|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
|
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ПЛАЗМЕННОЙ, ЭЛЕКТРОННО-ЛУЧЕВОЙ, ЛАЗЕРНОЙ СВАРКЕ [c.16]
Усталостная прочность сварных соединений. Усталостная прочность сварных соединений определяется главным образом двумя факторами конструктивным оформлением сварного соединения и качеством металла шва и околошовной зоны (в том числе чувствительностью шва к конструктивным элементам сварного соединения). Фактор конструктивного оформления является общим для сплавов различной основы, поэтому его анализ выходит [c.149]
Конструктивные элементы сварных соединений и их размеры указаны в табл. 23. [c.106]
Приведены данные об основных процессах, протекающих при сварке, о конструктивных элементах сварных соединений и швов, способах и критериях оценки свариваемости. Представлена подробная информация о современных материалах, оборудовании, различных способах сварки и термической резки сталей, цветных металлов и сплавов. Содержит сведения, необходимые для аттестации сварщиков и специалистов сварочного производства. [c.2]
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ [c.12]
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ [c.10]
Конструктивные элементы сварных соединений......................12 [c.393]
Если конструкторской документацией предусмотрено применение наряду с другими видами контроля также вскрытие швов, то объем его должен соответствовать требованиям отраслевой инструкции. Визуальный послойный контроль сварных швов и их вскрытие проводят для определения качества швов по наличию в них наружных и внутренних дефектов, а также возможных отклонений конструктивных элементов сварного соединения от требований нормативно-технической документации. [c.201]
В зависимости от технологии сварки (присадочный металл, тип разделок свариваемых кромок и др.), а также материала конструктивных элементов сварные соединения могут быть ослаблены мягкими прослойками различной геометрической формы (рис. 3.28). [c.158]
Для электрошлаковой сварки основные конструктивные элементы сварных соединений приведены по ГОСТу 15164—69. [c.22]
Размеры конструктивных элементов сварных соединений основных типов , мм [c.112]
Очень часто за сигналы от дефектов принимают отражения от различных конструктивных элементов сварного соединения (подкладок, усов , проточек в околошовной зоне и т. п.). В большинстве случаев эти сигналы легко идентифицируются путем определения истинных размеров и конструкции сварного соединения. [c.305]
Стандарт не устанавливает типы и конструктивные элементы сварных соединений, выполняемых контактной Т-образной электросваркой. [c.315]
Швы сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемые ручной, автоматической и полуавтоматической сваркой под флюсом, а также их условные обозначения йа чертежах стандартизованы (табл. 1). Стандарты устанавливают основные типы сварных швов в зависимости от вида соединения, размеры и форму шва, а также конструктивные элементы подготовки кромок свариваемых деталей и их допуски. В табл. 2—4 приводятся данные по некоторым основным типам и конструктивным элементам сварных соединений и швов ручной сварки, а в табл. 5—8 — автоматической и полуавтоматической сварки под флюсом. [c.31]
Типы и конструктивные элементы сварных соединений и швов. В табл ХП.1 приведены основные типы сварных соединений, выполняемые ЭШС (ГОСТ 15164—69), типы и виды швов, конструктивные элементы кромок на заготовках, нх размеры. [c.320]
Основные типы и конструктивные элементы сварных соединений арматуры приведены в табл. ХХП.5. [c.557]
ТАБЛИЦА ХХП.5. ОСНОВНЫЕ ТИПЫ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ АРМАТУРЫ [c.558]
Макаренко А- А. и др Инструмент для замера конструктивных элементов сварных соединений. Сварочное производство . 1974, 5. [c.773]
Типы и конструктивные элементы сварных соединений и швов 185 [c.185]
ТИПЫ и КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ [c.185]
Типы и конструктивные элементы сварных соединений и швов регламентированы ГОСТ 15164—69. [c.185]
Конструктивные элементы сварных соединений (обозначение размеров см. табл. 80) [c.185]
СВАРНАЯ ТОЧКА — конструктивный элемент сварных соединений, образованный закристаллизовавшимся жидким металлом (см. Точечная дуговая сварка), пластически деформированным металлом (см. Точечная холодная сварка и др.) или же ядром из закристаллизовавшегося жидкого металла, окруженным оболочкой пластически деформированного металла (см. Точечная сварка), под инструментом (электродом, пуансоном), через который проходит нагревающий электрический ток (дуговая сварка) или передается усилие сжатия (холодная и другие виды сварки) или же проходит ток и передается усилие сжатия (контактная сварка), без перемещения этого инструмента в плоскости, перпендикулярной его оси. С. т. имеет в плане вид небольшого кружка. [c.141]
СВАРНОЙ ШОВ 1. При сварке плавлением — конструктивный элемент сварных соединений (см. Соединения), образованный затвердевшим после расплавления металлом по линии перемещения источника сварочного нагрева (напр., электрической дуги, сварочного пламени и др.). 2. См. Сварное соединение 1. [c.142]
