В данной статье мы хотели бы раскрыть все нюансы сварки электродом для начинающих. Если вы не собираетесь стать профессионалом в сфере сварки, но научиться работать со сварочным аппаратом хочется, мы проведем пару уроков по сварке для начинающих. Конечно, сразу вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять, как правильно варить сварочным аппаратом и электродами если вы новичок, а также постичь основные приемы работы.
В этом уроке сварки для чайников мы ответим на следующие вопросы: “как правильно варить сваркой начинающим”, “как правильно варить шов сваркой” и обязательно расскажем “как правильно варить инверторной сваркой”.
Рис.1 - Сварочный инвертор FUBAG IR 160
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголок, профильные трубы) и листовая сталь толщиной 2-3 мм. Проводят такие работы как правило электродами на 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем с чего начать. Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
Hot Start
Функция Hot Start ХОТСТАРТ (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому электрод моментально разогревается и легко зажигает дугу . Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги) . Если в процессе сварки сварочная дуга по каким-то причинам «рвется» и гаснет, функция аркфорс автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Аnti Stick
АNTI STICK (АНТИСТИК) – легкое отделение залипшего электрода без повреждения обмазки.Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете пользоваться вот такой таблицей для подбора электродов для сварки ММА:
Рис.3 - Электроды fubag FB46
| Толщина свариваемого металла | Диаметр электрода |
| 1-2 мм | 1,6 - 2 |
| 2-5 | 2,5 – 4,0 |
| 5-10 | 3,0- 5,0 |
| Свыше 10 | 4,0 -5 |
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для вас диаметры и виды электродов.
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 - Сварочная маска FUBAG ULTIMA Panoramic 5-13
- Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения - ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 - Зачистка зоны шва
Аппарат нужно установить в горизонтальном положении. Теперь подключаем сварочные кабели к силовым разъемам аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность – когда заготовка подключается к плюсу, а электрод к минусу.
Обратная полярность – электрод к плюсу, заготовка к минусу.
Рис.6 - Подключение сварочных кабелей
На пачке с электродами указывается полярность, на которой рекомендовано ими работать. Например, эти электроды – для работы на обратной полярности, т.е. они подключаются к плюсу.
Мы работаем электродами для сварки как на обратной, так и на прямой полярности.Рис.7 - Электроды FB 46 D3.0 мм
И мы будем варить на обратной полярности.- Выставляем силу тока
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
| Диаметр электрода | Толщина металла | |
| 1,6 | 1-2 | 35-45 |
| 2 | 2-3 | 45-65 |
| 2,5 | 2-3 | 65-90 |
| 3 | 3-4 | 80-140 |
| 4 | 4-6 | 130-170 |
| 5 | 6-8 | 180-220 |
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 - Настройка сварочного тока
- Зажигаем сварочную дугу
Потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами - касанием и чирканьем.
Рис. 9 - Способ зажигания сварочной дуги - чирканье
Рис.10 - Способ зажигания сварочной дуги - касание
- Пробуем варить
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 - Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 - Красивый шов
Когда Вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать варить различными видами швов. А вот какие бывают виды швов, как передвигать электрод чтоб добиться красивого и надежного шва мы расскажем в следующей статье!
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
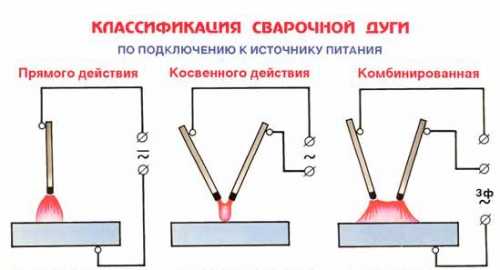
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.

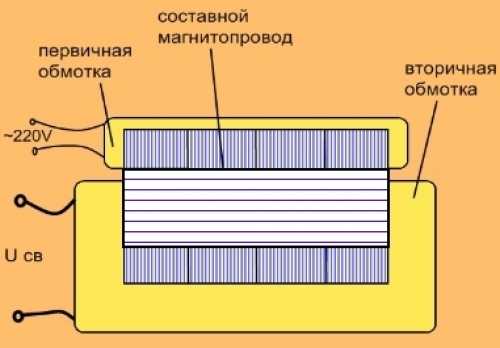
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
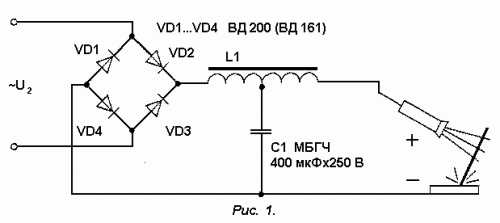
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее - сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.

Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.

В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса - подбор электродов по определенным требованиям и в зависимости от материалов металла.
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
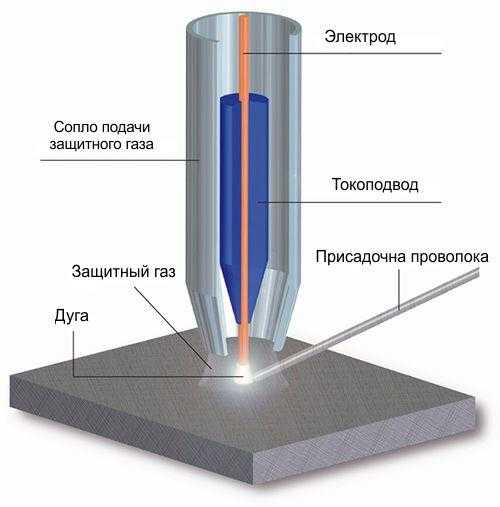
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе - это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.

При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.

Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Блок: 1/7 | Кол-во символов: 599
Источник: https://sovet-ingenera.com/santeh/svarka/elektrosvarka-dlya-nachinayushhix.html
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Блок: 2/6 | Кол-во символов: 1984
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
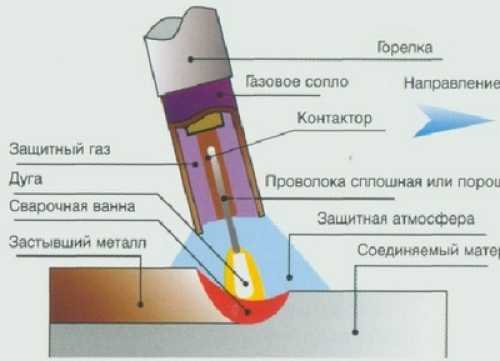
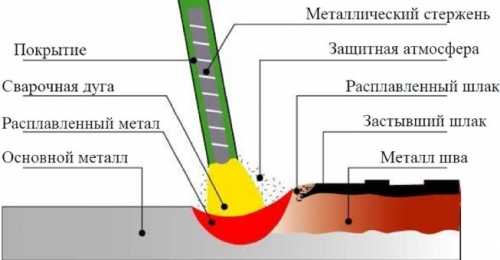
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Блок: 2/4 | Кол-во символов: 3724
Источник: https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Блок: 3/9 | Кол-во символов: 524
Источник: https://tokar.guru/hochu-vse-znat/svarka-elektrodami-kak-pravilno-varit-nachinayuschim.html
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
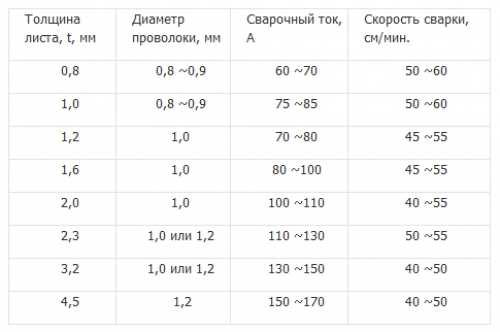
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Блок: 4/4 | Кол-во символов: 1934
Источник: https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
В первую очередь для сварки необходимо иметь защитные элементы:
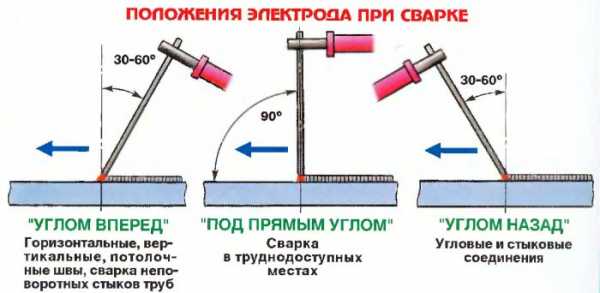
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Блок: 4/10 | Кол-во символов: 2777
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
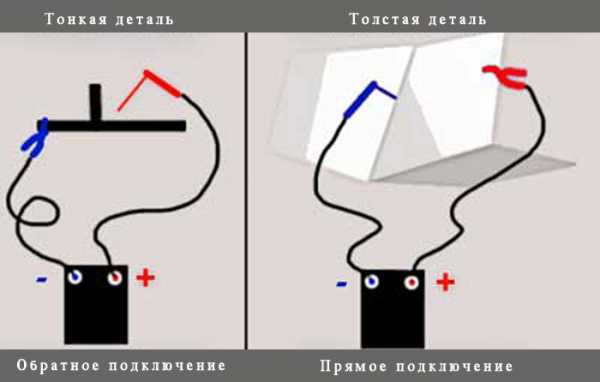
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Блок: 5/10 | Кол-во символов: 1356
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Блок: 6/10 | Кол-во символов: 891
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Блок: 6/7 | Кол-во символов: 1147
Источник: https://sovet-ingenera.com/santeh/svarka/elektrosvarka-dlya-nachinayushhix.html
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Блок: 7/10 | Кол-во символов: 430
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
У вас есть личный опыт соединения деталей с помощью электросварки? Хотите поделиться накопленными знаниями или задать вопросы по теме? Пожалуйста, оставляйте и участвуйте в обсуждениях – форма для отзывов расположена ниже.
