Адрес: Ленинская Слобода, 19 115280 Москва,
Телефон:+7 495 132-09-76, Факс:+7 495 132-09-76, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Розы Люксембург, 49 620026 Екатеринбург,
Телефон:+7 343 289-27-17, Факс:+7 343 289-27-17, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Взлетная, 59 660020 Красноярск,
Телефон:+7 391 216-35-06, Факс:+7 391 216-35-06, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Пушкина, 52 420015 Казань,
Телефон:+7 843 211-78-29, Факс:+7 843 211-78-29, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Доломановский пер, 70Д 344011 Ростов-на-Дону,
Телефон:+7 863 310-02-07, Факс:+7 863 310-02-07, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Красноярская. ул, 35 630132 Новосибирск,
Телефон:+7 383 284-00-65, Факс:+7 383 284-00-65, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Ковалихинская. ул, 8 603006 Нижний Новгород,
Телефон:+7 831 215-41-15, Факс:+7 831 215-41-15, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Гагарина. ул, 32 455000 Магнитогорск,
Телефон:+7 3519 510-557, Факс:+7 3519 510-557, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Фрунзе. пр, 103 634021 Томск,
Телефон:+7 3822 994-172, Факс:+7 3822 994-172, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: 2-я Солнечная. ул, 35 644073 Омск,
Телефон:+7 3812 905-164, Факс:+7 3812 905-164, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: им. Рокоссовского. ул, 60 400050 Волгоград,
Телефон:+7 8442 590-846, Факс:+7 8442 590-846, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Суворова. ул, 145А 440000 Пенза,
Телефон:+7 8412 234-714, Факс:+7 8412 234-714, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Смоленский. пер, 29 170100 Тверь,
Телефон:+7 4822 734-735, Факс:+7 4822 734-735, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Харьковская. ул, 83-а/4 625023 Тюмень,
Телефон:+7 3452 397-352, Факс:+7 3452 397-352, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Самарская. ул, 54 443010 Самара,
Телефон:+7 846 201-04-23, Факс:+7 846 201-04-23, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Победы. просп, 29 398024 Липецк,
Телефон:+7 4742 564-905, Факс:+7 4742 564-905, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: 3-я Водопроводная 614046 Пермь,
Телефон:+7 342 207-43-06, Факс:+7 342 207-43-06, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Шарлыкское ш, 1к2 460019 Оренбург,
Телефон:+7 3532 481-018, Факс:+7 3532 481-018, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Мира. пр, 24-Е 423812 Набережные Челны,
Телефон:+7 8552 917-729, Факс:+7 8552 917-729, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Московская. ул, 107Б 610033 Киров,
Телефон:+7 8332 215-366, Факс:+7 8332 215-366, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Российская. ул, 9 450081 Уфа,
Телефон:+7 347 225-02-67, Факс:+7 347 225-02-67, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Татарская. ул, 21 390005 Рязань,
Телефон:+7 4912 470-237, Факс:+7 4912 470-237, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Фридриха Энгельса. ул, 7А 390005 Воронеж,
Телефон:+7 473 202-10-26, Факс:+7 473 202-10-26, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Красноармейский. пр, 47 656049 Барнаул,
Телефон:+7 3852 720-271, Факс:+7 3852 720-271, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Литейная. ул, 36а 241013 Брянск,
Телефон:+7 4832 321-573, Факс:+7 4832 321-573, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Молодежная. ул, 111 426075 Ижевск,
Телефон:+7 3412 330-459, Факс:+7 3412 330-459, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Панфилова. ул, 39г 424006 Йошкар-Ола,
Телефон:+7 8362 347-274, Факс:+7 8362 347-274, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Кравченко. ул, 55 640022 Курган,
Телефон:+7 3522 225-214, Факс:+7 3522 225-214, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Карла Маркса. ул, 59-а 305029 Курск,
Телефон:+7 4712 250-340, Факс:+7 4712 250-340, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Труда. ул, 78 454091 Челябинск,
Телефон:+7 351 217-01-52, Факс:+7 351 217-01-52, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Менделеева. ул, 37-а 423584 Нижнекамск,
Телефон:+7 8555 244-732, Факс:+7 8555 244-732, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Астраханская. ул, 43с1 410004 Саратов,
Телефон:+7 8452 339-527, Факс:+7 8452 339-527, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Красноармейский. пр, 7 300041 Тула,
Телефон:+7 4872 520-482, Факс:+7 4872 520-482, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Карла Либкнехта. ул, 24 432063 Ульяновск,
Телефон:+7 8422 312-024, Факс:+7 8422 312-024, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Гражданская. ул, 7 428005 Чебоксары,
Телефон:+7 8352 201-069, Факс:+7 8352 201-069, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Угличская. ул, 39 150047 Ярославль,
Телефон:+7 4852 231-026, Факс:+7 4852 231-026, Электронная почта: [email protected]В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.
Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.

Муфельная печь своими руками изготавливается за несколько этапов:
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.

Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.

Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.

Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.

Электрическая печь для плавки свинца состоит из следующих элементов:

Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.

