Категория:
Рубка металла
Рубкой называется обработка металла режущим и ударным инструментом, в результате которой удаляются (срубаются, вырубаются) излишние слои металла или разрубается на части металл, предназначенный для дальнейшей обработки и использования. В качестве режущего инструмента в слесарном деле употребляется обычно зубило или крейдмейсель, а в качеству ударного инструмента — простые или пневматические молотки.
При помощи рубки можно производить:
— удаление (срубание) излишних слоев металла с поверхностей заготовок;
— выравнивание неровных и шероховатых поверхностей;
— удаление твердой корки и окалины;
— обрубание кромок и заусениц на кованых и литых заготовках;
— обрубание после сборки выступающих кромок листового материала, концов полос и уголков;
— разрубание на части листового и сортового материала;
— вырубание отверстий в листовом материале по намеченным контурам;
— прирубание кромок в стык под сварку;
— срубание головок заклепок при их удалении;
— вырубание смазочных канавок и шпоночных пазов.
Рубка производится в тисках, на плите или на наковальне; громоздкие детали могут обрабатываться рубкой в месте их нахождения. Для рубки лучше всего подходят стуловые тиски; на параллельных тисках производить рубку не рекомендуется, так как их основные части — губки, изготовленные из серого чугуна, часто не выдерживают сильных ударов и ломаются.
Обрабатываемая рубкой деталь должна быть неподвижна. Поэтому небольшие детали зажимают в тиски, а крупные детали кладут на верстак, плиту или наковальню или же ставят на пол и хорошо укрепляют. Независимо от того, где производится рубка, установка деталей по высоте должна быть сделана в соответствии с ростом работающего.
Приступая к рубке, слесарь прежде всего подготовляет свое рабочее место. Достав из верстачного ящика зубило и молоток, он кладет зубило на верстак по левую сторону тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным в сторону тисков.
При рубке надо стоять у тисков прямо и устойчиво, так, чтобы корпус был левее оси тисков.
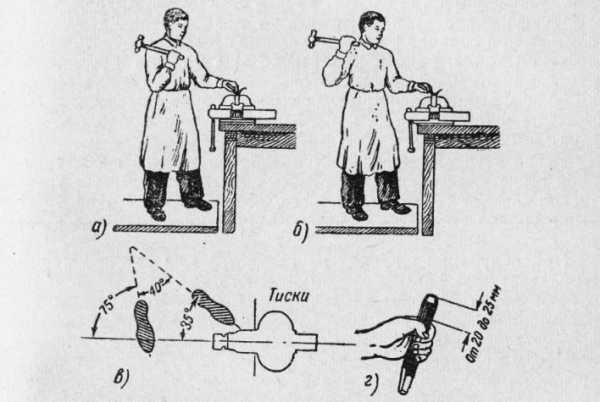
Рис. 1. Прием рубки: а — локтевой замах, б — плечевой замах, в — правильное положение ног работающего при рубке, г — держание зубила
Левую ногу выставляют на полшага вперед, а правую, которая служит главной опорой, слегка отставляют назад, раздвинув ступни ног под углом примерно так, как показано на рис. 1, в.
Зубило держать в руках так, как показано на рис. 1, г, свободно, без излишнего зажима. Во время рубки смотрят на рабочую часть зубила, точнее, в место рубки, а не на ударную часть, по которой ударяют молотком. Рубить надо только остро заточенным зубилом; тупое зубило соскальзывает с обрубаемой поверхности, рука от этого быстро устает, в результате теряется правильность удара.
Глубина и ширина снимаемого зубилом слоя металла (стружки) зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Молоток выбирают по весу, величину зубила — по длине его режущей кромки. На каждый миллиметр длины режущей кромки зубила требуется 40 г веса молотка. Для рубки обычно употребляют молотки весом 600 г.
В зависимости от порядка операций рубка может быть черновой и чистовой. При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм. При чистовой рубке за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Для получения чистой и гладкой поверхности рекомендуется при рубке стали и меди смачивать зубило машинным маслом или мыльной водой; чугун следует рубить без смазки. Хрупкие металлы (чугун, бронза) надо рубить от края к середине. Во всех случаях при подходе к краю детали не следует дорубать поверхность до конца, надо оставлять 15—20 мм для продолжения рубки с противоположной стороны. Этим предупреждается скалывание и выкрашивание углов и ребер обрабатываемой детали. В конце рубки металла, как правило, нужно ослаблять удар молотком по зубилу.
Рубка в тисках производится либо по уровню губок тисков, либо выше этого уровня — по намеченным рискам. По уровню тисков чаще всего рубят тонкий полосовой или листовой металл, выше уровня тисков (по рискам) —широкие поверхности заготовок.
При обрубании широких поверхностей для ускорения работы следует пользоваться крейцмейселем и зубилом. Сначала прорубают крейцмейселем канавки необходимой глубины, причем расстояние между ними должно быть равно 1Д длины режущей кромки зубила. Образовавшиеся выступы срубают зубилом.
Чтобы правильно производить рубку, нужно хорошо владеть зубилом и молотком: это значит правильно держать зубило и молоток, правильно двигать кистью руки, локтем и плечом и точно, без промаха, ударять молотком по зубилу.
делия металлической стружки, которое и представляет сооой сущность процесса резания.
Применяемый при рубке инструмент — зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен. Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения.
Передней и задней гранями клина называются две образующие плоско сти, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней; грань, обращенная к обрабатываемому предмету,— задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов.
На рис. 2 показаны углы режущего инструмента.
Передний угол — это угол, который находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания; обозначается буквой г (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания; обозначается буквой а (альфа).
Угол заострения — угол между передней и задней гранями клина; обозначается буквой р (бета). деление слоя металла от остальной его массы происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сжимая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
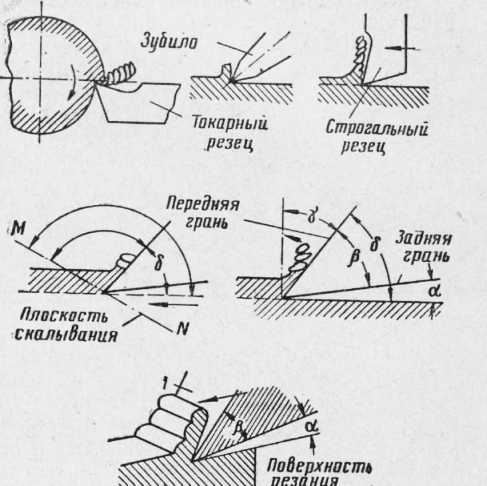
Рис. 2. Схемы резания и углы режущего инструмента
Скалывание частиц стружки происходит по плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца (рис. 3). Предположим, что с заготовки А требуется снять определенный слой металла резцом. Для этого устанавливают на станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Резец из прямоугольною бруска, лишенный углов клина, не отделяет стружку от металла. Он мнет и давит снимаемый слой, рвет и поргит обрабатываемую поверхность. Ясно, что таким инструментом работать нельзя.
На рис. 54 показан резец с рабочей частью, заточенной в форме клина. Резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
Зубило. Слесарное зубило является ударным режущим инструментом, применяемым при рубке металлов. На рис. 55, а дан чертеж зубила. Конец рабочей части зубила имеет клиновидную форму, которая создается заточкой под определенным углом двух симметричных поверхностей. Эти поверхности рабочей части называются гранями зубила. Грани в пересечении образуют острое ребро, называемое режущей кромкой зубила.
Грань, по которой при рубке сходит стружка, называется передней, а грань, обращенная к обрабатываемой поверхности,— задней. Угол а, образуемый гранями зубила, называется углом заострения. Угол заострения зубила выбирается в зависимости от твердости обрабатываемого металла. Для твердых и хрупких металлов угол а должен быть больше, чем для мягких и вязких металлов: для чугуна и бронзы угол а принимают 70°, для стали — 60°, меди и латуни — 45°, алюминия и цинка—35°, форма средней части зубила такова, что позволяет удобно и крепко держать его в руке во время рубки. Боковые стороны зубила должны иметь закругленные и зачищенные ребра.
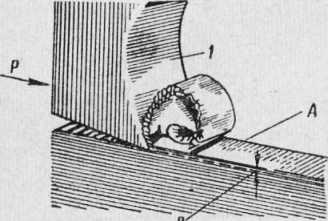
Рис. 3. Резец в процессе резания: Л — изделие, 1 —резец, 2— глубина снимаемого слоя, Р — сила, действующая при резании
Ударная часть зубила имеет вид усеченного конуса неправильной формы с полукруглым верхним основанием. При такой форме ударной части сила удара молотком по зубилу используется с наилучшим результатом, так как удар всегда приходится по центру ударной части.
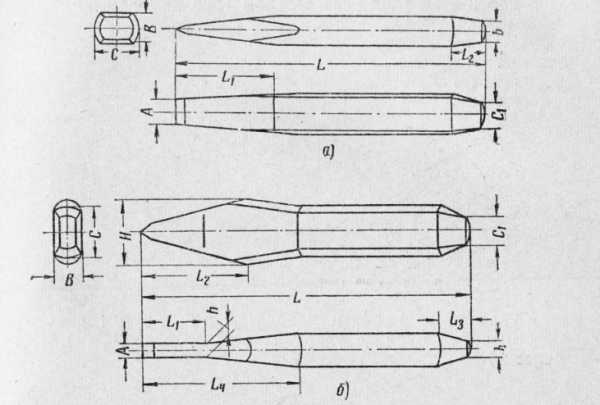
Рис. 4. Зубило (а) и крейцмейсель (б) Размеры зубил в мм
При рубке металла зубило держат в левой руке за среднюю часть, свободно обхватывая ее всеми пальцами так, чтобы большой палец лежал на указательном (рис. 56) или на среднем, если указательный палец находится в вытянутом положении. Расстояние от руки до ударной части зубила должно быть не менее 25 мм.
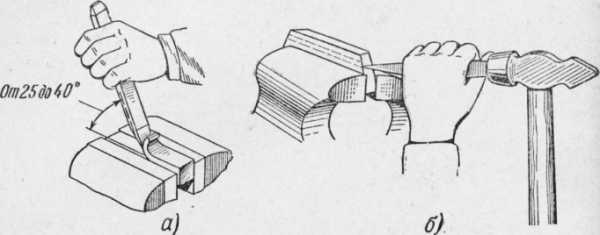
Рис. 5. Положение зубила при рубке: а — рубка по уровню тисков, 6 — рубка по риске
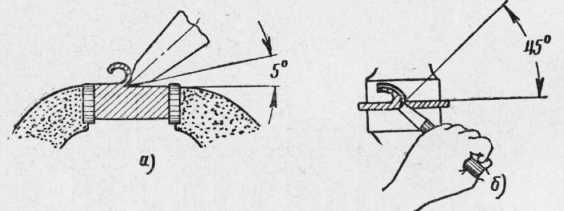
Рис. 6. Установка зубила на обрабатываемый предмет но отношению к губкам тисков
Для рубки зубило устанавливают на обрабатываемый предмет, как правило, с наклоном задней грани к обрабатываемой поверхности под углом, но не более 5° . При таком наклоне задней грани угол наклона зубила (его оси) будет составляться из суммы заднего угла и половины угла заострения. Например, при угле заострения в 70° угол наклона будет 5 + 35°, т. е. 40°. По отношению к линии губок тисков зубило устанавливают под углом 45°.
Правильная установка зубила способствует полному превращению силы удара молотком в работу резания при наименьшей утомляемости работающего. На практике угол наклона зубила не измеряется, но правильность наклона ощущается работающим, особенно при надлежащем навыке. Если угол наклона слишком велик, зубило глубоко врезается в металл и медленно перемещается вперед; если же угол наклона мал, зубило стремится вырваться из металла, соскользнуть с его поверхности.
Наклон зубила к обрабатываемой поверхности и относительно губок тисков направляется движением левой руки в ходе рубки.
Крейцмейсель. Крейцмейсель по существу является зубилом, имеющим узкое лезвие. Применяется он для прорубания узких канавок и шпоночных пазов. Углы заточки крейцмейселя такие же, как у зубила. Иногда крейцмейсель используется взамен зубила, например, когда зубило по ширине режущей кромки велико или когда по условиям работы применять его неудобно.
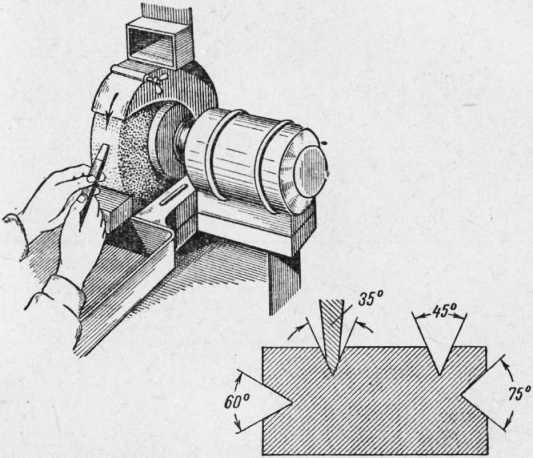
Рис. 7. Заточка зубила (крейцмейселя) на заточном станке и шаблон для проверки правильности заточки
Для прорубания полукруглых, острых и других канавок применяют крейцмейсели специальной формы, называемые кана-вочниками.
Заточка зубила и крейцмейселя. Во время работы зубила и крейцмейселя происходит истирание их граней, мелкий излом режущей кромки и скругление вершины угла заострения. Режущая кромка теряет остроту, и дальнейшая работа инструментом становится малопроизводительной, а иногда и невозможной. Работоспособность затупившегося инструмента восстанавливается заточкой.
Заточка зубила производится на шлифовальном круге — на заточном станке. Взяв зубило в руки, как показано на рис. 7, накладывают его на вращающийся круг и с легким нажимом медленно передвигают влево и вправо по всей ширине круга. Во время заточки зубило повертывают то одной, то другой гранью, попеременно их затачивая. Сильно нажимать зубилом на круг нельзя, так как это может привести к сильному перегреву инструмента и потере его рабочей частью первоначальной твердости.
По окончании заточки снимают с режущей кромки зубила заусенцы, осторожно и попеременно накладывая грани на вращающийся шлифовальный круг. Режущую кромку зубила после заточки заправляют на абразивном бруске.
Зубило можно затачивать с подачей охлаждающей жидкос/и и на сухом круге. В этом случае необходимо охлаждать затачиваемое зубило, отрывая его от круга и опуская в воду.
Затачивая зубило, нужно внимательно следить за тем, чтобы режущая кромка была прямолинейной, а грани — плоскими, с одинаковыми углами наклона; угол заострения должен соответствовать твердости обрабатываемого металла. Угол заострения при заточке проверяется шаблоном.
Крейцмейсель затачивают так же, как и зубило.
Слесарные молотки. Раньше уже указывалось, что в слесарном деле употребляют два типа молотков — с круглым и квадратным бойками. Противоположный бойку конец молотка называется ноской. Носок имеет клинообразную форму и скруглен на конце. Им пользуются при расклепывании, правке и вытягивании металла. Во время рубки ударяют по зубилу или крейц-мейселю только бойком молотка.
Способы держания молотка. Молоток держат за ручку в правой руке на расстоянии 15—30 мм от конца ручки. Последнюю обхватывают четырьмя пальцами и прижимают к ладони; большой палец накладывают на указательный, все пальцы крепко сжимают. Они остаются в таком положении как при замахе, так и при ударе. Этот способ называется «держание молотка без разжатия пальцев» (рис. 9, а).
