Для получения особо прочных и качественных соединений чугуна, рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается сварка, выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор наряду с трансформаторно-выпрямительным оборудованием. При выполнение сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1.Чугунные электроды, изготавливаемые из прутков литого чугуна с тонким покрытием, имеющие свою длину до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2.При использовании электродов с покрытием из ванадия или карбидных соединений, способствует получению сварного шва ферритного типа, при использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна. Не смотря на его относительно дешевую себестоимость, придется приложить значительные усилия для получения сварного шва. Так как сам шов получается неоднородным и имеет в своем составе достаточно высокое количество цементита, а это в свою очередь может привести образованию трещин при термическом воздействии. По этому этот способ применяют на практике крайне не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки чугуна, относятся электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые с легкостью можно обрабатывать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.

Как и чем варить чугун в домашних условиях
Содержание статьи:
Сварка чугуна в отличие от стали процесс трудоёмкий и узкоспециализированный. Варить чугун можно, но это сопряжено с рядом трудностей, а именно: перекалкой металла, появлением пор и высокой его текучестью.Поскольку температура плавления чугуна намного ниже, это приводит к образованию перекалки металла, изделие может запросто расколоться на части. Появление пор на поверхности чугуна связано с тем, что в нем очень много углерода, который начинает под давлением температуры выходит наружу.
Раскалённый чугун обладает высокой текучестью, что также вносит свои коррективы в сварочный процесс. О том, как варить чугун, и какие электроды для этих целей следует использовать, читайте ниже, в этой статье строительного журнала samastroyka.ru.
Существует несколько технологий сварки чугуна. В домашних условиях чугун варят при помощи ручной дуговой сварки, специально предназначенными для этого электродами. Это могут быть угольные электроды по чугуну или электроды с никелево-медной обмазкой.
Наиболее хорошо зарекомендовавшие себя марки электродов для сварки чугуна, это:
Для сварки чугуна лучше всего использовать инверторный аппарат постоянного тока. Результаты сварки чугуна переменным напряжением несколько хуже.

Как было сказано выше, электроды для сварки чугуна имеют медную или графитовую обмазку. Это в свою очередь позволяет разбавить и без того хрупкий металл, придав ему большей вязкости.
При сварке чугуна в домашних условиях придётся столкнуться с такими сложностями:
Важно составляющей для получения качественного сварочного шва, является подготовка чугуна перед сваркой. Во-первых, свариваемое изделие нужно тщательным образом очистить от пыли, грязи, после чего обезжирить растворителем.

Затем необходимо осуществить так называемую разделку кромок. Для этих целей используется болгарка с напильником. В процессе сварки чугуна нужно обязательно предусмотреть отведение лишнего тепла, используя для этого специальные теплоотводящие пластины.

При сварке чугуна электродом с медной обмазкой рекомендуется придерживаться следующих правил:
Сваривать изделия из чугуна можно двумя способами: с разделкой кромок и с использованием шпилек. Первый способ включает в себя многослойную сварку чугуна, перед осуществлением которой кромки заготовок специальным образом стачиваются.

В процессе сварки осуществляется наплавка шва электродами, с обязательной проковкой мест соединения, молотком. Таким образом, выполняется несколько слоев сварки, что позволяет избежать перегрева чугуна и порчу изделия.
Оценить статью и поделиться ссылкой:
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
Как и при обычной сварке, разделка кромки свариваемых деталей. Разделка может осуществляться как ручным, так и механизированным инструментом. Стружка, снимаемая за один проход, должна быть минимальной, так как чугун склонен к отколам. При этой процедуре соблюдайте следующие правила:
Если есть необходимость провести заварочный ремонт трещины, прошедшей насквозь, зачистите до блеска деталь вокруг трещины и изготовьте заплатку из низкоуглеродистой марки стали. Для уменьшения напряжений края у металла должны иметь фаску в 30-35 градусов. Приваривание происходит внахлест.
Специалисты выделяют 3 метода сварки чугуна:

[ads-pc-2][ads-mob-2]
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
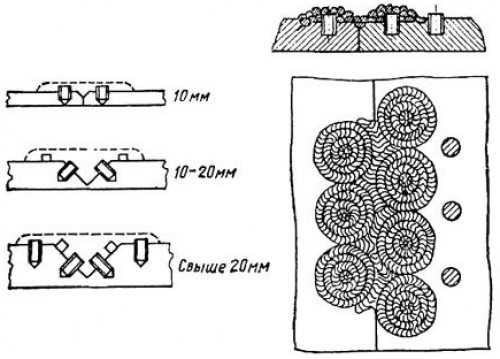
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.

2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня. [ads-pc-3][ads-mob-3]

Правильное соединение чугунных деталей с помощью инвертора требует обязательного соблюдения установленных правил выполнения работ:

Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
Сложность обработки чугуна заключается в следующем:
Для сварки используется серый чугун.

При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.

У каждого из нас есть та, старая, тяжелая сковорода из чугуна, которая при желании могла бы легко стать орудием убийства, к которой все прилипает на смерть и при этом она не выйдет из строя из-за материала и будет мучать вас ещё много лет.
Конечно в мире придумано множество соединений, которые не уступают металлу, но при этом чугун-это знак качества, поэтому своей популярности не потеряет.
Так что профессионал вы или просто мастер на все руки в своем доме, вам придётся столкнуться лицом к лицу с процессом сварки чугуна, это может быть крупная промышленно важная конструкция, или просто сковорода вашей жены.
Наша статья раскроет несколько самых главных вопросов, о том какие свойства имеет этот металл, как сварить такой металл и при этом все сделать профессионально.
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
 Как варить чугун электродами — сварка чугуна инвертором
Как варить чугун электродами — сварка чугуна инверторомЧугун — достаточно востребованный металл, из которого изготовлены многие приборы, начиная от сантехнических и заканчивая отопительными. Поэтому рано или поздно, но появляется острая необходимость заварить изделия из чугуна.
Сварка чугуна в домашних условиях достаточно сложное мероприятие, которое помимо специальных расходных материалов, также потребует наличие кое-каких знаний. Нужно знать, какими электродами варить чугун, как подобрать сварочный ток, и как правильно подготовить чугунные изделия к свариванию.
Главная трудность, с которой придётся столкнуться в процессе сварки чугуна, это появление трещин при резком нагревании и остывании заготовок. Чугун, достаточно хрупкий металл, поэтому он легко лопается.

Решить данную проблему можно, если чётко придерживаться определённой технологии сваривания чугуна.
Существует несколько основных способов сварки чугуна. Чугун варят посредством горячей и полугорячей сварки, а также, соединяют холодной сваркой.

Чтобы варить чугун в домашних условиях при помощи электродов, потребуются специальные стержни по чугуну.
Электрод ЭМЧС — изготавливаются из проволоки с небольшим содержанием углерода и имеют тройную обмазку. Благодаря этому улучшается качество сварного шва, предотвращается сильное окисление металла. Электроды ЭМЧС применяются для сварки небольших чугунных заготовок при низкой температуре плавления.
Электроды ЦЧ-4 — не менее популярная марка электродов по чугуну. Благодаря многокомпонентному стержню, сварной шов получается прочным и ровным. Сварку данными электродами по чугуну можно осуществлять при любой температуре.
Электроды МНЧ-1 — хоть и достаточно дорогие электроды для сварки чугуна, но зато позволяют укрепить сварной шов и добиться его максимально пластичности.
Поскольку чугун хрупкий металл, его нельзя сильно перегревать в процессе сваривания. Также важно не охлаждать слишком быстро сваренные заготовки, что может привести к появлению трещин и деформаций.

При сваривании чугуна электродами следует придерживаться вот таких правил:
Как видно, технология сварки чугуна достаточно сложная. Нужно знать, что и как делать, в какой именно последовательности. Обязательно первый и последний шов проковываются при помощи молотка, не применяя слишком большого усилия.
 Как варить чугун электросваркой или сварка чугуна
Как варить чугун электросваркой или сварка чугунаЧугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.

В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:

Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.

Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.

Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Поделиться в соцсетях
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
Блок: 1/4 | Кол-во символов: 160
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-chuguna.html
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Блок: 2/8 | Кол-во символов: 2511
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
Блок: 2/7 | Кол-во символов: 875
Источник: https://WeldElec.com/info/kak-pravilno-varit/chugun/v-domashnix-usloviyax/
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Блок: 3/4 | Кол-во символов: 1411
Источник: https://Stroy-Plys.ru/274-kak-varit-chugun-elektrosvarkoy.html
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Блок: 4/4 | Кол-во символов: 10073
Источник: https://Stroy-Plys.ru/274-kak-varit-chugun-elektrosvarkoy.html
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Блок: 3/4 | Кол-во символов: 2320
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-chuguna.html
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Блок: 4/5 | Кол-во символов: 3005
Источник: https://elsvarkin.ru/texnologiya/svarka-chuguna/
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Блок: 4/8 | Кол-во символов: 1464
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Блок: 5/5 | Кол-во символов: 2705
Источник: https://svarkagid.ru/tehnologii/kak-varit-chugun-elektrosvarkoj.html
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Блок: 5/7 | Кол-во символов: 1443
Источник: https://WeldElec.com/info/kak-pravilno-varit/chugun/v-domashnix-usloviyax/
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Блок: 6/7 | Кол-во символов: 2424
Источник: https://WeldElec.com/info/kak-pravilno-varit/chugun/v-domashnix-usloviyax/
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
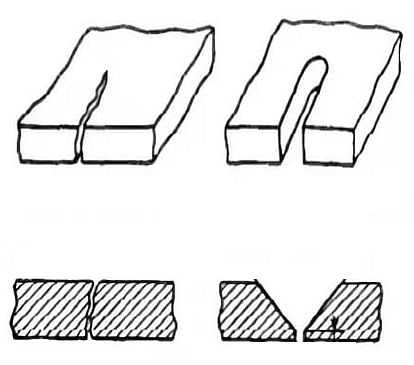
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Блок: 6/8 | Кол-во символов: 866
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.
Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.
Блок: 7/13 | Кол-во символов: 969
Источник: https://svarka.guru/tehnika/opredelennih-metallov/chugun.html
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Блок: 7/8 | Кол-во символов: 1026
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
Способ включает в себя три стадии:
Там, где горячая сварка является частью промышленной технологии (к примеру, изготовление сварных картеров двигателей), нагрев выполняют в специальных тоннельных печах.
Чтобы заготовки не остывали, их укрывают специальными асбестовыми полотнами.
Работу ведут на большом токе, не прерываясь. При работе с крупногабаритными изделиями сварщики сменяют друг друга.
Одним из вариантов является сварка угольным электродом, в том числе автоматическая. Присадка вводится порошковой проволокой, куда включены все необходимые легирующие добавки и флюсы.
Методом горячей сварки удается получить соединения по прочности равноценные цельному металлу.
Полугорячий вид соединения считают промежуточным между горячей и холодной. Детали нагревают, но до температуры всего 300÷350ºС. При этом, уменьшаются напряжения металла,
Блок: 8/13 | Кол-во символов: 1019
Источник: https://svarka.guru/tehnika/opredelennih-metallov/chugun.html
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Блок: 8/8 | Кол-во символов: 255
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Блок: 6/6 | Кол-во символов: 630
Источник: https://metalloy.ru/obrabotka/svarka/chuguna-elektrosvarkoj
Сварку чугуна можно вести электродами для обычных углеродистых сталей, укладывая металл в несколько слоев. Первый благодаря быстрому охлаждению окажется наиболее хрупким и твердым.
Во втором, количество основного металла еще более снизится. При этом закалка его будет по-прежнему давать высокий риск трещинообразования.
В третьем и последующих слоях содержание углерода будет снижаться, а пластичность возрастать.
При этом прочность шва невелика и рекомендовать подобный метод можно для соединений носящих скорее декоративных характер.
Блок: 9/13 | Кол-во символов: 549
Источник: https://svarka.guru/tehnika/opredelennih-metallov/chugun.html
Метало-порошковая проволока представляет собой слой флюса, «обернутого» в металл. Различные ее типы применяют как для горячего, так и для холодного процесса. Обозначается она аббревиатурой ППЧ-1 (проволока порошковая для чугуна), ППЧ-2 и т.д.
Для сваривания деталей с помощью полуавтоматов используют проволоку типа ESAB OK Nicore 55. Работать ей можно лишь в аргоновой среде. Применяется для ковких и высокопрочных чугунов, позволяя получить прочный, легкообрабатываемый шов.
Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Какими электродами варить чугун решают в каждом конкретном случае, в зависимости от условий, марки металла, необходимой прочности, и т.п.
Блок: 10/13 | Кол-во символов: 844
Источник: https://svarka.guru/tehnika/opredelennih-metallov/chugun.html
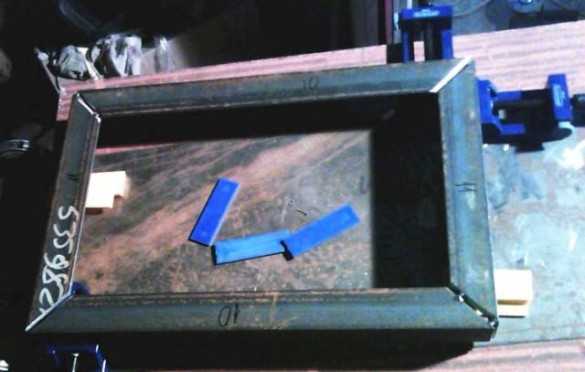
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Блок: 11/13 | Кол-во символов: 833
Источник: https://svarka.guru/tehnika/opredelennih-metallov/chugun.html
Если вы не знаете, как научиться готовить на сварочном инверторе, видео и подготовленная пошаговая инструкция помогут разобраться во всех нюансах процесса. Начинающие сварщики нередко подбирают оборудование для сварки кузовов автомобилей, заделки отверстий в металлических конструкциях и т. Д.
Начинающим сварщикам можно научиться готовить автомобильные кузова или другие детали с помощью инвертора. Правильно использовать сварочный инвертор не так сложно, как многие думают. Даже если вы никогда не брали в руки этот инструмент и плохо разбираетесь в типах электродов, это не будет препятствием на пути самостоятельного ремонта автомобиля или изготовления какой-то металлической конструкции.
Есть много причин научиться готовить с помощью инвертора.Имея в своем распоряжении Сварис 160, Сварис 200 или другой хороший аппарат, освоить сварку станет еще проще. Важную роль играет аппарат, используемый в процессе сварки.
Весь процесс разделен на три основных этапа:
Инвертор - это сварочный аппарат. В этом устройстве предусмотрено соединение металлических элементов путем их сварки.Таким способом можно правильно сварить кузов собственной машины, заделать дыры в металлическом ограждении, отремонтировать оконные решетки и заняться множеством других домашних дел.
Подготовка состоит из нескольких этапов.
Следующим шагом будет зажигание дуги инвертора. Вот несколько рекомендаций, чтобы устройство работало так, как вы от него ожидаете.
Помимо сварного шва, нужно понимать суть сварочной ванны. Только так можно добиться желаемого результата.
Многие новички, начинающие готовить впервые, ошибочно думают, что всю работу за них сделает Сварис 160 или 200. Мы не спорим, Сварис 160 и Сварис 200 действительно хорошие инверторы. Однако для правильного выполнения работы недостаточно иметь качественное оборудование.
Основной недостаток - прямолинейные движения при создании шва. Профессионалы так не готовят. Для того чтобы отремонтировать кузов автомобиля или выполнить ряд других операций, нужно научиться правильно пользоваться устройством и соблюдать шов.
Сварка по праву считается одной из самых популярных технологий соединения металлов.Без сварки не обходится ни одна конструкция, а сварочный аппарат - незаменимый элемент в арсенале любого домашнего мастера. Сварка ворот, заборов, арматурных каркасов, навесная сварка, установка цоколя под теплицу, собачий бег, установка калитки - сварку можно применять везде.
Сварка также является одним из основных технологических элементов. Но с чего начать сварку, а главное - на какие нюансы стоит обратить внимание? В этой статье мы ответим на следующие вопросы:
Сварочные работы - теоретический минимум
Вы должны научиться сваривать с использованием самой популярной технологии - ручной дуговой сварки (сокращенно MMA - от английского аббревиатуры «Manual Metal Arc»). Кроме того, необходимо готовить на инверторном сварочном аппарате. Почему инвертор? Инверторы обеспечивают строго регулируемый постоянный ток.Они легкие, портативные (их можно носить, перекинув ремешок через плечо). Они позволяют сделать все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают падения напряжения, а также не «растрачивают» слабые электрические сети при работе.