Блок: 7/7 | Кол-во символов: 608
Источник: https://sovet-ingenera.com/santeh/svarka/elektrosvarka-dlya-nachinayushhix.html
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
Блок: 8/10 | Кол-во символов: 694
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Блок: 8/9 | Кол-во символов: 532
Источник: https://tokar.guru/hochu-vse-znat/svarka-elektrodami-kak-pravilno-varit-nachinayuschim.html
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Блок: 9/10 | Кол-во символов: 786
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Блок: 10/10 | Кол-во символов: 583
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Сварочные инверторы пользуются сейчас огромной популярностью. Одними из весомых преимуществ являются их вес и габариты. Так, к примеру, сварочный полуавтомат fubag inmig 160 весит чуть более 14 килограмм, и работа с ним не будет проблемой для взрослого мужчины.
Однако аппараты больше ценятся по качеству шва, и в этом у инверторов практически нет конкурентов. Кроме того, инверторы могут работать от бытовых 220 вольт, что позволяет использовать их практически везде.
Инверторы сравнительно просты в эксплуатации, однако и у них есть некоторые сложности в работе. Сейчас мы расскажем, как правильно пользоваться сварочным инвертором:
Шов качественно сварится, если дуга будет гореть стабильно. В иных случаях Вам нужно будет немного отрегулировать ток, уменьшив или увеличив его. После остывания шва необходимо молотком отбить частицы шлака и зачистить до блеска поверхность металла.
Если Вы хотите получить качественный сварной шов, используйте различные функции инвертора, например, горячий старт, защита при залипании электрода, форсаж дуги. Подобные функции очень помогут, особенно если Вы – новичок в сварке. Так, «горячий старт» поможет Вам зажечь дугу, что для малоопытного сварщика может оказаться непростым делом. При задействовании этой функции произойдёт дополнительное увеличение (наброс) сварочного тока при касании металла электродом, вследствие чего электрод легко и быстро зажжётся.
Но недостаточно просто зажечь дугу, её необходимо удержать от затухания. Справиться с этим поможет форсаж дуги, который обеспечивает качественный капельный перенос металла в сварочную ванну от электрода, набрасывая дополнительный сварочный ток.
Если у Вас электрод прилип к заготовке, то он не раскалится и не испортится, если есть функция «антизалипание электрода». Она в момент залипания сбрасывает напряжение и ток на электроде до нуля.
А теперь несколько слов о том, какие нужны электроды, если Вы хотите знать, как грамотно пользоваться сварочным инвертором. Сейчас электроды условно разделяются на два вида. Если Вы варите что-либо и на это «что-то» не будет оказано критических нагрузок, Вам подойдут любые электроды АНО, МР-3 и подобные. Если же конструкция может быть под серьёзной нагрузкой, то лучше выбирать электроды УОНИ. Правда для работы с ними нужно иметь некоторый опыт разжигания дуги. А ещё перед работой рекомендуется прокалить электроды в духовке. Основное правило: чем массивнее деталь, тем более высокий требуется ток сварки и более толстый электрод.
Если же вам нужны инверторы с отличными характеристиками, то стоит обратить внимание на два аппарата: сварочный полуавтомат fubag inmig 160 и сварочный аппарат inmig 200 plus – отличных представителей своего класса.
Содержание статьи:
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.

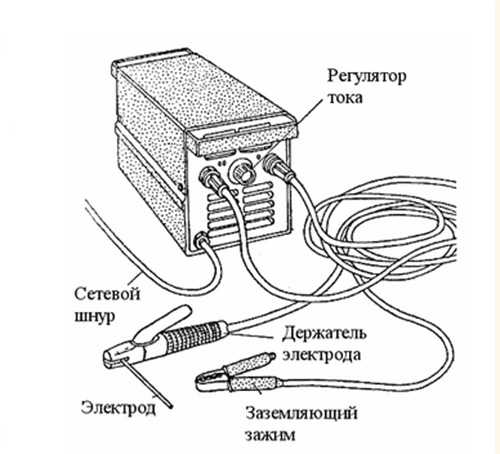
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
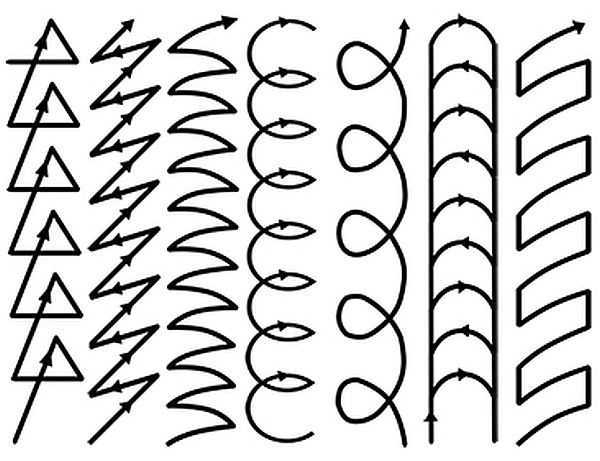
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.

Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
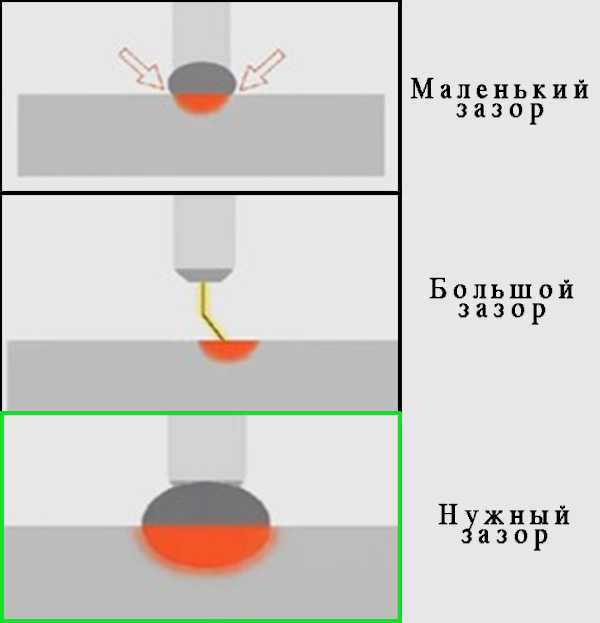
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
Настройка силы тока |
||||||
|
Диаметр электрода (мм) |
2 |
2,5 | 3 | 4 | 5 | 6 |
|
Сила тока (А) |
40-64 | 65-80 | 70-130 | 130-160 | 180-210 |
200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
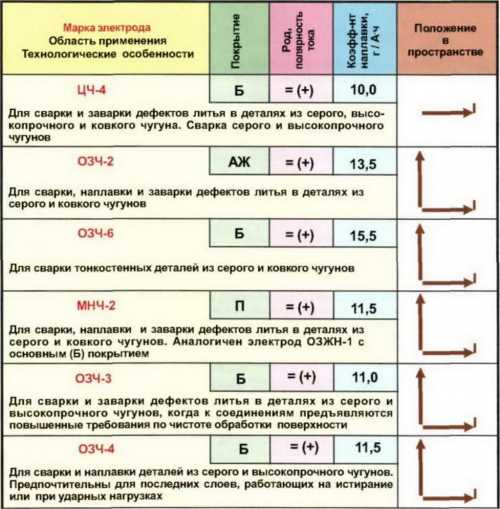
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Перед профессиональными сварщиками никогда не стоит вопрос о том, какая сварка лучше для тонкого металла. Подобные соединения проще всего выполнять при помощи инвертора TIG. Работа с неплавящимся электродом позволяет выполнять узкие швы, сводя тепловложения к минимуму. Ускорить процесс можно при помощи использования полуавтомата. Но как быть, если подобного оборудования нет под рукой? Если в вашем распоряжении только аппарат ММА, а сварку тонкого металла выполнить нужно, то стоит постараться избежать распространенных ошибок. О них мы сегодня и поговорим.
Если говорить о бытовом применении, то необходимость в таком соединении может возникать довольно часто. Так, например, тонкое железо часто варят при изготовлении различных баков и емкостей на даче. При наличии автомобиля возможно и выполнении кузовного ремонта. При помощи обычного электрода приваривают пороги, работают с арками, нижней частью дверей или даже кромкой багажника. Пригодится умение работать со сваркой и при проблемах с выхлопной системой машины.
Круглые трубы с тонкой стенкой нередко применяют для организации водопровода на даче. А профильные и квадратные изделия прекрасно подходят для строительства теплиц, сооружения навесов и различных козырьков. Поэтому умение выполнять сварку тонкого металла электродом домашнему мастеру будет только на пользу.
Когда мы говорим о тонком металле, то подразумеваем сталь толщиною в 0,8–1,5 мм. Более тонкие детали соединить при помощи обычного покрытого электрода не сможет даже профессиональный сварщик. Начинающие же специалисты совершают следующие ошибки:
Очень многие начинающие сварщики допускают еще одну страшную ошибку: они пытаются выполнить прихватки или весь шов без маски. Так они получают ожог роговицы, глаза быстро устают и травмируются. Делают это они из-за того, что на малых токах дугу плохо видно через фильтр маски, и выполнение шва очень затруднено.
Сварка тонкостенных заготовок задача сложная, но возможная. Чтобы дело увенчалось успехом, очень важно правильно подобрать сварочный инвертор ММА. Прежде всего важно обратить внимание на наличие дополнительно функционала. В идеале, в выбранном устройстве обязательно должны быть следующие функции: «Горячий старт», «Форсаж дуги», «Антизалипание».
Помимо этого, важно учитывать и минимальный возможный сварочный ток. Об этом параметре забывают многие новички. Большинство людей обращают внимание только на максимальные возможные показатели. Но для сварки тонкого металла часто приходится выбирать именно низкий минимальный ток. Хорошо, если в имеющемся инверторе его можно снизить до уровня в 5–20 А.
В ассортименте нашего магазина представлено сразу несколько аппаратов, отлично подходящих для сварки тонкой стали:
Если говорить о выборе электродов, то тут стоит отметить, что чрезмерно толстые стержни точно не подойдут. Идеальный вариант — от 1,6 до 3 мм. При этом, чем тоньше металл основания, тем тоньше должен быть и электрод. Т.к. процесс сварки идет на постоянном токе, то рекомендуется подбирать расходные материалы с основной обмазкой.
Т.к. вы планируете работать с тонкими заготовками, то первое, что нужно сделать — это настроить аппарат на обратную полярность. Это значит, что в гнездо с «+» подключается не клемма, а электрододержатель. Благодаря этому максимальная температура будет направлена на кончик электрода, а не на заготовку. Таким образом удается избежать сильного разогрева металла основания, снизить вероятность прожогов и деформаций деталей из-за перегрева.
При установке тока на сварочном инверторе мы рекомендуем пользоваться таблицей, представленной ниже. Она поможет подобрать оптимальные настройки аппарата для сварки тонкого металла.
| Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|
0.8 |
1.6 |
10-20 |
|
1.0 |
2.0-2.5 |
25-35 |
|
1.2 |
2.5 |
40-50 |
|
1.5 |
2.5-3.0 |
45-60 |
Ну вот, вы подобрали сварочный аппарат и электроды, подготовили заготовки и даже зафиксировали их струбцинами, чтобы постараться минимизировать деформации. Что дальше? Мы предлагаем несколько советов от опытных специалистов:
Как видите, при правильном и обстоятельном подходе сварка тонкого металла электродом не создаст никаких проблем. Подобрать все необходимое для работы вы можете в нашем каталоге, а при необходимости специалисты нашего интернет-магазина помогут с подбором оборудования, принадлежностей и материалов. Обращайтесь!
Сварка покрытым электродом, выполненным из металлического стержня, покрытого спрессованной оболочкой, или сварка ММА, является наиболее универсальным, наиболее часто применяемым и одним из древнейших способов сварки. Этот процесс заключается в расплавлении плавкого электрода с покрытием и свариваемого материала теплом электрической дуги путем ручного перемещения электрода под прямым углом вдоль свариваемого материала. В этом процессе сварной шов получается из расплавленного стержня электрода, металлических компонентов электрода и расплавленной заготовки.В процессе образуются газы и шлак, задачей которых является защита сварочной ванны от доступа атмосферного воздуха. Расстояние между границей шлака и сварочной ванной можно регулировать с помощью сварочного тока и угла наклона электрода. К важным функциям крышки также относятся: стабилизация сварочной дуги, введение в зону сварки раскисляющих элементов. Состав покрытия зависит от свариваемого материала. Электроды сварочные обычно выпускаются с диаметром стержня 1,6 - 6,0 мм.Диаметр покрытого электрода выбирают в зависимости от толщины и типа свариваемого материала. На скорость сварки покрытым электродом влияет не только мастерство сварщика, но больше всего диаметр электрода и сила тока.
Основные электроды (Б) - отличаются высокой пластичностью, высокой стойкостью к холодному и горячему растрескиванию. Основные электроды перед сваркой должны быть высушены при температуре 300-350°С в течение ок.1 - 3 ч и хранят в специальных термосах. Сварку основным электродом можно вести во всех положениях, кроме положения сварки сверху вниз. Для этого типа электрода рекомендуется сварка постоянным током с положительной полярностью на электроде. Следует помнить, что полярность влияет на скорость плавления электрода, а также на глубину проплавления. Основные электроды чаще всего используются при сварке толстых профилей.
Кислотные электроды (А) - сварка электродом с кислым покрытием, по сравнению с другими электродами, характеризуется большей склонностью к образованию кристаллических трещин.Сварка может выполняться в положении сварки под наклоном, сварке сбоку и, в ограниченной степени, в вынужденных положениях. Чаще всего с этим электродом мы используем сварку переменным током или также используем постоянный ток с отрицательной полярностью.
Электроды целлюлозные (Ц) - применяются для монтажных работ на воздухе в связи с малой чувствительностью к сложившимся погодным условиям. Они позволяют производить сварку во всех положениях, особенно в вертикальном положении сверху вниз, позволяют делать провары электродами диаметром от 4 мм.Их нельзя сушить и сварку чаще всего производят переменным или постоянным током с положительной полярностью на электроде.
