Не так давно я заинтересовался сваркой алюминия, как же все таки его можно сварить надёжно и качественно. Почитал литературы и решил описать все как есть чтоб вам было проще в будущем.
Первая мысль которая пришла мне в голову это: можно ли произвести сварку обычным полуавтоматом с применением углекислоты, так как в наличии имеется полуавтомат с углекислотой.
Варил я этим аппаратом только как правило обычную сталь, профильные трубы и прочие мелочи, а вот сталкиваться с цветными металлами не приходилось. И так начал я выяснять варят все же или нет с применением углекислого газа алюминий, как еще привыкли говорить углекислотная сварка.
Ответ могу дать прямо сейчас, но все же не буду торопить события и расскажу так как есть, по порядку. При сварке алюминия проблема всегда заключается в том что она покрыта невидимым слоем защиты, которую обычно называют оксидной пленкой. Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Слово оксидная образовалось от слова окисление или оксид . Например ржавчина на металле образуется в процессе окисления, а у алюминия образуется не ржавчина, а просто невидимая пленка.
Оксидная пленка образуется сразу как только будет контакт с кислородом, а в углекислоте есть кислород так что сварить не получится. Пленка эта будет мешать постоянно. Еще нужно учесть то что алюминий такой материал который при воздействии температурой из твердого состояния сразу переходит в жидкий. Даже если купить проволоку алюминевую для полуавтомата все равно углекислотой варить не получится. Углекислый газ состоит из одной части углерода и двух частей кислорода, отсюда и формула которую пишут на баллонах co2. c - это углерод , o - это кислород. 2 - говорит о том что кислорода две части. Еще углекислота, диоксид углерода, двуокись углерода, это все одно и тоже.
А как вы понимаете при контакте с кислородом алюминий моментально пытаясь защититься образует оксидную невидимую пленку. Из за того что алюминий реагирует с этим газом его называют активным отсюда и название маг(mag) . Слышали говорят "маг миг"(mag/mig) сварка?! Так вот "маг" с английского переводится как " метал актив газ " проще говоря сварка металла в активном газе. А "миг": металл инерт газ - сварка металлов в инертном газе. Инертный газ не реагируют с алюминием и не содержит кислорода тем самым защищает сварочную ванну.
И тут назревает вопрос, а что если баллон с углекислотой заменить на аргоновый и купить проволоку алюминевую. Да об этом можно почитать на данном форуме по ссылке: http://www.chipmaker.ru/topic/46424/

Одна из особенностей алюминия во время сварки – он не меняет цвет, пока не разогревается выше точки плавления. Именно потому, что у него небольшая температура плавления, работы по сварке обладают некоторыми особенностями.
При полуавтоматической пайке алюминия с помощью горелки используется флюс. Флюс будет плавиться по мере увеличения температуры основного материала.
Сварка алюминия полуавтоматом с оксиацетиленом или кислородом подразумевает, что поверхность основного метала сначала расплавится и примет характерный вид.
Алюминий обладает рядом свойств, которые отличают его сварочные работы от тех, что применяются при сваривании листов из стали. Среди них:
Алюминий – это активный металл, который взаимодействует с кислородом в воздухе, в результате получается твердая тонкая пленка оксида алюминия на поверхности. Температура плавления оксида алюминия составляет приблизительно 3600 F (1982 градуса), что почти в три раза выше температуры плавления чистого алюминия. Кроме того, эта пленка поглощает влагу из воздуха, в частности когда становится толще.
Влага, в свою очередь, является источником водорода, он вызывает пористость в алюминиевых сварных швах. Водород может также выступать из масла, краски и грязи в зоне сварки. Он выходит из окиси и чужеродных материалов на проводе электрода или заполнителя.
Водород отбрасывается в процессе затвердевания. С быстрым охлаждением свободный водород сохраняется внутри шва, что тоже приводит к пористости. Она, в свою очередь, уменьшает прочность.
При подготовке алюминия к сварке требуется соскребать пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или нанесение флюса предотвращает образование оксидов в процессе образования сварного шва.
Химическое удаление может быть сделано двумя способами. Один из них – использование чистящих растворов. Время нахождения в растворе необходимо контролировать.
Химическая очистка включает использование сварочных флюсов. Они используются для газовой сварки. Всякий раз, когда используется такой метод, флюс впоследствии стоит полностью удалить из зоны сварки. Только так можно избежать образования коррозии в будущем.
Электрическая система удаления окиси предполагает использование катодной бомбардировки. Она позволяет полностью очистить поверхность, поэтому технология так востребована. После проведенной очистки сварной шов необходимо сделать в течение восьми часов. Чем больше проходит времени, тем меньше прочность соединения.
MIG – быстрый процесс с использованием обратной полярности и инертного газа. Это может быть работа в среде аргона, который создает необходимую защитную оболочку для формирования качественного шва. Метод подходит для того, чтобы сварить толстые алюминиевые пластины в любом положении.
Нередко работа проводится в среде углекислого газа. С углекислотой предпочитают работать профессионалы.
Для сварки алюминия используется аргон, гелий или смесь этих газов. Аргон производит более ровную и более стабилизированную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги с гелием выше, и данное изменение приводит к большему изменению напряжения. Смесь из приблизительно 75% гелия и 25% аргона дает преимущества обоих защитных газов без каких-либо нежелательных последствий.
В этом случае стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более критичен при сварке алюминия с инертным защитным газом. Рекомендован ведущий угол перемещения в 30 градусов. Наконечник электродной проволоки должен быть небольшим для алюминия.
Алюминиевый сварной шов, выполненный с использованием GMAW, предполагает, что сварщик «закладывает шарик» из расплавленного металла, который потом и становится бесшлаковым сварным швом.
Электродная проволока должна быть чистой и выступать приблизительно на 12,7 мм. Часто используемый метод состоит в том, чтобы ударить по дуге примерно на расстоянии 25,4 мм, а затем быстро довести ее до начальной необходимой точки для сварки и изменить направление движения.
При завершении или прекращении сварки такая практика может допускать одновременное увеличение скорости наложения шва для сужения его ширины до разрыва дуги. Это помогает предотвратить образование кратеров и трещин.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя при этом угол наклона рабочей стороны от 70 до 85 градусов по отношению к заготовке. Обычно предпочтительна техника струнного бисера. Необходимо следить за тем, чтобы угол наклона передней части не менялся и не увеличивался по мере приближения конца шва. Скорость перемещения дуги контролирует размер шарика.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано. Профессионалы советуют использовать вкладыши нейлонового типа. Гораздо сложнее проталкивать алюминиевую проволоку чрезвычайно малого диаметра.
Кромки могут быть подготовлены для сварки. Их требуется распилить и обработать.
Дуговая сварка вольфрамом используется для сваривания более тонких листов чистого алюминия и сплавов. Существует несколько мер предосторожности, которых следует придерживаться.
Можно воспользоваться обычным агрегатом, а можно с импульсным режимом. Такой сварочный аппарат лучше, но и стоит он дороже на рынке. В ассортименте современных производителей имеются небольшие модели, которые способны генерировать ток различной мощности. Чтобы правильно выбрать сварочную установку, стоит обратить внимание на технические характеристики оборудования и его наконечник. Если изделие приобретается в мастерскую или автосервис, тогда желательно приобрести агрегат с TIG-функцией.
Встроенный импульсный режим позволяет избежать прожогов, поскольку в процессе работы формируется стабильная дуга. Качество сварочного шва у таких установок тоже выше.
Недорогие простые модели поддерживают MIG/MAG-функции. Можно подсоединить как углекислый газ, так и аргон. Если планируется соединять толстые алюминиевые пластины, тогда потребуется сварочный аппарат с мощностью не ниже 380 В. Бытовые модели можно подключать к стандартной сети.
Вольфрамовый электрод, который не плавится, используют для TIG-сварки. В качестве защитного газа лучше применять смесь аргона с гелием. При покупке посадочного материала потребуется принимать во внимание марку алюминия. Обязательно, чтобы проволока соответствовала габаритам заготовки. Для толстых заготовок идеальным решением станет диаметр присадочной проволоки 1,2-1,6 мм, для тонких можно использовать 0,8-1,2 мм.
Даже сварщик не скажет, какие настройки можно считать универсальными для работы полуавтомата по алюминию. Каждый сварщик ориентируется главным образом на толщину заготовок.
Если это бытовые работы, то чаще используются алюминиевые детали толщиной 2 мм. Для этого потребуется напряжение установки в 15 В. Ток регулируют индивидуально, принимая во внимание легирующие добавки. Этот показатель может находиться в пределах 100–150 А.
А вот скорость наложения сварочного шва регулируется, опираясь на опыт мастера.
Если знать технологию сварки по алюминию, то можно заварить правильно изделие и в домашних условиях.
Сварка своими руками не представляет ничего сложного даже для начинающих. Можно начинать сваривать с тонкого металла. Настройки тока и полярности будут варьироваться в зависимости от типа электродов. Полярность должна быть определена пробой на небольших соединениях. Ее обязательно стоит сделать. В целом конструкция сварных соединений для алюминия вполне соответствует таковой для стальных. Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Первостепенным действием является подготовка. Обязательно зачищают поверхность механическим или химическим методом. Делают подходящую кромку. Лучше использовать V-образную, которая должна быть довольно широкой, чтобы полностью вместить корневой канал. Такая конструкция требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Если работа выполняется в домашних условиях, то для сварки используют агрегаты-полуавтоматы с обратной полярностью. Каждый может сделать красивый шов, если станет действовать в определенном порядке.
Так можно варить любые алюминиевые детали.
Алюминий и алюминиевые сплавы можно сварить углеродной сваркой или другим методом. Чистый материал можно легировать другими металлами для получения широкого спектра физико-механических свойств. Главным преимуществом использования полуавтоматической сварки является то, что с помощью дуги получается высококонцентрированная зона нагрева. По этой причине чрезмерное расширение и искажение металла исключены.
При сварке в горизонтальном положении наилучшие результаты достигаются при наведении установки немного вверх. При работе с толстыми пластинами полезно направлять дугу в сторону более тяжелого участка.
В следующем видео рассказывается о сварке алюминия полуавтоматом.
Темка вижу была такая но закрыта. Думаю мой пост будет полезен для форумчан. Если что, то модераторы перенесут. Начну с того, что всем нам нужно варить алюминий время от времени. Кому-то головку блока, кому-то крышку картера, кому-то еще что-то. Так вот, имея на хозайстве обычный полуавтомат ето можно сделать без проблем. :patsak: Здесь играет роль только навыки сварки и желание. Так вот что нам нужно:
1. Полуавтомат, лично у меня обычный, украинский, с рынка за 300 баксов подклучен на 220в.
2. Балон аргона.
3. Редуктор желательно кислородный (держит больше давление), шланг (ето понятно).
4. Катушка проволоки.
5. Сопло.
Так вот. Поехали по фоткам.
На первой фотке (арг1) редуктор на балоне, давление ставлю чуть больше чем для углекислоты, тоесть расход аргона будет больше.
Фотка номер (арг 2). Катушку просто ложу туда гре раньше стояла проволока для сварки стали, можно забацать и ось, но у меня она разматывается за крышкой и так. Протяжка родная, у меня ведущий ролик с накаткой,прижимной подшипник с канавкой - все в оригинале.
Фотка номер арг3. Сама проволока. Диаметр 0,8. Не знаю купил на базаре, дал 10 баксов.
Фотка номер арг4. Сопло-муштук-наконечник (кому как удобно) обычный медный для стали но с отверстием 1,0.
Процес. Все как и для стали. Стекло в щитке желательно чтоб чистое было, подачу прповолоки ставим на максимум и пробуем где-то сбоку на алуминие, если будет отдаватьв руку, потихоньку сбавляем. Скажу сразу подача должна быть большой иначе заварит наконечник (для пробы купите несколько). Подачу проволоки нужно настроить так, чтоб при сварке всегда было видно кончик проволоки который варит. Ну ето в процесе поймете. Сила тока - начните с большего, потом сбавляйте. На больших варить легче (при условии что материал толстый). И так проварили. Получаем:
Фотка арг5. Все черное. Дадим остыть пару минут.
Фоткка арг6. Щеткой из проволоки чистим сажу и получаем.
Фотка арг7. Второй шов из другой стороны после зачистки счеткой.
Вот так вот. Пробуйте.
Хотелось бы услышать товарища Шубенина[/b, возможно он еще что-то добавит полезное для народа. Да и всех кто пробовал и приспособился варить алюминий полуавтоматом. Может я что-то делаю неправильно, может есть какие-то скрытые нюансы, как с техникой безопасности здесь...пишите, почитаем. Спасибо.
ЧТО ОСТАЕТСЯ?
1- заполнить бак углекислым газом-относительно дешево и безопасность приближается к 100%
2-заполнить бак аргоном-гарантированная 100% безопасность, но дорого...
Для баков из "черного" металла вывод очевиден-СО2(углекислый газ), вот при сварке алюминия не уверен. В старых, времен СССР, книгах СО2 охарактеризован так "... защитный, АКТИВНЫЙ газ"-то есть принимает активное участие в сварке. (Его активное участие при сварке черного металла и взаимодействие со сварочной проволокой в процессе сварке мне расказывать мне не нужно-сам могу лекции читать).