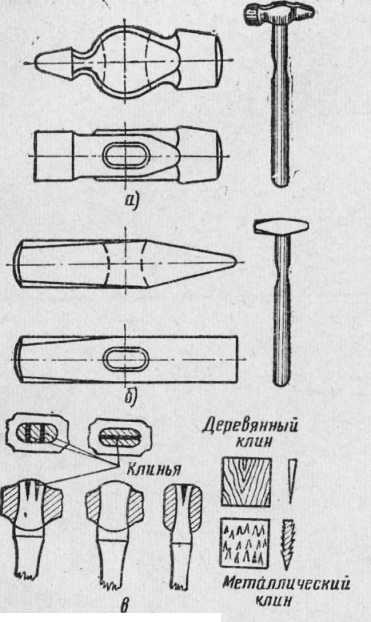
Рис. 8. Слесарные молотки: а — с круглым бойком, б — с квадратным бойком, в — заклинивание молотка на ручке
Есть и другой способ, предусматривающий два приема. При этом способе в начале замаха, когда кисть руки движется вверх, ручка молотка обхватывается всеми пальцами. В дальнейшем по мере подъема руки вверх сжатые мизинец, безымянный и средний пальцы постепенно разжимаются и поддерживают наклонившийся назад молоток (рис. 9,б). Затем молотку дают толчок. Для этого сперва сжимают разжатые пальцы, потом ускоряют движение всей руки и кисти. В результате получается сильный удар молотком.
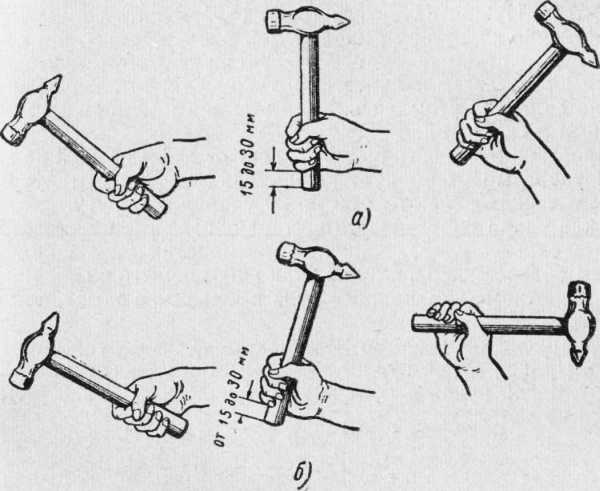
Рис. 9. Способы держания молотка при рубке: а — без разжатия пальцев, б —с разжатием пальцев
Удары молотком. При рубке удары молотком могут производиться с кистевым, локтевым или плечевым замахом.
Кистевой замах осуществляется движением только кисти руки.
Локтевой замах производится локтевым движением руки — сгибанием ее и последующим быстрым разгибанием. При локтевом замахе действуют пальцы руки, которые разжимаются и сжимаются, кисть (движение ее вверх, а затем вниз) и предплечье. Для получения сильного удара разгибающее движение рук должно производиться достаточно быстро. Упражнениями в локтевом замахе хорошо развивается локтевой сустав вместе с кистью и пальцами.
Плечевой замах — это полный замах всей рукой, в котором участвуют плечо, предплечье и кисть.
Применение того или иного замаха определяется характером работы. Чем более толстые слои металла снимаются с обрабатываемой поверхности, тем больше необходимость в наращивании силы удара, следовательно, в увеличении замаха; однако неправильным применением широкого замаха можно испортить обрабатываемую деталь и инструмент и без надобности быстро утомиться. Нужно научиться точно соразмерять силу удара соответственно характеру выполняемой работы.
Удар молотком по зубилу следует производить локтевым замахом с разжатием пальцев; при таком ударе можно рубить довольно долго, не утомляясь. Удары должны быть размеренными, меткими и сильными.
Производительность рубки зависит от действующей на зубило силы удара молотком и от количества ударов в минуту. При рубке в тисках делают от 30 до 60 ударов в минуту.
Сила удара определяется весом молотка (чем тяжелее молоток, тем сильнее удар), длиной ручки молотка (чем длиннее ручка, тем сильнее удар), длиной руки работающего и величиной замаха молотком (чем длиннее рука и чем выше замах, тем сильнее удар).
При рубке необходимо действовать обеими руками согласованно. Правой рукой нужно точно и метко ударять молотком по зубилу, левой рукой в промежутки между ударами перемещать зубило по металлу.
Таким образом, для наконечника в виде любой правильной пирамиды среднее давление на боковую поверхность выдавливаемого им отпечатка равно твердости, определяемой как отношение вертикальной силы к площади проекции отпечатка. Это будет справедливо и для правильной пирамиды с бесконечно большим числом граней, т. е. для конуса с любым углом заострения 2у. [c.40]
Большая стойкость кругов из эльбора может быть объяснена следующим образом [30]. В работе абразивного зерна большую роль играет его микрогеометрия, в частности радиусы округления и углы заострения абразивных зерен. Зерна эльбора выгодно отличаются своей геометрической формой имеют меньшие радиусы округления и углы заострения, больше режущих кромок с острыми углами заострения, причем с увеличением зернистости возрастает среднее число режущих кромок на зерно. Все это предопределяет более благоприятный процесс стружкообразования. К тому же зерна эльбора имеют значительное количество небольших выступов и склонность к самозатачиванию, что связано с их агрегатным строением. Существенной является и малая анизотропия механических свойств зерен эльбора, поэтому они одинаково эффективно работают независимо от их ориентации в круге. [c.143]
На рис. 8.45 приведены зависимости, полученные при Рх = = 78°, 7 = 0° и при Ра = 63°, уа = 15°. Из графиков видно, что с уменьшением угла заострения р составляющие Ру, Рх, Рг при различных глубинах и подачах уменьшаются, однако характер их изменения остается прежним. При этом в большей степени уменьшаются составляющие Ру, Рх и сравнительно меньше тангенциальная составляющая Рг- Уменьшение составляющих силы-резания в результате изменения угла заострения от Рх= = 78° до Рг = 63° в среднем составляет 18—30%. [c.588]
Практика работы на гидрокопировальных станках автоматической линии МРЛ-3 (резцами с малым углом заострения) показывает, что применение на станках, оснащенных системами, острых резцов позволяет уменьшить время обточки валика на второй операции (в среднем от 28,9 до 19,8 с), т. е. дает возможность дополнительно повысить производительность обработки за счет сокращения машинного времени на 30%. [c.589]
Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой стали У7А, У8А, 7Хф, 8Хф. Зубило состоит из трех частей рабочей, средней и ударной (рис. 58,э). Рабочая часть 2 зубила представляет собой стержень с клиновидной режущей частью 7 (лезвие) на конце, заточенной под определенным углом. Ударная часть (боек) 4 сделана суживающейся кверху, вершина ее закруглена. Угол заострения (угол между боковыми гранями) выбирается в зависимости от твердости обрабатываемого металла. За среднюю часть 3 зубило держат при рубке. Рекомендуемые углы заострения зубила для рубки некоторых материалов следующие (град) [c.34]
Большое давление, испытываемое лезвиями при резании, требует большого угла заострения р. Чем тверже разрезаемый металл, тем больше угол заострения лезвия для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости — 70 — 75° и для твердых — 80 — 85°. С целью уменьшения трения лезвий ножей о разрезаемый металл лезвиям придается небольшой задний угол (1,5 — 3°) [c.53]
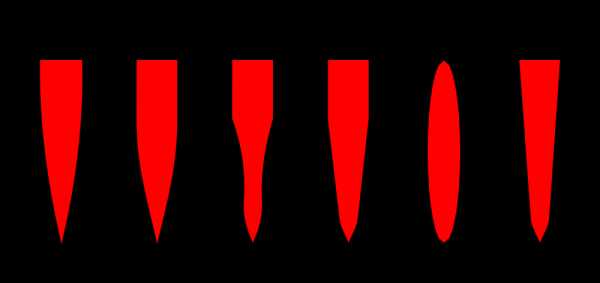
При работе в мягких грунтах длину выступающей части зуба ковша берут минимальной по соображениям прочности, исходя из угла заострения порядка 27—30° и толщины режущей кромки. При работе в грунтах средней крепости применяют зубья (или наконечники) лопатовидной формы, показанные на рис. 195, д. При работе в более мягких грунтах этой группы лучше применять более широкий зуб. При работе в крепких грунтах целесообразен зуб копьевидной формы (рис. 195, г). Слева на этом рисунке показан зуб для работы в наиболее крепких грунтах, справа — для работы в менее крепких грунтах этой группы. Угол заострения их 35—40°. [c.260]
Угол резания б (см. рис. 7) у таких ножниц берется для твердых и средней твердости материалов 85—75°, для очень мягких материалов, таких, как медь, — около 65—70°. Для уменьшения трения задних поверхностей ножей о металл дается задний угол а — 1,5- -3°. Таким образом, угол заострения ножа Р получается как разность этих двух углов передний угол у является дополнением к углу б до 90°. Зазор между ножами берут в пределах г = (0,030,06) S. [c.35]
Зубило служит ударным режущим инструментом, применяемым при рубке металла. Зубило состоит из трех основных частей рабочей, средней и ударной. Конец рабочей части имеет клиновидную форму, создаваемую заточкой под углом р двух симметричных поверхностей. Угол заострения Р зубила выбирается в зависимости от твердости обрабатываемого металла. Для твердых металлов угол Р принимается 70°, для металлов средней твердости 60° и для мягких металлов 45° (ГОСТ 7211—54). [c.63]
Задний угол. Для уменьшения трения задних поверхностей резца об обработанную поверхность и поверхность резания резец затачивают по задней поверхности под углом а- Указанные поверхности в процессе резания подвергаются как упругим, так и пластическим деформациям. Наличие этих деформаций вызывает некоторое выпучивание поверхностей, приводящее к возникновению давления на заднюю поверхность резца — вблизи его режущей кромки. Чем больше будет задний угол а, тем дальше будет отстоять задняя поверхность от мест выпучивания, тем меньше будет трение при относительном перемещении резца и заготовки. Однако большое значение заднего угла уменьшает угол заострения р, что приводит к снижению прочности лезвия резца, а потому среднее значение оптимальной величины заднего угла для резцов 6 — 12°. [c.192]
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут пo углом 90° (рис. 123, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 123, в). [c.160]
Указанные величины угла наклона достигаются только при винтовой заточке с заострением. Если угловая кромка шлифовального круга не участвует в работе, т. е. поперечная кромка сверла не заостряется , то углы наклона уменьшаются в среднем на 5°. [c.176]
Главные режущие кромки выполняют основную работу резания. Поперечная кромка между ними оказывает вредное влияние на процесс резания, так как она не режет металл, а соскабливает его и увеличивает нагрузку на сверло. Поэтому в практике сверления при значительных диаметрах сверл производят подточку перемычки. Передний и задний углы сверла переменные передний угол уменьшается к центру сверла, а задний угол, наоборот, увеличивается. Таким образом, угол заострения перьев сверла остается постоянным. Угол наклона режущих кромок сверла 2ф меняется в зависимости от свойств обрабатываемого материала. Чем тверже- обрабатываемый материал, тем больше этот угол. При обработке хрупких твердых материалов угол 2ф достигает 140°, при обработке вязких мягких материалов 90°, а при обработке материалов средней твердости 116—120°. [c.346]
Стержневая трубка системы ЦКТИ (рис. 4-34, б) предназначена для измерения скорости воды в трубах циркуляционного контура котлоагрегата (экранных и опускных) и экономайзера. Основной частью ее является заостренный с лобовой и тыловой сторон под углом 70° наконечник с поперечными размерами 4 X 10 мм и длиной, равной 1/3 внутреннего диаметра трубы, в которой она устанавливается. На срезах наконечника, соединенного со штангой наружным диаметром 15 и длиной 60 мм, расположены два отверстия для отбора давлений диаметром 2,5 мм. Коэффициент К трубки равен в среднем 0,85. [c.338]
Основной формой всякого режущего инструмента является клиновидное острие, продвигаемое некоторой силой, равной и обратно направленной сопротивлению Р. через данный материал. Назовем мгновенное направление движения обрабатываемого предмета относительно инструмента направлением реза н п я, а мгновенную скорость этого движения скоростью р е 3 а н ИЯ Ур. Грань резца п (фиг. 2), воспринимающая давление стружки и совершающая работу ее отделения, называется п е-редней гранью, или г р у д ь ю, а грань б—задн ейгранью, или затылком резца. Угол а, составляемый передней гранью с направлением Р., называется углом Р., угол между передней гранью и перпендикуляромк направлению Р.—п средним углом, угол у—з а д н и м, или затылочным, углом, или углом задней заточки, а угол б—у г л о м заострения резца. [c.155]
Цилиндрические поверхности шабрят для удаления рисок и подгонки внутренней поверхности вкладышей подшипников по шейке вала. Вкладыши обрабатывают трехгранным шабером с углом заострения 60" и остро-заточенными режущими кромками. При этом окрашенную шейку вала укладывают на нижний вкладыш подшипника, а сверху накладывают верхний вкладыш с крышкой, затягивают гайками подшипник и поворачивают вал Блево и вправо. Вынимают вкладыши и зажимают их в тисках. Перемещая режущую кромку шабера по поверхности вкладыша вправо и влево, средней частью режущей кромки шабрят места, покрытые краской. Шабрение чередуют с нанесением краски до покрытия 2/3 поверхности вкладыша равномерными пятнами. [c.440]
При расчете обтекания крыльев конечной толш ины с острыми кромками важно знать направление схода вихревой пелены. Из анализа условий схода вихревой пелены с заостренной под конечным углом кромки было показано [3], что пелена сходит по касательной к верхней или нижней поверхностям крыла в зависимости от направления течения около кромки крыла, а также от знака завихренности. Лишь в отдельных точках, где завихренность или средняя скорость течения обращаются в нуль, пелена может сходить под углом как к нижней, так и к верхней поверхностям. [c.241]
Проверка с буксовкой. Если машина собрана, проверку начинают с разъединения ползуна с поршневым дышлом. Когда валик ползуна удален и передняя головка поршневого дышла опущена, ползун продвигают назад до удара поршня в крышку и по заднему торцу вкладыша ползуна или башмака (паровоз ) отмечают на боковой стороне параллели так называемую ударную риску. Затем продвигают ползун до удара поршня в другую крышку и наносят вторую ударную риску. После этого соединяют ползун с поршневым дышлом и буксуют паровоз, пока до ближайшего мертвого положения поршню остается пройти совсем немного. Этот момент удобнее заметить по кривошипу, который должен тогда находиться под углом 15—20° к своему мертвому положению. При таком положении механизма наносят риску на параллели, а специальным П-образным крючком, у которого одна ножка длиннее другой, отмечают риску на торце бандажа ведущей колесной пары, поставив заостренный конец длинной ножки крючка в произвольно набитый и обведенный кружком керн на раме паровоза. Затем продолжают буксовать паровоз в том же направлении до тех пор, пока ползун, миновав мертвую точку, не минует на 5—10 мм также и риску на параллели, сделанную одновременно с риской на бандаже. После этого буксуют паровоз в обратном направлении, пока ползун не придет в положение, отмеченное риской. Здесь снова короткой ножкой П-образного крючка делают риску на торце бандажа, упирая острие длинной ножки в керн на раме. Поставив одну ножку циркуля в центр оси колесной пары, другой наносят на торце бандажа дугу, пересекающую обе риски от П-образного крючка. Расстояние по дуге между обеими точками пересечения делят пополам в этой средней точке отрезка дуги ставят хорошо видный керн и обводят его кружком. Отбуксовав паровоз до положения, когда короткая ножка крючка близка к совпадению с первой поставленной на бандаже риской, осторожно буксуют паровоз в том же направлении, что и в первый раз, когда ставилась эта отметка. Когда острие короткой ножки совпадет с керном на бандаже, буксовку останавливают и отмечают на параллели положение ползуна в соответствующей мертвой точке. Используя описанный прием, отмечают рисками на параллелях мертвые положения поршней обеих машин паровоза. Расстояния между соответственными ударными и мертвыми рисками дадут линейную величину мертвых пространств. Так как на горячем паровозе за счет нагрева поршневая скалка удлиняется на 1—1,5 мм, то в полученные числа вредных пространств вносят поправку к полученному размеру вредного пространства у задней крышки прибавляют 1—1,5 мм, а у отсчета у передней крышки — отнимают 1—1,5 мм. Только после [c.301]
Каким образом режет нож? Это происходит за счет давления, которое оказывает режущая кромка, и чем она тоньше, тем легче резать. Статья расскажет о правилах и способах заточки клинков в зависимости от их назначения и требуемых качеств. Особенности заточки ножа — читаем в продолжении…
Острота – основная характеристика режущего инструмента. Чем выше её степень, тем легче нож входит в материал. От чего же зависит эта характеристика?