Есть и более современные сварочные технологии. Например, TIG (сокращение от Tungsten Insert Gas). Это ручная дуговая сварка неплавящимся электродом в инертном защитном газе (аргоне).

и MIG-MAG (металлический инертный / активный газ). Это ручная дуговая сварка с автоматической подачей плавящегося электрода (электродной проволоки) в защитной атмосфере инертного / активного газа.
90 133
Этот вид сварки из-за высокой стоимости используемого оборудования и принадлежностей, а также требований к квалификации сварщика больше подходит для профессиональной работы в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобилей, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.

Ручная дуговая сварка на инверторном сварочном аппарате оптимальна для большинства работ на даче.

Но, несмотря на кажущуюся простоту (купил инвертор и готовлю), есть много нюансов, которые необходимо учитывать, чтобы получить качественный и прочный шов. Начать стоит с выбора сварочного аппарата. Как это сделать?
В загородном доме вы обычно занимаетесь так называемой сваркой. "черные металлы. Следовательно: сначала мы определяем тип и толщину свариваемого металла.От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И только потом, в зависимости от этого значения, выбираем сварочный инвертор.
90 150
Зависимость диаметра электрода от толщины металла представлена в таблице ниже.
Чем толще металл, тем больше диаметр электрода и тем больше ток должен быть на сварочном аппарате. Каждый электрод (в зависимости от его диаметра) имеет нижний предел тока. Если снизить ток ниже этого предела, качественная сварка больше не будет получена.Для наглядности настройки сварочного тока приведены в таблице ниже.
В среднем, в зависимости от предлагаемой работы, на каждый 1 мм диаметра электрода требуется ток 25-30 ампер.
Перед началом сварки также оцените допустимую нагрузку на электрическую сеть.
При токе около 110А потребляемая мощность инвертора будет от 3 до 4 кВт. В обычной электросети есть выключатели безопасности на 16А, 3,5кВт.Следовательно, если эти значения превышены, автомат отключит ток. Вывод: либо не превышайте допустимую мощность, либо, если есть необходимость готовить на больших токах, например электродом 5 мм, т. Н. «Пятерка», поставьте машину посильнее и увеличьте сечение проводки.
Для большинства строительных работ подойдет сварочный аппарат с максимальным сварочным током 140 Ампер (лучше брать аппарат с небольшим запасом по току, на 160-165 А, а не сквозным).Мощности такого инвертора хватит на то, чтобы на глаз производить сварку одним из самых популярных электродов диаметром 3 мм - так называемым "Три".

Еще одним фактором, влияющим не только на выбор инвертора, но и на удобство работы с ним, является рабочий цикл (продолжительность включения). Почему так важно обращать внимание на этот показатель? PV определяется как отношение времени, в течение которого сварщик находится под нагрузкой (чистое время сварки), к общему времени цикла сварки (время сварки + время перерыва).
Общее время цикла сварки обычно устанавливается равным
.Оптимальный рабочий цикл 60%. Эти. работать 6 минут (в 10-минутном цикле) - отдыхать 4 минуты. Например, если PV меньше 60%, то только 15%, это означает, что после 1,5 минут работы вам нужно будет отдохнуть в течение 8-9 минут. Это приведет к простою. Попытка продлить время непрерывной работы приведет к срабатыванию тепловой защиты устройства.
Если сварочный аппарат имеет рабочий цикл 60% при максимальном токе, этого более чем достаточно для работы даже при повышенных температурах. На практике сварка эти 6 минут ведется не непрерывно (электрод горит не так сильно), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака и осмотра свариваемых деталей.

Сварочный цех
Качественная сварка начинается с подготовки рабочего места и необходимого оборудования.Лучше всего обзавестись сварочным столом. На нем размещаются металлические заготовки и крепеж: струбцины, уголки и т. Д., С помощью которых скрепляются свариваемые детали.

Ивен Пользователь FORUMHOUSE
По собственному опыту могу сказать, что при сварке иногда очень нужен рубанок, т.е. плоская поверхность, на которую можно что-то сварить. Вы должны привязать себя к этому самолету. Свой первый сварочный стол я сделал из листового металла 1250х2500х3 мм, высотой 75 см и использовал в качестве ножек профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любую металлическую деталь. Например, возьмем лист 1000х2000х4 - это будет столешница. Из другого листа меньшего размера - 1000х2000х2 мм - делаем среднюю полку.

Благодаря независимой конструкции и изготовлению сварочного стола, есть много места для творчества. От качества сварки во многом зависит удобство работы за столом. Соответственно, многие мастера делают себе сварочный стол.
Продолжай.Первым помощником каждого сварщика являются всевозможные зажимы, приспособления и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюдая необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают хомуты заводского изготовления для каждого конкретного сварочного применения. Это оправдано в случае большого объема работ.


Sergeyb3 Пользователь FORUMHOUSE
Сварочные работы заключаются в сварке швеллера, уголка, трубы и т. Д.Зажим в каждом случае уникален.

Продуманный и изготовленный зажим превращается в третью, поистине универсальную «руку» сварщика.

Одна из основных трудностей любого начинающего сварщика - выдерживать прямые углы к свариваемым деталям. Часто встречаются случаи, когда после сварки «проволоки» тщательно размеченные и вырезанные предметы (например, прямоугольные) превращаются в параллелограмм.Как этого избежать?
Металл сжимается, когда остывает. На какой стороне швов больше, а где толще, металл будет направлять туда. Поэтому сначала нужно временно захватить свариваемые детали, а не проварить каждую сторону до чистоты. Чтобы закрепить уголки в 90 градусов, можно вместо уголков использовать металлические «косынки» или штанги из профильной трубы. Причем стрелы не сварены встык, а внахлест.

Еще одно правило: если уголки и зажимы помогают сохранить прямой угол, ровность можно обеспечить только установкой на плоской поверхности.Перед началом сварки проверьте диагонали, если их нет, произведите соответствующую регулировку. Вы можете использовать квадраты для управления прямыми углами.

Также при сварке пространственных конструкций, не несущих повышенной нагрузки - собачьих упоров, каркаса теплицы и т. Д. - не увлекайтесь сваркой всех мест вместе, потому что 1 мм2 сварного шва выдерживает нагрузку около 40 кг. Чем меньше швов в таких конструкциях (в разумных пределах), тем меньше вероятность их прогона после остывания металла.
Nikola1 Пользователь FORUMHOUSE
Приваривал петли на воротах. Сначала схватил 2 половинки двери, проверил легкость открывания - открываются легко. Затем сварила петли сплошным швом, проверила легкость открывания - открываются плотно. Что я сделал не так?

Это может происходить из-за того, что оси верхнего и нижнего шлейфов не совпадали, металл был ведущим, шлейф при сварке перегревался, терялась его геометрия.
svar4ik Пользователь FORUMHOUSE
Если дверь открылась без проблем после приклеивания, но не была сварена, петли натягиваются из-за остаточных сварочных напряжений.
Боремся с этим так:
Сварка чугуна
Сварка чугуна считается сложной задачей. Чаще всего дуговая сварка чугуна проводится «горячим» методом. Для этого свариваемые элементы предварительно нагревают до 600-650 ° С. В загородных условиях для сварки не очень ответственных конструкций применяют т.н. Метод холодной сварки - без предварительного нагрева деталей и с использованием специальных электродов.
Klez Пользователь FORUMHOUSE
Чугун можно варить с помощью электродов из нержавеющей стали.Сколько готовила с ними, ничего не сломалось, ничего не улетело. Его тоже готовят «уловками» на «прямой» полярности, но если рутил, то сварка рвется по шву.
Подробнее о типах электродов рассказано в статье. .
Mictlayotl Пользователь FORUMHOUSE
Свариваю чугун так: зачищаю зону шва, подрезаю края и привариваю деталь либо к ЦЧ5, либо к УОНИИ. Разницы от смены полярности не увидел.Свариваю на минимальном токе, периодически охлаждая свариваемые детали на воздухе.
При сварке чугуна «в холодном состоянии» не допускать перегрева свариваемых деталей. Поэтому сварку проводят короткими отрезками длиной 30-40 мм, без одновременной варки всей детали, с осторожной забивкой полученных швов. Ковка металла снижает остаточные напряжения в металле, предотвращая образование трещин в сварном шве.

Также важно подготовить детали перед сваркой - вырезанием трещины.
makar4ic Пользователь FORUMHOUSE
Как-то уронил чугунный котел. Появилась трещина в 5 см, казан жалко выбрасывать, решила заварить.
Участник форума сделал это:
Основная проблема при сварке чугуна - это ковкий серый высокопрочный чугун. К тому же повышается хрупкость металла на шве. Поэтому к каждому случаю требуется индивидуальный подход.
При отсутствии специальных электродов можно изготовить самодельные, намотав медную проволоку диаметром 1,2-2 мм на электрод, предназначенный для сварки стали (УОНИ 13/45, АНО-4).
Сварка оцинкованных металлов
Тимаквал Пользователь FORUMHOUSE
Решил сварить трап из оцинкованных труб.Возникла проблема - детали нельзя с первого раза сварить. Перед сваркой цинк удалили шлифовальным кругом. Какие еще секреты?

Пашник: Пользователь FORUMHOUSE
Трубы оцинкованные из того же черного металла, только оцинкованные. Место сварки необходимо очистить до блеска, полностью удалив слой цинка. Место, где цепляется «крокодил», тоже нужно очистить и надежно закрепить на трубе.
Обратите внимание, что цинк интенсивно испаряется в процессе сварки.Пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо проводить в помещении с принудительной вентиляцией или на открытом воздухе.
Если цинк удалить невозможно, следует тщательно продумать выбор электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей - основной тип покрытыми электродами:
Повар с возвратно-поступательным движением с электродом.Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке больше 40 микрон, слой цинка необходимо полностью удалить для получения качественного шва.
Удлинитель для сварочного инвертора
Часто бывает необходимо провести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Требуется удлинитель на 30-50 метров и даже больше. Какой размер проволоки выбрать для нормальной работы сварочного инвертора? Исходя из практического опыта форумчан, можно сделать вывод: для удлинителя берем медный гибкий (многожильный) двухжильный шнур.Сечение жилы провода 2,5 мм2. Если предполагается заземление, берем трехжильный провод такого же сечения. Нагрузка подключается к отдельному выключателю на 16 или 20А.
А в конце статьи - примечание для начинающего сварщика от FORUMHOUSE:

Соединение под приварку. Если толщина металла соединяемых элементов больше 5 мм, перед сваркой с них необходимо снять фаску. В случае деталей, сваренных встык, соблюдайте зазор 1-2 мм. Сначала прихватываем заготовки прижимными приспособлениями, а уже потом готовим по всей длине.

Т-образное колено / сварное соединение. Сварной шов имеет треугольную форму. Для получения качественного шва его толщина должна быть равной толщине свариваемого металла. Если за один проход не получается проварить нужную толщину шва (металл толстый), то делаем несколько проходов.

Сварка вертикального шва. В этом типе подключения установленный ток ниже (выбирается индивидуально), чем, например, при горизонтальной сварке. В противном случае металл сильно нагреется и потечет, а качественный шов не получится. Электрод лучше вести снизу вверх, так как в этом случае расплавленный металл удерживается снизу уже затвердевшим металлом.