Поэтому вопрос ставлю следующий-
"КАК УГЛЕКИСЛЫЙ ГАЗ ВЛИЯЕТ НА КАЧЕСТВО СВАРОЧНОГО ШВА ПРИ СВАРКЕ АЛЮМИНИЯ"
Сам ничего не нашел, расчитываю на помощь коллег.
Приветствую только адекватные коструктивные мысли и ответы.
На "флуд" и "ламерство" буду ставить минусы в профиле, не поможет-попрошу статус модера и буду "банить" беспощадно.
я не знаю что такое "кемпомат" и "болгарка"-Я знаю П/А и УШМ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться

Про сварку в газовых смесях ходят легенды. Вот, например, если варить в смеси Ar-75%+CO2-25%, то и брызги исчезают совсем и электродного присадочного материала расходуется меньше: писаки на разношерстных сайтах о сварке утверждают со знанием дела о 3-5% экономии! Если варить много, приличная, однако, экономия получается. Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
В общем, смесь «рулит», не смотря на то, что СО2 дешевле и не так чувствительна к подготовке сварочных кромок.
В связи с чем вопрос: действительно ли использование сварочных смесей на основе Ar так эффективно или все-таки лучше варить СО2?
Лично мне очевидно, что процентное соотношение Ar + СО2 газовой смеси выбирают в зависимости от толщины металла, количества легирующих элементов в нем и с учетом требований по механической прочности шва. В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
Конечно, сколько сварщиков, столько мнений, а истина находится где-то посередине. Первое, что, очевидно, нужно учитывать, это тип вашего полуавтомата. Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Теперь по сути проблемы…
Может показаться, что смесь применять вообще не стоит, так как есть здесь определенный маркетиноговый ход, позволяющий накрутить цену за счет манипуляций с процентным соотношением разностоимостных газов в баллоне. В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.
С другой стороны профессиональные сварщики знают, что действительно смесь эффективна при сварке коррозионостойких сталей, оцинкованного металла, хотя по всем теоретическим канонам сварка в чистом аргоне этих же марок и покрытий качество швов должна только улучшить. Но на практике все происходит иначе.. В промышленности готовят смесь Ar-95-98%+CO2-2-5%. Но очевидно, что на характер плавления влияют все факторы процесса:
Исходя из этого становится понятно, почему смесь, которая одному сварщику подходит идеально, для другого дает неудовлетворительный результат. С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
Аргон применяют при сварке легированных/высоколегированных и жаропрочных сталей, алюминия, титана.
Если же вы занимаетесь кузовным ремонтом, другими словами сваркой низкоуглеродистых сталей, которые применяют в автопроме – здесь однозначно нужно применять углекислоту. Хотя, если будете варить «чернягу» аргоном разницы не почувствуете (разве что в цене за баллон?). Почему так, прояснит следующая статья.
Но немного отвлечемся от серьезной темы…
В каждой шутке есть доля шутки, а остальное правда…
Оказывается, приличный шов, ничем не уступающий по качеству шву, сваренному в смеси аргона с углекислотой, можно получить при сварке на  Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Так вот, оказалось, что у Кока-Колы обнаружился еще один «талант»: ее можно применять в качестве защитной среды при сварке полуавтоматом низкоуглеродистых и низколегированных сталей проволокой св.08Г2С.
Рецепт приготовления защитной среды прост:
Получается вот такая смесь в предложенных пропорциях и генератор диоксида углерода по совместительству.
А далее, как в сказке: чем дальше, тем страшней…
Берем мерную кружку, засыпаем в нее лимонную кислоту, затем соду, перемешиваем. Предварительно подготавливаем два куска газетной бумаги и высыпаем содержимое нашей кружки аккуратной дорожкой на них. Аккуратно сворачиваем газеты в трубочки так, чтобы содержимое осталось внутри, и скручиваем торцы трубочек так, чтобы содержимое никуда не высыпалось.
Берем пластиковую бутылку и наливаем в нее 0,5 л Кока-Колы, добавляем уксус и пару подготовленных трубочек. Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Вывод: если у вас кончился баллон с газом посреди ночи и варить все-равно надо, а в хозяйстве есть Кола и то, что на кухне у жены под рукой должно всегда найтись – вы будете спасены, сможете закончить работу до утра и при этом не оставите разочарованными ваших заказчиков.
Особенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Такой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Сварной шов нержавейки при сварке полуавтоматомВарить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
Сварной шов нержавейки при сварке аргоном
Что такое сварочные аппараты? Типы, различия между ними мы рассмотрим ниже. Эти агрегаты предназначены для разных целей.
Отсутствие современного строительства или больших мастерских не обходится без использования сварочного аппарата. Это агрегат, способный надежно соединять металлические конструкции. В этой статье будут рассмотрены разные типы сварочных аппаратов.
Сварку заменить практически невозможно. Крепление с помощью анкеров, болтов и хомутов решает проблему временно или не может быть использовано по ряду причин.
Многих интересуют виды сварочного аппарата. Ведь сварочное оборудование за долгое время претерпело значительные изменения, в результате которых появились совершенно новые модификации. Существуют следующие типы сварочных аппаратов: трансформаторы
В настоящее время большой популярностью пользуются инверторные и полуавтоматические сварочные аппараты.
Так что же у сварщика? Каждая цель будет рассматриваться отдельно.
Данный сварочный аппарат, виды и типовые, представлен самой ранней модификацией. Это трансформаторы с исключительно унифицированной схемой. Они изменяют ток флуктуирующего характера при высоком напряжении на меньшее значение. В итоге процесс сварки осуществляется.
Регулировка тока осуществляется изменением положения обмотки катушки по отношению друг к другу и к основному сердечнику.
По способу настройки все трансформаторные агрегаты можно разделить на следующие типы:
Все типы сварочных аппаратов данного типа работают на переменном токе. Несомненно, использование переменного тока вызывает нестабильность электрической дуги. Поэтому требует постоянного обслуживания.
Нестабильность дуги, высокий уровень газообразных примесей и шлаков вызывают разбрызгивание металла и ухудшают качество сварного шва.
Кроме того, трансформаторы достаточно тяжелые, потребляют большой ток и чувствительны к перепадам напряжения.
Зато опытный мастер сможет качественно выполнить сварку на этом аппарате. Устройство по сей день используется во многих сферах.
Трансформаторы по приемлемой стоимости для устройств MMA. Их отличает простая конструкция и средний уровень функциональности, так как процесс соединения металлов осуществляется на переменном токе.
Среди лидеров - итальянские компании BLUE WELD (особой популярностью пользовалась установка BLUE WELD BETA 422 817162) и Helvi. Последний выпускает устройства с большим значением тока. В сегменте этого производителя можно найти номинальную мощность 550 Вт. Например, аппарат Helvi Universal 550 1534830.
Практически все производители оснащают агрегаты колесами для транспорта.
Сварочные аппараты (виды, отличия, рассматриваем) представлены выпрямителями.
Это следующее поколение посттрансформаторных блоков. Разработчикам удалось устранить все недостатки устройства, работающего на переменном токе. Эти типы сварочных аппаратов, помимо снижения напряжения в сети, могут преобразовывать переменный ток в постоянный. Это обеспечивается включенными в схему устройства полупроводниковыми диодами, преобразующими синусоидальный ток в линейный. Линейный тип различает свойства постоянства и складчатости.
Высокий уровень силы дуги позволяет производить плотную сварку металла.Скорость распыления материала также снижается. Сварка получается прочной и равномерной. К достоинствам этого устройства можно отнести то, что он подходит для всех типов электродов. Вы можете сваривать медь, никель, титан и даже их сплавы.
В этой главе обсуждается инверторный сварочный аппарат, типы и преимущества этого устройства.
Такие устройства технически считаются наиболее удачными. Этот вид сварочного оборудования (фото некоторых моделей представлены в этой статье) отличается малым весом в сочетании с высоким уровнем функциональности. Такие параметры сделали устройство одним из самых популярных на рынке.
Позволяет автоматически настраивать аппарат для выполнения сварочных работ даже для людей, неопытных в этом вопросе. У профессионалов есть возможность улучшить свои показатели.
Все разновидности инвертора имеют простую схему. Переменный ток проходит через сетевой выпрямитель и преобразуется в постоянный. Затем он попадает в блок устройства, служащий преобразователем частоты, и снова превращается в переменный ток, но с большим показателем частоты.
Затем к устройству, на котором падает напряжение, подключается миниатюрный высокочастотный блок. Последнее звено в цепи - выпрямитель мощности. В результате на выходе получается постоянный ток большой мощности.
Функциональные возможности преобразователя частоты обеспечивает блок автоматического управления на базе микропроцессора. Он также адаптирует широкий диапазон вольт-амперных индикаторов от маломощных до высоких.
Основным преимуществом инверторного устройства является то, что он обеспечивает идеально плавную кривую выхода.Поэтому электрическая дуга отличается высокой стабильностью.
Инверторы можно настроить с максимальной точностью. В результате можно выполнять качественную сварку и решать самые разные задачи. Эти устройства не реагируют на скачки напряжения. Параметры сварки очень высокие. Тонкостенный лист также подлежит приклеиванию.
Показатель КПД устройства не менее 90%. Для сравнения, у некоторых устройств ставка 30%.
Инверторы готовят как черные, так и цветные металлы любого показателя толщины и любого положения в пространстве.При этом способе сварки можно использовать все типы электродов.
Инвертор имеет широкий диапазон регулирования тока для сварки. Это позволяет производить аргонную сварку неизнашиваемым электродом.
Каждый инвертор имеет функцию горячего старта, которая обеспечивает зажигание электрода при максимальной мощности.
Имеется функция защиты от прилипания, с помощью которой сварочный ток снижается до минимальных значений в случае короткого замыкания. Это позволяет электроду избежать прилипания при касании деталей.
Функция Arc Force предотвращает появление металлической капли в мгновение ока, сила тока быстро увеличивается до желаемого значения.
Любой тип сварочного инвертора может поддерживать постоянный установленный ток. Эти показатели позволяют менее критично оценить длину дуги, что облегчает работу мастера, а тем более нет соответствующего опыта. При этом качество шва не зависит от длины дуги.
Самые популярные типы инверторных сварочных аппаратов представлены несколькими моделями.
Установки финской компании Kemppi - лидеры в области сварки. Обратите внимание на модель Kemppi MINARC 150VRD. Способен производить независимую коррекцию параметров дуги. Для работы с прибором подходят все типы электродов. Прекрасно переносит пыль и влагу.
Немецкий производитель Fubag производит качественные сварочные аппараты. Типы, достоинства, которые отмечают многие специалисты, работающие с напряжениями от 85 до 265 А. Они нечувствительны к изменениям напряжения, которые обеспечивает функция Protec 400.Большим спросом пользуется однофазное устройство Fubag W 163 с инвертором, подходящее даже для новичков. Создает гладкий аккуратный сварной шов без брызг металла.
На рынке сварочных инверторов положительную оценку получила итальянская торговая марка Telwin. Устройства работают от 220 В постоянного тока. Устройства компактные и легкие. Внимания заслуживает модель Telwin Force 165. Она отлично выдерживает скачки напряжения в пределах 15%.Итальянский бренд ProfHelper громко анонсировал в 2007 году. Производитель представляет модели с отличным функционалом.Например, инвертор Prestige 181S, который работает при напряжении 165 В, отлично переносит перепады напряжения. На схеме конфигурации есть стабилизатор. Устройство простое. Его вес 8,5 кг. Сварочные работы, выполняемые этим аппаратом, качественные.
Brima - проверенный немецкий бренд. Во многих моделях стоит обратить внимание на инвертор Brima Tig 200 A. Он компактен и удобен. Обеспечивает высокий уровень чистоты свариваемых металлов. В случае короткого замыкания падение напряжения до 0 А происходит автоматически, что исключает повреждение электрода и осаждение на нем грязи металла.
Все разновидности сварки полуавтоматов (фото одной из моделей представлены ниже) позволяют не только сократить время работы, но и получить качественную сварку. Шов отличается, потому что он постоянный, так как не требуется постоянной смены электродов.
Полуавтоматы бывают следующих типов:
В качестве газа могут использоваться следующие газы:
Гелий и аргон входят в состав инертных газов. Их часто путают.
Преимущество газовой сварки состоит в том, что аппарат защищает от негативного воздействия состава газа и является стабилизатором электрической дуги. Придает определенные характеристики сварному шву.
Через горелку проходит проволока, которая заменяет электрод.Подбирая газы и различные типы электродной проволоки, можно изменять свойства сварочной ванны.
Полуавтомат для варки порошковой проволокой имеет высокий уровень функциональности.
При необходимости можно приобрести полуавтомат, предназначенный для газов и порошковых проволок.
Итак, какие типы сварочных полуавтоматов стали наиболее популярными на рынке? Они представлены довольно широким ассортиментом.
Заслуживают внимания следующие типы сварочных полуавтоматов:
Представлены аппараты для сварки постоянным током, типы которых описаны в данной статье, и аппараты TIG. Устройства этого типа сочетают в себе металл с высоким уровнем связи. Они незаменимы при стыковке особо сложных швов.
