Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали - для увеличения мощности и сокращения шлака.
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG |
|||||
| Сварочный газ или смесь |
Сталь | Нерж. сталь |
Алюминий | Сталь | Нерж. сталь |
Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х |
|||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ H2 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х | |||||
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru

Для работы полуавтоматического сварочного оборудования используют различные газы. Виды, необходимые для работы, обладают определенными характеристиками, которые нужно обязательно учитывать перед использованием.
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
В работе используются различные сварочные смеси. Чтобы точно определить, какой именно углекислый газ необходимо использовать для сварочного аппарата, необходимо знать его состав и свойства. Заправляют баллоны расходным сырьем, которое можно поделить на следующие категории.
Вначале рассмотрим соединение, которое получилось самое широкое распространение среди всех. Главная особенность его заключается в весе, который легче воздуха. Газ не имеет цвета, но обладает резким запахом. Чаще всего ацетилен используют для резки различных металлов из-за высокой температуры горения.
При использовании этого газа в производственных масштабах, рабочие используют специальные генераторы. В емкостях содержится карбид калия, который взаимодействует с водой. Газ такого типа необходимо правильно хранить. Необходимо учитывать, что карбид углерода имеет свойства впитывать влагу из атмосферы, это создает определенные неудобства.
Следующий вид газа известен многим. Он обрел активное применение при работе с изделиями из алюминия. Также его часто используют для плазменной резки нержавеющей стали. Этот вид газа абсолютно бесцветен и не имеет запаха, поэтому при работе с ним нужно быть максимально осторожным. Это взрывоопасное вещество, которое образует гремучую смесь при соединении с водой или воздухом.
Получают водород при помощи синтеза воды. Молекулы жидкости разделяют на кислород и водород. Для этого процесса используют особые генераторы.
Водород строго запрещено хранить в баллонах под давлением, если его показатель превышает 15 МПа. Такое правило установлено нормативно-правовым актом техники безопасности.
Эта разновидность получила свое название за счет того, что газ представляет собой побочный продукт, получаемый в коксохимической сфере. Несложно догадаться, что он получается при изготовлении кокса. Основными характеристиками этого состава является резкий запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным сырьем, при этом данный вид также считается взрывоопасным. При перевозке баллонов пользуются трубопроводными магистралями. Этот вид не используется так активно, как его собратья. Основная сфера использования – промышленность.
Это органический вид газа, который получается путем смешивания таких составляющих: бутан, метан и пропан. Природный газ полностью соответствует всем параметрам сварочных газовых смесей. Газ получил широкое применение за счет уникальных качеств и доступной стоимости.
Баллоны с таким газом разрешается хранить под открытым небом. Отсутствие строгих требований также сыграло важную роль в распространении газа. Создать данный вид путем синтеза нельзя. Добыча в природных месторождениях – единственный способ получить сырье.
Данный вид имеет особые преимущества, которые выделяет его от остальных вариантов. Пиролизный газ не нужно генерировать. Этот вид получается в процессе распада нефтепродуктов.
Перед тем как использовать газ для сварки, его нужно тщательно очистить от лишних химических примесей.
Если этого не сделать, горелка может покрыться ржавчиной. Расходный материал активно используется при резке металлических конструкций, но также для сварочных работ различного вида.
Для сварки различных металлоконструкций применяется множество видов газа. Не существует точного вопроса на ответ, каким газом лучше варить. Все зависит от характера работы, используемого оборудования и прочих параметров. Работником, которые не имеют большого опыта обращения с полуавтоматическими сварочными аппаратами, сложно выбрать подходящий баллон и его содержимое. При выборе опытные мастера советуют обращать особое внимание на следующие два показателя.
На просторах всемирной сети можно найти множество таблиц, в которых сравнивают сварочные газы. Данная информация находится в открытом доступе. Предлагаем вашему вниманию одну из таких таблиц.
Также обратите внимание на эту сравнительную характеристику.
Заметка: Если вы закупаете газ в крупном объеме или собираетесь долго хранить расходный материал, опытные специалисты рекомендуют выбрать готовые смеси.
Самостоятельно выполнять процедуру синтеза газа опасно. Для этого нужно специальное оборудование, инструменты и умения.
Также при выборе газообразного расходного материала необходимо обязательно учитывать тип рабочей поверхности. К примеру, для работы с медными деталями необходимо использовать чистый азот. Этот газ подойдет идеально за счет особых свойств.
Независимо от того, какой газ вы выбрали для работы, необходимо обязательно соблюдать правила техники безопасности. Первым делом нужно обязательно защитить органы зрения и лицо. Для этого используются специальные маски и очки. Они изготовлены из износостойких материалов, которые не боятся высоких температур, ударов и прочих механических повреждений. Также не забывайте о рабочей одежде, основной задачей которой является защита туловища.
Внимательно проверьте рабочее оборудование на исправность и наличие дефектов. Использование поврежденного инструмента чревато последствиями. Также нужно проверить баллоны с газом, они должны быть герметичными. Помните, что некоторые виды расходного материала взрывоопасны, некоторые виды представляют опасность даже при смешивании с воздухом. Если вы обнаружили повреждение, необходимо безопасным способом опустошить баллон.
При выборе газа для сварочного аппарата учитывайте его расход. Узнать необходимую информацию можно в специальных таблицах. Храните баллоны в безопасном месте.
Лучше всего подойдет стандартное складское помещение закрытого типа. Между баллонами нужно оставить минимальное расстояние в один метр. Запрещается устанавливать рядом с баллонами отопительные или нагревательные приборы. Также следите, чтобы на них не попадали прямые солнечные лучи, во избежание нагрева.
Наглядно демонстрируем вам одну из таких таблиц.
Также необходимая информация может быть оформлена в таком виде.
Какой газ используется для сварки полуавтоматом смотрите далее.
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.
Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Содержание статьи
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.
Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться

В прошлой статье «Как избавиться от обмерзания» уже поднималась тема о необходимости подогрева углекислого газа, применяющегося в качестве защитной среды при полуавтоматической сварке. Тему есть еще чем дополнить, она не исчерпана, к тому же информация станет полезной для людей, которые хотят освоить азы сварочного дела, только начинают осваивать сварку.
Итак, при небольших объемах работ для сварки полуавтоматом достаточно иметь стандартный набор аксессуаров, таких как сварочная горелка, шланг по которому подается газ и проволока, клемма массы, баллон с газом. Его вполне достаточно, если вы только не занимаетесь сваркой с утра до вечера. С увеличением сваркочасов обязательно станет вопрос о покупке подогревателя газа.
Для чего он нужен?
Газ находится в сжатом состоянии в баллоне. Для того, чтобы обеспечить работающее давление на выходе, необходим редуктор, который преобразует высокое давление в низкое. Например, в компрессоре воздух постоянно сжимается и из-за этого он нагревается, а в редукторе наоборот сжатый газ расширяется, переходя границу ( специальное отверстие, которое не дает газу выйти сразу) и при этом наблюдается обратный физический процесс –охлаждение. Из-за того, что углекислота находится в сильно сжатом состоянии процесс идет очень интенсивно и с сильным снижением температуры до -70 оС. К чему это может привести? Любой водяной пар, который находится в баллоне, начнет конденсироваться и образовывать кристаллы льда, которые оседая на деталях редуктора, могут закупорить отверстие и прекратить подачу. Кроме того, может произойти естественное сжатие деталей, так как известно, что все тела при нагреве испытывают расширение, а при охлаждении стремятся уменьшиться в размерах, в объеме. Особенно это относится к медным сплавам, таким как латунь, у которых высокий коэффициент линейного термического расширения. Соответственно, сварочные режимы, которые вы настроили на полуавтомате, собьются. То есть, если вы выставили расход 10 л/мин, то спустя какое-то время работы вы увидите, что газ практически не идет, так как детали изменились в размерах и «перекрыли» те показатели, которые вам необходимы были с начала и были заданы при комнатной температуре. Чтобы такое не происходило и необходим подогреватель газа.
