Почему прилипает электрод при сварке
Почему прилипает электрод при сваркеПрилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.

Вторая причина, чаще всего связана с неправильным розжигом дуги, и она появляется у тех, кто только начал варить. Более подробно о том, как варить электросваркой вы можете прочитать в прошлой статье сайта mmasvarka.ru, поскольку там данные нюансы освещены в полной мере. Однако факт остается фактом, и из-за неправильного розжига дуги, электрод начинает липнуть к металлу, да так, что оторвать его можно потом, только с согнутым концом.
Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.

Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.

Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.

Что мы, в конце концов, имеем:
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Поделиться в соцсетях
Часто таким вопросом задаются не только начинающие сварщики, а и те, кто уже имеет определенный опыт сваривания. Многие сварщики обвиняют производителя в прилипании электродов к свариваемому металлу, однако они и все остальные сварщики должны помнить, что чаще всего проблемой является высокое содержание влаги в покрытии сварочного электрода.
Сразу же во всем нельзя обвинять производителя, поэтому Вам нужно помнить, что проблемы нужно, сначала искать у себя, а только потом переходить к производителю.
В основном проблемой при поджоге дуги является плохо очищенный металл, но если Ваш сварочный электрод прилипает к свариваемому металлу, то в таком случае Вам нужно избавиться от содержания лишней влаги в покрытии сварочного электрода.
Избавиться от влаги в покрытии сварочного электрода можно с помощью прокалки. Прокалив сварочные электроды при нужной температуре, которую можно узнать на упаковке, Вы сделаете процентное содержание влаги таким, каким оно должно быть на самом деле. Для того чтобы оно не повышалось, Вам нужно правильно хранить сварочные электроды. Хранить их Вам нужно в сухом помещении, где содержание влаги в воздухе наименьшее.
Поэтому для того чтобы содержание влаги не повышалось Вам нужно хранить электроды в специальной печи для прокалки электродов. Приобрести такую печь не составит большого труда, а польза от нее огромнейшая, поэтому используя ее как место для хранения и прокалки электродов, сваривание будет комфортным и качественным, в результате которого будет получаться долговечное изделие.
Рекомендовано:
Также бывают случаи, когда электроды продаются в герметичной упаковке, что означает, что они не могут быть подвержены воздействию влаги, однако Вам нужно помнить некоторые особенности электродов, упакованных в такой упаковке. Особенностью таких электродов является то, что Вы должны использовать их в течение восьми часов после разгерметизации упаковки.
После открытия упаковки Вам не нужно прокаливать сварочные электроды, но если после открытия прошло более восьми часов, Вам нужно желательно прокалить их при температуре, указанной на упаковке. Если же на упаковке не указана температура прокалки, то Вы можете найти ее в Интернете. Информации на этот счет много.
Также немаловажной причиной плохого поджога или прилипания сварочного электрода при сваривании является неправильный выбор сварочных электродов или покупка сварочной продукции низкого качества. Приобрести такие электроды Вы можете у знакомых или просто на рынке. Да, такие электроды будут стоить, скорее всего, дешевле, но их качество будет оставаться под вопросом.
Поэтому для Вас будет лучше всего покупать электроды в специализированных магазинах, которые предоставляют только качественную продукцию. Одними из таких магазинов являются заводы-изготовители, которые указаны на странице «Контакты». Перейдя на сайт одного из них, Вы можете сделать покупку соответствующих сварочных электродов.
Почему залипает электрод и как этого избежать
Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
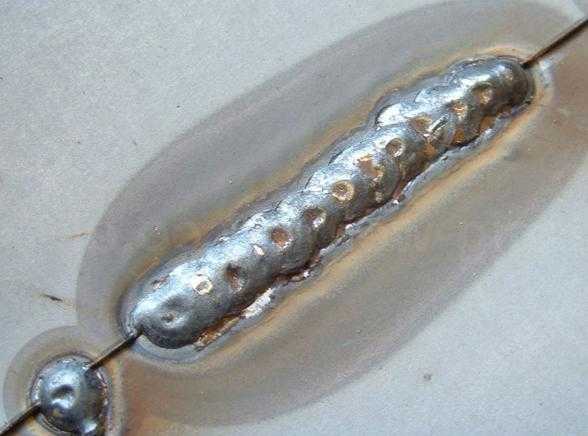
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Часто прилипает электрод при неправильном подборе его типа к определенному металлу. Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода. При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
wikimetall. ru
Почему прилипает электрод при сварке
Известно, что в сварочных работах основным расходным сырьем являются электроды. Выпускаются они в разнообразии и подходят для соединения разных металлов в особых условиях эксплуатации. При правильно подобранном материале наплавки и режиме пользования, устраняются многие неблагоприятные явления и некачественные соединения. В таких работах требуется соответствие техническим нормативам, а также высокий профессионализм исполнителя. Ведь существует много причин прилипания сварочных электродов.
Перед выпуском расходное сырье подвергается разным уровням контроля, что гарантирует высокое качество приобретаемой продукции. При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
Кроме правильного производства, изготовитель должен обеспечить соответствующее хранение и транспортировку своей продукции. Ведь в результате залипания электродов может испортиться конструкция сварного шва и портиться инвертор.
Какие могут быть причины прилипания электродов при проведении работ?
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.
Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием. Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает. Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром).
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Основные рекомендации к устранению залипания при сварочных работах является следующее:
svarkagid. com
Почему прилипает электрод и как этого избежать | Электросварка
Начинающему сварщику всегда волнительно приступать к практике. А когда электрод начинает прилипать к поверхности, это может и вовсе разочаровать и отбить охоту учиться. Почему такое бывает и что можно предпринять?
Среди факторов, влияющих на качество сварки, содержится множество причин, из-за которых покрытый электрод может прилипать к свариваемым деталям, не давая выполнять работу. Самыми распространенными являются:
Искать причину в каждом конкретном случае необходимо путем исключения вариантов. Может оказаться, что прилипанию электрода содействует сразу несколько факторов. Например, протестировав прибором напряжение в сети, можно убедиться, что линия не перегружена. В противном случае нужно подождать до возобновления полноценной подачи электроэнергии, а при частых повторения ситуации установить стабилизатор.
Стоит убедиться и в правильном сечении кабеля массы и держателя. Слишком тонкие провода будут создавать избыточное сопротивление и снижать силу тока, что посодействует прилипанию электрода:
У каждой толщины металла есть рекомендуемые параметры тока. Например, для пластин в 3 мм следует установить 100-120 А. Если это значение будет меньше, то неизбежно начнет прилипать кончик электрода. Тем, кто использует обычный трансформатор без регулировки, со стальной пружиной в качестве сопротивления, необходимо переместить подключение кабеля до такого уровня, чтобы ток не прожигал металл при сварке.
Покрытие электродов способно впитывать влагу из окружающего воздуха, поэтому даже новая пачка из магазина, если она хранилась неправильно и с нарушенной упаковкой, может плохо проявлять себя. Здесь рекомендуется предварительная просушка при температуре в 170 градусов.
Во время выполнения вертикальных швов некоторые начинающие сварщики держат электрод под очень малым углом относительно нижней стороны поверхности. Это приводит к накатыванию шлака на его кончик и затуханию дуги с прилипанием. Стоит расположить электрод под 45 градусов. Полярность, указываемая на упаковке, содействует правильному потоку тока и распределению присадочных материалов. Ошибочное подключение проводов приведет к некорректной работе, поэтому нужно сверить рекомендации и фактическое соответствие.
Диаметр электродов, часто, должен совпадать с толщиной свариваемых пластин. При выполнении работ 5-кой по железу в 2 мм на токе в 70А, прилипание неизбежно. Электрод следует заменить на 3 мм. Толстый слой ржавчины тоже влияет на показатели горения дуги. Быстрая очистка щеткой по металлу исправит ситуацию.
Чаще всего электрод может прилипать при розжиге, что приводит к мучительному кручению держателем и осыпавшейся обмазке. Чтобы этого избежать на данном этапе, необходимо завести черновую пластину, прикладываемую к массе, на которой можно пробовать параметры тока и разжигать электрод. Короткое удержание дуги на этом предмете позволит выполнить быструю просушку и обеспечит без проблемное продолжение сварки на основном металле.
Еще рекомендация — разжигать электрод стоит не постукиванием, а чирканьем. Прямой удар стержнем по металлу содействует мгновенному контакту и прилипанию, а касательное движение позволит возбудить дугу.

Прилипает электрод при сварке инвертором
Содержание статьи:
Сварочный инвертор — это отличная альтернатива старым трансформаторникам для сварки, которые слишком сильно «садят» электросеть. Сегодня, когда стоимость инверторов сильно упала, позволить себе купить недорогой инвертор для дома может практически каждый человек. При этом даже нет необходимости обладать азами сварщика, все придёт с опытом.Самая частая проблема при сварке инвертором, это залипание электрода. В данной статье строительного журнала samastroyka.ru будет рассказано о том, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Залипание электрода самая распространенная проблема среди молодых, начинающих электросварщиков. Неправильное движение электродом, слишком коротка дуга, ошибки в настройке инвертора, и вот, электрод постоянно «тянет» к металлу, он намертво прилипает к нему. Конечно же, здесь, как было сказано выше, всё во многом зависит от опыта и знаний сварщика пользоваться сварочным инвертором.
При этом, самыми распространенными ошибками из-за которых залипает электрод при сварке, являются:
Использование отсыревших электродов — обмазка электрода после длительного хранения может отсыреть, вследствие чего электрод начнёт прилипать и разбрызгивать металл в стороны. Чтобы избежать данной проблемы нужно всего лишь просушить электроды в специальном термопенале или же в обычной электрической духовке при температуре не менее чем в 110 градусов с плюсом. Таким образом можно будет избежать залипание электрода во время сварки.

Плохие электроды или неправильно подобранные, также нередко становятся причиной возникновения рассматриваемой в данной статье проблемы. Особенно это касается электродов для постоянного и переменного тока. Основные признаки этого, как раз и будет залипание электродов и очень нестабильная сварочная дуга.
Ошибки во время розжига электрода, как правило, допускаются в самом начале своей карьеры, начинающими сварщиками. Электрод просто касается металла и не убирается вовремя от него, так и залипая на одном месте. Чтобы избежать подобной ошибки следует стукнуть электродом по заготовке, и тут же отвести его вверх, но не слишком высоко, чтобы дуга не погасла. В дальнейшем, с приходом опыта, данное действо будет происходить на полном автоматизме.

Слишком короткая дуга, также становится причиной залипания электрода при сварке инвертором. Многие опытные сварщики рекомендуют учиться варить инвертором на короткой дуге, порядка 3-4 мм. Меньшая дуга приведёт к залипанию электрода и к возникновению рассматриваемой в данной статье проблеме.
Неправильно выставлен ток на инверторе — прежде чем приступить к сварке, следует разобраться с тем, какой должен быть выставлен ток на инверторе, для работы с теми или иными электродами, металлом и т. д. Многое здесь зависит, конечно же, от диаметра электродов и от толщины свариваемого металла. Однако неправильно подобранный ток сварочного инвертора, как раз и приводит к прилипанию электрода.

Так, для сварки инвертором, применимы следующие значения тока:
Современные сварочные инверторы имеют плавную регулировку тока. Поэтому очень просто при залипании электрода подрегулировать сварочный ток в большую сторону, а при прожиге металла, наоборот.
Оценить статью и поделиться ссылкой:Самая частая проблема при сварке инвертором, это залипание электрода. В данной статье строительного журнала будет рассказано о том, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.

Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины. Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить. Это можно сделать в электропечи, с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).

Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Хранение материалов должно быть правильным. Условия хранения и использования написаны на каждой пачке электродов — определенная температура и влажность. Крупные поставщики имеют склады с правильным температурным и влажностным режимом — к ним претензий не возникает. Небольшие магазины иногда хранят продукцию в неотапливаемых контейнерах или местах с повышенной влажностью.
Даже при правильном хранении электрод может не зажечься, если закончился срок годности или порвана упаковка. У старых расходников обсыпается смазка. Как правило, в самом нужном месте — на кончике. Такой экземпляр обязательно залипнет. Если после вскрытия коробки с расходниками прошло более 8 ч., лучшим решением будет просушка при невысокой температуре — 100 градусов. Впитавшаяся влага испарится и электрод восстановит свойства.
Забыв проверить на упаковке срок хранения, мастер начинает думать, что неисправен инвертор.
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на "плюс" или на "минус").
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
Использование электродов низкого качества также приводит к залипанию. Данный дефект исправить невозможно, поэтому при покупке расходного материала уделите особое внимание выбору производителя.
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.