Сварка с прямой и обратной полярностью.90 118
Прямая полярность: до « +» Инвертор заземлен. Ручка подключается к «-».
Обратная полярность: земля подключена к «-». Держак - на «+».
 ... вы можете перейдя по этой ссылке.
... вы можете перейдя по этой ссылке.
Какие критерии выбора сварочного аппарата описаны в этом видео. Узнайте обо всех преимуществах работы со сварочным инвертором из этого видео.
Сварка - это наиболее распространенный сегодня способ соединения двух отдельных металлических деталей.Со стороны приготовление еды кажется простым и незамысловатым, но на самом деле профессия сварщика достаточно сложна и требует определенных навыков. Перед началом сварочного процесса необходимо многому научиться и о многом подумать.
Для начинающих сварщиков и профессионалов, работающих на высоте, мы предлагаем современные компактные аппараты для дуговой сварки - инверторы.
Сварщик работает с источником питания и электродами.
Есть два типа устройств:
Трансформаторные устройства просты в обращении, но они тяжелые и большие, прочные, прочные и очень надежные. Для работы требуется переменный ток. Для сварки используются плавкие электроды из фторида кальция или рутила. Блок имеет низкий КПД по сравнению с , а сварка трансформаторным устройством среднего качества. При работе с данным видом электросварки требуется высокая квалификация сварщика.
Инвертор - это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформатора.На входе схемы аппарата входное напряжение преобразуется из постоянного тока в переменный, который затем поступает в трансформатор. Основное отличие этого типа сварки заключается в следующем:
очень экономичны в использовании потери электроэнергии в десятки раз меньше, чем при эксплуатации трансформаторных моделей .Устройство имеет КПД от 85 до 90 процентов.
С инвертором можно комбинировать как мелкие, так и большие металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно выводятся из эксплуатации из-за их размеров и сложности в использовании. Инвертор доступен как по цене, так и по классификации каждому сварщику, нужно лишь знать основы и правила сварочного процесса, чтобы он заработал.
Электроэнергия, потребляемая этим маленьким сварочным аппаратом, идет исключительно на работу самой дуги, которая непосредственно выполняет процесс сварки.
 Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для новичков, не имеющих опыта работы со сварщиками. Для начала нужно понять, что инвертор - это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет приходиться на электрическую сеть.
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для новичков, не имеющих опыта работы со сварщиками. Для начала нужно понять, что инвертор - это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет приходиться на электрическую сеть.
Для сравнения: при включении старый сварочный аппарат трансформатора произвел максимальное и сильное поражение электрическим током, что привело к отключению электричества в сети вашего дома. С другой стороны, инвертор имеет накопительные конденсаторы, которые сначала накапливают электричество, а затем обеспечивают бесперебойную работу сети и мягко зажигают дугу.
С инвертором вы можете легко выучить и выучить уроки сварки самостоятельно. Со своей стороны, мы можем дать вам несколько полезных и необходимых предложений, если у вас возникнут какие-либо вопросы.Из этой статьи вы узнаете, на что нужно обратить внимание в первую очередь перед началом сварки.
Важно знать, что потребляемая мощность инвертора напрямую зависит от диаметра электрода. Чем больше диаметр используемого электрода, тем больше электроэнергии потребуется. Поэтому перед началом работы нужно рассчитать примерное максимальное значение электроэнергии, потребляемой вашим устройством , чтобы не сжечь провода или приборы в вашем доме.
Кроме того, для каждого диаметра используемого электрода требуется минимальная рекомендуемая сила тока, то есть, если вы хотите уменьшить показатель силы тока, вы не сможете шить.
Если вы хотите поэкспериментировать и увеличить силу тока, сам шов сработает, и электрод может очень быстро сгореть или прилипнуть. Как вы уже поняли, важным элементом сварочного процесса является правильный подбор электрода и тока устройства.
Конструктивно электрод представляет собой металлический стержень, на который нанесен специальный порошковый состав. Распыление порошка является важным препятствием для доступа окружающего воздуха к сварному шву. Окружающая среда отрицательно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва.Порошковое напыление также необходимо для поддержания нормального горения дуги.
Электроды УОНИ, МР, АНО, ОЗС применяются для инверторной сварки. Качество приобретаемых электродов во многом зависит от условий транспортировки и хранения. Диаметр необходимого электрода варьируется от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Это расстояние, которое образуется между металлом и электродом в процессе сварки.Во время сварки важно соблюдать правильное расстояние.
Наличие небольшого зазора приведет к тому, что металл не успеет полностью прогреться, а шов , а шов выйдет выпуклым и не прилипнет по бокам.
Наличие большого зазора приведет к пропаданию дуги, что будет препятствовать проплавлению, а это означает, что нагретый наплавленный металл будет лежать неравномерно.
Обеспечение достаточного постоянного расстояния обеспечит хорошее проплавление и идеальный шов.
Имея опыт работы с , вы сможете правильно контролировать длину дуги для достижения оптимальных результатов. Дуга, проходя через зазор, при плавлении основного металла образует сварочную ванну. Это также обеспечивает попадание расплавленного металла в ванну.
 В процессе сварки при быстром движении электрода образуется дефектный шов. Трубопровод находится ниже линии поверхности основного металла.Если зажженная дуга глубоко и интенсивно проникает в металл шва, она толкает ванну назад и формирует сварной шов. Поэтому в процессе необходимо следить за тем, чтобы шов находился на уровне свариваемого металла.
В процессе сварки при быстром движении электрода образуется дефектный шов. Трубопровод находится ниже линии поверхности основного металла.Если зажженная дуга глубоко и интенсивно проникает в металл шва, она толкает ванну назад и формирует сварной шов. Поэтому в процессе необходимо следить за тем, чтобы шов находился на уровне свариваемого металла.
Зигзагообразные и круговые движения помогут создать идеальный сварной шов. Делая круговые движения, необходимо следить за швом, равномерно распределяя ванну.
Когда электрод изгибается зигзагами в разных направлениях , создается хороший шов , при этом необходимо контролировать формирование шва.В этом процессе сначала сделайте шов с левого края, затем по центру ванны, затем слева и т. Д. Помните, что ванна теплая.
Поднутрение возникает, когда электродного металла недостаточно, когда ванна полностью заполнена и при движении поперек. Во избежание образования подрезов необходимо соблюдать внешние границы шва, внимательно следить за ванной и при необходимости уменьшать его толщину.
Напряжение дуги на конце стержня электрода применяется для управления ванной.При наклоне стержня бак не вытягивается, а толкается. Помните, что чем вертикальнее располагается электрод во время сварки, тем менее выпуклым будет сварной шов.
Когда вы держите электрод вертикально, ванна сдвигается вниз, потому что все тепло концентрируется над ней. При этом хорошо растекается и хорошо тает.
Когда электрод слегка наклонен, вся сила перемещается назад, и шов поднимается (поднимается). Когда электрод имеет большой угол, сила прилагается вдоль вектора шва, что делает невозможным управление горячей ванной.
Если необходимо убрать ванну или получить плоский шов, электрод наклоняют под разными углами. Работа электрода начинается от 45 градусов до 90 градусов, так как этот угол позволяет контролировать ванну и нормально сваривать.
Обратная полярность снижает подвод тепла к изделию. Зона плавления неглубокая, но довольно широкая. эффект катодной очистки можно наблюдать свариваемой поверхности.
При прямой полярности в металл передается меньше тепла. Зона плавления глубокая, но в то же время узкая.
Инвертор хорош для начинающих сварщиков, поскольку он имеет ряд функций, в том числе:
 Все Эти функции автоматически активируются во время непредвиденной аварии, что позволяет новичкам выполнять сварочные работы на хорошем уровне.
Все Эти функции автоматически активируются во время непредвиденной аварии, что позволяет новичкам выполнять сварочные работы на хорошем уровне.
Чтобы сварной шов на тонком листе был хорошего качества и чтобы избежать прожога на свариваемом листе, убедитесь, что шов виден во время процесса сварки.
Электрод следует выбирать меньшего диаметра и располагать как можно ближе к металлу. Затем ждем, пока не начнет образовываться красное пятно, под ним образуется капля металла, которая соединит между собой тонкие металлические элементы.
При медленном ведении электрода по поверхности тонких металлических деталей образуются капли металла, которые соединяют детали вместе, образуя сварной шов.
Прочитав нашу статью, вы узнаете, как правильно эксплуатировать электросварочный инвертор.Мы надеемся, что процесс сварки будет для вас легким и приятным. Перед началом процесса сварки прочтите инструкции и рекомендации для инвертора от завода-изготовителя, чтобы защитить не только сварочный аппарат, но и ваше имущество от повреждений.
Всегда нужен ремонт на даче, в гараже или в собственном доме. Наличие соответствующей технологии - важный фактор. Одна из таких машин - сварочный инвертор.С его помощью выполняются все работы, связанные со сваркой металлов, а также их резкой. Это позволяет обойтись без привлечения дорогостоящих специалистов, если вам нужно выполнить небольшие объемы работы, и мы рассмотрим, как правильно приготовить с помощью инверторной сварки.
Инверторная сварка для начинающих становится трудной, если вы не получите теоретической подготовки и начального опыта. Инверторное сварочное оборудование вполне доступно, имеет разные классы как для новичков, так и для любителей, и для выполнения трудоемких процессов профессиональными сварщиками.Сама процедура сварки инвертором немного сложнее, чем работа на обычном электросварочном аппарате, но вполне доступна даже для начинающих электросварщиков.
Инверторное устройство получило свое название от принципа действия. На корпусе устройства есть выключатель питания, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство для плавного или ступенчатого переключения тока.Все модели оснащены ручками для удобства переноски. Кроме того, некоторые агрегаты поставляются с дополнительными индикаторами сварочного тока. Чтобы познакомиться с устройством и выполнить работу, посмотрите соответствующие видео-уроки, как выполнять инверторную сварку для начинающих.
В инверторном аппарате переменное напряжение 220 В преобразуется в постоянный ток, после чего сглаживается специальным электрофильтром. Затем в блоке внутри устройства постоянный ток преобразуется в высокочастотный переменный ток.Снижается до необходимого значения напряжения для возможности получения электросварочного тока 120-200 А.
Это двойное преобразование требует небольших трансформаторов, которые могут значительно уменьшить вес камеры. Этот метод имеет высокий КПД (около 90%), а также значительно экономит электроэнергию. Для электроснабжения используется бытовая электросеть 220 В или промышленная сеть 380 В. промышленного назначения. Профессиональные копии работают в нескольких режимах и рассчитаны на длительную работу без перерывов.
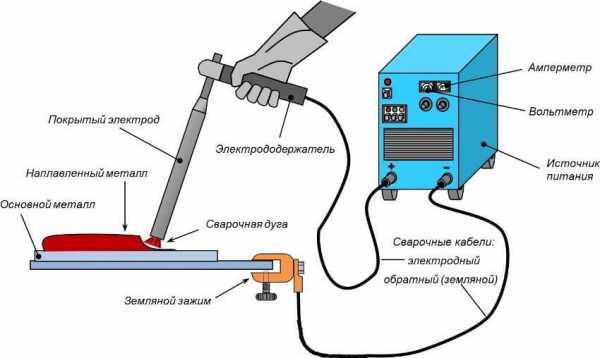
Работа на электросварочном аппарате этого типа проводится аналогично обычному аппарату. Перед приготовлением инвертором необходимо детально изучить технологию работы. Плавление металла происходит под действием горячей электрической дуги. Он образуется между свариваемым металлическим элементом и электродом. Для этого они подключаются проводами к клеммам «+» и «-» инвертора. Самостоятельно научиться пользоваться электросварочным оборудованием инверторного типа в домашних условиях совсем не сложно, хотя зачастую проблема заключается в том, как правильно сварить металл инвертором для новичков.
Специальный регулятор на корпусе аппарата устанавливает необходимый сварочный ток. Его величина зависит от толщины свариваемого изделия и его материала. Величина силы тока контролируется циферблатом или электронной индикацией на корпусе электросварочного аппарата. Дуга возникает, когда электрод прикладывают к заготовке под небольшим углом. Активация происходит при прикосновении к металлической поверхности.
После появления сварочной дуги пруток находится на небольшом расстоянии от детали, примерно равном ее диаметру, и происходит сварка металла.В конце процесса окалина и шлак удаляются с поверхности шва постукиванием молотком или другим металлическим предметом. Видео поможет лучше понять процесс, в котором подробно описана инверторная сварка.
Перед тем, как приступить к электросварке, необходимо как следует подготовить рабочее место и необходимое оборудование. Готовить можно на специальном металлическом сварочном столе или на небольшой свободной поверхности.Заранее подготовлены хомуты и приспособления для надежной фиксации соединяемых деталей.
Рабочее место хорошо освещено и вентилируется. В нем нет посторонних предметов, а также жидкостей, которые могут загореться от случайных искр. Сварщик должен работать на специальной деревянной платформе, защищающей от возможного поражения электрическим током.
Электрод следует выбирать в зависимости от типа свариваемого металла и его толщины. Качество электросварки зависит от правильного выбора и настройки аппарата.Профессиональные сварщики также учитывают расположение самого шва (по горизонтали или вертикали), его глубину и другие параметры. Для каждой марки металла выпускается свой тип электрода. Они различаются по составу и назначению. При сварке нержавеющей стали, чугуна или обычного стального изделия необходимо выбрать правильный тип электродов. Возможны существующие типы и типы.
Для инверторной электросварки применяют УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм.На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для новичков показан на видео с инвертором в качестве электросварочного оборудования.

Для более четкого понимания основ использования инверторной электросварки необходимо понимать физическую природу создания стыкового шва. Металлические изделия сваривают электродами.Они состоят из металлической сердцевины и специального покрытия - гипса. Этот состав служит для закрытия зоны сварки от попадания кислорода.
Электрическая дуга возникает при контакте сердечника электрода с металлической поверхностью. Под воздействием тепла покрытие начинает плавиться и закрывать свариваемый участок. При этом часть его испаряется, превращаясь в газы. Расплавленное покрытие сверху покрывается жидким металлом, который создает еще один защитный слой от действия кислорода.По окончании охлаждения необходимо удалить шлак, образовавшийся в месте сварки.

Дуга зажигается только при надевании специальной защитной маски. Это требуется для защиты сетчатки от возможных ожогов. Болевые симптомы появляются через некоторое время и сопровождаются чувством жжения, а также другими неприятными ощущениями. Если вы планируете работать со сварочным аппаратом, вам необходимо знать.
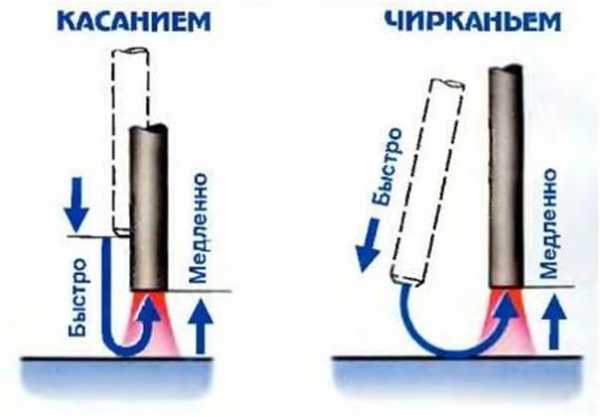
Розжиг осуществляется одним из двух способов: ударным и касанием.Совершая поразительные движения по поверхности, зажигается дуга.
Удар происходит непосредственно на поверхности раздела металла или рядом с ним. После этого движения стержень электрода поднимается над поверхностью на необходимое расстояние для поддержания дуги. При прикосновении к металлическому участку в начале будущего шва простукивают до появления электрической дуги.
После зажигания дуги движения запоминаются. На металлической пластине нарисована линия мелом, чтобы имитировать соединение.После зажигания дуги металл начинает плавиться и появляется слой расплавленного шлака. Эта зона называется сварочной ванной. Именно она начинает учиться двигаться начинающему сварщику. Для движения стержень электрода наклоняют под углом 45-50 °. Это значение условно и влияет на ширину сварочной ванны.
Электросварка осуществляется тремя способами:
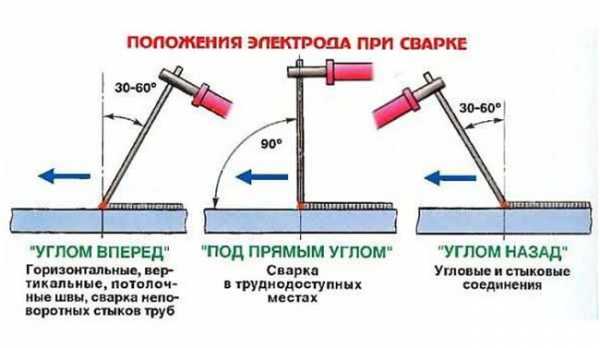
Прямоугольный механизм применяется для электросварки в труднодоступных местах.В результате получается симметричная ванна, которая не очень удобна. Пивоварение под углом назад дает возможность лучше контролировать процесс и контролировать качество. Этот метод используется для нижних швов, а также для прихватки. Использование сварки под прямым углом позволяет получить хорошую глубину сварочной ванны в самом начале сварки. В этом случае вы можете увидеть, как дуга сдавливает металл и не дает ему покинуть ванну.
Широкое применение швов требует циклических движений. Перемещение стержня электрода осуществляется одним из нескольких способов, показанных на рисунке.
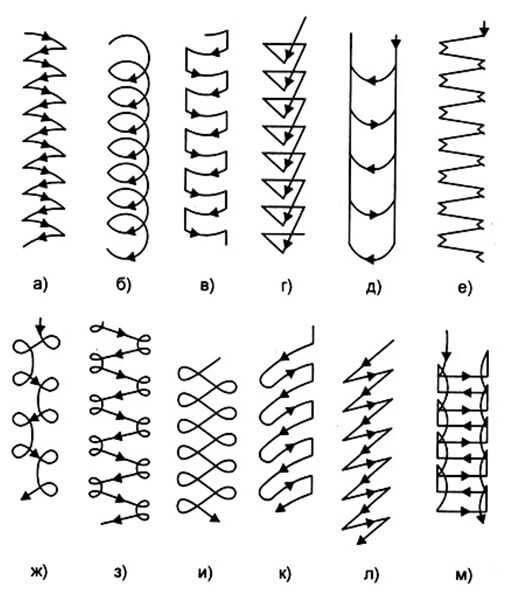
Учтите, что широкие швы следует сваривать с постоянным уклоном. В этом случае вместе с ручкой электрододержателя движется не сам кончик стержня, а весь электрод.
Одним из важнейших факторов, влияющих на качество электросварки, является дуговой разрядник. За счет небольших габаритов (до 2 мм) получается укороченная дуга. Он не нагревает соединение, что приводит к неглубокому проникновению.На расстоянии более 3 мм длина электрической дуги увеличивается. Он становится неустойчивым и не выдерживает требуемого направления плавления. Кроме того, защитный слой не полностью покрывает ванну расплава, и разбрызгивание расплавленного металла увеличивается.
У начинающего электросварщика такое же правило - расстояние дуги 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения процесса электросварки отпадает необходимость выдерживать такое расстояние.В этом случае достаточно провести электрод по поверхности металла.
На качество сварного шва влияет правильное расположение шва. Это зависит от правильности выбранного электрода, угла его наклона, а также длины дуги. Оптимальное расстояние от поверхности металла до кончика стержня - 2-3 мм. При меньшей длине шов получается слишком выпуклым из-за небольшой поверхности нагрева. Это значительно снижает прочность сварного шва.Большой дуговой промежуток заставляет его прыгать и недостаточно нагревает стык. Полученное соединение будет ненадежным, и сварной шов будет размытым.