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ КОНТАКТНОЙ СВАРКИ, ИХ ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ И УСЛОВНОЕ ОБОЗНАЧЕНИЕ [c.280]
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ КОНТАКТНОЙ СВАРКИ 281 [c.281]
Нахлесточные соединения металла толщиной до 1,5 мм обычно сваривают на медной или стальной подкладке. Дугу направляют на кромку верхнего листа. Электрод держат под углом 55 — 60° к плоскости листа ( рис. 107, а), а при сварке тавровых соединений — под углом 45 — 50° к нижнему листу (рис. 107, б). Подготовку конструкций к сварке производят весьма тщательно. Основные типы и конструктивные элементы сварных соединений, выполняемых сваркой в защитных газах, установлены ГОСТами. Некоторые из типичных конструкций подготовленных кромок приведены на рис. 108. Для обеспечения необходимого качества сварки тщательно подгоняют кромки соединяемых деталей и хорошо их закрепляют пневматическими или другого типа прижимами. [c.165]
Схемы и конструктивные элементы сварных соединений, выполняемых контактной шовной сваркой, приведены на рис. 125. Перекрытие точек на величину / должно быть не менее 0,3 продольного размера точки в. Ширина шва с1 для металла толщиной 1 мм и более должна составлять = 3 — 4,5 5 (с уменьшением отношения для более толстого металла). [c.193]
Ниже приведены основные типы и конструктивные элементы сварных соединений, выполняемых автоматической и полуавтоматической сваркой под флюсом, а также режимы сварки и их особенности в зависимости от свариваемых материалов. [c.275]
Необходимо отметить, что общепринятые рекомендации для сварки толстостенных элементов являются недостаточными. Существующий ГОСТ 5203-56, определяющий основные типы и конструктивные элементы сварных соединений, ограничивается толщинами 100 мм. Вопросы сварки больших толщин легированных сталей не имеют также должного освещения в литературе. [c.35]
Производство автомобилей является Массовым. Конструктивные элементы сварных соединений и используемые материалы должны обеспечивать возможность применения самых прогрессивных технологических процессов, обеспечивающих минимальные затраты живого труда и материалов при максимальном выпуске. Назначение и условия работы сварных деталей и узлов автомобиля определяется тем, к какой части автомобиля они относятся шасси — карданные валы, мосты, рулевое управление, тяги двигателю — клапана, венец маховика, картер тормозной системе — воздушный баллон, тормозные колодки топливной системе — топливный бак, глушитель несущей системе — рама. [c.322]
Металлические детали поддонов изготовляют из стали с временным сопротивлением не менее 370 МПа. Они не должны иметь трещин и заусенцев. Угловые стойки изнутри и снаружи приваривают дуговой сваркой к раме основания и насадкам. Конструктивные элементы сварных соединений должны соответствовать, ГОСТ 5264—80, ГОСТ 8713—79 и ГОСТ 14771—76 . Предел прочности при срезе сварных соединений должен быть не менее 295 МПа. Для сварки рекомендуется применять электроды типа Э42 (ГОСТ 9467—75) и стальную сварочную проволоку (ГОСТ 2246—70 ). [c.25]
Электрошлаковая сварка. Применение электрошлаковой сварки среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164-78 (в ред. 1989 г.), который регламентирует основные типы соединений, выполняемых при всех разновидностях электрошлаковой сварки. [c.317]
Расчетные сварные соединения конструкции из низкоуглеродистой и ннзколегировапаой стал1 , выполняемые контактной электросваркой. Стандарт не устанавливает основные типы и конструктивные элементы сварных соединений, выполняемых контактной Т-образной электросваркой [c.36]
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы. Стандарт распространяется на неразъемные соединения ненапря-гаемой арматуры железобетонных изделий и конструиций, а также монтажные соединения арматуры, исполненные контактной сваркой или дуговой ванной сваркой в инвентарных формах. Приводится термино.тогия, основные типы и конструктивные элементы сварных соединений. [c.500]
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами.
Требования настоящего стандарта являются обязательными.
2. Для конструктивных элементов сварных соединений приняты обозначения:
S и S1-толщина кромок свариваемых деталей;
dc-диаметр сварной точки;
b-зазор между кромками свариваемых деталей;
С и С1-ширина буртика;
l-высота буртика или отбортовки кромок.
3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2-15.
5. Выпуклость или вогнутость сварных точек не должны превышать 20% от толщины более тонкой детали, но не более 0,1 мм.
6. Смещение свариваемых кромок по высоте друг относительно друга до 20% от толщины более тонкой детали, но не более 0,1 мм.
7. Кромки деталей под сварку не притуплять. Для толщин свариваемых деталей более 0,4 мм допускается притупление свариваемых кромок радиусом до 0,1 мм, связанное с удалением заусенцев на этих кромках.
8. При сварке деталей из однородных материалов смещение сварной точки относительно линии стыка деталей не должно превышать 0,2 dc. Для неоднородных материалов значение смещения устанавливается в технической документации, утверждаемой в установленном порядке.