Электрод может прилипать даже при сварке новым инвертором или трансформаторным сварочным аппаратом. Это самая распространённая проблема, которая мешает варить начинающему сварщику.
А ведь на самом деле, причин этому может быть несколько. В этом обзоре будет рассказано про самые вероятные из них, а также о способах решения данной проблемы. Надеюсь, статья будет полезной не только для начинающих сварщиков, которые только учатся варить, но и для тех, кто уже пробовал себя в сварке.
Первая причина, о которой следует упомянуть, это маленький ток для сварки. Действительно, если сварочный ток не будет соответствовать диаметру используемых электродов, то они будут прилипать к металлу.
Поэтому если прилипание электродов довольно частая проблема, то искать пути её решения следует именно с этого. Чтобы подобрать правильные параметры сварочного тока, нужно сложить амперы. И если на 1 мм электрода нужно 10 ампер, то не составит особого труда высчитать, какая сила тока должна быть при сварке электродами 2 или 3 мм.
Вторая причина возникновения проблемы — это всё-таки плохие или отсыревшие электроды. Возможно заменив электроды на более качественные, проблема исчезнет. В противном случае рекомендуется просушить электроды перед использованием.
Сушку электродов лучше всего осуществлять в электрической духовке. Также для этих целей есть специальные термопеналы. Однако если сырые электроды попались прямо на объекте, и нет времени их сушить, то следует подержать несколько секунд прилипший к металлу электрод, а после этого оторвите его от него. Таким образом, обмазка немного подсохнет, и можно будет нормально варить.
Еще одной проблемой, из-за которой электроды всё время прилипают, является плохая подготовка поверхности и торцов металла перед сваркой. Не любыми электродами можно варить по ржавчине, это следует знать.
Также следы краски или другого материала на поверхности металла существенно затрудняют контакт между массой и электродом. Вследствие этого всё время будут возникать определённые сложности с розжигом электродов и удержанием стабильной сварочной дуги.
Низкое напряжение в сети или большие его перепады, также могут стать причиной того, что электрод прилипает к металлу. Я бы вынес эту причину на одно из первых мест, поскольку она очень актуальная.
Если в сети низкое напряжение, например 180 вольт, то сварочный аппарат не сможет выдать положенный ему ампераж. И даже если на нем будет выставлен ток 100 ампер, по факту, сварщик не увидит такого тока.
Ну и последняя в рамках этой статьи причина — это отсутствие должных знаний и навыков у сварщика. Возможно, как раз данный материал и поспособствует расширению кругозора, а также поможет решить проблему с прилипанием электрода у начинающих, раз и навсегда.
Сварочный инвертор (низкая цена 7-10 тыс.) Создает качественные швы, даже если они находятся в руках новичков. Конечно, работать хорошо, если соблюдать неприемлемые правила. Все они описаны в статье. Однако перед тем, как работать с новичками, необходимо ознакомиться с инструкцией к устройству.Обычно есть несколько полезных советов, а также средства защиты. Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов. Свое название он получил благодаря тому, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вы можете не беспокоиться о больших счетах за электроэнергию.
Чаша всего, инвертор сварочный работает от сети 220 В, некоторые виды - от 380.Возможна работа при низком напряжении: например, электрод 3 мм можно использовать при напряжении 170 В.
Сварочный инвертор изготовить намного проще, чем трансформатор или выпрямитель. Кроме того, держать лук сможет даже новичок. Поэтому в нем большинство людей обучаются искусству сварки.
Электрод представляет собой металлическую деформацию, покрытую специальной шлаковой смесью.Иногда добавлялись газообразные вещества. Покрытие защищено расплавленным металлом от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионно-стойкой сталью потребуется марка электрода УИОН. Также существуют универсальные электроды. Это касается МАРКА АНО. Они используются в обратном токе и направляют любую полярность.
Электроды разделены диаметром от 1,6 мм до 5 мм.Размер подбирается в зависимости от толщины свариваемого металла: чем он больше, тем он больше в диаметре. Стол может пригодиться при работе со сваркой.
Чем больше толщина стержня, тем больше должна быть мощность инверторной сварки. Поэтому для новичков диаметр не более 4 мм; Тонкий металл можно сваривать электродом до 2 мм.
Толщина расплава металла зависит от фактической прочности. По этому показателю также определяется сила дуги.Размер электрода определяет требуемую прочность при движении.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях он максимальный, на вертикальных - менее примерно 15%, на подвесных - на 20%.
Бытовой сварщик может производить до 200 ампер. На профессиональном инструменте значения 250 и выше. То, в каком направлении будет появляться ток, будет определять полярность. Инвертор, есть возможность менять полярность.
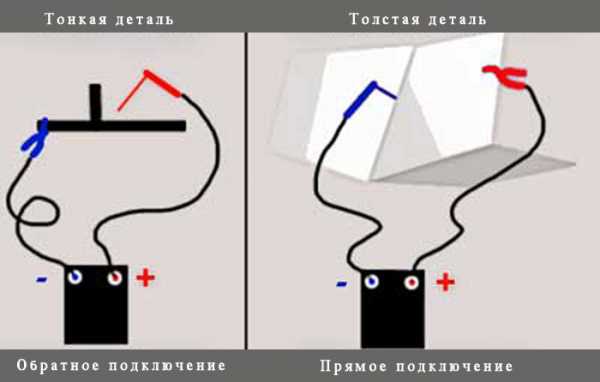
Как известно, ток идет от минуса к плюсу.Следовательно, клемма «+» сильнее. Эта особенность и позволяет качественно сваривать металл. В том случае, если свариваемые детали имеют большую толщину, то к одной из деталей подключается положительный вывод. Этот метод называется прямой поляризацией.
Отрицательный вывод для тонких продуктов. Такой способ подключения называется обратной полярностью.
Прежде чем приступить непосредственно к сварке металлических изделий, следует изучить основные конструктивные особенности инверторного сварочного аппарата.Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент сбоку на металлическом корпусе имеет вентиляционную решетку, не допускающую перегрева трансформатора.
На задней панели есть кнопка включения / выключения. На передней панели есть два разъема: «+» и «-». К ним подключается кабель, на одном конце которого подключается электрод, а на другом - зажим. Сами кабели должны быть достаточной длины и гибкими.
Пошаговая инструкция подскажет, как правильно приготовить инвертор.
- это первый этап, и новички с ним борются. Сначала шток слегка прижимается к металлу, чтобы с него удалилась смазка.Затем он использует метод, похожий на спичку. Электрод протравливают на поверхности изделия и слегка его скрывают. Если вдруг укрылись металлические палки, либо резко снимите сбоку, либо полностью отключите инвертор.
Чирктоп должен казаться яркой дугой. Чтобы дуга не уходила, держите электрод на расстоянии 4 мм от металла.
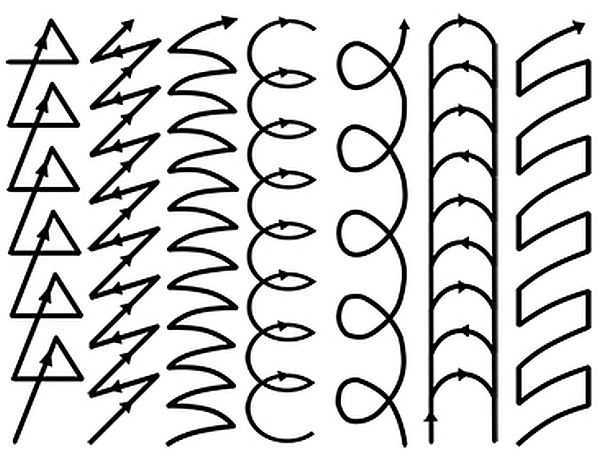
Электрод может следовать только по заданным траекториям. Их уже показали.Если переместить электрод прямо, шов станет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно - широким и выпуклым. В том месте, где заканчивается шов, электрод задерживают на 3-4 секунды.
Чаще всего неровный шов образуется при слишком быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны.Сварочная ванна - это часть металла, находящаяся в жидком состоянии во время сварки. Эта часть включена в дополнительный материал. Внешний вид ванны - хороший знак, а значит, сварка идет исправно.
Контур ванны лежит ниже поверхности металлической части. Падение обеспечивает хороший шов, если сварочная дуга точно и глубоко проникает в продукт. Необходимо следить за тем, чтобы шов не спадал, а оставался на уровне поверхности. Хорошая связь с облегчением, если делать электрод круговыми движениями.В этом случае ванну необходимо распределить по кругу.
Делая шов по углам, помните, что ванна двигается на тепло. Чтобы контролировать размер ванны, отрегулируйте силу дуги.