Инструменты отличаются не только надежностью, но и эстетическим исполнением. При сварке аппаратами TIG используются графитовые или вольфрамовые электроды. Устройство работает по следующему принципу: инертный газ течет по шлангам подачи к горелке и ток от привода AC / DC.Электрод установлен в горелке. Баллоны можно дополнять гелием, азотом и их смесями.
Обычно при сварке неплавящимся электродом в сварочной ванне нет капель. Поэтому используются дополнительные материалы дополнительного характера: специальные добавки для проволоки или ленты. Добавки имеют разный химический состав. Это позволяет изменять свойства сварного шва.
Постоянным током сваривают чугун и различные марки стали. Переменный ток используется для сварки деталей из цветных металлов.
Аргонодуговая сварка затруднена. Это требует от мастера достаточного опыта и знаний. Новичкам не следует использовать устройства для сварки TIG, даже если они настраиваются автоматически и имеют унифицированные функции.
Начните консультацию с обычного инвертора. Это позволит научиться держать дугу и сваривать металл.
Сварочный аппарат TIG может использоваться во многих сферах при работе с чугуном, сталью и цветными металлами. Сравнительно невысокий КПД этих устройств компенсируется качественными соединениями и меньшими потерями металла.
Оборудование для точечной сварки работает Принцип работы: ток сваривает металл под давлением. Электрическая дуга способствует локальному сплавлению металла обеих заготовок. В конце короткой дуги давление щипцов увеличивается. В результате металл кристаллизуется и связывает изделия. В большинстве случаев для работы с листовым материалом применяется точечная сварка.
Используйте односторонний пистолет для фиксации листов с большой площадью в центре. Благодаря его действию получаются две точки сварки, которые располагаются рядом друг с другом.
Для оросителей доступен широкий выбор штифтов, петель, приварных крюков, заклепок и т. Д.
Среди ее преимуществ:
К преимуществам данного вида сварки можно отнести:
К недостаткам можно отнести:
Рассмотрим некоторые модели, которые особенно востребованы:
Многих интересуют виды сварочных аппаратов для автомобилей.
Корпус - центральный элемент любой машины. Он требует тщательного ухода и тщательной диагностики перед ремонтом.
Сварка часто применяется в автомастерских. Многие водители проводят их в гаражах даже самостоятельно.
Существуют следующие типы сварочных аппаратов для автомобилей:
Типы сварочных аппаратов для автомобилей представлены различными производителями. Следует отметить следующие популярные марки:
В данной статье описаны типы сварочного оборудования.Характеристики, как видите, очень разные.
с >>.Большинство сварочных аппаратов, особенно бытовых, далеки от совершенства. Мы предлагаем самонастраивающуюся схему для домашнего сварщика от «паузы» до «фиксированной», и вы можете использовать любой тип электрода ( см. Рис. 1).
Форма: 1 Схема сварочного аппарата с высокоэффективным индуктивно-емкостным фильтром, сглаживающим пульсации выпрямленного напряжения.
Рассмотрим схему.
Сердечник взят от дросселя фонарей уличного освещения 1Н400Н37-110. После снятия старых обмоток сохраните картонные прокладки, которые обеспечивали зазор между основной и замыкающей частями сердечника (рис. 2).
При повторной сборке они переустанавливаются. Новая обмотка намотана только на одну боковую планку - три слоя медной шины сечением 4х6 мм, равномерно расположенных по всей длине сердечника.Начало обмотки дросселя подключается к батарее конденсаторов С1 ... С6, а конец обмотки подключается к выводу «+» (рис. 1).
Диоды типа У01 ... У04 типа Д161-320 или аналогичные, рассчитанные на средний выпрямленный ток - выше 250 А и обратное напряжение - не менее 200 В, устанавливаются на стандартных литых радиаторных радиаторах, которые должны быть изолированы друг от друга и от сварочного аппарата с пластинами из текстолита.Конденсаторы 31 ... 56 - электролитические, типа К50-3 или К50-7 двухсекционные 250/290 (150 + 150 мкФ). Общая емкость конденсаторной батареи - 1800 мкФ. Удобнее всего устанавливать их в один ряд на текстолитовой пластине толщиной 4 ... 6 мм.
Регулятор сварочного токаИзготавливается из одной секции, ограничивающей сопротивление крана ДЭК-256 (рис. 3 ).
Это сопротивление представляет собой керамическую трубку с обозначенной спиральной канавкой на внешней поверхности, в которую помещается рельс из материала с высоким удельным сопротивлением с поперечным сечением около 20 мм2.
Полуавтомат из инвертора своими руками можно сделать без особого труда, если у вас есть соответствующие технические знания. Чтобы сделать полуавтоматический прибор своими руками, необходимо подготовить определенный перечень механизмов, приспособлений, инструментов и материалов, входящих в состав устройства.
Полуавтомат с инвертором, в состав которого входит инвертор и сварочная горелка.
Домашними мастерами разработаны различные схемы сборки полуавтоматов из инвертора.
Самая популярная схема устройства включает в себя необходимый перечень инструментов и материалов:
Инвертор должен быть около 150 А.
Обратите особое внимание на механизм подачи. За счет использования этого конструктивного элемента электродная проволока подводится к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости плавления. Индикатор скорости подачи проволоки на механизме подачи проволоки существенно влияет на рабочий процесс и качество сварного шва на полуавтоматическом сварочном аппарате.
При проектировании полуавтомата должна быть предусмотрена возможность изменения скорости подачи электродной проволоки в зону сварки.Возможность изменять скорость подачи электродного материала позволяет работать с расходными материалами разного диаметра и из материалов. Чаще всего при сварке полуавтоматов используется проволока размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволока наматывается на специальные катушки, установленные в сварочном аппарате.
Полностью автоматическая подача проволоки значительно сокращает время, необходимое для сварки компонентов.
Полуавтоматический пульт управления оборудован каналом регулирования и стабилизации рабочего тока.Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. Напряжение на конденсаторе во многом зависит от параметра ширины импульса тока. Напряжение на последнем напрямую влияет на силу рабочего сварочного тока.
Перед тем, как спроектировать полуавтомат самостоятельно, следует определить тип и мощность сварочного трансформатора, который вы планируете установить в полуавтомат.Следует помнить, что при использовании сварочной проволоки диаметром не менее 0,8 мм рабочий сварочный ток должен составлять 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. Выбирая трансформатор, обратите внимание на то, что трансформатор с тороидальным сердечником легче по сравнению с другими видами оборудования.
При создании трансформатора следует учитывать несколько тонкостей. Трансформатор следует обмотать мерной медной лентой (40 мм - ширина и 30 мм - толщина).Перед использованием медную полосу ее сначала оборачивают термобумагой. Использовать для намотки обычную медную проволоку нельзя, так как она очень горячая.
Вторичная обмотка трансформатора изготовлена из трех слоев олова. Слои олова изолированы фторопластовой лентой. На выходе концы спаяны для увеличения проводимости. В случае установки трансформатора устанавливается нагнетательный вентилятор для увеличения охлаждения компонентов системы во время работы агрегата.
Регулировка тока устройства может осуществляться двумя способами: через первичную и вторичную обмотки. Выполнение регулирования требует, прежде всего, использования схемы регулирования тиристора. Этот способ регулировки имеет ряд недостатков, которые можно устранить включением реле и некоторых переключающих элементов в схему.
При использовании регулирования тока для уменьшения количества тиристорных цепей во вторичной обмотке наблюдается большая пульсация. Использование схем переключения увеличивает вес конструкции и стоимость монтажа.По этой причине использование первичного управления током считается более приемлемым.
Для сглаживания пульсаций во вторичной обмотке интегрированы сглаживающий дроссель и конденсатор емкостью около 50 000 мкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы управления током.
Редуктор от дворника ВАЗ может использоваться как редуктор подачи проволоки.
При сборке полуавтоматического инвертора своими руками требуется, чтобы силовые переключатели, входные и выходные выпрямители обеспечивали хорошее охлаждение с помощью радиаторов.Также в корпусе требуется термодатчик. После монтажа силовой части устройства ее подключают к блоку управления устройством.
Готовое устройство можно подключить к сети. После того, как загорится индикатор, осциллограф подключается к прибору и проверяется его работа. Биполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется изменением напряжения на входе. Нормальное время между импульсами должно составлять 1,5 мкс.
Импульсы, регистрируемые осциллографом, должны иметь прямоугольные края с длительностью не более 500 нс.
После проверки инвертора его подключают к бытовой электросети. При подключении устройства индикатор должен показывать 120 А. Если это число не достигается, проверьте правильность установки устройства.
После завершения тестирования устройства в режиме ожидания устройство тестируется под нагрузкой. Для этого требуется включить в цепь сварочной проволоки нагрузку в виде реостата на 0,5 Ом, способного выдержать ток более 60 А.При такой нагрузке ток контролируется вольтметром.
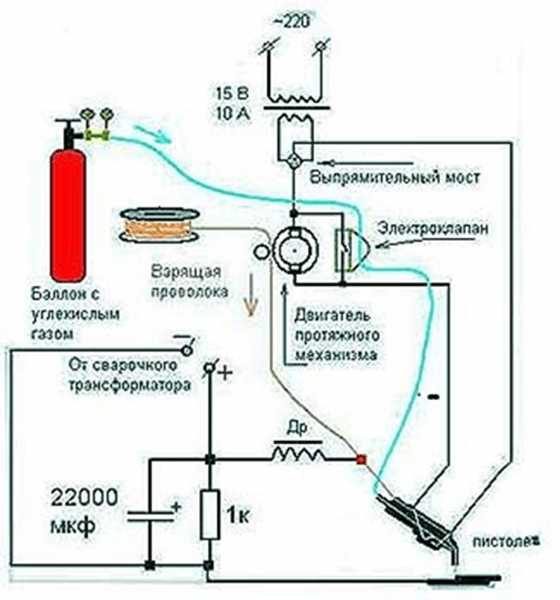
После сборки прибора проверяется его работоспособность. Для этого нажмите кнопку «Пуск». Сразу после этого начинает течь углекислый газ, через несколько секунд включают электричество, начинает подавать электродная проволока. Когда устройство выключено, сначала прекращается подача рабочего тока и электродной проволоки, и только через несколько секунд закрывается соленоидный клапан, который подает углекислый газ в зону сварки.В качестве клапана подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
После запуска инвертора контроллер устанавливает ток, необходимый для работы. При правильной настройке электрический ток на выходе устройства составляет 120 А. С помощью блока управления при необходимости силу тока можно варьировать в диапазоне от 20 до 160 А. При использовании устройства проверять температура его нагрева.Температура нагрева не должна превышать 75 ° С. Для ее контроля в приборе должен быть установлен датчик температуры. Когда температура поднимется выше установленного максимума, устройство следует выключить и дать ему остыть. Устройство оснащено несколькими вентиляторами для улучшения охлаждения.
Сварочный полуавтомат на базе инвертора предназначен для точной сварки изделий из различных марок стали. Кроме того, аппарат используется для сварки тонких металлических деталей.При кузовном ремонте автомобилей часто используется полуавтомат.
После выполнения полуавтоматической инверторной сварки в домашних условиях этот аппарат становится незаменимым бытовым прибором для множества различных сварочных работ.
Если вы решили собрать сварочный полуавтомат своими руками из инвертора, схема и подробная инструкция станут необходимыми спутниками на пути к достижению цели. Проще всего купить заводские полуавтоматы типа Кедр 160, Кайзер Миг 300 с необходимой силой тока.Но многие стараются делать все своими руками. Это не так просто, но если вы хотите положительного результата, то можете.
Сварка Mig, Mag, MMA требует использования соответствующего оборудования. Mig Mag - это полуавтоматическая сварка, выполняемая в инертной атмосфере газообразного аргона. Иногда для сварки Mig Mag используют углекислый газ. Сваркой MMA называют ручную дуговую обработку электродами, на которые наносится специальное покрытие. Если вы работаете с нержавеющей сталью, сварка стержневыми электродами выполняется только постоянным током.
Поскольку речь идет о том, как собрать полноценный полуавтомат на базе инвертора своими руками, то вас интересует не ММА, а сварка Mig Mag.
Чтобы собрать своими руками бытовой прибор, достойный аналог Кедра 160, Кайзер Миг 300, вам понадобится схема, видеоинструкция и необходимые конструктивные элементы полуавтомата. В их числе:
А теперь пришло время для механизма полуавтоматической подачи и некоторых важных моментов.
Чтобы самодельный полуавтомат работал не хуже сварочного аппарата типа Кедр 160, Кайзер Миг 300, необходимо разбираться в особенностях подготовки трансформатора.
Cedar 160, Kaiser Mig 300, Kaiser Mig 300. Cedar 160 и Kaiser Mig 300 - заводское оборудование с прекрасными техническими параметрами. Эти полуавтоматы работают отлично, они позволяют получить необходимое количество ампер - 160 ампер, 170, 190 ампер и т. Д. Все зависит от того, как вы настроите устройство.