На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.

Порядок работы следующий:
Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
Набор предназначен для плавки и литья металла и сплавов в малых объемах при помощи микроволновой печи мощностью не менее 700 Вт. Печь не требует каких-либо переделок. Рекомендуемая установочная мощность для работы составляет 600 Вт. Это примерно на 1-2 деления меньше максимальной мощности на вращающемся регуляторе печи.
С помощью набора можно расплавить алюминий, бронзу, медь, серебро, золото, мельхиор, нейзильбер – т.е. металлы и сплавы, температура плавления которых не превышает 1200 градусов. Расплавить сталь, чугун, титан, платину нельзя – так как температура плавления этих металлов значительно выше 1200 градусов.
Разогрев до температуры порядка 1200 градусов происходит за счет специального материала тигля, преобразующего микроволны в тепло.
Специальный теплозащитный бокс сохраняет температуру и предотвращает камеру микроволновой печи от перегрева.
Объем тигля составляет 20 мл что позволяет вести плавку до 300 гр по золоту или 150 гр по бронзе. Время плавки составляет 6 – 8 минут при установленной мощности 600 Вт. Алюминий плавится быстрее. Точный режим плавки подбирается экспериментально.
Ресурс тигля при аккуратном обращении составляет не менее 50 плавок.
Материал тигля не требует дополнительной обработки борной кислотой.
Плавить металл в кухонной печи, где разогревается пища, не рекомендуется. Лучше использовать отдельную микроволновку. Причем, чем проще - тем удобнее, так как в сложных кнопочных моделях применяется авторегулирование, с которым сложно работать.
Главное – чтобы был таймер и мощность составляла не менее 700 Вт. Вращение диска внутри печи не принципиально.
КОМПЛЕКТАЦИЯ
Тигель – 1 шт.
Теплозащитный бокс, состоящий из твердой пластины-основания, нижней волоконной вставки без отверстия, трех волоконных вставок с отверстием под тигель и верхней волоконной вставки-крышки без отверстия. .
Щипцы тигельные – 1 шт.
Перчатки ХБ – 1 пара
Волоконная пластина под извлеченный бокс – 1 шт.
ПОРЯДОК РАБОТЫ
На твердую теплозащитную плитку бокса положите слой волокна без отверстия. Далее 3 слоя волокна с отверстиями. Подготовленный металл заложите в тигель Металл должен быть без загрязнений и ни в коем случае не сырым. Избегайте прессования при закладке.
Не переплавляйте деталей механизмов внутри которых может быть воздух или пластик – это может привести к взрыву. Убедитесь в отсутствии стальных деталей - они могут расклинить тигель и испортить его.
После установки тигля с металлом внутрь бокса, закройте его слоем волокна без отверстия.
Собранный таким образом бокс с тиглем перенесите в микроволновку на вращающуюся подставку. Установите таймер на 7 минут (для 60 гр меди, бронзы, драгметаллов) и, закрыв дверку, запустите нагрев.
Примерно через 6 минут начнется свечение бокса. Подождите еще минуту, наденьте перчатки и откройте дверку печи. Аккуратно, двумя руками взявшись за нижнюю твердую теплозащитную плитку, выньте бокс и перенесите его на волоконную пластину. Не торопитесь. Откройте верхнюю волоконную вставку. Если металл не расплавился до конца, закройте бокс и прогрейте его еще 1-2 минуты. Можно вне печи.
Убедившись, что металл расплавился, при необходимости, обработайте его флюсом и снимите шлак.
Тепловой инерции тигля, находящегося в боксе, достаточно чтобы произвести эти операции без спешки.
Далее снимите еще один слой волокна. Возьмите щипцы и обхватите тигель. В случае подлипания волокна, слегка пошевелите тигель. Перенесите тигель к приготовленной просушенной форме и произведите литье.
Следующую плавку желательно проводить через 10-15 минут, чтобы дать остыть микроволновой печи.
Вообще процесс литья и работа с высокими температурами требуют большой аккуратности и сосредоточенности. При безответственном подходе можно получить серьезные травмы.
Внимательно отнеситесь к изложенным ниже пунктам техники безопасности.
ТЕХНИКА БЕЗОПАСНОСТИ
Если Вы никогда не занимались литьем металлов предварительно ознакомьтесь с этим процессом. Допустим, по теме «Ювелирное литье».
1. На поверхность стола, где будет производится литье, уложите лист металла. Удобно использовать металлический поддон или противень.
2. Рабочее помещение должно хорошо проветриваться во время работы и быть безопасным в пожарном отношении.
3. Перед началом работы подготовьте весь необходимый инструмент и составьте план последовательности операций.
4. Обязательно используйте перчатки и одежду с длинными рукавами.
5. Не держите вблизи рабочего места легковоспламеняющиеся материалы.
6. Не складируйте ничего на верх микроволновой печи.
7. Не допускайте детей и животных к рабочей зоне.
8. Никогда не закладывайте в тигель материалы, если вы не знаете их свойств. Закаленное стекло может, к примеру, взорваться. Горючие включения могут привести к воспламенению печи и пожару. Соли металлов и органика могут привести к образованию кислот и ядовитых газов.
9. Не стоит плавить олово, свинец и цинк. У них низкая температура плавления и металл может вскипеть и выплеснуться. К тому же испарения этих металлов крайне опасны для здоровья.
При плавке алюминия иногда необходимо помочь сливу стальной спицей, так как при малом удельном весе и сильном поверхностном натяжении алюминий плохо выливается из тигля.
10. Не оставляйте работающую микроволновую печь без присмотра. Закончив работу, убедитесь, что нагретые тигель и бокс не воспламенят какие-либо предметы и безопасны для окружающих.
11. С вставками из керамического волокна обращайтесь аккуратно. Сами по себе они практически не разрушаются и при нормальном обращении прослужат долго.
12. Тигель выдерживает гарантированно 50 плавок, после чего его следует внимательно осматривать на предмет трещин и сколов, не дожидаясь полного разрушения. Перед плавкой каждый раз внимательно осматривайте тигель.
Для каждого металла имеет смысл пользоваться отдельным тиглем.
13. Не плавьте металл без теплозащитного блока, это приведет к перегреву микроволновой печи и ее поломке.