Мы видим, что результативное качество ножа зависит от слаженной работы нескольких специалистов. К счастью, современная промышленность выполняет всю эту работу за нас, нам же остается только поддерживать инструмент в рабочем состоянии, что предполагает его своевременную и правильную заточку.
Заточкой ножа называют процесс формирования угла между режущими гранями лезвия. С помощью абразивного камня или иных приспособлений мастер формирует режущую кромку, которая представляет собой остриё угла между сходящимися плоскостями клинка.
То, под каким углом сходятся грани, определяет остроту лезвия. Однако не все так просто. В зависимости от назначения инструмента могут понадобиться различные углы заточки, и о них мы хотим рассказать в следующей главе.
Ножи бывают разные. Одни предназначены для разделки туш, другие для охоты или войны, третьи для резки древесины и так далее. Встречаются многофункциональные или универсальные образцы, которые могут выполнять две или несколько задач.
То, какими именно качествами будет отличаться режущая способность кромки, зависит от угла её заточки. Чем меньше угол, тем острее клинок. При этом режущая кромка будет тоньше, а значит, её прочность снизиться.
Найти правильное соотношение величины угла между режущими гранями кромки и его толщиной, формой и прочностью – сложная задача. Каждый мастер-оружейник решает её по-своему. За многотысячную историю развития клинков были выработаны стандарты углов заточки ножей в зависимости от их предназначения:
Интересно, что легендарная японская катана заточена с углом, близким по значению к кухонному ножу. Такая заточка в сочетании с исключительной прочностью металла придавала оружию невероятные свойства. Известны случаи, когда подобные клинки перерубали стволы ружей, бамбуковые стебли и лошадиные тела.
Вообще надо сказать, что боевое и особенно длинномерное холодное оружие часто имело различные углы заточки в различных частях клинка. Например, русская шашка имеет «сильную» часть с заточкой под 40 или более градусов, тогда как её «рабочая» часть заточена под 30˚.
Основные элементы и параметры сечения клинка (рис. 1)Рисунок 1 (комментарии)
Ряд западных производителей охотничьего оружия считают оптимальным угол заточки, равный 23˚. Другие, такие как американская Tidioute Cutlery Company, предпочитают точить охотничьи и даже боевые ножи марки KA-BAR под сорок градусов. Единого мнения здесь нет, все очень индивидуально.
Так или иначе, угол заточки режущих граней лезвия является самой главной характеристикой его остроты, прочности и, как следствие, назначения. Если говорить просто, то меньшие углы требуются для работы с мягкими субстанциями, а большие – для работы с твердыми (колка дров, отрубание веток). Кроме того, острота и другие свойства ножей зависят от параметров сечения их лезвий.
Существует три основных формы сечений клинков:
Остальные виды вторичны и являются производными от трех перечисленных типов сечения.
Классической формой считают простой клин. Его особенностью является тот факт, что плоскости лезвия сходятся и формируют заостренную кромку. При малых углах заточки можно добиться невероятной остроты лезвия, однако, если качество стали будет недостаточным, такое лезвие будет легко сминаться или крошится при соприкосновении с более-менее твердым материалом.
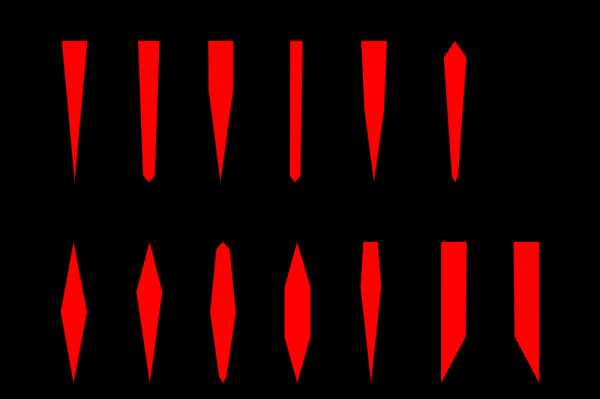 Варианты клиновидных сечений клинка (рис. 2)
Варианты клиновидных сечений клинка (рис. 2)Рисунок 2 (комментарии)
Если же мы увеличим угол до 20˚, тогда толщина обуха составит треть ширины лезвия, то есть даже неширокий нож с лезвием 2.5 см будет иметь обух толщиной 8 мм. По этой причине классический клин имеет весьма ограниченной распространение, например, в некоторых моделях опасных бритв.
Распространённая разновидность клиновидных лезвий сочетает в себе прямоугольный подвод и клиновидную кромку, то есть их сечение является плоскоконическим. Такие ножи можно встретить повсеместно.
Вогнутое сечение позволяет добиваться наиболее тонкой заточки. Значение угла кромки уменьшается с приближением к её острию, толщина лезвия в этой части также стремиться к нулю. Это и является главным ограничением в использовании классического вогнутого клина, ведь такой клинок крошится даже при разрезании мягкой древесины.
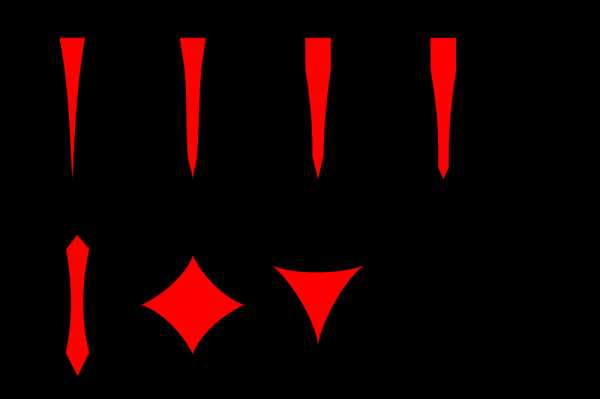 Варианты вогнутых сечений клинка (рис. 3)
Варианты вогнутых сечений клинка (рис. 3)Рисунок 3 (комментарии)
Другой недостаток вогнутой формы – это неглубокое проникновение в материал, так как лезвие резко расширяется по направлению к обуху. По этой причине вогнутый клин используется исключительно при изготовлении опасных бритв и считается «бритвенной» формой клинка.
Если мы сочетаем вогнутый клин у кромки с плоским прямоугольным сечением верхней части лезвия, то мы получаем, пожалуй, самую распространенную и удачную форму ножа. Такие модели производит подавляющее большинство современных компаний.
Наконец, выпуклый клин наиболее удачно приспособлен для обработки твердых материалов: рубки костей, веток и деревьев, обгоревших и ороговевших сучьев и т.д. Такое сечение встречается у топоров для рубки леса, боевых мечей и кинжалов, тесаков. Затачивать нож следует под определенным углом, который зависит от назначения инструмента.
 Варианты выпуклых сечений клинка (рис. 4)
Варианты выпуклых сечений клинка (рис. 4)Рисунок 4 (комментарии)
Мы разобрали главные особенности заточки ножа и некоторые нюансы правильной заточки клинков, и с этими знаниями можно качественно ухаживать за любимыми экземплярами!
В ближайшее время мы планируем выпуск серии материалов про заточку ножей, виды камней, рассмотрим различные заточные приспособления, устройства, а также подробнее расскажем о правке ножа в походных условиях. Следите за нашими публикациями. Удачи!
Статья подготовлена ИМ Златоустовские ножи.
К атегория:
Резание металла
Приемы разрезания металла ручной ножовкой
Прежде чем приступить к разрезанию металла, необ ходимо выбрать ножовочное полотно, сообразуясь t твердостью, формой и размерами разрезаемого материала.
Закреплять полотно в ножовочном станке нужно так чтобы острие зубьев было направлено вперед по ходу ножовки; натяжение полотна в ножовочном станке необходимо отрегулировать. Приступая к работе ножов кой, следует прочно закрепить разрезаемый материа в тисках. Высота крепления металла в тисках должна соответствовать росту работающего. Затем необходимо встать перед тисками вполоборота, т. е. под углом 45 к осевой линии тисков (расстояние между тисками корпусом работающего должно быть 120-150мм).0пи раясь на левую ногу, выставленную несколько вперед правую нужно поставить по отношению к левой под углом 60-70°. При работе корпус тела должен быть прямым. Ножовку надо брать правой рукой так, как по казано на рис. 1, а, поз. /, а левой рукой - за передний конец ножовки, чтобы уравновесить ее и получить устой чивое движение во время резания. Во время резания ножовку следует держать в горизонтальном положении. Двигать ее нужно плавно, без рывков, слегка прижимая вниз обеими руками при движении вперед. Принято считать, что сила нажима должна составлять примерно 1 кг на 0,1 мм толщины полотна. В конце резки нажим следует ослаблять.
Рис. 1. Приемы работы ножовкой
Скорость движения ножовки зависит от твердости разрезаемого материала и в среднем составляет от 30 до 60 двойных ходов в минуту. Для уменьшения трения о стенки разрезаемой заготовки следует ножовку периодически смазывать минеральным маслом или другой смазкой.
В процессе работы ножовочное полотно иногда «уводит» в сторону от разметки; выправлять его не следует, так как возможна поломка или выкрашивание зубьев полотна. В этом случае лучше начать резку заготовки с противоположной стороны.
Выкрашивание зубьев ножовочного полотна происходит также вследствие чрезмерной твердости разрезаемого металла, от сильного нажима на полотно в процессе резки узких заготовок, наличия в металле газовых пузырей (пустот), неметаллических включений и т. п. Исправить поврежденное полотно можно путем стачивания мест поломки зубьев на точиле, чтобы обеспечить плавный переход от поломанных зубьев к целым. Продолжать работу ножовкой с восстановленным полотном можно только после удаления из прорези остатков сломанных зубьев.
Для более экономичного расходования ножовочных полотен следует новыми полотнами сначала резать мягкие металлы - медь, алюминиевые сплавы, а затем использовать их для разрезания стали или чугуна. Латунь и бронзу рекомендуется разрезать только новыми полотнами, так как даже слегка изношенные полотна больше скользят, чем режут.
Разрезание полосового металла легче производить по узкой стороне (по толщине). В данном случае усилие резания распределяется на меньшей площади и резание происходит быстрее. Во избежание поломки полотна необходимо, чтобы толщина полосы перекрывалась не менее чем тремя зубьями. Если же этого нельзя выполнить, то тонкую полосу разрезают по широкой ее стороне. Зажав полосу в тиски широкой стороной, напильником делают пропил на кромке и лишь после этого начинают резку, немного наклонив ножовку от себя. В процессе резки наклон ножовки уменьшают, захватывая всю ширину полосы и придерживая ножовку в горизонтальном положении.
В ряде случаев при разрезании длинных (высоких) заготовок не удается довести рез до конца из-за того, что ножовочный станок упирается в их торец. Для устранения этого препятствия можно перезажать заготовку и, врезавшись в нее ножовкой с другого конца, закончить работу. Более целесообразным, однако, является другой способ: производить разрезание ножовкой с полотном, повернутым на 90° (рис. 1,б). Таким способом можно разрезать полосы любой длины.
Тонкие листы или полосы укладывают между деревянными брусками, зажимают в тисках, а затем разрезают вместе с брусками (рис. 1, в).
Вырезание в тонких местах криволинейных или угловых прорезей производится специальными ножовками, называемыми лобзиками (рис. 1,г), у которых вместо ножовочного полотна закрепляется узкая тонкая пила с мелкими зубьями. Работают лобзиком «на себя». При вырезании лобзиком фигурных прорезей в местах изменения направления выпиливаемого контура просверливают отверстия диаметром, равным ширине пилы лобзика. Пропустив через такое отверстие пилу, закрепляют ее в рамке и осуществляют резку по заданному направлению.
Разрезание круглого металла небольших сечений производится ручной ножовкой. Заготовки же диаметром более 50 мм разрезают, как правило, на приводных ножовках, дисковых пилах, отрезных и других станках.
Процесс разрезания сводится к тому, что на куске стали круглого сечения предварительно наносят разметочную риску. Затем заготовку зажимают в тисках в горизонтальном положении и трехгранным напильником по риске делают небольшой пропил с тем, чтобы врезать ножовочное полотно в металл на заданном размере по длине. Иногда для направления ножовки в начале реза поступают следующим образом. У риски на заготовке ставят большой палец левой руки, упираясь ногтем в риску, а полотно ножовки придвигают вплотную к ногтю. Затем ножовке, поддерживаемой правой рукой с вытянутым указательным пальцем, создают устойчивое направление при врезании ее в металл. И только убедившись в правильности врезания ножовочного полотна, встают в рабочую позу и продолжают резание до конца, не допуская отламывания заготовки. Отламывание заготовки разрешается в том случае, когда торцы ее должны быть опилены. В этом случае в прутках (кусках) делают надрезы с двух-четырех сторон, а затем в тисках или с помощью молотка, опирая заготовку о металлические бруски, производят ее разламывание.
Разрезание металла квадратного сечения осуществляется так же, как и круглого металла, с той лишь разницей, что ножовку слегка наклоняют от себя в начале процесса резания. По мере
врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем уже ведут разрезание при горизонтальном положении ножовки.
Прежде чем приступить к разрезанию металла фасонного сечения, например углового профиля, необходимо с помощью угольника и чертилки нанести разметочные риски мест реза на обеих полках (при разрезании швеллера риску следует нанести и на стенке). После этого разрезаемый металл зажать в тисках так, чтобы были видны риски обеих полок, и трехгранным напильником сделать небольшой пропил по риске со стороны угла основания~профиля. Установив ножовочное полотно в пропил, начать резать по профилю, держа ножовку в наклонном положении, а затем ее выровнять и продолжать разрезание, как и в предыдущем случае. При разрезании профилей фасонного проката необходимо все время следить за направлением ножовки, не давая ей отклоняться от разметочной риски.
Рис. 2. Приемы разрезания металла: а - круглого; б - квадратного сечения
В ряде случаев слесарям приходится делать прорези (шлицы) в головках стопорных и других винтов. Для прорезания неглубоких и узких шлицов рекомендуется пользоваться специальной ножовкой с тонким полотном. Более широкие прорези (шлицы) в головках винтов можно получить обыкновенной ножовкой с одним или двумя ножовочными полотнами, вставленными вместе в ножовочный станок.
Необходимыми условиями правильного выполнения работы по разрезанию труб ручной ножовкой являются: разметка мест разреза, правильный выбор ножовочного полотна и соблюдение основных правил работы ножовкой.
Разметку места реза выполняют с помощью упрощенного шаблона и чертилки. Шаблон вырезают из тонкой жести в виде пластинки прямоугольной формы, изгибаемой по трубе. Затем этот шаблон подводят к месту реза и по его кромке чертилкой наносят по окружности трубы разметочную риску.
Шаг зубьев ножовочного полотна следует выбирать тем меньший, чем тверже материал трубы и чем тоньше ее стенка.
Для разрезания трубу зажимают в тисках в горизонтальном положении. Тонкостенные трубы с чисто обработанной поверхностью следует зажимать в тисках между специальными деревянными нагубниками. Пользуются также трубными прижимами с Деревянными подкладками, в которых вырезаны углубления по диаметру трубы. Удобным является крепление труб в цепных, винтовых, а при резании тонких труб - в специальных зажимах.
При разрезании трубы держать ножовку следует горизонтально и по мере углубления ножовочного полотна в трубу слегка наклонять ее к себе. Если полотно будет защемляться в прорези, ножовку следует вынуть, повернуть трубу от себя на 45-60° и продолжить резку, слегка нажимая на полотно.
Если при разрезании ножовку уводит в сторону от разметочной риски, то трубу нужно повернуть и начать рез снова.
Разрезание труб ручной ножовкой - трудоемкая и тяжелая операция, особенно при разрезании труб больших диаметров. Более производительным является разрезание при помощи специальных труборезов, приспособлений и др.
Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы (ролики). Наиболее распространены роликовые, хомутиковые и цепные конструкции труборезов.