Подключение электрода к положительной клемме называется прямым, а к отрицательной - обратным. Оба метода сварки используются для соединения металлических изделий, но разной толщины. Металлы до 3 мм лучше сваривать обратным способом, а толстые - прямым.Однако такой подход не является постоянным правилом, поэтому сварочный аппарат можно использовать с любым соединением. В целом, ознакомившись с основными принципами и сутью процедуры сварки, несложно понять, как именно управлять инвертором.
Физика - это перевод электродов с отрицательного на положительный. Таким образом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительной клемме электромуфты, нагревается.Этот процесс важен при сварке изделий значительной толщины. Это позволяет им хорошо прогреться и получить качественный шов. При работе с тонким металлом не требуется сильного нагрева металлических изделий, поэтому они подключаются к отрицательной клемме инвертора, а электрод - к положительной.
Величина сварочного тока выбирается исходя из толщины и типа свариваемых изделий. В случае получения несовместимых полос швов при изначально заданном значении, следует увеличить электрический ток.Если ванну с расплавленным металлом сложно перемещать, следует уменьшить значение тока на аппарате. Настройки процесса электросварки напрямую зависят от выбранного электрода для электросварки, а также от типа инверторного устройства. Используйте таблицу, чтобы выбрать текущее значение.
Перед началом процесса электросварки позаботьтесь о безопасности. Для этого подбирается защитное снаряжение, состоящее из перчаток на толстой негорючей поверхности, сварочной маски, защитной одежды от искр и соответствующей обуви.Специальные очки на маске должны защищать глаза от электрических дуг разной величины. Удобный вариант - использовать Хамелеоны, которые автоматически подстраиваются под силу лука.
Не забывайте об опасности поражения электрическим током и о средствах пожаротушения. Знакомство с процессом работы при инверторной сварке следует начинать с изучения правил техники безопасности при выполнении сварочных работ. Кабели должны быть полностью изолированы, все электрические соединения и соединения должны быть закрыты.Поставьте на пол сухую деревянную стойку и используйте электрическую розетку с защитными устройствами. Огнетушитель, песок и вода всегда помогут потушить случайное возникшее пламя. Всегда помните, что от соблюдения техники безопасности зависит не только целостность оборудования, но и здоровье и жизнь электросварщика.
В домашнем хозяйстве часто возникает необходимость в надежном соединении любых металлических деталей. В таких случаях лучшим решением является сварка, позволяющая выполнять работу быстро и эффективно.Сварочные аппараты инверторного типа примерно в два раза эффективнее своих классических предшественников. Вы можете научиться работать с ними самостоятельно, ознакомившись с предложенными инструкциями.
Что подготовить: 


В сварке, как и в любой другой ценной компании, все зависит от опыта. При постоянной практике каждая последующая сварка будет лучше. Освоение тонкостей сварки облегчит решение многих проблем, которые всегда возникают дома или за городом.
.Современные сварочные инверторы представляют собой небольшое устройство, предназначенное для транспортировки и облегчения сварки (по сравнению с предыдущими трансформаторами). Научиться варить инвертор намного проще, чем трансформаторный прибор. Таким образом, сварка больше не является прерогативой профессионалов, она стала популярной профессией, которую можно освоить и использовать в своей области.Давайте рассмотрим, как узнать, как сварить металл инвертором.
Устройство и принцип работы инверторного сварочного аппарата.
Инвертор представляет собой небольшой металлический ящик (до 0,5 метра) весом до 10 кг. Основная задача сварочного аппарата - выработка электроэнергии по определенным параметрам. Для этого инвертор преобразует ток из сети (переменный 220 вольт) в сварочный. Сварочный ток большинства бытовых приборов постоянный.
Подключение постоянного и обратного тока.
Каждый инвертор имеет две клеммы: катод (означает «-») и анод (означает «+»). Электрод вставляется в один зажим, а другой соединяется с свариваемым металлом. При подаче электрического тока образуется полная электрическая цепь. При небольшом обрыве цепи (с расстоянием в несколько миллиметров) происходит немедленная ионизация воздуха в месте обрыва, и дуговая сварка.
Основное тепловыделение приходится на дугу.Температура его горения составляет 5000-7000 ° С. Это выше точки плавления всех используемых металлов. При прожигании краев металлической дуги электрод плавится и перемешивается. Солеварня - более легкий материал, всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После замораживания образовался сварной шов.
Сварочный ток может переходить от катода к аноду и, наоборот, от анода к катоду.Это создает другую полярность тока. При движении тока от катода - прямая поляризация. На реверсе хода (от анода) - Реверс. Какая нужна прямая и обратная полярность?
Использование другой полярности связано с тем, что более высокая температура будет на выводе, на который подается электрический ток. Если ток прямой полярности, на аноде (то есть на наматываемой поверхности) создается более высокая температура. Это наиболее распространенный вид сварки, с ним работает большинство начинающих сварщиков.Если ток обратной полярности, на катоде образуется более высокая температура (к нему подключается электрод). Это требуется при работе с тонким металлом и теми стальными ступенями, которые нельзя перегреть (например, высокосортные).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и мощность электрического тока пропорциональны друг другу: чем больше толщина электрода, тем сильнее ток. Для примерного расчета сила тока равна диаметру, умноженному на 3,5.То есть для электрода 3 мм сила тока будет: 3 * 3,5 = 105 А.
Поскольку на ток также влияет рисунок шва (горизонтальный, вертикальный или потолочный), материал электрода, начинающему сварщику легче использовать ток, чтобы выдерживать ток до диаметра электрода и выбирать диаметр толщины электрода. вращающиеся элементы (рис. 1 и 2 соответственно). Тогда можно будет приготовить металлический инвертор.
Рисунок 1. Таблица соответствия толщины металла и диаметра электродов.
Во время обучения легче научиться сварке с инвертором. Сварка Металла с инвертором проще, потому что аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит постоянно, металл слегка присыпается. Величина сварочного тока плавно регулируется.
Сварочный инверторCook удобен новичкам за счет наличия дополнительных функций. Например, в инверторе можно спроектировать Горячий старт (Hot-Start), он увеличивает сварочный ток в начале работы (облегчает зажигание дуги).Еще одна функция «сильной дуги» (ARC-Force) включается в работу, когда сварщик находится слишком близко, чтобы повернуть электрод к металлу. В этом случае инвертор автоматически увеличивает ток, ускоряет плавление и не дает ему прилипнуть.
При наклеивании Anti-Zalipa (Anti-Sticking) входит в стоимость. Это снижает ток и позволяет электроду оторваться от металла и продолжить сварку. При работе инвертора потребляется относительно небольшое количество электроэнергии. Например, для сварки электродом диаметром 3 мм требуется ток напряжением 4 кВт (что соответствует работе двух электрочайников).Экономия электроэнергии оплачивается относительно дорогой ценой инвертора.
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в пределах нескольких метров освобождается от деревянных и других легковоспламеняющихся элементов. Это важно для начинающего сварочного аппарата. Сварочный электрод или его примеси имеют большую температуру, они способны поджечь доску, ящик, корзину для бумаг.Необходимо надевать одежду, закрывающую все тело (длинные брюки, куртку с длинными рукавами). Это важно и для новичка, ведь в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Необходимо надеть защитную маску с темным стеклом (светофильтр). Стекло непроницаемо для солнечных лучей. Будет видна дуга, прожигающая светофильтр.
Просмотр дуги без защитного стекла опасен, можно получить ожог глаза.Плохая степень ожога (один раз посмотрел на дугу один раз, два раза) приводит к образованию светлых пятен перед глазами («заедание перелома»). При ожоге средней степени болят и чешутся глаза (в глазах появляется ощущение песка). Ожоги тяжелой степени приводят к частичной или полной потере зрения.
Правила техники безопасности при сварке.
Чтобы сваривать металлические поверхности, вы должны научиться зажигать дугу и поддерживать ее.Сначала необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в катодную («-») клемму вставляем электрод. Удобство использования, возьмите электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует более крупного профессионала. Испытательный ток 100 А (на электрод 3 мм и горизонтальное расположение свариваемых поверхностей). Возьмите клеммник с электродом, включите инвертор (питание) и протрите защитный экран.
Сварка без экрана запрещается во избежание слепоты.
Чувство каких-то неудобств не стоит здоровья глазного аппарата. Перед зажиганием дуги кончик электрода обрезается по металлу, чтобы удалить покрытие с его края. Делает экономию проще. Есть два типа зажигания:
Важно соблюдать небольшое расстояние (3-5 мм) между металлом и электродом. Это расстояние называется длиной дуги.По мере роста лук перестает гореть.
Длина дуги примерно равна диаметру электрода. То есть для сбалансированного горения и гладкого шва электродом 3 мм необходимо выдерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод находится слишком близко к металлической поверхности, произойдет короткое замыкание: металл электрода заедает. Оторвать электрод от свариваемой поверхности, придется его наклонить в другую сторону или выключить инвертор. Когда подача электроэнергии прекращается, электрод замедляется.
Угол наклона электрода может отличаться. Начинающему сварщику лучше держать около 70 ° от металлической поверхности (то есть немного отклоняться от вертикали).
Рисунок 3. Движение траектории электрода при дуговой сварке.
Для качественного вскипания необходимо визуально (через крышку светофильтра) изучить размер свариваемой ванны. Ширина красноватой лужи в светофильтре должна в 2 раза превышать толщину (диаметр) электрода.
На размер ванны влияет скорость электрода. Если он движется слишком медленно, образуется слишком много расплавленного металла и широкая сварочная ванна, которая не позволяет дуге взаимодействовать с свариваемым основанием, создавая неразглашение. Если дуга движется слишком быстро, не будет достаточного оплавления кромок и, как следствие, возникнет помеха.
Первые сварочные операции стоит примерить на любой ненужной металлической поверхности.После того, как дуга загорелась, необходимо держать электрод над металлом, стараясь получить ровный след сварки. Когда дуга станет однородной, можно приступать к сварке поверхности. Их кладут друг на друга, получают дугу и проводят электрод по линии соединения. При этом движения должны быть не прямыми (по шву), а колебательными (то вправо, то влево). Типичная картина движения электрода во время сварки показана на фиг. 3,
После охлаждения слой шлака сбивают молотком и визуально оценивают качество стыка.Хорошие швы должны быть одинаковой толщины, без видимых пустот и трещин.
После одного или двух часов практики большинство начинающих сварщиков находят стабильным сушить дугу и поддерживать ее горение. Из металлических поверхностей можно делать простые соединения. Когда вы научитесь работать со сварочным инвертором, вы сможете проделать самые разные работы на земельном участке.
В частном доме, на даче, в гараже и даже в квартире - везде много работы, требующей сварки металла.Эта необходимость особенно остро стоит в процессе строительства. Особенно часто требуется схитрить или что-то вырезать. А если еще можно отрезать болгаркой, то она надежно соединяет металлические детали, кроме сварки. А если строительство ведется своими руками, то сварочные работы можно провести самостоятельно. Особенно в местах, где не требуется красота шва. Как правильно сварить, мы расскажем в этой статье.
Металлические составы сварные на сегодняшний день - самые надежные: детали или детали сплавлены в одно целое.Это происходит в результате воздействия высоких температур. Самые современные сварочные аппараты для плавки металлов используют электрическую дугу. Нагревает металл в зоне воздействия до температуры плавления и происходит это на небольшой площади. Поскольку используется электрическая дуга, сварка называется электрической дугой.
Это не совсем правильный способ сварить)) хоть
надоЭлектрическая дуга может создаваться как постоянным, так и переменным током.Ток переменный - сварочные трансформаторы, инверторы постоянного тока.
Работа с трансформатором более сложная: переменный ток, т.к. сварные дуги «прыгают», само устройство тяжелое и громоздкое. Шумов все равно много, что дает возможность во время работы и дуга, и сам трансформатор. Есть и другие проблемы: Трансформатор - это сильно «сидящая» сеть. Кроме того, наблюдались значительные скачки напряжения. Это обстоятельство не очень радует соседей, и бытовая техника может пострадать.
Инверторы работают в основном от сети 220 В. При этом они небольшие по размеру и весу (диапазоны 3-8 килограмм), работают тихо, практически не влияя на напряжение. Соседи, и вы не узнаете, что начали пользоваться сварочным аппаратом, если только видите это. Кроме того, поскольку дуга возникает из-за постоянного тока, она не прыгает, она легче перемещается, и они ее контролируют. Итак, если вы решили научиться сваривать металл, прочтите это со сварочного инвертора.
В случае возникновения электрической дуги требуются два токопроводящих элемента с противоположными зарядами.Одна - металлическая деталь, другая - электрод.
Электроды для ручной дуговой сварки представляют собой металлический сердечник, покрытый специальным защитным составом. По-прежнему существуют графитовые и углеродные неметаллические электроды, но они используются для специальных работ, и новичок вряд ли сделает это. 90 107
Электрическая дуга возникает при приеме электрода и металла разной полярности. По его внешнему виду, в том месте, куда он направлен, металлические детали начинают плавиться.При этом стригут металлический металл, переносимый электрической дугой, в зону плавления: сварную ванну.
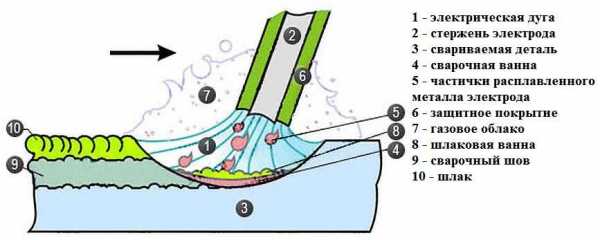
Как образуется сварная ванна. Не разбираясь в этом процессе, вы не поймете, как правильно варить металл (для увеличения размера изображения щелкните правой кнопкой мыши)
Процесс также сжигает защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторые горячие газы. Сваренную ванну окружают маленькие трубочки, предотвращающие взаимодействие металла с кислородом.Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, помогая поддерживать его температуру. Чтобы правильно приготовить сварку, нужно следить за тем, чтобы на сварной ванне виднелся шлак.
Сварные швы получаются при перемещении ванны. И он движется вместе с электродом. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью. Также важно, в зависимости от требуемого типа подключения, правильно подобрать его угол крена и текущие параметры.
По мере остывания металла на нем образуется шлаковая корка - результат горения защитных газов. Он также защищает металл от контакта с кислородом воздуха. После остывания его сморщивают молотком. При этом разлетаются горячие осколки, потому что необходима защита глаз (носить специальные очки).
Как сваривать металл
Он научится правильно держать электрод и перемещать ванну, для хорошего результата мало. Необходимо знать некоторые тонкости поведения комбинированных металлов.А особенность в том, что шов «натягивает» детали, из-за которых их можно перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: Перед началом заглушки швов детали стыкуются штукатуркой - короткие швы на расстоянии 80-250 мм друг от друга
Поэтому перед работой детали закрепляют хомутами, стяжкой и другими приспособлениями. Кроме того, делаются ленты - укладываются короткие поперечные швы в несколько десятков сантиметров.Они прикрепят детали, предоставив форму продукта. При сварке стыки используются с обеих сторон: так компенсируются возникающие напряжения. Только после тихих подготовительных действий идет сварка.
Как выбрать сварочный ток
Научиться готовить электросваркой невозможно, если не знать, какой ток выставить. Это зависит от толщины свариваемых деталей и используемых электродов. Их отношения представлены в таблице.
А вот с ручной электросваркой все связано.Например, упало сетевое напряжение. Вы можете просто не отдать требуемый инвертор тока. Но даже в этих условиях работать можно: можно медленно двигать электрод, добиваясь хорошего разогрева. Если не помогает, поменяйте вид движения электрода - несколько раз хождение на одном месте. Другой способ - поставить более тонкий электрод. Комбинация всех этих методов может быть достигнута за счет хорошего соединения даже в этих условиях.
Как приготовить сварку, теперь вы знаете. Осталось отработать навыки.Выберите сварщика, купите электроды и сварочную маску и приступайте к практике.
Чтобы сохранить вашу информацию в безопасности, посмотрите видеоурок по сварке.
Профессиональным новичкам стоит посмотреть видео-уроки сварочных работ, чтобы избежать типичных ошибок и сделать работу качественной и безопасной. Всегда помните, что перед началом работы необходимо надеть спецодежду, а именно:
перчатки замшевые и / или брезентовые; фартук или халат; ; Киззи туфли.
Маска светофильтра подбирается индивидуально для каждого человека в зависимости от чувствительности глаз к свету, толщины электрода и силы тока. Чем выше эти показатели, тем большее количество фильтров защиты следует использовать. После настройки фильтрующей маски необходимо обязательно проверить наличие возможных зазоров, глядя на свет. Замену стекол следует производить по мере появления на них царапин или мусора, не позволяющих хорошо видеть сварочную ванну и шов.
Перед началом работы необходимо тщательно очистить обработанную поверхность от загрязнений, ржавчины или масляных пятен.Так что только вы можете рассчитывать на качественное выполнение сварочных работ, видеоуроки, о которых они размещены на нашем сайте.

(Видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине деталей. Выбор также зависит от используемого материала.
Для стали лучше всего использовать форматы ano и Uony и категории 1, 2 и 3.
Типы легированной сталитребуют электродов 1Y, 2Y и 3Y.Цифры при этом прямо пропорциональны прочности сварного шва.
Подобраны электроды для цветных металлов. А вот и прочная не поддается обычной сварке. К тому же не стоит браться за чугун новичков, так как этот процесс требует высокой квалификации и наличия большого опыта.
После подключения электрода к инвертору необходимо установить рабочую силу, которая указана на корпусе устройства для разных материалов.
На уроке сварки для начинающих (видео) видно, что слишком быстро приносить электрод для обработки поверхности нельзя, так как это ведет к оговорке.
Перед началом сварки подключите клемму массы к изделию, и процесс сварки можно будет начать.

Видеоуроки сварочных экскурсий о том, что необходимо поднести электрод к обрабатываемым деталям под углом к поверхности, который составляет 700.На первый взгляд, это того стоит. Затем необходимо снять электрод с поверхности металла на расстояние, равное диаметру электрода, и приступить к формированию ванны. Для прогрева закаленного металла потребуется 2-3 небольших круговых движения электрода по периметру сварочной ванны. Необходимо следить за тем, чтобы его диаметр был постоянно одинаковым.
Просматривая сварочные работы (видеоуроки), стоит обратить особое внимание на то, что дуговой разрядник не должен изменяться.Это самое важное и сложное, что нужно усвоить начинающим сварщикам. Дело в том, что при сварке электрод постепенно уменьшается, и его необходимо постоянно опускать.
При зазоре меньше нормы основной металл не успевает нагреться, и поверхность колец будет некачественной. При большом зазоре лук трудно удерживать на месте и он контролирует металлическую траву. При постоянном зазоре создается качественный и чистый шов, обеспечивающий надежное соединение деталей.