Шов не станет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например 45˚), то шов начнет проявляться. А когда электрод полностью приближается к горизонтальному положению, ванна начинает рассеиваться и шов закручивается. Следовательно, оптимальный угол наклона составляет от 45 ° до 90 °.
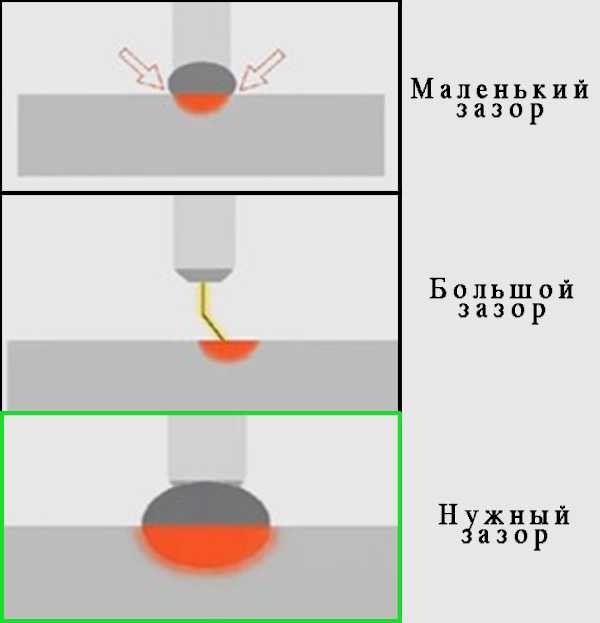
Дуговой промежуток - это расстояние между металлической поверхностью и электродом. Интервал на каждом этапе должен быть одинаковым, чтобы сварка получилась качественной и без дефектов.
Если зазор небольшой, сварной шов будет слишком выпуклым и сам материал плохо сплается. Это потому, что продукт не может нагреваться. При большом зазоре сварочная дуга будет ходить из стороны в сторону, а шов получится кривым и ломким.Показанный на рисунке желаемый зазор даст хорошую провинцию и ровные швы.
Для потребления тонкого металла предпочтительнее использовать инверторное соединение инвертора, т.е. «-» прикрепить к листу. В этом случае сила тока должна быть средней. Электрод лучше выбрать такой, который будет долго плавиться. Хорошо сочетается с моделью МТ-2. Его давно используют сварщики, поэтому он хорошо себя зарекомендовал.
Пруток для тонкого металла можно наклонить примерно на 35˚.Сначала аккуратно поднесите к металлу, дождитесь появления красного пятна, которое превращается в каплю. Плавно продвигает электрод так, чтобы капля оставалась одного размера. Так шов будет ровным.
Необходимость создания надежного соединения различных видов металлических изделий существует практически в любом хозяйстве. В большинстве случаев сварка - лучшее решение. Новички, как показывают упражнения, проще всего. Такой аппарат позволяет получить гораздо более надежные отношения по сравнению с результатами ближайших предшественников, особенно при отсутствии надлежащего опыта и навыков.Готовить другой инвертор несложно, нужно лишь полностью изучить инструкцию и следовать всем рекомендациям.
В большинстве случаев владельцы предпочитают сваривать металл, так как сварка дает возможность получить максимально прочные сварные швы, если необходимо обеспечить прочное соединение деталей. Под воздействием устройства материалы подвергаются пластической деформации. Частицы электрода и заготовки прикрепляются друг к другу, образуя сверхпрочную межмеллярную связь.
Разработаны различные технологии современного и высокого функционального назначения. Например, металл можно варить с помощью электронного и лазерного излучения, продукты соединяют с газовым пламенем и варят с помощью ультразвука. Наиболее часто используемый источник энергии - электрическая дуга.
Создает сварочные аппараты или инверторы. Именно от такого агрегата лучше всего начинать знать умение создавать надежные и прочные сварные соединения.
Сварщик без опыта не может считаться мастером своего предприятия.Все навыки, которые развиваются при выполнении различных практических заданий. Поэтому новичку нужно сначала набраться терпения и выделить достаточно времени для тренировок.
Помните, что работа с инвертором потенциально опасна. При пренебрежении можно обжечься пятнами расплавленного металла. Кроме того, выделяются различные токсичные вещества, а риск поражения электрическим током никто не отменял. Радиация может обжечь роговицу. Поэтому перед работой с инвертором нужно обратить внимание на технику безопасности, обучение средствам защиты, рабочему месту и оборудованию.
Преимуществами сварочного инвертора являются его легкий, компактный размер, возможность плавной регулировки силы тока, скорости и высокий КПД. Опытные сварщики рекомендуют новичкам начать осваивать навыки работы с этим аппаратом. На рынке представлено множество дешевых моделей, которые не попадут в бюджет и не займут много места в домашней мастерской.
Плавильные электроды традиционно используются для сварки металлов.Через них идет шов. Одна из основных составляющих такой работы - порошковая проволока. Постепенно подается в зону плавления. На различных курсах обучения вы можете встретить рекомендации, основанные на вашей работе с электродами, которые выпускаются в виде цельных стержней и имеют специальное покрытие плавлением. Благодаря таким электродам вы сможете научиться готовить металлический инвертор и создавать плавные прозрачные линии.
Новичкам лучше всего начинать учиться варить металл с помощью 3-миллиметровых электродов.Для более толстых электродов требуется сварочное оборудование большего размера. Сварка тонкого металла осуществляется электродами на 2 мм. Настоятельно рекомендуется использовать старые электроды, взятые у кого-то на время в присутствии друзей. Их лучше покупать непосредственно перед началом сварки. Составные электроды, скорее всего, будут отправлены, так что в них нет никакого смысла.
Среди преимуществ современных инверторов нельзя не упомянуть и их безопасность.Все провода спрятаны в герметичном пластиковом ящике. Такое решение значительно снижает риск поражения электрическим током, поэтому даже новичок сможет без проблем и трудностей приступить к обучению приготовлению металла. Однако сварочный инвертор, как и любое другое электрическое устройство, представляет собой потенциально опасный механизм. Во время работы нужно соблюдать ряд правил. Главный:
Следует соблюдать инструкции по эксплуатации, прилагаемые к каждому инвертору. Обязательно убедитесь в его наличии. В этом руководстве вы найдете советы, как вести себя в разных ситуациях. В конце руководства обычно есть несколько полезных рекомендаций от сварщика, дается краткое описание первой помощи при различных повреждениях и травмах, убедитесь, что у вас есть безопасное воздействие.Все направления написаны очень понятным языком, благодаря чему даже у новичка не возникнет затруднений.
К инвертору обычно прикрепляют защитную маску и перчатки. Общий вес полностью настроенного стандартного сварочного инвертора составляет примерно 6-7 кг. Это позволяет использовать устройство практически в любом месте.
Варка металла разрешается только при наличии защитного люка и маски сварщика. Эти устройства защищают роговицу глаза от ожогов.
Ожоги можно получить сразу от яркого излучения.Раскаленные брызги могут обжечь незащищенные участки кожи, поэтому быть не должно.
Замшевые или брезентовые перчатки используются для защиты кожи рук. Не подходят изделия из хлопка и трикотажные изделия. Халат и брюки или комбинезон должны быть из плотной ткани. Оптимальный вариант - плотный плотный брезент.
Поставьте ведро с водой рядом с местом работы. Подготовьте старое толстое одеяло. Все это поможет вам потушить случайный пожар, если он возникнет.Лучше всего практикуется на улице, но можно и в интерьере. Достаточно убрать с рабочего места все легковоспламеняющиеся предметы.
Выполните упражнение на ровной поверхности перед тем, как отпустить. Для начала нужно разобраться, как сохранить электрод для заготовки. Стержень следует хранить под углом 70-75 ° к поверхности. Держите лук на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние записывалось по всей длине шва, иначе на нем будут изъяны.
Также нужно знать, как правильно выставить текущий. При работе с электродом диаметром 3 мм достаточно тока до 80 А. Если сила тока слишком мала, вы не сможете поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к металлической каретке.
Основные параметры и свойства должны быть определены до электросети домохозяйства. Это предотвратит короткое замыкание, перегрев электропроводки и раскол сварочного аппарата.
Обязательно обратите внимание на такой параметр, как ограничение работы на полной мощности. В руководстве этот параметр обозначается как «продолжительность» или «PV». Указывается в процентах. Например, если в инструкции написано, что ФЭ для этого устройства составляет 70%, необходимо понимать, что 70% запланированного переходного отсека инвертора смогут работать с полной нагрузкой, оставшиеся 30% нужно оставить в покое. Традиционно используется разделение рабочего времени на интервалы.Чаще всего его делят на 10-минутные интервалы. В приведенном примере устройство можно использовать в течение 7 минут при полной нагрузке, после чего потребуется 3-минутный отдых. Проверьте эти индикаторы для вашего инвертора.
Как правило, новички начинают изучать металл для создания валков на ненужных изделиях. Это просто дает возможность освоить порядок плавки материалов, соединительные швы на этом этапе обучения не создаются. Поверхность защищена от коррозии и любых загрязнений.
Чтобы сделать булочки, выполните следующую последовательность:
Хотя обучение есть, все же не забывайте, что качество шва напрямую зависит от умения держать постоянным расстояние между дугой и металлом. Если расстояние от колебаний, вы просто получите бракованный шов. Держите планку под углом к поверхности заготовки. Предпочтительно это 70 °. Электрод можно наклонять вперед и назад. Делайте так, как вам удобнее. Со временем вы сможете выбрать самые лучшие и удобные для вас склоны.
На этом этапе вам необходимо научиться устанавливать силу тока, чтобы обеспечить стабильный канал.
Если тока недостаточно, вы не сможете поддерживать стабильную дугу. При слишком большом потоке тока металл окупится. Оптимальное значение определяется только экспериментальным методом.
Потратьте достаточно времени и найдите правильную стоимость.
Когда вы научитесь делать булочки, установите силу тока и сохраните дугу, вы можете переходить к следующему этапу приготовления металла.Обычно все делается на зарекомендовавшем себя сварочном аппарате с несколькими последовательностями. Магазин следующий порядок работы:
Процесс сварки требует, чтобы все токоподводы от сварочной дуги были изолированы.
Получился сварной шов. Вряд ли сразу получится идеально. Чтобы получить качественные швы, нужен опыт и подготовка. Со временем вы освоите эту работу, и у вас все получится на самом высоком уровне.
Так вы можете воспользоваться услугами сторонних специалистов, заплатив им довольно большие деньги, так что найдите что-нибудь, чтобы сделать это самостоятельно.Я потратил некоторое время на тренировки, вы будете меньше зависеть от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, стыки потолка и другие сложные вещи. Следуйте инструкциям, и у вас все получится. Успешного обучения и работы!
Комментарии:
Инверторы- лучшие сварочные аппараты. Следует знать, что старые трансформаторы имеют большой вес и используют довольно сложные. В инверторе может работать любой человек. Для этого нужно только изучить основные принципы сварки металла с помощью этого приспособления.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Преимуществами инверторного сварочного аппарата в первую очередь являются малый вес и большие возможности. Благодаря этому с помощью этого устройства можно выполнять работы, которые используются только для сложных устройств. Электроэнергия, потребляемая этим устройством небольшого размера, будет направлена только на действие дуги, с которой выполняется процесс сварки.
Таблица соответствия диаметра электрода и сварочного тока.
Сварочный инвертор - это экономичный аппарат, которым удобно пользоваться. С их помощью научиться сваривать металл сможет даже новичок. Перед выполнением сварки важно узнать о принципе работы этого устройства. Инвертор - это электронное устройство для сварки, так как основная нагрузка будет приходиться на источник питания.Когда старую сварку включают в электросеть, возникает сильный и максимально возможный толчок электричества. В связи с этим электросеть на всей территории закрыта. Инвертор имеет накопительные конденсаторы, способные накапливать электричество, в результате чего можно обеспечить бесперебойную работу электрической сети. Электроприбор в этом случае будет мягче.
Вы должны знать, что чем больше будет диаметр электродов, тем больше будет потребляться электричество.Следовательно, если есть желание проверить сварочный аппарат в работе, придется посчитать, сколько электричества приблизит аппарат. Это нужно для того, чтобы не обжечься бытовая техника соседей.
Минимальный ток указан для каждого диаметра электрода. Поэтому, если хотите уменьшить силу тока, то шов не пойдет. Если захотелось поэкспериментировать и увеличить силу тока, можно сделать шов, но электрод быстро сгорит, из-за того, что работа будет не комфортной.
Так можно правильно установить сварные металлические пластины, используя зажимы или выступы.
Вернуться в категорию
Прежде всего, нужно знать, какие предметы вам понадобятся для защиты при работе со сварочным инвертором. Вам необходимо купить:
Необходимо настроить сварочный ток и выбрать электрод. Для приготовления сварочным инвертором необходимо будет использовать электроды от 2 до 6 мм. Сварочный ток устанавливается в зависимости от толщины деталей аппарата и свариваемого материала. В большинстве случаев на приборе есть информация о том, какой должен быть ток. Нет необходимости подносить электрод к основанию для быстрой сварки. Если вы сделаете это, может произойти прилипание.
Сварочный процесс должен начинаться с учителя дуги. Его следует уменьшить с помощью электрода под небольшим углом к свариваемой детали, после чего его несколько раз помещают на сварочную основу, что дает возможность использовать электрод для сварки. Электрод удерживается несколькими элементами свариваемой детали. В большинстве случаев это расстояние равно диаметру имеющегося электрода.
В результате появятся сварные швы. Окало (металлическая накипь поверх шва) удаляется небольшим молотком.Вы можете использовать еще одну постоянную тему, имеющую большое значение.
Вернуться в категорию
Рис. 1. Преобразование дуги правильного размера поможет создать хороший шов.
Дуговый промежуток - это зазор, который возникает между металлическими оболочками и электродом во время сварки. Важно постоянно отслеживать и поддерживать значение этого разрыва.
Если вы научитесь контролировать длину дуги, вы сможете получить оптимальный результат. Дуга пройдет через зазор и расплавит основной металл. Получилась сварочная ванна.Arc также сможет переносить металл, указанный в ванне.
Вернуться в категорию
Если электрод при сварке двигается быстро, останется шов с дефектами. Линия ванны находится ниже основания основного металла. Если дуга быстро и глубоко проникнет в основной металл, то она сможет отодвинуть ванну назад, в результате чего образуется шов. При сварке необходимо следить за тем, чтобы шов был на одном уровне с металлом.Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Делая круговые движения, нужно будет контролировать уровень шва, равномерно располагая кадку по кругу. В процессе движений в разные стороны будет образовываться один и тот же шов, поэтому необходимо контролировать внешний вид шва при сварке сначала с одного края, затем сверху ванны и, наконец, с другой стороны. , и так далее.
Ванна будет следовать за нагревом - это важно помнить при изменении направления в процессе сварки.Формирование подложки произойдет, когда металл без электрода начнет полностью заполнять ванну в процессе боковых перемещений. Чтобы не допустить появления подобной боковой бороздки, придется контролировать внешние границы, регулярно следить за ванной. Если есть необходимость, можно сделать тоньше. Чтобы манипулировать ванной, нужно использовать силу дуги, которая находится на конце электрода. В процессе наклона электрода ванна толкается, но не достигает. Следовательно, чем вертикальнее положение электрода во время сварки, тем менее выпуклым будет шов.Когда электрод поставить вертикально, все тепло будет концентрироваться под ним и ванна будет опускаться, он будет хорошо присягать и растекаться.
Когда электрод слегка отклонился, вся сила будет направлена назад, в результате чего шов приподнят (хлопает).
Когда электрод слишком сильно изгибается во время сварки, сила будет приложена к шву, и это не позволит полностью контролировать ванную комнату.
Если вы хотите сделать плоский шов или сдвинуть ванну назад, используйте наклоны электродов под разными углами.
Работу следует начинать от 45 ° до 90 °, так как такие углы позволяют наблюдать за ванной и легко производить сварку.
Сварка металлов - наиболее распространенный способ их соединения в различных отраслях промышленности (строительство, машиностроение, трубопроводная промышленность и т. Д.). В быту (дома, на даче, в гараже) мы тоже сталкиваемся с необходимостью использовать сварку металла. Беспокойной эта работа кажется непонятной, сложной и загадочной. Тем более что это конъюгат с определенным риском для жизни.
Посмотрим, так ли это. Как варить металл металл металл?
В современной торговой сети имеется широкий ассортимент сварочных аппаратов, инверторов, средств защиты при сварке. Поэтому они доступны каждому, купив подходящее оборудование, вы сможете самостоятельно провести эти сварочные работы. Крайне важно использовать эти технологии для сварки металлов, что является требованиями безопасности. Кроме того, необходимо получить необходимую сварочную практику.
Сегодня для сварки металлов разработано множество различных технологий.Например, можно использовать электронное и лазерное излучение, соединять изделия с газовым пламенем и готовить ультразвуком. Но чаще всего такой источник энергии использовался как электрическая дуга.
Вам также следует позаботиться о пожарной безопасности - чтобы удалить все горючие материалы и жидкости из зоны сварочных работ, будьте готовы использовать противопожарное оборудование (если нет специальной воды, даже ведро с водой), чтобы гарантировать, что комната вентилируемые работы, особенно сварка фасада и тыла.
Обязательно прочтите инструкцию по эксплуатации сварочного аппарата и внесите туда все данные.
Прежде чем пытаться на практике освоить сварку металла, необходимо убедиться, что параметры электрической сети, от которой приводится в действие сварочный аппарат, соответствуют его требованиям. В противном случае другие электроприборы, подключенные к сети, могут выйти из строя не только вы, но и ваши соседи. Это особенно актуально в области трансформатора, который существенно влияет на подачу электроэнергии из-за наличия роликов напряжения во время начала сварки и повышенного энергопотребления, когда электрод липнет в месте сварки.Кроме того, его необходимо расположить так, чтобы он не мог упасть, повредить себя или нанести ущерб людям и предметам во время работы. Кабели, подключенные к машине, должны иметь хорошую изоляцию, быть удлиненными. Следует исключить возможность их повреждения.
Как варить металл? Место сварки должно быть очищенным от металла и сухим. Запрещается производить работы по сварке в суровую погоду, в дождь и при отрицательных температурах воздуха.Нельзя допускать смачивания и электродов.
Сварка осуществляется постоянным или переменным напряжением. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.