Но если вы решили переделать инвертор и сделать из него полуавтомат, то от идеи купить Кедр 160, Кайзер Миг 300 стоит отказаться.
После работы с трансформатором переходим к инвертору. Если вы произведете правильные настройки на самом инверторе, изменение приведет к желаемому результату. Поэтому самодельный полуавтомат будет работать не хуже, чем готовый Кедр 160, Кайзер Миг 300.
.Собрать устройство, которое станет полноценным аналогом Kedr 160 и Kaiser Mig 300, не так просто, но возможно. Вы сами решаете, будет ли полуавтомат выдавать 120 ампер или все 190 ампер.Облегчим выбор заводской модели. Но и цена у них подходящая. Цена того же полуавтомата Кедр 160 Миг - от 27 тысяч рублей. Но решение остается за вами.
Купил сварочный инвертор GYS IMS 1300
Вещь классная.
Легкий, маленький, его даже можно носить с собой.
Готовит с электродом диаметром 2 мм - что угодно.
А вот машину не достать.
Металл у машины тонкий - появляются дыры.
Искали электроды 1,6 мм, но не в Чернигове, в Киеве можно было, но еще не звонили (велел найти)
Дома мучились, а в Жигулях не кипятили металл.
Поехал к другу, у него ПОЛУАВТОМАТ с СО2.
Приготовила - очень понравилось.
Тонкий металл приготовить тоже несложно, достаточно аккуратно его добавить.
Нашел провод, который готовит без газа - FLUID WIRE, так он называется.
Принес, попробовал приготовить, газа нет - ВАРИТ.
Сразу пришла в голову мысль - а если такую установку сделать дома?
Купил на рынке моторчик дворника.
Заказал заводской пропил для стойки, закалил - готово.
Система подачи проволоки собрана.
Купил настоящий нос, как полуавтомат.
Я подключил механизм подачи проволоки к инвертору и начал тестирование.
ИТОГО:
Иногда можно поймать устойчивую дугу, где-то на 20 или 30 А.
Но тонкий металл выгорает, а на толстый металл падает "CPET9quot; но качество сварки ужасное.
Сварку удалось металл к металлу .Но УДИВИТЕЛЬНО некрасиво, электрод был бы точнее.
Дальше нюансы: проволока подается нормально.
1. Первый вариант - ускоренный ход, набор 60-70А - успел подать и гореть, дуга постоянная, но резка металла, слишком большой ток.
2. Вариант второй - скорость снижена в 2 раза - оптимальная скорость подачи 15-20 ампер.
- пробовал сваривать тонкий металл (от кузова Жигулей) до 3 мм - еле сваривал. Выглядит ужасно. Несколько капель, дрянь но прилипает)))
===================================== = ===============================
сейчас вопросы к специалистам:
1.Если я сделал что-то потустороннее - не ругайте меня, я просто не знал.
2. Будет ли работать такой монстр.
3. Что-то не в порядке с устройством подачи?
4. Нельзя ли сваривать данный вид сварки такой проволокой (порошковой проволокой 0,9 мм)?
5. Иногда не могу поклониться, в чем причина. (питание включено, но провод уперся и не горит, надо бить как электродом)
АСЯ - 422458106 (для тех кому интересно разговаривать с такими "unique9quot;)))
Проще - куплю готово.
В принципе, вы можете готовить на полуавтоматическом устройстве от источника, предназначенного для сварки MMA (режим MMA, внешнее статическое напряжение / амперная характеристика - VAC - крутой наклон - 15-20V / 100A или «байагнет9quot»; - источник тока) . Но для этого требуется фидер со скоростью подачи, зависящей от напряжения дуги. Кстати, самозащитный провод - это хорошо, но дорого, так что защитный газ (хотя бы углекислый газ, ни в коем случае не пищевой!) Не повредит!
У меня вопрос.
Чисто теоретически надо готовить из инвертора, трансформатора и т. Д.
Вопрос:
Как делается контакт проводов?
Мой провод контактирует только с выходной МЕДНОЙ трубкой. Это означает, что я прикладываю силу сварки к медной трубке, и проволока выходит наружу.
Зачем вам это нужно?
Можно ли также контактировать на роликовых коньках, бластерах?
А может контакт вообще должен быть на всю длину, даже в пружину, по которой проходит провод?
Дело в том, что иногда проволока упирается в металл и ползет не обгорая, упирается и ползет, а дуги нет.
Это то, к чему я подозреваю.
Может быть, это потому, что у меня нет связи, пока я не уйду?
может нужно сделать 100% контакт с блоком питания, если можно по всей длине удлинителя кабеля?
У хорошего хозяина должен быть сварочный полуавтомат, особенно для автовладельцев и частных лиц. С ним всегда можно немного поработать самому. Если возникнет необходимость сварить детали машин, сделать теплицу или создать какую-то металлическую конструкцию, такой прибор станет незаменимым помощником в личном хозяйстве.Возникает дилемма: купи или сделай сам. Если есть инвертор, проще сделать самому. Это обойдется вам намного дешевле, чем покупка в розничной сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Изготовить полуавтомат из инвертора своими руками
Переделать инвертор в полуавтоматический сварочный аппарат для сварки тонких сталей (низколегированных и коррозионностойких) и алюминиевых сплавов своими руками несложно .Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы производства. Инвертор - это устройство, используемое для понижения электрического напряжения до уровня, необходимого для питания сварочной дуги.
Суть процесса сварки полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока вводится в зону дуги с постоянной скоростью. В эту же зону подается защитный газ. Чаще всего - углекислый газ. Это обеспечивается качественным сварным швом, не уступающим склеиваемому металлу, и отсутствию шлаков в шве, поскольку сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота), защитного газа.
В комплект такого полуавтомата должны входить:
Аппарат сварочной станции
После подключения аппарата к электронной почте.сетка преобразует переменный ток в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки обязательно, чтобы будущий аппарат имел такие параметры, как напряжение, ток и скорость подачи проволоки в определенном равновесии. Этому способствует использование источника тока дуги с жесткой вольт-амперной характеристикой. Длина дуги определяет постоянное напряжение. Скорость подачи проволоки регулирует сварочный ток.Помните об этом для получения наилучших результатов сварки на вашем аппарате.
Проще всего воспользоваться схемой от компании Саныч, которая давно сделала такой полуавтомат из инвертора и успешно его применяет. Вы можете найти это в Интернете. Многие домашние мастера не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Вот первоисточник:
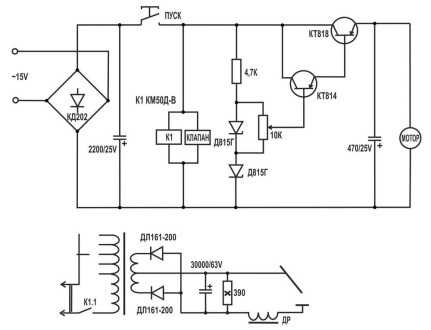
Схема сварочного полуавтомата от Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичную обмотку намотал медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использовал шину 8 мм2 (количество витков 35 + 35). Выпрямитель собран по двухполупериодной схеме. В качестве переключателя я выбрала двойной бисквит. Я установил диоды на радиатор, чтобы они не перегревались при работе. Конденсатор поместили в прибор емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике ТС-180. Контактор TKD511-DOD используется для пуска силовой части.Установлен силовой трансформатор ТС-40, перемотанный на напряжение 15В. Ролик тягового механизма на этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает на 6 В. Этого достаточно, чтобы обеспечить оптимальную подачу проволоки
По мере того, как другие мастера ее доводили до совершенства, вы можете прочитать новости на различных форумах, посвященных этой теме, и вникнуть в нюансы производства.
Для качественной работы полуавтомата с небольшими габаритами лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД.
Трансформатор для работы с инвертором готовится следующим образом: он должен быть обмотан медной лентой (шириной 40 мм, толщиной 30 мм), защищен термобумагой необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работа по настройке инвертора начинается с отключения питания. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где есть радиатор, который в процессе эксплуатации нагревается сильнее всего, необходимо предусмотреть датчик температуры (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к ПКП. Когда они включены в электронное письмо.индикатор сети должен загореться. Используйте осциллограф для проверки импульсов. Они должны быть прямоугольными.
Частота их повторения должна быть в пределах 40 ÷ 50 кГц, а временной интервал 1,5 мкс (корректируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишним будет проверить устройство под нагрузкой. Для этого в сварочные провода вставляют нагрузочный резистор 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при сварке позволяет регулировать ток в широком диапазоне: от 20 до 160А, а выбор рабочего тока зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов следует усилить, добавив ребра жесткости. В нем размещена электронная часть, выполненная по схеме Саныча.
Чаще всего в таких самодельных полуавтоматах предусмотрена возможность подачи сварочной проволоки Ø 0,8; 1.0; 1,2 и 1,6 мм.Скорость его подачи следует регулировать. Устройство подачи со сварочным держателем можно приобрести в магазине. При необходимости и наличии необходимых деталей, вы можете сделать это самостоятельно. Для этого опытные новаторы используют электродвигатель из автомобильных дворников, 2 подшипника, 2 пластины и вал диаметром 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к рулону. Сжатие осуществляется с помощью пружины. Проволока протягивается по специальным направляющим между подшипниками и роликом.
Все элементы механизма смонтированы на пластине толщиной не менее 8-10 мм из текстолита, при этом проволока должна выходить в месте установки разъема, соединяющего сварочную втулку. Здесь же устанавливается катушка с нужным диаметром и маркой проволоки.

Сборка толкающего механизма
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где наглядно разобраны ее составные части. Его назначение - замыкание цепи, подача защитного газа и сварочной проволоки.
Самодельное горелочное устройство
Однако желающие быстро сделать полуавтомат могут приобрести в розничной сети уже готовый пистолет с рукавами для подачи защитного газа и сварочной проволокой.
Лучше всего приобрести стандартный баллон для подачи защитного газа в зону дуги. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон для пожаротушения, сняв с него рог. Следует помнить, что для этого требуется специальный адаптер, который необходим для установки регулятора, так как резьба на баллоне не совпадает с резьбой на шейке огнетушителя.
Из этого видео вы сможете узнать о разводке, сборке, испытании самодельного полуавтомата.
Сварочный инверторный полуавтомат своими руками имеет несомненные достоинства:
Аппарат, предназначенный для сварки изделий, считается сварочным полуавтоматом. Такие устройства могут быть разных типов и форм. Но самое главное - это инверторный механизм. Совершенно необходимо, чтобы она была качественной, многофункциональной и безопасной для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции и изготавливают собственные устройства. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей будет изготавливаться устройство.
Имеются инверторы для:
Иногда для получения качественного результата и получения гладкого сварного шва иногда необходимо, чтобы два станка работали вместе.
Инверторные устройства также подразделяются на:
Бытовой прибор, схема которого очень проста, содержит несколько основных элементов:
Схема сварки полуавтоматом в среде защитного газа:
Дополнительно мастеру потребуются:
Принцип работы инвертора включает:
При подключении устройства к электросети наблюдается преобразование переменного тока в постоянный.Для этой процедуры вам потребуются электронный модуль, специальные выпрямители и высокочастотный трансформатор. Для качественной сварки необходимо, чтобы будущий агрегат имел в идентичном балансе такие параметры, как скорость подачи специальной проволоки, ток и напряжение. Для этих характеристик вам понадобится источник тока дуги с вольт-амперными показаниями. Длину дуги следует определять исходя из указанного напряжения. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема бытового устройства:
Из электрической схемы устройства видно, что вид сварки сильно влияет на поступательную работу устройства в целом.
Схема подключения бытовой техники:
Подробное видео об автономном полуавтоматическом устройстве
На каждой схеме бытового устройства предусмотрена отдельная последовательность работы:
Пример бытового прибора:
Бытовой прибор должен работать за счет преобразования высокочастотных токов. В этом случае преобразование ЭДС исключено.В результате устройство может быть значительно уменьшено в размерах и весе. Но чтобы провести качественный ремонт устройства, нужно разбираться в электротехнике.
Сказка о самодельном полуавтомате
Обратите внимание на питатель. С помощью этого устройства следует подавать электродную проволоку. В связи с тем, что чаще всего ломается этот механизм, следует производить качественные расчеты. Следует учитывать, что увеличение тока в большинстве случаев приводит к воспламенению электрода.Это серьезно повредит изделие. Но если ток очень слабый, полноценный агрегат не выйдет. Полученный сварной шов будет ненадежным. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Ремонт или изготовление конструкции включает электроснабжение. Таким устройством может быть выпрямитель, инвертор или трансформатор. Именно эта деталь влияет на объем и стоимость сварщика. Инверторные блоки питания считаются самыми профессиональными и качественными устройствами.
Силовая цепь:
Для создания инвертора вам понадобится специальная плата управления. Это устройство должно иметь следующие компоненты:
Плата для блока управления:
Перед сборкой устройства необходимо выбрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкие листы. В корпусе есть трансформаторы, подключенные к вторичной и первичной обмоткам.
