заклепок неплохая. И очень много путаницы с пайкой.
Ответ от Сергей Петров [эксперт]
Да. 1 Удалите кусочек алюминиевой проволоки до указанного размера
2 вставьте ее в отверстие
3 выберите трудное место
4 поставьте горшок вверх дном, проволока должна немного торчать для клепки
5 ударьте по нему молотком с ударьте молотком до тех пор, пока провод не расплющится, затем положите его на дно и расплющите с другой стороны
6 должно быть натянуто
Ответ от Jem 78 [guru]
это запрещено.
только сварка, только хардкор.
Ответ от Shaltaj-boltaj ljuis kerrol [guru]
вставьте винт с двумя шайбами с обеих сторон и затяните ручки гайкой, затем снова противодействуйте
Ответ от Горе ума [guru]
Мой дед приковывал их алюминиевой проволокой ...
Ответ от лебедь [гуру]
а если обычная заклепка - это трещина или даже пробойник
Ответ от Артур Зарембо [гуру]
Да, можно!
Вы берете кусок алюминиевой проволоки длиной мм.5 и шире отверстия, нагрейте его, пока он не расплавится, чтобы кончик расплавился, затем резко воткните его в отверстие сковороды, часть мягкого металла пройдет через отверстие и он быстро затвердеет, затем с помощью STE молоток, он добавит твердой подкладки. В принципе, такую же хрень можно сделать и не плавясь, то есть просто воткнуть кусок алюминия, добавить, но герметичности таким способом добиться сложнее. Когда металл жидкий, он более плотно прилегает к контурам отверстия.
Ответ от Николай Свирджаев [гуру]
Берете заклепочник, продаваемый в строительном магазине, берете заклепку нужного диаметра, вставляете и вынимаете.пять минут работы
Ответ от rij Wasilewski [guru]
Клепать понятно, но бабушка придумала что-то ненадежное, а на 5 минут рыбы хватает: целлофан например из колбасы тает огонь и он закапывает его в яму, он более осторожен, когда горячий запечатан, и он делает то же самое с пластиковыми ведрами ...
Ответ от Alex mishin [guru]
Я сделал.
Ставлю кастрюлю на наковальню (подойдет кувалда, приклад топора и тд.) И подбородком, молотком сначала аккуратно ударьте отверстие по периметру в сторону его центра (на расстоянии долей миллиметра от края отверстия), и наконец - одним ударом по центру металла это было так называемое «затопленное».
Эти сковороды с мятой служат мне десятилетиями. И я увидел горшки, которые мастера «закрепили» заклепками - текут с самого начала!
Если ваш любимый горшок начинает вязать, попробуйте его припаять. Используя этот метод, вы можете продлить срок эксплуатации этого важного сосуда.Выполнять пайку необходимо по каждому правилу, так как рабочие параметры поддона (высокая температура и вода) могут привести к образованию нового отверстия.
Вам понадобится
1. Если отверстие маленькое, припаяйте кусок алюминиевой проволоки или олова.Для большого отверстия найдите кусок медной пластины и вырежьте участок, который немного больше отверстия.
2. Перед тем как приступить к пайке кастрюля , очистите нижнюю поверхность напильником, напильником или наждачной бумагой до металла, чтобы не было отложений, также отполируйте медную пластину до блеска. Обезжирьте поверхности бензином или другим растворителем, а затем смажьте кистью флюсом (флюс нужен для полной очистки забитых жиров и удаления оксидных слоев с металла).Вместо флюса можно использовать «паяльную жидкость» или «паяльную кислоту».
3. Возьмите паяльник, нагрейте его и окуните в канифоль или порошок нашатырного спирта (для удаления оксидов металлов). Если появился легкий дымок, паяльник готов к работе. Нанесите припой на припой и удерживайте, пока он полностью не покроется блестящей фольгой. Затем захватите кончиком припоя и поднесите к точке пайки. Дно сковороды разгладить вокруг отверстия (раскрашивая шов).
4. Возьмите припой с жало паяльника и перенесите на место пайки необходимое для надежной фиксации. Небольшие отверстия можно полностью заполнить припоем. Чтобы защитить пластину, нанесите припой вокруг отверстия, разгладьте и залочите сверху. Чтобы плитка хорошо держалась и закреплялась, дополнительно прогрейте паяльником всю поверхность заплатки.
5. После того, как припой остынет, протрите участок влажной тканью и протрите напильником или наждачной бумагой.
6. Если вам нужно припаять алюминиевую кастрюлю , имейте в виду, что это немного сложнее, так как алюминий паяется с трудом. Чтобы оксидный слой не созревал на поверхности, сразу после очистки стыка сразу залейте его предварительно расплавленной канифолью. Паять сильным паяльником (не менее 100 Вт). Используйте 80% или 95% олова, 20% и 5% висмута соответственно. Подберите флюс из стеарина или парафина. Если все эти данные соблюдены, то можно легко паять кастрюлю из алюминия .
Даже у самой чистой хозяйки есть такая неприятность, как пригоревшая посуда. Вам просто нужно перевернуться - приготовленное блюдо в мгновение ока превращается в угли, а также дополнительно прилипает к дну и стенкам посуды. Еда в алюминиевых горшочках горит очень легко, так что устранение последствий может удивить любую хозяйку. Однако не стоит отказываться от сильно пригоревшей посуды. Прозрачная алюминиевая кастрюля допускается несколькими способами.

Вам понадобится
1. Вылейте остатки пищи из пригоревшей алюминиевой сковороды. Не пытайтесь поцарапать кастрюлю , чтобы удалить ожог, это только поцарапает покрытие и повредит алюминиевый противень.
2. В примитивных случаях сжигания пищи используйте проверенный и доступный хозяйке способ в любое время. Налейте столько воды в алюминиевую кастрюлю , пока она не достигнет конца линии пригорания по бокам посуды. Если подгорело только дно, налейте воду на 1-1,5 см выше дна кастрюли. Положите в эту емкость лимонную кислоту или пищевую соду в количестве: 1 ч. на 1 литр воды. Отжать кастрюлькой, крышкой, поставить на огонь и варить 10-15 минут.
3. Когда кастрюля горит, приготовление пищи только с пищевой содой может не помочь пище. В этом случае запаситесь в магазине банкой силикатного клея. Налить в кастрюлю , л воды, всыпать в нее столовую ложку соды, добавить столько же силикатного клея. Перемешайте полученный раствор и закройте кастрюлю крышкой . Варить смесь на огне не менее 30 минут. После этого выключаем огонь и вынимаем кастрюльку, остываем с раствором. Затем остывшую массу вылить из посуды и слегка протереть пластиковой щеткой бока и дно.
4. Если засор распространился на внешнюю часть кастрюли, попробуйте очистить всю кастрюлю, прокипятив ее в кастрюле большего размера. В эту емкость должна легко помещаться грязная посуда. Подгоревшую посуду следует налить водой в емкость большего размера, чтобы вода находилась на уровне 1–1,5 см над очищаемой посудой. Втирайте хозяйственное мыло в емкость и добавьте туда прозрачный силикатный клей. На один литр воды соотношение граммов мыла и клея составляет 20:10. Полученную массу прокипятить 2-3 минуты и дать полностью остыть.Затем вымойте очищенную алюминиевую кастрюлю проточной водой с мягкой губкой.
Видео по теме
Примечание!
Не используйте различные агрессивные кислоты и абразивные средства для чистки алюминиевых кастрюль. Они разрушают поверхность алюминия, и частицы металла позже попадают в пищу.
Алюминий прочный и трудный для пайки. Во время пайки на поверхности образуется оксидный слой. Но многие бытовые приборы, автозапчасти и механические детали изготовлены из алюминия.Если устройство вышло из строя, не каждый может позволить себе купить самое новое, тем более что вам абсолютно разрешено ремонтировать старые самостоятельно.