Рутиловые электроды (R) - самые универсальные электроды, обеспечивают хорошую стабильность дуги, а сами электроды не требуют сушки. Это очень хороший выбор при сварке тонких элементов, сам шов получается гладким, а шлак легко удаляется. Сварка производится переменным током или постоянным током с отрицательной полярностью на электроде.
Электроды специальные - это покрытия РА (рутил-кислотные), RB (рутил-основа), RC (рутил-целлюлоза), RR (толстое рутиловое покрытие электродов).
В процессе сварки очень важную роль будет играть род тока и полярность, которые будут выбраны в соответствии с рекомендациями производителя электрода. Диаметр электрода с покрытием также всегда должен быть соответствующим. Сварка постоянным током с положительной полярностью на электроде приводит к тому, что электрод плавится быстрее, потому что на нем выделяется больше тепла.Сварка с отрицательной полярностью на электроде вызывает большее нагревание материала заготовки, что приводит к лучшему плавлению. Положительная полярность применяется при использовании основных электродов и сварке цветных металлов, таких как алюминий и его сплавы, бронза, никель. Использование переменного тока позволяет при равномерной нагрузке электрической сети и минимальном отклонении дуги производить сварку с большей силой тока и электродами большего диаметра.Минусом использования этого тока будет меньшая стабильность дуги и проблема с оплавлением некоторых типов электродов.
Следующим параметром, который определяется типом материала, диаметром электрода и положением сварки, является сила тока. Его всегда следует адаптировать к диаметру используемого электрода. В зависимости от сварочного тока он влияет на глубину проплавления и скорость сварки. При слишком большом токе электрод с покрытием очень быстро плавится и увеличивает объем сварочной ванны, при слишком малом токе сварной шов имеет неправильную форму и мы не получим сплав. Можно считать общим правилом, что на 1 мм диаметра электрода нам нужно 30-40 А. Если мы видим, что при сварке покрытым электродом наш электрод слишком быстро плавится, то силу тока следует изменить до получения удовлетворительного результата .
Результирующим параметром при дуговой сварке является напряжение дуги, которое зависит от длины дуги, типа покрытия и силы тока. Этот параметр влияет на перенос металла в дуге и глубину проплавления, а также влияет на скорость сварки.По мере увеличения длины дуги она становится менее стабильной и увеличивается количество брызг. Если дуга слишком короткая, тепло, необходимое для плавления материала, не вырабатывается.
При начале сварки электродом с покрытием необходимо правильно подобрать электрод по толщине свариваемого материала и определить силу тока, чтобы эффективность сварки была наилучшей. Следует также отметить, что для того, чтобы процесс сварки проходил максимально эффективно, качество аксессуаров, таких как сам электрододержатель или сварочный кабель, может иметь большое значение для комфорта нашей работы и скорости сварки, когда дело доходит до к укладке шва.
Если мы имеем дело с новым материалом, то стоит подготовить образец материала на материале, на котором мы сможем протестировать несколько настроек. Помните, что свариваемые элементы следует хорошо очистить от ржавчины, например, с помощью углошлифовальной машины или проволочной щетки.
Таким образом, мы будем иметь дело с первой ошибкой, которую мы можем совершить, а именно с неочищенным материалом, который приводит к сбою правильного процесса переплавки. Следующая проблема — слишком низкая или слишком высокая сила тока.Слишком низкий сварочный ток вызывает нестабильность дуги, отсутствие сплавления с основным материалом, мы также заметим, что наш электрод часто прилипает к свариваемому материалу. Визуально мы увидим, что наш сварной шов неправильный. Однако, если мы уверены, что ток дуговой сварки и напряжение дуги подобраны правильно для нашего материала, стоит убедиться, что наш сварочный аппарат MMA имеет дополнительные функции, а именно функцию Anti-Stick, которая облегчит нам отделите электрод, когда он прилипает к материалу.С другой стороны, функция Arc-Force сделает более стабильной дуговую сварку на короткой дуге, а функция Hot-Start, помогающая поджечь электрод при начале сварки, является очень важной функцией не только при сварке на слабом токе, но и при использовании электродов с худшим воспламенением.
В противоположной ситуации, когда сварочный ток слишком большой, мы сразу заметим гораздо большее количество брызг. Когда мы свариваем тонкий материал, мы не можем избежать прожигания материала и образования в нем отверстий.Слишком большой сварочный ток вызовет значительную деформацию свариваемого материала, что отрицательно скажется на прочности нашей конструкции и, как следствие, может привести к повреждению свариваемого элемента.
Еще одна вещь, на которую следует обратить внимание, — это скорость сварки. Этот элемент во многом будет зависеть от мастерства сварщика. Опыт и умение проводить электрическую дугу позволят получить сварной шов наилучшего качества.При сварке покрытым электродом, когда скорость сварки слишком низкая, мы можем сжечь и деформировать наш основной материал, как и в случае слишком большого сварочного тока. Если мы сварим слишком быстро, металл, который мы переносим электрической дугой, не успеет вплавиться в наш основной материал, мы сразу заметим, что наш шов будет узким и неровным в сварном соединении.
Сварочные аппараты ММА Патона << См.
Правильное удержание электрододержателя во время сварки позволит нам влиться в материал.Наклон электрода в направлении сварки позволит добиться большей глубины провара при сохранении меньшей ширины и высоты забоя. Наклон электрода в направлении, противоположном направлению сварки, приводит к меньшему проплавлению, более широкой и крупной поверхности. Самый оптимальный угол для держания электрода для начала будет 70 градусов.
Также стоит обратить внимание не только на подбор диаметра электрода, но и на правильное хранение электродов - это тоже ключевой фактор в случае сварки ММА.. Намокать их нельзя, лучше хранить в сухом помещении с температурой около 20°С и влажностью ниже 50%. Однако в случае намокания электродов их следует прогревать около 1-3 часов при температуре около 300-350°С. Помимо электрода, на качество сварки влияет и сам сварочный аппарат.
Если вы хотите купить качественный инверторный сварочный аппарат , обратите внимание на его параметры. Очень важным параметром, помимо мощности сварочного аппарата, определяющим диаметр используемых электродов и толщину свариваемого материала, является рабочий цикл.Он рассчитывается в процентах в 10-минутном цикле, значит, сварочный аппарат с скважностью 40% будет работать на номинальном токе 4 минуты, после чего ему нужно будет охладить аппарат в течение 6 минут. Производители, помимо рабочего цикла, приведенного для максимальной силы тока, также предусматривают 100%-й цикл. Например, аппарат мощностью 200А и скважностью 40% достигает 100%-го цикла при 126А, что позволяет вести непрерывную сварку покрытыми электродами диаметром до 3,2 мм. Если наше устройство будет использоваться часто, и мы предполагаем сварку более толстых элементов, нам будет важно сделать этот цикл как можно большим.Также стоит обратить внимание на текущее напряжение при зажигании дуги, это параметр, который при достаточно высоком значении облегчит нам начало сварки покрытыми электродами, даже теми, которые имеют проблемы с зажиганием. Защита от перепадов напряжения также является очень важной функцией, которая позволяет устройству исправно работать даже в диапазоне напряжений 170В - 260В.
Умелая ручная электросварка зависит не только от умения самого сварщика, но и от возможностей сварщика - как уже отмечалось, ключевым будет значение силы тока или стабильное напряжение дуги.Также следует помнить, что низкая скорость сварки будет зависеть и от положения сварки – в вынужденных положениях, где у сварщика гораздо меньше пространства для маневра, процессы сварки ММА всегда будут медленнее, чем, например, метод сварки МИГ-МАГ. .
При выборе стоит опираться на европейских производителей, которые используют комплектующие самого высокого качества, давая своим покупателям уверенность в исправности устройств, гарантийный срок которых может составлять до 5 лет! Сварочные аппараты ПАТОН, предназначенные для ручной дуговой сварки, имеют прозрачное управление, благодаря чему выбор сварочного тока покрытым электродом всегда максимально прост.