Первичные обмотки включены параллельно. Дополнительные золотники подключаются последовательно. По аналогичной схеме устройство способно принимать ток до 60 А. В этом случае выходное напряжение будет 40 В. Эти характеристики идеальны для сварки небольших конструкций в домашних условиях.
При непрерывной работе бытовой инвертор может перегреться. Поэтому для такого устройства требуется особая система охлаждения. Самый простой способ получить охлаждение - установить вентиляторы. Эти устройства необходимо прикрепить к бокам корпуса. Вентиляторы должны быть установлены напротив трансформатора. Механизмы прикреплены таким образом, что могут работать на капоте.
Охлаждение, которое будет использоваться в бытовом приборе, может быть удалено из устаревшего компьютерного оборудования.Чтобы не только отводить теплый воздух, но и подавать свежий кислород, в корпусе механизма просверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Инверторы считаются надежными устройствами. Но при неосторожном уходе устройства могут выйти из строя. Устройство может потребовать ремонта. В большинстве случаев основная причина - выход из строя регулятора.При появлении первых проблем неисправность сказывается на дальнейшей работе устройства. Поэтому во избежание ремонта в будущем следует как можно больше времени уделять качественной сборке устройства.
Принципиальная схема устройства включает прижимной ролик. Оснащен специальным проводным регулятором уровня давления. Устройство также имеет ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Допускается использование проволоки диаметром до 1 мм.Сразу после редуктора находится электромагнитный клапан, регулирующий поток газа.
Контроллер считается крупным компонентом. Он крепится винтиками. Поэтому крепление крайне ненадежное. Устройство может наклониться и вызвать неисправность. Из-за этого устройство часто выходит из строя и требует дополнительного ремонта.
Для изготовления дросселя понадобится трансформатор, эмалированный провод диаметром более 1,5 мм. Между слоями наматывается утеплитель. При помощи алюминиевой рейки размером не менее 2,5х4,5 мм наматывают 24 витка.Остальные концы шины имеют длину 30 см. Ядро состоит из кусков печатной платы с зазором не менее 1 мм. Так же разрешено накручивать присоск на утюг от старого цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовый продукт должен обеспечивать минимум 24 В при 6 A.
Это оборудование предназначено для подачи электродной проволоки, углекислого газа и напряжения дуги в требуемую зону сварки.Назначение устройства - замкнуть цепь, которая позволяет электродной проволоке течь в защитный газ.
Рекомендуется приобретать цилиндр стандартного типа. При использовании углекислого газа допускается применение баллона для пожаротушения. Уголок снимается с устройства. Для установки редуктора требуется специальный переходник, так как резьба баллона не входит в шейку огнетушителя. Для перемещения баллонов вам понадобится тележка.
Тележка может быть изготовлена своими руками.Также допускается использование готовых конструкций. Вы можете создавать одно-, двух- и трехуровневые предметы. Для удобства на верхнем ярусе хранятся инструменты и материалы, которые понадобятся для работы. Для удобства передвижения тележка имеет колеса диаметром не менее 5 см.
Самодельная тележка в нескольких вариантах:
Режимы сварки углекислым газом:
Полуавтомат отличается от обычного устройства механизмом подачи проволоки.Поэтому такой агрегат считается самым сложным устройством. В случае выхода из строя фидера потребуется ремонт.
Еще один полезный вариант производства
Чтобы сделать из сварочного инвертора полуавтомат, необходимо подвергнуть устройство некоторым манипуляциям. Камера обернута медной полосой, обернутой термобумагой. Учтите, что обычная толстая проволока не подойдет.Будет очень жарко. Система охлаждения может не справиться с прилагаемой нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из трех металлических слоев. Каждый слой необходимо тщательно утеплить. Для этого используется фторопластовая лента. Концы обмоток необходимо сварить. Эта процедура увеличивает проводимость токов.
Осциллограмма сварочного напряжения и тока при обратной и прямой полярности:
Любой бытовой прибор не плохо воспринимает присутствие грязи и пыли.Поэтому такие устройства следует чистить не реже одного раза в 4-6 месяцев. Интенсивность очистки должна зависеть от количества нанесений. В противном случае прибор придется ремонтировать каждый год.
Примерные режимы сварки стыковых швов полуавтоматом:
Основным преимуществом таких устройств является небольшой вес. Также можно использовать как переменный, так и постоянный ток. Аппараты могут сваривать цветные металлы и чугун. К недостаткам можно отнести небольшой температурный диапазон.Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15 ° С. Поэтому в холодных регионах и для зимнего периода такие аппараты не подходят. В основном такие инверторы используются летом на улице или в помещении. Самодельные конструкции отлично подходят для сварки небольших конструкций в домашних условиях. Для профессиональной сварки и широкого производства рекомендуется приобретать готовые инверторы.
Инверторы широко используются домашними и гаражными мастерами.Однако сварка на таком аппарате требует от оператора определенных навыков. Требуется умение «держать лук».
Кроме того, сопротивление дуги является переменной величиной, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы уходят на второй план при работе на сварочном полуавтомате.
Характерной особенностью данного сварочного аппарата является то, что вместо сменных электродов в зону сварки непрерывно подается проволока.
Обеспечивает постоянный контакт и имеет меньшее сопротивление по сравнению с дуговой сваркой.
По этой причине зона расплавленного металла сразу образуется в месте контакта с заготовкой. Жидкая масса склеивает поверхности, создавая качественный и прочный шов.
С помощью этого полуавтомата вы можете легко вскипятить все металлы, в том числе цветные и нержавеющую сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно.Аппарат очень прост в использовании даже для начинающего сварщика.
Помимо электрической части - источника большой мощности, полуавтомат имеет механизм непрерывной подачи сварочной проволоки и горелку, оснащенную соплом для создания газовой среды.
В случае обычного медного провода они работают в инертном защитном газе (обычно двуокиси углерода). Для этого цилиндр с редуктором подключается к специальному входному отверстию на корпусе полуавтомата.
Кроме того, полуавтомат может свариваться в самозащитной среде, которая создается за счет специального напыления на сварочную проволоку. В этом случае инертный газ не используется.
Простота эксплуатации и универсальность полуавтоматического устройства делают его настолько популярным среди сварщиков-любителей.
Во многих комплектах реализована функция «два в одном» - сварочный инвертор и полуавтомат в общем корпусе.Из инвертора выполнен дополнительный крючок - зажим для держателя сменных электродов.
Единственный серьезный недостаток - качественный полуавтомат стоит намного дороже обычного инвертора. При схожих характеристиках стоимость отличается в 3-4 раза.
Поэтому домашние мастера стараются по возможности превратить сварочный инвертор в полуавтомат. Как это сделать, мы расскажем в следующей статье.
Основа будущего агрегата - заводской сварочный инвертор с выходным током не менее 150А.Некоторые «кулибини» рекомендуют вносить изменения в модуль управления инвертором, потому что стандартная вольт-амперная характеристика уменьшается и для полуавтоматического устройства требуется другая кривая ВАХ.
Для этого нужно хорошо понимать, как работает устройство. В случае неправильного вмешательства инвертор просто перестанет работать. Поэтому вопрос модернизации схемы - это отдельный разговор. Давайте сначала посмотрим на механическую часть.
Для преобразования (а точнее доработки) сварочного инвертора в полуавтомат нам потребуются следующие элементы:
Лучшим решением будет размещение механического блока в отдельном корпусе. Полноразмерная коробка от системного блока компьютера влезает хорошо. Кроме того, источник питания используется для питания механизма подачи проволоки.
Примерка размера катушки с проволокой. Там должно быть достаточно места для стандартного блока питания и соединителя шланга.
Конвейер роликовый сконструирован на базе имеющегося двигателя. Хороший донор - моторчик дворников со штатной коробкой передач.
Для этого мы проектируем корпус механизма. Модель нарисована на картоне в реальном масштабе.
Самостоятельно сделать коннектор и шланг с фонариком, но из соображений безопасности лучше покупать готовый комплект. Механизм подачи проволоки настроен с учетом предполагаемого размещения разъема.
Все компоненты должны быть выровнены друг с другом, чтобы обеспечить равномерную подачу проволоки. Поэтому ролики тщательно центрируются по отношению к отверстию муфты.В качестве направляющих для механизма подачи мы используем обычные шариковые подшипники.
Производим первичную сборку питателя металла. Мы производим точные корректировки и корректировки относительного положения.
Важно! В случае перекоса провод заклинит. Это сильно отвлекает при сварке и может «испортить» шов.
Поскольку сварочная проволока будет под напряжением, весь модуль, включая разъем, должен быть изолирован от корпуса.
Можно использовать текстолит, прочный пластик или просто фанерный лист толщиной не менее 6 мм.Ремонтируем конструкцию на корпусе, проверяем отсутствие взаимного контакта металлических деталей.
Первичная направляющая сделана из обычного винта, в котором просверливается удлиненное отверстие (с помощью обычной электродрели).
Получается что-то вроде экструдера для проволоки, только с медленным ходом. Поверх входного патрубка накладывается усиленный пружиной фторопластовый батист.
Также необходимо натянуть штанги прижимных роликов.Сила натяжения регулируется винтом.
Кронштейн для подвешивания катушки изготавливаем при помощи проволоки из пластиковой трубы (водоотвод) и толстой фанеры.
Обеспечивается соответствующая прочность и (что особенно важно!) Электрическая изоляция от металлического корпуса.
Пробная катушка, вставьте проволоку в механизм подачи. На этом этапе окончательно корректируем зазоры, взаимное расположение элементов и свободное движение проволоки.
После тщательной обработки убедитесь, что гайки заблокированы.Способов много - краска, контргайки, металлический герметик.
Скорость двигателя регулируется ШИМ-контроллером. При сварке важно точно регулировать интенсивность подачи проволоки в зону сварного шва. В противном случае не удастся обеспечить равномерный расплав металла шва.
Переменный резистор драйвера расположен на передней панели инвертора. Другой важной частью схемы является реле, управляющее подачей инертного газа и пусковым клапаном двигателя. Контактные группы могут быть активированы нажатием кнопки на фонарике.
Кроме того, газ следует подавать за две-три секунды до того, как проволока войдет в зону сварки.
В противном случае дуга загорится в атмосферной среде, и проволока просто прогорит, а не расплавится.
Для этого на транзисторе 815 и конденсаторе монтируется простое реле задержки. 200-250 мкФ хватит на паузу в несколько секунд.
Реле подходит для штатного автомобильного реле.У нас блок питания 12В (компьютерный блок питания), поэтому выбирать комплектующие удобно.
Сам клапан устанавливается в свободное пространство в корпусе. Достаточно любого устройства блокировки автомобиля. В нашем случае воздушный клапан от ГАЗ 24.
Собираем все органы управления на передней панели, собираем корпус.
ШИМ-контроллер подачи может быть оснащен цифровым индикатором. Установив скорость, вы можете откалибровать показания или просто запомнить числа для конкретных условий эксплуатации.В любом случае добавит комфорта в использовании.
Сварочный полуавтоматический инвертор готов. Однако падающая вольт-амперная характеристика делает работу неудобной. Нет такой похвальной плавности сварки, которая свойственна полуавтоматам.
Цель состоит в том, чтобы обеспечить стабильное выходное напряжение, а не ток.
Для этого было разработано множество диаграмм. Посмотрите на дизайнерское решение - подбор элементов производится индивидуально для разных схем инвертора.
Еще одна проблема - датчик температуры защиты от перегрева на инверторе. Это можно решить, установив оптрон. Тепловой датчик теперь используется как измененный контроллер цепи.
Результат:
Полуавтоматический сварочный инвертор стоит в три раза меньше заводского экземпляра. Главное, изучить схему своего обычного сварщика, и не бояться делать работу самому.
Как переделать сварочный полуавтомат из инвертора своими руками - видео инструкция
Представляю вам финальную версию своего сварочного полуавтомата, т.е. как сделать полуавтомат из ММА сварочный инвертор (сварка покрытым электродом).
На данный момент очень популярны инверторные сварочные аппараты MMA (для сварки покрытыми электродами), они вырабатывают постоянный ток, мало весят, имеют хорошие характеристики по сравнению с трансформаторами и имеют вполне доступную цену. Есть еще полуавтоматические инверторные устройства MIG / MAG, у них те же преимущества, кроме одного, это цена, исходя из этого мне было интересно, как сделать полуавтомат из обычного инверторного сварочного аппарата.
Запуск проекта по созданию сварочного полуавтомата, а точнее инверторной приставки, чтобы инвертор мог работать в полуавтоматическом режиме.
В нашем случае это хороший сварочный инвертор BRIMA ARC-250
Цель состоит в том, чтобы дать возможность использовать инвертор MMA в полуавтоматическом режиме с использованием доступных материалов с минимальным бюджетом.
1) Для начала, не изобретая велосипед заново, купили гильзу с евроразъемом: фонарик EURO MB15AK Jingweitip 180A 3m CYCLONE.
Горелка EURO MB15AK Jingweitip 180A 3м CYKLON
2) Одним из основных компонентов PA является ременной привод, мы взяли за основу электродвигатель стеклоочистителя из какого-то ковша, также нам потребовались подшипники и евроразъем для подключения рукав.