Подогреватель состоит из простого нагревательного элемента, через который течет электрический ток. Он нагревает катушку и корпус, соответственно, любой газ, который проходит через устройство, воспринимает тепло. Этого будет достаточно, чтобы не переохладить редуктор. Подогреватели бывают электронные или биметаллические с регулятором, которые вкл/выкл. при перегреве (как в обычном утюге). По питанию они разделяются на 220В, либо 24В и 36В. Низковольтные подогреватели поставляются без вилки, так как подразумевается присоединение к вилке или источнику питания (БП, трансформатор). При подключении 24В мощность снижается и максимальные параметры проходящего газа будут занижены. Если вы занимаетесь большими объемами сварочных работ, низковольтного подогревателя может оказаться недостаточно. Тридцатишестивольтный девайс уже может обеспечить до 50 л/мин прогрев газа и работы не остановятся, например, из-за сбоя настроек.
P.S. При покупке полуавтомата обращайте внимание на такую важную вещь: блок питания для подогревателя газа должен находится в самом аппарате и включаться в момент нажатия кнопку подачи проволоки сварочной горелки. Почему это так важно? Устройство подогрева работает только когда вы варите (когда это действительно необходимо). В противном случае, если подогреватель работает от отдельного питания, он будет «надеяться» только на собственный терморегулятор и перегреваться до своего максимального значения (70 -80 оС). Газ же поступает очень холодный – это приводит к резкому температурному перепаду, что может привести к снижению срока эксплуатации нагревателя.
Все строительные работы, связанные со сбором какой-либо конструкции или обработке материалов – сложны и требуют как специальных знаний, так и специальных навыков. Одним из наиболее ответственных видов таких работ является сварка. И дело не только в том, что это тяжёлый и кропотливый труд, но и в том, что малейшая ошибка сварщика, и в металле останется невидимый простым глазом дефект. А это впоследствии может привести к меньшей прочности всей конструкции повлечь за собой какую-нибудь аварию.
Одной из разновидностей методов сварки можно назвать сварочные работы, выполняемые полуавтоматическим аппаратом. При этом этот вид дуговой сварки отличается от других тем, что подача проволоки к нужному месту, происходит автоматически, как и подача защитного газа. Газ, называется так потому, что его цель – защита разогретого металла от пагубного воздействия обычного воздуха.
Сварка полуавтоматом может производиться и без дополнительной подачи газа. В этом случае, используется специальная (флюсовая) проволока. Она изготавливается специализированно и имеет конструкцию в виде трубки, которая заполнена сварочным порошком. Состав этого наполнителя (флюса) очень схож с тем, чем обмазываются электроды. При сварке этот порошок полностью сгорает, но при этом – высвобождает облако газа, которое защищает нагретый электрод от воздействия воздуха. У подобного метода сварки есть как свои плюсы, так и, конечно же, минусы.
К плюсам можно отнести то, что из всех деталей сварочного аппарата можно исключить дополнительные баллоны с защитным газом. Кроме того, большой выбор проволок с разным химическим составом внутри предоставляет больше простора для разнообразия налагаемых швов и самой дуги. А минусом является – возможность попадания не успевшего сгореть кусочка флюса в зону сварки. Чтобы избежать подобного, приходится защищать основной – наложением дополнительных швов, которые его герметизируют.
При проведении сварки без газа, сварщик должен прилагать некоторое усилие, своим нажатием, как бы компенсируя – недостаточную жёсткость флюсовой проволоки. При этом нельзя допускать каких-либо изгибов шланга подачи газа самого аппарата. Кроме этого, необходимо помнить об особенностях полярности применяемых к фазному проводу и «массе». Так, в отличие от того, когда используется газ, на само изделие, подаётся плюс, а минус идёт на горелку. Делается это для того, чтобы создать достаточно высокую температуру в месте сварки и заставить флюс гореть – вырабатывая защитное облако. Таким образом, за счёт использования такой проволоки, достигаются дополнительные преимущества в виде: быстроты работ, отсутствия среди необходимого оборудования – дополнительных баллонов и простота самой сварки.
Что же касается сварочных работ, где используется защитный газ, то его можно разделить на те, где используется инертная (MIG) или активная (MAG) смесь. В первом случае, используется аргон или иные газы, а во втором – лишь углекислый. Наличие дополнительных газовых баллонов, негативно сказывается на транспортабельности такого аппарата. Однако, в стационарных условиях, подобная сварка – легко даст фору любому другому виду.
Электродная проволока, для этого вида сварочных работ, используется с большим содержанием марганца и кремния. В этом случае, сварщик выигрывает за счёт более лёгкого контроля над процессом сварки. При этом значительно экономится время, ввиду того, что шлак, который докучает в любом ином случае – просто не образуется. А значит зачищать швы и постоянно менять электроды, – нет ни какой необходимости.
Качество работы в облаке защитного газа значительно выше, чем при иных разновидностях сварки. При этом следует учитывать некоторые особенности этого метода. При использовании в качестве защиты активного газа – шов будет иметь несколько не ровный вид (как бы прилипшие шарики). Если же смешать аргон и углекислый газы в определённой пропорции (80% и 20% соответственно), то шов будет практически идеально ровным и дополнительно обрабатывать его, не понадобится.
Произвести классификацию сварочных полуавтоматов, можно по множеству критериев. Так, по возможности своего перемещения с места на место, они делятся на аппараты: стационарные, передвижные и переносные. Стационарные сварочные аппараты, как правило, используются на больших производствах, ввиду своей громоздкости. Переносные – практически ручные. Очень мобильные и удобные. Применяются там, где доставить более большой аппарат – не представляется возможным. Передвижные сварочные аппараты – нечто среднее между предыдущими двумя видами.
По типу используемой проволоки, можно разделить на те, где используется стальная проволока, алюминиевая и такие, что могут использовать обе (универсальные). Кроме того, по защите накладываемого шва, сварочные полуавтоматы можно разделить на три вида. Первый вид, использует, так называемую, порошковую проволоку. Второй вид, в своей работе применяет защитное облако газа. Третий же вид, производит защиту накладки шва – за счёт слоя флюса.
к меню ↑Среди всех своих достоинств, полуавтоматическая сварка имеет несколько неоспоримых преимуществ. Среди них можно назвать – возможность сварки деталей, состоящих из довольно тонких листов металла, включая сталь, толщиной до 0,5 мм. Кроме того, такая сварка, позволяет пренебрегать определённым загрязнением обрабатываемого металла, в том числе и ржавчину. При этом стоимость таких работ, значительно ниже, чем иные способы сварки. Ещё одной особенностью полуавтоматической сварки, можно назвать то, что только при таком методе, можно припаять различные детали, покрытые цинком, с помощью медной проволоки. Причём, сам цинковый слой, останется целым.
Среди недостатков, которыми обладает полуавтоматическая сварка, можно назвать более мощное излучение, идущее от открытой дуги. Что требует более серьёзного подхода, к защите зрения сварщика. Кроме того, если не используется защитный газ, то есть вероятность более сильного разбрызгивания металла при сварке. Что также заставляет вспоминать, о полном соблюдении техники безопасности. Однако, несмотря на все сложности, полуавтоматическая сварка, часто используется в различных автосервисах. Где она нашла применение, для быстрой и качественной сварки самых разнообразных деталей автомобилей.
к меню ↑Прежде чем покупать какую-либо вещь, особенно такой не простой прибор – следует разобраться, для чего она нужна. Так и перед тем, как купить полуавтомат для сварки, необходимо разобраться, для варки какого металла (какой толщины), он собственно нужен. От этого зависит, какой именно аппарат необходим. Конструкция самого аппарата состоит из: горелки, механизма осуществляющего подачу проволоки, шланга и газового редуктора (на котором обязательно, должны быть два манометра). Определив фронт будущих работ, которые должен будет осуществлять полуавтомат для сварки – следует подобрать аппарат подходящей мощности. При этом необходимо учитывать, что чем меньше мощность, тем меньшую толщину металла, он сможет проворить. Кроме этого, нужно собрать информацию о заводе изготовителе, просмотреть отзывы об его изделиях, узнать всё о гарантиях на качество и возможности пополнения расходных материалов. Цена на аппарат хорошего качества, не может быть слишком низкой. Лучше найти «золотую середину».