В случае сварки постоянным током есть два варианта подключения сварочного аппарата. При подключении плюса к массе и минуса к электроду (это называется простой полярностью) металл нагревается сильнее, зона плавления образуется глубокая и узкая.Такое включение используется при сварке толстого металла и приводит к экономическому расходу электродов. При обратном включении (обратная полярность) электрод больше нагревается и быстрее расходуется, зона плавления широкая и неглубокая. Поэтому обратная полярность используется только при сварке тонких листов металла.
Как варить металл преобразует переменное напряжение промышленной сети в импульсную последовательность более высокой частоты, а затем создает постоянное напряжение тока.Благодаря наличию электронной схемы, осуществляющей преобразование данных, инвертор мало влияет на мощность, возникающую при работе, имеет более плавную регулировку выходного напряжения, отличается малым весом и габаритами. По полученному инвертору он не уступает другому подобному оборудованию. Соответственно, сварочные инверторы получили в последнее время, когда цены на такие устройства снизились, очень широкое распространение. Достоинством такого устройства является относительная простота его применения при сварке.
Важным параметром инвертора является период нагрузки (PV) источника тока. Это значение производительности инвертора представляет собой отношение времени сварки к времени простоя. Бытовой прибор не работает постоянно. Периодически должно быть весело. Итак, значение фотоэлектрического инвертора означает, что после 3 минут сварки вам придется подождать 7 минут, пока источник остынет. Если вы попытаетесь продолжить работу без перерыва, устройство может сгореть.Или защита сработает и отключится. Поэтому следует выбирать инвертор с PV не менее 60% и максимальным током не менее 140 - 160 А.
Чтобы приобрести опыт, как правильно приготовить инвертор, необходимо Рекомендуется работать с металлом толщиной не менее 2-3 мм и использовать электроды 3 мм. Электроды лучше покупать новые. Старые, закрытые, взятые в долг у других, с большой долей вероятности будут отправлены и непригодны для работы.
Как варить металл? Если это ваш первый опыт, попробуйте сначала сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения.
Во-первых, Необходимо подключить электрод к его держателю, а массу массы к свариваемой заготовке с помощью клеммы. Остальные концы проводов следует подключать к выходам инвертора с прямой полярностью.
Второй, Необходимо включить станок и установить рекомендуемые параметры вывода в зависимости от толщины материала и выбранного размера электрода.
Технология сварки металлов гарантирует, что для прогрева металла до заданной температуры для получения качественного шва необходимо брать электродный материал соответствующей толщины.Чем толще, тем больше слой металла, который он может нагреть, и тем больший ток должен подаваться на инвертор для образования электрической дуги. При этом, чем больше ток, тем быстрее расплавится металл и тем быстрее расходуется электрод. Для тонкого металлического слоя при сильном токе и толстого электрода часто создаются отверстия для переноса материала. При слишком большом токе или электрической дуги не возникает или при ее возникновении оказывается плохой шов, т.н. Не пиар.
Третий обращает внимание на образование электрической дуги.Для этого необходимо осветлить конец электрода в том месте, которое подлежит сварке, как спичку в поле, не вынимая конец электрода из металла. В случае дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а всего лишь флюс, образованный плавлением порошкового покрытия электрода. Необходимо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, пока металл в месте возникновения дуги не нагреется до образования так называемой сварочной ванны - капли расплавленного металла. , характеризующийся ярко-оранжевым цветом и вытекающий из протекающего тока.
В-четвертых, необходимо продвинуться к шву на один-два миллиметра на конце электрода, снова удерживая его на определенном расстоянии от металла. Дождитесь образования капель снова и так далее, двигаясь по сварному шву. Когда электрод касается металлической поверхности, возникает короткое замыкание, дуга исчезает, и инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между кончиком электрода и поверхностью металла, приближая к нему ступенчатый электрод при прожиге.Скорее, электрод не горит, но расплавленный металл в сварочной трубе в основном образуется из металлического сердечника электрода. Порошковое покрытие поверхности электрода, плавление флюса и газов, препятствующих поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогает в процессе создания качественного сварочного шва.
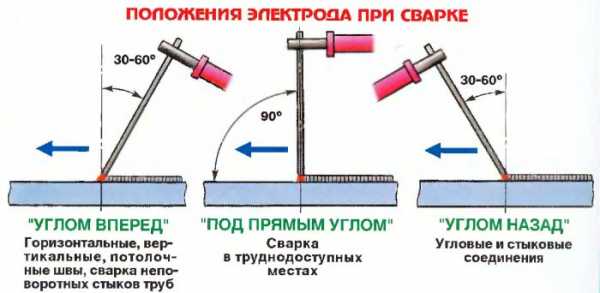
В процессе сварки рекомендуется держать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали, чтобы образовалась компактная сварочная ванна и место сварки было хорошо видно.Чем сильнее электрод наклоняется к детали в процессе сварки, тем более вытянутым в противоположном направлении будет пятно на нагретой металлической поверхности и тем больше времени потребуется для создания сварочной ванны с такой же силой тока. Самое узкое пятно плавления металла получается, когда электрод расположен перпендикулярно поверхности металла. Но в этом случае наблюдение за сварщиком за процессом сварки затруднено. Поэтому это положение используется только при сварке в труднодоступных местах.

Отклонение в исполнении сварного шва на прямой поверхности может быть передано стыку металлических деталей. Процесс аналогичен, разница в том, что свариваемую деталь необходимо предварительно закрепить в нужном месте с помощью зажима или иным способом, а при появлении сварочной ванны конец электрода не находится прямо по шву и зигзагообразные движения от сначала центр шва в сторону, а затем следующие детали, постепенно перемещаясь по шву, соединяя их таким образом.
Самое главное - успех приходит с опытом. Приобретя его, вы можете вместо того, чтобы пользоваться услугами специалистов сторонних специалистов (за довольно большие деньги), научиться выполнять сварочные работы своими руками. Успешного обучения и работы!
Crazy Builder.ru дает подробное описание сварочного инвертора. Инвертор - это сварочный инвертор, который можно подключать к металлическим листам под действием электрического разряда. Сварочные инверторы стали настоящим прорывом в области сварки, потому что старые трансформаторы достаточно тяжелые и сложные.Инвертор доступен каждому, нужно лишь знать некоторые правила реализации с использованием сварочного процесса. Большим преимуществом является то, что при сварке с инвертором меньше разбрызгивания, чем при сварке от трансформатора.
Характерной чертой инвертора является, прежде всего, малый вес и максимальная мощность, благодаря чему доступна помощь при таких работах, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим маленьким аппаратом, направляется исключительно на работу дуги, с которой процесс сварки выполняется мгновенно.
Оборудование имеет небольшие размеры и чувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас частный дом, есть отличия, при покупке обратите внимание на рекомендованное напряжение в паспорте инвертора. Некоторые источники допускают сварку электродом D = 3 мм даже при 185 Р. В напряжении сети.
Мнения профессиональных сварщиков однозначны: с помощью инвертора легче сохранить сварочную дугу и получить красивый качественный шов.
очень экономичны и максимально удобны в эксплуатации, что очень важно, особенно для тех, кто интересуется сварочными инверторами для начинающих. Какие основы работы с инвертором, техника работы с ним важна для новичков? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор - это электронный сварочный аппарат, то основная нагрузка работы с ним в электрической сети.По сравнению со старыми сварочными аппаратами включение в работу - это сильное и максимальное увеличение электричества, в результате чего есть электросеть всего поселка, у инвертора есть накопительные конденсаторы, которые накапливают электричество и обеспечивают, во-первых, бесперебойное питание. , а во-вторых, аккуратно следить за инвертором электрической дуги. В достаточно доступном виде технику сварочного инвертора можно освоить самостоятельно. А если у вас возник вопрос, как научиться варить инверторную сварку, мы можем дать вам несколько полезных советов, на которые, в первую очередь, стоит обратить внимание при производстве сварки.Очень важным моментом является то, что чем больше диаметр электродов, тем больше электроэнергии они потребляют. Поэтому, если вы решили проверить инвертор на работу, необходимо приблизительно рассчитать максимальное количество электроэнергии, потребляемой устройством, чтобы не обжечь бытовую технику в соседях. Кроме того, для каждого диаметра электрода указан минимальный ток, то есть при попытке уменьшить силу тока шов не выйдет. Если вы решите поэкспериментировать и увеличить силу тока, то шов получится, но электрод сгорит слишком быстро.
Проданный в коммерческую сеть инвертор похож на коробку. Его вес зависит от мощности камеры: 3-7 кг. Перенос оборудования осуществляется ремнем или ручкой. Охлаждение осуществляется через вентиляционные отверстия в корпусе.

На поверхности устройства отображаются следующие ручки и индикаторы управления:
Включение и выключение прибора осуществляется выключателем,
значение тока и напряжения устанавливается ручками на передней панели,
Панель содержит индикаторы, сигнализирующие о питании и перегреве оборудования,
на лицевой панели имеются выходы, отмеченные надписями «+» и «-».
Дополнительно в комплект входят два кабеля. Один из них заканчивается электрододержателем. С другой стороны, есть зажим для бельевой формы для закрепления продукта. Сварочное соединение устройства осуществляется с помощью разъема, который находится на задней панели устройства.
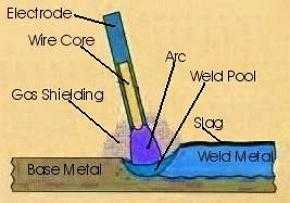
Чтобы узнать, что происходит во время сварки, достаточно взглянуть на предложенное изображение.