Вам понадобится
1. Для начала нужно подготовить поверхность к пайке. Очистите его от грязи, пыли или краски. Отшлифовать наждачной бумагой или напильником и обезжирить спиртом. Обязательно просушите поверхность, так как необработанный алюминий паять нереально. Заранее приготовьте флюс, который поможет удалить оксидные слои. Флюс можно приготовить другим способом: 10 г хлорида аммония и 30 г хлорида цинка растворить в 60 мл воды. Минеральное масло также можно использовать в качестве флюса.
2. Растворить канифоль и добавить к ней мелкую стальную опилку. Горячим паяльником нанесите этот раствор на шов и медленно добавляйте припой, постоянно перемещая паяльник по шву.
3. Для более прочного шва используются специальные висмутовые припои. Такой февраль можно изготовить самостоятельно. Необходимо расплавить олово и висмут в соотношении 19: 1. Затем нанесите эту смесь на поверхность, предварительно смазанную канифолью. Не забывайте, что паяльник необходимо нагревать при каждой работе.
4. Еще один забавный и действенный метод. Поверхность алюминиевой детали нужно очистить наждачной бумагой и нанести несколько капель интенсивного раствора медного купороса. Деталь подключить к отрицательному полюсу источника питания (аккумулятор, аккумулятор). К положительному полюсу необходимо подключить медный провод, который касается одним концом раствора медного купороса, но при этом не касается алюминия. Смысл этого метода в том, что на месте пайки должен образоваться медный налет, на который можно припаять обычным способом.
Видео по теме
Примечание!
После пайки обязательно очистить шов от засорения и окисления.
Полезный совет
При пайке тонкой поверхности можно использовать паяльник мощностью около 50 Вт. Для алюминиевого куска толщиной 1 мм - 90 Вт. А для более толстого алюминиевого листа прежде всего нужно идеально прогреть поверхность паяльником.
Когда ваш горшок начинает протекать, вы можете попробовать его припаять.Такой способ продлит срок эксплуатации вашей посуды. Вам нужно знать, как правильно закрыть горшок, чтобы высокие температуры и жидкости не образовали еще одно отверстие.
1. Используйте небольшой кусок алюминиевой проволоки для припоя или олова, если отверстие маленькое.Если отверстие большое, рекомендуется использовать кусок медной пластины или заплатку, которая немного больше отверстия.
2. Перед пайкой посуды очистите нижнюю поверхность напильником, наждачной бумагой или напильником, чтобы металл оставался видимым. На сковороде не должно быть отложений, а медная пластина должна быть отполирована до блеска. Затем обезжирить поверхность разбавителем или бензином, затем смазать посуду флюсом, можно кисточкой. В этом методе флюс используется для полной очистки от жирных примесей, а также для удаления оксидных слоев с металла.Некоторые люди берут «паяльную жидкость» или «паяльную кислоту» вместо флюса.
3. Нагрейте паяльник и окуните его в канифоль или порошок нашатырного спирта - это очистит прибор от оксидов металлов. Когда появится легкий дымок, можно приступать к ремонту. С помощью инструмента дотроньтесь до припоя, чтобы он был покрыт блестящей фольгой. Затем перенесите припой на жало в зону пайки. Всю поврежденную поверхность дна сковороды следует залудить припоем.
4. Небольшие отверстия можно полностью закрыть припоем.Если используется пластина, следует нанести припой вокруг отверстия, тщательно расплющить и нанести наверху заплатку. Вы можете повторно нагреть всю поверхность пластыря с помощью паяльника, чтобы пластина надежно удерживалась на месте.
5. После того, как припой остынет, протрите поверхность влажной тканью, затем возьмите наждачную бумагу и очистите место ремонта.
6. Как припаять алюминиевый горшок? Паять такую посуду очень сложно. Сразу после очистки участка шва нужно быстро залить предварительно расплавленную канифоль, чтобы на поверхности не образовалась оксидная пленка.Для пайки используется очень качественный паяльник мощностью не менее 100 Вт. Возьмите припой с 80% или 95% олова, а также с 20% и 5% висмута. Используйте стеариновый или парафиновый флюс. Если вы соблюдаете эти условия, вы легко сможете припаять алюминиевый поддон.
ОБНОВЛЕНИЕ СТЕКЛАНА ПОВРЕЖДЕННЫХ ЭМАЛЬНЫХ СУДНАХ
Эмалированная посуда красивая, удобная, гигиеничная, в ней можно не только готовить, но и хранить и хранить довольно долго.
Эмалевое покрытие посуды защищает продукты от попадания вредных ионов металлов, а на гладкой эмалевой поверхности не могут размножаться бактерии.
Эмали (эмалированное стекло), нанесенные на металл, представляют собой плавкое, прозрачное, белое или цветное стекло; они используются для защиты металла от коррозии и для придания ему красивого внешнего вида.
Посуда из эмалированного чугуна не требует специальной подготовки перед употреблением. Просто смойте горячей водой с мылом. Посуда безвредна, гигиенична, устойчива к воздействию пищевых кислот (уксуса), щелочей и соли.
Совершенно безвредной будет эмаль следующих цветов: кремовый, белый, серо-голубой, черный и синий. Все остальные цвета эмали, особенно яркие, содержат большое количество марганца, кадмия и других металлов. Поэтому при выборе эмалированной посуды обращайте внимание на цвет эмали, а еще лучше ищите маркировку ГОСТ.
Но у этой посуды есть и недостатки: иногда она бывает слишком тяжелой, а главное, при ударе эмаль часто обламывается.Затем эмалированная посуда теряет устойчивость к кислотам и щелочам и быстро разрушается: металл под сколами эмали очень быстро ржавеет, иногда даже насквозь.
Если на эмали уже есть сколы, попробуйте отремонтировать. Однако следует помнить, что в посуде с отремонтированным эмалевым покрытием уже не удастся заквашивать капусту, хранить молоко или варить варенье.
Для восстановления поврежденного слоя эмали на кухонной утвари, используемой в быту при комнатной температуре и высоких температурах (до 350 ° С), например газовых плитах, газовых водонагревателях, кастрюлях, промышленность выпускает эмаль белого цвета КО-5102.Эмаль наносится на очищенную и загрунтованную металлическую поверхность струей из аэрозольного баллона.
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ЭМАЛИРОВАННОЙ ПОКРЫТИЯ КАНИСТРА БЕЗ СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ
Способ 1. Шпатлевка для эмалированных поверхностей:
каолин 225 г, гофрированный, мелкоизмельченный 60 г, бура кальцинированная 40 г, силикат натрия порошкообразный 30 г, стеклянный порошок 20 г, известь гашеная 20 г, вода 50-125 мл.
При тщательном перемешивании этих веществ в фарфоровой чашке образуется однородная масса.Поверхность потрескавшейся эмали очищается, обезжиривается и затирается шпателем. Время высыхания - 48 часов.
Способ 2. Шпатлевка для эмалированных поверхностей:
13 частей казеина, 4 части гашеной извести, 10 частей кальцинированной соды, 6 частей силиката натрия, 15 частей молотого кварца, 5 частей битого стекла, 50 частей каолина.
Перед использованием замазку слегка смочить водой и отложить до соединения казеина с щелочью. Затем шпатлевка разводится до консистенции теста, места, с которых она должна была предварительно удалить ржавчину и жир, размазываются и дают высохнуть.
Метод 3. Наполнитель для эмалированных поверхностей:
Вес по частям
Казеин 12, жидкое натриевое стекло 6, бура 10, кварцевая мука 14, молотый стеклянный порошок 5,
Все ингредиенты смешивают и добавляют воду до образования тестовой массы; поврежденный участок хорошо очищается, обезжиривается, и на него наносится подготовленная масса. После высыхания покрытие становится водонепроницаемым и хорошо выдерживает высокие температуры.
Поцарапанная посуда восстанавливается путем полировки ее пастами, приготовленными путем смешивания белой магнезии, порошков мела, оксида железа («крокус»), трипола и добавления воды.
Совет
Эмаль трескается при резком изменении температуры, поэтому не ставьте пустую кастрюлю на горячую плиту.
При дегустации не ударяйте ложкой о край сковороды, чтобы стряхнуть остатки, лучше перемешайте их пластиковой или деревянной ложкой. Будьте осторожны, не уроните его. Эмаль начинает отслаиваться, а внизу могут появиться сколы.
Нельзя готовить на сковороде с раздавленной эмалью - в пищу попадают вредные для здоровья вещества (можно отравиться соединениями металлов).В нем даже нельзя кипятить воду.
Второй недостаток - пища в нем может гореть даже больше, чем в алюминии. Поэтому кашу в такой посуде варить не стоит.
Готовить в эмалированной посуде лучше всего для щи, борща, супа, овощного рагу, киселя и компотов.
В нем можно варить макароны и рис - но это необходимо, как только хлопья залиты (в кипящую воду), их нужно сразу перемешать, чтобы хлопья не прилипали ко дну.
Перед первым использованием эмалированной посуды вымойте ее теплой водой с жидким моющим средством и вытрите насухо.
Новый горшок можно закалить. Налейте воду до краев, добавьте 2 столовые ложки соли (на литр), доведите до кипения, остудите, а затем слейте воду.
Цвет сковороды желательно выбирать, когда она темная, а дно лучше, когда оно почернело.
Чем толще и крупнее посуда, тем лучше она выдерживает удары.
.Распространено мнение, что паять или загрязнять алюминий (а также сплавы на его основе) без специального оборудования невозможно.
В качестве аргумента используются два фактора:
Учитывая вышеизложенные факторы, паять алюминий обычными средствами действительно невозможно. Решить проблему поможет использование прочных флюсов в сочетании с применением специальных припоев. Рассмотрим подробнее эти материалы.
Обычно: олово (SN), свинец (PB), кадмий (CD), BISMUT (BI), а также цинк (BI) и цинк (ZN) используются в качестве основы для легкоплавкой пайки.Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
При использовании высокоактивного флюса и соответствующей обработки участков соединения можно использовать оловянную пайку, но от этого решения лучше отказаться. Кроме того, паяное соединение на основе системы СН-ПБ имеет низкую коррозионную стойкость. Использование лакокрасочного покрытия в месте пайки позволяет избавиться от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе силикона, меди, алюминия, серебра или цинка. Например, 34a, который состоит из алюминия (66%), меди (28%) и кремния (6%) или более обычного COP-40 (SN - 60%, Zn - 40%).
Следует отметить, что чем больше процент цинка в составе припоя, тем прочнее соединение и выше его коррозионная стойкость.
Высокотемпературная пайка считается пайкой, состоящей из таких металлов, как медь, кремний и алюминий.Например, как уже упоминалось выше, отечественный припой 34а или его аналог «алюминий-13», который содержит 87% алюминия и 13% кремния, что позволяет производить пайку при температуре от 590 до 600 ° С.