Таблица 1
| Тип соединения |
Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
| подготовленных кромок | поперечного шва | |||||
| Стыковое | Без скоса кромок |
Односторонний с полным проплавлением | 0,1-0,5 | C1 | ||
| Односторонний с неполным проплавлением | Более 0,8 | С2 | ||||
| Односторонний замковый | 0,1-0,9 | С3 | ||||
| Двусторонний | 0,4-1,8 | С4 | ||||
| С одним буртиком | Односторонний замковый | 0,1-0,9 | С5 | |||
| С отбортовкой двух кромок | Односторонний | 0,1-0,5 | С6 | |||
| С двумя буртиками | Не ограничена | С7 | ||||
| Тавровое | Без скоса кромок |
Односторонний | не менее 0,2 | Т1 | ||
| Двусторонний | Т2 | |||||
| Угловое | Без скоса кромок |
Односторонний | 0,2-0,8 | У1 | ||
| Односторонний замковый | 0,2-0,8 | У2 | ||||
| С отбортовкой одной кромки | Односторонний | 0,1-0,5 | У3 | |||
| С одним буртиком | Односторонний | Не ограничена | У4 | |||
| Нахлесточное | Без скоса кромок |
Односторонний с полным проплавлением | 0,1-0,5 | Н1 | ||
| Односторонний с неполным проплавлением | 0,1-0,7 | Н2 | ||||
| Односторонний | 0,2-0,7 | Н3 | ||||
| Двусторонний | 0,2-0,8 | Н4 | ||||
| Торцовое | Без скоса кромок |
Односторонний | 0,1-0,6 | Тр1 | ||
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C1 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-1,0 |
0,02 0,04 0,06 0,10 |
0,40 |
±0,15 |
|
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C2 | S1=(0,9-1,1)S | Более 0,80 | 0,10 | 0,90 |
±0,30 |
|
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C3 | S1≥S+0,5 | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 |
0,02 0,04 0,06 0,10 |
0,40 |
±0,15 |
|
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C4 | S1=(0,9-1,1)S | 0,40-0,50 0,51-1,80 |
0,08 0,10 |
0,80 |
±0,20 |
|
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
c | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| C5 | l=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 |
0,02 0,04 0,06 0,10 |
0,30-0,40 0,40-0,50 0,50-0,70 0,50-0,70 |
0,60 |
±0,20 |
|
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| С6 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 |
0,02 0,04 0,06 |
0,20-0,30 0,30-0,50 0,40-0,70 |
0,30 |
±0,10 |
|
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| С7 | С1=(0,9-1,1)С | 0,40-0,50 0,51-0,70 |
0,08 0,10 |
0,40-0,60 0,50-0,80 |
0,80 |
±0,20 |
|
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S, не менее |
S1, не менее |
b, не более | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| T1 | 0,20 | 0,20 | 0,04 | 0,80 |
±0,20 |
||
| T2 | 0,20 | 0,20 | 0,04 | 0,80 |
±0,20 |
||
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| У1 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 |
0,04 0,06 0,10 |
0,50 |
±0,10 |
|
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| У2 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 |
0,04 0,06 0,10 |
0,50 |
±0,10 |
|
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| У3 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 |
0,02 0,04 0,06 |
0,20-0,30 0,30-0,50 0,40-0,70 |
0,30 |
±0,10 |
|
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| У4 | S1=(0,9-1,1)С | 0,20-0,30 0,31-0,40 0,41-0,70 |
0,04 0,06 0,08 |
0,40-0,50 0,50-0,70 0,50-0,70 |
0,50 |
±0,10 |
|
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| Н1 | S1=1·S | 0,10-0,20 0,21-0,50 |
0,02 0,04 |
0,80 |
±0,20 |
|
| Н2 | 0,10-0,20 0,21-0,30 0,31-0,70 |
0,02 0,04 0,06 |
0,80 0,80 0,80 |
±0,20 ±0,20 ±0,20 |
||
| Н3 | 0,20-0,30 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 ±0,20 |
||
| Н4 | 0,20-0,30 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 ±0,20 |
||
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| Тр1 | 0,10-0,20 0,21-0,30 0,31-0,40 0,41-0,60 |
0,02 0,04 0,06 0,08 |
0,30 |
±0,10 |
||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
РАЗРАБОТЧИКИ: И. Ю. Ходыревская (руководитель темы), Е. С. Баткин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.02.91 № 162
3. Срок первой проверки - 1996 г.
Периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
Соединение труб и деталей трубопроводов между собой являются самыми ответственными элементами технологических трубопроводов, от качества которых зависит их герметичность, надежность в эксплуатации. Кроме того, конструкция соединения должна обеспечивать удобство и быстроту сборки, экономичность, хорошие гидравлические характеристики.
По функциональному назначению различают два вида соединений технологических трубопроводов: неразъемные (сваркой и склейкой) и разъемные (на фланцах или резьбовых деталях).
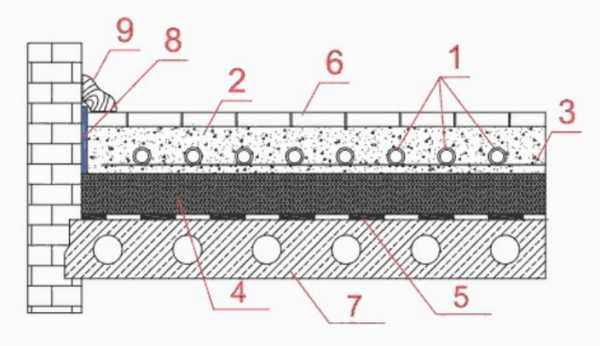
Неразъемные соединения по технологии выполнения разделяются на сварные и клеевые. По конструкции шва сварные и клеевые соединения разделяются на стыковые и раструбные, являющиеся разновидностью нахлесточных соединений. Стыковые соединения обеспечивают более благоприятные распределения напряжений в шве, однако площадь шва при этом определяется толщиной стенки трубы. В раструбных соединениях площадь сварки или склейки может многократно превышать площадь поперечного сечения конструкции. Достоинством раструбных сварных и клеевых соединений по сравнению со стыковыми помимо увеличения площади соединяемых поверхностей является также повышенная стойкость к изгибающим усилиям, которые как правило, возникают в процессе монтажа и эксплуатации.