Дуга возникает при контакте металлической части электрода и свариваемого металла.Под действием температуры дуга начинает плавить как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический электродный стержень в точке возникновения дуги образуют ванну. Покрытие электрода расплавлено. Часть его переходит в газообразное состояние, и кислородная ванна закрывает его.
Удлинитель жидкого электрода расположен поверх жидкого металла, защищает металл от кислорода воздуха во время сварки и охлаждения.
После окончания сварки металлическая охлаждаемая жидкая часть охлаждающей жидкости превращается в шлак, покрывающий шов снаружи.По окончании охлаждения шлак легко удаляется постукиванием молотком.
Электрод расплавляется во время сварки. Чтобы дуга не проходила, необходимо выдерживать постоянное расстояние между электродом и металлом, так называемое Длина дуги. Получается за счет подачи электрода в зону сварного шва с одинаковой скоростью. При этом старайтесь держать электрод точно на сварном шве.
Дополнительное видео по теме:
1.Для начала работы со сваркой необходимо наличие защитных элементов, а именно:
2. Но одного аппарата для начала сварки мало. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий, направленных на создание безопасных условий. Подготовка сайта выглядит следующим образом:
Оставьте на столе свободное место для сварки. Удалите слишком много пятен.
Обеспечивают качественный рабочий диапазон.
Сварочные работы производятся на деревянном полу, защищающем от поражения электрическим током.
3. Отрегулируйте сварочный ток и выберите электрод. Использование электрода для сварки инвертором от 2 до 5 мм. Подайте сварочный ток в зависимости от толщины детали и свариваемого материала. Обычно на корпусе инвертора это указывает на то, что должна быть мощность этого тока.
4. Если вы только что приобрели в продаже цепные электроды и уверены в своем качестве, этот раздел можно пропустить.Информация поможет подготовить электроды, хранящиеся в условиях неотапливаемого влажного помещения. Для обеспечения качественного сварного шва их необходимо просушить в течение 2-3 часов при температуре 2000 г. Для этого можно использовать старую электрическую духовку.
Электродывыбирайте строго ориентируясь на марку свариваемых материалов. Для обучения чаще всего можно использовать: Ano или Mr.
5. Присоедините массу земли к свариваемой поверхности (выделено красным).
6.Чтобы сварные соединения были надежными и качественными, перед началом работ свариваемый металл необходимо подготовить:
7. Испытание лучше начать с выполнения рулонных швов на толстом листе металла.Первые швы идут на металл, который ставят на горизонтальную поверхность стола. Проведите прямую линию на металле с мелом на металле, вы будете запускать рулон и сосредотачиваться во время работы. Процесс сварки начинается с дуговой дуги. Есть два способа разжечь дугу:
Вы можете попробовать зажечь и удержать лук обоими способами. Желательно разжигать, разжигать, чтобы не оставлять следов за пределами зоны сварки.Дуга образуется при контакте электрода и металла. Сварщик отводит электрод на очень короткое расстояние, соответствующее длине дуги, и начинает сварку.
8. Скорость сварки.
Будет сварной шов. Шпон (сверху металлическая чешуя) Убираем стук небольшого молотка (или другого твердого и вспотевшего предмета).
9. Вот что у нас должно получиться.
Посмотрите видео:
Что такое дуговой разрядник или длина дуги? Это зазор, образовавшийся в процессе сварки между электродом и металлом. Основы сварочного бизнеса гласят, что важным моментом является постоянный контроль и поддержание неизменной величины этого разрыва.
Короткая арка
При короткой дуге около 1 мм металл нагревается небольшой зоной и по ширине шва получается выпуклый. Вместо металлического соединения и шва этот дефект возможен как грунтовка. Это небольшая бороздка возле шва, параллельная.Суплика снижает прочностные характеристики шва.
Длинный лук
При длинном изгибе трудно удерживать его в устойчивости. Дуга плохо защищена от воздуха атмосферы, меньше нагревает металл, и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора с нормальным количеством приведет к образованию нормального шва у хорошего поставщика. Нормальный размер арки - 2-3 мм.
Распространенные ошибки Новичков в сварке:
Я научился контролировать длину дуги, вы можете гарантировать оптимальный результат.ARC создает сварочную ванну, проходя через зазор, плавя основной металл и электрод. Он также обеспечивает перелив в металлическую ванну.
Как научиться готовить сварочным пистолетом и избежать изъянов? Если электрод в процессе сварки быстро перемещается, образуется дефектный шов. Линия ванны находится ниже поверхности металла. Если дуга сильно и глубоко проникает в основной металл, она толкает ванну назад и образует шов.Поэтому в процессе сварки важно следить за тем, чтобы шов был на одном уровне с металлом. Получение качественного шва требуемой глубины обеспечивает мастерство сварщика. Помимо поступательного движения по кромке сварного шва, он совершает поперечные движения, чтобы обеспечить сварку и получить желаемую ширину шва. Выбор выполняемых движений - это личная деятельность сварщика. Для металла толщиной до 4 мм европейские стандарты не рекомендуют использовать поперечные перемещения.
Ванна должна быть теплой - помните об изменении направления во время сварки.Образование подложки происходит, когда металла электрода не хватает, чтобы полностью заполнить ванную комнату во время движения. Чтобы не допустить образования такой боковой бороздки (занижения), нужно контролировать внешние границы, внимательно следить за ванной и при необходимости разбавлять.
Когда электрод слегка наклонен, вся мощность передается и шов улучшается (POPS).
Когда электрод в процессе сварки слишком сильно наклонен, сила прикладывается к шву, что не позволяет нормально принять ванную.
Чтобы получить плоский шов по мере необходимости, или переместите ванну назад, чтобы использовать наклоны электродов под разными углами. Работа начинается с угла от 45 ° до 90 °, так как такой угол позволяет осматривать ванную комнату и нормально выполнять сварку.
Сварщик во время работы подносит электрод к зоне сварки с определенной тенденцией. Снимите приварной уголок вперед и назад. Этот технологический прием позволяет регулировать параметры шва.
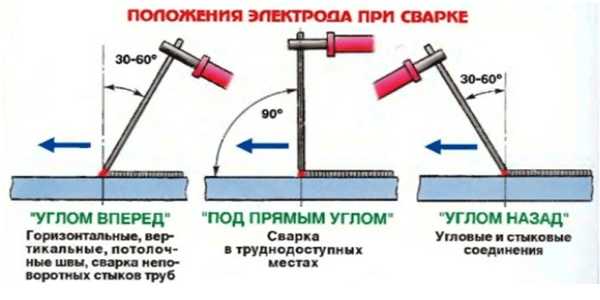
При сварке передний угол получается швом меньшей по глубине, но более широким, что удобно для мелкого металла.Сварка металла Толстого осуществляется через угол сзади, а больший нагрев металла обеспечивает глубину. При выполнении работ желательно выдерживать углы, указанные на чертеже. Большая синяя стрелка показывает направление сварки - сварочное движение.
Дополнительное видео по теме:
Процесс плавления металла при сварке происходит под действием тепла дуги, возникшей между электродом и металлом в результате попадания металла и электрода на противоположные выводы сварочного аппарата.
Есть два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварка прямой и обратной полярностью. При прямой полярности электрод соединяется от минуса и металла к плюсу, а подвод тепла к металлу уменьшается. Область плавления узкая, но в то же время глубокая.
Когда электрод с обратной полярностью подключен к плюсу, а металл к минусу, в изделии присутствует подвод тепла. Область плавления достаточно широкая, но не глубокая.Вы можете наблюдать катодный эффект при очистке прокатанной поверхности.
Какую полярность выбрать при сварке? Сварка выполняется как на прямой, так и на обратной части полярности. При выборе учитывается тот факт, что элемент сети горячий, подключен к плюсу. Окрашенный на рисунке в красную область, он больше всего нагревается при сварке.
При тонкой сварке металла опасны нахлесты и пригорание. Изделие подключается к минусу и готовится с обратной полярностью.Толстый металл заваривается в прямой полярности.
Скорость сварки и подачи электродов должна обеспечивать достаточное количество расплавленного металла для зоны сварки. Недостаток металла приводит к кормлению.
При быстром движении электрода по шву мощности дуги не хватает для нагрева металла, швы мельчают, он ложится поверх металла, не обращая внимания на свариваемые кромки. При медленном продвижении электрода наблюдается перегрев основного металла и электрода, возможно обжечь поверхность и деформировать мелкий металл.
Фактический ресурс установлен на инверторе согласно данным в таблице. Как видите, это догадка.
Сила тока и скорость движения оказывают комплексное влияние на сварной шов. Большой ток увеличивает глубину забивки и позволяет увеличить скорость движения электрода. При оптимальном соблюдении течения и скорости суп получается выпуклым и красивым, обеспечивает необходимую глубину для обеспечения сварных краев.
На что еще обратить внимание в процессе сварки? О поляризации электронов.Это основы сварочного дела. Из-за процесса сварки постоянный ток имеет отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь нужно определиться, какие заряды, куда подключать, исходя из того, что если положительный заряд приваривать, то он нагревается сильнее. Если к электроду приложить положительный заряд, он нагреется и загорится. Обратная полярность типична при сварке инвертора, поскольку предполагается, что свариваются тонкие листы и они легко обжигаются.Поэтому, если вас в первую очередь интересует сварка тонким инвертором, стоит обратить пристальное внимание на установку обратной полярности инвертора, а также на нормальное правильное усилие. Электроды для сварки тонкого металла инвертора подключены плюсом к дуге инвертора и минусом к металлическому листу.
В условиях частного дома это как раз сварка тонких деталей. Так как малейшие ошибки могут привести к металлической горелке. Перед тем как приступить к работе с тонкой деталью, попробуйте освоить основные штампы по толщине металла.
Самым распространенным приложением в Интернете для тех, кто хочет научиться работать, является «Инверторная сварка для начинающих».Предоставляем уникальный видеоролик на страницах сайта, где можно увидеть все принципы работы инвертора для начинающих.
И позвольте нам получить больше советов по изучению инвертора сварочного процесса:
Другие похожие видео:
Посмотрите видео о том, как правильно работать со сварочным инвертором, и мы уверены, что процесс сварки не будет для вас сложным. Перед просмотром видео внимательно прочтите описание сварки, написанное в нашей статье.
Стрелка для видеосварочных работ: 90 400
И наконец, как правильно выбрать сварочный инвертор?
Facebook (X)
Вконтакте (0)
Обычный (37)
Очень хорошая и полезная статья! Мне понравилось читать прямо, спасибо за такой подробный анализ различных нюансов сварного шва. Тренируемся!)
Мистер Майстер. Я опустошен за Заваривати Пікжіт, я Віставі рекомендовал Хьюминг Але Шосо Воно Джентли Спалує Электрод и Полярность Ниви обычно хороши, нет никого, кому ты не можешь понравиться IX.
Киев сварщик, сварочные работы по доступным ценам
Если нужна помощь, тут в комментарии, всегда помогут)
большое спасибо !!!
Очень полезное видео для новичков, полезная информация в целом и полезный сайт! Спасибо! Удачи в работе!
Мне нужен мастер, который бы потратил металлическую корону на зарплатные иконы. Металлическая латунь.
Спасибо, статья очень понравилась и комментирует
Дорогие друзья, в этом месяце статья была просмотрена 8272 раза, что является высоким показателем.Я рекомендую статью друзьям в социальных сетях, чтобы получить еще больше преимуществ для начинающих сварщиков.
подскажите по полярности. + для подключения к электроду или земле. Потом везде по разному написано Надо подключать - подключить Ground + к массе и по инструкции Напротив написано + земля.
Ребята, хочу сказать, что следующей практики сварки металлов достаточно.Сегодня варю металл как пластилин для бака, легко мыслителем, в потолке завариваю дырку диаметром 40-100 мм без заплатки и так далее, короче для удовольствия. Такую способность, а это случилось в 18-е годы, он получил сразу, когда стал видеть и различать цвет металла при нагревании дуги. Поэтому считаю, что самые важные навыки при горении дуги: 1. Отличить шлак от металла. 2. Чтобы увидеть температуру нагрева в цвете. Изучите эти вещи, и вы решите, насколько все просто и легко.
Сварка покрытым электродом, сделанным из металлического сердечника, покрытого сжатым покрытием, или сварка стержневым электродом, является наиболее универсальным, наиболее часто используемым и одним из старейших методов сварки. Этот процесс заключается в плавлении электрода с плавким покрытием и свариваемого материала теплом электрической дуги путем ручного перемещения электрода под прямым углом вдоль свариваемого материала. В этом процессе сварной шов создается из расплавленного сердечника электрода, металлических компонентов электрода и расплавленной детали.При этом образуются газы и шлак, задача которых - защитить сварочную ванну от доступа атмосферного воздуха. Расстояние между границей шлака и сварочной ванной можно регулировать с помощью сварочного тока и угла наклона электрода. К важным функциям крышки также относятся: стабилизация сварочной дуги, введение раскисляющих элементов в зону сварки. Состав покрытия зависит от свариваемого материала. Сварочные электроды обычно изготавливаются с диаметром стержня 1,6 - 6,0 мм.Диаметр электрода с покрытием выбирается в зависимости от толщины и типа свариваемого материала. На скорость сварки покрытым электродом влияет не только квалификация сварщика, но, прежде всего, диаметр электрода и сила тока.
Электроды основные (B) - характеризуются высокой пластичностью, высокой стойкостью к холодному и горячему растрескиванию. Основные электроды перед сваркой следует просушить при температуре 300–350 ° C в течение прибл.1 - 3 ч и хранить в специальных термосах. Сварка основным электродом может выполняться во всех положениях, кроме положения сварки сверху вниз. Для этого типа электрода рекомендуется сварка постоянным током с положительной полярностью электрода. Следует помнить, что полярность влияет на скорость плавления электрода, а также на глубину проплавления. Электроды с основным покрытием чаще всего используются при сварке толстых профилей.
Кислотные электроды (A) - сварка электродом с кислотным покрытием, по сравнению с другими электродами, характеризуется большей склонностью к образованию кристаллических трещин.Сварка может производиться в наклонном положении, боковой сварке и, в ограниченной степени, в принудительном положении. Чаще всего с этим электродом мы используем сварку переменным током или также используем постоянный ток с отрицательной полярностью.
Электроды из целлюлозы (С) - используются для монтажных работ в воздухе из-за низкой чувствительности к преобладающим погодным условиям. Они позволяют производить сварку во всех положениях, особенно в вертикальном положении сверху вниз, они позволяют делать проплавные валики электродами диаметром от 4 мм и более.Их нельзя сушить, и сварку чаще всего проводят переменным или постоянным током с положительной полярностью на электроде.
Электроды с рутиловым покрытием (R) - наиболее универсальные электроды, обеспечивающие хорошую стабильность дуги, а сами электроды не требуют сушки. Они являются очень хорошим выбором при сварке тонких элементов, сам сварной шов имеет гладкую поверхность, а шлак легко удаляется. Сварка производится переменным или постоянным током с отрицательной полярностью на электроде.