При выборе струи помните, что не все из них могут быть активны на алюминии. Можно порекомендовать использовать продукцию отечественного производителя - F-59A, F-61A, F-64, состоящие из фторсодержащего аммония с добавкой триэтаноламина. Как правило, на лампочке есть отметка - «под алюминий» или «под пайку алюминия».

Для высокотемпературной пайки необходимо приобретать флюс, выпускаемый под маркой 34а. Он состоит из хлорида калия (50%), хлорида лития (32%), фторида натрия (10%) и хлорида цинка (8%). Этот состав наиболее оптимален при производстве высокотемпературной пайки.

Перед приостановкой необходимо выполнить следующие действия:
№Учтите, что полностью удалить оксидную пленку не удастся, так как на очищенном участке сразу появляется новое образование. Поэтому демонтаж проводится не для полного удаления фольги, а для уменьшения ее толщины, чтобы упростить задачу дымоходов.
Для пайки мелких деталей можно использовать паяльник мощностью не менее 100 Вт. Для массивных деталей потребуется более мощный нагревательный инструмент.

Самый оптимальный вариант обогрева - использование газовой горелки или паяльной лампы.

При использовании горелки в качестве нагревательного инструмента следует учитывать следующие нюансы:
№Процесс пайки алюминиевых деталей не имеет собственных отличительных функций, он направляемый, как и стальные или медные.
Алгоритм работы следующий:
Щетка со стальной проволочной щетиной также используется для разрушения фольги из оксида алюминия.Это позволяет сгруппировать простой расплавленный паяльный инструмент на алюминиевой поверхности.
Пайка алюминия - полное видео с инструкциями
http://www.youtube.com/watch?v=desfinizle9u.
Что делать, если необходимых материалов нет?
Когда невозможно подготовить все материалы, необходимые для пайки, можно использовать альтернативный метод, в котором паяльник используется на оловянной или оцинкованной основе. Что касается струи, то ее заменяют канифолью.Чтобы на месте не образовалась новая фольга из оксида алюминия, ее снимают под слоем расплавленных фекалий.
Паяльник, помимо прямого назначения, будет использоваться как инструмент, разрушающий оксидную фольгу. Для этого его жало кладут на специальный скребок. Увеличить эффективность процесса можно, добавив в канифоль металлические опилки.
Процесс выполняется следующим образом:
Необходимо предупредить, что процесс пайки алюминия без специальных материалов - достаточно хлопотный процесс без гарантии успешного завершения.Поэтому на такую работу лучше не тратить свои силы и время, тем более, что качество и надежность такого союза будут под сомнением.
Намного проще приобрести активный флюс и жаропрочный припой, при помощи которого пайка алюминия даже в домашних условиях не вызовет затруднений.
Процедура пайки алюминиевых элементов в домашних условиях - очень проблематичный процесс, которому способствует использование специальных материалов. Работа осложняется временным осмотром места, где отслаивается тонкая оксидная пленка, мешающая шипу.Дополнительную трудность создает сам материал с низкой температурой плавления (+660 ° C). Используя припой для пайки алюминия, специальные прочные флюсы и технологию наблюдения, вы можете паять любые алюминиевые компоненты самостоятельно.
Magna низкая температура плавки металла затрудняет технологический процесс пайки, а также ремонт изделий своими руками. Детали очень быстро теряются при нагреве прочности, а конструкции разрушаются при температуре до 300 градусов.Легкий паяльник, состоящий из висмута, кадмия, индийских банок, серьезно участвует в контакте с алюминием и не обеспечивает достаточной прочности. Отличная растворимость наблюдается у металла в сочетании с цинком, что дает высокую надежность паяных мест.
Перед пайкой алюминиевые детали хорошо очищаются от окислов, грязи. Для этого можно нанести механическое воздействие кистями или использовать специальные форсунки из прочного состава.Перед самой процедурой необходимо подобрать обработанные участки. Оловянное покрытие защитит элемент от образования оксидов. Чтобы алюминиевые изделия паялись надежно, необходимо правильно подобрать нагревательный инструмент с учетом объема обрабатываемого металла. Кроме того, надежность соединения зависит от выбора сплава, а также флюса для пайки алюминия.
Mode изготавливаются методом пайки электрическим утюгом, паяльником или газовой горелкой.Есть три способа пайки различных алюминиевых деталей:
В данном варианте паяльника используются алюминиевые компоненты, провода, кабели для мелких деталей. Для этого зачищенную часть электротрубки покрывают канифолью и кладут на шлифовальную деталь юбки средней зернистости. Сверху провод любовно прижимается щитком нагретого паяльника.Это действие выполняется несколько раз, после чего происходит сама процедура работы. Раствор CANIFOLIC можно использовать в диэтиловом эфире.
В этом случае конец паяльника не цепляется за конец, а табуретка добавляется сверху. Для подключения скрутки тонких алюминиевых проводов подходит для лестниц с электроприводом мощностью около 50 Вт. При толщине алюминия около 1 мм требуется паяльник на 100 Вт, а для части более 2 мм требуется нагрев сайт подключения.
Этот метод наиболее распространен и используется в электротехнике при ремонте автозапчастей и других изделий.Перед пайкой алюминия проводится предварительное покрытие плакированного сплава и последующее соединение облучаемых элементов. Детали, перечисленные заранее, связаны друг с другом, а также с другими сплавами и металлами.
Компоненты можно паять оптоволоконными припоями из олова, цинка и кадмия. Кроме того, активно используются огнеупоры на основе алюминия. Почему используются препараты из сплавов? Потому что они позволяют паять алюминиевое изделие при температуре до 400 градусов.Он не вносит качественных изменений в металлическую недвижимость и сохраняет ее прочность. Препараты с кадмием и оловом не обеспечивают достаточной надежности контакта и подвержены коррозионному воздействию. Этих недостатков лишены кремниевые огнеупоры на основе цинка, меди и алюминия.