Неразъемные соединения трубопроводов из ПНД. ПВД и ПП с помощью раструбов, отформованных на концах труб, применяют, как правило, при изготовлении и монтаже трубопроводов Da до 160 мм, однако допускается применение этих соединений и для труб Ян до 225 мм.
Для безнапорных трубопроводов в некоторых случаях допускается использование сварки нагретым газом и экструзионной сварки. По сравнению с нагретым газом экструзионная сварка обеспечивает высокую производительность технологического процесса и повышенную прочность швов, которые возрастают при увеличении толщины стенки трубы.
Для труб из ПВХ неразъемные соединения лучше всего выполнять при помощи склеивания. Такие соединения применяются на трубопроводах D„= 16… 225 мм при наличии литых деталей с раструбом или возможности формования раструбов. Сварка нагретым инструментом враструб и экструзионная сварка, предусматривающие определенный перегрев полимерного материала, для труб из ПВХ применять не рекомендуется. Применение сварки для некоторых типоразмеров труб из ПВХ лимитируется также малой толщиной стенки, приблизительно вдвое меньшей, чем для труб из ПНД эквивалентного типоразмера.
Применение других видов сварки (излучением, трением и др.) должно решаться в каждом конкретном случае в зависимости от прочностных требований к соединению, условий производства работ на объекте, технической оснащенности монтажной организации и т. д.
Разъемные соединения технологических трубопроводов из неметаллических материалов выполняются в основном на фланцах. Для этих соединений применяют стальные фланцы, а на трубопроводах из винипласта, кроме того, и винипластовые. Приварные фланцы на неметаллических трубопроводах не получили широкого распространения из-за невысокой прочности неметаллических фланцев и сложности приварки их к трубам и деталям в условиях монтажной площадки. Преимущество соединений со свободно вращающимися фланцами в том, что они обеспечивают необходимую затяжку болтов и удобны при монтаже.
Простая форма фланца используется при отбор-товке концов труб при давлениях до 0,25 МПа (рис. 1, а). Однако отбортовка и соответствующая конструкция фланцевого соединения обладают малой длительной прочностью ввиду концентрации напряжений в зоне перегиба и опасности разрушения в этой зоне.
Соединения на втулках с утолщенными буртами, приваренных встык к трубе или детали, или на утолщенных буртах, отформованных непосредственно на концах труб (рис. 1,б), применяют для трубопроводов из ПНД, ПВД и ГШ при давлении до 1 МПа.
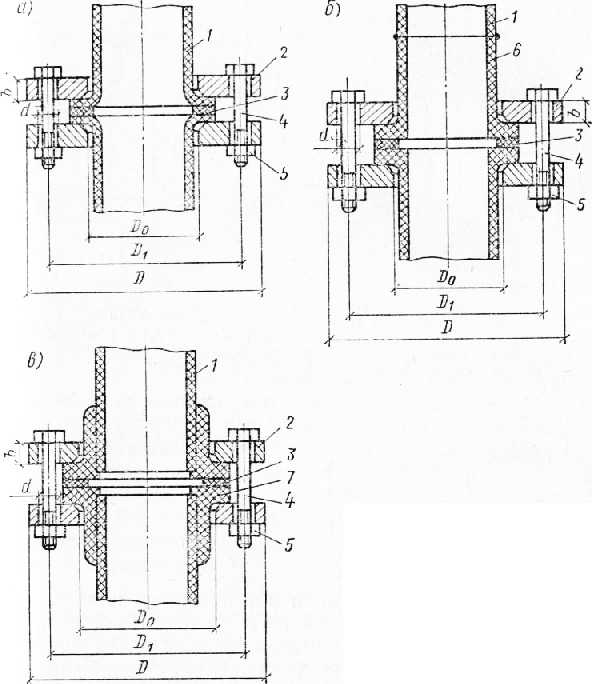
Рис. 1. Фланцевые соединения трубопроводов из полимерных материалов а — соединения на отбортованных концах труб; б — соединения на утолщенных буртах; 1 — труба; 2 —фланец: 3—прокладка; 4 — болт; 5 —гайка; 6 — втулка под фланец, привариваемая к трубе в стык; 7 — втулка под фланец, соединяемая с трубой враструб
Соединения на втулках с утолщенными буртами, соединяемых враструб с концами труб из ПВД сваркой, а труб из ПВХ склеиванием (рис. 1, в), также рассчитаны на давление до 1 МПз.
К соединениям труб с помощью накидной гайки относятся разнообразные конструкции, выполняемые с помощью пластмассовых и металлических деталей. Для труб малых диаметров эти соединения более компактны, а в ряде случаев и экономичнее, чем фланцевые соединения.