Они достаточно давно вошли в нашу жизнь и занимают в ней прочное место, благодаря своим уникальным качествам, которые дают возможность любому пользователю быстро и беспроблемно согревать любые продукты, а также производить их готовку.
Однако, многие даже не догадываются, что их обычный бытовой аппарат — способен на гораздо большие «подвиги», чем принято считать. Вот об этом мы и поговорим ниже.
Автор статьи также является многолетним владельцем микроволновой печи, впрочем, как и достаточно большое число людей в России (рискнем сделать такое смелое предположение).
Как и у любой техники, у микроволновой печи существует свой срок эксплуатации, по истечении которого, она выходит из строя или подаёт симптомы к скорому наступлению данного события.
На написание такой статьи автора подтолкнуло то, что его микроволновая печь стала подавать явственные признаки, что конец её близок. В нашем случае, это заключается не в выходе из строя электронной части, а скорее в физическом износе самой камеры нагрева: износилось лакокрасочное покрытие, ввиду чего, есть риск получить пищу, с кусочками краски в её составе (Ммм вкуснотишша! Всё, как мы любим! Sarcasm mode: off).
Справедливо рассудив, что этот ингредиент никоим образом не может улучшить вкус приготовляемых продуктов, а встроенная на уровне прошивки жаба не даёт автору выкинуть микроволновку, — он решил «пуститься во все тяжкие». А именно: посмотреть, а что ещё можно сотворить на базе микроволновки, если её полностью разобрать или же использовать как-то в других целях. Для этого было решено «прошерстить» просторы YouTube, который дал пищу для размышлений относительно того, какую судьбу для микроволновки стоит выбрать…
Следствием данных поисков стал личный хит-парад поделок, среди которых наблюдаются весьма любопытные применения микроволновой печи. Предлагаем вам тоже знакомиться с данными «поделиями».
Сразу оговоримся, что данная подборка не претендует на исключительную полноту и корректность ранжирования. Возможно даже, кто-то может посчитать мнение автора некорректным. Будем рады, если Вы выскажите своё мнение в комментариях к статье.
Автор также предупреждает, что для выполнения всего нижеописанного строго обязательно выполнение техники безопасности. Осуществляя какие-либо эксперименты, описанные в статье, вы делаете это на свой страх и риск,
автор не несёт ответственности за последствия.
Проводя любой поиск на тему самоделок, на основе микроволновки, любой исследователь обязательно натолкнется на такого известного блогера, как
«Креосан». Это имя является нарицательным и широко известно на просторах Рунета. Поэтому он не нуждается в специальном представлении. Мнения относительно его опытов, как правило, достаточно полярны. Однако сейчас мы сосредоточимся не на особенностях рассмотрения субъективных оценок его опытов.
В своё время он провел достаточно любопытный опыт, который поднял широкую волну на просторах интернета. Опыт заключался в том, что магнетрон микроволновки был использован в качестве излучающего устройства, которое позволяло (по утверждениям его автора) создать некую дальнобойную микроволновую пушку. Ввиду запрета на встраивание видео, вы можете его посмотреть по ссылке, на youtube.
Видео вызвало нешуточный вал споров. Вал дошел даже до зарубежного сегмента интернета и ряд блогеров, в частности, известный блогер Allen Pan взялся проверить утверждения, изложенные в ролике выше.
Судя по анализу этого блогера, показанное в рассматриваемом ролике — «не совсем соответствует» реальности :-).
Но автор статьи решил пойти дальше, так как не планировал поджаривать соседей микроволновой пушкой.
Следующее видео, которое заставляет задуматься, это рассказ о том, как на основе трансформатора микроволновки сделать свой сварочный аппарат.
Кстати, если интересно, можно ознакомиться с устройством типичного трансформатора микроволновки:
Хммм уже интересней… Если кратко обобщить изложенную информацию, то переделка трансформатора под сварочный аппарат, как правило, заключается в том, что видоизменяется вторичная обмотка, в целях понижения напряжения и увеличения силы тока.
Однако, ввиду того, что у автора уже есть хороший сварочный аппарат инверторного типа, — такие самоделки его не заинтересовали. Это связано с тем, что современные инверторные сварочные аппараты дают своему пользователю достаточно широкие возможности по регулировке как силы тока, так и обеспечивают его интеллектуальными алгоритмами зажигания дуги. Не говоря уже о том, что физические размеры таких аппаратов весьма скромны и цена их более чем приемлема.
А вот следующая поделка, является достаточно полезной и заинтересует многих: создание аппарата точечной сварки. Для любого домашнего мастера, такой аппарат является весьма полезным, так как позволяет быстро соединять различные детали. Аппарат точечной сварки может быть весьма полезным в разработке собственных блоков питания (пауэрбанков), для чего потребуется быстрая приварка контактных пластин к различным аккумуляторным батареям, в частности, литий-ионным. Батареи такого типа весьма не рекомендуется перегревать, ввиду чего, в заводских сборках широко используется точечная сварка для прикрепления контактов:
Как можно было легко понять из предыдущих опытов, трансформатор микроволновки является достаточно мощным и легко переделывается в целях разнообразных самоделок. Благодаря этому, он является частой основой для создания разнообразных систем питания, таких широко известных и эффектных конструкций, работающих на основе токов высокого напряжения, — как катушка Тесла и лестница Иакова:
Говоря о первой самоделке, — катушке Тесла, можно сказать, что она является весьма частой в изготовлении различными «энтузиастами высокого напряжения». Такая катушка позволяет производить разнообразные интересные опыты, в числе которых широко известный опыт по созданию «поющего» разряда:
Этот опыт широко вышел за пределы разнообразных лабораторий и комнатушек самодельщиков, с применением данного эффекта проводятся даже разнообразные шоу (весьма эффектные, надо сказать):
Если кто заинтересовался этой темой, то по следующему адресу можно найти достаточно
подробное описание по созданию катушек Тесла, с длиной получаемых разрядов
до полутора метров!
И потихоньку, мы начинаем приближаться к самым интересным, на взгляд автора, самоделкам на базе микроволновки, — первой из которых является способ плавления стекла.
Способ выглядит так — предварительно измельченное стекло помещается в специальный теплоизолированный корпус печки для плавления, в котором и происходит его последующее спекание:
Работа печей для фьюзинга базируется на 2 различающихся способах:
1) на дно специальной камеры для плавления укладывается кружок из карбида кремния или несколько подобных кружков. Они и являются тепловыделяющим(и) элементом(элементами), которые преобразуют энергию микроволн — в тепло;
2) камера плавления представляет собой герметичную теплоизолированную камеру, которая изнутри выложена слоем карбида кремния. Данное покрытие также играет роль тепловыделяющего элемента, который и нагревает собственно камеру — изнутри.
Это занятие является достаточно увлекательным и занимаются им широкие слои, преимущественно женского, населения и их можно понять!
Если посмотреть на результаты удачных примеров «фьюзинга», то бишь спекания стекла, — то они поражают своей эстетической красотой и осознанием того факта, что подобные изделия могут быть получены в домашних условиях!