забрав в руки магнитофон случайно наткнулся на алиэкспресс уже готовый и не очень дорогой.
3) В качестве корпуса для нашего инверторного декодера мы взяли корпус от старого компьютера и с радостью все в него поместили.
Схема приставок PA
Вот и все, крепление инвертора готово!)))
Дальше начинается самое интересное. Как известно, вольт-амперная характеристика (ВАХ) для устройств MMA и PA (MIG / MAG) разная, для устройств ручной MMA-сварки ВАХ имеет вид спада, т.е.устройство поддерживает постоянный ТОК. а для устройств PA (MIG / MAG) ВАХ жесткая, т. е. устройство поддерживает постоянное напряжение. Сколько я ни искал, нигде в Интернете нет информации о том, как преобразовать обычный сварочный аппарат штыревым электродом в PA, но после некоторого понимания предмета это оказалось не так уж и сложно ...
изменение ВАХ на инверторе
наш инвертор теперь имеет возможность переключаться с электродной сварки на PA.
В итоге получилось что-то вроде этого:
Потому что я сварщик «сертифицированный 9»; Короче прошу строго не судить по шву и качеству сварки, но тем не менее аппарат со своей задачей справляется и готовит хоть тонкий (фальга) хоть толстый металл.
Так же можете посмотреть видео:
ИТОГО: собрали заглушку и инвертор MMA для работы в режиме PA.
ПРИБЛИЗИТЕЛЬНАЯ ЦЕНА ВОПРОС:
Горелка - 2500 рублей 90 221 Евро разъем - 1000 рублей 90 221 ШИМ контроллер - 500 рублей 90 221 Подшипники - 100 рублей 90 221 Электрический разъем - 300 рублей 90 221 Мелочь - 100 рублей 90 221 Старые вещи - за бесплатно))) ИТОГО 90 221 об.4500 руб.
7 месяцев Метки:
инвертор полуавтоматическийПреимущества сварочных аппаратов постоянного тока по сравнению с их «аналогами переменного тока» хорошо известны. Это мягкое зажигание дуги и возможность соединения тонкостенных деталей, меньшее количество брызг металла и отсутствие сварных швов. Нет даже надоедливой (и, как оказалось, вредной для человека) трески. А все потому, что у него нет основной характеристики сварочных аппаратов переменного тока - прерывистого горения дуги при синусоиде напряжения питания, протекающем через ноль
. 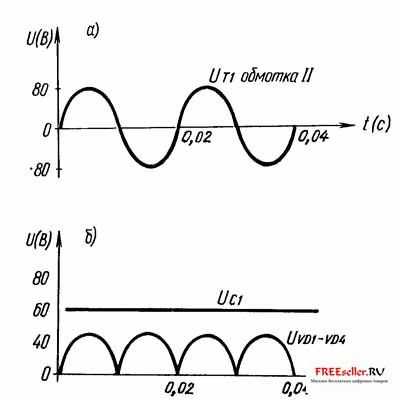
Внешний вид: 1.Графики, поясняющие процесс сварки переменным током (а) и постоянным током (б).
Переходя от графиков к реальным проектам, следует также отметить: в устройствах переменного тока для улучшения и облегчения сварки используются мощные трансформаторы (магнитопровод выполнен из специального электрического утюга с круто нисходящей характеристикой) и преднамеренное перенапряжение во вторичной обмотке до 80 В, хотя 25-36 В достаточно для облегчения горения дуги и осаждения металла в зоне сварного шва.Приходится мириться с непомерно большим весом и габаритами камеры, а также с повышенным энергопотреблением. Уменьшая трансформируемое напряжение во вторичной цепи до 36 В, можно разгрузить «сварщика» в 5-6 раз, чтобы подогнать его габариты под размер переносного телевизора, улучшив при этом другие рабочие параметры.
А как увидеть дугу с обмоткой низкого напряжения?
Решением было введение во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварщика» увеличилось почти в 1,5 раза.Мнение специалистов подтверждается на практике: при превышении барьера в 40 В постоянного тока дуга легко зажигается и стабильно горит, что позволяет сваривать даже тонкий металл корпуса.
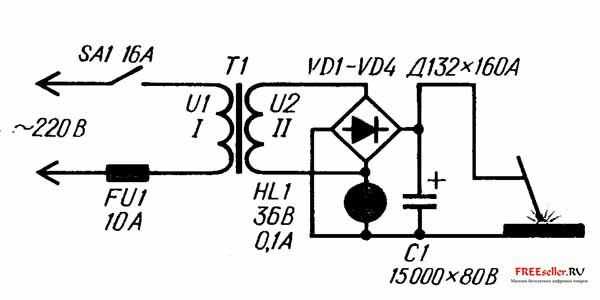
Форма: 2. Принципиальная схема сварочного аппарата постоянного тока.
Последнее, однако, легко объяснимо. При введении в схему большой емкости характеристики сварочного аппарата также оказываются крутой тягой (рис. 3). Первоначальный выброс, создаваемый конденсатором, облегчает зажигание дуги.А при падении потенциала на сварочном электроде до U2 трансформатора (рабочая точка «А») произойдет процесс устойчивого горения дуги с осаждением металла в зоне сварки.
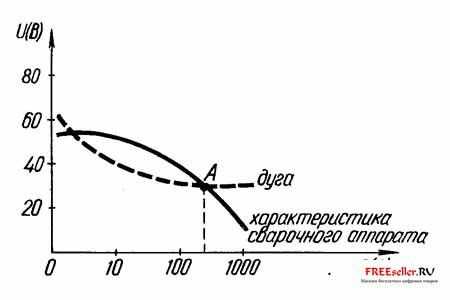
Рис.3. Вольт-амперные характеристики сварочного аппарата постоянного тока.
Рекомендуемый автором «сварщик» можно установить даже в домашних условиях, опираясь на промышленный трансформатор 220-36 / 42 В (их чаще всего используют в системах аварийного освещения и электроснабжения низковольтных устройств).После проверки целостности первичной обмотки, обычно содержащей 250 витков изолированного провода сечением 1,5 мм2, проверяется вторичная обмотка. Если их состояние неактуально, то без сожаления снимается все (кроме рабочей обмотки сети). А на свободное место наматывается новая вторичная обмотка (для заполнения «окна»). Для рекомендованного трансформатора на 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с хорошей изоляцией. Кроме того, в качестве шины подойдет кабель (или несколько изолированных одножильных проводов, скрученных в жгут) с общим сечением 20 мм2.
Выбор сечения электродов в зависимости от мощности трансформатора.
Мостовой выпрямитель
можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на радиаторах размером 100х100 мм. Такой мост удобнее всего разместить в одном корпусе с трансформатором и конденсатором, вынеся с собой переключатель на 16 А, козырек для светового индикатора «Вкл», а также клеммы «плюс» и «минус» на клемме. перед текстолитовой панелью (рис. 4). А для подключения к электрододержателю и «земле» используйте одножильный кабель соответствующей длины с медным сечением 20-25 мм2.Что касается самих сварочных электродов, то их диаметр зависит от мощности применяемого трансформатора.
Характер: 4. Самодельный сварочный аппарат постоянного тока.
И далее. При испытании рекомендуется отключить прибор (через 10 минут после сварки) от сети, проверить тепловое состояние трансформатора, диодного моста и конденсатора. Только убедившись, что все в порядке, можно продолжить работу. Перегретый сварщик - источник повышенной опасности!
Из других требований, думаю, стоит отметить, что сварщик должен быть снабжен искровой маской, перчатками и резиновым ковриком.Место проведения сварочных работ оборудовано с учетом требований пожарной безопасности. Кроме того, убедитесь, что поблизости нет ветоши или других легковоспламеняющихся материалов, а подключение «сварочного аппарата» к сети должно производиться с соблюдением правил электробезопасности через прочный штекерный разъем электрического щита на входе в здание.
В. Коновалов, Иркутск
мк 04 1998
Металлические детали можно соединять с помощью клея, заклепок, поковок, шурупов и т. Д. Однако самый надежный и прочный способ крепления - электросварка. Прочность, эффективность, скорость - вот основные преимущества, благодаря которым этот метод получил широкую популярность как в промышленности, так и в повседневной жизни. Сварщик давно и прочно вошел в круг не только профессиональных мастеров по металлу, но и любителей. Какое устройство купить и не ошибиться с выбором? Попробуем разобраться.Но сначала узнайте, что это такое - сварочный аппарат? Далее мы определим, какие бывают сварочные аппараты и где они используются.
Сварщик - Электрооборудование, используемое для надежного соединения металлических деталей. Электросварка - это метод сварки, при котором для нагрева и плавления металла используется электрическая дуга. Температура такой дуги может достигать 5000 ° С, что намного выше температуры плавления всех присутствующих металлов.
Содержание статьи
Трансформатор сварочный - конструктивно простой, надежный и недорогой аппарат. Такой агрегат неприхотлив в эксплуатации и применяется для сварки черных металлов внахлест или встык. Этот тип устройств - один из самых распространенных. Конструкция трансформатора включает стальной сердечник (магнитопровод) и две изолированные обмотки - первичную, которая подключена к источнику питания, и вторичную, которая соединена с электрододержателем.Для регулировки параметров сварочного тока используется ручка, расположенная на крышке трансформатора. Диапазон регулировки параметров: при последовательном соединении катушек в обмотках - 40-180 А, при параллельном - 65-460 А.
Сварочный трансформатор Telwin Pratica 152 TurboЖелательно использовать трансформаторы в тех случаях, когда качество шва особо не важен. Такое оборудование работает на переменном токе. Широко применяется для сварки черных металлов. Трансформаторы используются для ручной дуговой сварки.Они очень неприхотливы как в работе, так и в уходе.
ОбъявлениеСущественным преимуществом этих агрегатов является их невысокая стоимость. Трансформаторы решают многие производственные задачи: сварка заборов, решеток, железных листов, ворот, ворот, сборка металлоконструкций и др. Обычно они используются для соединения деталей из низколегированной стали. Новичкам может быть сложно использовать из-за отсутствия опыта и необходимых навыков.
Плюсы. Низкая цена (от 6000 руб.). Простота конструкции. Высокая надежность.Легкость и неприхотливость в работе и обслуживании.
Дефекты. Низкий КПД агрегата (редко превышает 80%). Большой вес и внушительные габариты. Низкое качество шва, для улучшения которого необходимо использовать специальные стабилизирующие электроды. Есть трудности с поддержанием оптимальной дуги во время работы.
к содержанию ↑Сварочный выпрямитель - устройство, преобразующее переменный сетевой ток в постоянный для сварки.Выпрямитель, как правило, состоит из силового трансформатора, выпрямителя, защитного, счетного и пускорегулирующего. Принцип работы агрегатов заключается в том, что переменный ток сети, протекающий по цепи вторичной обмотки и выпрямительного блока, преобразуется в постоянный ток (выпрямленный). Для получения желаемых характеристик выпрямители часто оснащаются дополнительным индуктором. С такими устройствами дуга получается непрерывной и очень стабильной, что позволяет выполнять профессиональную сварку. Выпрямительная сварка намного качественнее, чем сварка трансформаторов.Получается прочным и гладким.
Сварочные выпрямители отлично справляются с цветными и черными металлами. Для сварки нержавеющей стали требуются специальные электроды. В большей степени такое оборудование производится для профессионалов. Идеален для сварки деталей из нержавеющей и низколегированной стали.
Плюсы. Аппарат позволяет выполнять качественную сварку даже при минимальных начальных навыках. При оснащении дополнительным оборудованием выпрямители могут варить чугун и цветные металлы.Даже устойчивый поклон.
Дефекты. Выпрямитель очень неустойчив к перегреву, необходимо постоянно проверять исправность нагнетателей, иначе прибор сгорит. Довольно высокая стоимость - от 12000 руб. Высокие потери мощности, поскольку большая часть расходуется на выпрямление переменного тока.
к содержанию ↑Инвертор - автомат для электронной сварки. Он используется для сварки с нестабильным напряжением, вызванным использованием генераторов и / или длинных соединительных кабелей.Они оснащены функцией ограничения входной мощности. Работать с такими устройствами довольно просто. Поэтому инверторы широко используются как в профессиональной сфере, так и в быту. Инверторы - это универсальные устройства, способные обрабатывать любые металлы в любых условиях. Инверторы оснащены защитой от залипания электродов, скачков напряжения, перегрева, а также автоматическим регулятором мощности и т. Д. Есть агрегаты, способные выдерживать перепады напряжения в диапазоне 160-270 В.Сварочные инверторы идеально подходят для любительской и профессиональной сварки.
Плюсы. Высокий КПД (85–90%). Электронное управление. Небольшие габариты и вес (от 3 кг). Они обеспечивают стабильность дуги. Они гарантируют высокое качество сварки, достигаемое благодаря точному электронному регулированию и регулированию сварочного тока даже при больших колебаниях напряжения в сети. Обеспечим качественную сварку любыми электродами. Легко использовать даже для новичков. Высокая тепловая защита от перенапряжения и перегрузки.
Дефекты. Высокая цена. Неустойчив к пыли, влаге, механическим повреждениям.