Соединения труб из ПВХ с раструбами под уплотнительное кольцо (компенсационное соединение) весьма просто по конструкции и обеспечивает надежную работу трубопровода до 0,6 МПа. Достоинством такого соединения являются: разгрузка трубопровода от осевых температурных напряжений, высокая производительность сборки, возможность ведения работ при низких температурах окружающего воздуха и в сырую погоду, возможность ведения работ персоналом, не имеющего высокой квалификации. В то же время, в связи со спецификой компенсационного соединения, их использование требует повышенных затрат на установку опор, воспринимающих осеЕые усилия в трубопроводе.
Читать далее:
Техника безопасности и промсанитария при сварке полимеров
Технико-экономические показатели применения трубопроводов из полимерных материалов
Характеристика надежности сварных соединений
Испытание сварных соединений
Контроль качества сварных соединений
Сдача-приемка смонтированных линий трубопроводов в эксплуатацию, оформление документов
Испытание смонтированных трубопроводов
Монтаж внутрицеховых и межцеховых трубопроводов
Изготовление деталей, узлов и блоков трубопроводов
Монтаж трубопроводов из полимерных материалов
| Название диссертации | Супервайзер | Примечания |
| Анализ изменения микроструктуры сплава на матрице интерметаллидной фазы TiAl при высокой температуре с точки зрения его применения в авиационных двигателях | Доктор инж. Гжегож Чемпура | |
| Микроструктура и свойства слоев, полученных методом плазменного оксидирования (МАО). | Доктор технических наук. Гжегож Чемпура |
|
| Сравнение микроструктур суперсплава IN718 и Allvac 718Plus после различных вариантов термообработки | проф. Доктор хаб. англ. Александра Чирская - Filemonowicz / Mgr inż. Себастьян Лех | зарезервировано |
| Влияние термической обработки на микроструктуру суперсплава Allvac 718Plus | проф.Доктор хаб. англ. Александра Чирская - Filemonowicz / Mgr inż. Себастьян Лех | зарезервировано |
| Применение томографии FIB-SEM для визуализации элементов микроструктуры никелевых жаропрочных сплавов. | Доктор хаб. англ. Адам Крук | |
| Количественная оценка элементов микроструктуры Allvac 718Plus из суперсплава никеля в литом состоянии | Доктор хаб. англ. Адам Крук | |
| Количественная оценка элементов микроструктуры суперсплава Allvac 718Plus после литья и после различных вариантов термообработки | Доктор хаб.англ. Адам Крук | |
| Электронная томография и ее применение в изучении микроструктуры технических материалов. | Доктор хаб. англ. Адам Крук | |
| Томография FIB-SEM и ее применение для количественного описания элементов микроструктуры технических материалов. | Доктор хаб.англ. Адам Крук |
|
| Влияние микроструктуры и деформации на скорость распространения ультразвуковых волн в металлических материалах. | Доктор хаб. англ. Адам Крук |
|
|
Ультразвуковое исследование клеевых соединений. | Доктор хаб.англ. Адам Крук |
|
| Металлоопосредованная кристаллизация аморфных пленок Ge для реализации гибкой электроники | д.т.н. Александр Крышталь | зарезервировано |
| Испытания микроструктуры с использованием реплик. | д.т.н. Гжегож Михта | |
| Испытания стальных микроструктур после длительного использования. | д.т.н. Гжегож Михта | |
| Каждый предмет, предлагаемый студентом (по согласованию с доктором Михтой) | Доктор технических наук. Гжегож Михта |
|
| Влияние окисления на микроструктуру сплава HR6W для современных угольных электростанций | д.т.н. Богдан Рутковский | |
| Изменение микроструктуры аустенитной стали Супер 304 Н в результате высокотемпературного окисления в условиях эксплуатации угольных электростанций со сверхкритическими параметрами работы. | Доктор технических наук. Богдан Рутковский |
|
| Влияние окисления на микроструктуру стали MARBN для угольных электростанций с высоким тепловым КПД. | д.т.н. Богдан Рутковский | |
|
Жаростойкость аустенитного сплава HR6W в условиях его применения в ультрасверхкритических условиях угольных электростанций.
| Доктор технических наук. Богдан Рутковский | зарезервировано |
| Оптимизация свойств полимерных нановолокон, полученных методом электроформования. | д.т.н. Урсула Стахевич | |
| Характеристика микро/наноструктуры и свойств композиционных покрытий на сплаве Ti6Al7Nb для регенеративной медицины. | Доктор технических наук. Уршула Стахевич / Mgr inż. Джоанна Карбовничек |
|
|
Микроструктура эмалево-цементных швов зубов.
| Доктор технических наук. Урсула Стахевич |
|
|
Влияние защитного покрытия на изменение микроструктуры термоэлектрических материалов в условиях их использования для производства электроэнергии.
| Доктор технических наук. Кинга Завадска | |
| Послеэксплуатационный анализ микроструктуры слоя ТБК на монокристаллической лопатке турбины реактивного двигателя. | д.т.н. Мачей Зентара | зарезервировано |
|
Анализ изменения микроструктуры поверхностного слоя обработанного поликристаллического жаропрочного сплава на основе никеля.