Для получения настоящего культурного удовольствия и изучения того, что в мире делается по этому направлению, рекомендуется поиск по сайту www.pinterest.com, по ключевым словам: «microwave melting glass», «microwave fusing glass», «microwave fusing».
Если вы всерьез заинтересовались этим занятием, то на известном сайте имеются наборы начинающего.
При анализе информации, доступной в интернете по теме фьюзинга, была выявлена явная проблема, с которой сталкивается большинство энтузиастов этого дела: отсутствие четко контролируемого процесса нагрева и охлаждения. Такая проблема приводит к тому, что в получившемся изделии остаются остаточные напряжения, которые могут в любой момент привести к неожиданному его разрушению. Легко представить себе последствия, если предположить, что данное изделие является некой декоративной подвеской на шее, или серьгами в ушах!
Поэтому, здесь наблюдается явная возможность для знатоков программирования и физической «железной» части, такой, как плата Arduino или более продвинутой версии — esp32. С использованием данного подхода, можно, после проведения ряда тестовых итераций, разработать соответствующую программу оптимального нагрева и охлаждения, которая позволит получать достойные стеклянные изделия с минимальным содержанием остаточных напряжений или совсем без оных.
И наконец, мы подошли к самому интересному моменту нашего хит-парада: плавление металла в обычной микроволновке! (на этом месте автор начинает ходить из угла в угол, с безумным взглядом, что то бормочет и машет руками. Успокоившись – продолжает дальше…)
В это сложно поверить, однако существует способ, который позволяет легко плавить металлы, имеющие температуру плавления до 1200 градусов в обычной микроволновке, мощностью не менее 700 Вт!
Способ заключается в том, что для плавления используется тигель из графита, с покрытием из карбида кремния, который и является радиопоглощающим материалом, эффективно переводящим энергию микроволнового излучения — в тепло. Это позволяет плавить металлы (если на примере бронзы), — то в районе 80 грамм, за одну закладку.
Способ плавления металлов с использованием микроволновки является особенно интересным в связи с тем, что эта технология практически полностью укладывается в один из принципов ТРИЗ (теории решения изобретательских задач), который, утрированно, звучит примерно так: «идеальная машина — это та, которой не существует, однако её функции – выполняются».
Под этим подразумевается, что для плавления можно использовать специализированные устройства, однако лучше использовать обычное бытовое устройство, которое изначально не предназначено для данных целей и по сути, можно сказать, что мы «плавим металл в отсутствующей плавильной печи».
Рассмотренный в микроволновом способе плавки тигель у автора выдерживал 50 плавок без каких-либо признаков разрушения.
Там же, продаются доступные по цене комплекты для плавления. Да, конечно, можно приобрести на известном сайте Aliexpress «муфельную плавильную печь», однако она тоже не лишена существенных недостатков.
Если например, рассмотренная выше технология по плавлению в микроволновке занимает по времени в среднем (от закладки — до расплава) около 8-9 минут, то способ плавления металлов с использованием муфельной плавильной печи только для разогрева печи требует не менее 30-40 минут, с соответствующими энергозатратами. И это мы ещё не учитываем тот момент, что печь должна быть доставлена с Aliexpress, и она укомплектована тиглем, с достаточно малым сроком наработки на отказ.
Если же брать индукционную плавильную печь, то она требует подключения воды — для охлаждения и так же не является слишком дешевой, а также требует времени на доставку.
Плавление же с использованием микроволновки является особенно интересным, если учесть возможность литья металла по выплавляемой модели, например, как в этой статье.
Или же в этих видео:
Единственной проблемой при таком подходе, на взгляд автора, является то, что при литье по выплавляемой модели, — требуется предварительно выплавить данную модель из подготовленных для литья форм. Даже если мы используем для предварительной 3D печати легкоплавкий пластик PLA, его удаление из готовой формы может стать определенной проблемой. А именно, потребуется достаточно высокая температура, чтобы выплавить его или даже выжечь из такой формы.
Проанализировав опыт других людей, автор пришел к выводу, что наиболее приемлемым подходом в данном случае является использование высокотемпературной горелки, в качестве которой можно воспользоваться, например, паяльной лампой.
Конечно, этот процесс вряд ли можно воспроизвести «в ванной комнате, пока жена спит» и потребуется, как минимум, выйти во двор.
Однако сама вероятность создания металлических изделий с использованием 3D принтера и имеющейся в наличии микроволновки, — является весьма примечательной и достойной внимательного рассмотрения!
Творчески сочетая 2 рассмотренных выше способа, а именно, — плавление металла и стекла, можно получать весьма интересные вещи, как например, заливка расплавленным стеклом — металлических форм. В итоге получаются практически ювелирные изделия. Способ базируется на заполнении пустот в металлической форме — специальной «горячей эмалью», которая представляет собой смесь стеклянного порошка различных цветов со связующим:
Освоив данную связку двух технологий, вы сможете делать весьма любопытные вещи, как в видео ниже. Автор для прогрева использует горелку, но у вас есть способ лучше — микроволновка! Это видео вы можете использовать для ориентира, что вообще возможно делать:
Примечание. Температура плавления силикатного стекла составляет в районе 425 — 600°C. Выше температуры плавления стекло становится жидкостью. Температура плавления металла, например, бронзы — составляет в районе 950°C.Завершая рассказ, нельзя не упомянуть еще одну достаточно забавную поделку, которая была в своё время изготовлена упомянутым ранее блогером Allen-ом Pan-ом. Для её создания он использовал трансформатор от микроволновки, который был переделан в электромагнит.
Кроме того, в её составе были использованы следующие компоненты: плата Arduino Pro Mini, аккумулятор на 12 вольт, твердотельное реле, емкостной датчик, подключенный к рукоятке и сканер отпечатка пальца. Всё это было помещено в компактный корпус в форме молота («Мьёльнир»-а), принадлежащего Богу грома «Тору» (согласно Вселенной «Марвел»).
Работает устройство следующим образом: как только кто-либо берется за рукоятку, срабатывает емкостный датчик и включается электромагнит, благодаря чему молот намертво приклеивается к любой металлической поверхности, на которую он был предварительно установлен.
Любой, кто попытается оторвать молот от поверхности — потерпит неудачу, так как касание рукоятки включает электромагнит!
Оторвать же молот от поверхности и отключить его магнит, — может только хозяин, так как система откалибрована на распознавание отпечатка именно его пальца, которым он должен предварительно коснуться сканера. Получилось смешно:
Если кто-то задумает повторить такую самоделку, следующее видео может ему в этом помочь: здесь достаточно подробно показывается процесс изготовления электромагнита — из трансформатора микроволновки:
Также, в настоящее время возможно упростить конструкцию молота,если взять вместо платы Arduino Pro Mini — плату esp32: она содержит сенсорные пины, к которым можно подключить металлические площадки на рукоятке молота (предусмотрительно размещенные ранее). И вести обработку события «отпустить молот» исключительно логическим путём («если площадка 1 удерживается и по площадке 2 в этот момент — два раза постучали пальцем, то отпустить молот» и т.д.). В таком случае, самоделка будет еще привлекательней, так как пропадет существенный демаскирующий признак — сканер отпечатка пальца.
Как можно видеть из этого длинного рассказа, микроволновка, — это не только средство для приготовления и разогрева пищи, но и неисчерпаемый кладезь компонентов, которые позволят вам создать свои экспериментальные и даже вполне полезные вещи.
Для некоторых из этих неординарных применений, даже не требуется каких-либо её переделок!
Что же касается самого автора рассказа, то в списке его предпочтений, так сказать, «личного хит-парада», — первое место прочно занимает методика плавки металла в микроволновке.
К описанной технологии плавки хотелось бы добавить еще одно примечание, что в микроволновке плавится партия металла не более 80 грамм за один раз. Соответственно — для заливки такого объема металла не нужна слишком большая форма, и форма может быть легко обожжена на обычной бытовой газовой плите кухонного назначения (если у вас в наличии имеется таковая, а не электрическая плита).
При таком подходе, — процесс плавки металла становится поистине домашним и, можно даже сказать, уютным (в этом месте на заднем плане должен звучать зловещий хохот безумного учёного).
В любом случае, надеемся, что этот рассказ был для вас полезным и интересным, дав каждому читателю пищу для размышлений!