Роликовый труборез состоит из скобы, винтового рычага и трех дисковых роликов, два из которых установлены на осях в скобе, а третий смонтирован на оси, закрепленной в подвижном кронштейне. Разрезаемая труба крепится в прижиме винтом, после чего труборез устанавливается на трубу 5. При вращении винтового рычага вправо кронштейн переместит режущий ролик до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его раскачивают при помощи рычага (примерно на 1/3 оборота в обе стороны). Чтобы предотвратить нагрев режущих роликов в процессе работы, место среза смазывают машинным маслом, а резание производят без приложения больших усилий. Трубы большого диаметра разрезают хомутиковым или цепным труборезом.
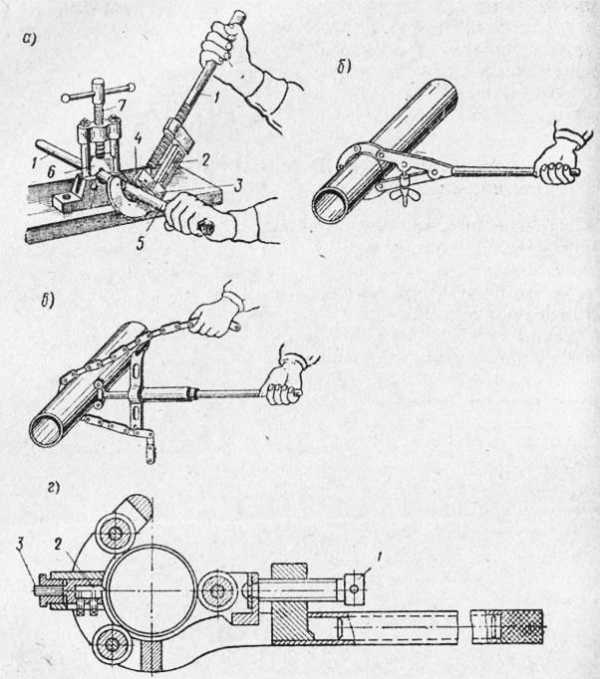
Рис. 3. Разрезание труб труборезами
Недостатком роликовых труборезов является то, что они в процессе резки вдавливают торец трубы внутрь отверстия и образуют наружные и внутренние заусенцы, для снятия которых требуется выполнить дополнительную работу. Этот недостаток исключается при работе труборезом конструкции новатора А. С. Мисюты. Здесь вместо режущего ролика установлен призматический резец, который по мере врезания в трубу подается вращением винта, а нажим роликов осуществляется винтом. Этот труборез нашел применение при резании труб больших диаметров.
При больших объемах работы разрезание труб обычно выполняют механическими дисковыми труборезами.
Ход урока.
I. Организационный момент.
Проверка готовности к уроку. Ввод учащихся в мастерскую.
II. Проверка пройденного материала.
v Чем отличается пиление столярной ножовкой от резания слесарной? В чем их подобие?
v Перечислите правила безопасности при работе слесарной ножовкой.
v Из каких основных частей состоит слесарная ножовка?
v Для какой цели на заготовке в месте разрезания делают пропил трехгранным напильником?
v Почему в конце разрезания заготовки нужно ослабить нажим на ножовку?
v Как разрезают длинную заготовку?
III. Изложение нового материала.
Рубка металлов - технологическая операция, в процессе которой с помощью зубила и молотка с заготовки удаляют слой металла или разрубают заготовку на части. В основе рубки лежит действие клина - именно эту форму имеет рабочая (режущая) часть зубила (рис. 1). С помощью рубки удаляют (срубают) с заготовки неровности металла, снимают твердую корку, окалины, острые кромки детали, вырубают пазы и канавки, разрубают листовой металл на части. Рубка может выполняться в тисках, на плите или на наковальне (рис. 2).
Основной рабочий (режущий) инструмент при рубке - зубило, а ударный - молоток.
Зубило (рис. 3) изготовляется из инструментальной углеродистой стали.
Оно состоит из следующих частей: ударной, средней и рабочей.
Рис. 4. Молотки: а - с квадратным бойком; б - с круглым бойком. Ударная часть выполняется суживающейся кверху, а ее вершина, называемая бойком,- закругленной; за среднюю часть зубило держат во время рубки, рабочая или режущая часть имеет клиновидную форму. Угол заострения режущей части выбирается в зависимости от твердости обрабатываемого материала. Для обрабатываемых материалов рекомендуются следующие углы заострения: для твердых (твердая сталь, чугун) -70°, для материалов средней твердости (сталь) -60°, для мягких (медь, латунь) -45°, для алюминиевых сплавов - 35°. Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой - крейцмейселем. Этим же зубилом можно снимать широкие слои металла: вначале им прорубают канавки, а оставшиеся выступы срубают широким зубилом. В качестве ударных инструментов для рубки металлов используют слесарные молотки двух типов: с круглым и квадратным бойком (рис. 4). Основная характеристика молотка - его масса. Для рубки металлов применяют молотки массой 200, 400 и 600 г. Длина ручки молотка зависит от его массы и составляет 250...50 мм. Рубка металлов - операция трудоемкая. Для облегчения труда и повышения его производительности на промышленных предприятиях используются пневматический и электрический молотки. |
Приемы рубки металлов
Для рубки металла используют прочные массивные тиски. Рубка производится по уровню губок тисков или выше этого уровня по намеченным рискам. По уровню губок тисков рубят листовой и полосовой металл, выше уровня губок - заготовки с широкими поверхностями.
Заготовка должна быть закреплена в тисках прочно и надежно. Чтобы не сминать поверхность заготовки губками тисков при зажиме, на них можно устанавливать нагубники.
Рабочая поза должна обеспечивать наибольшую устойчивость тела работающего при ударах молотком. Корпус должен быть выпрямлен и обращен вполоборота (45°) к оси тисков, левая нога выставлена на полшага вперед, а угол, образованный линиями осей ступней, составлять 60...75° (рис. 5).
Рис. 5. Рабочая поза при рубке. Рис. 6 . Положение зубила при
Зубило берут левой рукой за среднюю часть на расстоянии 15...20 мм от края ударной части. Устанавливают зубило так, чтобы режущая кромка находилась на линии снятия стружки (линии среза), а стержень зубила составлял угол 30...35° к обрабатываемой поверхности и примерно 45 ° к губкам тисков (рис. 6).
Молоток берут правой рукой за рукоятку на расстоянии 15...20 мм от ее конца. Крепко сжимая рукоятку всеми пальцами, наносят достаточно сильные удары молотком по центру бойка зубила. Различают удары кистевые, локтевые и плечевые.
При кистевом ударе (рис. 7, а) изгибается только запястье правой руки. Во время замаха слегка разжимают пальцы (кроме большого и указательного), затем пальцы резко сжимают и наносят удар. Кистевыми ударами выполняют рубку и снимают тонкий слой мягкого металла.
При локтевом ударе (рис. 7, б) правую руку сгибают в локте. Для получения сильного удара руку разгибают быстро. Такими ударами рубят металл наиболее часто.
В плечевом ударе (рис. 7, в) участвуют плечо, предплечье и кисть руки. Все это способствует большому замаху и удару максимальной силы.
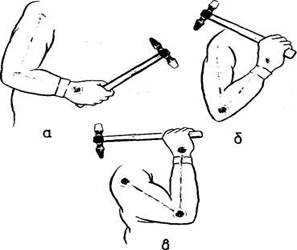
Рис. 7. Виды удара молочка при рубке: а - кистевой; б - локтевой;
в - плечевой.
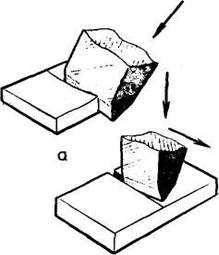 Рис. 8 . Разрубание металла на плите.
Рис. 8 . Разрубание металла на плите.
Плечевыми ударами снимают толстый слой металла или разрубают толстую заготовку из прочного материала. При рубке сила удара молотком должна соответствовать характеру работы. При этом учитывается масса молотка и длина его рукоятки. Чем тяжелее молоток и длиннее рукоятка, тем сильнее может быть удар. Для рубки полосового металла по уровню губок тисков сначала размечают линию (риску) разреза, затем закрепляют заготовку в тисках, чтобы риска находилась на уровне губок тисков. Приняв правильную рабочую позу и установив зубило режущей кромкой на линии среза, локтевыми ударами разрубают заготовку, заканчивая рубку кистевыми ударами.
|Г1 Чтобы линия разреза была ровной, разрубание металла г I на плите или на наковальне ведут по разметке, устанавливая зубило вертикально (рис. 8). Перемещая его в процессе рубки, часть лезвия оставляют в уже прорубленной канавке.
Разрубая на плите или наковальне заготовку сравнительно большой толщины, сначала надрубают ее с одной стороны, затем переворачивают и рубят по риске с другой. Надрубленную с обеих сторон заготовку осторожно переламывают в тисках или на кромке плиты.
IV. Практическая часть.
Учащимся предлагается произвести рубку металла известными им способами
При рубке металлов нужно соблюдать требования безопасности труда.
1. Надежно закрепляйте заготовку в тисках.
2. Работайте только исправным инструментом (без тре щин, забоин, заусенцев и т. д.).
3. При работе используйте защитные очки.
4. Не проверяйте качество рубки рукой на ощупь.
5. В конце рубки ослабляйте силу удара.
6. Для уборки обрубленных частиц металла с рабочего места используйте щетку-сметку.
V. Закрепление нового материала.
Ø Какой должна быть рабочая поза и хватка инструмента при рубке металлов?
Ø Какой удар - кистевой, локтевой или плечевой - создает большую силу? Как влияет на силу удара длина рукоятки и масса молотка? Ответ обоснуйте.
Ø Как выполняют рубку металлов в тисках?
Ø Как выполняют рубку металлов на плите или наковальне?
Самооценка учащихся. Уборка рабочих мест и помещения мастерских.
Резка металла ножовкой
К атегория:
Резание металла
Резка металла ножовкой
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце - подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
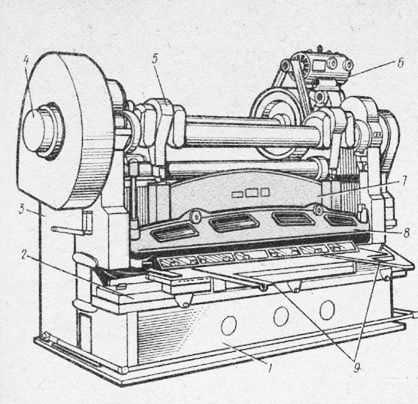
Рис. 1. Кривошипные листовые ножницы с наклонными ножами
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 -64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L - 250 - 300 мм, высотой Ь - 13 и 16 мм, толщиной h - 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол,а, угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
Рис. 2. Ручная слесарная ножовка (станок): а - цельная, б - раздвижная, в - с передвижным держателем, г - ножовочное полотно; 1 - гайка-барашек, 2 - рамка (станок), 3 - подвижная головка, 4 - ножовочное полотно, 5 - неподвижная головка, 6 - хвостовик с рукояткой, 7 - штифты, 8 - прорези, 9 - винт натяжной, 10 - подвижная скоба
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 -1,6 мм, при котором на длине 25 мм насчитывается 17 - 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы - 16, средней твердости закаленная сталь - 19, чугун, инструментальная сталь - 22, твердая, полосовая и угловая сталь - 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
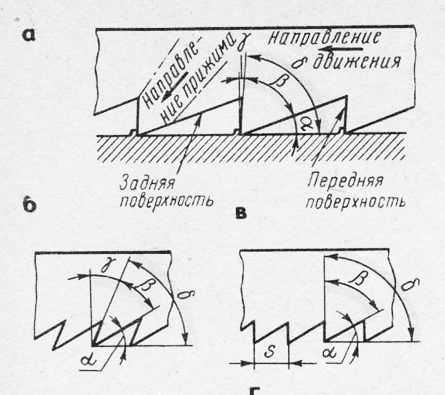
Рис. 3. Элементы зуба ножовочного полотна: а - зубья ножовочного полотна; передний угол зубьев: б - положительный, в - равный нулю, г - отрицательный; д- шаг
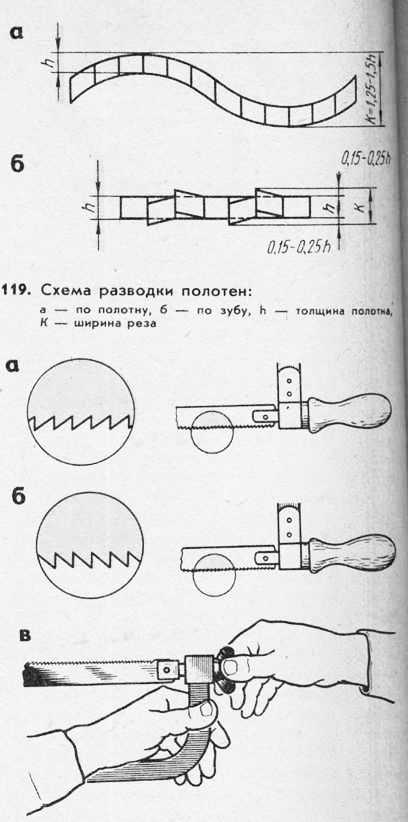
Рис. 4. Установка ножовочного полотна: а - правильно, б - неправильно, в - натяжение полотна
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 - 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три - влево. При среднем шаге отводят один зуб влево, второй - вправо, третий - не отводят. При крупном шаге отводят один зуб влево, а второй - вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 - 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 -60 двойных ходов в минуту (твердая сталь - 30-40, сталь средней твердости - 40 - 50, мягкая сталь – 50-60).
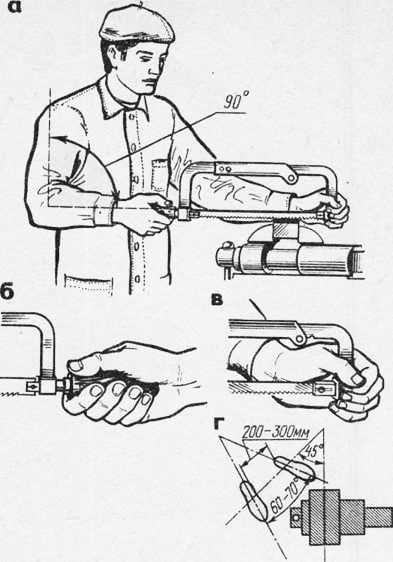
Рис. 5. Положение при работе: б - правой руки, в - левой руки, а - корпуса и ножовк г - ног
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.

Рис. 6. Резка ножовкой при глубоких прорезах: а - без поворота полотна, б - с поворотом полотна на 90°, в - работа в замкнутом контуре, г - положение пальцев левой руки
Во время работы нужно принять правильную рабочую позу и держать ножовку двумя руками (рис. 68). При движении ножовки вперед (рабочий ход) зубья режут металл, а при обратном движении (холостой ход) не режут. Поэтому при рабочем ходе нужно перемещать ножовку с легким нажимом на заготовку, а при холостом -- без нажима.
Ножовку следует перемещать по заготовке таким образом, чтобы в разрезании участвовала вся длина ножовочного полотна. В этом случае износ полотна будет равномерным по всей длине и полотно прослужит дольше.
Если заготовка имеет большую длину и рамка упирается в ее торец, то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу
На предприятиях сортовой прокат режут с помощью механических ножовок дисковых или ленточных пил.
Заготовки из сортового проката разрезают слесарной Основными деталями ножовки являются неразъемная рамка (она может быть и разъемной).
Резать полосовой металл легче по узкой стороне. Однако толщина полосы не должна быть меньше расстояния между тремя зубьями полотна, иначе зубья поломаются. Если же толщина заготовки меньше этого расстояния, то ее закрепляют в тиски между двумя деревянными брусками и затем разрезают.
Если заготовка имеет большую длину и рамка упирается в ее торец то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу.
На предприятиях сортовой прокат или ленточных пил.режут с помощью механических
При резке твердых материалов нажим на ножовку должен быть сильным, при резании мягких материалов, полос, труб - небольшим. Перед окончанием резки усилие уменьшается во всех случаях. Ножовка при резании перемещается горизонтально, чтобы избежать скольжения, при врезании ножовку отклоняют от себя.