Эта процедура требует установки для гальваники. С ним идет медь с поверхностью изделия или проволоки.При отсутствии применяется самостоятельная обработка деталей. Для этого используется шлифовальная площадка, используется несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому продукту подключается отрицательный полюс автономного источника питания.
Может использоваться как аккумулятор, аккумулятор или любое электрическое зарядное устройство. К плюсовому выводу подключается очищенный медный провод диаметром около 1 мм, расположенный на изолированной стойке. В процессе электролиза он будет постепенно медить в предмет, после чего проводится отделение, просушиваемое электриком.Тогда можно будет легко залить место.
Пайка алюминиевого олова выполняется при условии использования высокоактивных флюсов и хорошей зачистки деталей детали. Такие составы олова требуют дополнительного покрытия специальными составами, так как обладают низкой прочностью и плохой защитой от коррозионных процессов.
Как паять алюминиевые компоненты? Качественные припои получают с помощью отростков с кремнием, алюминием, цинком, а также медью.Эти материалы выпускают как отечественные, так и многие зарубежные производители. Отечественные марки стержней представлены наиболее широко применяемыми солдатами СОП40, в которых по ГОСТу 60% олова и 40% цинка, а также 34а (алюминий - 66%, кремний - 6%, медь - 28%). . Используемый цинк придает высокую прочность точке контакта и обеспечивает хорошую коррозионную стойкость. Импортные низкотемпературные сплавы с отличными характеристиками включают HTS-2000 для максимального комфорта.

Эти сплавы используются для работы с крупногабаритными деталями (радиаторами, трубами) с высоким теплоотводом с помощью грелки или алюминиевых сплавов, имеющих достаточно высокую температуру плавления.Начинающие мастера по ремонту могут познакомиться с процессом пайки, просмотрев научное видео. Это поможет избежать множества неприятных нюансов в рабочем процессе.
Помимо пайки, пайка алюминия требует использования специальных флюсов с фторбаром аммония, цинком, а также триэтаноламином и другими элементами. К наиболее популярным относится отечественный F64, обладающий повышенной химической активностью. Его можно использовать даже без продуктов первоначального удаления с оксидной пленки. Помимо него используется 34а, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Надежность, а также отличное качество смесей обеспечивается не только применением правильной технологии, но и подготовительными работами. К ним относится обработка поверхности семян. Необходимо удалить загрязнения и мелкую оксидную пленку.
Обработка производится шлифовальной машиной для кожи, металлической щеткой, проволокой из нержавеющей стали или шлифовальной машиной. Кроме того, его используют для очистки различных кислотных растворов.
Для обезжиривания поверхностей используются растворители, а также бензин или ацетон. На алюминиевом участке алюминиевого профиля оксидная фольга появляется практически сразу, но ее толщина у оригинала намного меньше, что облегчает процесс пайки.
А алюминиевый паяльник в домашних условиях? Электрические дорожки используются для пайки небольших домашних алюминиевых изделий в доме. Они представляют собой универсальный инструмент, достаточно удобный для пайки проводов, ремонта небольших пробирок и других предметов.Для них требуется минимальная рабочая площадь, а также наличие энергосети. Ремонт крупногабаритных изделий и сварка производится газовой горелкой, использующей аргон, бутан, пропан. Стандартная паяльная лампа может использоваться для пайки алюминиевых компонентов в домашних условиях.
При использовании газовых горелок необходимо постоянно контролировать их пламя, которое характеризует сбалансированную подачу кислорода и газов. Благодаря правильной газовой смеси огненный язык имеет ярко-синий цвет.Отсутствие тени, а также небольшое пламя говорят о кислородном массаже.
Технология пайки алюминиевых деталей аналогична процессу соединения деталей из других металлических материалов. Первым делом необходимо очистить и обезжирить пятна будущего шипа. Затем подключенные элементы устанавливаются на рабочее место для удобства обработки. На подготовленный участок наносят флюс и сначала охлаждают, изделие начинают нагревать электрочайником или горелкой.При повышении температуры начинает плавиться паяльный стержень, которым нужно постоянно касаться поверхности элементов, контролируя процесс нагрева. Пайка алюминиевых элементов в домашних условиях электрическим паяльником проводится в помещении с хорошей вентиляцией, так как при эксплуатации выделяются опасные соединения.
Применение пайки снегом требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала сплаву детали, конец стержня делается царапающим движением по краю элементов.Это нарушает целостность оксида и припоя при контакте с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно осуществить другим способом. Для этого обработанную поверхность опрыскивают металлической щеткой или струей нержавеющей стали.
Для обеспечения максимальной прочности алюминиевых деталей в месте пайки обработанные участки подвергаются предварительному провозу. Соблюдение технологии пайки алюминиевых элементов гарантирует отличное качество соединения, а также его защиту от коррозии.

Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и других устройств. Этот материал использует различные методы пайки.

Плетение жести наиболее эффективно, так как находится в свободном доступе, а соединение выдается качественно и прочно. Эта процедура проводится с помощью потоков и возможна не только на производстве, но и в домашних условиях. Если вы используете другие дополнительные материалы, то алюминиевые сплавы.
Преимущества пайки
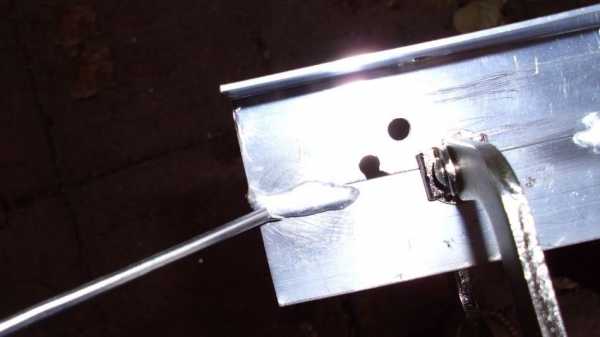
Среди достоинств этого сорта можно выделить следующие:

Отрицательный
Помимо достоинств этого метода есть и недостатки:

Особенности паяльника.
Проблема только в том, что у меня на месте подключения оксидная пленка.Чтобы избавиться от растворителей, металлических щеток и т. Д., Также большое внимание следует уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс проходит в несколько слоев.
Методы пайки

Многие специалисты рекомендуют пользоваться газовой горелкой. Он прикреплен к баллону с помощью шлангов. Расход газа можно регулировать с помощью клапана.Он попадает в сопло и воспламеняется с образованием устойчивого пламени, температура которого регулируется изменением давления.
Горелки также применяются бензиновые, пары бензина не способны давать высокую температуру для пайки. Поэтому этот метод используется для соединения тонких металлических деталей.