И вот уходит назад удивительный тигель Центральной Африки, леса и пустыни, чернокожие африканцы и желтые просторы Сахары, через которые, не оставляя следа, скользнула тень нашего огромного самолета - тень двадцатого века.
В 1855 году Бессемер расплавил в керамическом тигле пять килограммов доменного чугуна, а затем продул через полученный расплав воздух, который поступал по вставленной в ванну керамической трубке.
Метр разжигал камин, садился в кресло и долго не мигая смотрел на длинный узкий стол, заставленный тиглями и ретортами из гессенской глины, штативами, в которых теснились бюретки, железными и фарфоровыми ступками, коническими колбами, воронками, пробирками и стеклянными баллонами для перегонки.
На фарфоровых, деревянных, стеклянных и серебряных столах с деревянными штативами причудливо располагались держатели, пробирки, конические колбы, аллонжи, реторты, баллоны, агатовые ступки, фарфоровые тигли с королевского завода в Севре, кристаллизаторы, заказанные по рисункам Лавуазье венецианскому стеклянному заводу на острове Мурано, градуированные пипетки, мензуры, бюретки, кюветы - весь этот фантастический стеклянный мир, по воле ученого наступающий на скупую природу, ломающий ее скрытность, горел и искрился на солнце парижского вечера, переливаясь цветными огнями, радужной игрой солнечного луча, такого простого и белого, с радостью распадающегося на тысячу цветных переливов в лаборатории Антуана Лавуазье словно для того, чтобы наверху, там, где царствует мадам Польз, снова превратиться в строгий, белый и бесцветный, даже как будто ставший скупым, солнечный свет.
Все это воплощается в том самом, подсознательном, грациозном движении рук, когда в течение нескольких секунд, как в тигле алхимика, выплавляется философский камень, тот, что любую посадку должен превратить в чистое золото искусства.
Источник: библиотека Максима Мошкова
ГАЗОВАЯ ПЕЧЬ — это промышленная печь, для плавки металлов при помощи газа. Газовая горелка работает от центральной газовой магистрали и баллонов. Российские заводы успешно эксплуатируют печи на газе, они экономичные с небольшим расходом. Для черных и цветных металлов рекомендуем газовые печи российского производства. ZAVODRR РОССИЯ – это газовые печи для алюминия, меди, чугуна от профессионалов!