Электроды специальные - это покрытия RA (рутиловая кислота), RB (рутиловая основа), RC (рутил-целлюлозная), RR (толстое рутиловое покрытие электрода).
В процессе сварки очень важную роль будет играть тип тока и полярность, которые будут выбраны в соответствии с рекомендациями производителя электродов. Диаметр электрода с покрытием также всегда должен быть подходящим. Сварка постоянным током с положительной полярностью на электроде вызывает более быстрое плавление электрода, поскольку на нем выделяется больше тепла.Сварка с отрицательной полярностью на электроде вызывает большее нагревание материала заготовки, что приводит к большему сплавлению. Положительная полярность используется при использовании основных электродов и сварке цветных металлов, таких как алюминий и его сплавы, бронза, никель. Использование переменного тока позволяет равномерно нагружать электрическую сеть и минимизировать отклонение дуги, можно сваривать с большей силой тока и электродами большего диаметра.Обратной стороной использования этого тока будет более низкая стабильность дуги и проблема с плавлением некоторых типов электродов.
Следующим параметром, который определяется типом материала, диаметром электрода и положением сварки, является сила тока. Он всегда должен соответствовать диаметру используемого электрода. В зависимости от сварочного тока он влияет на глубину проплавления и скорость сварки. Когда ток слишком велик, покрытый электрод очень быстро плавится и увеличивает объем сварочной ванны, когда ток слишком низкий, сварной шов имеет неправильную форму, и мы не получим сплавления. В качестве общего правила можно принять, что для диаметра электрода 1 мм нам необходимо 30-40 А. Если мы видим, что при сварке покрытым электродом наш электрод плавится слишком быстро, силу тока следует изменять до получения удовлетворительного результата. .
Результирующим параметром при дуговой сварке является напряжение дуги, которое зависит от длины дуги, типа покрытия и силы тока. Этот параметр влияет на перенос металла в дуге и глубину проплавления, а также влияет на скорость сварки.По мере увеличения длины дуги она становится менее стабильной и увеличивается количество брызг. Если дуга слишком короткая, тепло, необходимое для плавления материала, не генерируется.
При начале сварки электродом с покрытием мы должны правильно выбрать электрод по толщине свариваемого материала и определить силу тока, чтобы эффективность сварки была наилучшей. Следует также отметить, что для обеспечения максимальной эффективности процесса сварки качество аксессуаров, таких как электрододержатель или сварочный кабель, может иметь большое значение для комфорта нашей работы и скорости сварки, когда это необходимо. к укладке сварного шва.
Если мы имеем дело с новым материалом, стоит подготовить образец материала на материале, на котором мы сможем протестировать несколько настроек. Помните, что свариваемые элементы следует хорошо очистить от ржавчины, например, с помощью угловой шлифовальной машины или металлической щетки.
Таким образом мы будем иметь дело с первой ошибкой, которую мы можем сделать, а именно с неочищенным материалом, который приводит к сбою правильного процесса переплавки. Следующая проблема - слишком низкая или слишком высокая сила тока.Слишком низкий сварочный ток вызывает нестабильность дуги, отсутствие плавления с основным материалом, мы также заметим, что наш электрод часто прилипает к свариваемому материалу. Визуально мы увидим, что наш сварной шов неровный. Однако, если мы уверены, что сварочный ток и напряжение дуги правильно выбраны для нашего материала, стоит убедиться, что наш сварочный аппарат MMA имеет дополнительные функции, а именно функцию Anti-Stick, которая облегчит нам задачу отделяйте электрод, когда он прилипает к материалу.С другой стороны, функция Arc-Force сделает ее более стабильной для дуговой сварки на короткой дуге, а функция Hot-Start, которая помогает зажечь электрод в начале сварки, является очень важной функцией не только при сварке на низкий ток, но также при использовании электродов с худшим зажиганием.
В противоположной ситуации, когда сварочный ток слишком велик, мы сразу заметим гораздо большее количество брызг. Когда мы свариваем тонкий материал, мы не можем избежать ожога материала и образования в нем дырок.Если сварочный ток слишком велик, свариваемый материал также подвергнется значительной деформации, что отрицательно скажется на прочности нашей конструкции и, как следствие, может привести к повреждению свариваемого элемента.
Еще одна вещь, на которую следует обратить внимание, - это скорость сварки. Этот элемент во многом будет зависеть от мастерства сварщика. Опыт и умение проводить электрическую дугу позволят нам получить сварной шов наилучшего качества.При сварке покрытым электродом, когда скорость сварки слишком низкая, мы можем сжечь и деформировать наш основной материал, как и в случае слишком высокого сварочного тока. Если мы свариваем слишком быстро, металл, который мы переносим с помощью электрической дуги, не успевает сплавиться с основным материалом, мы сразу заметим, что наш сварной шов будет узким и неровным в сварном шве.
Paton MMA сварочные аппараты << См.
Правильное удержание электрододержателя во время сварки позволит нам слиться с материалом.Наклон электрода в направлении сварки обеспечивает большую глубину проплавления при сохранении меньшей ширины и высоты поверхности. Наклон электрода в направлении, противоположном направлению сварки, дает меньший провар, более широкую и большую поверхность. Самый оптимальный угол удержания электрода для начала будет 70 градусов.
Также стоит обратить внимание не только на выбор диаметра электрода, но и на правильное хранение электродов - это также ключевой фактор при сварке стержневыми электродами.. Намокать их нельзя, лучше всего хранить в сухом помещении с температурой около 20 ° C и влажностью ниже 50%. Однако, если электроды намокнут, их следует нагреть примерно 1-3 часа при температуре примерно 300-350 ° C. Помимо электрода, на качество сварки влияет и сам сварочный аппарат.
Если вы хотите купить качественный инверторный сварочный аппарат , обратите внимание на его параметры. Помимо мощности сварочного аппарата, очень важным параметром, определяющим диаметр используемых электродов и толщину свариваемого материала, является рабочий цикл.Он рассчитывается в процентах в 10-минутном цикле, что означает, что сварочный аппарат с рабочим циклом 40% будет работать при номинальном токе в течение 4 минут, после чего ему необходимо будет охладить устройство в течение 6 минут. Производители, в дополнение к рабочему циклу, указанному для максимальной силы тока, также предоставляют 100% -ный цикл. Например, устройство с мощностью 200 А и рабочим циклом 40% достигает 100% цикла при 126 А, что позволяет производить непрерывную сварку покрытыми электродами диаметром до 3,2 мм. Если наше устройство используется часто и мы предполагаем сварку более толстых элементов, для нас будет важно сделать этот цикл как можно большим.Также стоит обратить внимание на текущее напряжение во время зажигания дуги, это параметр, который, если установить достаточно высокое значение, упростит нам начало сварки покрытыми электродами, даже с теми, у которых есть проблемы с зажиганием. Очень важной функцией также является защита от перепадов напряжения, что позволяет нам правильно работать с устройством даже в диапазоне напряжений 170–260 В.
Умелая ручная электросварка зависит не только от способностей самого сварщика, но и от возможностей сварщика - как уже отмечалось ранее, ключевым будет значение силы тока или стабильное напряжение дуги.Следует также помнить, что низкая скорость сварки также будет зависеть от положения сварки - в принудительных положениях, где у сварщика гораздо меньше места для маневра, процессы сварки MMA всегда будут медленнее, чем, например, при сварке методом MIG MAG. .
Делая выбор, стоит опираться на европейских производителей, которые используют комплектующие самого высокого качества, давая своим покупателям уверенность в правильной работе устройств, гарантийный срок которых может составлять до 5 лет! Сварочные аппараты ПАТОН, предназначенные для ручной дуговой сварки, имеют прозрачное управление, поэтому выбор сварочного тока с электродом с покрытием всегда максимально прост.
Подробнее об ошибках при сварке стержневыми электродами вы можете прочитать в видео блогера Пираны.
.Другой вид сварочных работ до недавнего времени в принципе проводился только с крупногабаритными трансформаторными устройствами. Использование таких устройств было возможно только на производстве. С появлением инверторов мастера получили возможность изготавливать и ремонтировать металлоконструкции методом сварки, в том числе в домашних условиях. По весу такие устройства на порядок меньше трансформатора и при этом обладают хорошими характеристиками.Марок устройств этой разновидности на современном рынке великое множество. Очень хорошая модель - это, например, инвертор сварочный «Кедр» отечественного производства.
Большинство устройств Cedar, представленных в настоящее время на рынке, классифицируются как MMA (карманные). Они предназначены в основном для домашнего использования. Однако в некоторых случаях сварочный инвертор «Кедр» ММА мотак самот нИ в производстве.
Одна из функций машин ММА данной марки - они рабочие, они мои, в том числе и на пониженном напряжении.При этом абсолютно отсутствует опасность аппаратного сбоя. Минимально допустимое значение, необходимое для работы кедровых инверторов. Напряжение в сети составляет 140 В. Так что использовать их при необходимости можно также в гараже или на даче. По заявлению производителя, такие устройства разрешается подключать не только непосредственно в розетку, но и с удлинителем до 50 метров. Благодаря этому с помощью такого оборудования можно производить работы в любой части двора загородного дома.
Существует несколько моделей MMA марки «Кедр»:
Сварку проще простого с инвертором MMA «Кедр». Удобство использования - одно из несомненных достоинств этой бытовой техники. Сваривать швы на этом аппарате можно без каких-либо профессиональных навыков. Это стало возможным благодаря наличию таких дополнительных удобных функций, как инвертор ArcForce «Кедр», HotStart и AntiStick.Сварка стержневыми электродами выполняется простыми единичными электродами. Сила тока в этом оборудовании регулируется за секунды.
В отдельных случаях инверторная сварка ММА «Кедр» (не все модификации), в том числе, разрешена также для работы с контактным возбуждением дуги в среде защитного газа неодушевленным электродом.
Каждый может научиться быстро выполнять высококачественные швы с помощью инверторов Cedar.Функция ArcForce, доступная на всех моделях этой марки, предназначена для предотвращения прилипания электрода к детали. По мере уменьшения длины дуги в инверторе ток автоматически увеличивается.
Функция AntiStick фактически дополняет ArcForce. Если электрод прилипает к детали, сварочный инвертор «Кедр» автоматически прекращает подачу тока. В результате плавление электрода прекращается.
Функция горячего старта обеспечивает зажигание дуги в аппарате в начале работы.Из-за его наличия очень быстро происходит оплавление кончика электрода. В дальнейшем устройство автоматически снижает ток до заданного значения.
Вы можете работать с инвертором Cedar с различными материалами. Чаще всего это оборудование, конечно же, сварка по стали. Но при необходимости устройства Cedar можно использовать для работы с медью или другими цветными металлами.
Высокопроизводительный инвертор Cedar MMA выделяется очень хорошо.Это, конечно, в основном из-за. их отличные технические характеристики. КПД инверторов Cedar обычно превышает 85%. Характеристики некоторых моделей можно найти в таблице ниже.
| Параметр | MMA-200 | MMA-160 | MMA-180F | |||||||||||||
| 4 кВт | 7,2 кВА | |||||||||||||||
| Максимальный ток | 200 A | 160 A | 82 180 A | 2 180 A |||||||||||||
| 1,6-4,0 мм | 1,6-3 мм | 1,6-4 мм | ||||||||||||||
| Вес | 6 кг | 3,5 кг | 3,5 кг |
Сварочный инверторный аппарат "Кедр" 250 имеет следующие технические характеристики:
Чаще всего на рынке можно встретить устройства класса MMA этой марки. Однако в специализированных магазинах есть модели MIG, а также модели TIG и MAG этого производителя.
Для этого предназначен сварочный инвертор TIG «Кедр» Работа с черными и цветными сплавами в аргоне с использованием вольфрамовых электродов. Такие модели также имеют функцию высокочастотного зажигания.
MAG и MIG - сварочные аппараты, предназначенные для работы с чугуном, сталью, нержавеющей сталью и цветными металлами в углекислом газе и инертном (аргон) соответственно.В основном такие агрегаты используются для сборки легких металлических конструкций и кузовного ремонта автомобилей.
К преимуществам данной марки сварочных аппаратов можно отнести в основном:
Цифровые дисплеи в моделях ММА-160 выше инверторов «Кедр», по мнению потребителей, достаточно четкие. Поэтому очень удобно регулировать ток при работе с ними. Единственная шкала инверторов этой марки не очень понятна.
К достоинствам данного оборудования можно отнести сварочные аппараты и достаточно качественную сборку, удобную горелку, наличие подогреваемого редуктора.Недостатком этой марки инверторов, помимо неудобного масштаба регулирования тока, является то, что поставляемые с ними кабели достаточно короткие и в то же время негибкие.
.Инверторный сварочный аппарат POWER ARC 200 предназначен в основном для сварки рутиловыми и основными электродами толщиной до 5 мм различных марок стали (низкоуглеродистой, низколегированной, нержавеющей и др.) И чугуна. Светодиоды на передней панели указывают на подключение к источнику питания (зеленый светодиод), отключение при перегрузке (желтый светодиод) или активацию функции VRD (зеленый светодиод). Аппарат оснащен электронным управлением плавным регулированием сварочного тока в диапазоне 18-205А и защитой от перегрузки.Вентилятор запускается автоматически только при перегрузке сварочного аппарата.
На передней панели инверторного сварочного аппарата POWER ARC 200 находится переключатель для изменения способа сварки:
- рутиловый или основной электрод MMA
- целлюлозный электрод MMA
- TIG LIFT.
- HOT START (горячий запуск): увеличивает сварочный ток при зажигании дуги для облегчения зажигания электрода
- ARC FORCE (динамика дуги): сокращает длину дуги при увеличении сварочного тока, оптимизируя перенос расплавленного электрода падение на заготовку, предотвращая гашение дуги, когда электрод касается электрода с свариваемым материалом
- ANTI STICK: ограничивает сварочный ток, предотвращая прилипание электрода к свариваемому материалу
Этот инверторный сварочный аппарат для сварки электродами постоянного тока (DC) подходит для сварки TIG путем подключения горелки с газовым клапаном.Возгорание сварочной дуги от прикосновения из-за контакта вольфрамового электрода с свариваемым материалом и последующего его подъема (TIG Lift). Использование переключателя MMA / TIG LIFT позволяет изменять характеристики при зажигании дуги TIG и, как следствие, облегчает зажигание дуги, увеличивает срок службы вольфрамового электрода, снижает частоту заточки и приводит к лучшему сварному шву. .
Благодаря компактной и легкой конструкции сварочный аппарат с покрытием электродом POWER ARC 200 DC подходит как для ремонтных работ в мастерской, так и для полевых работ.Транспортировка упрощается за счет оснащения сварочного аппарата фиксированной транспортировочной ручкой.
Стандартное оборудование включает:
- шнур питания 2,3 м без вилки
- кабель заземления 2 м с зажимом 200A (DX50)
- сварочный кабель 2 м с держателем электрода 200A (DX50)
Инвертор относится к современному сварочному аппарату без трансформатора, который всегда создавал значительные габариты и вес. Устройство представляет собой источник питания с необходимыми параметрами на выходе, обеспечивающими нормальный процесс создания интегральных соединений. Сварочный инвертор «Ресанта САИ-190» стал популярным в России. Отзывы не всегда объективны, так как уровень пользователей сильно различается. Если правильно пользоваться машиной, она будет хорошо готовить даже при низком сетевом напряжении.
Сварочный аппарат имеет следующие преимущества:
Недостатки:
Китайские бюджетные изделия отличаются нестабильностью характеристик. Включение этого касается модели «Ресанта САИ-190». Также привлекательность зависит от функциональности: чем он выше, тем устройство дороже, а соотношение цена-качество устраивает далеко не всех.
Современные технологии производства делают аппарат более безопасным и простым в обслуживании, а также обеспечивают качественную сварку. Также устройство может работать с цветными металлами и чугуном.
Принцип работы новых устройств основан на преобразовании сетевого напряжения в импульсное. В их число также входит «Ресанта САИ-190». Схема работы позволяет выпрямить переменный ток, а затем и его высокую частоту. После понижения напряжения до рабочего с помощью небольшого трансформатора.
Процесс сварки упрощен за счет введения новых функций «горячий старт» и «скашивание». В первом случае зажигание дуги сопровождается кратковременным увеличением сварочного тока и снижением его до нормального, чтобы электрод не прилипал к этой части.В случае короткого замыкания ток значительно уменьшается, а при отключении электрода система сразу восстанавливает параметры горения дуги. В результате он легко становится стабильным, а процесс сварки упрощается и позволяет новым людям быстро адаптироваться. Нет необходимости настраивать параметры, так как они всегда работают в этом процессе. Нет необходимости поддерживать гладкую дугу, так как она обрабатывается автоматически.
Модификация «Ресант САИ-190ПН» может работать при большом падении напряжения в сети.При других параметрах модели при таком же максимальном сварочном токе между ними есть небольшая разница.
Аппарат «Ресант САИ-190» имеет следующие особенности:
Агрегат оборудован электрическими датчиками, сигнализирующими о срабатывании сигнализации перегрева и срабатывании защиты. Причины могут быть разные, и не помешает еще раз убедиться в отсутствии перебоев между сварочными кабелями. Если ток составляет около 60% от максимального, защита от перегрева не сработает. При сварке металла электродом диаметром 3 мм выбирается ток 90-110 А.При этом запасы должны быть в 1,5-1,6 раза. Тогда аппарат подбирается на 160 А, а еще лучше - на 190 А. Энергопотребление зависит не от типа и мощности выбранной модели, а от установленного сварочного тока.
Выбор устройства зависит от количества дальнейших работ. Если они длинные, то стоит взять мощный профессиональный аппарат. Цена его высока, так как электрическая схема обеспечивает длительный режим в течение рабочего дня (8 часов).Сварщик бытовой маломощный рассчитан на работу не более получаса, после чего требуется перерыв 30-60 минут для понижения температуры.
Выбор аппарата зависит также от напряжения питания. Если оно выше 210 В, то для дома подойдет устройство с максимальным током 160 А. Для низкого напряжения в сети используется устройство с током не менее 190 А.
Лучшие инверторы для сварки это Fubag (Германия), Gysmi (Франция), Helvi and Selco (Италия), Power Man (Корея).В России широко используются китайские модели «Ресанта» и отечественные модели «Тор».
Корпус выполнен в классическом стиле с использованием листового металла. Форма прямоугольная, размеры 350 х 140 х 250 мм. Плоское основание позволяет установку на любую поверхность. Для вентиляции сбоку есть прорези, через которые легко подается воздух для охлаждения трансформатора.
На передней панели есть индикаторы сети, она перегревается, регулируется сила тока и размещаются разъемы для подключения сварочных кабелей.Электронная схема снабжена принудительной вентиляцией, сетка которой видна снаружи. Внутри 2 вентилятора. Небольшой вес и небольшие размеры позволяют легко переносить устройство с помощью плечевого ремня, прикрепленного к верхней части футляра.
Благодаря металлической конструкции прибор не используется в условиях повышенной влажности.
Процесс состоит из создания электрической дуги, плавления электрода и кромок, образующих прочный шов. Его качество проверяется после каждого перерыва в сварочном процессе. В этом случае молоток отталкивается шлаком и проверяется целостность и однородность наплавленного слоя.
Инвертор «Ресанта САИ-190» прост в использовании и быстро осваивается.
Должен быть заземлен через шнур питания.Сначала к клеммам подключаются кабели и устанавливается регулятор тока в минимальное положение. Затем на устройство подается питание и устанавливается уровень рабочего тока. Если диаметр электрода 5 мм, это соответствует сварочному току 160 А, а для сечения 1,6 мм достаточно 50 А.
При остановке сварки аппарат выключается в обратном порядке. Последний шаг - установить регулятор тока на минимальный уровень. Всегда отключайте кабели, если не предполагается, что дальнейшие работы будут выполнены.
Проветрите комнату и удалите все горючие материалы. Перед работой готовятся защитные меры: сварочная маска, спецодежда, головной убор и перчатки.
По сравнению со старыми конструкциями трансформаторов современные преобразователи чаще выходят из строя из-за сложности оборудования и большого количества электроники.
Несмотря на простоту сварки, реальные потребности установлены правильно.Для этого нужно учитывать скорость процесса и диаметр электрода. При увеличении диаметра на 1 мм ток должен увеличиться на 20-40 А.
Распространенные причины выхода устройства из строя следующие:
Длина удлинителя влияет на процесс сварки. Если он превышает 40 м, потери становятся значительными, и сварка часто становится невозможной. В этом случае используйте 4 мм 90 135 2 90 136 и более. Также большое влияние вызывает контактное горение в корме, создавая большое сопротивление.
Трудно обнаружить неисправность в электронной схеме. Для этого требуется специальное оборудование, а ремонт «Ресанта САИ-190» необходимо проводить в специализированных мастерских. Но визуальный осмотр может выявить обгоревшие детали и неровности пайки.
Модели сварочных аппаратов постоянно меняются, и не все выпускаемые партии продукции удовлетворяют потребности потребителей. На «Ресанты АИС-190» ответ будет положительным, если прибор правильно подобран и правильно эксплуатируется. У новичков будут проблемы с любой моделью, пока они к ней не привыкнут.
Преимущества особенно заметны при использовании прибора «Ресант САИ-190» с нестабильным напряжением.Отзывы о другой модели в этом плане не всегда положительны.
Одним из критериев хорошего качества является бесперебойная работа в течение недели после покупки устройства. По словам покупателей, он долгое время работает без ремонта.
Многих не устраивает короткий и высокий уровень жесткости кабеля, создающий большие неудобства при работе. По опыту специалистов его можно увеличить до 5 м при площади сечения не менее 25 мм 90 135 2 90 136.Особое внимание стоит уделить выполнению поставленных задач. Обычно они соединяются с жалами пайкой. Все провода нужно тщательно сварить.
Некоторые пользователи пытаются варить нержавеющую сталь, наклеивая электрод. В этом случае необходимо сменить полярность, использовать специальные электроды и доверить работу квалифицированным сварщикам.
Сварочные инверторы - незаменимые помощники в домашнем хозяйстве. Их следует брать большей мощности, что позволит качественно приготовить блюда при меньшем напряжении.Обычно осваиваются аппараты на сварочный ток 190 А со всеми задачами. Устройства с большим максимальным током намного дороже.
p> .Сварка тонкого металла - это вопрос, который сегодня часто волнует как начинающих сварщиков, так и тех, кто давно занимается сваркой, но впервые столкнулся с проблемами, возникающими при сварке изделий из тонкого металла. И продукция может очень сильно отличаться. В настоящее время листовой металл используется как при производстве автомобилей, так и катеров или моторных лодок.Да и другие современные изделия часто делают из такого металла, и в первую очередь это связано с вопросом рентабельности производства.
Таким образом, сварка тонкого металла электродом - процесс востребованный, но в то же время в нем есть свои тонкости, которые необходимо учитывать при качестве работы.
Основная проблема, возникающая при работе с листовым металлом, заключается в том, что любое неосторожное движение электрода может привести к сквозному отверстию в металле - то есть металл горит и становится совершенно непригодным для дальнейшего использования.С другой стороны, здесь тоже может навредить излишняя осторожность, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву - а проще говоря, в этом случае сварка не происходит вообще, так что называется несваркой, то есть недостаточно хорошим соединением свариваемых поверхностей.
Еще одна проблема при сварке таких изделий заключается в том, что она проводится на малых токах, и даже если расстояние между электродом и поверхностью изделия немного увеличивается, сварочная дуга сразу гаснет.Одним словом, выполнение такого процесса требует большого практического опыта, позволяющего правильно выбрать ток, при котором выполняется сварка, скорость подачи электрода и длину сварочной дуги.
Есть и другие трудности при сварке листов или изделий из них. К примеру, кромка изделия должна быть особым образом подготовлена к сварке, да и не все виды сварных соединений здесь подходят - есть те составы, которые используются чаще всего, и те, которые можно использовать только в крайних случаях, когда есть Другого выхода из ситуации нет.Кроме того, очень важны конкретная толщина листа и пространственное расположение сварного шва. Одним словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, вполне достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Сварка тонкого металла может производиться как в полуавтоматическом режиме, так и при помощи ручной дуговой сварки. Полуавтоматическая сварка намного проще, так как такое оборудование отлично справляется с проблемами, которые могут возникнуть при сварке на малых токах. Но не все мастера владеют таким оборудованием, поэтому чаще всего применяется ручная дуговая сварка.
В этом случае можно использовать несколько способов сварки.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока.Конечно, очень важно добиться определенной скорости и равномерности движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно обеспечить постоянное расстояние между электродом и свариваемой поверхностью. Конечно, все эти навыки вырабатываются с первого раза, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Сварка тонким металлическим электродом позволяет устанавливать легкие конструкции с большим запасом прочности.Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, получить качественное без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на металлических листах, какие бывают проблемы и как их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при слабом соединении.
Горение - наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Есть два способа наклеивания электрода: с малой силой тока и близостью наконечника расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков, в результате чего ухудшается качество сварки.
Сплошной шов - частая ошибка новичков в сварке. Из опасения обжечь металл кончик электрода удаляют на большое расстояние, и сплав просто растекается по поверхности. В результате при зачистке утеплителя оказывается, что шов неровный и соединяемых участков нет.
Деформация также довольно распространена при сварке листового металла.Это следствие воздействия высоких температур.
Как выполняется сварка тонкого металла и как решить проблему брака?
При сварке тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют лучшую настройку, в отличие от трансформаторных аналогов.
Сила тока, используемая при такой работе, зависит от толщины детали и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако возникают проблемы со сваркой деталей размером до 3 мм. В таблице вы можете увидеть примерную совместимость выбранной мощности с материалом и диаметром электрода.
Это приблизительные цифры, более точную регулировку прибора можно установить опытным путем, попытавшись вскипятить металл.
При использовании электродов тонких типов следует учитывать, что скорость их плавления выше, а значит, шов следует делать быстрее.
Основные требования к выбору расходных материалов такие же, как и для сварки стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Технологически сварка тонкого металла практически ничем не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
Основные отличия в некоторых нюансах, которые позволяют качественно приготовить противень и оцинковать.
Все приготовления начинаются с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массодержатель.
Оцинкованный лист на месте будущей сварки можно очистить от защитного покрытия шлифовальной машиной. Но можно готовить прямо на нем, в процессе работы слой цинка сгорит.
Алгоритм сварки тонких металлов следующий.
В этом отношении начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями предотвращения прилипания и усиления дуги.Если электрод расположен слишком близко к металлу, это снижает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. Когда дуга сильно растягивается, инвертор генерирует дополнительное напряжение, и процесс сварки не прерывается.
По окончании работ необходимо сбросить шлак и проверить смесь на отсутствие проникновения и прожогов на металлической поверхности.
Можно использовать соответствующие методы, чтобы избежать негативных эффектов в процессе сварки.
Они перекрывают друг друга. Если конструкция позволяет, листы можно укладывать друг на друга. В этом случае главное не обжечь поверхность внизу.
Точечное подключение. Технологически такой шов выполняется в виде городковых кнопок. Дуга загорелась, металл в нужном месте закипел и погашен. Затем, комбинируя с шагом 3 диаметры электродов, все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки эти места должны хорошо провариться. Таким же способом можно заварить прожженные дыры.
Дополнительно можно установить обратную полярность для сварки тонкостенных конструкций. Когда зажим кабеля положительный, а земля - минусовый. Обратная полярность снижает количество тепла на конце электрода, что помогает предотвратить ожоги.
Если требуется сварить массивную деталь тонким металлом, дуга зажигается на толстостенной заготовке и проходит через сварной шов в месте соединения.
Чтобы отвести лишнее тепло, под самые мелкие детали можно подложить медную полоску. Медь - очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листов? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Сварочные электроды облегчили жизнь людям и создали много полезных и надежных вещей методом «сварных швов» между двумя металлическими частями.На самом деле электрод имеет чрезвычайно простую конструкцию - это проволока в форме стержня со специальным покрытием или без него. Сегодня можно найти более 200 разновидностей электродов, которые различаются не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но наиболее распространены такие функции:
Это наиболее важное различие, и следующие функции уже являются производными от этой функции. Например, неметаллические сварочные стержни могут быть только расходными материалами, поскольку они сделаны из графита или углерода.Напротив, металлические электроды могут плавиться, но не плавиться. Об этом подробнее, и вскоре вы сможете для себя определить, какие электроды кипятят, какие металлы.
Металлические электроды можно разделить на два типа:
Материал для производства металлических электродов первого типа - это тугоплавкие вещества, такие как вольфрам, синтетический графит и электроуглерод.Основная область применения этих электродов - это газовый шар, плазменная резка и сварка, где требуются высокие температуры, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа используется сварочная проволока трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стержни покрываются специальным защитным составом для защиты электрода от окислительного воздействия кислорода и обеспечения более эффективного горения сварочной дуги.
В настоящее время сварочные электроды с покрытием (рис. 1) находятся в большем ассортименте, чем электроды без покрытия. В первую очередь такая особенность связана с тем, что для покрытий используется бесконечное количество материалов, но они делятся на несколько видов:
Сварочные стержни без покрытия являются прототипом современных электродов и использовались в самом начале развития технологии сварочного оборудования.Сегодня электрод без покрытия работает в среде защитного газа.
В современном мире сварки стандартным материалом для покрытия электродов является кислотное вещество на основе оксидов кремния, железа и марганца. Главная особенность в том, что с помощью электрода с оксидным покрытием можно создавать горячие трещины в металле. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки как переменным, так и постоянным током.Согласно ГОСТу классификация этого бруса имеет название: класс Е38 и класс Е42.
Другой вид стержней - электроды марок Э42 и Э46. Для изготовления покрытия используется рутиловый концентрат, в результате чего рутиловая сердцевина является превосходной для работы с полуспокойной и гладкой сталью. Рутиловый электрод обеспечивает более качественные швы и не создает трещин, как стандартный стержень. Кроме того, используя рутиловый электрод, вы минимизируете потери металла и упростите удаление шлака после сварки. Прутки из ильменита имеют характеристики, аналогичные снарядам.
I, например, электроды с основным покрытием изготавливаются путем нанесения на поверхность стержня соединений фтора и карбоната. Основная область применения - это спокойные металлоконструкции, и в то же время отличительными чертами прутков с таким покрытием являются высокий уровень пластичности, а также прочности. Кроме того, основной электрод обладает схожим свойством с рутиловыми стержнями: он предотвращает образование горячих трещин на швах. По ГОСТу данный сварочный электрод представлен марками: Е42А, Е55, Е50А, Е60, Е46А.
Последний тип покрытых электродов - это стержни с целлюлозным веществом в составе, содержащем природные органические соединения, среди которых целлюлоза является наиболее важной. Основная область применения сварочной проволоки с целлюлозным покрытием - это устойчивые и полутихие стали. Причем использование таких стержней возможно не только при условии, что конструкция лежит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов. По ГОСТу эти штанги встречаются под такими названиями: Е50, Е46, Е42.
Чтобы точно знать, какие электроды используются для сварки и какие металлы, мы рекомендуем вам внимательно прочитать инструкции и описание на упаковке перед покупкой сварочных стержней, так как электроды для сварки цветных металлов не могут использоваться для сварки отливок. железо или сталь. Пожалуйста, свяжитесь с продавцом для получения подробной информации.
Диаметр электрода - один из основных параметров при выборе, так как необходимо подбирать расходные материалы примерно такой же толщины, как и основной металл.Конечно, рано или поздно приходится иметь дело с тонкими листами, сварка которых - это не только сложный технологический процесс, требующий большого опыта, но и невозможный без специальных материалов и инструментов. В большинстве случаев их пытаются соединить газовой сваркой, но если это невозможно, то нужно использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не все бренды имеют материалы, которые могут удовлетворить этот запрос, поскольку в некоторых случаях толщина начинается от 2 мм.Тонкими можно назвать те, которые имеют диаметр менее 2 мм. Тонкие металлические электроды практически полностью сохраняют соотношение количества покрытия к количеству материала на стержне. Как правило, это треть от общего веса. Такие вещи сложнее в производстве и используются не так часто. С появлением небольших бытовых инверторов с небольшим рабочим диапазоном тонкие стали более популярными, поскольку мощность этого метода могла расплавить максимум 3 мм заполняющего материала.
Самые тонкие электроды для дуговой сварки довольно сложны в использовании, поскольку их скорость плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь необходим практический опыт, так как существует высокий риск чрезмерного заедания основного металла. Также существует ряд требований к оборудованию, например, держатель должен надежно крепить электрод.Необходима точная регулировка, чтобы можно было точно выбрать желаемую интенсивность. Скорость процесса намного выше, чем в стандартной ситуации.
Защита, обеспечиваемая покрытием, относительно низкая из-за тонкого слоя покрытия. Однако этого может быть достаточно, поскольку сварочная ванна также мала. Желательно использовать металлический флюс для улучшения сварочных свойств и защиты шва. Здесь необходимо отрегулировать баланс глубины хорошего выкипания, чтобы металл шва брал основной, но не делал дырок.Также стоит учесть, что при сварке тонкого металла существует вероятность термической деформации. Чтобы этого не произошло, шов следует выполнять не по всей длине, а небольшими полосками. Также нужно сделать варежки по всей длине, чтобы все не гнулось.
Металлические сварочные электроды диаметром 1 мм имеют узкий профиль и редко используются профессионалами. Но альтернативы им нет, поэтому они должны быть в арсенале профессионала.Главное правильно их выбрать, а потом использовать в соответствии с техникой, чтобы не было большого количества брака.
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и от того, что входит в состав покрытия.
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках присутствуют материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм
Среди производителей таких типоразмеров можно найти:
Электроды для листовой сварки подбираются по тем же правилам, что и стандартные. В первую очередь обратите внимание на состав, чтобы сердечник сварного шва совпадал с основным. Это обеспечит лучшее соединение, так как они не будут образовывать слабых мест по краям шва, и вся конструкция будет более однородной. Также следует полагаться на поддерживаемые сварщиком режимы, чтобы они совпадали с теми, для которых предназначен электрод.
«Важно! Ни в коем случае нельзя пытаться готовить предметы, толщина которых на несколько миллиметров превышает толщину электрода.«
Главная особенность приложения - более высокая скорость сварки. С другой стороны, если этот фактор обусловлен более высокой текучестью, вязкость остается прежней. Это упрощает соединение между вертикальным и потолочным перекрытием. Это один из немногих случаев, когда можно брать электроды меньшего диаметра, чем основной металл, особенно если речь идет о сварке потолка. Как видно из таблицы, даже небольшое отклонение на 5 А может привести к нарушению этого режима и заключению брака.Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от типа используемого металла.
Сегодня время, когда сварка тонких металлов стала очень важным моментом в жизни каждого.Все современные автомобили, бытовая техника и многое другое выполнены из тонкого металла. И экономия в этом вопросе не последнее место. Использовать толстый металл просто невыгодно.
Следовательно, для сварки тонкого металла нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой обгорание металла и, как следствие, его повреждение.
Тонкий металл можно сваривать разными способами:
Основная проблема при работе с очень тонким металлом - это самый деликатный аспект, связанный с выгоранием металла, прилипанием электрода.
Иногда не заедает, но возникает другой дефект, называемый Без проникновения.
Например, когда сварочный ток не отрегулирован должным образом, сварочный ток завышен или электрод отстает в одной точке, металл прогорает.
При малом токе плавления не происходит, детали не свариваются, отваливаются, может происходить слипание.
Если значение тока недостаточное, увеличение расстояния между свариваемыми деталями и электродом приведет к разрыву дуги.
Вернуться к содержанию
Электроды малого диаметра необходимы для варки тонкого металла. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер.Эти размеры действительны при толщине 3 мм. Чтобы приготовить более тонкий металл, используйте электроды диаметром 0,5–2,5 мм. Текущее значение находится в пределах 10-90 ампер.
Для слаботочной сварки необходимы электроды со специальным покрытием. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, в них образуется расплавленный металл, за счет чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют требованиям OMA-2.Включает:
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда готовится тонкий материал.
Электроды типа «ОМА-2» считаются лучшими для работы с тонкими материалами. Он может создать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Сваривать тонкий металл обычной ручной дуговой сваркой сложно.Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используют определенную технологию:
Заранее подбирается подключение, при котором ожоги полностью исключены.
Если толщина листа меньше 2 мм, лучше всего использовать электрод диаметром менее 1,6 мм.Он должен иметь соответствующее покрытие. Сварочный ток должен быть достаточным для расплавления электрода. Обычно это от 50 до 70 ампер. С помощью осциллятора достигается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
После появления сварочных инверторов сварочные операции стали доступны практически каждому. Раньше использовали устройства, с которыми было очень сложно работать, они имели большой вес и сложную конфигурацию.Инверторная сварка очень проста, не вызывает затруднений и доступна новичкам. Вам просто нужно знать несколько основных правил.
Во время сварки инвертор ищет баланс, при котором электрод не должен гореть или прилипать. Другими словами, производительность сварки напрямую зависит от:
Все эти факторы являются наиболее сложными для тех, кто впервые приступает к сварке. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут добиться успеха и добиться хорошего результата.
Неопытному сварщику сложно быстро выставить в инверторе необходимую силу тока, чтобы исключить выгорание металла и получить надежное соединение.
Приготовить тонкий металл с помощью инвертора - дело непростое. Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонная дуга. Он позволяет минимизировать внешний вид запекания, шов гладкий и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, готовить нужно инвертором. Для хорошего результата можно воспользоваться рекомендациями опытных сварщиков.
.
При получении нового модуля Buck DPS3806 DC-DC NC BOOST рекомендуется выполнить следующие шаги для проверки прибора.
DPS3806DC-DC NC BOOST Buck Module - это цифровой дисплей цифрового модуля управления, небольшой размер, большая мощность, высокая эффективность, стабильность. Функции модуля: когда входное напряжение ниже или выше выходного напряжения или равно выходному напряжению, выходное напряжение может быть стабильным. Прилагается высокоточное измерение высокоскоростного расчета микроконтроллера, он может точно настроить размер выходного напряжения и тока. Встроенные 10 групп мест для хранения могут быть сохранены в любое время, вызов параметров, удобен в использовании.Благодаря цифровой светодиодной трубке он может отображать такие параметры, как напряжение, ток, мощность и емкость. В то же время эта машина имеет функцию автоматического вывода или автоматического отображения параметров. Вы можете включить или выключить его по мере необходимости.
| пр. | параметры |
| Модульный характер | Неизолированный бак |
| Входное напряжение | 10 В ~ 40 В |
| Выходной ток | 0 ~ 6A |
| Объем выпуска Заработная плата | 0 ~ 38 В |
| Эффективность преобразования | до 80% |
| Рабочая частота | 150 кГц |
| Защита от короткого замыкания | постоянная |
| Рабочая температура | ﹣40 ℃ ~ + 85 ℃ |
| метод управления | Цифровое управление + цифровой дисплей |
| Контроллер / дисплей Fulltage График | 0.01В |
| Минимальное разрешение индикатора мощности | 0,001 Вт |
| Регулировка тока / отображение График | 0,001A |
| Отображение минимальной емкости разложение | 0,001 Ач |
| Пульсации на выходе | ≤50 мВ |
| Масса | 116 г |
| Внешние размеры (длина × ширина × высота) | 100 x 80 x 29 (мм) |
| Марка | Пояснение | Марка | Пояснение |
| 1 | положительный входной электрод | 5 | положительный выходной электрод |
| 2 | Входной отрицательный электрод | 6 | Отрицательный выходной электрод |
| 3 | Розетка постоянного тока | 7 | Цифровые и индикаторы |
| 4 | Интерфейс вентилятора +12 В | 8 | Кнопки управления |
| Отображение содержимого | Пояснение |
| 00.00 | Полная мощность , 00.00 ~ 38.00 В |
| 0,000 | Электрический ток (0,000 ~ 6.000A) |
|
P.000 、 P0.00 、 P00.0 、 P000. | Величина мощности, единица измерения Вт, десятичная позиция с указанием степени изменения и положения изменения. Например: P.123 представляет 0,123 Вт, P1.23 представляет 1,23 Вт, P12.3 представляет 12,3 Вт, P102 представляет 102Вт. |
|
с.000 、 C0.00 、 C00.0 、 C000. | Значения емкости, единицы AH, десятичная точка изменяется при изменении положения емкости. Например: C.123 представляет 0,123AH, C1.23 представляет 1,23AH, C12.3 представляет 12,3AH, C123 представляет собой 123AH. |
| –0- | Особенности 0 |
| -1- | Особенности 1 |
| -2- | Особенности 2 |
| -y- | Открыть специальные функции |
| -н- | Закрыть Специальные функции |
| SA.- * (* представляет 0 ~ 9) | Сохранение параметров в ячейке памяти 0-9 |
| Lo .- * (* представляет 0 ~ 9) | Отрегулируйте положение данного набора |
| – | Сохранить параметры |
| , комплект |
Этот модуль имеет два режима работы: простой режим и полную функциональность. Заводская настройка - простой режим, если вы хотите использовать полную функциональность, вы можете открыть его.
Инструкции в простом режиме:
Благодарим вас за покупку электронных продуктов Minghe. Чтобы максимально использовать новые функции продукта, мы рекомендуем вам выполнить несколько простых шагов:
Приборы со дня отгрузки с гарантийным сроком один год. В течение гарантийного срока компания не ремонтирует и не заменяет корпус прибора, выбранный в соответствии сДля обслуживания отправьте товар в мою компанию.
Гарантия не распространяется на следующие условия:
Обслуживание пользователем или ненадлежащее обслуживание; использование программного обеспечения или пользовательского интерфейса для предоставления собственного; несанкционированная модификация прибора.