Например, паяльник идет в комплекте с дополнительными материалами. Оборудование подключено к электричеству, а его конец нагревается до температуры плавления олова и каливки.
Необходимые устройства

Помимо жести, вам понадобятся следующие инструменты:

Набор для пайки и инструмента
Раскалывание алюминия IA может происходить по-разному в зависимости от состава пайки. Он содержит небольшое количество проволоки, а также цинк, который используется для снижения температуры плавления.Паяльный инструмент подбирается в зависимости от личных предпочтений мастера и толщины деталей. Например, для тонких изделий лучше использовать конфорку.

Подробнее! Температура плавления припоя должна быть как можно ниже, чтобы готовое соединение не разрушилось на морозе.
Пошаговая инструкция

Сначала готовится поверхность, очищается от ржавчины и прочего мусора металлической щеткой.Затем поверхность нужно дегазировать, что поможет создать растворитель.
Если вы не удалите Oil Rallies. Качество связи снижено. Также это поможет избавиться от оксидной пленки, которая не разрушится под действием высоких температур. Если работа ведется с проводами, их нужно подкармливать, чтобы процедура прошла быстрее и не разрушалась.

Перед соединением толстых металлических изделий их края затачивают. После подготовительного этапа переходим к пайке.Происходит это в следующей последовательности:
Внимание! При пайке металла большой толщины не следует стыковать в одном месте и наносить слой олова.
Есть 6 режимов, каждый из которых представлен со специальными параметрами. Они зависят от марки исходного материала. Зная этот показатель, определите процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила безопасности
При работе обращайте внимание на инструменты (паяльник или горелку). При работе с газом необходимо проверить целостность шланга и состояние баллона.

Важно! Некоторые виды струи испарились с вредными веществами при нагревании, поэтому рабочее помещение должно хорошо проветриваться.
Обычно пайка алюминия производится в промышленном цехе. В домашних условиях эта процедура довольно проблематична, так как после снятия поверхности металла оксидная пленка практически сразу выходит наружу, что усложняет процесс. Однако не стоит расстраиваться, ведь существует несколько способов пайки алюминия своими руками, когда оксидная пленка, покрывающая деталь, разрушается непосредственно в момент пайки.
Алюминий отличается высокими показателями электрической и теплопроводности, коррозионной и морозостойкости, а также пластичностью.Температура плавления этого металла составляет около 660 градусов по Цельсию.
В зависимости от степени очистки первичный алюминий бывает высокой или технической чистоты. Технический алюминий получают электролизом оксида криолита. Другой вид алюминия - особой чистоты - создается после дополнительной очистки технического алюминия. Основное различие между прочным и техническим алюминием связано с разницей в коррозионной стойкости металла к определенным средам. Очевидно, что чем больше степень очистки алюминия, тем дороже алюминий.
Важным свойством алюминия является его высокая электропроводность, по этому показателю он уступает только серебру, золоту и меди. Сочетание высокой электропроводности и низкой плотности делает алюминий серьезным конкурентом меди в производстве продукции для кабельного телевидения. Долговечность 350-градусного оксида алюминия улучшает проводимость металла, а наигранность - ухудшение. Электропроводность алюминия достигает 60-65% медных проводников и увеличивается с уменьшением примесей.
90 365
Алюминий по теплопроводности уступает только меди и серебру, превосходя по трехсторонней теплопроводности низкоуглеродистую сталь, о чем можно узнать и на видео о пайке алюминия. Прием металла зависит от его чистоты. Прием фольги с наличием алюминия 99,5% - 84%.
Алюминий сам по себе является химически активным металлом. Однако металл покрыт тонким слоем оксида алюминия - около микрона. Обладая химической инерцией и высокой прочностью, он защищает материал от окисления и определяет его высокие антикоррозионные свойства во многих средах.Пленка из оксида алюминия высокой чистоты твердая и свободная, имеет прочную ручку только с металлом.
Таким образом, алюминий высокой чистоты очень подходит для неорганических, щелочных, морской воды и воздуха. Заметно ухудшается сцепление алюминия с оксидной пленкой в месте загрязнения, и эти места подвергаются коррозии. Например, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия отличается в 10 раз.
Алюминий широко используется в качестве конструкционного материала благодаря его основным преимуществам - легкому весу, штамповке, коррозионной стойкости, высокой теплопроводности, нелибо составам. В частности, эти характеристики сделали алюминий популярным в производстве алюминиевой фольги, кухонной утвари и упаковки в пищевой промышленности.
Но металл, в связи с его низкой прочностью, используется только для разряженных элементов конструкций в случаях, когда требуется электрическая или теплопроводность, коррозионная стойкость, пластичность и коррозионная стойкость.Такой недостаток, как низкая прочность, компенсируется сплавлением алюминия с небольшим количеством магния и меди. Сплав называется дюралюминий.
90 380
Электропроводность алюминия можно сравнить с проводимостью меди, но алюминий дешевле. Поэтому этот материал широко используется в электротехнике для изготовления проводов, экранирования и изготовления микросхем в микроэлектронике. Внедрение алюминиевых сплавов в процесс строительства снижает расход металлов, увеличивает надежность и долговечность конструкций при эксплуатации в экстремальных условиях.
На современном этапе развития авиации алюминиевые сплавы являются основными конструкционными материалами. Последнее изобретение ствола, также называемого «металлический поролон», предсказывает большое будущее. Однако алюминий как электротехнический материал имеет одно неприятное свойство - сложность пайки алюминия из-за твердых оксидных пленок.
Проблемы, связанные с пайкой алюминия, можно объяснить тем, что поверхность этого материала покрыта тонкой, очень прочной и гибкой оксидной пленкой.На основании ежедневных датировок алюминия или его сплава многие пришли к неверному выводу, что, как и драгоценные металлы, алюминий не подвержен окислению в атмосфере. Оксидная фольга, как и большинство других оксидов, инертна и плохо смачивается расплавленным металлом, поэтому эту фольгу при пайке необходимо предварительно удалить.
Оксид не удаляется механическими средствами, потому что когда поверхность алюминия водой или воздухом полностью покрывается оксидной пленкой.Умывальники, как правило, не растворяют окись. Поэтому пайка алюминия и изделий из него считается достаточно сложной задачей, а технология пайки алюминия во многом отличается от технологии пайки других металлов.
Для механической очистки поверхности от оксида рекомендуется очистить металл под масляной пленкой, однако в этом случае масло должно быть полностью обезвожено, для чего рекомендуется некоторое время нагревать при температурах Close 150 - 200 градусов.Лучше всего использовать минеральные масла или ВМ-4, ВМ-1.
Предлагается также способ мощения из крупнозернистых железных опилок, которые натирают по поверхности металла под слоем канифоли или масла сталью паяльника вместе с припоем. В этом случае опилки выполняют абразивную функцию, одновременно идет процесс обработки. Вы можете получить более надежную пайку алюминия, сняв металл вдоль медной шайбы, электролитически нанесенной на поверхность материала.
Для тех же целей можно использовать подслой цинка, который также используется как в рецептуре алюминия, хрома. Оксидная пленка более надежно удаляется с помощью специальных активных струй. Процедуру обработки поверхности хорошо сочетать с активными струями.
Два алюминиевых провода для паяльника, необходимо сохранить. Для этого накройте конец проволоки калом, положенный на шлифовальное веко, которое является среднезернистым, и прижмите горячий утюг к паяльнику для шлифовки юбки.Также для пайки можно использовать известный нам раствор Pink в диэтиловом эфире. Паяльник не отрывает провод и добавляют канифоль в импортную.