к меню ↑Прежде, чем начинает проводиться сварка, следует подготовить как металл (место сварки), так и сам аппарат. Во-первых, необходимо хорошо отчистить место будущего шва. И не просто стереть с него грязь, а хорошенько пройтись стальной щёткой или иным подручным средством. Затем, это место требуется обезжирить и тщательно протравить. Это необходимо, чтобы избежать образования в металле вредных пор, которые могут сказаться на качестве сварки.
Работа с самим аппаратом, требует полного соблюдения норм техники безопасности. Так, в первую очередь, следует внимательно проверить заземление. Потом уровень величины напряжения. Важно, чтобы оно не скакало, а было на одном уровне. Иначе, это может сказаться на чувствительном к перепадам оборудовании. Затем необходимо настроить сам прибор. Это может занять некоторое время, ввиду того, что современные приборы, зачастую включают в себя множество вариантов режима работы. Поэтому выбрать наиболее подходящий вариант – может оказаться не так просто, как хотелось бы. При этом нельзя забывать о точной регулировке диаметра наконечника в соответствие к толщине проволоки. Также следует проверить функционирование подающего механизма и самой горелки. Проволоку лучше выбирать, без каких-либо внешних повреждений.
Похожие статьи
Сварка MIG / MAG предполагает сварку электрической дугой, возникающей между стержневой электрод и заготовка. Расходуемый электрод представляет собой проволоку с непрерывной подачей. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Используются следующие специальные термины для процесса сварки плавящимся электродом в газовой защите:
MIG - (металлический инертный газ) - это название используется для описания процесса сварки, когда используется химически инертный газ. в качестве защитного газа инертный , напримераргон, гелий.
MAG - (Металлический активный газ) - это название используется для описания процесса сварки, когда в качестве защитного газа используется химически активный газ active , например CO 2 .
GMAW - (газовая дуговая сварка металла) - сокращение, используемое в основном в США, общее для обоих методов: MIG и MAG и обозначает использование сплошной проволоки.
FCAW - (Дуговая сварка порошковой проволокой) - сокращение от метода сварки, аналогичного MIG / MAG (GMAW), с той разницей, что вместо сплошной проволоки используется порошковая проволока.Если проволока заполнена порошком, выделяющим защитные газы при сварке (метод Innershield ), то внешняя (баллонная) подача защитного газа не требуется.
сварка мигомат, полуавтоматическая сварка, полуавтоматическая сварка - это общие названия сварочного процесса, как методом MIG, так и MAG.
Сварка МИГ / МАГ в настоящее время является наиболее широко используемым методом сварки, на нее приходится примерно 65% всех методов промышленной дуговой сварки.
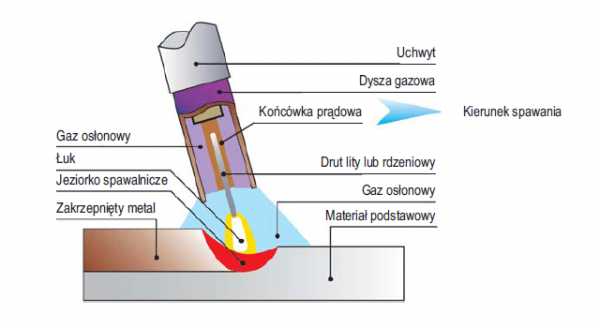
| Схема сварки MIG / MAG Краткое описание сварки MIG / MAG: Сварочная проволока плавно выходит из горелки и непрерывно плавится в электрической дуге. Расплавленный материал проволоки смешивается с расплавленным материалом, который необходимо связать, с образованием жидкой сварочной ванны. После того, как дуга уходит, сварочная ванна затвердевает, образуя неразъемный шов. Защитный газ непрерывно подается через сварочную горелку и ее газовое сопло, которое защищает расплавленный металл от атмосферы и охлаждает горелку (также используются дополнительные горелки с жидкостным охлаждением). |
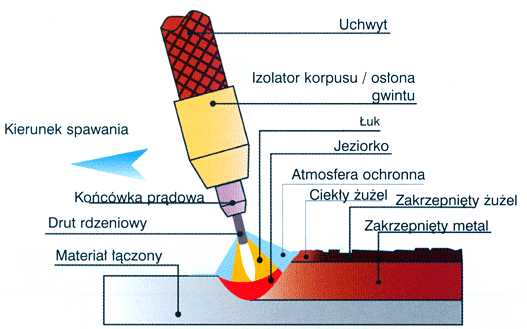
| Схема сварки FCAW Innershield (самозащитная проволока) Коротко о сварке FCAW Innershield: сварка самозатяжной проволокой, как описано выше Метод MIG / MAG, с той разницей, что вместо сплошной проволоки используется проволока с заполненным порошком внутри.Под воздействием высокой температуры сердечник проволоки плавится, и содержащийся в ней порошок образует защитный газ, который создает защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки. |
Особенности применения Метод сварки MIG / MAG
Преимущества:
универсальный метод - различные металлы и их сплавы можно сваривать во всех положениях,
высокая эффективность сварки - намного выше, чем у покрытых электродов,
относительно низкая стоимость сварочных материалов - общие затраты ниже примерно на 20%, чем затраты на сварку покрытыми электродами,
хорошее качество сварных швов,
возможность механизация и автоматизация метода.
Недостатки:
качество сварных швов во многом зависит от квалификации сварщика,
относительно высокие затраты на приобретение устройств и оборудования,
сварка MAG более склонна к налипанию и пористость сварных швов.
Применение метода MIG / MAG
Метод MAG используется для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG используется для сварки алюминия, магнезии, медь и другие цветные металлы и их сплавы.
Сварка полуавтоматом (мигомат) применяется практически во всех отраслях сварочной промышленности, в т.ч. тяжелая промышленность и машиностроение, включая верфи, производство стальных конструкций, трубопроводов, сосудов под давлением, а также предприятия по ремонту и техническому обслуживанию.
Полуавтоматические сварочные аппараты широко используются в индустрии обработки листового металла, особенно в автомобильной, кузовной и легкой промышленности. Мигоматы также часто используют для хобби или работы по дому.
Роль защитного газа.
Основные задачи защитного газа при дуговой сварке в среде защитного газа включают защиту расплавленного и нагретого металла от воздействия атмосферного воздуха и создание наилучших возможных условий для свечения электрической дуги. Если воздух попадает в расплавленный или горячий металл, кислород в нем вызывает окисление, азот может сделать его пористым или хрупким, а влага в воздухе может вызвать образование пузырьков.
Состав защитного газа влияет на то, как металл перемещается в дуге, что, в свою очередь, приводит к образованию брызг другого размера и разного размера. От этого также зависит внешний вид поверхности шва, ее геометрия и возможная скорость сварки. Это также ключевой фактор, влияющий на выгорание компонентов сплава свариваемого металла (изменение его прочности) и степень окисления поверхности шва.
Воздействие различных компонентов защитного газа.
- АРГОН (Ар)
Аргон - инертный газ, то есть он не окисляется и не вступает в химическую реакцию со свариваемым металлом.Он является основным компонентом большинства защитных газов для сварки MIG / MAG и TIG.
- ДИОКСИД УГЛЕРОДА (CO2) и КИСЛОРОД (O2)
Чистый аргон, используемый в качестве защитного газа при полуавтоматической сварке стали, вызывает сильную нестабильность дуги. Поэтому в газ добавляется окисляющий компонент для стабилизации дуги и обеспечения стабильного перехода металла в дугу во время сварки. Указанный окисляющий компонент может быть как диоксидом углерода, так и кислородом или их комбинацией.Количество окисляющего компонента зависит от типа свариваемой стали и используемой технологии сварки. Пространство электрической дуги при дуговой сварке в защитных газах можно разделить на три сферы: дуговая плазма, катодная зона и анодная зона. В случае сварки MIG / MAG электродная проволока является положительным электродом (анодом), а катодная область расположена на свариваемом материале в виде одного или нескольких катодных пятен. Следовательно, для стабилизации катодной области необходима окислительная добавка.В противном случае дуга будет блуждать по заготовке, вызывая большее количество брызг и неровный валик.