Полосовой металл толщиной свыше 3 мм режут по узкой грани, при меньшей толщине - по широкой. Разрезая широкие поверхности, ножовку последовательно наклоняют от себя и на себя.
Тонкие листы зажимают между двумя деревянными брусками и режут вместе с ними. При отрезании от листа длинных полос полотно поворачивают на 90°, ножовку держат горизонтально.
Фасонные заготовки (детали) и прорези вырезают лобзиками или сточенными по ширине до размера 8- 10 мм ножовочными полотнами.
Прутковый материал разрезают так же, как и полосовой. Если место реза обрабатывается, то разрешается надрезать заготовку с нескольких сторон и затем обламывать.
Ручная резка ножовкой производится обычно без охлаждения. Для уменьшения трения полотно можно смазывать минеральным маслом.
При уводе ножовочного полотна в сторону не следует пытаться исправить положение поворотом ножовки, так как при этом полотно сломается. В этом случае резку нужно начать в новом месте.
Нельзя производить резку полотном со сломанными зубьями, его нужно заменить или сточить 2-3 соседних со сломанным зуба. При продолжении резки новым полотном ее начинают в новом месте, так как изношенное полотно дает пропил меньшей ширины.
Правила безопасности
Ножовочное полотно представляет собой тонкую полоску из инструментальной стали с двумя отверстиями на концах. На одной или двух кромках полотна нарезаны зубья, имеющие наклон в одну сторону. Ножовочное полотно крепиться к рамке штифтами штифтами 7 и натягивается натяжной гайкой 1. При этом зубья должны быть направлены в сторону, противоположную ручке. Натяжение ножовочного полотна не должно быть очень сильным или очень слабым, так как это может привести к его поломке.
Заготовку прочно закрепляют в тисках и в месте разрезания делают небольшой пропил трехгранным напильником, чтобы полотно не скользило по ее поверхности. Место разрезания располагают на расстоянии 10... 15 мм от края губок.
Во время работы нужно принять правильную рабочую позу и держать ножовку двумя руками При движении ножовки вперед (рабочий ход) зубья режут металл, а при обратном
Разрезать листовой металл на отдельные части, вырезать в деталях отверстия, изготовлять детали с криволинейным контуром и выполнять другие подобные работы можно ручными ножницами. В зависимости от расположения режущей кромки лезвия ножниц (справа или слева от нижнего лезвия) они называются правыми (рис. 47, а) или левыми (рис. 47, б). Ручные ножницы изготовляют с прямыми (и кривыми режущими лезвиями.
Ручные ножницы с прямыми режущими лезвиями применяют для резки листов, полос и лент из стали толщиной до 0,7 мм, а из цветных металлов до 1,5 мм по прямым линиям. Ножницы с кривыми режущими лезвиями применяют при резке листов, полос и лент из стали толщиной до 0,6 мм, а из цветных металлов толщиной до 1,2 мм по кривым линиям или при вырезании деталей с комбинацией кривых и прямых линий.
Ручные ножницы по изготовляются длиной 200, 250, 320 и 400 мм; при этом ширина по наружному охвату ручек в закрытом положении соответственно общей длине составляет 40, 40, 50, 55 мм.
Ножницы состоят из двух половинок, которые изготовляются цельными или составными с приваркой лезвий. Цельные половинки ножниц изготовляют из углеродистой стали 65, 70. Ручки сварных ножниц изготовляют из углеродистой стали не ниже марки Ст. 2, а лезвия -- из инструментальной углеродистой стали У7 с термической обработкой их до твердости HRC 52--58. Режущие кромки лезвий остро затачивают под углом 70--75° а лезвиях и поверхностях ножниц не должно быть завалов, выхватов, выкрошенных мест, заусенцев, раковин, плен, волосовин, зазубрин и трещин.
Лезвия ножниц в закрытом состоянии должны взаимно перекрываться, причем перекрытие на концах не должно превышать 2 мм. Обе половинки должны соединяться при помощи винта с гайкой и обеспечивать плотное прилегание половинок без перекосов и люфта. Ножницы должны резать любым участком режущих кромок; при ЭТОМ ХОД их должен быть плавным без заеданий.
Нижний нож прямой верхний изогнут в сторону режущей кромки. Нижний нож снабжен специальной ребордой, благодаря которой отрезаемая часть листа отгибается и ножницы свободно проходят по линии разметки вдоль всего разрезаемого листа. Благодаря такой форме ножей резка этими ножницами осуществляется с меньшим усилием. У этих ножниц рукоятки расположены под углом 30° к плоскости резания, что исключает возможность порезов рук. Этими ножницами разрезают листовой металл в два раза быстрее, чем обычными ручными ножницами.
Разрезают листовой металл ручными ножницами, как правило, по заранее нанесенным на поверхности листового металла разметочным линиям движении холостой ход не режут. Поэтому при рабочем ходе нужно перемещать ножовку с легким нажимом на заготовку, а при холостом -- без нажима. Ножовку следует перемещать по заготовке таким образом, чтобы в разрезании участвовала вся длина ножовочного полотна. В этом случае износ полотна будет равномерным по всей длине и полотно прослужит дольше
Резать полосовой металл легче по узкой стороне. Однако толщина полосы не должна быть меньше расстояния между тремя зубьями полотна, иначе зубья поломаются. Если же толщина заготовки меньше этого расстояния, то ее закрепляют в тиски Если заготовка имеет большую длину и рамка упирается в ее торец то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу между двумя деревянными брусками и затем разрезают
На предприятиях сортовой прокат режут с помощью механических ножовок 0), дисковых или ленточных пил.
При резке металла необходимо выполнять следующие правила техники безопасности:
1. Перед началом работы необходимо проверить правильность установки и натяжения полотна.
2. Разметку линии реза необходимо производить по всему периметру прутка (полосы, детали) с припуском на последующую обработку 1… 2 мм.
3. Заготовку следует прочно закреплять в тисках.
4. Полосовой и угловой материал следует разрезать по широкой части.
5. В том случае, если длина реза на детали превышает размер от полотна до рамки ножовочного станка, резание необходимо производить полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым полотном).
6. Листовой материал следует разрезать непосредственно ножовкой в том случае, если его толщина больше расстояния между тремя зубьями ножовочного полотна. Более тонкий материал для разрезания надо зажимать в тиски между деревянными брусками и разрезать вместе с ними.
7. Газовую или водопроводную трубу необходимо разрезать, закрепляя ее в трубном прижиме. Тонкостенные трубы при разрезании закреплять в тисках, используя для этого профильные деревянные прокладки.
8. При разрезании необходимо соблюдать следующие требования:
В начале резания ножовку наклонять от себя на 10… 15°;
При резании ножовочное полотно удерживать в горизонтальном положении;
В работе использовать не менее трех четвертей длины ножовочного полотна;
Рабочие движения производить плавно, без рывков, примерно 40… 50 двойных ходов в минуту;
В конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
9. При проверке размера отрезанной части по чертежу отклонение реза от разметочной риски не должно превышать 1 мм в большую сторону.
1. Запрещается выполнять резание со слабо или чересчур сильно натянутым полотном, так как это может привести к поломке полотна и ранению рук.
2. Во избежание поломки полотна и ранения рук при резании не следует сильно нажимать на ножовку вниз.
4. При сборке ножовочного станка следует использовать штифты, которые плотно, без качки, входят в отверстия головок.
5. При выкрошивании зубьев ножовочного полотна работу прекратить и заменить полотно на новое.
6. Во избежание соскакивания рукоятки и ранения рук во время рабочего движения ножовки не ударять передним торцем рукоятки о разрезаемую деталь.
1. При разметке вырезаемой детали необходимо предусматривать припуск до 0,5 мм на последующую обработку.
2. Разрезание следует производить острозаточенными ножницами в рукавицах.
3. Разрезаемый лист располагать строго перпендикулярно лезвиям ножниц.
4. В конце реза не следует сводить ножницы полностью во избежание надрыва металла.
5. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт.
6. При резании материала толщиной более 0,5 мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках.
7. При вырезании детали криволинейной формы, например круга, необходимо соблюдать следующую последовательность действий:
Разметить контур детали и вырезать заготовку прямым резом с припуском 5… 6 мм;
Вырезать деталь по разметке, поворачивая заготовку по часовой стрелке.
8. Резание следует производить точно по линии разметки (отклонения допускаются не более 0,5 мм). Максимальная величина «зареза» в углах не должна быть более 0,5 мм.
Основные правила резания листового и
полосового материала рычажными ножницами
1. Резание необходимо производить в рукавицах во избежание пореза рук.
2. Резание значительного по размерам листового материала (более 0,5×0,5 м) следует производить вдвоем (один должен поддерживать лист и продвигать его в направлении «от себя» по нижнему ножу, другой — нажимать на рычаг ножниц).
3. В процессе работы разрезаемый материал (лист, полосу) необходимо располагать строго перпендикулярно плоскости подвижного ножа.
4. В конце каждого реза не следует доводить ножи до полного сжатия во избежание «надрыва» разрезаемого материала.
5. После окончания работы нужно закреплять рычаг ножниц фиксирующим штифтом в нижнем положении.
1. Линию реза следует отмечать мелом по всему периметру трубы.
2. Трубу необходимо прочно закреплять в трубном прижиме или тисках. Закрепление трубы в тисках нужно производить с использованием профильных деревянных прокладок. Место реза следует располагать не далее чем 80… 100 мм от губок прижима или тисков.
3. В процессе резания необходимо соблюдать следующие требования:
Смазывать место реза;
Следить за перпендикулярностью рукоятки трубореза оси трубы;
Внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии реза;
Не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
В конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги.
Механизация работ при разрезании материалов осуществляется двумя способами: при помощи механизированного ручного инструмента и за счет использования стационарного оборудования.
Ручной механизированный инструмент
Механическая ножовка (рис. 2.62) эффективна при разрезании материалов на рабочем месте слесаря. Она состоит из корпуса 2, в котором размещен электрический двигатель. На вал двигателя установлен барабан 7, в спиральный паз которого входит палец 3, соединенный с ползуном 4. На ползуне укреплено ножовочное полотно 6. При вращении барабана ножовочное полотно получает возвратно-поступательное движение и выполняет разрезание металла. Во время работы ножовка упирается скобой 5 и поддерживается за рукоятку.
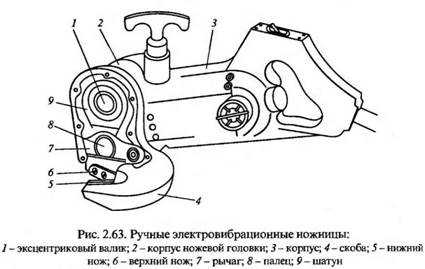
Ручные электровибрационные ножницы (рис. 2.63) обеспечивают разрезание листовой стали толщиной до 2,7 мм. Они состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса ножевой головки 2. Двигатель через червячную пару приводит в движение эксцентриковый валик 1. Шатун 9 установлен головкой на эксцентриковый валик 7, а нижней головкой связан с пальцем 8 рычага верхнего ножа б. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла. Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого материала.
Правильная подготовка оптических волокон является основой для успешной сварки волокон. Даже самый лучший и дорогой сварочный аппарат не сможет правильно соединить грязные или плохо нарезанные волокна. По этой причине очень важно содержать ваши оптоволоконные инструменты в чистоте.
Хороший, чистый и хорошо отрегулированный нож для оптоволокна гарантирует правильную (равномерную) обрезку волокон. При проблемах с нарезкой установщики обычно отправляют ножи в сервис для регулировки.Тот факт, что вся процедура может занять несколько дней, часто вынуждает их покупать второй - запасной нож, чтобы не останавливать работу. Конечно, это неплохой подход, но иметь нехитрые знания по диагностике проблем с ножом и его настройке стоит. Проявив немного терпения, каждый установщик сможет самостоятельно отрегулировать смещенное лезвие.
Существуют различные причины неправильной регулировки лезвия. Чаще всего это результат простой эксплуатации или падения.Какой бы ни была причина, процедура одинакова.
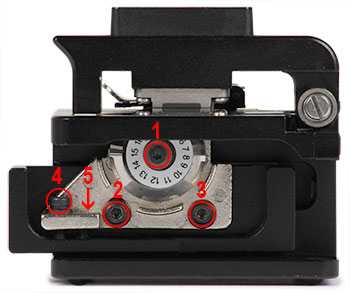
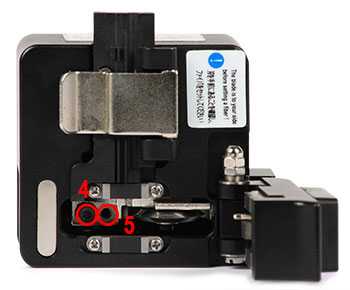 Конструкция резака для резки оптических волокон. Цифры обозначают следующие винты, которыми следует манипулировать в процессе регулировки:
Конструкция резака для резки оптических волокон. Цифры обозначают следующие винты, которыми следует манипулировать в процессе регулировки: 1 - винт, отвечающий за фиксацию отвала,
2 и 3 - винты, стабилизирующие тележку с отвалом по горизонтальной оси,
4 - прижимной винт, стабилизирующий отвал. тележка с отвалом по вертикальной оси,
5 - винт регулировки высоты отвала.
Первым шагом при возникновении проблем с резкой является тщательная очистка всего инструмента.В основном это канавки, в которые уложены волокна и резиновые прокладки, отвечающие за поддержку волокна в процессе резки. Загрязнение этих элементов приподнимает волокно, что в свою очередь делает невозможным его разрез (лезвие не достает до волокна). Если после тщательной очистки ножа волокна все еще не разрезаны, значит, нужно вручную поднять лезвие (инструкция далее в этой статье).
Плохой рез может быть вызван тупым лезвием.В самых дорогих инструментах лезвия могут сделать до 50 000 резов. В более дешевых около 10-15 тысяч. Однако следует помнить, что это число представляет собой сумму всех надрезов, которые можно сделать в каждом из положений лезвия. Позиций обычно 16, и каждая из них должна обеспечивать не менее 500 - 800 правильных резов. В случае криволинейного реза измените положение лезвия на следующий номер. Для этого ослабьте винт №1, поверните лезвие в выбранное положение (желательно следующее), а затем затяните винт.
Для работы с винтами рекомендуется использовать прилагаемые к ножу шестигранные ключи. Использование народных отверток со сменными битами (битами) не является хорошим решением из-за часто возникающего люфта в таком инструменте (например, поворот ручки отвертки на 180 градусов означает поворот биты в пределах примерно 120 градусов и т.д. .).При регулировке ножа (особенно высоты лезвия) необходима дальновидная точность.
Если после очистки инструмента и изменения положения лезвия у вас по-прежнему возникают проблемы с правильной обрезкой волокон, измените высоту лезвия.Однако перед началом этой процедуры стоит узнать, установлено ли лезвие в инструменте слишком высоко или слишком низко. Ниже приведены примеры изображений волокон, сделанные на основе реальных фотографий со сварочного аппарата.

Пример плохого реза из-за слишком низкого положения лезвия – лезвие слишком низко. Волокно явно подрезано.
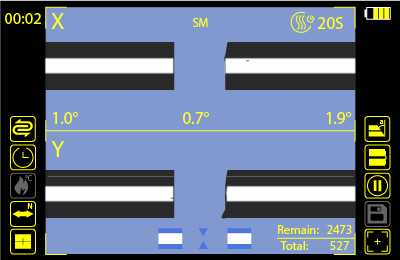
Пример плохого резания из-за слишком низкого положения лезвия - лезвие немного опущено.С одной стороны волокно имеет выступающую «выемку», образовавшуюся в результате подрезки. Форма и размер «гвоздика», конечно, могут варьироваться.
Пример плохого реза из-за слишком высокого положения лезвия - лезвие слишком высоко. Лоб волокон разорван. Характерной особенностью волокон, срезанных слишком высоким лезвием, является явное повреждение центра волокна, заметное в его яркой области.
Пример плохого резания из-за слишком высокого положения лезвия - лезвие немного слишком высоко.Грань зерна слегка неровная, без прямого угла.