Газовые плавильные печи достаточно экономичны в силу сравнительно невысокой цены на данный вид топлива. В таких печах возможна очень точная регулировка температуры в тигле. Изоляционные материалы высокого качества позволяют существенно снизить тепловые потери. Газовые печи используются преимущественно для плавки цветных металлов.
Принцип работы таких печей основан на взаимодействии газа и воздуха, образующих горючую смесь. Печь на газу для плавки металлов отличается быстрым разогревом и долгим поддержанием оптимальной температуры внутри огнеупорной камеры. Позволяет использовать ее для процесса плавки широкого ряда материалов.
К цветным металлам относится медь, магний, бронза, свинец, алюминий, титан. Каждый металл имеет свои особенности плавления. Любая газовая печь для плавки цветных металлов должна иметь возможность не только плавки, но и быстрого разогрева. В зависимости от необходимых характеристик расплава происходит подбор комплектации печи и газовых горелок. Газовые печи быстро плавят цветные металлы, ведь они имеют не высокую температуру плавления: алюминий 660 °C, медь 1083 °C, свинец 327 °C, цинк 419 °C.
Цветные металлы плавятся с использованием съемного огнеупорного графитового тигля. Обычная футеровка занимает большое количество времени (набивка, сушка). Тигли меняются в течение 15-30 минут без остановки рабочего процесса.