к содержанию ↑Полуавтоматический сварочный аппарат Постоянный ток или импульсная функция. Сварка с помощью этого устройства происходит в специальной среде с присутствием инертного или активного газа. При сварке чугуна используется углекислый газ. При сварке алюминия используется аргон. Проволока из нержавеющей стали или алюминия подводится от катушки плавящимся электродом к желаемой зоне, в которую входит поток газа.С помощью флюсовой проволоки устройство может работать вне среды защитного газа. Полуавтоматы обрабатывают разные сорта стали. Они также идеально подходят для сварки алюминия. Это оборудование широко применяется в промышленности, в машиностроении, а также в автомобильных и слесарных мастерских. Устройство предназначено для профессионалов или людей с достаточным опытом и навыками
Плюсы. Качественный сварной шов, без брызг (почти полный) при сварке.Высокая производительность. При полуавтоматической сварке шов получается прочным, гладким и гораздо более защищенным от коррозии, чем при других видах сварки (из-за газовой среды кислород не попадает в зону сварки, т.е. реакции окисления не происходит). Полученный шов не нужно очищать от окалины и флюса. С помощью полуавтомата из довольно тонкого металла можно сварить практически ювелирные изделия.
Дефекты. Большие размеры Требуется постоянная дозаправка газового баллона.Довольно высокая цена.
к содержанию ↑Аппарат для аргонодуговой сварки Предназначен для квалифицированной сварки. Люди, работающие с этим оборудованием, должны обладать серьезными навыками и быть профессионалами. Эти сварочные агрегаты используются для обработки тонкостенных металлов, таких как алюминий, титан, медь, латунь, магниевые сплавы, а также для сварки углеродистой, углеродистой, гальванизированной, гальванизированной, низколегированной стали и конструкционной стали.При работе с такими устройствами используйте неплавящиеся вольфрамовые электроды в защитной атмосфере аргона (иногда гелия).
Аппарат для аргонно-дуговой сварки FoxWeld TIG 163 DCПрофи. Исключительно качественные сварные швы. Возможность сварки различных металлов.
Дефекты. Высокая цена. Схема сварочного процесса достаточно сложна и требует наличия высококвалифицированного рабочего.
к содержанию ↑Сварочный генератор - оборудование, сочетающее в себе свойства сварочной установки и малой электростанции.Преобразует энергию вращения якоря (механическую) в энергию постоянного тока (электрическую), необходимую для сварки. Устройство может работать в автономном режиме, что позволяет использовать его в полевых условиях, где нет источников питания. Собственный спрос на сварочные генераторы невысок. Широко применяется в строительстве.
Сварочный генератор Gesan GS 210 DC H.Профи. Может работать на бензине или дизельном топливе. Качественные швы. Может использоваться в местах, где нет источника питания.Мобильность - возможность перейти к любому рабочему элементу.
Дефекты. Высокая цена. Большой вес. Крайняя рыхлость. Сложность услуг.
| Низкая производительность, большой вес. Большие габариты. Плохое качество швов. 90 130 | Для ручной дуговой сварки Для ручной контактной сварки. Для небольших рабочих зон. В тяжелых условиях работы и сварки. 90 130 | |||||
| Сварочный выпрямитель 90 130 | Они просты и надежны в использовании, имеют более высокий (по сравнению с трансформатором) КПД. Оснащенные дополнительным оборудованием выпрямители могут варить чугун и цветные металлы. 90 130 | Нестабильность по перегреву Достаточно высокая цена. Высокая мощность рассеивания во время работы. 90 130 | В повседневной жизни. В производстве. В помещениях с небольшим рабочим пространством. Для дуговой, автоматической и ручной сварки. 90 130 90 143 90 126 90 127 Сварочный инвертор 90 130 | Электронное высокопроизводительное управление. Небольшие габариты и вес. Низкое энергопотребление. Качественный шов при сварке любыми электродами. Простота работы с устройством. Высокая тепловая защита от перенапряжения и перегрузки. | Цена высокая, боятся пыли, влаги и сильных ударов. При Т ниже минус 10ºС эксплуатация прибора нежелательна. | В быту - для мелкого ремонта и монтажа металлоконструкций, при ремонте коммуникаций, при монтаже в жилищно-коммунальном хозяйстве, в автосервисе, мастерских и т. Д. При прокладке трубопроводов, сварке сложных металлоконструкций, строительстве промышленные объекты и инфраструктура. |
| Полуавтоматическая сварка | Качественная сварка, без сварочных брызг. Высокая производительность. Шов гораздо более защищен от коррозии, чем любой другой вид сварки Полученный шов не требует очистки от окалины и флюса. С помощью полуавтомата можно сваривать почти ювелирный металл из довольно тонкого металла. 90 130 | Большие габариты Необходимость постоянной дозаправки газового баллона. Довольно высокая цена. 90 130 | В промышленности, в машиностроении. В автомастерских. В слесарных мастерских. 90 130 | |||
| Аппарат для аргонодуговой сварки 90 130 | Исключительно качественные сварные швы Возможность сваривать различные металлы. | Высокая цена Сложность сварочного процесса. | Для обработки алюминия, титана, меди, латуни, магниевых сплавов. Для сварки углеродистой, углеродистой, оцинкованной, гальванизированной, низколегированной и конструкционной стали.90 130 | |||
| Сварочный генератор 90 130 | Возможность работы на бензине или дизельном топливе. Качественные швы. Можно использовать там, где нет электричества. Мобильность. | Высокая цена. Тяжелый вес. Очень рыхлый. Сложность услуг. 90 130 | В строительстве В машиностроении |
Требуемая мощность сварочного аппарата, а следовательно, и его цена, напрямую зависят от:
Кузовной ремонт - это полная или частичная реконструкция кузова, как съемная, так и несъемная. Целью кузовного ремонта является выявление и устранение скрытых и визуально доступных повреждений. К скрытым повреждениям относятся коррозия, микротрещины, усталость металла. Видимые повреждения - вмятины, сколы, царапины.
Если корпус вашего автомобиля сделан из алюминия или углеродного волокна, он безопасен. Но если кузов стальной, а таких машин около 99%, стоит задуматься о заботе о своем теле. Иногда для начала коррозии требуется лишь незначительное повреждение лакокрасочного покрытия, и если ее вовремя не остановить, это приведет к серьезным повреждениям ... Не забывайте, это влияет на безопасность подвешенного автомобиля.
Лучшим вариантом ремонта станет специализированный автосервис.В этом случае разница между официальным и специализированным автосервисом будет заключаться в цене. В автосервисе официальный, цена будет в разы выше. Если говорить о «гаражной» услуге, то здесь речь идет о качестве работы и собственно риске остаться без машины
При нелокальном ремонте деталь можно покрасить «пятном», а современные технологии позволяют сделать это настолько хорошо, что вы никогда не найдете места для покраски.
Задавай вопрос- 1300 кв.В нем есть оборудование, необходимое для проведения самых сложных кузовных работ. Пропускная способность цеха листового проката - до 12 вагонов в сутки (также планируется организация работы в ночную смену).
Качественный кузовной ремонт автомобилей считается одной из самых дорогих и трудоемких услуг. Кузов автомобиля выполняет основную функцию подшипника, вся нагрузка, возникающая при движении автомобиля, передается на части кузова. Поэтому предъявляются особые требования к прочности и надежности.кроме ремонтных работ по восстановлению целостности тела, также проводятся эстетические процедуры, такие как выпрямление и покраска.
Этот вид качественного кузовного ремонта - это выравнивание и восстановление первоначального вида деформированных частей кузова. Этот процесс довольно утомительный и может быть выполнен только при наличии специальных инструментов ... Правка используется при повреждении в результате несчастного случая или других обстоятельств и обычно включает шлифовку, сварку и сборку.Если деформация локальная и незначительная, то правка происходит с помощью специальных молотков. При необходимости перед покраской автомобиля применяется правка.
Данный вид работ проводится для восстановления внешнего вида транспорта, а также в качестве профилактики от коррозии. Поскольку кузов автомобиля считается самой чувствительной частью автомобиля, необходимость покраски лакокрасочными покрытиями может возникнуть не только в результате аварии, но и при бережном обращении с транспортом.У большинства подержанных автомобилей есть механические повреждения частей кузова, которые вызваны попаданием строительного мусора или отражающихся от дороги камней. Стоимость покраски авто зависит от размера повреждений.
Сварка используется для восстановления целостности тела. Сварке подвергаются наиболее проблемные части автомобиля, поврежденные коррозией. Чаще всего металл теряет прочность в местах, где долго скопилась влага.При необходимости некоторые части корпуса можно вырезать, и на это место прикладывают срез, края которого после сварки полируются.
Есть несколько методов, в том числе сварка электродом и полуавтоматическая установка для углекислого газа. К недостаткам первого способа можно отнести громоздкие устройства и большие швы, а к достоинствам - удобство использования. Преимущества второго способа выражаются в универсальности и аккуратности швов, а недостатки - в дороговизне и невозможности сваривать чугун толщиной более 3 мм.
Не всегда есть смысл ремонтировать отдельные панели или части кузова, иногда их проще заменить. В таких случаях производится качественный ремонт кузова автомобиля большой блок. .
Этот метод превентивно связан с: ремонтом качественного кузова. Пренебрежительное отношение к антикоррозийной обработке поверхности кузова может привести к обновлению ... Среди мер борьбы с коррозией наиболее распространенными препаратами являются парафиновые препараты, битумная мастика, невысыхающие масляные препараты, жидкие пластики и ПВХ.
Этот метод можно отнести к качественному, качественному кузовному ремонту автомобиля. Восстановление геометрии кузова - кропотливый процесс, требующий качественной обработки. На геометрию кузова автомобиля может повлиять не только авария, но и наезд одним из колес в коробку. Нарушение геометрии может быть обнаружено, если увеличился расход топлива и износ резины, снизилась управляемость автомобиля, например, по прямой дороге автомобиль едет боком, появляются высокоскоростные вибрации... Восстановление геометрии происходит на специальном оборудовании с точными компьютерными расчетами.
Кузов современного автомобиля Это сложная конструкция, выполняющая множество важных функций ... Его восстановление - обратная сторона медали смысла и функциональности. Это сложно и требует много времени.
Условно кузовной ремонт можно разделить на два этапа. Первый - это удаление вмятин, замена деталей, которые не подлежат ремонту. Второй - .
Особое внимание следует уделять восстановлению геометрии и жесткости скрытой от глаз нижней части тела.Именно эти элементы отвечают за безопасность и ходовые качества автомобиля. К нему крепятся все компоненты подвески.
Экономя на материалах и инструментах для кузовного ремонта, помните, что такая экономия может сказаться на качестве кузовного ремонта и быть следствием типичных ошибок. Идея в том, как избежать таких ошибок, чтобы можно было ознакомиться с основными функциями.
Предлагаем
Соединение деталей кузова электронной сваркой сложно, но возможно.К тому же качество такого подключения очень низкое.
Если при сварке металл не остынет, то корпус может сдвинуться, что придется дополнительно зашпаклевать. К тому же такие недостатки не всегда можно исправить шпаклевкой.
Сначала нужно заменить двери, затем открываются крылья и пороги. Это единственный способ избежать пробелов.
Это часто случается, когда одна часть кузова окрашивается без плавного перехода к другой.Даже если краска в точности соответствует оригиналу, старая краска на кузове автомобиля имеет изменение оттенка, что связано с выцветанием на солнце и другими факторами окружающей среды.
Внешний вид плохого качества и недостаточной просушки. Обычно они появляются после ремонта, когда машина находится на солнце. Обычно необходимо заново отшлифовать шпатлевку.
Рельеф нанесенной краски. После покраски шагрень, как правило, остается на теле, но удаляется полировкой.Но иногда бывает такая, которую невозможно удалить полировкой. Обычно дефект появляется при неправильном нанесении краски, при высокой температуре в камере, липкой краске.
Обычно это происходит, когда автомобиль не красится в специальной камере. Но и при рисовании в грязной камере этому тоже есть место.
Ямы от проникновения силикона, которые пришлось срезать специальным ножом.
Появляется при работе шлифовальной машиной на высоких оборотах или слишком долгой шлифовке одного и того же участка, не давая лаку остыть.
Если сварные швы плохо очищены и загрунтованы, в этих местах может появиться ржавчина, которая проявляется через лак.
При ремонте кузова автомобиля , особенно при сварке , для сварки следует использовать полуавтомат или аргонную сварку. С помощью такой сварки кипятится металл толщиной до 1 мм и исключается возможность прогорания элементов кузова.
Травма может быть легкой, средней или серьезной.Правка обычно не требует специальных навыков, а при использовании профессиональных инструментов материалы будут доступны каждому. Только определенные трудности и потребность в навыках могут возникнуть во время работы по выпрямлению после травм средней и сложной степени.
Если для ремонта требуется более 70% кузова, дешевле будет купить новую машину, почему бы и нет? кузовной ремонт и продам старый на запчасти.
Вы должны покрасить машину свежей краской. Грунтовка поможет выявить неровности и заполнить их финишной шпатлевкой.Покраска возможна только после полного высыхания шпатлевки и грунтовки.