- ДИОКСИД УГЛЕРОДА (CO2) или КИСЛОРОД (O2)
Использование только смеси аргона и диоксида углерода дает много преимуществ. Одно из них - внешний вид, в отличие от кислородных смесей. Это приведет к различиям в текучести ванны расплавленного металла, поверхностном натяжении и окислении расплавленного металла.CO2 также вызывает меньшее, чем O2, окисление поверхности сварного шва и образование поверхностного шлака, что влияет как на внешний вид, так и на необходимость очистки стыка. Еще одно преимущество - лучший сплав, особенно в боковых стенках. Это особенно важно при сварке с высоким напряжением дуги.
- HEL (He)
Гелий, как и аргон, является инертным газом и используется в качестве защитного газа для полуавтоматической сварки высоколегированных сталей с добавлением нескольких процентов CO2 или O2.Без окисляющих добавок или в смесях с аргоном он используется в качестве защитного газа для сварки TIG и MIG.
По сравнению с аргоном, гелий обеспечивает лучшее проплавление и более высокую скорость сварки, генерируя дугу высокой энергии. Сам процесс с использованием гелия в качестве защитного газа более чувствителен к изменению длины дуги, а также характеризуется более сложным зажиганием дуги при сварке TIG.
Гелий и смеси гелия можно использовать для покрытия корня сварного шва в системах, где газ должен подниматься, чтобы вытолкнуть захваченный воздух, потому что он легче его.
- ВОДОРОД (h3)
Водород можно добавлять в защитный газ, используемый при сварке TIG аустенитных сталей, что снижает количество образующихся оксидов. В качестве добавки он увеличивает тепловую интенсивность дуги и улучшает плавление, что обычно приводит к более плавному переходу сварного шва в основной материал. Добавление водорода часто используется для защиты корня сварного шва из-за его высокого сродства к кислороду. Наиболее распространен для этой цели азот с 10% -ной добавкой водорода.Однако не рекомендуется использовать такой газ в качестве защиты корней при сварке супер-аустенитных и супердуплексных сталей и повышает их стойкость к питтинговой коррозии.
- ОКИСЬ АЗОТА (НЕТ)
Использование оксида азота в защитных газах MISON снижает выбросы озона в зону сварки. Это явление значительно улучшает рабочую среду сварщика, а добавление оксида азота в защитный газ стабилизирует процесс сварки высоколегированных сталей и алюминия.Оксид азота, восстанавливающий озоновый слой, был выбран в качестве добавки к защитному газу на основании результатов лабораторных испытаний, проведенных в 1970-х годах. Они доказали, что озон легко реагирует с оксидом азота. Трое ученых, проводивших вышеуказанные исследования, были удостоены Нобелевской премии по химии в 1995 году. На основе их достижений исследовательский отдел нашей компании применил это явление на практике в защитных газах. Результатом их работы стало создание нового семейства защитных газов под общим названием MISON.LINDE обладает исключительными правами на их производство и распространение.
.Сварка - это прежде всего умелый подбор инструментов и методов работы под конкретную задачу. Тип сварного шва, который можно сделать, зависит от знаний и опыта сварщика. Искусство соединения металлических элементов между собой заключается, помимо прочего, в оптимальном подборе защитного газа. Поэтому из сегодняшнего поста вы узнаете, какой тип газа выбрать для сварки MIG.
Что такое сварка методом ? Узнайте его принципы и цель
Сварка МИГ - это соединение металлических частей проволокой, работающей в химически инертном газе. На этом этапе стоит упомянуть, что это в основном аргон и гелий, но подробнее о защитных газах вы можете прочитать ниже. В этом методе используется сварочная проволока, которая плавно подается к электрической дуге, которая действует как флюс и вступает в контакт с обрабатываемым материалом, создавая сварочную ванну, которая после затвердевания образует прочное соединение.
Этот метод может быть успешно использован в производстве многих вещей в различных областях, поэтому были разработаны полуавтоматические роботы, которые могут сваривать с использованием техники MIG. Таким образом, производство автомобилей, кораблей, резервуаров и других более мелких компонентов происходит быстрее и с очень хорошим качеством сварных швов.
Какой вид горючего газа для сварки MIG выбрать? Выбирать между ацетиленом и пропаном
В процессе сварки MIG используются два типа газов.Первая категория - горючие газы, о которых мы сейчас поговорим. Наиболее популярны две разновидности. Стоит обратить внимание на ацетилен и пропан. Ацетилен представляет особый интерес для специалистов, поскольку он тяжелее воздуха, что делает его пригодным для подземной сварки.
Пропан, с другой стороны, используется во многих промышленных процессах, а также идеально подходит для сварки, поскольку имеет очень хорошее качество пламени и чистое сгорание. В сочетании с легковоспламеняющимися свойствами он является отличным кандидатом для такого рода задач.Нам нужно обсудить еще одну группу газов. Давайте рассмотрим, какой газ для сварки MIG выбрать в качестве защиты?
Не забывайте использовать защитный газ при сварке MIG!
Очень важно защитить металл шва от воздействия воздуха, поэтому используются защитные газы. Для сварщиков доступны несколько марок химикатов, подходящих для различных работ. Аргон и гелий чаще всего используются как взаимозаменяемые. Почему они нравятся профессионалам? Аргон - инертный газ, который не подвергается окислению, он особенно полезен, когда свариваемый материал подвергается воздействию сильного азота и кислорода.
Второй по популярности газ - гелий. Он имеет аналогичные свойства с аргоном, потому что он инертен и в то же время помогает в процессе сварки. Он увеличивает скорость сварки, но многие специалисты отмечают, что в его присутствии сложнее зажечь дугу, но достаточно увеличить поток газа, чтобы все заработало. Помимо двух рассмотренных выше примеров газов, также используются водород, азот, кислород и диоксид углерода. Теперь вы знаете, какой тип газа MIG использовать для выполнения сварных швов очень хорошего качества.
. Нержавеющая сталь - это материал, который используется везде, где важна коррозионная стойкость. Таким образом, он используется, среди прочего в строительстве, архитектуре и многих различных отраслях. Как сваривается нержавеющая сталь и как должна выглядеть подготовка к работе? В этой статье вы найдете всю необходимую информацию не только о самой сварке, но и об отличительных особенностях каждого вида материала.
Нержавеющая сталь - это термин для обозначения тех марок качественной стали, которые устойчивы к повреждениям, вызванным электрохимическими или химическими реакциями с окружающей средой (т. Е. К коррозии). Это возможно благодаря хрому, который составляет не менее 11% от всего материала. Этот элемент вступает в реакцию с кислородом воздуха и, таким образом, на поверхности стали образуется слой оксида хрома. Даже если покрытие повреждено, оно восстановится при повторном контакте с кислородом.Чем выше содержание хрома, тем более стойкой к коррозии становится сталь. Восприимчивость к ржавчине также может быть уменьшена путем добавления молибдена, в то время как никель позволяет сваривать материал и подвергать его холодной обработке.
Существует несколько типов нержавеющей стали:
• аустенитная - содержит минимум 16% хрома и 6% никеля. Наиболее популярны разновидности, содержащие 18% хрома и 10% никеля (обозначены символом 18/10). Основные отличительные особенности - растяжимость и устойчивость к горячему растрескиванию.
• ферритный - содержит не менее 10% хрома, в сплав также входят другие элементы: молибден, титан и алюминий. Эти марки обладают низкой вязкостью и растяжимостью;
• мартенситный - содержание хрома от 11,5% до 17,5%. Отличительной особенностью этой марки является относительно высокое содержание углерода от 0,08% до 0,5%. Это сталь, склонная к образованию холодных трещин, отличающаяся хорошей вязкостью;
• дуплекс - смесь хрома, азота, молибдена и вольфрама. Материал устойчив к растяжению.