| Доктор технических наук. Мачей Зентара | зарезервировано |
|
|
|
В статье представлены отдельные вопросы прочности сварных и клеевых соединений конструкционной стали S235JR. Объектом испытаний были как сварные, так и клеевые соединения образцов из листовой конструкционной стали Ст3С толщиной 2,5 и 3 мм. Для выполнения сварных соединений использовались два метода сварки TIG и MIG/MAG, с применением дробеструйной обработки в качестве метода подготовки поверхности.При сварке TIG и MIG/MAG переменными параметрами были: ток, напряжение, скорость подачи проволоки. В обоих случаях в качестве защитного газа подавался CO2 с постоянной скоростью. Для выполнения клеевых соединений использовали двухкомпонентный эпоксидный клей, а в качестве способа подготовки поверхности - механическую обработку наждачной бумагой КЛ381-320 и обезжиривание ацетоном. Испытания на прочность проводились в соответствии со стандартом EN DIN 1465. Полученные результаты испытаний показали различия в полученных значениях прочности в зависимости от применяемого способа соединения и толщины соединяемых материалов.
Полный текст (pdf)
1. Войцеховский В.: Технология производства. Том III. Избранные вопросы сварки. Краковский технологический университет, Краков 1990. 9000 3
2. Ференц К., Ференц Дж.: Сварные конструкции. Соединения. WNT, Варшава 2000.
3. Мистур Л., Чухрий Ю.: Методы сварки и методы оценки качества сварных соединений. КаБе, Кросно 2005.
4. Годзимирский Ю., Козакевич Ю., Лунарский Ю., Зелецкий В.: Конструкционные клеевые соединения металлических элементов в машиностроении.Издательство Жешувского технического университета, Жешув, 1997. 9000 3
5. PN-EN 10025: 2007: Системы маркировки стали. Часть 1: Маркировка стали.
6. ПН-90/В-03200: Металлоконструкции. Статические расчеты и проектирование.
7. Рудавска А., Требик П.: Сравнительный анализ прочности клеевых соединений и паяных стальных листов. Технология и автоматизация сборки, № 4/2012, стр. 45-49.
НАИМЕНОВАНИЕ:
Избранные вопросы прочности сварных и клеевых соединений конструкционной стали S235JR
АВТОРЫ:
Анна Рудавска (1)
Лукаш Сосновский (2)
СТРУКТУРА АВТОРОВ:
(1) Люблинский технический университет
(2) Люблинский технический университет
ИЗДАТЕЛЬ:
Механика
85 (1/13)
КЛЮЧЕВЫЕ СЛОВА:
сварные соединения, клеевые соединения, прочность
ПОЛНЫЙ ТЕКСТ:
http://doi.Prz.edu.pl/pl/pdf/mechanika/17
DOI:
10.7862 / rm.2013.5
URL:
http://dx.doi.org/10.7862/rm.2013.5
АВТОРСКОЕ ПРАВО:
Издательство Жешувского технологического университета, al. Powstańców Warszawy 12, 35-959 Жешув
Контроль качества сварки позволяет оценить многие свойства сварных соединений - одни связаны с размерами сварных швов, другие с наличием несоответствий. Размер сварного соединения может быть чрезвычайно важным, поскольку он напрямую влияет на его прочность и соответствие требованиям конструкции. Соединитель со слишком маленьким поперечным сечением может не выдержать нагрузок при использовании.Также важны дефекты сварки. Это дефекты внутри или рядом с суставом, которые могут зависеть или не зависеть от его размера и/или положения, препятствующие использованию соединения по назначению. Как правило, эти несплошности, если они имеют недопустимый размер или положение, называются дефектами сварки и иногда могут вызывать преждевременное разрушение сварного шва из-за снижения прочности или образования концентраций напряжений в свариваемом элементе.
Контроль сварных соединений может проводиться по ряду причин.Вероятно, главная цель состоит в том, чтобы определить, соответствует ли качество соединения предполагаемому применению. Для оценки качества сустава прежде всего нужна точка отсчета, которая позволит сравнивать его свойства. Невозможно судить о качестве соединения без указания критериев приемки.
Критерии приемлемости качества соединителя могут исходить из многих источников. Чертежи/схемы сварных швов обычно включают размеры соединений и, возможно, другие размерные данные, такие как длина и положение сварных швов.Эти требования к размерам обычно определяются проектными расчетами или берутся из утвержденных проектов, о которых известно, что они отвечают требованиям к качеству сварных соединений.
Допустимый и недопустимый уровень или количество несплошностей в сварном шве при контроле качества сварки чаще всего указываются в нормах и стандартах по сварке. Они были разработаны для многих типов сварочных изделий. Важно выбрать стандарт сварки, разработанный для конкретной отрасли или области применения, в которой мы работаем.
Контроль качества сварки часто требует от инспектора широкого круга знаний о деталях, включая знание сварочных чертежей, сварочных обозначений, конструкций соединений, процедур сварки, норм и стандартных требований, а также методов контроля и испытаний. По этой причине многие правила и стандарты сварки требуют, чтобы инспекторы по качеству имели формальную квалификацию или необходимые знания и опыт для предоставления услуг по проверке. Существует множество учебных курсов по контролю качества сварки, а также множество международных программ сертификации инспекторов.Самая популярная программа в Соединенных Штатах находится в ведении Американского общества сварщиков (AWS). Это программа сертифицированного инспектора по сварке (CWI). Сертификат инспектора по качеству сварки: обычно требует демонстрации знаний в области контроля качества сварки путем сдачи экзамена.