Сварка Видео-уроки показывают, как правильно выполнять круговые или зигзагообразные движения через электрод для создания правильного шва. Если сдвинуть ванну боком, то в дефекте металла могут остаться ножи, которые представляют собой небольшие бороздки по краю шва ниже уровня поверхности. Инвертор уроков по сварке (видео) поможет избежать подобных ошибок и научит применять силу управляющей дуги в ванной. Основная идея заключается в том, что чем больше наклон электрод, тем более выпуклым будет шов, и наоборот.
После остывания сварного шва его осторожно снимают с молотка, как на нашем сайте.

После завершения сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля герметичности и выявления скрытых дефектов. К ним относятся наплывы, порезы, трещины, коррозионность, доходность, наличие шлаковых включений в швах и другие.
Видеоуроки по сварке помогут разобраться в причинах брака. Это могут быть скачки напряжения в сети, неправильно подобранный угол наклона электрода, проскальзывание подающих роликов свариваемой проволоки, изменение скорости сварки при формировании шва и другие.
Сварочные инверторы (низкая цена 7-10 тыс.) Создает качественные швы, даже если они находятся в руках новичков. Конечно, работать хорошо, если соблюдать неприемлемые правила. Все они описаны в статье. Однако перед тем, как работать с новичками, необходимо ознакомиться с инструкцией к устройству. Обычно есть несколько полезных советов, а также средства защиты.Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов. Свое название он получил благодаря тому, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вы можете не беспокоиться о больших счетах за электроэнергию.
Чаша всего, инвертор сварочный работает от сети 220 В, некоторые виды - от 380.Возможна работа при низком напряжении: например, электрод 3 мм можно использовать при напряжении 170 В.
Сварочный инвертор изготовить намного проще, чем трансформатор или выпрямитель. Кроме того, держать лук сможет даже новичок. Поэтому в нем большинство людей обучаются искусству сварки.
Электрод представляет собой металлическую деформацию, покрытую специальной шлаковой смесью.Иногда добавлялись газообразные вещества. Покрытие защищено расплавленным металлом от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионно-стойкой сталью потребуется марка электрода УИОН. Также существуют универсальные электроды. Это касается МАРКА АНО. Они используются в обратном токе и направляют любую полярность.
Электроды разделены диаметром от 1,6 мм до 5 мм.Размер подбирается в зависимости от толщины свариваемого металла: чем он больше, тем он больше в диаметре. Стол может пригодиться при работе со сваркой.
Чем больше толщина стержня, тем больше должна быть мощность инверторной сварки. Поэтому для новичков диаметр не более 4 мм; Тонкий металл можно сваривать электродом до 2 мм.
Толщина расплава металла зависит от фактической прочности. По этому показателю также определяется сила дуги.Размер электрода определяет требуемую прочность при движении.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях он максимальный, на вертикальных - менее примерно 15%, на подвесных - на 20%.
Бытовой сварщик может производить до 200 ампер. На профессиональном инструменте значения 250 и выше. То, в каком направлении будет появляться ток, будет определять полярность. Инвертор, есть возможность менять полярность.
Как известно, ток идет от минуса к плюсу.Следовательно, клемма «+» сильнее. Эта особенность и позволяет качественно сваривать металл. В том случае, если свариваемые детали имеют большую толщину, то к одной из деталей подключается положительный вывод. Этот метод называется прямой поляризацией.
Отрицательный вывод для тонких продуктов. Такой способ подключения называется обратной полярностью.
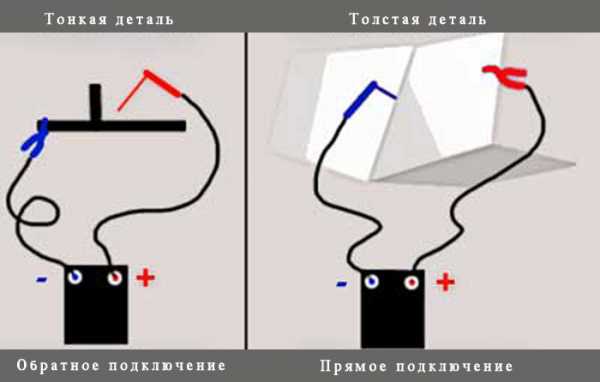
Прежде чем приступить непосредственно к сварке металлических изделий, следует изучить основные конструктивные особенности инверторного сварочного аппарата.Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент сбоку на металлическом корпусе имеет вентиляционную решетку, не допускающую перегрева трансформатора.
На задней панели есть кнопка включения / выключения. На передней панели есть два разъема: «+» и «-». К ним подключается кабель, на одном конце которого подключается электрод, а на другом - зажим. Сами кабели должны быть достаточной длины и гибкими.
Пошаговая инструкция подскажет, как правильно приготовить инвертор.
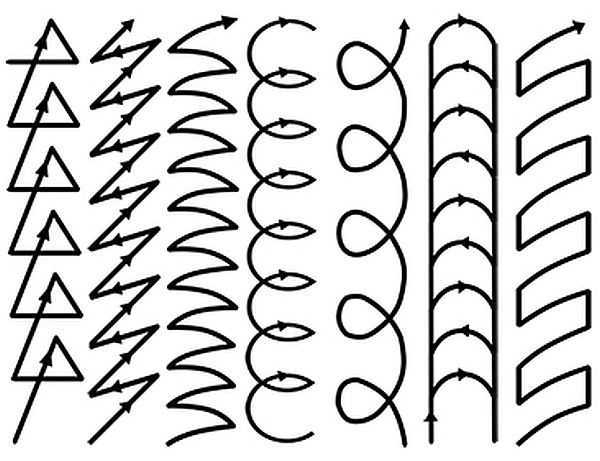
- это первый этап, и новички с ним борются. Сначала шток слегка прижимается к металлу, чтобы с него удалилась смазка.Затем он использует метод, похожий на спичку. Электрод протравливают на поверхности изделия и слегка его скрывают. Если вдруг укрылись металлические палки, либо резко снимите сбоку, либо полностью отключите инвертор.
Чирктоп должен казаться яркой дугой. Чтобы дуга не уходила, держите электрод на расстоянии 4 мм от металла.
Электрод может следовать только по заданным траекториям. Их уже показали.Если переместить электрод прямо, шов станет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно - широким и выпуклым. В том месте, где заканчивается шов, электрод задерживают на 3-4 секунды.
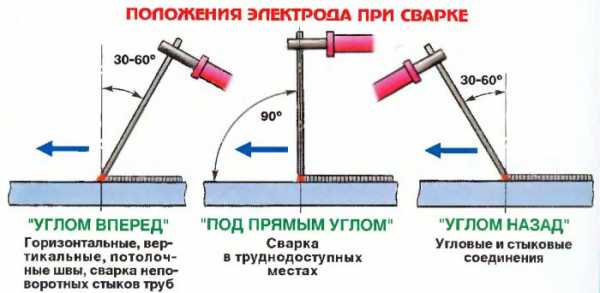
Чаще всего неровный шов образуется при слишком быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны.Сварочная ванна - это часть металла, находящаяся в жидком состоянии во время сварки. Эта часть включена в дополнительный материал. Внешний вид ванны - хороший знак, а значит, сварка идет исправно.
Контур ванны лежит ниже поверхности металлической части. Падение обеспечивает хороший шов, если сварочная дуга точно и глубоко проникает в продукт. Необходимо следить за тем, чтобы шов не спадал, а оставался на уровне поверхности. Хорошая связь с облегчением, если делать электрод круговыми движениями.В этом случае ванну необходимо распределить по кругу.
Делая шов по углам, помните, что ванна двигается на тепло. Чтобы контролировать размер ванны, отрегулируйте силу дуги.

Шов не станет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например 45˚), то шов начнет проявляться. А когда электрод полностью приближается к горизонтальному положению, ванна начинает рассеиваться и шов закручивается. Следовательно, оптимальный угол наклона составляет от 45 ° до 90 °.
Дуговой промежуток - это расстояние между металлической поверхностью и электродом. Интервал на каждом этапе должен быть одинаковым, чтобы сварка получилась качественной и без дефектов.
Если зазор небольшой, сварной шов будет слишком выпуклым и сам материал плохо сплается. Это потому, что продукт не может нагреваться. При большом зазоре сварочная дуга будет ходить из стороны в сторону, и шов получится криволинейным и хрупким.Показанный на рисунке желаемый зазор даст хорошую провинцию и ровные швы.
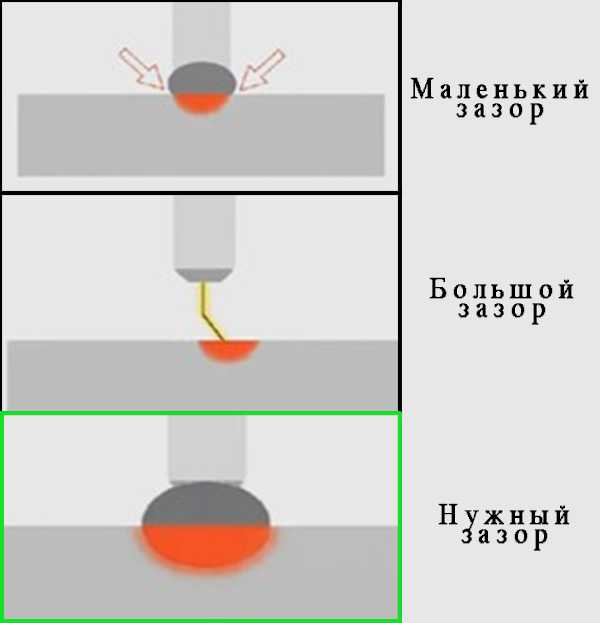
Для потребления тонкого металла предпочтительнее использовать инверторное соединение инвертора, т.е. «-» прикрепить к листу. В этом случае сила тока должна быть средней. Электрод лучше выбрать такой, который будет долго плавиться. Хорошо сочетается с моделью МТ-2. Его давно используют сварщики, поэтому он хорошо себя зарекомендовал.
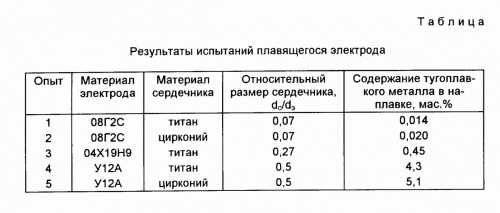
Пруток для тонкого металла можно наклонить примерно на 35˚.Сначала аккуратно поднесите к металлу, дождитесь появления красного пятна, оно превратится в каплю. Плавно продвигает электрод так, чтобы капля оставалась одного размера. Так шов будет ровным.
Свойство электросварки - это умение, которое всегда пригодится в строительстве и быту. В настоящее время нет другого способа соединения металлических деталей сваркой. Вы можете освоить это ремесло самостоятельно, освоив начальные навыки сварщика и выполнив несложные сварочные работы.Подумайте, с чего начать обучение электросварке новичков и что вам понадобится.
Обучение - это практический процесс, требующий некоторой подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика довольно опасна:
Правильный выбор оборудования и оборудования для электросварки - ключевой залог безопасности. Для сварочных работ вам потребуется:
На современном рынке представлен широкий выбор электросварочных аппаратов, ассортимент которых сводится к трем основным типам:
Кабель для начинающих: видео уроки - увидеть и изучить нюансы.
Рекомендуется выбирать электроды типа цельных стержней, покрытых плавким составом. В таких электродах начинающему сварщику будет проще сделать ровные швы. Размер планки для начинающих - 3 мм.
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги.Начать урок сварки удобнее на универсальных электродах диаметром 3,2 мм. Такие электроды имеют более высокую цену, но они значительно облегчают работу сварщика.
Начать использование Azame Electric Spawald Azames необходимо с рулонов - сварочных швов на толстых кусках металла, где развиваются навыки электродуговой сварки и заваривания швов.
Последовательность создания валков следующая:
После того, как металл остынет, необходимо с помощью шлакового молотка с поверхности ванны произвести детальный осмотр проделанной работы. Если есть несложные предметы, нужно прибавить силу тока. Если ток будет слишком завышен, это будет видно насквозь большой металлической культуре.
Электросварка своими руками предполагает создание сварных швов. Практикуя их, вы можете следить за развитием своих коньков. Это требует практических навыков сварщика, поэтому перед тем, как переходить к сварке компонентов, очень важно отработать свои движения на станках.
Запуск пруда для сварки металлических деталей рекомендуется на небольших полках. Последовательность работ следующая:
После отбирается самый холодный отбойным молотком и проверяется на качество. Если есть недостатки или непонятные пятна, приготовьте повторно.
Электросварка - полезный навык как в быту, так и в строительстве. Вы можете овладеть собой. Такое обучение будет основано на:
Не отчаивайтесь, если первые впечатления от электросварки не удовлетворили вас красивыми швами. Поверьте, у каждого опытного сварщика есть похожие сварочные основы. Умение создавать не только качественные, но и привлекательные внешне швы придет с опытом и частой практикой сварки.
.Сварка сегодня - сложный процесс как для профессиональных мастеров, так и для домашних специалистов. С его помощью можно ремонтировать изделия из металла, а также при необходимости создавать новые. Чтобы качество швов было достойным, требуется минимальный опыт работы со сварочным аппаратом. Правильно подобранные расходные материалы играют немаловажную роль.
Поэтому многих начинающих сварщиков интересует вопрос, какие электроды выбрать для инверторной сварки.К этому процессу следует относиться ответственно. Советы опытных мастеров помогут понять разницу между представленным материалом и подобрать оптимальный вариант для каждого вида работ.
Перед выбором электродов вы должны ознакомиться с функциями этого процесса. Он заключается в использовании специального оборудования. Инвертор - это сварочный аппарат, в котором для дуговой сварки используется метод плавления.
Преимущества этой техники перед трансформаторными разновидностями давно по достоинству оценены профессиональными мастерами.Инверторы сегодня используются гораздо чаще, чем другие типы оборудования. Это связано с их стабильными характеристиками сварочного тока. При этом он получается очень прочным и качественным.
Инверторный блок, оснащенный выпрямителем, при включении может генерировать как постоянное, так и переменное напряжение. При отсутствии сетевого фильтра на выходе получается только постоянное напряжение. Эту особенность необходимо учитывать при выполнении работ.
При использовании инвертора в своей работе вы должны ознакомиться с его схемой работы.Основными расходными материалами для этого оборудования являются электроды. Они выполнены в виде металлического стержня, по которому ток течет к рабочей поверхности. Исследуя, какие электроды лучше подходят для инвертора, вам следует вникнуть в схему оборудования и процесс.
Другие устройства задействованы при работе инвертора. К ним относятся система управления (или выпрямитель), трансформатор и преобразователь частоты. Благодаря этому устройство может работать с различными материалами.Даже один и тот же экземпляр установки предполагает использование электродов разных марок при сварке разных материалов. Поэтому их выбору стоит уделить особое внимание.
Изучая вопрос, какие электроды лучше выбрать для сварки с инвертором, следует ознакомиться с устройством этого расходного материала. Как было сказано выше, одна и та же модель устройства используется в разных условиях. Поэтому подбирать электроды следует в соответствии с рабочим процессом.

Современное производство выпускает основную часть своей продукции в виде расходных материалов для инвертора. Этот инструмент сделан из металлической проволоки. На этот стержень нанесен слой специального покрытия. Его цель - обеспечить стабильность горения, а также защитить сварочную ванну от воздействия атмосферного воздуха. Материалы, используемые при изготовлении таких изделий, очень разные. Нормы производства электродов регламентируются ГОСТ 2246, утвержденным в 1970 году.
Решая, какие электроды выбрать для сварки с инвертором, руководствуйтесь указанным выше ГОСТом. Он заявляет, что для такой работы подходят три типа расходных материалов. Электроды могут быть углеродистыми, легированными и высоколегированными. Их делают из проволоки разного типа.

Новичку, который собирается выполнять инверторную сварку в домашних условиях, не нужно вникать в эти варианты. Следует только отметить, что все электроды делятся на две большие группы.В первую категорию входят материалы для ответственных конструкций, а во вторую - для обычных конструкций.
Если в процессе создания несущих металлоконструкций, которые будут испытывать значительные нагрузки, сварка не используется, предпочтение следует отдавать простым разновидностям изделий. Если вы используете инвертор для бытовых нужд, этого достаточно.