Конечно, могут быть случаи, когда установщик не может определить, является ли лезвие слишком высоким или слишком низким при первоначальной оценке. В таком случае хорошей практикой является преднамеренное опускание или поднятие лезвия до предела, чтобы получить эффекты, аналогичные представленным выше. Достигнув одного из крайних положений, плавно опускайте/поднимайте лопасть постепенно приближаясь к оптимальному положению.
Чтобы изменить высоту лезвия: ослабьте винты 2, 3 и 4.С помощью винта 5 опустите (поверните влево) или поднимите (поверните вправо) лезвие ножа. После изменения высоты затяните болт 4, а затем болты 2 и 3.
Эффект каждого изменения высоты следует проверять на экране сварочного аппарата. Это важно сделать для двух волокон. Возможно, с одной стороны волокно выглядит нормально, а с другой нет.
Также важно, чтобы все стабилизирующие болты были затянуты после изменения высоты - они тоже незначительно влияют на положение отвала.
Не рекомендуется поворачивать винт регулировки высоты более чем на 90 градусов за один раз, но чем ближе к оптимальному положению лезвия, тем уже угол регулировки.
Внимание! На финальном этапе регулировки изменение положения винта высоты влияет на качество реза на несколько градусов поворота — так что будьте точны и терпеливы.
Правильно расположенное лезвие должно срезать волокна под прямым углом, с прямой поверхностью и без каких-либо повреждений.
- или как читать техническое описание и от чего зависит правильная работа инструмента, каким является токарный нож .
Акция для читателей блога:

В начале остановимся на основных элементах рабочей части токарного инструмента, благодаря которым нам будет легче понять, какая часть определяет способ резания или агрессивность стружколома и т.д.:
Основные углы в токарном инструменте показаны на рисунке (рис. 1).
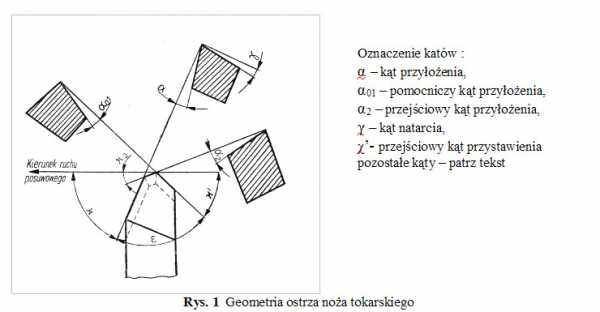
Значения углов токарного резца оказывают существенное влияние на процесс обработки, качество поверхности заготовки, стойкость полотна и экономичность процесса токарной обработки.Разные ракурсы влияют на разные стороны процесса.
Мы уже знаем, что правильный подбор углов может облегчить процесс резки, и знаем, какие ножевые поверхности принимают непосредственное участие в резке. В зависимости от предполагаемого использования фрезы производители режущего инструмента выбирают значения угла и профилируют форму передней и задней поверхностей.
Примеры см. на рис. (рис. 2).
При настройке токарного станка не забудьте совместить кончик инструмента с осью станка. Установка (для внешней токарной обработки) ножа над осью уменьшает задний угол и увеличивает передний угол за счет расположения ножа внизу - изменения обратные. Аналогичные изменения происходят при точении внутренней поверхности (отверстия) - установка ножа ниже оси уменьшает задний угол и увеличивает передний угол, выше оси - наоборот. Все обсуждаемые углы резания, определенные в системе, созданной самим инструментом, имеют значения, определяемые как рекомендуемые или оптимальные. Следует помнить, что параметры резания, особенно подача, имеют тенденцию изменять геометрию лезвия, даже до такой степени, что резание становится невозможным (например,: при высоких скоростях подачи особое внимание следует уделить заднему углу).
Возвышения и углубления фактической поверхности по отношению к идеальной поверхности обычно называют неровностями. Мелкие неровности с малыми промежутками между вершинами называются шероховатостью поверхности. Шероховатость поверхности определяют в соответствии с PN/M-04251. Параметры шероховатости поверхности: Ra и Rz.Параметр Ra - среднее расстояние пяти верхних вершин от пяти нижних точек полостей на заданном участке измерения. Параметр Ra - среднее арифметическое отклонение реального профиля от средней линии на заданной длине измерения. Чем меньше значения заданных параметров, тем более гладкой будет поверхность элемента. Допустимая шероховатость поверхности указывается в микрометрах (um) и указывается на сборочных чертежах. Для измерения шероховатости поверхности применяют гладкомеры, профилометры и профилографы.При большом опыте шероховатость поверхности можно определить визуально, сопоставив полученную в процессе механической обработки поверхность со специальными образцами шероховатости.
Шероховатость поверхности зависит от многих факторов, в зависимости от инструмента, машины и рабочего. Наиболее важными (и измеримыми) являются геометрия вершины режущего инструмента и значение подачи (или, в основном, отношение подачи к скорости резания).
Влияние геометрии лезвия показано на рисунке (рис.3).
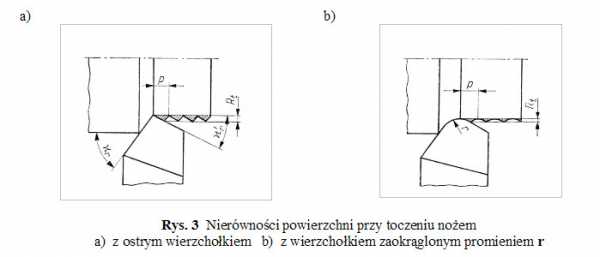
Критические углы для качества поверхности главные и второстепенные углы въезда ("и" ").
Из-за влияния других факторов фактическая высота шероховатости больше теоретической высоты. Эти факторы:
- При общем износе станка шероховатость увеличивается до .
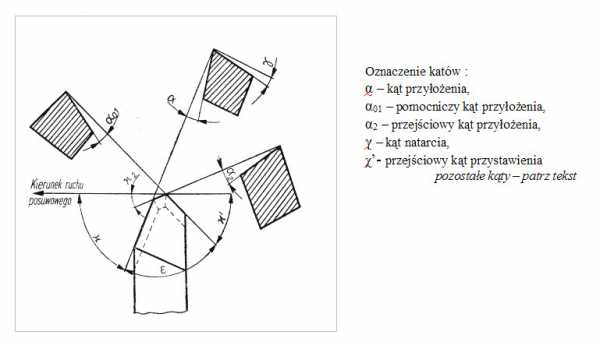
Это конец. С помощью этой статьи мы хотели рассказать вам, что следует учитывать при выборе правильного токарного инструмента. Есть много вариантов на выбор, и стоит потратить некоторое время на ознакомление с основными критериями выбора инструмента.
Источник: Инструментальщик Э. Гурски
Ознакомьтесь с предложением токарных инструментов по адресу GRAMET-NARZEDZIA.PL !
.
Часть 1 Терминология сдвига
● Основные подключения и философия
рамы, подвижный блок цилиндров с гидравлическим или механическим приводом и нажимной поршень, также прикрепленный к боковым рамам.
Резка — это простой процесс, при котором лист разрезается на более мелкие части с помощью двух ножей, расположенных под углом друг к другу. Нижний нож постоянно прикреплен к карману на стационарном столе, а верхний нож прикреплен к подвижному ползунку. Два лезвия разделены только расстоянием, измеряемым в тысячных долях дюйма в точке разреза.
Прижимные зажимы, прикрепленные к переднему неподвижному ползунку, должны быть нажаты непосредственно перед тем, как подвижный ползунковый нож соприкоснется с разрезаемым материалом.Это предотвращает скручивание или смещение материала в процессе резки.
Как механические, гидравлические и гидромеханические листогибочные прессы, так и ножницы.
Механические ножницы приводятся в действие эксцентриком, который приводится в действие комбинацией муфты маховика. Эта трансмиссия, как правило, жесткая и быстрая, но обеспечивает меньший контроль оператора и защиту от перегрузок.
Гидравлическая силовая передача состоит из двигателя, соединенного с насосом, который соединен с коллектором с помощью гидравлических клапанов и одного или нескольких гидравлических цилиндров.Масло закачивается в цилиндр (цилиндры), которые, в свою очередь, приводят в действие поршень.
Гидромеханическая трансмиссия представляет собой комбинацию вышеперечисленного, в которой привод приводится в действие гидравлически, но получает механическое преимущество за счет узла коромысла.
● Гильотина
Гильотина — это термин, используемый для описания ножа, в котором используется система насечек для обеспечения устойчивости верхней ножевой планки при движении вниз по прямой плоскости реза, что позволяет использовать 4- ножевые лезвия.Это хорошая жесткая конструкция, но, как правило, не позволяет легко регулировать зазор лезвия.
● Поворотная балка
Поворотная балка — это термин, используемый для описания сдвига, при котором верхний ножевой брус движется по дуге вокруг поворотного подшипника. Как правило, лезвие верхнего ножа имеет только две полезные кромки, чтобы избежать столкновения с нижним лезвием во время дугового движения. Резак с качающейся балкой обычно имеет более низкий профиль и вес меньше, чем гильотина, но также упрощает регулировку зазора лезвия с помощью эксцентрика в поворотном подшипнике.
● Механический коромысло Hydra
Уникальная для ножниц конструкция обеспечивает прочность, мощность и жесткость системы гильотины, а также позволяет лезвию легко просвечиваться в случае среза качающейся балкой. В этой гидромеханической конструкции используются два гидравлических цилиндра, соединенных толстостенной торсионной трубой для создания усилия сдвига цилиндра.
Как и гильотина, ножницы обеспечивают прямолинейное движение в материале, что позволяет использовать лезвия с 4 лезвиями и углом наклона 1 градус.Как и в случае с поворотной балкой, конструкция сдвига позволяет легко регулировать зазор отвала с помощью эксцентриковой кулачковой системы в шарнире заднего маятника.
Часть 2 Принципы сдвига
● Twist
. . В то время как скручивание может быть вызвано внутренними напряжениями в материале и тупыми лезвиями ножа, оно в основном вызвано передним углом лезвия верхнего ножа и шириной падающего элемента.Большие передние углы значительно увеличивают кручение материала в процессе сдвига.
● Дуга
Дуга описывается как тенденция материала скручиваться вниз во время процесса сдвига. Опять же, это чаще всего происходит при стрижке длинных узких лент. Это происходит из-за зазоров материала или напряжений и сдвига при более высоких передних углах.
● Изгиб
Изгиб возникает, когда разрезаемый материал удаляется от листа по горизонтали.Это почти полностью связано с внутренними напряжениями в самом материале, однако скорость ползуна, направление волокон и зазор ножа также могут оказывать некоторое влияние на величину изгиба.
● Передний угол и качество сдвига
Передний угол сдвига представляет собой наклон верхнего ножа слева направо. Ножницы будут иметь постоянный передний угол или регулируемый наклон, и оператор установит угол для соответствующей толщины разрезаемого металла.
Усилие, необходимое для разрезания материала, зависит от толщины и наклона верхнего лезвия.По мере увеличения толщины металла сдвигающая нагрузка возрастает очень быстро. Например, 3/8-дюймовая мягкая сталь только на 50 % толще, чем 1/4-дюймовая, но сдвигающая нагрузка увеличивается на 225 % при том же значении переднего угла.
Увеличение переднего угла значительно снизит нагрузку, но приведет к ухудшению качества сдвига материала из-за увеличения скручивания и изгиба. Следует отметить, что многие ножницы, продаваемые по всему миру, имеют облегченную конструкцию с регулируемым передним углом.Передние углы, как правило, очень большие, что приводит к ухудшению качества срезаемого материала из-за скручивания и изгиба.
Увеличение больших передних углов:
Скручивание и изгиб отрезанного куска материала
Требования к длине хода, таким образом, уменьшают количество циклов в минуту.
Отходы материала, которые были скручены без восстановления или ненужного времени на выпрямление
● Почему важен регулируемый зазор между ножами
Зазор между ножами – это расстояние между верхом и низом ножниц, когда они процесс стрижки.Для оптимального качества резки зазор между верхним и нижним лезвиями должен составлять примерно 7% от толщины материала.
При слишком большом зазоре лезвия в разрезаемом материале остаются неровные края. Недостаточный зазор оставит отрезанные детали с двойным надрезом.
Оптимальная настройка лезвия позволит материалу расколоться чисто. Большинство ножниц оснащены ручной или механической системой зазора лезвия, однако в некоторых случаях их установка может быть затруднена или иметь ограниченную регулировку.
Часть 3 Факторы, влияющие на точность резания
В результате осенние листья вырезаются кусками длиннее, чем положение заднего бампера. Проблема становится более серьезной при резке легких материалов, и для обеспечения хорошей точности может потребоваться система поддержки листа.
B) Настройка зазора между ножами
Настройка зазора между ножами влияет на точку резания по отношению к нижнему ножу.Задний бампер приспособлен для считывания расстояния от стационарного нижнего ножа, однако по мере увеличения зазора от лезвия при использовании более толстых металлов точка реза также увеличивается от ножа.
C) Острота лезвий
Качество реза прямо пропорционально остроте лезвий ножниц. Тупые лезвия оставляют неровные края.
D) Техническое обслуживание заднего бампера
Обычное профилактическое обслуживание, включая смазку и регулировку штока ограничителя обратного хода, необходимо для постоянного достижения высокой точности заднего упора.
● Скос реза
Кромки реза могут быть скошены в зависимости от настройки зазора лезвия. В результате длина разрезаемого куска может варьироваться на несколько тысячных дюйма, измеренная от верха, центра или низа разреза. Скошенная кромка более заметна на более толстых калибрах.
Часть 4 Ножи для ножниц
● Классификация
Большинство производителей ножниц имеют разные классификации.
Самый твердый из продаваемых лезвий обозначается как D2, но его следует предлагать только с ножницами размером 1/4 дюйма или меньше из-за отсутствия амортизирующих свойств. Хотя это лезвие остается острым дольше, чем другие типы, оно также является хрупким и склонным к растрескиванию или сколам при резке более твердых металлов или более тяжелых калибров.
Общепринятая классификация лезвий: High Carbon High Chrome. Хотя лезвие не такое твердое, как D2, оно обеспечивает хорошую стойкость к истиранию со способностью к сдвигу до 3/8 дюйма включительно.Лезвие также склонно к растрескиванию или сколам при резке более твердых металлов или металлов большего диаметра. 1/2 "или тяжелее всегда должны продаваться с высокоуглеродистыми ударопрочными лезвиями. Ударопрочное лезвие не будет сохранять остроту кромки так же долго, как D2 или H.C.H.C., но обеспечивает необходимые свойства ударопрочности, чтобы выдерживать нагрузки более тяжелых пластин
Некоторые производители лезвий также поставляют промежуточное лезвие, называемое модифицированным высокоуглеродистым высокоуглеродистым хромом.Это полотно обеспечивает необходимую твердость, а также некоторые характеристики ударопрочности, чтобы свести к минимуму проблему сколов при резке металлов, таких как нержавеющая сталь или пластина Т1.
Достижение максимального срока службы лезвия
Острота лезвия чрезвычайно важна для получения наилучшего качества резки. Тупые лезвия должны глубже проникнуть в материал, прежде чем произойдет чистый разрыв. Это оставляет менее желательный рез, а также увеличивает давление резания.Два фактора — тип разрезаемого материала и количество циклов сдвига — определяют нормальный срок службы лезвия. Более твердые материалы, такие как пластина T1 и нержавеющая сталь, соответственно сокращают срок службы лезвия. Для обеспечения долговечности лезвий ножниц соблюдайте следующие правила:
Не режьте металл по обгоревшим кромкам
Не режьте круглый пруток
Не режьте материал выше номинальной режущей способности
Не режьте тупые или закругленные кромки ножа
Не сдвигайте настройки очистки лезвия
Часть 5 Дости достигая более высокой производительности
● Shear Conveyor / Stacker
Самый базовый вопрос. / Система штабелеукладчика сэкономит время и деньги?" В обычной практике резки требуется один (или несколько) человек, чтобы снять противорежущую пластину с задней части ножниц, положить ее в кучу и удалить мусор.Система конвейера/укладчика сделает это автоматически, тем самым избавляясь от человека (или людей), необходимого для применения. Экономия затрат очень значительна, особенно там, где требуется какое-либо сокращение производства.