Свойства нержавеющей стали влияют на популярность нержавеющей стали. Помимо коррозионной стойкости следует упомянуть возможность использования материала в агрессивной среде. Кроме того, этот вид стали устойчив к высоким температурам.
Нержавеющая сталь используется очень широко. Это материал, используемый как в тяжелой промышленности, так и в производстве электроники, а также в строительстве, архитектуре и химической промышленности.Нержавеющая сталь считается чрезвычайно прочной, элегантной и практичной. Его можно использовать для балюстрад, кабин лифтов, труб, листов и канатов. Но это не все. Бытовая техника, без которой мы не могли бы функционировать, также в значительной степени изготовлена из нержавеющей стали. То же самое можно сказать, например, о трубах каталитического нейтрализатора и выхлопных трубах автомобилей или цистерн для пищевых продуктов.
Свариваемые марки нержавеющей стали используются при производстве трубопроводов, гидростатических зондов, футеровок дымоходов, а также используются в судовых и авиационных конструкциях.Список отраслей, в которых используется нержавеющая сталь, очень длинный и включает, среди прочего:
• целлюлозно-бумажную промышленность,
• судостроение,
• текстильную промышленность,
• лакокрасочную промышленность,
• автомобильную промышленность,
• пищевую промышленность,
• фармацевтическая промышленность.
Существует несколько способов сварки нержавеющей стали, и выбрать подходящий не всегда просто.Нам необходимо знать тип сплава, потому что без этих знаний мы можем способствовать ухудшению структуры материала, в результате чего он потеряет свои свойства. Самыми популярными методами сварки конструкций из нержавеющей стали являются MIG и TIG.
Сварщики МИГ в сварочном цехе allweld.pl
При использовании метода MIG, также известного как GMAW (сварка плавящимся электродом в среде защитного газа), тепло генерируется дугой, возникающей между заготовкой и непрерывно подаваемой металлической проволокой.В этом случае электрод изнашивается. Одним из важнейших преимуществ метода сварки MIG является высокая плотность сварочного тока, обеспечивающая глубокое плавление металла. Также следует упомянуть о быстром плавлении электродной проволоки - это обеспечивает высокую эффективность сварки. Нержавеющую сталь всегда сваривают постоянным током (с положительной полярностью). В методе MIG сварочный пистолет обычно ручной (полуавтоматический метод), его также можно прикрепить к тележке для получения высокой мощности сварки (автоматический метод).
Основные параметры, характеризующие сварку MIG нержавеющей стали:
• род и сила тока,
• напряжение дуги,
• тип и интенсивность потока защитного газа,
• скорость сварки,
• длина сварочного шва. свободный выход электродной проволоки,
• диаметр проволоки,
• скорость подачи проволоки.
Метод TIG (GTAW / TIG), то есть дуговая сварка в инертном газе с использованием вольфрамового неплавящегося электрода, позволяет сваривать элементы толщиной от десятых долей миллиметра до нескольких сотен миллиметров.Обычно сварка выполняется вручную, этот метод используется, в том числе, в в сборочных и цеховых работах. Для сварки TIG нержавеющей стали используется постоянный ток отрицательной полярности. Его основные преимущества: стабильная дуга и небольшая сварочная ванна, отсутствие брызг, эстетичный и красивый вид сварного шва и создание узкой зоны плавления (за счет концентрированного источника тепла).
Параметры, характеризующие сварку TIG:
• тип и сила тока,
• скорость сварки,
• напряжение дуги,
• тип материала и диаметр неплавящегося электрода,
• тип и расход защиты газ
• диаметр доп. материала.
Как и при сварке алюминия, для нержавеющей стали можно использовать импульсный ток. Во время работы источник питания подает энергию таким образом, что связующее перетекает в бассейн. Высокая интенсивность импульса заставляет расплавленный металл течь в сварной шов, а низкий базовый ток сохраняет шов и конец сварочной проволоки в расплавленном состоянии. Импульсная сварка также имеет свои преимущества.Полученный сварной шов без брызг и имеет правильное поперечное сечение. Использование пульсации уменьшает зону перегрева материала, что дает очень хорошее проплавление. Сварщик лучше контролирует рабочий процесс, а сам сварной шов становится более красивым и узким.
Сварщик TIG в сварочном цехе allweld.pl
Как уже упоминалось, в методе MIG дуга светится в защитном газовом экране между плавкой сварочной проволокой и заготовкой. Газовые смеси чаще всего используются для сварки нержавеющей стали.Это может быть аргон с добавкой кислорода (2%) или углекислый газ, то есть CO2 (3%), что дает стабильную дугу. Иногда можно увеличить глубину плавления и скорость сварки, добавляя гелий и водород к вышеупомянутым смесям. С другой стороны, газы с более высоким содержанием диоксида углерода не рекомендуются для сварки нержавеющей стали, поскольку они способствуют высокой карбонизации в сварочной ванне и окислению хрома.
В качестве защитных газов при сварке TIG используются инертные газы, такие как гелий, аргон или их смеси (иногда с водородом).Бывает, что к выбранному инертному газу добавляют азот, который отвечает за повышение температуры дуги и обеспечивает высокую скорость сварки. В методе TIG защитный газ не только защищает зону сварки и неплавкий электрод от атмосферы, но также влияет на форму сварного шва и напряжение дуги.
Выбор правильного метода сварки и подходящего устройства позволяет сократить продолжительность работы и получить эстетичный и прочный сварной шов.Опытные сварщики особенно рекомендуют сварочные аппараты таких марок, как PATON или MAGNUM. Ниже приводится краткое описание популярных устройств.
Сварочный аппарат MIG / MAG MMA / TIG PATON PSI 250P DC PRO
MIG / MAG MMA / TIG PATON PSI 250P DC PRO - это цифровой полуавтоматический инвертор, подходящий как для дуговой сварки TIG, так и для ручной дуговой сварки MMA, а также в полуавтоматическом режиме. Сварка MIG / MAG на постоянном токе в газовой защите. Оборудование пригодно для промышленного использования.Эту модель отличает герметичный металлический механизм подачи проволоки.
Сварщик имеет встроенный модуль защиты от слишком низкого и слишком высокого напряжения. Основные функции устройства: Arc-Force (сила электрической дуги), Hot-Start (горячий старт) и Anti-Stick (предотвращение прилипания). Оборудование позволяет проводить сварку импульсным током и адаптировано к стандартной электросети. Максимальный сварочный ток модели составляет 335 А, а энергоэффективность - 90%.В комплект входит сварочная горелка MIG / MAG Abicor Binzel MB25 длиной 3 м, механизм подачи проволоки и сварочный кабель с зажимом заземления. Кроме того, вы можете выбрать для устройства другие аксессуары MIG, например, газовый баллон, проволоку и тефлоновую вставку.
Инверторный сварочный аппарат MAGNUM THF 208 TIG DC
Оборудование MAGNUM THF 208 TIG DC PULSE - это профессиональный инверторный сварочный аппарат, предназначенный для ручной, электрической сварки TIG и MMA с использованием плавких электродов с покрытием.Аппарат оснащен такими функциями, как: Puls, Smart Puls, который автоматически выбирает параметры пульсирующего тока, Spot (точечная сварка с определением времени сварки в точке), BiLevel (все для метода TIG), Hot -Start, Arc-Force, VRD (все для ММА).
Сварщик имеет четкую цифровую панель управления, которая позволяет быстро настраивать все функции и рабочие параметры. Оборудование позволяет производить сварку силой до 200 А с КПД 60%. Модель отличается высоким КПД и низким энергопотреблением.В комплект входят: сварочный держатель TIG SR-26 длиной 4 м, электрододержатель и массодержатель 2 м.