Подробнее об ошибках сварки ММА вы можете узнать из видео блогера Pirana.
.Самым старым методом сварки, используемым в настоящее время, является сварка ММА. Его особенно ценят за универсальность и возможность работать во всех положениях. Кроме того, сварочные аппараты ММА довольно просты в использовании, что делает их подходящими для использования не очень продвинутыми людьми. Сегодня мы подробно опишем эту методику и подскажем, какие электроды использовать в зависимости от ваших потребностей.
Сварка ММА(синонимы: метод 111, SMAW и ММА) получила распространение в самом начале 20 века.В то время использовались плавкие электроды, состоящие из стальной проволоки, покрытой смесью глины и кальция или карбонатов и силикатов. Несмотря на то, что это самая старая техника, используемая сегодня, она по-прежнему имеет множество поклонников. Причины – универсальность, дешевизна приобретения сварочного оборудования и относительная простота – для сварки методом 111 не требуется большого опыта.
Чтобы начать сварку покрытым электродом, прикоснитесь его концом к материалу (т.н.контакт). Электрод начнет плавиться, а капли металла образуют сварочную ванну, которая при остывании превращается в сварной шов. При работе с этим типом электрода дугу следует удерживать постоянной длины, перемещая конец электрода вдоль обозначенной оси сварки. Нет необходимости использовать дополнительные источники газа, потому что запаздывание создает газ, защищающий расплавленный металл, а затем образует на его поверхности шлак, также обладающий защитным действием. Его следует удалить после окончания работы, постукивая молотком.Сварка ММА заканчивается, когда она удаляется из материала — тогда дуга гаснет. Электроды в процессе эксплуатации изнашиваются, поэтому их следует последовательно заменять новыми.
— ЛУЧШИЙ МОМЕНТ
ДЛЯ РАЗВИТИЯ БИЗНЕСА!
ПРОВЕРЬТЕ ТОВАРЫ СКИДКИ
классифицируется в зависимости от положения сварки. Они дополнительно обозначены буквами. Различаем следующие:
Также предусмотрены позиции для соединения труб под углом 45°.Если шов идет снизу вверх, это будет код H-L045, а если сверху вниз, то это будет J-L045. Соблюдение технических норм, а также символов для обозначения сварных швов при проведении пуско-наладочных работ очень важно, так как, с одной стороны, это облегчит сварку, а с другой – обеспечит сохранение высокого качества конечного результата. продукт.
Стоит отметить, что самое простое положение сварки — низкое. Если у нас нет большого опыта, то, по возможности, мы должны в основном использовать эту позицию.
При сварке покрытыми электродами важно знать, каких параметров придерживаться в процессе работы. Различаем следующие:
При выборе сварочного аппарата для работы обратите внимание на силу тока, которую имеет данная модель (имеется в виду максимальный сварочный ток).Коэффициент мощности будет определять тип электродов, оптимальных для сварки, и толщину обрабатываемого материала. Рабочий цикл также важен, он говорит нам, как долго мы можем сваривать без перерыва. В свою очередь, дополнительные функции значительно облегчат нам работу. Мы находим их в сварочных аппаратах инверторного типа, и они включают:
Как упоминалось ранее, сварка ММА является очень универсальным методом. Может использоваться для соединения различных марок стали (легированной, нелегированной), чугуна, никеля, меди и их сплавов.Среди других преимуществ:
Самым большим недостатком сварки покрытым электродом является требуемое время.Работу приходится часто останавливать для установки нового электрода, а накопившийся шлак удалять специальным молотком. Производительность тоже не очень высокая (менее 5 кг наплавленного металла в час). Другими недостатками этого метода являются:
По этой причине сварочные аппараты ММА в основном используются для мелких ремонтно-строительных работ.При выполнении более сложных задач используются методы соединения металлов TIG (может быть роботизированным) и MIG/MAG (даже сварка вручную очень быстро).
Типичный электрод MMA состоит из металлического сердечника, окруженного оболочкой из минералов, органических компонентов, металлов и ферросплавов. В процессе сварки покрытие плавится, выделяя защитные газы, предохраняющие расплавленный металл от неблагоприятного воздействия воздуха.Крышка также облегчает зажигание дуги и стабилизирует ее. Это также создает защитный шлак. Обычно толщина покрытия составляет примерно 60% сердцевины.
Существует 4 основных типа электродов, отличающихся используемым покрытием:
Вы также можете найти рутил-целлюлозные (RC), рутил-основные (RB), рутил-грубые (RR) и рутил-кислотные (RA) электроды.Они сочетают в себе черты различных типов первичных электродов.
Из-за своей гигроскопичности электроды необходимо хранить в сухом месте при комнатной температуре. Щелочной тип, поглощающий воду даже из воздуха, лучше всего дополнительно поместить в специальный термос с рекомендованной производителем температурой. Их нельзя вынимать из оригинальной упаковки или хранить в штабелях.
Перед началом сварочных работ следует проанализировать объем предстоящих работ.Положения сварки, а также вид тока и его полярность (+/-) в этом случае определяют выбор соответствующего электрода.
Стоит отметить, что на упаковке электродов производитель должен указывать информацию о рабочих параметрах (включая сварочный ток).
Выбор электрода с покрытием также строго зависит от толщины свариваемых деталей и сварного шва. При работе было принято подбирать электроды по их диаметру следующим образом:
Использование соответствующего электрода обеспечивает правильную глубину проплавления и правильную форму сварного шва.Это особенно важно для неопытных людей.
Вертикальная сварка сверху вниз, известная сварщикам как капельная сварка, является довольно сложной техникой. Помимо больших навыков, это также требует использования соответствующих электродов. В этом случае используется только тип целлюлозы. Сварка по ходу используется, например, при соединении элементов трубопровода, а также более мелких объектов с закругленными краями.
Если мы не обучены, материал достаточно толстый (более 6 мм) и угловой шов должен выдерживать большие нагрузки, всегда свариваем вертикально снизу вверх.Для этого подходят целлюлозные, рутиловые и основные электроды. Сварка кислотными электродами может применяться ограниченно.
Все типы покрытых электродов используются для сварки стальных деталей. Правильный выбор будет зависеть главным образом от положения, в котором мы собираемся работать, а также от условий окружающей среды. Все имеющиеся на рынке металлы также подходят для работы со сталью. Только соединение элементов из нержавеющей стали может быть проблематичным.В их случае рутиловые электроды являются наиболее эффективными.
К сожалению, электроды с покрытием не подходят для сварки алюминия. Всегда используйте метод TIG или MIG с защитным газом (например, аргоном). Стоит отметить, что алюминиевый лист достаточно сложно сваривается и требует большого опыта. В основном это связано с тем, что алюминий плавится при низкой для металла температуре, уже при 660,3°С. Если у нас нет опыта, сварка с помощью устройства TIG должна быть проще.
Существуют различные типы сварочных аппаратов. Стержневые электроды всегда следует использовать с трансформаторным сварочным аппаратом. Для работы можно использовать все виды электродов, кроме основных. Следует учитывать, что трансформаторные сварочные аппараты отличаются низкой стабильностью дуги, неточным управлением и достаточно большим весом. С другой стороны, они относительно дешевы, просты в использовании и достаточно надежны.
Многие используют сварочные аппараты время от времени для мелкого домашнего ремонта, самостоятельных или строительных работ. Их используют, например, для строительства ворот, реконструкции балконов или установки металлических пролетов ограждений. Также механики-любители могут, например, сварить глушитель или другие элементы шасси автомобиля.
Такие люди обычно не имеют большого опыта, им важна простота сварки и эстетичный вид шва.Поэтому идеальной для них будет сварка рутиловым электродом, который может работать практически в любом положении и срабатывает даже в случае соединения очень тонких элементов. Его также можно использовать для создания самых разных типов соединений. Кроме того, он может успешно применяться как в трансформаторных сварочных аппаратах, так и в современных аппаратах ММА на основе IGBT-инверторов.