Для покраски используйте специальный пистолет-распылитель. Краска должна сохнуть в особых условиях камеры, без попадания прямых солнечных лучей. Полировка допускается только после полного высыхания лака.
. Полимолочная кислота, наиболее известная как PLA, представляет собой полимер, полученный из возобновляемых источников.
В отличие от других термопластов на нефтяной основе, сырье, используемое для производства PLA, представляет собой кукурузный крахмал, корни тапиоки или сахарный тростник. Однако его свойства сравнимы с другими пластиками. Эти особенности и готовность потребителей использовать безопасное сырье позволили быстро выйти на рынок пластмасс в качестве конкурентоспособного материала.
Из чего он сделан?
PLA - это полиэфир, полученный ферментацией в контролируемых условиях углеводов, таких как кукурузный крахмал или сахарный тростник. Его компоненты могут быть мономерами молочной кислоты или лактида, которые затем полимеризуются до PLA.
Сначала кукуруза или тростник подвергаются мокрому измельчению, при котором отделяется крахмал, который затем смешивается с кислотой или ферментами и нагревается. Этот процесс «разбивает» крахмал на декстрозу или кукурузный сахар.Наконец, ферментация глюкозы производит L-молочную кислоту, которая будет основным ингредиентом PLA.
Преимущества PLA
PLA основан на биологии и биоразлагаем. Это самые уникальные свойства, особенно если учесть, что одно автоматически не подразумевает другого. Будучи биологическим средством,
материала поступает из биомассы. Когда дело доходит до биоразлагаемости, PLA превращается в природный материал, такой как вода, диоксид углерода и композит. Этот процесс осуществляется
микроорганизмами в окружающей среде и зависит от таких условий, как температура и влажность.
PLA является термопластом, что означает, что его можно плавить и преобразовывать без значительного ухудшения его механических свойств. Поэтому PLA подходит для промышленного компостирования. Он поступает из возобновляемых источников, что резко контрастирует с пластиками на нефтяной основе, доступность которых ограничена. После насыщения кислородом не выделяет токсичных паров.
Bioplastic PLA был признан, среди прочего, Американским Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов как безопасное сырье для здоровья.Кроме того, он безопасен для всех применений в упаковке пищевых продуктов. Его нетоксичность позволила использовать его в медицинских целях.
Где используется?
- Пищевая упаковочная промышленность: PLA общепризнан как безопасный (GRAS) при использовании для хранения пищевых продуктов. Хотя он может выделять молочную кислоту при контакте с некоторыми жидкостями, было обнаружено, что его недостаточно, чтобы нанести вред нашему здоровью.
- здравоохранение и медицинская промышленность: материал PLA является биосовместимым, что означает, что он может быть введен в организм человека с минимальными осложнениями в виде воспаления или инфекции. В результате, учитывая его привлекательный источник происхождения, он находит биомедицинское и клиническое применение в устройствах для фиксации костей, таких как винты, пластины, конструкции и хирургические сетки, а также в системах доставки лекарств и в тканевой инженерии. Его биосовместимость и способность растворяться в организме показывают, что у него есть хорошие шансы на решение таких проблем, как потеря тканей и органная недостаточность.
- Применение в конструкциях: сырье PLA можно использовать в строительстве, например, в качестве изоляционной пены, волокна, используемого в коврах и мебели. Однако из-за своих свойств и биологической восприимчивости он имеет ограниченное применение в этой отрасли.
- Текстиль: Усилия в индустрии пластмасс направлены на использование волокна PLA из биологических ресурсов для замены невозобновляемых полиэфирных тканей.Среди преимуществ - воздухопроницаемость, меньший вес и возможность вторичной переработки.
- Косметическая промышленность: Осведомленность потребителей о загрязнении пластиком побудила косметическую промышленность использовать устойчивые решения по обеспечению безопасности продукции.
Устойчиво ли это?
PLA, как уже упоминалось, поступает из возобновляемых источников, которые поглощают CO2 и превращают его в глюкозу. В результате получается практически безуглеродный продукт.После того, как материал PLA
готов для утилизации потребителем, он может быть биоразлагаемым. Использованный биопластик PLA следует выбрасывать в биоотходы, сортировать и отправлять на промышленный завод по компостированию. Затем при температуре
примерно 60 ° C он подвергается воздействию специальных микроорганизмов, которые переваривают материал и разрушают его.
Таким образом, тепло, влажность и микроорганизмы, обнаруженные в садовой почве, являются тремя основными элементами, определяющими ее разложение.Примерно через шесть месяцев на
заметны трещины и признаки гниения.
Согласно принципам устойчивого развития, биоразлагаемые материалы идеальны, потому что в конечном итоге они возвращаются в природу.
фото: iStock
.|
|
. 91 022 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Напольная машина для упаковки готовой еды 6061 Верстак из анодированного алюминиевого сплава
Принцип упаковки в модифицированной атмосфере заключается в замене воздуха в упаковке специальным газом. Принцип упаковки в модифицированной атмосфере заключается в замене воздуха в упаковке специальным газом. Упаковка в модифицированной атмосфере может быть упакована с различным газовым соотношением в зависимости от типа пищевых продуктов. Упаковка в модифицированной атмосфере может быть упакована с различным соотношением газов в зависимости от типа пищевых продуктов. Обычно газ - это азот, кислород, углекислый газ и т. Д. Некоторое количество аргона и окиси углерода можно использовать в качестве упаковочного газа. Обычный газ - это азот, кислород, диоксид углерода и т. Д. Некоторое количество аргона и монооксида углерода можно использовать в качестве упаковочного газа. Короче говоря, упаковка в модифицированной атмосфере не влияет на вкус, качество, цвет и т. Д. ингредиентов пищевых продуктов и подавляет размножение бактерий, чтобы максимально продлить срок хранения пищевых продуктов. Короче говоря, упаковка с модифицированной атмосферой не влияет на вкус, качество, цвет и т. Д. Пищевых ингредиентов и препятствует размножению бактерий, чтобы максимально продлить срок хранения пищевых продуктов.
RDL380P известен своей производительностью и простотой использования. RDL380P известен своей эффективностью и простотой использования. Подходит для упаковки в модифицированной атмосфере различных видов пищевых продуктов, таких как холодные свежие продукты и приготовленные продукты.Машина может поддерживать лотки разных размеров и форм, разные типы материалов (например, CPET, PP, PET, PVC, фольгу, бумагу) и даже с разными отделениями. Подходит для упаковки различных продуктов, например, холодных свежих и приготовленных продуктов. Машина может обрабатывать лотки разных размеров и форм, разные типы материалов (например,CPET, PP, PET, PVC, фольга, бумага) и даже с разными отделениями.
Как следует из названия, упаковка для свежей модифицированной атмосферы, как следует из названия, предназначена для контроля доли газа для достижения цели хранения и консервации:
Эксперимент по подавлению роста и размножения бактерий показывает, что углекислый газ с концентрацией более 20%, очевидно, может подавлять рост и размножение бактерий и плесени. Эксперимент по подавлению роста и размножения бактерий показывает, что концентрации углекислого газа более 20%, конечно, могут подавлять рост и размножение бактерий и плесени. При консервировании пищевых блюд в модифицированной атмосфере обычно используется 30% -ная концентрация углекислого газа для сохранения свежести и подавления роста бактерий и плесени, а также позволяет избежать влияния более высокой концентрации углекислого газа на качество продукта. При приготовлении питательных блюд в измененной атмосфере обычно используется 30% углекислого газа для сохранения свежести продуктов, подавления роста бактерий и плесени и предотвращения влияния более высоких уровней углекислого газа на качество продукции.
Изолируйте кислород и избегайте окисления, чтобы предотвратить окисление некоторых веществ в приготовленной пище и рост аэробных бактерий. Изолируйте кислород и избегайте окисления, чтобы предотвратить окисление некоторых веществ в приготовленной пище и рост аэробных бактерий. Например, нитрат постепенно вступает в реакцию с кислородом с образованием нитрита. Например, нитрат постепенно вступает в реакцию с кислородом с образованием нитрита.
Спецификация:
| Название продукта | Вакуумный упаковщик из нержавеющей стали 304 Машина для упаковки готовой еды |
| Тип | ПОЛУАВТОМАТ / Напольный |
| Макс. Макс. Размеры лотка Размеры лотка | 399 × 295 × 85 мм |
| Макс. Макс. Ширина пленки Ширина пленки | 360 мм |
| Макс. Макс. Диаметр пленки Диаметр пленки | 260 мм |
| Блок питания | 220/50 или отрегулируйте В / Гц |
| Мощность | 3,5 / 5 кВт |
| Курс воздухообмена | ≥99% |
| Точность газовой смеси | ± 1% |
| Габаритные размеры станка | (Д) 960 × (Ш) 1000 × (В) 1320 мм |
| Масса станка | 280 кг |
Преимущества:
| 1 | Быстрая замена формы |
| 2) | Точный контроль температуры и давления уплотнения |
| 3) | Простая и точная система подачи пленки. |
| 4 | Технология внутренней резки для эстетичного внешнего вида. |
| 5 | Автоматическое уплотнение с точным временем пребывания уплотнения |
| 6 | Превосходная окупаемость инвестиций |
| 7 | Рама из нержавеющей стали и анодированный сплав для легкой гигиены. |
| 8 | Эффективная конструкция инструмента снижает потребление воздуха и газа |
| 9 | Экономное использование расходных материалов и услуг |
| 10 | Единый удобный интерфейс управления повышает удобство использования |
| 11 | Эффективное использование воздуха и газа для достижения оптимальной скорости с MAP |
| 12 | Компактная поверхность с отличной отдачей поверхности |
Часто задаваемые вопросы:
Q1: Сколько времени займет доставка машины после сдачи на хранение?
A1: Обычно изготовление машины и подготовка к отправке занимает 10-30 рабочих дней.
Q2: Что вам нужно, чтобы сделать специальное предложение?
A2: Для того, чтобы сделать специальное предложение, нам потребуются размеры товара и упаковки. A2: Чтобы сделать специальное предложение, нам нужны размеры продукта и упаковки. Также нам нужна приблизительная производительность, которую вы хотите использовать для этой машины в час или в день. Нам также нужна приблизительная производительность этого устройства в час или в день. Другая информация или спецификации, которые вы хотите знать, прежде чем мы начнем проект, сообщите нам все. Другая информация или спецификации, которые нам нужно знать перед запуском проекта, расскажите нам все.
Q3: Каков срок гарантии?
A3: Мы предлагаем годовую гарантию, за исключением изнашиваемых деталей, таких как силиконовая пластина, фольга, нагревательный элемент и т. Д.
Q4: Предлагаете ли вы обслуживание за границей?
A4: Да, будем. A4: Да, будем. Но сначала мы предлагаем решить проблему в режиме онлайн. Но сначала мы предлагаем вам решить проблему онлайн. Если проблема не исчезнет, мы можем организовать выезд инженера на ваш завод. Если проблема не исчезнет, мы можем попросить инженера посетить ваш завод. Но это не входит в гарантию. Но это не покрывается гарантией.
P5: Как нас научить работать с этим устройством?
A5: Обычно ваши люди могут легко управлять этой машиной с помощью нашего видеообучения. A5: Обычно ваши люди могут легко управлять этой машиной с помощью нашего видеообучения. Также вы можете отправить своих людей на наш завод для обучения. Вы также можете отправить своих рабочих на наш завод для обучения.
Демонстрация оборудования:
.
 Сварка МИГ / МАГ - это полуавтоматический процесс, при котором сварочная дуга создается между заготовкой и электродной проволокой, вытягиваемой из кончика горелки и механически подаваемой через механизм подачи проволоки. Защитный газ также подается через сварочную горелку для защиты расплавленной сварочной ванны.Для метода MIG используется инертный газ, а для метода MAG - активный газ. Для сварки MIG / MAG чаще всего используются газовые смеси, содержащие активный газ (диоксид углерода или кислород), поэтому фактически обычно используется метод MAG. MIG / MAG - это самый популярный сегодня метод промышленной сварки, но он также набирает все большую популярность в домашних условиях и в домашних условиях. К достоинствам метода можно отнести высокую скорость плавления материала, высокую скорость сварки, простоту механизации и автоматизации, а также универсальность.
Сварка МИГ / МАГ - это полуавтоматический процесс, при котором сварочная дуга создается между заготовкой и электродной проволокой, вытягиваемой из кончика горелки и механически подаваемой через механизм подачи проволоки. Защитный газ также подается через сварочную горелку для защиты расплавленной сварочной ванны.Для метода MIG используется инертный газ, а для метода MAG - активный газ. Для сварки MIG / MAG чаще всего используются газовые смеси, содержащие активный газ (диоксид углерода или кислород), поэтому фактически обычно используется метод MAG. MIG / MAG - это самый популярный сегодня метод промышленной сварки, но он также набирает все большую популярность в домашних условиях и в домашних условиях. К достоинствам метода можно отнести высокую скорость плавления материала, высокую скорость сварки, простоту механизации и автоматизации, а также универсальность.







 Устройства подачи проволоки FastMig Synergic
Устройства подачи проволоки FastMig Synergic