Проволока укоренилась отлично, но все манипуляции нужно повторять несколько раз. После этого паять алюминий в домашних условиях - это обычный парень. Кроме того, хороший результат можно получить, если вместо швейных табуретов швейной машины и точных механизмов взять минеральное масло или щелочное масло, предназначенное для очистки дуги.
Алюминий, спаянный хорошо нагретым припоем. Для соединения тонкого алюминия необходимо, чтобы паяльник имел мощность 50 Вт, для металла толщиной около 1 миллиметра, и более желаемую мощность около 90 Вт. При пайке материала толщиной более 2 миллиметров Место пайки предварительно нагревается припоем.
Второй способ пайки алюминия заключается в том, что перед непосредственной поверхностью припоя (пластиной или проволокой) необходимо проявить простейшую установку для нанесения покрытия.Однако вы можете сделать это проще. Очистите место пайки шлифовальной шкуркой и нанесите несколько капель насыщенной меди.
Затем соедините алюминиевую часть с отрицательным полюсом источника питания (выпрямитель, аккумулятор, аккумулятор карманного фонаря), а к положительному полюсу прикрепите кусок медного провода без изоляции толщиной 1-1,2 миллиметра, который находится в специальном приспособлении. .

Медная проволока должна находиться в щетке зубной щетки, чтобы она не касалась поверхности при растирании щетины - процедура выхода сыпи.Через некоторое время на поверхности алюминиевых деталей в результате электролиза образуется слой красной меди, который ложится после промывки и сушки традиционным методом с помощью паяльника.
Как вариант, можно использовать для пайки своими руками вместо раствора соляной кислоты: необходимо капнуть небольшое вещество в место пайки и затем провести по месту контакта медным диском. Осаждение меди будет происходить быстрее, чем в первом варианте, но с кислотой нужно обращаться осторожно.
Чтобы кислота не стекала с лишней части, ее необходимо залить парафином или заклеить скотчем, отбелив желаемый участок. Место пайки обязательно тщательно промывают водой. Таким образом можно будет провести надежную пайку алюминия и меди, а контактные шайбы будут иметь аккуратный вид.
При противообледенении алюминия основная задача состоит в том, чтобы сначала покрыть металлическую поверхность слоем припоя и припаянных деталей, что обеспечивается пайкой.Детали из любви к алюминию можно сэкономить не только между собой, но и с деталями, изготовленными из других сплавов и металлов.
Алюминий можно паять низковолновыми цинковыми, оловянными или кадмиевыми паяльниками, а также алюминиевыми ячейками. Считается, что самотающие ледники удобны для пайки жестяных банок при низких температурах (150-400 градусов) и, таким образом, позволяют избежать существенного изменения исходных свойств алюминия.

Алюминиевые соединения, спаянные низковолновыми припоями, особенно сплавы кадмия и цинка, образуют нестабильную пару с коррозионным положением и плохо сопротивляются коррозионным повреждениям.Самыми надежными считаются более тугоплавкие алюминиевые паяльники, содержащие медь, цинк и кремний.
Самый простой из них - сплав алюминия с кремнием (11,7%). Еще более надежный результат дает низколегированный алюминиевый сплав с 28% CU и 6% SI. Пайка производится обычным паяльником, это жало нагревается до 350 градусов Цельсия с использованием флюса, который представляет собой смесь йодида лития и олеиновой кислоты.
Используя припой 34a и флюс 34a, вы можете паять не только алюминий, но и определенные сплавы.Легче всего выполнять пайку с использованием AMC и Avial Stops, Harder - Duralumin, B95, AK4 и литейных сплавов с более низкой температурой плавления. Раковину b95 и паяльник из дюралюминия 34a можно использовать только при производстве небольших изделий и с большой осторожностью, чтобы избежать образования грани или торможения в процессе плавления металла.
Из-за сильного нагрева при пайке сплав В95 и дюралюминий переходят в отожженное состояние, при этом в зоне пайки происходит потеря не менее 30% прочности материала, а его прочность для материала больше чем в два раза.

При нагревании также необходимо учитывать риск деформации металла, поэтому паяльник с горелкой и крупными деталями из сплава В95 и дулюминий не рекомендуется. Пайка небольших изделий из дюралюминия также более безопасна и больше подходит для производства печей, чем горелка, где температура пайки может быть отрегулирована более точно, что позволяет избежать деформации и изображения деталей.
Для удаления оксида AL2O3 обычно используют особо активные струи.Наибольшее распространение получила пайка алюминиевых струй на основе алюминия, известная под индексами НТИ-18 и 34а. При использовании флюса 34a следует помнить, что он может вызвать сильную коррозию металла, поэтому следует удалить остатки припоя.
Паяльное изделие для этой цели должно пройти специальную обработку:
Итак, чтобы обойтись без этого металла, необходимо запастись специальным оборудованием для пайки алюминия и выбрать один из способов пайки: пайка с механическим разрушением оксида или с химическим разрушением фольги.
Пайка алюминия в домашних условиях - это реальный способ отремонтировать самодельную посуду, домашние и автомобильные алюминиевые радиаторы, трубы, сантехнику и многое другое. В промышленных условиях пайка и сварка деталей из этого материала выполняется на автоматическом оборудовании.В домашних условиях также возможна пайка и сварка алюминия.
Для этого используется обычный паяльник, обычные паяльники ПОС-50 и ПР-61 с банкой. Кроме того, можно использовать сварку магниевым карандашом или использовать газовую горелку.
После выбора пайки нужно выбрать стрим за баксы. Самый главный секрет при пайке алюминия - , работай быстро , присоединяйся к проданным деталям сразу после очистки от оксида.
Необходимо определить сплав паяемых деталей, по возможности, есть ли алюминий вообще или нет.Многие из алюминиевых компонентов и деталей в быту - это алюминиевые сплавы. Несколько сплавов Можно успешно паять в домашних условиях с помощью самодельных тисков и паяльника. Но некоторые сплавы предназначены только для промышленной сварки. Состав алюминиевой детали можно предположить исходя из твердости материала. Чем мягче кажется материал при обработке, тем больше в нем чистого алюминия. Это обязательное условие для успешного и качественного мальчика.
Необходимо выбрать соответствующий поток для алюминиевых пакетов.Паять алюминий можно разными способами. Из-за того, что основной имеет проблемы с пайкой. Сварка алюминия предназначена для удаления оксидной фольги с поверхности соединяемой детали, затем в различных пакетных методах используется другой флюс. Обычный рорик или щелочное масло используется в домашних условиях. Также использовали насыщенный раствор меди. Кроме того, для швейных машин часто используется обычное минеральное масло, которое можно приобрести в магазине для покупок. Используется непосредственно на алюминии.