При сварке нержавеющей стали могут использоваться дополнительные принадлежности, например, набор принадлежностей для сварки TIG постоянным током. В его состав входят:
• Цанга для сварки TIG SR 26,
• газовая линза с цанговым корпусом, подходящая для горелок TIG типа SR 17/18/26 и их эквивалентов,
• керамическое газовое сопло,
• горелка TIG со средней свечой,
• тефлон изолятор для линз горелок TIG SR 17/1826,
• красный электрод TIG,
• проволока TIG ROD 1,6 мм для черной стали SG3,
• сварочная проволока TIG 308 LSi 1,6 мм,
• проволока сварочная 316 Lsi 1,6 мм TIG.
Насадки для сварки нержавеющей стали
Мы собрали несколько советов, которые помогут вам сваривать нержавеющую сталь. Вот они:
1. Выбор правильного метода - выбор правильного метода сварки и использование правильного оборудования - это способ получить сварной шов хорошего качества. Главное - соответствовать основным свойствам основного металла, поэтому нам нужно выяснить, с каким типом нержавеющей стали мы будем работать.
2. Выбор подходящего защитного газа. Выбор газа для сварки влияет на эффективность защиты, коррозионную стойкость, стабилизацию дуги, внешний вид поверхности и геометрию сварного шва.Защитные газы подбираются в соответствии с выбранным методом сварки.
3. Использование газовой линзы - при сварке TIG рекомендуется использовать газовую линзу. Благодаря этому можно сформировать защитный газ таким образом, чтобы можно было удлинить вольфрамовый электрод даже вдвое. Это облегчает нам доступ к ранее недоступной области.
4. Очистка материала перед сваркой - Перед началом сварки тщательно очистите сталь, например, используя химический растворитель (для мелких деталей) или обезжиривая паром (для больших деталей).
5. Обеспечение коррозионной стойкости - высокая температура, возникающая во время сварки, вызывает окисление (образование оксидных слоев или тусклого цвета) на стальной поверхности. Обесцвеченные участки снижают коррозионную стойкость, поэтому их необходимо очищать щеткой, шлифованием и полировкой, травлением или электрохимической очисткой.
6. Обеспечение равномерной подачи проволоки - может помочь использование тефлоновых вставок.Тефлон используется для сохранения металлургической чистоты при сварке нержавеющих сталей. Углерод может попасть в сварной шов при подаче проволоки по стальной спирали, что нежелательно.
7. Импульсная дуговая сварка - особенно выгодна для тонких листов, тогда мы можем использовать сварочную проволоку большего диаметра.
8. Правильная настройка горелки - горелка должна быть установлена под острым углом, от 10 градусов до 15 градусов
Смотрите другие интересные статьи в нашем блоге:
- Сварка цинка - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке латуни
- Сварка алюминия - все самое важное о сварке этого металла
- Сварка чугуна - все самое важное о сварке этого металла
- Сварка электродом - вся самая важная информация о сварке электродом MMA
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
- Зарядное устройство - См. Рекомендуемые зарядные устройства
- Обозначение сварных швов - Посмотрите, какие типы сварных швов бывают
Руководство по закупкам:
- Сварщик для любителей и начинающих энтузиастов своими руками
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1 000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.
С 25 мая 2018 г. Регламент (ЕС) 2016/679 Европейского парламента и Совета от 27 апреля 2016 г. о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, и отменяющую Директиву 95/46 / WE (именуемую «GDPR», «GDPR», «GDPR» или «Общие правила защиты данных»). Мы хотим, чтобы вы знали, какие данные мы обрабатываем и на каких условиях.Подробную информацию об этом вы найдете ниже. Прочтите их, затем укажите данные, которыми вы хотите поделиться с нами, и дайте свое согласие, нажав кнопку «Я согласен».
Помните, что вы всегда можете отозвать свое согласие или изменить объем данных, щелкнув значок настроек в нижнем левом углу браузера.
Большая часть собираемых нами данных является полностью анонимной, но это также могут быть данные об используемом вами устройстве, версии браузера, подстраницах, которые вы посещаете, и о том, что вы ищете на нашем веб-сайте.В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
Администратором ваших данных является RYWAL-RHC Sp. z o.o., ул. Odlewnicza 4, 03-231 Варшава, NIP: 951-19-98-317.
Прежде всего, чтобы предоставить вам более качественный контент и лучший опыт использования нашего веб-сайта.Как это возможно?
Анализируя, например, то, что вы ищете на веб-сайте, мы знаем, что вам нужно, и делаем все, чтобы вы быстро и легко нашли это у нас. Анализируя время, проведенное на сайте, мы знаем, была ли статья интересной или нет.
Подробнее об этом можно прочитать в нашей политике конфиденциальности.
Мы можем раскрывать ваши данные только специализированным компаниям из нашей группы капитала и только для целей, тесно связанных с вашими потребностями, компаниям, действующим от нашего имени, напримерчтобы оптимизировать работу веб-сайта или выполнение заказа или контракта, а также лица, уполномоченные получать данные на основании применимого законодательства, например, суды или правоохранительные органы - конечно, только если они делают запрос на основе соответствующая правовая основа.
У вас есть право на доступ к своим данным, их изменение, ограничение обработки и удаление, если это не противоречит другим правам, напримерв связи с исполнением договоров. Вы также можете изменить объем данных, которыми вы хотите поделиться с нами, отозвать свое согласие на обработку персональных данных или использовать другие права, перечисленные в нашей политике конфиденциальности.
Основанием для обработки ваших данных является ваше согласие каждый раз, но в некоторых случаях также необходимость выполнения контрактов и законный интерес контролера данных, т. Е.обработка данных для целей собственного маркетинга.
В случае обработки данных в маркетинговых целях, то есть, среди прочего, профилирование будет происходить с вашего согласия, которое вы выражаете, принимая уровень маркетинговых данных в настройках.
В случае обработки данных для связи с вами мы попросим вашего согласия в контактной форме или при подписке на информационный бюллетень.
Мы напомним вам о хранении ваших данных на сайте через 90 дней после предыдущего посещения.Затем вы можете решить, что вы хотите с ними делать. Однако мы будем хранить данные, которые мы получаем от вас, на неопределенный срок, потому что благодаря историческим данным мы сможем лучше анализировать изменения в ваших предпочтениях.
Пожалуйста, прочтите вышеупомянутую информацию. Затем мы убедительно просим вас дать согласие на обработку этих данных, нажав кнопку «Я согласен».
Помните, что вы можете отозвать свое согласие или изменить объем данных, которые вы хотите нам предоставить, в любое время.
.На рынке много компаний, производящих сварочную проволоку. Многие из них используются для сварки MIG / MAG. Каждый из них отличается по типу, толщине проволоки, толщине катушки или применению. Обычно их наматывают на катушку весом 5 или 15 кг. Приобретая проволоку, обратите особое внимание на точность намотки проволоки.
Наиболее распространенные диаметры проволоки:
Чем толще материал, тем толще (диаметр) проволоку следует выбирать.
В нашем предложении , вы найдете широкий выбор сварочной проволоки.
Конкурентоспособность в оффшорной индустрии, рост цен на сырье, энергию и транспорт - это лишь некоторые из проблем, заставляющих производителей эффективно искать способы снижения затрат и, в конечном итоге, повышения прибыльности.
Поскольку сварка может быть важной производственной деятельностью во многих компаниях, обычно это один из первых производственных процессов, который необходимо тщательно проанализировать для снижения затрат.К сожалению, многие производители считают, что переход на более дешевый провод MIG будет решающим для их бюджета. Фактически, слабая проволока MIG может привести к дополнительным расходам на предварительные операции, такие как резка, формовка, подготовка поверхности и шва, сушка, очистка, прихватка, шлифовка и окраска.
На самом деле, если смотреть на общие затраты на сварку, цена проволоки часто составляет всего около 4% от фактической стоимости, причем большая часть приходится на накладные расходы и оплату труда.Таким образом, экономия нескольких копеек на стоимости провода может в конечном итоге стоить компании намного больше в плане снижения производительности деятельности, которой можно было бы избежать.