.
Типы электродов и их специальные функции
Типы электродов обычно классифицируются по в соответствии с химическим составом покрытия электрода и сердцевины. Когда помимо химического состава учитываются поведение дуги и требования к настройке сварочного оборудования, то как в теории, так и на практике применяется следующая классификация:
Обычно зажигание дуги с основными электродами плохое, особенно когда графитовый наконечник выгорает при первом зажигании.Для улучшения зажигания дуги при использовании основных электродов используйте ток горячего старта , который выше сварочного тока. В случае основных электродов материал переносится в виде крупных капель из-за сильного короткого замыкания. Поэтому для оптимальной работы щелочным электродам требуется относительно высокая сила дуги, а это означает, что динамика дуги неравномерна. В силу своей природы уровень обрыва дуги для основного электрода не должен ограничиваться большими каплями и сильными короткими замыканиями.
Рутиловые электроды довольно часто используются во всем мире. Обычно они обеспечивают хорошее воспламенение от удара. По этой причине рутиловые электроды не требуют такого сильного нагрева в начале процесса, как основные электроды. Рутиловые электроды дают более мелкие капли, чем обычные электроды. Это означает, что пользователи могут выполнять сварку с меньшим усилием дуги, чем с обычными электродами, и дуга более мягкая. Чтобы свести к минимуму следы прогара при использовании рутиловых электродов, уровень обрыва дуги может быть достаточно низким.
Электроды из нержавеющей сталитакже обычно имеют рутиловое покрытие. Из-за электропроводности и текучести основного материала пользователи чаще всего получают наилучшие результаты с электродами из нержавеющей стали с более высокими настройками горячего пуска и мощности дуги. Выбор этих настроек рекомендуется при сварке на более низком токе, что довольно часто встречается при сварке нержавеющих сталей.
Высокоэффективные электроды обычно ведут себя так же, как рутиловые электроды по сравнению с основными электродами.Натяжение дуги в их случае, т.е. длина дуги, однако, еще больше, а это значит, что им не нужно слишком много тепла на старте, чтобы предотвратить прилипание. Кроме того, перенос материала происходит в виде мелких капель, благодаря чему любые короткие замыкания малы и незначительны. Это позволяет производить сварку с малой энергией дуги, используя электроды с высоким коэффициентом использования металла шва для создания сварного шва. А поскольку дуга длинная, порог обрыва дуги должен быть лишь немного ниже.
Целлюлозные электроды используются, в частности, в для сварки трубопроводов на строительных площадках. В определенной степени они также являются электродами общего назначения. С этими электродами повторное зажигание обычно затруднено, потому что покрытие электрода часто сгорает по краю раньше, чем сердцевина. Поэтому целлюлозные электроды часто требуют умеренно интенсивного горячего пуска. Сварка труб целлюлозными электродами требует специальной техники, при которой длина дуги значительно варьируется.При сварке близко к основному материалу требуется очень большое усилие дуги, чтобы предотвратить прилипание. С другой стороны, при сварке вдали от основного материала необходим большой запас напряжения, чтобы предотвратить обрыв дуги. Ввиду этой методики уровень обрыва дуги не должен снижаться при использовании целлюлозных электродов.
.
(номер процесса 111) — это один из методов сварки, а точнее метод дуговой сварки плавящимся электродом. ISO 857-1 (издание 1998 г.) объясняет процессы сварки для этой группы с использованием английского перевода следующим образом:
Дуговая сварка плавящимся электродом: Электродуговая сварка отработанным электродом.Дуговая сварка плавящимся электродом без защиты газа: процесс дуговой сварки плавящимся электродом без внешнего защитного газа и ручной дуговой сварки плавящимся электродом: ручная дуговая сварка плавящимся электродом с использованием экранированного электрода.
В Германии последний способ называют ручной дуговой сваркой или, сокращенно, сваркой покрытыми электродами (в просторечии электродной сваркой). В англоязычном регионе этот метод известен как MMA или MMAW (ручная дуговая сварка металлом).Этот метод характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Внешней защиты нет, электрод образует экран от атмосферы. Электрод является носителем дуги и сварочной добавкой. Экран изготовлен из шлака и/или защитного газа, который в т.ч. они защищают проходящую каплю и сварочную ванну от притока атмосферных газов, т.е. кислорода, азота и водорода.
В принципе, для ручной электродуговой сварки можно использовать как постоянный, так и переменный ток, но не все типы электродных оболочек можно сваривать синусоидальным переменным током, напр.не просто основные электроды. При сварке постоянным током большинство типов электродов соединяют отрицательный полюс с электродом, а положительный полюс с заготовкой. Основные электроды также являются исключением. Тогда сварка на положительном полюсе будет проще. То же самое относится и к некоторым целлюлозным электродам. Подробнее об этом можно прочитать в разделе о типах электродов. Электрод – это рабочий инструмент сварщика. Он направляет зажженную на него дугу в сварочный зазор и оплавляет кромки сварного шва, как показано на рисунке 2.Требуются разные значения тока в зависимости от типа сварного шва и толщины основного материала. Поскольку допустимая нагрузка по току электродов ограничена в зависимости от их диаметра и длины, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, определенные в DIN EN 759. По мере увеличения диаметра стержня можно использовать более высокие сварочные токи.
доступны с различным составом оболочки.Структура экрана определяет характер плавкости электрода, его сварочные свойства и качество металла шва (дополнительную информацию см. в разделе «Выбор электрода для применения». Согласно DIN EN 499, различные типы указанные экраны используются в стержневых электродах для сварки нелегированных сталей.различают основные и смешанные типы.Буквы, используемые в обозначении, произошли от английских терминов: Буква C = целлюлоза, A = кислота, R = рутил и B = основной .В Германии доминирующую роль играет тип рутила. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. В случае электродов с рутиловым покрытием, которые используются для покрытия всех трех толщин, электроды с толстым покрытием маркируются буквами RR для лучшей дифференциации. У легированных и высоколегированных стержневых электродов такого разнообразия типов покрытия не существует. В случае стержневых электродов для сварки нержавеющих сталей, которые определены в DIN EN 1600, различают, например,только рутиловые электроды и основные типы, аналогичные жаропрочным сталям (DIN EN 1599), но и здесь в случае рутиловых электродов выделяют смешанные рутилово-основные типы, без четкого определения состава. Это относится, например, к электродам, имеющим лучшие сварочные свойства в принудительных положениях. Стержневые электроды для сварки высокотвердых сталей (DIN EN 757) доступны только с основным покрытием.
Состав и толщина покрытия оказывают большое влияние на сварочные свойства.Это касается как стабильности дуги и переноса материала при сварке, так и вязкости окалины и сварочной ванны. Размер капель, проходящих через дугу, имеет особое значение.
На рисунке схематично показан переход капли для четырех основных типов отставания: целлюлозного (а), рутилового (б), кислотного (в), основного (г).
Отставание состоит в основном из органических материалов, которые сгорают в дуге и выделяют газ, покрывающий зону сварки.Так как футеровка содержит лишь небольшое количество материалов, стабилизирующих дугу, в дополнение к целлюлозе и другим органическим веществам, гангрена образуется очень мало. Электроды с целлюлозным покрытием особенно хорошо подходят для сварки сверху вниз, так как не нужно беспокоиться об образовании слоя гангрены перед сварным швом.
Кислотный тип (А), покрытие которого состоит преимущественно из железных и марганцевых руд, обеспечивает атмосферу вокруг дуги большим количеством кислорода.Он поглощается свариваемым материалом и снижает его поверхностное натяжение. Благодаря этому материал проходит в виде мелких капель, а свариваемый материал сильно псевдоожижается. Поэтому этот тип электрода не подходит для сварки в положительном положении. Дуга также очень «горячая» и, допуская высокие скорости сварки, имеет тенденцию к подрезу. Из-за вышеописанных недостатков электродные стержни только с кислотным покрытием в Германии применяются очень редко.