Проверка времени, показывающая, что один оператор ножниц ... режет требуемый материал, затем поднимает материал из-за ножниц, укладывает доски и разделяет обрезки ... дает следующую разбивку:
Партия .. ......................... …….. 30 %
Фактический сдвиг ………………….… 5 %
Доставка и утилизация …………… ... 65 %
При затратах на рабочую силу в размере 30,00 долларов США в час будет получено следующее распределение:
Подача ………………………… 9,00 $
Сдвиг ……………………………… 1,50
Разгрузка …………………………… 19,50
Z из этого исследования очевидно, что автоматическая система конвейера/укладчика обеспечит превосходную окупаемость инвестиций.
● Измерение торца с ЧПУ
Для операций резки доступно очень мало систем измерения торца с ЧПУ.Тем не менее, использование ЧПУ с передним упором необходимо учитывать, когда требуется крупномасштабная резка или когда требуется резка разной ширины из одного куска материала.
Программируемое количество пропилов и размеры по ширине сэкономят значительное количество времени, когда требуется высокая производительность реза.
Обратите внимание, однако, что только измерения с ЧПУ лицом к лицу обеспечивают ограниченное увеличение уровня производства… потому что удаление материала по-прежнему составляет большую часть операций сдвига.(Пожалуйста, обратитесь к \"Сдвиговому конвейеру/укладчику\" для процентного анализа подачи, сдвига и разгрузки.
Измерение в прямом направлении может обеспечить более высокую точность сдвига, чем стандартная операция сдвига, так как материал будет лежать ровно спереди при типичном сдвиге. приложение без использования переднего упора или опоры для листа для удержания упавшего предмета, материал упадет до того, как достигнет запорной планки, что приведет к некоторым неточностям.
● Варианты заднего упора
Ножничные задние упоры варьируются от простых механических счетчиков до систем с ЧПУ.
Важно учитывать полную функциональность заднего бампера и проверять различные функции, позволяющие сэкономить время. Например, кнопка Go-To-Position на заднем бампере позволяет сэкономить время. Возможность быстро установить желаемый номер заднего упора, а затем нажать кнопку «Перейти к положению», позволит оператору позиционировать металл по мере того, как измерительный стержень перемещается в нужное положение.
Некоторые измерительные системы имеют память программ, а также опцию последовательного одношагового сдвига. Для многих приложений эти функции могут значительно сэкономить время.
● Время высокоскоростного цикла
Производители ножниц обычно предлагают высокоскоростные гидравлические комплекты. Хотя фактический цикл сдвига составляет небольшой процент от общего применения сдвига, этот вариант следует рассматривать для производственного сдвига.
Часть 6. Вопросы безопасности
Безопасность в мастерской регулируется правилами и директивами OSHA и ANSI.
В Канаде безопасность регулируется Законом о компенсации работникам.
Информацию об этих организациях можно найти в Руководстве по технике безопасности, глава 1, страницы 6–9. Руководство по безопасности.
Некоторые из этих функций включают в себя: электрическую защиту от перегрузки, ручной останов, концевые выключатели, предохранительный клапан для предотвращения перегрузки рамы и гидравлики, а также гидравлический уравновешивающий клапан для предотвращения опускания цилиндра под собственным весом.
Резак оснащен защитным кожухом лезвия, соответствующим требованиям OSHA, ножным переключателем с крышкой педали и защелкой и имеет три режима работы: толчковый, автоматический и ручной.
Часть 7 Вопросы потенциальному покупателю
● Какова максимальная толщина разрезаемого материала?
Многие покупатели по-прежнему используют слишком маленькие станки в надежде, что они смогут разрезать короткий кусок материала, толщина которого превышает номинальную мощность сдвига.Помните, что силы сдвига генерируются в точке разреза. Установка груза, превышающего номинальный, остановит ножницы и создаст чрезмерное давление на лезвия ножниц.
● Металлы каких марок вы будете резать?
Материалы сильно различаются по прочности на растяжение и пределу текучести. Все ножницы рассчитаны на определенную грузоподъемность в отношении мягкой стали. Однако чрезвычайно важно знать, какова номинальная допустимая нагрузка на растяжение.Например, лист из мягкой стали толщиной 1/4 дюйма может иметь твердость при растяжении 75 000 фунтов на квадратный дюйм, но один только сдвиг можно оценить только при 1/4 дюйма 60 000 фунтов на квадратный дюйм. растяжка. См. «Таблица прочности на сдвиг» на стр. 4.10 для получения рекомендаций по определению прочности на сдвиг других металлов, таких как нержавеющая сталь, алюминий и листовая сталь T1.
● Какова конструкция и вес ножниц?
Легкие ножницы для рельсового стола оставляют желать лучшего в долгосрочной перспективе.Точность сквозного сдвига трудно поддерживать из-за увеличенного горизонтального отклонения станины и ползуна при более легком сдвиге. Кроме того, работа с железнодорожным столом обременительна, особенно при резке мелких элементов.
● Какой передний угол сдвига обеспечивает максимальную производительность?
Многие ножницы, особенно оффшорных марок, продаются с регулируемым передним углом. Скребок при максимальной номинальной мощности, как правило, очень высокий с тремя нежелательными эффектами:
Повышенное скручивание и изгиб падающего куска материала.
Более медленное время цикла при номинальной производительности из-за необходимости большей длины хода.
Дополнительное время, необходимое для установки переднего угла для металла различной толщины.
● Что такое функция заднего упора?
Конечные пользователи должны иметь хорошее представление обо всех функциях заднего упора фрезы, включая простоту установки желаемого числа, программируемость, длину хода и особенности муфты свободного хода… такие как возможность поворота при максимальном ходе .
● Какие дополнительные функции необходимы?
Определите и рассмотрите все дополнительные функции, чтобы убедиться, что ножницы оснащены надлежащим образом. Рассматривал ли заказчик конвейерную систему для удаления дисков?
● Какова гарантия наличия ножниц и запасных частей?
Новые ножницы будут поставляться с некоторой гарантией, однако перед покупкой важно ознакомиться с условиями гарантии, а наличие запчастей должно стать еще одной большой проблемой для покупателя.Покупка машины другой марки по отличной цене скоро потеряет свою привлекательность, если запчасти станут труднодоступными и дорогими.
. Резка гильотинными ножницами представляет собой механический процесс, при котором лист металла разрезается (гильотинируется) между двумя противоположными лезвиями. Материал необходимо блокировать напорными агрегатами с цилиндрами. Верхнее лезвие направлено вниз к фиксированному нижнему лезвию с достаточным зазором. Верхнее лезвие имеет один наклон по отношению к нижним лезвиям, называемый углом среза. Такой наклон верхнего ножа позволяет резать материал с правой стороны машины и снижает усилие, необходимое для выполнения реза.
Ножницы гильотинные характеризуются следующими основными техническими параметрами:
ФОРМА РЕЖУЩЕГО ЛЕЗВИЯ
Форма лезвия влияет на силу резания. Применение квадратного лезвия с углом 90° требует большей режущей силы по сравнению с применением шлифованного верхнего лезвия под углом (обычно 3°).
УГОЛ РЕЗКИ
Угол резки оказывает большое влияние на необходимое усилие резания и деформацию сдвига разрезаемого материала, особенно в случае узких полос листового металла.При увеличении наклона верхнего лезвия сила резания уменьшается, но увеличивается деформация заготовки.
ЗАЗОР ОТ ЛЕЗВИЯ
Это фактическое расстояние между режущими кромками двух лезвий. Просвет лезвия влияет на качество реза по отношению к толщине листа и прочности материала. Соответствующие параметры резки определяются в каждом конкретном случае. Если зазор лезвия слишком узкий, увеличивается износ лезвия и, как следствие, затраты на техническое обслуживание.Требуемая сила резания больше. Если зазор слишком велик, материал может порваться между двумя лезвиями. Результатом будет скошенный край с большим искажением. Вот почему расстояние между лезвиями является ключевым фактором качества резки и срока службы лезвий в процессе гильотинной резки.
Для получения идеального реза требуется подходящее полотно, которое может свести к минимуму воздействие на лист металла во время реза. Из-за внутренней структуры листового металла, напряжения/напряжения, накопленного во время намотки, и химических свойств, резка стальной полосы подвергается физическим процессам, которые, если их не компенсировать должным образом, могут стать дефектами готового продукта.
В нашем предложении вы найдете две модели гидравлических гильотинных ножниц, гарантирующих соответствующее качество резки: PRIMA и MAXIMA.
PRIMA — революционные гидравлические гильотинные ножницы, предназначенные для точной резки очень длинных [...]
Узнать больше
MAXIMA — это надежные и простые в использовании гильотинные ножницы с ЧПУ [...]
Узнать больше .Гидравлические гильотинные ножницы для резки листового металла - это машины с огромной производительностью. Их можно использовать на любом заводе, специализирующемся на обработке листового металла и металла. Предлагаемые нами ножницы имеют сертификаты, позволяющие использовать их во многих отраслях промышленности. Это надежный продукт, который чрезвычайно долговечен.
Работа гильотинных ножниц в значительной степени автоматизирована.В начале материал обрабатывается. Затем цель состоит в том, чтобы нагрузить листовой металл, что приведет к его поломке при касании лезвий. Несомненным преимуществом обработки металла гидравлическими ножницами является отсутствие теплового воздействия при резке. Это особенно важно для оцинкованного или покрытого листового металла. Конечно, на весь процесс резки влияет множество факторов, таких как:
Вышеупомянутое преимущество заключается в том, что материал не подвергается воздействию тепла. Кроме того, гидравлическая гильотина, в отличие, например, от маятниковых ножниц, может резать материалы различной толщины и типа. Они представляют собой высокоавтоматизированную машину. Зазоры между ножами изменяются автоматически, как и угол атаки верхнего ножа. Предлагаемые нами гильотинные ножницы для листового металла имеют защитные функции, такие как, например,аварийная остановка . Дополнительно они оснащены защитным кожухом, защищающим руки оператора. Эта крышка соответствует стандартам CE. Линия резки листового металла выделена, что дает вам полный контроль над процессом резки.
Гидравлические ножницы
Конструкция этих машин аналогична. Разница в функционале. У гильотинных ножниц серии HGD угол входа верхнего ножа в разрезаемый материал не регламентируется.
Гидравлические ножницы
стандартно оснащены широким спектром оборудования, однако также доступны дополнительные элементы для улучшения процесса резки листового металла. Например, гильотинные ножницы Ermaksan могут быть оснащены системой поддержки листа за осью резки. Он поддерживает материал и предотвращает провисание тонких листов. Также можно удлинить передние опоры для стабилизации разрезаемого материала.Кроме чехла, защищающего руки оператора, можно установить и световую завесу, которая будет дополнительным защитным элементом.
Гидравлические ножницы Ermaksan представляют собой машины очень высокого технического уровня. Как было сказано выше, они имеют множество удобств, позволяющих автоматизировать производственные процессы.Это машины, адаптированные к резке в производственном цикле и среднем производственном цикле. Выбранные модели имеют структуру, идеально подходящую для нужд производственного предприятия - они в некотором роде "изготавливаются на заказ".
Стандартные инструменты:
ПРИМЕЧАНИЕ: ножи для нержавеющей стали / за дополнительную плату /
.
На рынке представлено множество вариантов дисковых пил, которые используются в ручных дисковых пилах, торцовочных и настольных пилах. Поскольку у многих возникают проблемы с их покупкой, мы решили показать, как правильно выбрать диски, на примере дисковых пил из комплексного предложения марок YATO и Sthor.
Дисковые пилы, также известные как диски для циркулярных пил, имеют два основных исполнения: однородные по материалу из стали или двухкомпонентные, т.е. со стальным корпусом и зубьями из спеченных карбидов.Пилы второго типа в настоящее время наиболее популярны и чаще всего используются в различных видах электропил: ручных, торцовочных и настольных.
Пилы YATO и Sthor (т.н. корпуса) изготовлены из высококачественной стали и в технологическом процессе подвергнуты термической обработке: закалке и отпуску. Профиль этих дисков вырезается на станках лазерной резки с ЧПУ, поэтому они имеют высокую точность размеров и формы. В них также были сделаны деформационные зазоры с использованием технологии лазерной резки.Они выполняют важные функции: улучшают отвод тепла, образующегося при резке, предотвращают чрезмерную вибрацию и значительно снижают уровень шума, возникающего в процессе резки.
1. Дисковые пилы из однородного материала из углеродистой стали 50
Твердосплавные пильные полотна
YATO и Sthor имеют зубья, обеспечивающие высокую прочность и способность резать твердые материалы. Очень прочное соединение твердосплавных зубьев со стальным корпусом достигается специальным припоем из сплава серебра, меди и никеля.Кроме того, вся поверхность пил YATO и Sthor покрыта специальным слоем, защищающим от коррозии и налипания грязи. Изготовленные таким образом циркулярные пилы имеют твердосплавные зубья с различной формой лезвия, выбираемой в зависимости от их материального назначения, т.е. типа разрезаемого материала. Геометрия зубьев дисковых пил оказывает решающее влияние на их оптимальную пригодность для резки конкретного материала, а также на эффективность и качество резки, стойкость инструмента и потребность в приводе соответствующей мощности.
2-е твердосплавные пильные полотна
Основные параметры дисковых пил
Важнейшими конструктивными особенностями, определяющими применение дисковых пил, являются: наружный диаметр и диаметр посадочного отверстия, ширина зуба, количество зубьев, их форма и передний угол.
Наружный диаметр пильных дисков
Основным параметром каждой дисковой пилы является внешний диаметр.Этот размер определяет номинальный диаметр пильного диска, подходящего для данной пилы. Он указан производителем машины в технических данных и на заводской табличке. С этим связана очень важная рекомендация, а именно - никогда не используйте в пиле полотно, отличное от номинального диаметра . Ассортимент пильных дисков YATO и Sthor включает диски диаметром от 130 до 500 мм. Это означает очень большой их выбор и возможность приобрести циркулярную пилу соответствующего размера практически для каждой модели пилы, представленной на рынке.
Пильный диск – монтажное отверстие
Пильный диск должен соответствовать пиле не только по внешнему диаметру, но и по диаметру зажимного отверстия, который часто называют внутренним диаметром. Отверстия дисковых пил YATO и Sthor имеют стандартные диаметры: 16, 18, 20, 25,4 и 30 мм. Если пила имеет меньший установочный диаметр, чем отверстие в пиле, допускается использовать соответствующее переходное кольцо, позволяющее правильно установить в нем полотно.Такие кольца поставляются с дисками YATO и Sthor диаметром до 250 мм. Пилы большего диаметра, т.е. от 255 мм, требуют приводных шпинделей диаметром 30 мм, а значит, им не нужны переходные кольца.
Ширина зуба
Ширина зуба пилы определяется шириной паза (пропила), прорезаемого пильным диском в обрабатываемом материале. Этот параметр важен по двум важным причинам. Во-первых, он позволяет выполнять точные по размеру разрезы, так как это необходимо учитывать при измерении разрезаемого материала.Во-вторых, это существенно влияет на мощность, необходимую для привода циркулярной пилы, и, следовательно, на производительность резки. В настоящее время дисковые пилы с твердосплавными зубьями (ТЗТ) изготавливаются с узкими зубьями (1,5-3,8 мм) , что позволяет использовать пилы с меньшей мощностью и одновременно сокращая время резания , а также — в случае с аккумуляторными бензопилами — позволяет сделать больше распилов при одной полной зарядке аккумулятора. Что немаловажно, многие производители пил указывают в своих инструкциях максимальную ширину зубьев дисковых пил, которую можно в них использовать, потому что этот параметр влияет на нагрузку на станки.Это следует рассматривать как рекомендацию, позволяющую избежать сокращения срока службы бензопилы. Доступные в предложении пилы марок YATO и Sthor имеют ширину зуба от 1,5 до 3,8 мм , что означает всесторонний подбор и полную адаптацию к требованиям современных технологий резки дисковыми пилами.