Выбор качественной проволоки MIG очень важен. Он может быть более отказоустойчивым и давать прочные сварные швы даже в несовершенных условиях. Возьмем, к примеру, поверхность, загрязненную тарелкой. При использовании правильного провода MIG некоторые подготовительные действия не требуются. А поскольку все больше и больше компаний полагаются на робототехнику, качественная сварочная проволока MIG обеспечит нужное качество сварного шва, и в доработке нет необходимости.
Типичные ошибки при выборе проволоки MIG и способы их избежать
Самыми популярными типами проволоки MIG для сварки нелегированной стали являются ER70S-3 и ER70S-6. Эти провода разработаны с учетом минимального требования к прочности на разрыв 482 МПа. Но какой из них лучше для вашего приложения?
ER70S-3 обычно используется для чистого основного материала, без масла и ржавчины. Это также лучший выбор для предотвращения островков кремния, которые иногда могут образовываться на стыке, придавая ему стеклянный вид.Краска, нанесенная на такие участки, со временем может отслоиться. Кроме того, при многослойной сварке островок при рентгенологическом исследовании будет обнаружен как шлаковое включение. Такие дефекты могут потребовать дорогостоящих исправлений.
Выберите проволоку ER70S-6 для сварки на пластине, покрытой поверхностными загрязнениями, поскольку в ней есть подходящий раскислитель для решения таких проблем. Раскислитель поглощает кислород, поэтому он либо испаряется, либо образует оксиды в дуге. ER70S-6 также лучше создает плавный переход от сварного шва к основному металлу, также известный как связка.Лучшее соединение может потребоваться в приложениях, склонных к усталости. Проволока ER70S-6 обеспечивает лучшее смачивание кромок по сравнению с ER70S-3. Проволока MIG качества
имеет решающее значение для роботизированной сварки.
Помимо нелегированной стали
Высокопрочная низколегированная сталь (HSLA) становится все более популярной в производстве во многих отраслях промышленности. В дополнение к этому, улучшенные высокопрочные стали (AHSS) также получают признание в автомобильной промышленности, где снижение веса становится приоритетом.
Однако исследования показали, что увеличение прочности основного металла в AHSS делает сварной шов более чувствительным к дефектам сварки. Дефекты и неоднородности в зонах сварного шва и термического влияния, которые ранее допускались при использовании низкоуглеродистой стали, могут привести к отдаче в сварных конструкциях из AHSS. Очень важно выбрать лучшие сварочные материалы и оптимизировать процедуры, а также программу обеспечения качества.
При сварке сталей HSLA и AHSS очень важно уделять особое внимание адаптации электрода в зависимости от конкретных требований и условий применения.Эти применения обычно менее устойчивы к сварочным дефектам.
«Соответствующий» металл сварного шва имеет минимальный предел текучести и предел прочности на разрыв, равный или превышающий минимальные указанные прочностные характеристики основного металла. Однако в случае переоборудования металла сварного шва регулирующей переменной является основной металл. В этом случае важно проверить свойства основного металла, чтобы убедиться, что соединение имеет требуемую прочность.Прежде чем сделать окончательный выбор, всегда консультируйтесь с дизайнером, инженером по сварке и поставщиком электродов.
Влияние диаметра проволоки
Совместимый диаметр проволоки имеет решающее значение для обеспечения надлежащего протекания тока от контактного наконечника к проволоке. Слишком маленький размер проволоки вызывает образование дуги между проволокой и внутренним диаметром наконечника, размывая наконечник и, в конечном итоге, соединяя их. Слишком большая проволока вызывает чрезмерное усилие подачи, заклинивание наконечника, проскальзывание и простои.
При производстве проволоки следует проявлять осторожность, чтобы избежать резких изменений диаметра и литья, когда концы проволоки свариваются встык. Такие производственные швы на катушке с проволокой часто могут вызывать значительные изменения диаметра или формы проволоки MIG более низкого качества. Изменения диаметра с течением времени, даже в пределах спецификаций AWS, также могут повлиять на скорость наплавки до 8%. Один из способов, которым производители могут обеспечить соответствие диаметра и улучшить качество сварного шва, - это испытать всю проволоку с использованием методов лазерного микрометрического контроля.
Важность химического состава
Обязательно выберите проволоку с правильным химическим составом. Почему? Это приводит к лучшей производительности. Производительность, в свою очередь, обеспечивает лучший и более стабильный контроль качества. Сварщики и инженеры смогут установить свои процедуры раз и навсегда, вместо того, чтобы адаптировать их к изменяющемуся химическому составу проволоки.
Важно учитывать: существует два метода анализа и контроля сплавов, как описано в AWS A5.01. Первое и самое распространенное использование контроля числа течок. Типовой сертификат плавки основан на небольшом образце, взятом при плавке жидкой стали. Это указывает на то, что химический состав расплава находится в пределах спецификации AWS для данного применения. Проблема в том, что такой небольшой образец представляет собой состав огромного количества - иногда 125 000 кг - расплавленной стали.
Кроме того, во время непрерывной разливки элементы в ковше разделяются.Обычно конец расплава (верх ковша) содержит сталь с большим скоплением остатков и элементов, чем показано для остальной части расплава. Поскольку сертификация плавки представляет собой среднее значение начала, середины и конца плавки, существует некоторая вероятность того, что материал расплава может содержать сталь, отличную от AWS. Более того, поскольку в плавильном цехе плавятся разные заказы, могут смешиваться материалы с различным химическим составом. Такой материал может изменить природу стали, иногда в значительной степени.
Второй метод анализа и контроля сплавов - это контролируемый химический состав. В этом сценарии каждая катушка стержня (обычно от 1250 до 2250 кг сырой стали) перед запуском в производство дважды проверяется производителем электродов на химический состав. Таким образом, свойства конкретной катушки стали согласовываются с качеством, требуемым для конкретных электродов, и сталь наносится на электроды соответствующим образом. По сравнению с методом сертификации плавки, это дает возможность получить дополнительное соответствие химического состава.
Следует также отметить, что, хотя AWS предоставляет требования к химическому составу готового продукта, системы мониторинга или политики соответствия нет. В некоторых приложениях соответствие отраслевым требованиям может иметь приоритет перед соответствием AWS. К таким отраслевым стандартам относятся Американское бюро судоходства (ABS), США. Военные требования (MIL), Lloyds, Bureau Veritas и Американское общество инженеров-механиков (ASME). Барабаны
Speed-Feed® - это один из многих типов упаковки для проволоки SuperArc® MIG.
Упаковка: Важнее, чем вы думаете.
Учитывая разнообразие упаковок, представленных сегодня на рынке, выбор правильной проволоки для сварки MIG является важным фактором затрат. Например, упаковка в так называемые бочки, бочки, катушки или коробки может дать много финансовых выгод. Обычно эти пакеты предлагаются по более низкой цене за единицу из-за того, что они требуют меньших транспортных затрат со стороны производителя.
Пакеты т.н.Цилиндры, особенно востребованные в роботизированных или тяжелых полуавтоматических производственных цехах, позволяют сократить количество смен пакетов проволоки за смену или неделю. С другой стороны, эти пакеты могут означать более высокие затраты на инвентаризацию и потраченное впустую пространство на некоторых заводах. Основное практическое правило заключается в следующем: в некоторых отраслях промышленности наилучшее соотношение цены и запасов достигается, когда упаковка изнашивается и заменяется примерно через 30-45 дней.
Кроме того, при рассмотрении вариантов упаковки необходимо учитывать условия завода. В то время как одна компания может получить выгоду от покупки проволоки в бочках, другой производитель с пыльным и влажным производством и / или ограниченным пространством может выбрать коробку или барабан, которые предлагают полностью закрытый корпус. Кроме того, следует помнить, что оголенная проволока во время сварки находится под напряжением. В целях безопасности некоторые предприятия могут предпочесть закрытую упаковку. И хотя открытая катушка может быть дешевле барабана или коробки, движущиеся части разматывающего устройства могут представлять опасность.Это устройство дополнительно потребует технического обслуживания и ухода, что является еще одним финансовым фактором, который следует учитывать.