Первые не вызывают проблем в рабочем процессе.Они легко воспламеняются и не требуют предварительного прокаливания. Для начинающего сварщика АНО - лучший вариант. МР-3 считается универсальным расходным материалом. Он позволяет выполнять сварку даже на ржавых, грязных поверхностях и во влажных условиях.
При изучении того, какие электроды выбрать для инверторной сварки, следует выбирать такие марки, как MR-3S, а также UONI-13/55 для критических типов конструкций. Они относятся к группе расходных материалов, используемых для создания ответственных конструкций.
При повышенных требованиях к качеству готового шва предпочтение лучше отдать марке МП-3С. Такие электроды используются при обработке металла постоянным переменным током обратной полярности.
Расходные материалы УОНИ следует выбирать для особо ответственных работ при сварке несущих конструкций. Однако работать с ними может только профессиональный мастер. Для новичка капризный характер такого электрода будет не по зубам. Но научившись обращаться с УОНИ, вы сможете создавать максимально прочные швы высокой плотности (даже при низких температурах).
При изучении того, какие электроды выбрать для сварки с инвертором, обращайте внимание на тип рабочего материала. Для каждого металла есть свои виды сварочных стержней.

В случае чугуна следует отдавать предпочтение электродам типа ОЗЧ-2. Их производство регулируется ГОСТ 9466 1975 г. При необходимости проведения работ с ним лучше приобретать изделия АНО-4 с верхним слоем рутила или АНО-6 с покрытием типа ильменита.
Обычные углеродистые стали требуют применения электродов ОЗС-4, МР-3С, МР-3, УОНИ13 / 45, АНО-21 и др. Для нержавеющих и высоколегированных сталей требуется применение инверторных сварочных материалов марки ЦЛ-11. .
Рассмотрев, какие электроды лучше выбрать для инверторной сварки, стоит сказать несколько слов об особенностях их покупки. В первую очередь следует обратить внимание на состав нанесенного на изделие покрытия. Эту информацию можно найти в инструкции по применению.Это позволит подобрать подходящий вариант в зависимости от типа материала.

Также не покупайте товары, не имеющие соответствующих сертификатов качества. Это может быть небезопасно. Качество соединений при использовании сомнительных материалов может существенно отличаться от желаемого результата. Поэтому к выбору и покупке следует подходить ответственно.
Рассмотрев, какие электроды выбрать для сварки инвертором, даже начинающий мастер сможет получить подходящую вариацию.При этом работа будет быстрой и безопасной. Результат будет хорош даже для новичка.
Не все начинающие сварщики знают, что существует более 200 видов сварочных электродов, около сотни из которых используются при ручной сварке. Им не нужно знать все, но вам нужно знать о некоторых из самых популярных и используемых. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Электрод - это проволока, покрытая сверху специальным составом, называемым покрытием.В процессе сварки проволока (сердечник) расплавляется под действием электрического тока большой мощности, заполняя пространство между свариваемыми металлическими изделиями. Смесь также плавится и выделяет газ при горении. Последний окружает зону сварки, предотвращая попадание внутрь кислорода.
Вторая цель покрытия - защитить сам сварной слой. В процессе плавления часть материала покрытия становится жидкой и покрывает сварной шов. Этот тонкий слой защищает его от негативного воздействия кислорода.Зачем нужна эта защита.
В настоящее время используются четыре типа покрытий.
Бывают смешанные, например АР - кислотно-рутиловый, РБ - рутиловый, RZ - рутил-смешанный с железным порошком, RC - рутил-целлюлозный.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или. В первую категорию входят электроды марки УОНИ. Обычно они используются, когда требуется высококачественный сварной шов. Это означает, что шов должен обладать высокой прочностью, ударной вязкостью и высокой пластичностью.В то же время швы сварного электрода SSSI гарантируют, что внутри свариваемого материала не образуются кристаллические трещины, а электроды этого типа не стареют. Поэтому специалисты рекомендуют использовать их для сварки ответственных конструкций, которые будут эксплуатироваться в сложных условиях.

SSSI есть и обратная сторона. Влага на электродах, ржавчина на конце проволоки, масляные или жирные пятна на покрытии, ржавчина на стыкуемых металлических изделиях - все это гарантирует появление внутри сварного шва полостей, снижающих его качество.Кроме того, на эти электроды может подаваться только постоянный ток обратной полярности.
Сварочные материалы с рутиловым покрытием в основном используются для соединения деталей из низкоуглеродистой стали. Их выразительный представитель - бренд MR. Вот положительные черты этой категории.
Когда новичок сталкивается с вопросом, как правильно выбрать сварочный электрод, марка MR - лучший вариант для него.
К рутиловым покрытиям относятся марки АНО. Они используются для соединения, например, изделий из углеродистой стали. Все остальные функции точно такие же, как у MR.

Почему опытные сварщики могут ненавидеть рутиловые электроды? Во-первых, они называют их бриллиантами. Во-вторых, это мягкая и быстрая сварка, а медленная сварка нужна для хорошего нагрева металла. Поэтому профессионалы к ним относятся отрицательно, а для новичков в самый раз.
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей - это род тока.
Если для сварки используется инвертор, следует понимать, что он вырабатывает постоянный ток. Поэтому подключение электрода для сварки можно производить двумя способами.
В чем специфика каждой схемы подключения. Все зависит от прочности сварки металлов.При прямой полярности свариваемые металлические детали подвергаются воздействию высоких температур. При обратной полярности температура нагрева не такая уж и высокая. Поэтому, когда вам нужно сварить два тонких листа, лучше использовать обратную полярность, что обеспечит защиту от выгорания. Кроме того, при сварке высоколегированных сталей используется обратная полярность. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые нужно обратить внимание.
Диаметр электрода должен соответствовать толщине свариваемых деталей.Это означает, что эти два параметра связаны между собой. Вот некоторые индикаторы.
Важно выбрать электрод по диаметру. Дело в том, что чем больше этот показатель, тем хуже плотность шва с учетом показателей в таблице. Кроме того, неправильный выбор приводит к нестабильности сварочной дуги, ухудшению проплавления и увеличению ширины самого шва.
Еще одна зависимость от диаметра сварочного электрода. В данном случае от силы тока.
Получается, что три параметра: сила тока, толщина свариваемых металлов и диаметр электродов связаны между собой.Поэтому, отвечая на вопрос, какие электроды выбрать, следует учитывать это соотношение. Однако учтите, что сила тока в каждой категории может незначительно отличаться от значений, указанных в таблице. Электроды MR диаметром 2 мм также можно сваривать при токе 40 А. SONI при 30 А. Поэтому перед выбором электродов следует ознакомиться с их свойствами, которые указаны производителем на упаковке сварочного материала.
Выбор расходных материалов для требуемых металлов не всегда прост, так как визуально можно определить только сталь или цветные металлы.Понятно, что помимо стальных конструкций, в которых используются описанные выше электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали и так далее.
Что касается металлопродукции, существуют определенные трудности в зависимости от определения марки стали. Но если вы это понимаете, становится легче ответить на вопрос, как правильно выбрать электроды.
Стабильность дуги также влияет на качество шва. Поэтому выбранный электрод должен соответствовать типу используемого тока.Для расходных материалов с основным покрытием требуется только постоянный ток, для других типов может использоваться как постоянный, так и переменный ток. В случае электродов с рутиловым, целлюлозным и кислотным покрытиями, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит устойчиво. Это значит, что шов качественный.

Что касается направления сварки, электроды с целлюлозным покрытием хорошо свариваются в нижнем положении.Поскольку эти электроды образуют довольно липкий шлак, к тому же металл проволоки небольшими каплями переносится в шов, что позволяет равномерно заполнить стык между металлическими частями. В этом отношении сварочный шов хуже всего образуется на электродах со щелочным покрытием.
При сварке толстостенных изделий технология определяет многослойность используемого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основным параметром при выборе электродов.В этом отношении снова проигрывают электроды со щелочным покрытием. Также добавим, что сварочные изделия этого типа требуют определенной чистоты свариваемых металлов.
Выбрать сварочные материалы непросто во всех отношениях. Придется учесть множество нюансов, поэтому рекомендуется учитывать приведенные выше таблицы, а также информацию, указывающую на назначение самих электродов.
Все больше и больше людей предпочитают сельскую жизнь городской жизни.Ваша ферма требует много работы и обслуживания. Очень часто возникают ситуации, когда необходимо сварить металл, например, крепление забора. И здесь, чтобы сэкономить на вызове сварщиков, многие пытаются освоить дуговую сварку самостоятельно. В этой статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Чтобы понять, какие электроды нужны сварочному аппарату для определенных задач, сначала необходимо разобраться в основных видах сварки.
Все сварочные аппараты делятся на две группы:

Принцип работы всех сварочных аппаратов, независимо от стоимости, основан на использовании постоянного или переменного тока.Этот параметр зависит от качества получаемого шва, типа металла и т. Д.
До сих пор наиболее популярны сварщики, работающие с обычным электродом. Это надежные устройства, проверенные годами, которые требуют значительного обслуживания благодаря своей простой конструкции.

Важно: для этого сварочного аппарата подходят все типы электродов.
Оказывается, зарядные устройства удобны для домашнего использования и подходят для работы с самыми разными материалами.

Основными преимуществами инвертора являются:
Важно: работать с инвертором можно со всеми типами электродов.
На качество шва влияет не только сварочный аппарат, но и правильно подобранные электроды.Сегодня на рынке доступен широкий ассортимент электродов для инверторной сварки. Они отличаются друг от друга не только материалом покрытия, но и диаметром, а также рядом других характеристик, о которых пойдет речь в этой статье.

Электроды обычно делятся на две основные группы: расходные и неплавящиеся. Первые изготовлены из проволоки со специальным внешним покрытием, обеспечивающим стабильную сварочную дугу. Также они помогают защитить обрабатываемый металл от газовыделения и брызг шлака.Для работы с нержавеющей сталью или медью их делают из специальных сплавов. Но для аргонной сварки рекомендуется использовать неизнашиваемые электроды.
Более подробная классификация электродов выглядит следующим образом:
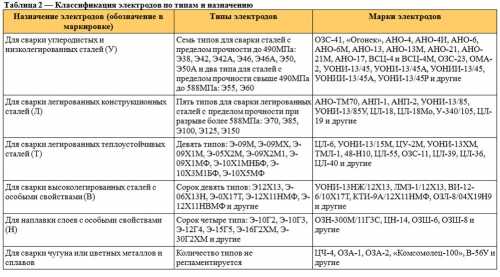
Как выбрать электроды по типу покрытия проволоки:
Как было сказано выше, электроды имеют разный диаметр. Этот параметр важен и имеет наибольшее влияние на процесс сварки.
Примечание. Толщина металла не всегда является единственным критерием при выборе электрода. Опытные сварщики знают, что важны и его свойства. К сожалению, это можно выяснить только эмпирически, поскольку нет четких инструкций по этому поводу.Или попробуйте найти эту информацию на специализированных форумах или в блогах.
Принимая решение о выборе толщины электрода, нужно понимать, как правильно выбрать для него ток, поскольку эти два параметра напрямую связаны друг с другом. Так, при слишком сильном сварочном токе металл просто прогорит, а при слишком низком - дуга не образуется. Эти рекомендации предоставлены производителем на корпусе электродов.
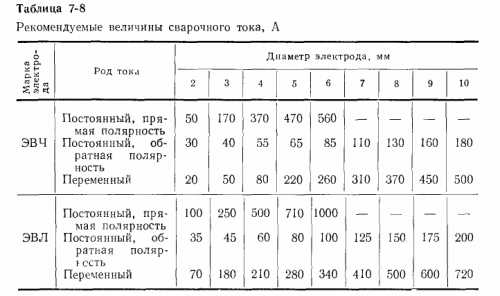
Три кита, на которых основан принцип электродной сварки, - это диаметр продукта, толщина свариваемого металла и сила тока. Как уже было сказано выше, чем толще металл, тем больше потребуется диаметр электрода. Но здесь есть один нюанс. При работе с инвертором толщина электрода влияет на плотность рабочего тока, уменьшая ее. Это приводит к нестабильности и колебаниям дуги, что, в свою очередь, влияет на качество сварного шва - он станет шире, а сварка будет менее глубокой.Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таких данных нет, можно рассчитывать на средние показатели:
Электроды зарубежного производства широко представлены на российском рынке. У них есть собственная маркировка, с которой легко справиться. Самый популярный бренд у нас - ESAB. Маркирует электроды буквенно-цифровыми значениями. Он всегда начинается с ОК, за которым следуют 4 цифры.

Ниже расшифровываем, какие электроды выбрать:
Обобщая вышесказанное, можно четко сформулировать основные критерии выбора электродов для работы с инвертором.
Для начинающего сварщика выбор электрода может стать проблемой: существует более двухсот марок с разными свойствами, назначением и свойствами. Кроме того, около 100 марок подходят для ручной электродуговой сварки инверторными аппаратами.Обо всех сказать невозможно, да, не обязательно. Кратко опишем основные виды и какие электроды для инверторной сварки больше всего подходят новичкам. Также мы поговорим о том, какой диаметр брать и какой ток выставлять для сварки металлов разной толщины.
Электрод представляет собой кусок металлической проволоки со специальным покрытием. Во время сварки сердечник плавится от температуры дуги.При этом покрытие горит и плавится, образуя облако защитного газа вокруг области сварного шва. Он блокирует доступ кислорода в воздух. В процессе горения смеси часть ее превращается в жидкость и покрывает расплавленный металл тонким слоем, также защищая его от воздействия кислорода. В результате покрытие обеспечивает хорошее качество сварного шва.
Каждый электрод перед началом сварки проверяют: на покрытии не должно быть сколов. В противном случае у вас не получится равномерный прогрев и качественный шов.Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда лук выйдет посередине. В противном случае он будет перемещен. Для опытных сварщиков это не страшно, но для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью покрытия. Некоторые из них очень плохо воспламеняются при повышенной влажности (например, УОНИ). Из-за такой «капризности» покрытия его следует хранить в сухом месте, по возможности обеспечивая герметичную упаковку.Ящик можно положить в мешок, а также положить туда несколько мешков с солью, которые лежат в ящиках для обуви.
Мокрые электроды покупать не стоит: сушить их, конечно, можно, но свойства ухудшатся. Однако, если электроды оказались влажными, их можно просушить в обычной домашней духовке при низких температурах (обычно они указаны на упаковке). Второй способ - поставить на длительное время в сухое, хорошо проветриваемое помещение.

Всего четыре типа покрытия:
Основные (SSSI) и целлюлозные покрытия подходят только для сварки постоянным током. Могут использоваться на ответственных швах: они создают прочный, гибкий шов, устойчивый к ударным нагрузкам.

Два других (рутиловый и кислотный) - могут работать как со сваркой на переменном, так и на постоянном токе. Но кислотное покрытие очень токсично: работать в помещении можно только в том случае, если рабочее место оборудовано принудительной тягой.
Рутиловое покрытие имеет зеленоватый или голубой оттенок, электроды легко воспламеняются. Они хорошо светят даже при низком напряжении холостого хода инвертора (для надежного зажигания основного корпуса необходимы хорошие вольт-амперные характеристики). При сварке рутиловыми электродами (МП-3) металл практически не разбрызгивается, но шлака много и сломать его непросто: приходится работать молотком.
В первую очередь выбирается состав сердечника: он должен быть аналогичен типу свариваемого металла.Конструкционные стали чаще всего используются в домашнем хозяйстве. Из той же проволоки, из которой должны быть электроды. Иногда все же нужно готовить нержавеющую сталь. Тогда сердечник также должен быть из нержавеющей стали, а в случае - из высоколегированного и жаропрочного металла с такими же свойствами.
Вы можете выполнять все домашние или строительные работы, используя электроды нескольких марок:
Многие признают их лучшими электродами для начинающих: с ними проще обращаться, но при этом они позволяют сваривать качественные швы даже без особого опыта.Ниже приведены характеристики и общие области применения расходных материалов, которые многие специалисты считают хорошими инверторными электродами. В любом случае их часто рекомендуют начинающим сварщикам, чтобы набраться опыта.