Производители обычно также указывают толщину стального корпуса диска, которая всегда меньше ширины пропила. Этот параметр связан с диаметром диска, и косвенно указывает на степень его восприимчивости к вибрациям, так как зависит еще и от качества стали корпуса, т.е.по используемой марке стали и технологии термообработки, а также по исполнению компенсаторов.
Пильный диск - сколько зубьев?
Общее правило выбора пильного диска по количеству зубьев состоит в том, что чем тоньше и тверже материал, тем больше должно быть количество зубьев пилы. И наоборот, чем толще и мягче разрезаемый материал, тем меньше должно быть количество зубьев. Соответственно, лезвие для хвойных и грубых пород древесины должно иметь 2-4 зуба, а для лезвий из твердой древесины это количество несколько больше, 3-6 зубьев.Это связано с тем, что одновременно утопленные в материал несколько зубьев стабилизируют вращательное движение диска и предотвращают его поперечные колебания. Благодаря этому мы получаем более высокое качество поверхности материалов после резки. Пилы YATO и Sthor имеют различное количество зубьев (от 3 до 100) и поэтому мы можем выбрать из их предложения пилу с оптимальными параметрами для выполняемой работы и получить очень хорошие результаты качества или производительности.
Формы зубьев
Форма режущих кромок зубьев влияет как на производительность, так и на качество реза.Зубья прямые, трапециевидные и широкие предназначены для резки твердых материалов (ламинат, пластик, металл). Примером тому являются пильные диски по алюминию YATO (7 моделей) и Sthor (3 модели), которые имеют чередующиеся трапециевидные и прямые зубья, а также циркулярная пила YATO YT-60628, предназначенная для резки древесины гвоздями , который использует прямых зубов . С другой стороны, чередующиеся косые зубья используются для точной резки древесины и древесных материалов.Такими зубьями оснащены все пилы по дереву YATO и Sthor.
Передний угол зубьев
Передний угол зубьев пильного диска является их основным параметром, так как его размер оказывает большое влияние на процесс резки. Этот угол выбирается в зависимости от свойств материалов, обрабатываемых данным диском. Имеет значение в диапазоне от -10° до 30°. В то же время большой передний угол зубьев (т. 10°) приводит к небольшому проникновению диска в материал, что также требует более мощного привода.Следовательно, чем тверже древесина или другой материал (например, металлы), тем меньше должен быть передний угол зуба, вплоть до отрицательного. Соответственно, циркулярные пилы YATO и Sthor с очень малым или отрицательным передним углом зуба предназначены для распила твердой твердой древесины поперек волокон, твердой ДСП, алюминия или стали. Однако они снабжены зубьями с большим передним углом для распиловки хвойных пород. В случае полотен для резки ламината и металлов дополнительно используются специальные ограничители заглубления зубьев, которые стабилизируют рез и снижают риск заклинивания пилы в разрезаемом материале.Примерами таких дисков являются YATO YT-60625 для резки стали и YATO YT-60628 для резки дерева с гвоздями (строительная древесина).
Как правильно выбрать лезвия? Основные правила правильного подбора пильных дисков
Пильный диск выбирается в соответствии с операциями резки, которые мы хотим выполнять, как с точки зрения типа обрабатываемых материалов, так и их размеров. Выбор также зависит от того, есть ли у нас уже пила или мы покупаем подходящую машину.
Если у нас еще нет пилы, мы начинаем выбор диска с определения типа и толщины распиливаемых материалов. Зная это, мы сначала выбираем диск по типу вырезаемых элементов, например, диск из цельного дерева, а затем оцениваем его диаметр, умножая максимальную толщину вырезаемых элементов на 3. Использование множителя этого значения дает нам полезный запас в виде несколько большей глубины резания, чем планировалось. Следующим шагом является определение количества зубьев, которое должна иметь выбранная вами циркулярная пила.При этом учитываем наименьшую толщину вырезаемых элементов. Если толщина небольшая, выбирайте лезвие с наибольшим количеством зубьев по его типу (назначению) и диаметру. Затем мы определяем, , хотим ли мы резать быстро и грубо, или получить очень качественные результаты при резке, что означает чистые края элементов после резки. В первом случае выбираем лопасть с максимально возможным углом атаки для данной группы материалов, а во втором — с наименьшим.Важно отметить, что требования к качеству реза также влияют на выбор количества зубьев. Если мы хотим делать чистые резы, то следует выбирать диск с большим или максимальным числом зубьев, и только во вторую очередь следует учитывать параметр толщины обрабатываемых материалов.
Когда дело доходит до выбора формы зубьев, мы оставляем этот вопрос на усмотрение производителя и его знаний. Это означает, что если мы хотим разрезать, например, алюминиевые элементы, то алюминиевое пильное полотно будет иметь соответствующие зубья, т. е. чередующиеся трапециевидные и прямые зубья с малым или отрицательным передним углом.То же самое относится и к другим типам: пилы для дерева, пилы для ламината или пилы для пластика. Однако знание формы зубьев и углов атаки поможет нам правильно распознать ваши диски и их материальное назначение.
При выборе диска для резки определенных материалов имеющейся пилой сначала определяемся с назначением циркулярной пилы. Поскольку диаметр пильного диска указан в технических характеристиках станка, нам не нужно его оценивать.Подчеркнем, что пилы нельзя оснащать дисками другого диаметра, чем указанный производителем устройства, так как последствия этого могут быть очень тяжелыми, в том числе травмировать пользователя. Бензопилы накладывают и другие ограничения на используемые в них пилы. Первый из них, о котором мы упоминали, касается ширины зуба и определяемой этим параметром грузоподъемности данной модели станка, а второй связан с применением отрезных дисков по металлу: алюминиевых и стальных. Например, циркулярная пила или торцовочная пила, позволяющие резать такие материалы, должны иметь регулятор скорости, позволяющий снизить их до уровня 2500-3000 об/мин.Пила также определяет возможность пропила с точки зрения его глубины. Когда этот параметр слишком мал, машина должна быть выбрана для ранее выбранного диска.
Примеры правильного выбора дисков YATO и Sthor
Пример 1.
Мы работаем на стройке и используем пилы для раскроя опалубочных досок. Итак, вырезаем мягкую сосновую древесину толщиной не более 3-3,5 см, которая может иметь гвозди или стальные шурупы, а на ее поверхности остатки бетона или раствора.Полотно для резки такого материала выбираем из группы дисковых пил YATO по строительной древесине. Из-за остатков бетона или раствора на поверхности обрезанных сосновых досок мы выбираем инструменты, оснащенные зубьями из карбида вольфрама с высокой стойкостью к истиранию. В этом случае мы можем выбрать диск с наименьшим из доступных диаметров, 160 мм, что позволит нам разрезать как минимум две доски сразу. Оптимальное количество зубьев – 24. Это параметры циркулярной пилы YATO YT-60480. Отметим, что для получения высокой эффективности монтажа опалубки можно использовать щиты большего диаметра 180 мм (напр.YATO YT-60482) или 250 мм (например, YATO YT-60484), что позволит распилить две-три доски за одну операцию.
Пример 2.
Строим деревянные дома, беседки и рубим строительный брус и деревянные покрытия в виде вагонки. Так мы режем мягкую древесину сосны, ели или пихты толщиной 8-100 мм. Нам нужно хорошее или очень хорошее качество огранки. В данном случае выбираем пильный диск из группы дисковых пил по хвойным породам с твердосплавными зубьями.Его минимальный диаметр должен быть 300 мм. Так как мы режем материалы толщиной 8 мм и заботимся о качестве реза, то выбираем пильный диск с большим количеством зубьев, которых для этого диаметра должно быть не менее 60. Указанные нами параметры имеют ЯТО Пилы YT-6078 (диаметр: 300 мм, 96 зубьев) и Sthor 08838 (диаметр: 300 мм, 60 зубьев).
Пример 3.
Изготавливаем кровельные конструкции и распиливаем строительные элементы из сосны и клееной ели.Это различные виды балок, стропил и стен толщиной от 40 до 140 мм. Нам нужны быстрые, грубые разрезы, но в то же время с очень точными размерами. Так что решаемся на твердосплавный пильный диск из группы дисковых пил по хвойным породам с большим диаметром 400 мм и большим передним углом зубьев. Так как мы режем грубо и быстро, нам нужен диск с относительно небольшим количеством зубьев. Наименьшее доступное число для выбранного диаметра — 32. Итак, выбираем циркулярную пилу YATO YT-6085 (диаметр: 400 мм, монтажное отверстие: 30 мм, толщина зуба: 3,8 мм, количество зубьев: 32).
Если у нас есть настольная пила, в качестве альтернативы мы можем выбрать полотно из однородного материала, т.е. полностью из стали, для резки строительных элементов из сосны и клееной ели. Торговая марка YATO предлагает такие инструменты диаметром 500 мм и набором зубьев 60 или 80. В нашем случае подойдет пильный диск 500 мм с 60 зубьями, обозначенный как YT-60871. Такой диск делает резку экономичной и его можно многократно затачивать.
Пример 4.
Мы работаем в столярной мастерской и режем ламинированные материалы (мебель и кухонные доски) и твердую древесину (например, дубовые доски) максимальной толщиной 50 мм. Мы стремимся к получению высочайшего качества и точности резки. Итак, мы должны выбрать полотно из группы циркулярных пил для ламината, алюминия и пластика диаметром не менее 150 мм. Он должен иметь как можно меньший передний угол, т. е. нулевой или отрицательный, и большое количество зубьев (минимум 40). Определенным таким образом параметрам соответствует диск YATO YT-60905 (внешний диаметр: 160 мм, диаметр монтажного отверстия: 20 мм, ширина пропила: 2,2 мм, количество зубьев: 52, передний угол: отрицательный).
Пример 5.
Монтируем стальные трубы в водопроводных и газовых установках максимальным диаметром 60 мм. Нам нужен чистый и точный рез циркулярной пилой. Итак, выбираем металлический пильный диск диаметром не менее 180 мм. Он должен иметь нулевой или отрицательный передний угол и большое количество зубьев (минимум 40) для стабильного резания тонкостенных деталей. Определенным таким образом параметрам соответствует диск YATO YT-60625 (внешний диаметр: 185 мм, диаметр монтажного отверстия: 20 мм, ширина пропила: 2,2 мм, количество зубьев: 48).
.90 000 Слесарная академия (ЧАСТЬ XII). НОЖНИЦЫ, РЕЗКА И РЕЗКА МЕТАЛЛА
Резак — один из старейших и простейших, но очень полезных инструментов. Стрижка, резка и резка – это простые ручные операции по металлообработке. Эти операции являются подготовительными перед собственно механической обработкой или применяются, когда есть необходимость снять часть материала с заготовки, а высокой точности размеров и высокого качества оставшейся поверхности заготовки не требуется.Резцы, в зависимости от их предназначения, могут иметь разные размеры и различную форму отделки лезвия. Резак и резак
состоят из двух разных рабочих зон. Задний тупой конец этих инструментов предназначен для ударов молотком. Эту часть часто закрывают, чтобы обеспечить безопасную работу и защитить руки от случайных ударов молотком. Оболочка может быть изготовлена из резины, поливинилхлорида, эластомера или других гибких и вибропоглощающих материалов. 
Рабочая часть ножниц, отрезно-отрезного инструмента клиновидная с углом раскрытия от 8 до 12°.Конец этой детали имеет больший угол, который зависит от твердости обрабатываемого материала (ок. 60° для стали средней твердости, ок. 70° для чугуна, бронзы и твердой стали, ок. 35° для алюминия и цинка, около 45° для меди, латуни и титана). В отличие от долот пробойники образуют группу инструментов различной формы в зависимости от вида выполняемой операции. Существует три основных типа пуансонов: прямые, изогнутые и четырехгранные. Прямые фрезы используются для нарезания канавок на плоских и выпуклых поверхностях, а изогнутые — на вогнутых, а четырехлезвийные фрезы используются, например.при операциях вырезания пазов в стенках труб или в толстых листах. После удара молотком по задней поверхности (головке) резца или пробойника клиновая часть инструмента втыкается в заготовку и вызывает ее отделение. Ход процесса резки и резки зависит от положения и заклинивания лезвия инструмента. Задний угол (?) должен быть таким, чтобы трение о поверхность рабочей части инструмента было как можно меньше. Чаще всего она составляет около 5°. Слишком крутая настройка инструмента вызывает чрезмерное погружение лезвия в материал и постоянное увеличение толщины разрезаемого слоя.С другой стороны, слишком плоская установка уменьшает задний угол, и тогда лезвие выходит из материала.
Фрезы хорошего качества закаляются в ходе специального двухэтапного процесса. Рабочая часть (лезвие) должна быть тверже задней, тупой кончик. Типичная твердость рабочей части должна быть 53–60 HRc, а тупой части 35–46 HRc. Резцы и фрезы изготавливаются из углеродистой или легированной стали и проходят термообработку для получения соответствующих механических свойств.Из углеродистых сталей выбирают сталь Н8Э и Н8. Число в символе представляет приблизительное значение углерода в десятых долях процента, а буква «Е» обозначает сталь с неглубокой закалкой. Символ без «Е» означает сталь глубокой закалки. Из легированных сталей для резцов и пуансонов применяют хромованадиевые стали НЗ2 и НЗ3 с содержанием хрома от 0,9 до 1,2 % и низким содержанием углерода.
Незаменимым инструментом для стрижки, резки и обрезки

Большие припуски должны быть разделены на 2 или 3 слоя и удалены при последующих операциях сдвига.Экспериментальный метод показал, что наибольшая эффективность сдвиговой обработки имеет место при удалении стружки толщиной 1,5-2 мм за один проход долота. При стрижке частота ударов молотком зависит от вида выполняемой операции и навыков и предпочтений рабочего. Удары молотком по задней части фрезы рекомендуется производить с периодичностью 40–80 раз в минуту. Припуски с больших площадей удаляются последовательно резцом и стамеской. Сначала фреза нарезает параллельные канавки на глубину слоя сдвига, а затем фреза удаляет оставшиеся выступающие гребни материала и сглаживает заусенцы.Хрупкие металлы и сплавы режут всухую, а мягкие и пластичные металлы требуют смазки лезвия инструмента минеральным маслом. Точность обработки сдвигом невелика и в зависимости от опыта слесаря составляет 0,25–1,0 мм.
Штампы предназначены для вырезания пазов. В зависимости от формы паза и места, где должна быть произведена резка, применяют пуансоны различной формы и разных размеров режущих кромок. На практике мы обычно имеем дело с вырезкой, когда хотим вырезать из листа элемент со сложным контуром.При этом лист с начерченным контуром кладут на наковальню или толстую стальную пластину, а затем упирают в нее фрезу на расстоянии около 2 мм от начерченной линии и ударяют по задней части пуансона. молотком. После каждого удара фрезу следует отодвигать немного дальше по маршруту и снова бить молотком. Помните, что для разрезания листа по дуге следует использовать стамеску с выпуклым краем. После того, как весь профиль будет вырезан, лист переворачивают на другую сторону и, ведя резак по видимым ранее меткам надреза, повторяют операцию резки.Часто при вырезании контура формы из более толстого листового металла операцию вырезания приходится повторять несколько раз.

Резка, стрижка и резка вручную — очень трудоемкие операции, требующие определенного опыта. В целях повышения эффективности этих процессов и облегчения труда слесарей все чаще используются переносные механические устройства, в том числе пневматические и электрические молотки. Эти молотки выполняют основное рабочее движение инструмента (ударение), при этом движения подачи и подачи немеханизированы и выполняются оператором, держащим молоток обеими руками.Вырезать более или менее сложные формы из листового металла можно также электролобзиком
с подходящим пильным полотном. Дополнительная литература
1. Figurski J., Popis S., "Изготовление элементов машин, устройств и инструментов", WSiP, Варшава 2015.
2. Górecki A., "Общие технологии. Основы механических технологий», WSiP,
Варшава 2012.
3. Karolewska W., Przecinak» в кн. «Инструменты, электроинструменты», 1 (53) 2007, стр. 66