Теперь можно прогреть распроданные детали. Для этого можно использовать паяльник до 150 Вт или газовую горелку в зависимости от массы паяемого изделия.
Необходимо подготовить небольшой участок на алюминиевом изделии, просто прочитав его. На этой поверхности несколько капель концентрированного раствора медного купороса.Соединение алюминиевых изделий, с проводом диаметром около 1 мм к источнику постоянного тока. Можно использовать алюминиевую проволоку. Намотан еще один медный провод, чтобы получился небольшой диск. Другой конец этого провода подключается к «+» источнику постоянного тока.
Цепь может стабильно протягивать обычную лампочку до нужного напряжения. Трансформаторный выпрямитель подходит как источник питания от 3 до 12 вольт, аккумулятор и даже карманный фонарь на 4,5 В.
На YouTube много онлайн-видео.Вот как успешно паять алюминий.
После включения питания медный провод со скрученным диском подводится на небольшое расстояние к месту пайки и опускается в использованный ранее раствор медного купороса. Нет необходимости прикасаться к тому же алюминиевому продукту, ток должен быть через Copper Vigor. . Загорается свет, и на поверхности алюминия происходит осаждение электролитической меди. Через некоторое время медный мат может закипеть и испариться.Осажденная медь останется на своем месте. Затем эту сторону можно обычным способом запитать и припаять медную проволоку.
.Пайка электрического провода хоть и может показаться сложной после описания, но проста, приятна и в подавляющем большинстве случаев эффективна. Как повысить эту эффективность? Об этом ниже.
 Что припаять?
Что припаять?
Как следует из названия, нам нужен паяльник. Для бытового использования (в помещении) достаточно одного из следующих типов:
Паяльник трансформаторный- - самое популярное решение благодаря своей надежности и отсутствию технологической конкуренции много лет назад.Его нагревательный элемент представляет собой наконечник, который при частом использовании устройства может перегореть, на его место устанавливается новый. Когда наконечник нагревается, свет от лампочки помогает точно увидеть припаянную проводку.
- Паяльник сопротивления с контролем температуры - внешний вид не похож на характерный пистолетный вид трансформаторного паяльника - он удлиненно-заостренный, что обусловлено сужением жала до 1 мм.Несмотря на то, что он керамический, он также крепится двумя винтами. Температура регулируется небольшой ручкой, а шкала тепла показывает диапазон от 200 до 450ᵒC.
- керамический пистолетный паяльник - напоминает трансформаторный паяльник и сочетает в себе достоинства обоих вышеперечисленных устройств.
Что собирать?
Помимо паяльника и проводов, которые мы собираемся соединить, нам понадобится олова (обычно добавляется в паяльник в виде длинной гибкой оловянной катушки) и пачка канифоли , если длина поскольку наша банка не оснащена канифолью на заводе.К Вашим услугам также будут клещи и изолятор электрических проводов.
Как подготовить электрический кабель?
С помощью плоскогубцев снимите изоляцию с кабелей (минимум 5 мм). Помните, что паять кабели из разных материалов нельзя! Такие - например, из меди и алюминия - мы можем соединить только с блоком , чтобы провода не касались друг друга напрямую. Обмакните концы проводов в канифоль и после того, как над ними нагреется паяльное жало, прикоснитесь к ним оловом.В результате поверхность проводов будет покрыта серебром, а концы - лужеными. 
Пайка
Подготовленные таким образом кабели нужно скрутить по спирали (если впаянный кабель в дальнейшем будет лежать неподвижно, скручивать не нужно) и прогреть жало паяльника. Наносим его на подключенные провода , пока олово немного не расплавится, и доделываем устройство - провода припаяны, и нам остается только изолировать оголенный провод, что мы и делаем после того, как свежий припой остынет.
.90 000 Паять алюминий в быту не так уж и сложно.Люди приспособились к пайке металлов в древности, как только научились плавить олово и свинец. Конечно, самый простой способ соединения металлических изделий между собой - это использовать обычные винт и гайку, так как он не требует предварительной подготовки, использования различных припоев, флюсов и т. Д. Однако пайка металлов широко применяется как в промышленных, так и промышленный масштаб.в повседневной жизни.
 Перед началом пайки поверхность соединяемых деталей очищается наждачной бумагой или напильником и смазывается струей. Нагретый паяльник погружается в аммиак или канифоль для удаления с него оксидов металлов, и расплавленный припой переносится в точку пайки.
Перед началом пайки поверхность соединяемых деталей очищается наждачной бумагой или напильником и смазывается струей. Нагретый паяльник погружается в аммиак или канифоль для удаления с него оксидов металлов, и расплавленный припой переносится в точку пайки.
Когда дело доходит до алюминия или его сплавов, паяная поверхность быстро окисляется, и обычные методы пайки не дают ожидаемых результатов. Дело в том, что поверхность алюминиевых изделий сверху покрыта очень тонким гибким, но в то же время достаточно прочным слоем оксида алюминия.После механического удаления свежеочищенная поверхность сразу же покрывается оксидным слоем при контакте с воздухом. Несмотря на это, паять алюминий можно в домашних условиях. Если пайка выполняется оловянно-свинцовыми припоями, можно использовать следующий метод.
 Вместо предстоящей пайки под слой масла нанести жидкое минеральное масло, поверхность очистить лезвием ножа или скребком для удаления оксидного слоя. Затем необходимо нанести припой очень горячим паяльником.Обычно достаточно паяльника на 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать более мощный инструмент.
Вместо предстоящей пайки под слой масла нанести жидкое минеральное масло, поверхность очистить лезвием ножа или скребком для удаления оксидного слоя. Затем необходимо нанести припой очень горячим паяльником.Обычно достаточно паяльника на 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать более мощный инструмент.
Вместо минерального масла можно использовать масло для швейных машин или вазелин, но лучше всего подходит оружейное масло. Используемый припой должен содержать не менее 50% олова. Хороший результат дает легкоплавкий припой ПОС-61. Если паяется алюминий толщиной 2 мм или более, хорошо нагрейте поверхность паяльника перед нанесением масла на место пайки.
Также можно нанести на шов канифоль, смешанную с мелкой железной опилкой. С помощью законсервированного файла протирается область шва с добавлением припоя. Опилки играют важную роль в абразивном удалении оксидного слоя с острыми краями с поверхности изделия. В результате олово плотно прилипает к поверхности, а пайка алюминия более надежна.
 Для особенно эффективной работы паяльник следует немного модернизировать.Для этого рабочая часть медного бруска притупляется так, чтобы на нем образовался участок шириной 4-5 мм, после чего необходимо сделать небольшой продольный пропил пилой (7-8 мм). От пильного полотна, предварительно обожженного на костре, нужно отрезать небольшой кусок (1-2 мм), обработать его для удаления шлака 20% серной смесью или соляной кислотой, положить пропил и плотно отжать в тисках. Такой наконечник будет более эффективно удалять оксидный слой с поверхности, и алюминий будет лучше закрепляться припоем.
Для особенно эффективной работы паяльник следует немного модернизировать.Для этого рабочая часть медного бруска притупляется так, чтобы на нем образовался участок шириной 4-5 мм, после чего необходимо сделать небольшой продольный пропил пилой (7-8 мм). От пильного полотна, предварительно обожженного на костре, нужно отрезать небольшой кусок (1-2 мм), обработать его для удаления шлака 20% серной смесью или соляной кислотой, положить пропил и плотно отжать в тисках. Такой наконечник будет более эффективно удалять оксидный слой с поверхности, и алюминий будет лучше закрепляться припоем.
В промышленных условиях алюминий и его сплавы также паяют обычным паяльником с использованием флюса, состоящего из смеси олеиновой кислоты и иодида лития.
.Паяльник - одно из важнейших приспособлений мастерской. Он пригодится для многих работ - как небольших, так и более сложных. Его отличные характеристики невозможно заменить никаким другим оборудованием. Узнайте, что такое пайка, какие бывают способы пайки и для чего чаще всего ее применяют. Приглашаем к прочтению!
Если вы хотите соединить два металлических элемента, лучше всего использовать паяльник, о котором мы рассказали в следующей статье: https: // www.ebmia.pl/wiedza/porady/narzedzia-porady/lutownica/ . Грамотно выполненная пайка обеспечит прочное и стабильное соединение. За всем процессом действительно легко проследить. Само устройство компактное и удобное в использовании. Для его использования не требуются специальные знания. Достаточно знать несколько важнейших правил обработки металла.
Процесс пайки заключается в соединении двух металлических частей с помощью специального связующего (припой / припой). Материал, которым соединяются два металлических элемента, имеет физико-химические свойства элементов из группы металлов.Благодаря этому выполненное соединение выглядит очень хорошо и надежно. Тем не менее сварной шов будет заметен с первого взгляда, но на качество выполненных работ это никак не отразится.
Помимо пайки, довольно популярным методом металлообработки является сварка. Однако стоит помнить, что, в отличие от нее, пайка никоим образом не влияет на структуру материалов, соединяемых припоем. Более того, все работы проходят при правильной температуре, которая не допускает повреждения или плавления отдельных деталей.Однако он настолько высок, что легко пластифицирует связующее. В определенный момент работы с паяльником все элементы - как соединяемые металлические части, так и сама связка - достигают одинаковой температуры, то есть температуры пайки. Он немного выше, чем требуется для расплавления припоя, но также достаточно низкий, чтобы не испортить соединяемые детали.
Переходя к более специализированным вопросам, в процессе пайки используются два основных физико-химических явления, а именно диффузия и адгезия.Когда припой расплавляется, он начинает проникать в зазор между двумя частями, а мелкие частицы попадают в поры на их поверхности. Самое главное, чтобы между клеем и соединяемыми деталями была создана прочная металлическая связь. Вот почему так важно заранее очистить детали от оксидного слоя. Чтобы обеспечить надежное соединение, стоит использовать специальный паяльный флюс.
Самый распространенный процесс пайки - это, конечно, паяльник.Однако опытные энтузиасты DIY иногда используют горелку вместо паяльника. Ведь паяльник намного точнее и безопаснее. Однако независимо от того, какое решение вы выберете, не забудьте правильно его оптимизировать, то есть, в первую очередь, установить правильную температуру. Именно этот аспект больше всего влияет на окончательный результат пайки.
В итоге процесс пайки выглядит следующим образом:
Очистка элементов, подлежащих пайке.
Нагрев детали до температуры на 30-50 ° C выше точки плавления припоя.
Нанесение флюса и припоя на соединяемые кромки.
Ожидание процесса диффузии и взаимной адгезии.
Охлаждение связующего до затвердевания.