Это, наверное, самые популярные инверторные сварочные электроды среди новичков: UONI 13/55 (Чтобы увеличить изображение, щелкните по нему правой кнопкой мыши)
Большинству новичков рекомендуется начинать освоение сварки с электродов МП-3.Они легко загораются даже при не очень хороших вольт-амперных характеристиках сварщика, хорошо защищают сварочную ванну и позволяют достаточно легко контролировать ее положение. Если электрод не загорается, запекайте при температуре 150–180 ° 40 минут.
Применяются в устройствах переменного тока (сварочные трансформаторы) и постоянного тока (сварочные выпрямители и инверторы). Инверторы обычно подключаются с обратной полярностью (+ на электроде). Подходит для всех типов швов, кроме вертикальных швов вверх и вниз.
Электроды МР 3 небезразличны к качеству свариваемых поверхностей. Они могут работать даже с сырыми, ржавыми и влажными деталями. Сварка выполняется средней (2-3 мм) или короткой дугой.
Специфика MP 3 очень важна для начинающих сварщиков: они хорошо удерживают дугу и просты в обращении. Но не все профессионалы любят этот бренд: они называют их бриллиантами. Готовятся они слишком мягко: для хорошего разогрева необходимы медленные движения. Что не нравится профессионалам и новичкам - что им нужно.Попробуйте начать обучение сварке с MP3. Должно быть хорошо.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Масса упаковки, кг | Цена, руб | |
|---|---|---|---|---|
| 2,0 90 518 90 517 250 | 40-60 А | 1,0 | 146 | |
| 2,5 90 518 90 517 300 | 60-100 А | 1,0 90 518 90 517 120 | ||
| 3 90 518 90 517 350 | 70-100 А | 1,0 90 518 90 517 95 | ||
| 4 | 450 90 518 90 517 80-170 A 90 518 90 517 1,0 90 518 | 91 | ||
| 5 | 450 90 518 90 517 130-210 A 90 518 90 517 1,0 90 518 | 91 |

Профессиональные предпочтительные электроды для VONI 13/55 (Чтобы увеличить изображение, щелкните правой кнопкой мыши)
Это, наверное, самые распространенные и популярные электроды с покрытием.Их рекомендуют для сварки углеродистых и низколегированных сталей. Подходит для соединения ответственных конструкций. Швы устойчивы к ударам и пластическим нагрузкам, хорошо переносят низкие температуры.
Недостаток этих электродов: они хорошо светятся только при достаточно высоком значении холостого хода инвертора (выше 70 В). Второй существенный недостаток: высокие требования к очистке и обработке свариваемых металлов. Если на краю останется ржавчина, пыль, масло или другой мусор, он будет пористым.
С SONI 13/55 вы можете работать только на сварочных аппаратах постоянного тока, включая инверторы, с обратной полярностью (на электрод подается +) и с короткой дугой (держите конец электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производство Межгосметиз) | Длина электрода, мм 90 506 90 505 Рекомендуемый сварочный ток, А 90 506 90 505 Розничная цена упаковки, руб. 90 506 | ||
|---|---|---|---|
| 2,0 90 518 90 517 250 | 30-60A | ||
| 2,5 90 518 90 517 300 | 40-70 А | 127 руб. | |
| 3 90 518 90 517 350 90 518 90 517 80-100 A 90 518 90 517 зл 116 90 518 | |||
| 4 | 450 90 518 90 517 130-160 А 90 518 90 517 111 рублей 90 518 | ||
| 5 | 450 | 180-210 A | 110 | злотых
Этот тип рутилового электрода предназначен для работы с тонкими углеродистыми сталями.() При их использовании дуга легко зажигается (в том числе при повторном зажигании), шов мелко отслаивается (от мелких волн), легко отделяется шлак. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Работают как с переменным, так и с постоянным током любой полярности. Перед сваркой требуется термическая обработка: прокаливают при 120 ° С в течение 40 минут.
Если вам нужно сваривать нержавеющую сталь, попробуйте OK 63.34. Может также использоваться при варке конструкционных сталей. В этом случае получается шов с мелкой волной с плавным переходом на основную поверхность металла. Количество шлака небольшое, легко уплотняется.
Этим электродом хорошо варить металл толщиной 6-8 мм, работая сверху вниз. Подходит для многопроходной стыковой сварки и сварки внахлест. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода - 60 В.

Также вам понадобится сварочная маска.Для облегчения работы возьмите
Недостаточно выбрать марку электродов для вашего инвертора. Даже если вы приняли решение, остается как минимум три вопроса:
Все нормально. Начнем с того, какой диаметр электрода нужен для сварки.Как правило, рекомендуется исходить из толщины свариваемых металлов: для малых толщин электрод имеет диаметр, равный диаметру металла. Если вы свариваете металл толщиной 3 мм, электроды будут одинакового размера. Если готовите что-то более толстое, берите соответственно 4 мм. Но новичкам будет сложно работать с большими электродами. Осваивать сварку начинаем с металла толщиной 3-4 мм. Для этого используют электроды 3 мм, или, как говорят, «тройку».
К какому выводу подключать электроды.В спецификациях на упаковке, скорее всего, указано, для какой полярности предназначен электрод. После повторного подключения к положительному выходу подключите электрод к отрицательной клемме, которая прикреплена к детали. При прямой полярности на детали ставят плюс, на электрод - минус. Как это выглядит на сварочном инверторе, показано на фото.

Чем отличаются два типа подключения? Поток электронов имеет другое направление. Как известно, электроны переходят от «минуса» к «плюсу».Поэтому при сварке получается, что элемент, подключенный к «+», нагревается сильнее. Изменяя режимы подключения, можно контролировать интенсивность нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металлический 2 мм. Если на деталь нанесен знак «+», может произойти выгорание. Поэтому в этом случае лучше использовать обратную полярность, при которой электрод будет больше нагреваться. Если вы хотите сварить такой же тройкой металл толщиной 6 мм, лучше делать это с простой полярностью: так нагрев металла будет глубже, а шов - прочнее.
Обычно при установке электрода сварочный ток для инвертора устанавливается в зависимости от диаметра используемого электрода. В общем, на каждую упаковку есть рекомендации, но можно и без них: на каждый миллиметр диаметра они потребляют ток 20-30 ампер. Получается достаточно широкий ассортимент, но все же нужно учитывать, как устроен шов: с разделением или без. Для сварки без отрыва задаются меньшие токи, с отрывом - большие.
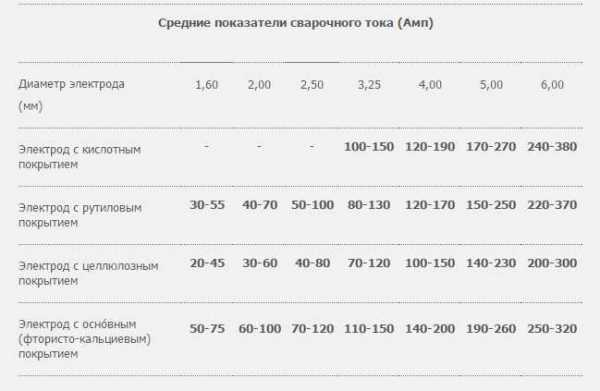
Например, для электрода диаметром 3 мм расчетный ток составляет от 60 А до 90 А. Фактически они работают в диапазоне от 30 ампер до 140 ампер. При сварке без отрыва устанавливается ток 70-90 А, с отрывом - 90-120 А. Эти параметры могут «ходить» в обе стороны: это также зависит от скорости движения кончика электрода, от марки и «текучесть» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолка - еще меньше).
Вообще даже рекомендуемые производителем токи далеки от требований. Начните с них, а потом выбирайте так, чтобы было удобно работать и шов получился хорошим. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментально. Следите за состоянием сварочной ванны. Она - ваш главный определяющий фактор качества.
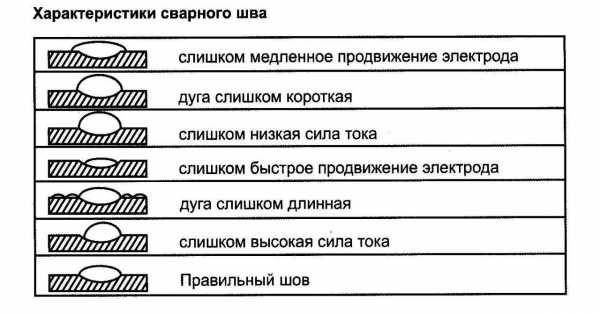
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключать, какого диаметра они нужны для этой работы и как выбирать ток для каждого типа электрода и шва.Теперь поговорим немного о держателях электродов.
Один из сварочных кабелей имеет держатель (держатель), в который вставляется сварочный электрод. Они бывают двух типов:
Что лучше? Выбор за вами, но, случайно нажав кнопку, вы можете уронить электрод во время сварки. Ничего страшного с ним не происходит, но неприятно ...
При выборе электрододержателя самое главное обращать внимание на силу тока, на которую он рассчитан. Выбирайте в соответствии с максимальным параметром, доступным вашему сварщику.
На видео показано, как подключить кабель к винтовому зажиму держателя сварочного электрода.
Недостаток держателя белья в том, что время от времени пружина, прижимающая сердечник электрода, ослабевает, контакт портится. Надо поставить новую. О том, как это сделать на держателе для белья, смотрите в видео.
Легко подключайте электрододержатель для сварки. Есть только один нюанс: при частых работах сварочный кабель перетирается по краю. Вы, конечно, можете укоротить кабель и снова запечатать его, но не всегда нужно обрезать даже 10-20 см, чтобы этого не произошло, найдите шланг, внутренний диаметр которого такой же или немного меньше внешнего диаметра кабеля. под сварку.Отрежьте небольшой кусок - 15 сантиметров - и отрежьте вдоль. Теперь его можно надеть на трос, подтянуть вверх и закрепить там.
В настоящее время в специализированных витринах и магазинах продается много принадлежностей для электродуговой сварки. Самыми важными являются сварочные электроды - металлические или неметаллические стержни из электропроводящего материала, обеспечивающие электричество. В настоящее время выпускается более 200 различных марок электродов, из которых мы выделим лучшие по характеристикам и отзывам.
Сегодня на рынке доступно множество различных типов сварочных материалов. Одни производятся в России, другие - в Китае или США, а также в других странах. Несмотря на это, продукция далеко не каждой компании вызывает много положительных отзывов покупателей. Поэтому стоит отдать приоритет компании, которой давно доверяют покупатели благодаря высокому качеству своей продукции.
Популярными сварочными электродами у отечественных покупателей считаются материалы следующих марок:
Некоторые предприятия производят электроды по старой технологии, а другие одновременно производят новые плавящиеся стержни для ручной дуговой сварки.
| Имя | Цена | |
| 5 кг - 570 руб. | ||
| 5 кг - 169 руб. | ||
| 5 кг - 1800 руб. | ||
| 1 кг - 229 руб. | ||
| 2,5 кг - 220 руб. | ||
| 2 кг - 470 руб. | ||
| 1 кг - 185 руб. |
Основное назначение покрытия продукта - защита сварочной дуги, а также обеспечение необходимых свойств швов.Этот материал не позволяет дуге контактировать с водородом, азотом или кислородом. Обязательные требования:
Диаметр изделия 3 мм, в упаковке 5 кг.Основное преимущество - легкость вращения и исходное состояние сварочной дуги. Во время работы происходит мягкое и стабильное горение. Благодаря этому устройству можно получить качественный, равномерный шов с эстетичным внешним видом.

Hanza Pioneer АНО-46
К качеству обработки кромок материал не предъявляет особых требований. Поэтому серия очень популярна у неопытных сварщиков. Цена за упаковку 5 кг - 570 руб.
Эта опция используется при сварке постоянным током.Считается оптимальным вариантом для работы в самых ответственных местах. Пользователи отмечают повышенную надежность изделия и защиту сварочной ванны от кислорода за счет наличия углекислого газа, который выделяется при горении покрытия. 1 кг материала обойдется сравнительно недорого, всего 95 рублей, но здесь следует помнить, что товар часто продается в упаковках по 3 кг.

Отдельно следует отметить, что покрытие здесь также играет отрицательную роль, так как значительно усложняет процесс воспламенения изделия. Некоторые неопытные сварщики могут тратить на это много времени. К тому же могут возникнуть трудности с повторным зажиганием. Расплавленный лак быстро затвердевает и максимально изолирует металл, что требует обязательного удаления.Но пользователи говорят, что с помощью SSSI 13/55 можно создавать не только прочные, но и эстетичные швы.
Модель предназначена для ручной дуговой сварки. Он используется для соединения оснований из углеродистой стали в различных условиях, так как не имеет повышенной чувствительности к чистоте.
90 899
При работе с трансформатором переменного тока необходимо создать напряжение 50 В. Такие элементы дают минимум брака, который зачастую зависит не от самого изделия, а от навыков специалиста.В ОЗС-4 отметили еще один немаловажный плюс - минимальные брызги и отсутствие горячих трещин. Полученный шов прокалывать при температуре около 170 ° C в течение 30 минут.
Продукция изготавливается по ГОСТ 4966-70. На рынке представлены разновидности диаметром от 2 до 6 мм. Недостаток изделия - высокая стоимость. На 1 кг наплавленного металла следует использовать 1,7 кг электродов. В результате получается аккуратный, прочный и надежный шов.
На самом деле LB-52U производятся на японских заводах и поэтому имеют высокую ценовую политику.Как правило, такие товары продаются в упаковках и весят от 5 кг, цена этого товара - 1800 руб.

Главной отличительной чертой этого варианта является возможность работы с материалом из низкоуглеродистой стали, где двухсторонняя сварка не подходит. С помощью электродов серии ЛБ-52У готовится трубопроводная система. В результате получается прочное и надежное соединение. В большинстве случаев показатель прочности составляет 588 Н / мм2.
Рутиловые элементы имеют металлический стержень в качестве присадочного материала и покрытие, защищающее сварочную ванну от внешнего контакта.Такие изделия используются для ручной сварки. Источником электричества может быть переменный или постоянный ток.
OZS 12 были специально разработаны для сварки поверхностей из углеродистой стали. Продукт хорошо подходит для соединения соединений трубопроводной системы. Главное достоинство модели - возможность создавать качественные швы с помощью токов малой мощности. Поэтому в работе можно использовать трансформаторы, которые работают при подключении к традиционной розетке.

Сталь разрешается сваривать в любых условиях, даже если на ней есть ржавчина. Это оправдано минимальными требованиями к чистоте OZS 12. Специалисты рекомендуют сварку с протяженной дугой. Это поможет максимально раскрыть потенциал продукта. Перед использованием, после длительного хранения электроды необходимо тщательно просушить и прожечь. Температура прокаливания должна быть от 150 ° C до 180 ° C.
Под торговой маркой выпускается несколько разновидностей продукции разного диаметра и длины:
Посылка весом 5 кг стоит 1100 руб.Ближайший аналог изделия - сварочные материалы ОК 46, их цена 150 руб.
Это популярный бренд на строительном рынке. Изделие предназначено для ручной сварки металлоконструкций из низкоуглеродистых материалов с содержанием до 0,25%. Этот вариант будет наиболее оптимальным для новичков, так как материал легко взрывается даже при использовании бюджетных вариантов сварочных агрегатов.

отличается простым вращением и предварительным зажиганием, относительно плавным зажиганием и минимальным разбрызгиванием.Кроме того, пользователи подчеркнули равномерное плавление материала и правильное формирование шва.
Такие насадки для сварки позволяют работать с источником, покрытым коррозией, так как с этого момента его можно легко отделить. Шов прочный и эстетичный, а также устойчивый к нагрузкам. Единственный недостаток такого варианта - быстрое впитывание влаги, поэтому хранить продукты следует только в сухом месте. Цена - 220 рублей за 2,5 кг.
Эти элементы считаются как отечественными, так и иностранными.Этот фактор объясняется тем, что они производятся на территории Российской Федерации, но строго под контролем шведской компании ESAB. Благодаря этому можно получить качественный товар по доступной цене. Изделие, даже если оно часто бывает влажным, может стабильно воспламеняться, поэтому при работе с любым сварочным аппаратом розжиг занимает минимум времени.

Специалисты утверждают, что с этим изделием можно работать как с постоянным, так и с переменным током. Также можно выполнять сварку в любом направлении, при этом текущий порог намного ниже, чем у конкурирующих разновидностей.
Материал идеально подходит для склеивания грязных или ржавых поверхностей. После проведенного процесса весь шлак легко отделяется. Для работы с охлажденным образцом нужно нагреть прибор до 80-90 ° С. Цена сварочных электродов 152 руб. / Кг.
ЭлектродыМР-3 на территории РФ считаются наиболее распространенными, что подтверждают многочисленные отзывы потребителей. Стоит такое изделие от 180 руб. Главный недостаток продукта в том, что при впитывании влаги он работает намного хуже.Если нужно сделать прочный шов, изделие необходимо прокалить. При температуре 150-170 ° C это занятие продлится более часа.