Стоимость отходов - еще одна проблема для производителей. Для еще большей экономии вы можете выбрать полностью перерабатываемую картонную коробку, которую можно измельчать и измельчать, а не деревянный или металлический барабан. Кроме того, использование этих коробок будет способствовать соблюдению компанией ISO 14001, последнего критерия оценки поставщиков в автомобильной и других отраслях.Пакеты
Lincoln Accu-Pak® для проволоки MIG имеют ремни для подъема и упрощения работы.
Такие элементы, как подъемные ремни, облегчают операторам перемещение пакетов. Кроме того, деревянный поддон под упаковкой обеспечивает удобную транспортировку с помощью вилочного погрузчика, тогда как интегрированные картонные поддоны могут быть легко повреждены вилочным погрузчиком. Наконец, выберите пакеты, соответствующие планировке вашего предприятия. Например, если некоторые из сварочных станций расположены на антресоли, могут возникнуть трудности с подъемом и использованием некоторых типов упаковки.
Переход на MIG
До этого момента мы обсуждали, как получить максимальную отдачу от провода MIG. Но что, если производитель в настоящее время использует электрод с покрытием, порошковую проволоку или сварку под флюсом? Может ли переход на MIG дать преимущества в таких приложениях?
В области автомобилестроения, строительства, судостроения и производства листового металла прибыль часто достигается за счет перехода на проволоку MIG. Эти преимущества включают сварку без шлака с меньшим объемом очистки даже при многослойных операциях.Кроме того, сварка MIG требует более низкого уровня квалификации оператора, чем сварка MMA или TIG.
Использование двух проволок MIG, называемое процессом Tandem MIG®, приводит к меньшему тепловложению, чем у закрытой дуги, и меньшим искажениям. Это также очень универсальный процесс, который можно использовать с широким спектром материалов, от высокопрочных / низколегированных металлов до современных высокопрочных сталей.
В зависимости от оборудования и процедур, MIG может выполнять сварку во всех положениях, что означает меньшие затраты на монтаж или настройку.Он также имеет более низкое тепловложение, за исключением режима MIG со струйной дугой, что означает меньше деформации и ожогов в готовом сварном шве. Другие преимущества включают более высокий КПД, 97 - 98%. Для сравнения, сварка электродом (SMAW) предлагает эффективность только 60-70% из-за таких факторов, как разбрызгивание, покрытие шлака и потеря наконечника.
Кроме того, сплошная проволока MIG обычно занимает более выгодное положение, чем порошковая проволока. Положение проволоки - это ее способность выходить из контактного наконечника каждый раз в одном и том же месте для лучшего размещения шва.Это может быть важно, особенно в автоматизированных приложениях. Сравнивая размещение MIG-проволоки в стыке, обратите внимание на равномерную отливку как еще один фактор, помогающий точному размещению проволоки.
Резюме
Если вы ищете возможность сократить накладные расходы на сварку, обратите внимание не только на цену проволоки. Экономия нескольких злотых в краткосрочной перспективе может стоить вам больших потерь продукции в долгосрочной перспективе. Не забудьте правильно выбрать проволоку для своего применения, проверить ее химический состав и приобрести лучший вариант упаковки для того завода, на котором она будет использоваться.Качество проволоки MIG играет важную роль в общей структуре затрат. Выбирай с умом.
Подготовлено: Lincoln Electric
.

«Сварка» - это слово, которое обычно используется для описания работы, выполняемой при соединении различных металлов. Однако он также работает с другим сырьем - его все чаще используют для «сварки» пластмасс. Поэтому первоначальный смысл постепенно расширяется. Что касается самого процесса сварки металла, то для этого можно использовать различное оборудование. В настоящее время очень популярны сварочные полуавтоматы, обычно работающие по технологиям MIG и MAG.Популярные Мигоматы предназначены для создания прочных и прочных соединений между двумя металлическими элементами. Поэтому они не используются для работы с другими материалами.
Есть разные типы сварочных аппаратов. Полуавтоматы MIG и MAG очень популярны как в профессиональных, так и в любительских решениях. Они позволяют работать быстро и эффективно. Кроме того, сварочный полуавтомат обычно компактен и его легко перемещать с места на место.Сварка MIG от англ. Metal Inert Gas - это метод номер 131, а сварка MAG от Metal Active Gas - это метод номер 135. Самым важным из элементов, которые взаимодействуют в полуавтоматическом сварочном аппарате, является источник питания. (электрический ток), который связан с полуавтоматической системой управления. Другим важным элементом является механизм подачи проволоки, заземляющий кабель, соединяющий заготовку с источником питания, и, конечно же, баллон с защитным газом и держатель проволоки.
Работа устройства и его оператора начинается с нажатия кнопки на ручке. Затем его следует вручную перемещать перпендикулярно и равномерно к выполняемому шву. Скорость, с которой выдвигается сварочная проволока, зависит от выполняемой работы и может варьироваться. Во время сварки сварочная проволока плавится в электрической дуге, которая возникает между свариваемой поверхностью и плавящимся электродом. Длина дуги должна быть постоянной.И дуга, и расплавленный металл окружены газом, который предотвращает попадание атмосферного воздуха в сварной шов. Затвердевающий металл создает прочное и эффективное соединение между двумя металлическими частями.
Но позволяет ли сварочный полуавтомат соединять все типы металлов? Что ж, есть металлы, которые проще соединить с таким устройством. Это, прежде всего:
* сталь низкоуглеродистая, кислотостойкая, а также нержавеющая сталь, сталь
* сплавы с другими металлами
* алюминий и его сплавы,
* другие металлы с низкой реакционной способностью.
Благодаря возможности использования для соединения самых популярных металлов сварочный полуавтомат стал популярным устройством в мастерских. Сам факт, что с его помощью можно соединить два элемента из металлических сплавов, упрощает работу с ними. Что не менее важно, сварной шов, выполненный с помощью этого устройства, получается прочным и стабильным. Даже с небольшой площадью, на которой он сформирован, точка соединения будет иметь такие же физические свойства, как и остальная часть заготовки.Перед началом работ, на которых будет использоваться сварочный полуавтомат, стоит проверить, из какого металла у целевого свариваемого элемента.
Благодаря широким возможностям соединения различных металлов сварочный полуавтомат стал оборудованием многих рабочих мест и домашних мастерских. Универсальность этих устройств означала, что сварочные аппараты используются во многих отраслях промышленности. К ним относятся, например, автомеханики и автомобильная промышленность.Различные части кузова и ходовой части автомобиля соединяются с помощью сварочных аппаратов. Еще одна отрасль экономики, где часто используется сварочный полуавтомат, - это строительство. Соединение элементов металлоконструкций осуществляется сварным швом с помощью сварочного аппарата. Судостроительная промышленность также делает ставку на эффективную работу сварочных полуавтоматов. Качественные сварные швы получаются герметичными, а металлические соединения не подвержены быстрой коррозии.
Благодаря простоте эксплуатации полуавтоматические сварочные аппараты также используются любителями и любителями домашнего хозяйства.Они пригодятся не только для создания металлических скульптур или садовых украшений, но и для проведения небольшого ремонта. Если вы знаете, как использовать этот тип устройства, это, безусловно, полезная машина, которая должна быть в вашем гараже или мастерской. При отсутствии соответствующей подготовки стоит получить необходимые знания, которые могут пригодиться в будущем. Тем более, что сварочный полуавтомат не является устройством, управление и эксплуатация которого является особенно сложным и обременительным.Безусловно, мастерство обслуживания пригодится как при аварийном ремонте, так и в различных хобби.
Сварочный полуавтомат - это устройство с простым управлением. Однако, в зависимости от потребностей, уровень его автоматизации может отличаться друг от друга. Прежде всего, газ, используемый в экране, может отличаться в зависимости от свариваемых материалов. Во многих случаях устройство имеет регулируемую интенсивность сварки или диаметр используемой сварочной проволоки.Конечно, профессиональные устройства более обширны, чем предназначенные для домашней мастерской.
.