Чтобы лучше понять сферу контроля качества сварки, нам необходимо изучить конкретные области методов и приложений контроля качества сварки. Для обсуждения контроля качества сварки мы выбрали следующие темы:
Квалификационные проверки и испытания сварочных процедур — типы контроля, применяемые к этим требованиям, и то, как они могут стать ключевой частью общей системы обеспечения качества сварки.
Визуальный контроль - часто самый простой, дешевый и, возможно, самый эффективный метод контроля качества сварки для многих применений, если он выполняется правильно.
Обнаружение поверхностных трещин – такие методы, как испытания на проникновение и магнитопорошковые испытания – как они используются и что они покажут.
Радиографическая и ультразвуковая дефектоскопия сварных швов – методы, известные как неразрушающий контроль (НК) и обычно используемые для осмотра внутренней структуры соединения с целью установления его целостности без повреждения заготовки.
Разрушающие испытания сварных швов – Методы определения целостности или прочности сварных швов, которые обычно включают разрезание и/или разрушение заготовки и оценку различных механических и/или физических свойств.
Одним из основных компонентов успешной системы обеспечения качества сварки является определение, внедрение и надзор за надлежащей программой контроля качества сварки. Такая программа может быть разработана только после полной оценки требований к качеству/критериев приемки, полной оценки используемых методов контроля и испытаний, а также наличия достаточно квалифицированных и/или опытных инспекторов по качеству сварных швов.
.
Адаптация к пластмассовым конструкциям особенно велика в соединениях, выполненных точечной или дуговой сваркой в среде инертного газа или CO2 (квалификационная программа компьютерного строительства).
Таких благоприятных результатов в производстве соединений могут добиться прежде всего заводы легких металлоконструкций, имеющие высококвалифицированных сварщиков, постоянно работающих по сварке тонких листов, и заводы, производящие тонкостенные профили с высокими и стабильно сохраняемыми прочностными свойствами.
Проект ПН/В-03202 [154] допускал сварку элементов толщиной не менее 2 мм. Тогда выполненный стык можно считать несущим. На основании более поздних исследований минимальная толщина может быть уменьшена до 1 мм. До недавнего времени контактная сварка считалась наиболее подходящим методом соединения гнутых профилей с толщиной стенки менее 4 мм (программа строительной лицензии ANDROID). Однако в последние годы - в результате внедрения в сварку новых типов электродов - установлено, что сварные соединения не уступают сварным как по несущей способности, так и по технологии изготовления.
Соединения стыковыми и угловыми швами. Существует несколько способов сварки тонких листов, наиболее важными из которых являются:
Газовая сварка. Это самый старый способ, но неэффективный и малопригодный для соединения гнутых профилей в элементах конструкций с большим количеством угловых швов, качество которых неудовлетворительное. Элементы, сваренные таким способом, имеют большие деформации после сварки (строительный ценз).
В настоящее время это наиболее распространенный метод с использованием электродов, специально разработанных для сварки тонких листов.Применяются целлюлозные, щелочные или припойные электроды - при работе элементов конструкции со статическими нагрузками или основные и рутиловые электроды - при работе с динамическими нагрузками. Целлюлозные электроды рекомендуется использовать в первую очередь во вторичных контактах, а рутиловые – в несущих (программа устного экзамена).
Этот метод сварки особенно подходит для конструкций, в которых преобладают короткие сварные швы. Позволяет производить сварку во всех положениях, в том числе в труднодоступных местах, с использованием изогнутого электрода малого диаметра.
При использовании целлюлозных электродов допускаются довольно большие неточности в подготовке элементов к сварке. Однако при использовании основных электродов подготовка элементов к сварке должна быть точной.
Следует следить за тем, чтобы швы не были пористыми, так как этот дефект при сварке тонких листов оказывает наибольшее влияние на снижение прочности соединения (программа отзывов). Это предотвращается, прежде всего, обучением сварщиков, проверкой их работы и сушкой электродов непосредственно перед использованием их для сварки.Когда необходимо получить особо качественный сварной шов, применяют массивные медные шайбы. В некоторых случаях в качестве медной прокладки можно использовать часть сварочного стапеля, если она достаточно громоздка по сравнению со свариваемыми деталями. Если при соединении конструкции доступ к корню стыкового шва отсутствует, в проекте должно быть предусмотрено применение стальной шайбы, остающейся после выполнения шва. Это также способствует качеству шва (нормативное связующее).
Автоматическая или полуавтоматическая дуговая сварка в среде CO2. Этот метод в несколько раз эффективнее ручной дуговой сварки покрытым электродом. В принципе, таким образом можно выполнить те же соединения, что и с электродом с покрытием. Однако при укладке коротких швов эффективность лишь примерно в два раза выше. Поэтому применение этого метода целесообразно в соединениях с длинными швами. Этот метод имеет множество преимуществ, а именно: высокое качество сварного шва, возможность уменьшения толщины угловых швов за счет глубокого провара, видимость дуги, что позволяет легко ее направлять, отсутствие шлака на поверхности шва, особенно легко сваривается в вертикальном положении.