Когда вся самая важная информация о том, что такое пайка, и о ходе всего процесса, также стоит узнать, какие виды пайки бывают.Стоит знать, почему было создано такое деление, из чего оно возникло и что характеризует каждый тип.
Процесс пайки может происходить несколькими способами. Вариантов много, и описать их все невозможно, поэтому мы особо опускаем методы промышленной пайки, которые являются достаточно сложными. Вместо этого мы сосредоточимся на самых популярных, а главное, самых практичных методах, которые можно использовать даже в домашней мастерской.
Среди двух наиболее распространенных и важных методов пайки можно выделить: мягкую пайку, которая выполняется при температуре ниже 450 ° C, и пайку, о которой мы говорим, когда температура превышает 450 ° C.Что касается основных различий между ними, то в основном они заключаются в разном ходе всего процесса пайки. Конечно, температура, при которой проводятся работы, тоже бывает разной. Его доводят до температуры плавления связующего. Разумеется, при условии, что соединяемые детали не будут повреждены. Оптимальная температура для эффективного выполнения работы должна быть на 30-50 ° C выше, чем температура плавления припоя.
Благодаря тому, что мы написали выше, очень легко увидеть взаимосвязь между плавкостью припоя и методом пайки.Мягкая пайка может выполняться с присадочным металлом с максимальной температурой плавления 400 ° C, тогда как при пайке используются металлы со средней температурой плавления. Также стоит учитывать термочувствительность материалов, которые будут соединяться вместе. Для более мягких металлов лучше использовать пайку мягким припоем. Пайка может успешно применяться для изготовления прочных компонентов.
Наиболее часто используемый метод пайки - это пайка мягким припоем.Его используют как любители, так и профессионалы. Сам процесс действительно очень прост в запуске, поэтому с ним справится абсолютно любой. Для этого достаточно базовой модели паяльника.
Что касается состава мягкого припоя, то это сплав, состоящий из компонентов, точно определенных в стандарте DIN EN 29453. В основном это олово, а также другие металлы с приблизительной температурой плавления, такие как висмут, кадмий или сурьма. Этот сплав имеет температуру плавления от 183 ° C до 280 ° C.Стоит помнить, что в составе припоя могут содержаться небольшие количества ядовитых элементов (например, ртути и свинца). К счастью, производители все чаще отказываются от использования этих ингредиентов и используют альтернативные продукты, которые безопасны для окружающей среды и здоровья. Мягкий припой может принимать разные формы, например стержень, проволоку, пластину или порошок. Идеально подходят для соединения элементов из стали, цинка, латуни и меди. Он также используется для соединения металлических сплавов. В любом случае это гарантирует равномерное склеивание.Мягкая пайка может использоваться для подключения электропроводки, электроники, ремонта трубопроводов, герметизации кровли и водостока, а также окладов.
Пайка требует использования профессиональных инструментов. Кроме того, стоит иметь хотя бы небольшой опыт пайки, ведь работать при довольно высоких температурах иногда бывает опасно. Температура 450 ° C является стандартной для пайки, но стоит помнить, что некоторые металлы следует паять при температуре до пяти раз выше.
Самые высокие температуры характерны для промышленной пайки, и для таких применений простого традиционного паяльника будет недостаточно. Для таких применений потребуется кислородно-ацетиленовая горелка, кузнечный огонь или паяльная лампа. В качестве альтернативы вы также можете использовать индукционную пайку электрическим током.
Один из наиболее часто используемых припоев - это смеси серебра. Они позволяют соединять вместе подавляющее большинство металлов, за исключением алюминия и магния.С другой стороны, медно-фосфорные припои полезны, например, для пайки элементов из бронзы, меди и латуни. Если вы хотите соединить нержавеющую сталь, лучше всего подойдет никелевая связка. В конце концов, медная связка лучше всего подходит для соединения стали, никеля и латунных сплавов с оловом. Применение пайки очень широко. Особенно это касается холодильной, автомобильной и других отраслей.

Пайка считается одним из самых популярных методов обработки металлов.Несомненно, это связано с тем, что весь процесс можно провести в очень короткие сроки даже в домашней мастерской. Большим преимуществом выбора этого метода является эстетичное выполнение работы и однородные швы, образующиеся после пайки. Кроме того, существует два четко различимых метода пайки, а именно мягкая пайка и пайка твердым припоем. Выбрать конкретный тип действительно очень просто, поэтому вы сможете быстро, а главное эффективно провести весь процесс пайки. Благодаря развитию технологии пайки сегодня можно сваривать вместе подавляющее большинство чистых металлов и сплавов, а получаемые соединения получаются прочными и устойчивыми к повреждениям.
Область применения паяльника очень широка: от базовых задач, которые можно выполнять с его помощью в домашних условиях, до профессиональной работы в мастерской. Прежде всего, пайка позволяет соединить трубы, благодаря чему можно быстро предотвратить сбой водоснабжения или затопление здания. Также хорошо подходит для обработки водостоков и крыш. Это позволит эффективно устранить протечки и укрепить соединения в случае неблагоприятных погодных условий. Кроме того, пайка позволит заменить поврежденные части кровли или водостоков.
Как видите, пайка - не очень сложный процесс. Тем не менее, стоит хорошенько подготовиться к работе с паяльником, чтобы при этом не было опасности. Конечно, неплохо было бы получить соответствующие знания в области пайки, чтобы вы могли сделать мелкий ремонт дома самостоятельно. Для этого также стоит купить подходящий паяльник, который не сломается после первых попыток пайки и прослужит долгие годы, являясь полезным инструментом при ремонте любых бытовых неисправностей.
В других статьях мы описали:
Электронный паяльник
Канифоль
.