Вместо них чаще используются электроды с рутиловой кислотой (RA), представляющие собой смесь кислотных и рутиловых электродов. Электрод также обладает подходящими сварочными свойствами. Покрытие рутилового электрода (R/RR) состоит в основном из диоксида титана в виде минерала рутила (TiO2) или ильментита (TiO2). FeO) или искусственный диоксид титана. Электроды этого типа характеризуются прохождением материала в виде мелких или средних капель, плавным плавлением без разбрызгивания, очень точным определением валиков, легким удалением гангрены и легким повторным возгоранием.Последнее свойство можно наблюдать только в случае рутиловых электродов с высокой долей TiO2 в покрытии. Это означает, что в случае электрода, который уже однажды расплавился, его можно повторно зажечь, не удаляя кратер. Слой гангрены, образовавшийся в кратере, при достаточном содержании TiO2 имеет почти такую же проводимость, как и полупроводник, так что при приближении электрода к краю кратера дуга зажигается, не касаясь элемента с сердечником стержень. Это самопроизвольное повторное возгорание имеет важное значение всякий раз, когда сварочный процесс часто прерывается, например, прив случае коротких сварных швов.
Помимо электродов с чистым рутилом, в этой группе электродов имеется также несколько смешанных типов. Это может быть, например, тип рутил-целлюлозы (RC), в котором часть рутила заменена целлюлозой. Так как при сварке целлюлоза сгорает, образуется меньше окалины. Поэтому этот тип также можно использовать для сварки сверху вниз (положение PG). Тем не менее, он также имеет хорошие свойства в большинстве других предметов.
Другим смешанным типом является тип на основе рутила (RB).Этот тип электрода имеет немного более тонкое покрытие, чем тип RR. Эта особенность, а также особые характеристики гангрены делают их особенно подходящими для сварки вниз-вверх (PF). Есть еще базовый тип (В). Покрытие этого типа электродов состоит в основном из основных оксидов кальция (CaO) и магния (MgO), к которым добавлен плавиковый шпат (CaF2) для разжижения гангрены. Более высокие уровни флюорита ухудшают свариваемость переменным током. Таким образом, чисто основные электроды не подходят для сварки переменным током с синусоидальной характеристикой, однако существуют также смешанные типы с более низким содержанием плавикового шпата в покрытии, которые можно использовать с этой характеристикой тока.Перенос материала основных электродов происходит в виде капель от среднего до толстого размера, а сварочная ванна плотная. Электрод хорошо сваривается во всех положениях. Однако полученные стежки несколько более выпуклые из-за большей вязкости свариваемого материала и имеют более толстые ребра. Свариваемый материал очень плотный.
Основные покрытия гигроскопичны. Поэтому убедитесь, что они хранятся в чистом и сухом месте. Смоченные электроды следует высушить.Однако свариваемый материал имеет очень низкое содержание водорода, если электроды свариваются всухую. Помимо стержневых электродов с нормальным КПД (<105%), существуют и такие, которые имеют более высокий КПД за счет добавления в покрытие железного порошка (чаще всего >160%). более экономичны, чем обычные электроды, однако их применение обычно ограничивается горизонтальным положением ПА или ПБ.
Сварщик должен иметь высокую квалификацию не только с точки зрения ручных навыков, но и иметь соответствующий опыт, чтобы избежать ошибок. Учебные руководства DVS (Немецкой ассоциации сварщиков) по сварке и связанным с ней процедурам признаны во всем мире, а также были приняты Международной ассоциацией сварщиков (IIW). Перед началом сварки свариваемые детали необходимо соединить прихватками.Прихваточные швы должны быть настолько длинными и толстыми, чтобы элементы не могли чрезмерно деформироваться относительно друг друга во время сварки и чтобы точки прихватки не отрывались.
Сварочный процесс при сварке ММА может быть инициирован контактным зажиганием.Чтобы замкнуть электрическую цепь, сначала замкните накоротко электрод и свариваемый объект, а затем слегка приподнимите электрод, чтобы зажглась дуга. Поэтому процесс воспламенения никогда не должен происходить вне сварного шва, а обычно только в тех точках, которые расплавятся сразу после зажигания дуги. Там, где воспламенение невозможно, существует риск растрескивания из-за внезапного нагрева в случае очень чувствительных материалов. В случае основных электродов с тенденцией к образованию пор в начале сварного шва зажигание должно происходить еще дольше до фактического начала сварки.Затем дуга отводится в начальную точку сварного шва, и по мере продолжения сварки первые капли, в основном пористые, снова плавятся.
Электрод располагается вертикально или немного по диагонали на поверхности листа. Он слегка наклонен в сторону сварки. Видимая длина дуги, т. е. расстояние между краем кратера и поверхностью заготовки, должна примерно соответствовать диаметру стержневого стержня.Основные электроды необходимо приваривать очень короткой дугой (зазор = 0,5 x диаметр стержня). Для этого их необходимо направлять более вертикально, чем рутиловые электроды. Пунктирные стежки сварены в большинстве положений или имеют место небольшое колебание с расширением ширины паза вверх. Маятниковые стежки проводятся по всей ширине паза только в положении PF. Как правило, происходит замыкающая сварка, только в положении ПФ электрод протыкается.
Эффект электромагнитного отклонения дуги представляет собой удлинение дуги в результате ее отклонения от ее центральной линии, при котором слышен шипящий звук.Такое отклонение может привести к нарушению сварного шва. Провар также может быть недостаточным, а при сварке, которая сопровождается гангреной, гангрена может появиться в шве в результате гангрены, предшествующей месту сварки. Отклонение дуги происходит из-за наличия магнитного поля. Как и любой проводник, по которому течет ток, электрод и дуга окружены электромагнитным полем в виде цилиндра, отклоняющегося в зоне дуги в месте перехода к основному материалу.В результате силовые линии электромагнитного поля располагаются более плотно внутри и реже снаружи. Дуга изгибается в сторону более слабого электромагнитного поля. В результате она удлиняется и издает шипящий шум из-за возрастающего напряжения дуги. Таким образом, противоположный полюс обладает дугоотталкивающим эффектом. Изменение магнитной силы связано с тем, что электромагнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому дуга притягивается к большим металлическим массам.Оно проявляется, в том числе, в еще и в том, что при сварке ферромагнитного материала дуга отклоняется внутрь на концах пластины. Отклонению дуги можно противодействовать, расположив электрод под правильным углом. Поскольку отклонение дуги при сварке постоянным током особенно велико, по возможности следует выполнять сварку переменным током, чтобы компенсировать или, по крайней мере, значительно уменьшить этот эффект. Прогиб дуги может быть особенно большим из-за воздействия соседних металлических масс при сварке корневых слоев.Здесь полезно, если переходу магнитного поля способствует выполнение плотных, не слишком коротких прихваточных швов.
Во время сварки ММА можно установить только силу тока. Напряжение дуги зависит от длины дуги, поддерживаемой сварщиком. При установке тока учитывайте пропускную способность по току для диаметра используемого электрода. Правило состоит в том, что нижние предельные значения относятся к сварке корневых проходов или позиций PF, а верхние предельные значения относятся к остальным позициям, а также к присадочному или верхнему слою.Скорость наплавки и соответствующая скорость сварки уменьшаются с увеличением силы тока. Проникновение также увеличивается с увеличением тока. Указанные токи относятся только к нелегированным и низколегированным сталям. В случае высоколегированных сталей и материалов на основе никеля следует устанавливать более низкие значения из-за более высокого электрического сопротивления сердечника стержня.
При расчете отдельных ампер в A необходимо учитывать следующие правила:
20-40 x Ø 90 110
30-50 x Ø 90 110
35-60 x Ø 90 110
Дополнительную информацию о сварке MMA можно найти в нашем Кодексе сварки.