К отрицательным особенностям относятся, прежде всего, необходимость применения проволоки с повышенным содержанием марганца и кремния для раскисления металла из сварочной ванны и невозможность сварки на ветру, т.к. тогда поток углекислого газа отклоняется и недостаточно защищает расплавленный металл в стыке (акция 3 в 1).
.90 000 методов сварки 90 001Слушатель курсов может получить отдельно выбранную квалификацию, по окончании которой он получит свидетельство об окончании курса. После сдачи профессионального экзамена в области квалификаций, проводимого Региональной экзаменационной комиссией, обучающийся получает Сертификат, подтверждающий квалификацию по профессии. После подтверждения квалификации MEC .03. и МЭК 10. обучающийся может получить диплом, подтверждающий квалификацию по профессии техник-сварщик . Для получения диплома по данной профессии необходимо иметь среднее образование . По запросу обладателя диплома районная комиссия выдает приложение Europass к диплому, подтверждающее профессиональную квалификацию, что облегчает передвижение по европейскому рынку труда.
Курс повышения квалификации:
МЭК.03. Монтаж и эксплуатация машин и устройств
Цикл обучения: 10-12 месяцев
Форма обучения: заочная
Профессиональные задачи - навыки:
Выпускник курса подготовлен к выполнению следующих профессиональных задач:
- сборка машин и устройств;
- действующие машины и устройства;
- монтаж и наладка машин и устройств.
Курс повышения квалификации:
МЭК 10. Организация и выполнение сварочных работ
Цикл обучения: 10 месяцев
Форма обучения: заочная
Профессиональные задачи - навыки:
Выпускник курса подготовлен к выполнению следующих профессиональных задач:
- различать множественные скрепленные структуры;
- выбор условий склеивания, требований к качеству и методов испытаний соединений для выбранных типов сварных конструкций;
- планирование сварочного производства и организация сварочных постов;
- процессы склеивания выбранными методами, сваркой, пайкой и склейкой;
- надзор за производством клееных конструкций.
Возможности трудоустройства: 90 020 Выпускник по профессии техник-сварщик может поступать на работу в различные отрасли народного хозяйства с различным уровнем организации производства или услуг, в машиностроение, строительство, судостроение, горнодобывающую промышленность. Профессия техника-сварщика является широкопрофильной профессией, позволяющей получить специализацию в конце периода обучения. Школа определяет специализацию, учитывая потребности регионального рынка труда и интересы учащихся.
Трудоустройство:
Практическое профессиональное обучение может проходить в студиях и школьных мастерских при ЧКЗиУ №1 или у работодателя 8 недель, 280 часов.
телефон: 58 301 64 65
мобильный телефон: 537 401 686
Электронная почта: Этот адрес электронной почты защищен от спама. У вас должен быть включен JavaScript для просмотра.
адрес: ал. Генерал Юзефа Халлера 16/18, 80-426 Гданьск
номер А-5, цокольный этаж
Услуги, предоставляемые нашей компанией SPAW-MAL из Лемборка, связанные с обработкой металлических элементов , также включают сварку конструкций. Обладая современной технологической базой, мы придерживаемся строгих стандартов ISO 9001:2015 и EN ISO 3834-2, что подтверждается получением сертификата системы менеджмента качества в области сварки.
Мы специалисты в своей отрасли и беремся за выполнение даже очень сложных заказов.Наша фабрика оснащена профессиональными станками, которые позволяют нам точно соединять листы, профили, трубы, профили и многие другие элементы толщиной не менее 2 мм. Мы работаем со специализированной лабораторией TDT, расположенной в Кракове, которая проводит строгие испытания на прочность сварных металлоконструкций .
Для согласования деталей сотрудничества свяжитесь с нами. Мы обеспечиваем свою техническую поддержку и всегда гарантируем эффективное выполнение поставленных перед нами задач.
Соединение металлических деталей с помощью сварки – широко распространенный и проверенный способ создания конструкций из этого материала. Он выгодно отличается от других методов, наиболее важными преимуществами его использования являются:
Нашими крупнейшими клиентами являются компании, работающие в энергетической, горнодобывающей, железнодорожной, сталелитейной, и судостроительной отраслях. Нас ценят и компании, производящие машины и оборудование для промышленности. Мы также рады сотрудничеству с субъектами малого бизнеса и частными инвесторами. Даже необычные заказы мы воспринимаем как вызов и готовы к любому проекту. Благодаря квалифицированному персоналу, мы можем предложить то, что определяет качество сварки металлоконструкций - многолетний опыт, профессионализм и оперативное обслуживание специализированного оборудования.
Мы предоставляем услуги на основе технической документации, созданной клиентом. Мы также можем подготовить его по запросу в рамках выполняемых задач. Мы берем заказы как на мелкие элементы, так и на крупногабаритные объекты. Наиболее распространенные заказы включают сварки металлоконструкций, в том числе:
Мы гарантируем выполнение высокопроизводительных сварных швов, благодаря которым места крепления долговечны и эстетичны. Места сварки шлифуем и зачищаем, а по желанию наших клиентов также можем покрыть их антикоррозийным грунтом и специальной порошковой краской. Мы открыты для контакта с заказчиками на каждом этапе оказания услуг, а сварка металлоконструкций в исполнении нашей бригады всегда позволяет достичь предполагаемых показателей работы.
.