Преимущества этого варианта в том, что отсутствует вероятность образования пор, легкое отделение шлака, быстрое зажигание и требования к минимальной длине дуги.
При работе с инвертором особое внимание уделяйте выбору сварочных электродов. От их качества будет зависеть конечный результат сварки, эстетика стыка и его прочность.При покупке материала нужно уточнить у консультанта ответы на следующие нюансы:
Выбирая сварочные электроды, не следует забывать о важном свойстве - толщине получаемого шва и размере сварного шва. На этот аспект напрямую влияют поперечное сечение электрода, мощность и полярность сварочного тока. Определившись с этими параметрами, потребитель будет знать, какой вариант лучше всего подойдет вам.
ВИДЕО: Как правильно выбрать электроды
.Часто возникает необходимость соединения металлических частей или фрагментов деталей. Есть несколько способов получить желаемый результат. Самым распространенным методом соединения деталей из чугуна и стали является электросварка.
Изучение метода заваривания металла электросваркой. Стоит узнать кое-что о самом методе. Расстояние и электрический импульс высокой температуры между деталью и электродом называется дугой.Создать такие условия можно двумя способами:
Образовавшаяся дуга не должна погаснуть. В этом случае перед сваркой необходимо очистить швы от окалины.Несоблюдение этого правила приведет к образованию дыры.
Расчет тока, соответствующего толщине электрода, на практике покажет, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При сильном токе металл будет распыляться и гореть. При использовании сварочного трансформатора электрод на расстоянии 1 мм соответствует току 30-35 А. При использовании сварочного инвертора электрод 3 мм соответствует току 80 А.Если увеличить ток, то утюг может срезаться.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
Все они отмечены индексом и цифрами, что означает, что для металла какой твердости и толщины предназначен каждый тип.
При обучении правильной сварке электросваркой помните, что для получения качественных швов электроды необходимо подбирать по толщине металла.
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, что обеспечивает хорошее схождение скошенных кромок.
Для лучшего совмещения более толстых швов листы (от 3 до 8 мм) следует резать под прямым углом. Между листами оставляйте зазор не более 2 мм. Материал толщиной 8 мм соединен двухсторонней сваркой. Для соединения более толстых плоскостей края обрезаются скосом.
С каждым новым опытом швы будут ровнее и точнее.
Заваривать шов можно не каплями, а так называемой «восьмеркой», однако с этим справится только опытный специалист. Итак, если стоит знать, как научиться готовить вертикальный шов электросваркой, рекомендуется сначала взглянуть на работу опытного сварщика, прислушаться к советам мастеров. И только потом приступайте к процессу самостоятельно.
Приварите полукольцо сначала в одном направлении, затем в другом. При методе ведения шва «сверху вниз» используют электроды 4 мм с органическим напылением. С короткой аркой, опирающейся на сформированный «верх», консоли демонстрируют небольшую поперечную вибрацию.
При работе по методу "снизу вверх" скорость резко падает.Поперечные колебания электрода совершаются на расстоянии 3-5 мм.
При сварке конструкции заранее нужно подготовить и разместить весь материал на сварочном столе или подставке. Затем их центрируют и соединяют, чтобы получить необходимый сварной зазор. Собранные соединения соединяются между собой.
Трубы малого диаметра соединяются непрерывно сваркой большого диаметра - периодически. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, затвердевших брызг и шлака.Контрольный осмотр проводится на предмет выявления трещин или ожогов, выхода кратеров или пор. При наличии плохо свариваемых мест производится восстановление шва.
В целях собственной безопасности во время сварки вы должны работать в замшевых перчатках и рукавицах, в маске сварщика, в льняной или толстой кожаной обуви и в хлопчатобумажной мантии. Обязательно имейте поблизости огнетушитель или емкость с водой.
.Инверторный сварочный аппарат Предназначен для дуговой сварки постоянным током низкоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна
При сварке в условиях повышенной влажности, в закрытых и узких местах (колодцы, туннели, резервуары и т. Д.) В целях соблюдения требований безопасности, обеспечения электробезопасности сварщика сварочные инверторы со встроенным напряжением холостого хода. ограничитель (VRD)... Устройство снижает напряжение холостого хода сварочного инвертора до безопасного значения 15 В, когда сварочная цепь разомкнута, и возвращает инвертор в исходное состояние, когда электрод касается заготовки.
Класс защиты: IP 21
Класс изоляции: H.
Кабельное соединение: Dx25
Длина интернет-кабеля: 1,5 м
Легкость и легкость для простоты использования
Возможна аргонодуговая сварка TIG
Длительный срок службы (80% при максимальном токе)
Впервые в России новый сварочный аппарат ELITECH AIS 220N с такими возможностями и за такие деньги.Предназначен для дуговой сварки постоянным током низкоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна с плавким покрытием электрода. Впервые в России новый сварочный аппарат ELITECH AIS 220N с такими возможностями и за такие деньги.
Аналогов просто нет!
Сварочный инвертор модели Elitech по своей принципиальной схеме ничем не отличается от других аналогичных изделий, используемых в быту. Здесь необходимая сила тока в значительной степени достигается за счет преобразования токов высокой частоты. Благодаря этой технологии можно использовать небольшой трансформатор. Например, для получения тока, сила которого будет равна 160 А, потребуется трансформатор массой всего 250 г, тогда как на классических сварочных аппаратах с аналогичными показателями потребуется трансформатор массой около 18- 20 кг.
Сварочный инвертор Elitech AIS 200 имеет минимальный вес. В конструкции предусмотрено все необходимое для работы с электродами постоянного или переменного тока. Это очень важно, если вы хотите сваривать детали из цветных металлов или чугуна. Инвертор Elitech имеет достаточно широкий диапазон регулирования тока, и это очень просто - достаточно повернуть соответствующую ручку на поверхности корпуса. Благодаря этой характеристике можно использовать специальный неплавящийся электрод, который будет плавить края соединяемых элементов.Такую сварку можно использовать для соединения огнеупорных материалов.
Такое устройство имеет функцию горячего старта, когда электрод зажигается чаще всего, высокая прочность присутствует. Специальная конструкция предотвращает прилипание электродов и короткое замыкание.
Одним из главных недостатков сварочного инвертора Elitech является высокая стоимость. В частности, эти изделия будут стоить примерно в два-три раза дороже трансформаторов. Другой минус инверторной машины - боязнь пыли.
Профессиональные сварщики рекомендуют снимать крышку корпуса не реже двух раз в год и тщательно удалять пыль. Если работы будут проводиться в пыльных помещениях, убирайте их по мере загрязнения.
Как и любая другая электроника, инвертор плохо переносит низкие температуры. Если окружающая среда остыла до -15 градусов, вы не сможете использовать это устройство. Однако в продаже есть оборудование, выдерживающее до -30 градусов - это зависит от технических характеристик устройства.Максимальная длина каждого кабеля не должна превышать 2,5 метра.
Сварочные аппараты Elitech могут использоваться для различных сварочных работ:
Elitech, в зависимости от потребностей, могут подавать как переменный, так и постоянный ток. Если продукт будет использоваться в промышленном производстве, он будет иметь множество преимуществ.
В дополнение к упомянутым функциям этот инвертор имеет специальный встроенный микропроцессор, который контролирует работу всех цифровых карт. В случае внезапного срабатывания защиты от перегрева она автоматически отключает подачу напряжения на провода и включает светодиод аварийной сигнализации.
Однофазный портативный сварочный инвертор постоянного тока Elitech AIS 200 с воздушным охлаждением для ручной дуговой сварки... Оптимален для длительной максимально текущей эксплуатации, ремонта и ремонта, а также строительно-монтажных работ в зданиях, автосервисах и производстве. Адаптирован для работы с альтернативными источниками энергии, например с генератором. Работает без потери мощности при падении напряжения в сети с 160 до 250 В.
| Напряжение сети | 230 В / 50 Гц / 1 фаза |
| Максимальное потребление энергии | |
| Максимальное напряжение холостого хода | |
| Сварочный ток | |
| Диаметр электродов | |
| Рабочий цикл | |
| Arc Furious | |
| Класс изоляции | |
| Класс защиты | |
| Размеры | 371x155x295 мм |
12 120 руб
КупитьСварочный инвертор ELITECH позволяет выполнять дуговую сварку плавящимся электродом и аргонодуговую сварку на постоянном токе.Возможна длительная работа на максимальном токе, ремонт
10 920 руб.
КупитьСварочный инвертор дает возможность дуговой сварки плавящимся электродом и сварки TIG на постоянном токе. Возможна длительная работа на максимальном токе, пэ
16440 руб
КупитьОднофазный сварочный инвертор Elitech AIS 170 предназначен для ручной дуговой сварки плавящимися электродами (MMA). Панель управления оснащена цифровым дисплеем, что облегчает регулировку свариваемого изделия.Применяется для сварки углеродистой стали, нержавеющей стали и чугуна.
12416 руб
КупитьОднофазный сварочный инвертор Elitech AIS 210 предназначен для ручной дуговой сварки плавящимися электродами (MMA). Панель управления оснащена цифровым дисплеем, что облегчает регулировку свариваемого изделия. Применяется для сварки углеродистой стали, нержавеющей стали и чугуна.
15 750 руб
КупитьСварочный инвертор ELITECH AIS 160A предназначен для сварки
для сварки металлов средней толщины.
Снято с производства.
7 260 руб
Купить Сварочный инвертор ELITECH AIS 200A предназначен для выполнения сварочных работ
по металлу покрытым стержневым электродом диаметром от 1,6 до 4 мм.
подходит для сварки металлов средней толщины и
13 320 руб.
КупитьСварочный инвертор Elitech IS 180 предназначен для ручной дуговой сварки плавящимися электродами диаметром до 4 мм. Отлично подходит для домашнего использования и может использоваться для сварки углеродистой, нержавеющей стали и чугуна.Возможность работы на пониженном напряжении - 160 Вт позволяет использовать инвертор в местах с нестабильным напряжением: в сельской местности, в саду, в гаражах и т. Д. Он может работать как от сети, так и от генератора. Имеет высокий процент пунктуальности. Использование современной технологии «IGBT» при производстве инвертора Elitech IC 180 позволяет получить стабильную дугу и качественные сварные швы.
6 360 руб
КупитьСварочный инвертор Elitech IS 200 предназначен для ручной дуговой сварки плавящимися электродами диаметром до 5 мм.Отлично подходит для домашнего использования и может использоваться для сварки углеродистой, нержавеющей стали и чугуна. Возможность работы на пониженном напряжении - 160 Вт позволяет использовать инвертор в местах с нестабильным напряжением: в сельской местности, в саду, в гаражах и т. Д. Он может работать как от сети, так и от генератора. Имеет высокий процент пунктуальности. Использование современной технологии «IGBT» при производстве инвертора Elitech IC 200 позволяет получить стабильную дугу и качественный сварной шов.
7 457 руб.
КупитьСварочный инвертор Elitech IS 220 предназначен для ручной дуговой сварки плавящимися электродами диаметром до 5 мм. Подходит как для бытовых нужд, так и для профессионального использования при сварке толстых металлов. Его можно использовать для сварки углеродистой стали, нержавеющей стали и чугуна. Возможность работы с пониженным напряжением - 160 Вт позволяет использовать инвертор в местах с нестабильным напряжением: за городом, садом, гаражами и т. Д.Может работать как от сети, так и от генератора. Имеет высокий процент пунктуальности. Использование современной технологии «IGBT» при производстве инвертора Elitech IC 220 позволяет получить стабильную дугу и качественный сварной шов.
7500 руб
КупитьСварочный инвертор Elitech IS 250 предназначен для ручной дуговой сварки плавящимися электродами диаметром до 6 мм, что делает его пригодным для профессионального использования, например, в автосервисах, компаниях, производящих металлоконструкции, а также для потребности самодельного.Его можно использовать для сварки углеродистой стали, нержавеющей стали и чугуна. Возможность работы на пониженном напряжении - 160 Вт позволяет использовать инвертор в местах с нестабильным напряжением: в сельской местности, в саду, в гаражах и т. Д. Он может работать как от сети, так и от генератора. Имеет высокий процент пунктуальности. Использование современной технологии IGBT при производстве инвертора Elitech IC 250 позволяет получить стабильную дугу и качественную сварку. Сварочный инвертор Elitech IC 250 - самый мощный из линейки IC, с максимальным сварочным током 220 А.
7 800 руб.
КупитьСварочный инвертор Elitech IS 160 предназначен для ручной дуговой сварки плавящимися электродами диаметром до 4 мм. Отлично подходит для домашнего использования и может использоваться для сварки углеродистой, нержавеющей стали и чугуна. Возможность работы на пониженном напряжении - 160 Вт позволяет использовать инвертор в местах с нестабильным напряжением: в сельской местности, в саду, в гаражах и т. Д. Он может работать как от сети, так и от генератора.Имеет высокий процент пунктуальности. Использование современной технологии «IGBT» при производстве инвертора Elitech IC 160 позволяет получить стабильную дугу и качественный сварной шов. Благодаря небольшому весу (4,5 кг) он может быть достаточно мобильным. Сварочный инвертор Elitech IC 160 - самый легкий и экономичный из серии сварочных инверторов IC.
5820 руб
КупитьСварка арматуры, металлоконструкций, тонких и средних листов, труб различного диаметра, в том числе полипропиленовых, а также других изделий, может производиться на инверторных сварочных аппаратах.Эти технологически продвинутые устройства используются в монтажных, строительных и ремонтных работах, в пищевой и химической промышленности, а также в автомастерских. Однофазные и трехфазные аппараты используют как профессионалы, так и домашние мастера при сварке дома или за городом.
Сварочные инверторы Elitech позволяют выполнять несколько типов сварки.
В зависимости от используемого устройства работа может выполняться на переменном или постоянном токе.
Профессиональный сварочный инвертор Elitek имеет множество преимуществ, делающих аппарат востребованным среди потребителей.
Что касается мощности сварочных инверторов Elitek, то она зависит от типа и модели аппарата и может составлять от 2,9 до 5,9 кВт.
Думаете о покупке инверторного сварочного аппарата Elitech? В нашем интернет-магазине продаются сварочные инверторы различных типов в любой комплектации. Мы являемся официальным дилером корпорации ELITECH , поэтому цены на нашу продукцию вполне приемлемые.В нашем каталоге вы можете ознакомиться с характеристиками продаваемого оборудования.
.| Symbol PKWiU 2015 | Название группы | Ставка НДС ниже 23% | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27 | ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ | 00 | ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ И ТРАНСМИССИЯ | 00 | УСТРОЙСТВО РАСПРЕДЕЛЕНИЯ И УПРАВЛЕНИЯ МОЩНОСТИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27,11 | ЭЛЕКТРОДВИГАТЕЛИ, ГЕНЕРАТОРЫ И ТРАНСФОРМАТОРЫ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.1 | ДВИГАТЕЛИ ВЫХОДНОЙ МОЩНОСТЬЮ ≤ 37,5 Вт; ДРУГИЕ ДВИГАТЕЛИ постоянного тока; ГЕНЕРАТОРЫ ПРЯМОГО ТОКА | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.10 | Двигатели мощностью ≤ 37,5 Вт; другие двигатели постоянного тока; генераторы постоянного тока | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.10.0 | Двигатели с выходной мощностью ≤ 37,5 Вт; другие двигатели постоянного тока; генераторы постоянного тока | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.2 | УНИВЕРСАЛЬНЫЕ ДВИГАТЕЛИ ПОСТОЯННОГО И ПЕРЕМЕННОГО ТОКА, ВЫХОДНАЯ МОЩНОСТЬ> 37,5 Вт; ДРУГИЕ ДВИГАТЕЛИ ПЕРЕМЕННОГО ТОКА; ГЕНЕРАТОРЫ ПЕРЕМЕННОГО ТОКА (ГЕНЕРАТОРЫ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.21 | Универсальные двигатели переменного и постоянного тока мощностью> 37,5 Вт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.21.0 | Универсальные двигатели переменного и постоянного тока мощностью> 37,5 Вт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.22 | Двигатели переменного тока, одинарные фаза | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.22.0 | Двигатели переменного тока, однофазные | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.23 | Двигатели переменного тока, многофазные, с мощностью ≤ 9000 75010 | .11.23.0Двигатели переменного тока, многофазные, мощностью ≤ 750 Вт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.24 | Двигатели переменного тока, многофазные, мощностью> 750 Вт, но ≤ 75 кВт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.24 24,0 | Двигатели переменного тока, многофазные, мощностью> 750 Вт, но ≤ 75 кВт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.25 | Двигатели переменного тока, многофазные, мощностью> 75 кВт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.25.0 | Двигатели переменного тока, многофазные, мощностью> 75 кВт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.26 | Генераторы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.26.0 | Генераторы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.3 | GENING КОМПЛЕКТЫ И ОДНОСТАНЦИОННЫЕ ПРЕОБРАЗОВАТЕЛИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27.11.31 | Генераторы с поршневым двигателем внутреннего сгорания с воспламенением от сжатия 270005
|