.| 90 125 | ||
| Ченстохова, Блешно 1 мая | ||
| 90 175 | ||
 | ||
| Белосток, Предворкове 28 апр. | ||
Любой, кто занимается самодельными работами, наверняка хотя бы раз занимался сваркой. Это деятельность, которая требует использования специальных материалов и оборудования. Кроме сварочного аппарата потребуются и сварочные электроды. Узнайте, какие виды электродов можно найти в магазинах и для чего их можно использовать.
Сварка – это метод соединения материалов путем их сплавления и последующего соединения.Это отличный способ склеивания металла, но его также можно использовать для склеивания пластика. Среди различных способов сварки выделяется электросварка покрытыми электродами. Хотите знать, какие типы электродов мы различаем и когда их использовать? Читать дальше!
Сварочные электроды необходимы для правильной работы сварочного аппарата. Они предназначены для создания постоянного клея, который должен соединять различные элементы друг с другом.Их изготавливают из металлических стержней, и дополнительно покрывают специальными покрытиями, влияющими на окончательный состав создаваемых стыков. Сварочные электроды бывают разной длины и диаметра. Более того, они также могут иметь различное применение.
Выбор электрода зависит, прежде всего, от типа свариваемого материала, положения при сварке, а также сварного шва или условий, с которыми будет сталкиваться электрод. Поэтому они включают в себя элементы с различным использованием и свойствами.Самые популярные сварочные электроды:
Это самый популярный среди всех видов электродов. Рутиловый электрод чрезвычайно экономичен, а также чрезвычайно прост в использовании. Они позволяют выполнять очень гладкие соединения и позволяют работать в любом положении. Их чаще всего используют для сварки тонких элементов, а также для выполнения коротких соединений. Применяются для сварки постоянным и переменным током.Основными преимуществами рутиловых электродов, безусловно, являются легкая плавкость и отсутствие разбрызгивания. Более того, при правильном хранении их не нужно сушить перед использованием. Тем не менее, также стоит помнить, что они склонны к растрескиванию.
Целлюлозный электрод для наружного применения. Их можно использовать даже в неблагоприятных погодных условиях, поскольку они очень устойчивы к повреждениям и чрезвычайно долговечны.Их можно использовать в любом положении, они экономичны, а главное - не требуют сушки. Целлюлозные электроды позволяют выполнять сварку переменным или постоянным током с положительной полярностью на электроде
Кислотные электроды, т.е. такие, которые также позволяют выполнять гладкие и плоские швы, но, в отличие от рутиловых электродов, имеют меньший срок службы. Их можно использовать для сварки постоянным током с отрицательной полярностью на электроде, а также переменным током.Обычно нет необходимости сушить их перед использованием.
Электроды специальные, т.е. рутил-целлюлозные, рутил-кислотные или рутил-щелочные. Другими словами, это комбинация двух разных электродов, использующая их лучшие свойства. Они предназначены для эффективной работы со специфическими материалами.
Щелочные электроды т.е. электроды с пониженным содержанием водорода.Благодаря этому сварные швы, выполненные с их помощью, очень устойчивы к повреждениям, в том числе и к растрескиванию. Ими можно сваривать металл — как тонкий, так и более толстый. Однако они не допускают сварки сверху вниз.
В другой нашей статье мы описываем типов и областей применения сварочных аппаратов
Сварочная маска какую купить?
Что такое наплавка?
Инверторный сварочный аппарат – какой купить?
.Для начала в двух словах объясним, что такое сварщик. Итак, сварочный аппарат – это устройство, предназначенное для автоматической или ручной сварки. В настоящее время мы можем выделить 3 основных типа сварочных аппаратов , и какой из них мы выбираем, должен быть обоснован методом сварки, с которым мы хотим работать.
Аппарат для сварки TIG предназначен для сварки неплавящимися электродами. Может также использоваться для сварки MMA. Благодаря сварщикам TIG мы можем рассчитывать на получение высококачественных сварных швов.Чаще всего используется для сварки высоколегированных сталей и алюминия.
Аппарат для сварки MIG/MAG предназначен для сварки различных видов материалов в газовой защите . Отличается высокой мощностью и полезностью – это очень функциональное устройство. Преимущество сварочных аппаратов MIG/MAG в том, что они позволяют сваривать поверхности или элементы в различных положениях, сохраняя при этом высокий КПД, который значительно выше, чем в случае сварки аппаратом TIG – покрытыми электродами.Мигоматы чаще всего используются для сварки металлов и более толстого алюминия.
Для того, чтобы иметь возможность создать полную и профессиональную сварочную станцию, мы должны получить сварочный держатель, сварочную проволоку, газовый редуктор и защитный газ. При покупке мигомата проверьте, какого качества содержит механизм подачи проволоки. В дешевых он будет пластиковым, которого хватит на катушку сварочной проволоки весом 5 кг. Металлические питатели можно найти в более дорогих аппаратах, они намного долговечнее и вообще дают возможность использовать пул сварочной проволоки весом 15 кг.
Сварочные аппараты ММА представляют собой устройства, предназначенные для ручной сварки, которая может производиться с использованием покрытых электродов. Это, пожалуй, самые популярные и широко используемые сварочные аппараты. Сварочный аппарат ММА включает в себя заземляющий кабель с зажимом, кабель с электрододержателем и источник постоянного или переменного тока с системой управления.
Существует 3 типа сварочных аппаратов MMA:
Инверторные сварочные аппараты MMA обладают многими преимуществами.Прежде всего, позволяет выполнять сварку всеми доступными типами покрытых электродов и обеспечивает цифровое управление параметрами. Важно отметить, что инвертор преобразует ток частотой 50 Гц в ток высокой частоты. Они отличаются высоким КПД, обеспечивают качественный, стабильный ток, что выражается в более высоком качестве сварных швов. Они потребляют мало электроэнергии и обладают высокой устойчивостью к перепадам напряжения. Инверторные сварочные аппараты – это легкие устройства с небольшими габаритами, но из-за достаточно сложной конструкции их ремонт необходимо проводить в специализированных сервисах.Эти устройства в основном используются профессионалами, которым требуется лучшее оборудование. Инверторные сварочные аппараты также отличаются повышенным количеством дополнительных функций, полезных во время сварки.
Трансформаторные сварочные аппараты MMA — самые популярные типы сварочных аппаратов MMA, которые охотно выбирают энтузиасты e-DIY 😉, а также небольшие компании или мастерские. Они отличаются невысокой ценой, простой конструкцией и относительно низким процентом отказов, в отличие от инверторных сварочных аппаратов.Сварщики-трансформеры — хороший вариант для тех людей/компаний, которые время от времени выполняют сварочные работы и не хотят вкладывать средства в профессиональное оборудование.
 источник: techmig.pl
источник: techmig.pl Сварочный аппарат с трансформатором питает электрод переменным током с частотой 50 Гц. Однако они не лишены недостатков - отличаются высоким энергопотреблением, плохой стабильностью работы, на что влияет электропитание, а качество сварки зависит от качества используемых для работы электродов.Их недостаток в том, что они быстро перегреваются. При выборе данного типа сварочного аппарата стоит иметь в виду, что чем тяжелее аппарат, тем лучше трансформатор.
Сварочные выпрямители MMA представляют собой сварочные аппараты, используемые в основном в обрабатывающей промышленности. Это достаточно тяжелые устройства. Они питают электрод постоянным током, обеспечивая плавную регулировку сварочного тока.
Какой сварочный аппарат мы выберем зависит от многих факторов, в основном для каких целей он нам нужен - будь то профессиональная работа или любительская работа для эпизодического использования и насколько толст наш кошелек 😉
Если нам не нужен профессиональный сварщик, который намного дороже и долговечнее - выберем сварщик любитель, который намного выгоднее по цене. На цену сварочного аппарата также влияет бренд – чем известнее фирма, тем дороже будет оборудование.
 Рис. Сварка
Рис. Сварка Если нам нужен сварочный аппарат для использования в уединении дома , независимо от типа сварочного аппарата, ищите устройство до 160А, потому что его достаточно для менее сложных процедур и элементов толщиной около 8 мм.
.