Плавка алюминия осуществляется в электрических, газовых, тигельных, электрических печах сопротивления и индукционных печах. Для получения хорошо перемешанного алюминиевого расплава лучше всего использовать индукционные плавильные печи. Если хотите экономить, то надо использовать газовые печи. В целом выбор печи зависит от назначения сплава и характера производства.
Для плавки алюминия и его сплавов так же используют тигельные печи или роторные. Газовая тигельная печь для плавки алюминия обладает необходимой мощностью и различными модификациями. В свою очередь, тигельные печи могут быть газовыми или индукционными. Подбирают модель в зависимости от текущих потребностей в обработке металла.


Медь широко используется в разных отраслях промышленности, благодаря своей гибкости и высокой электро- и теплопроводности. Для плавки меди подойдут любые плавильные печи, поддерживающие необходимую для этого процесса температуру (1084 градуса Цельсия). Для получения высококачественного расплава и упрощения рабочего процесса можно использовать газовые печи.
Плавка черных металлов может осуществляться в разных печах. Идеальными считаются индукционные сталеплавильные печи, но они потребляют большое количество электроэнергии. Поэтому некоторые литейные производства используют газовые печи. Черные металлы в таких печах плавятся дольше и имеют не самый лучший химический состав, но экономия составляет в 2-3 раза.


Самая эффективная печь для плавки чугуна должна быть энергоэффективной и не дорогой. Для отливок из чугуна экономичным вариантом являются газовые печи. Чугун в таких печах контролируется по температуре плавки и имеет качественный итоговый состав.
Муфельная печь для плавки металла может быть электрической или газовой. Обработка металла происходит в муфеле — специальном пространстве, препятствующем соприкосновению металла с топливом. Газовые муфельные печи различаются по уровню температуры в рабочем пространстве. Муфели могут быть керамическими, волокнистыми и из керамического волокна. Печи с муфелем используются для термообработки и плавки цветных металлов, они имеют ограничения по температуре плавления, и подходят как для бытового, так и для промышленного использования.
Газовая муфельная печь характеризуется особенностями внутренней конструкции и содержит внутри сверхпрочную камеру из муфеля, который дополнительно защищает металл во время переплавки от попадания сторонних примесей.


Расход газа во время работы плавильных печей зависит от газовой горелки. На газовых термических печах устанавливаются горелки низкого и среднего давления. Правильно выбранная газовая горелка должна обеспечивать:
Расход газа при плавки 1 тонны шихты меди или алюминия составляет от 60 до 100 м3/час.


Газовые печи на гидравлике позволяют сэкономить ресурсы, благодаря отсутствию промежуточных нагревательных элементов. В процессе плавления металла в тигельных газовых печах не образуется задымление и неприятный запаха, благодаря чему создаются комфортные условия для работы.
Гидравлика имеет отличительную особенность, это плавный и равномерный слив металла. В этом помогают гидроцилиндры и гидравлическая станция.


| Параметры | RG-150A | RG-250A | RG-450CA | RG-500 |
|---|---|---|---|---|
| Рабочая температура, ˚С | 850 | 850 | 1250 | 1250 |
| Максимальная загрузка по алюминию, кг | 250 | 250 | 450 | 500/1500 |
| Скорость плавки по алюминию, меди кг/ч | 100 | 100 | 150 | 200-250/600 |
| Расход газа, м3/т | 90-110 | 90-110 | 90-110 | 90-110 |
| Точность контроля температуры, ˚С | ±5 | ±5 | ±5 | ±5 |
| Температура поверхности, ˚С | ≤50 | ≤50 | ≤50 | ≤50 |
| Напряжение шкафа управления | 220V 50HZ | 220V 50HZ | 220V 50HZ | 220V 50HZ |
| Скорость наклона, мм/сек | 30-70 | 30-70 | 30-70 | 30-70 |
Газовые печи на редукторе для плавки металла создают высокую температуру в плавильном узле. Такие печи легко в течение 30-60 минут могут переплавлять цветные и черные металлы с температурой плавки до 1600 °C.
Редуктор позволяет в случае отключения электричества произвести аварийный слив металла в ручном режиме.


Стационарные шахтные газовые печи отличаются от других моделей отсутствием механизма наклона, для слива расплавленного метала. Расплавленный металл находится в графитовом тигле, и после процесса плавки он извлекается из печи ручным способом, при помощи подъемных механизмов.
Диапазон устойчивой работы горелки стационарной газовой печи характеризуется ее регулированием по тепловой мощности, т. е. отношением максимальной тепловой мощности к минимальной, показывая ее форсированные возможности. Расчет горелок должен обеспечивать необходимую для установки тепловую мощность, широкий диапазон регулирования расхода газа, устойчивость пламени без применения искусственных стабилизаторов горения, отсутствие или допустимую концентрацию вредных веществ в продуктах сгорания.
В случае кратковременной работы на газе иного состава нет смысла переделывать горелку, а лучше пересчитать номинальное давление газа и воздуха перед ней. Количество воздуха, идущего на горение, практически остается постоянным, если сохраняется тепловая мощность горелки.


ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Индукционная печь для металла состоит из тиристорного или транзисторного преобразователя, плавильного узла, комплекта конденсаторных батарей и системы охлаждения. Печи для металла разогревают шихту внутри индуктора, который футеруется, или в него вставляется графитовый тигель. Во время работы печи должны иметь постоянное охлаждение (реактора преобразователя и индуктора), для чего можно использовать чиллер или градирню.
Индукционные печи для цветного металла могут иметь быстросъемный графитовый тигель, печи для чёрного металла используют футеровку.


Электрическая индукционная плавильная печь может быть с тиристорным или транзисторным преобразователем. Удельная мощность электропечи позволяет плавить любые легкоплавные черные и цветные металлы, с температурой плавления до 1650 °С. Электрические печи в качестве нагревательного элемента используют водоохлаждающий индуктор, внутри которого возникает электромагнитное поле. Тиристорные электрические индукционные печи являются стационарными, именно такие печи используют 80% литейных производств. Плавильные узлы имеют вместимость от 150 кг и устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных IGBT модулях, являются мобильными с небольшим плавильным узлом, они экономят электрическую энергию до 30% в сравнении с тиристорными аналогами.


| Модель | Объём (тонн) | Мощность (кВт) | Сталь1600°C Произ-ность (тонн/час) | Чугун 1450°C Произ-ность (тонн/час) |
|---|---|---|---|---|
| IF 0.1-100-1/2.5 | 0.1 | 100 | 0.11 | 0.14 |
| IF 0.1-160-1/2.5 | 160 | 0.18 | 0.2 | |
| IF 0.15-100-1/2.5 | 0.15 | 100 | 0.1 | 0.12 |
| IF 0.15-160-1/2.5 | 160 | 0.2 | 0.22 | |
| IF 0.25-160-1/2.5 | 0.25 | 160 | 0.19 | 0.21 |
| IF 0.25-250-1/2.5 | 250 | 0.37 | 0.40 | |
| IF 0.5-250-1 | 0.5 | 250 | 0.31 | 0.33 |
| IF 0.5-350-1 | 350 | 0.54 | 0.61 | |
| IF 0.5-500-0.5 | 500 | 0.84 | 0.90 | |
| IF 1-500-0.5 | 1,0 | 500 | 0.76 | 0.79 |
| IF 1-600-0.5 | 600 | 0.92 | 0.96 | |
| IF 1-750-0.5 | 750 | 1.27 | 1.31 |
| Модель | Мощность, кВт | Загрузка по стали/чугуну,кг | Загрузка по меди и драг металлам, кг | Масса, кг |
|---|---|---|---|---|
| ИПП-15 | 15 | 4 | 10 | 90 |
| ИПП-25 | 25 | 8 | 20 | 120 |
| ИПП-40 | 40 | 20 | 40 | 140 |
| ИПП-60 | 60 | 30 | 60 | 215 |
| ИПП-80 | 80 | 40 | 80 | 245 |
| ИПП-100 | 100 | 50 | 100 | 285 |
| ИПП-120 | 120 | 60 | 150 | 295 |
| ИПП-160 | 160 | 100 | 200 | 335 |
| ИПП-200 | 200 | 150 | 300 | 450 |
| ИПП-250 | 250 | 200 | 400 | 570 |
Комплектность поставки печи:
| Блок индукционного нагревателя | 1 шт. |
| Блок конденсаторной батареи | 1шт. |
| Межблочные соединительные кабели | 1шт. |
| Соединительные провода (индукционный нагреватель - плавильный узел) | 2шт. |
| Плавильный узел (в сборе, с устройством наклона печи) | 1шт. |
| Съемный тигель | 1шт. |
| Инструкция по эксплуатации | 1шт. |
| Гарантийный талон | 1шт. |
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона плавильного узла на редукторе или гидравлике. Оба варианта печей комплектуются тиристорным преобразователем и используются для плавки цветных и чёрных металлов. Индукционная литейная печь позволяет получать высококачественную плавильную массу с хорошими химическими характеристиками. Основными преимуществами индукционных печей являются быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.


Последнее время литейные и промышленные производства в РФ стали увеличивать производственные мощности. В этом им помогают индукционные печи российского производства. Печь сделанная в России не уступает по качеству китайским и европейским аналогам. Индукционные плавильные печи собираются на базе тиристорных и транзисторных преобразователей. Печи от российского изготовителя могут быть скомплектованы плавильным узлом наклона на редукторе или гидравлике. Каждая индукционная печь управляется современным контроллером с 8 степенями защиты, для безопасной и круглосуточной работы.


Принцип работы индукционной печи заключается в преобразовании энергии электромагнитного поля, которая поглощается нагреваемым объектом, в тепловую энергию. Устройство индукционной печи включает в себя индуктор, футеровку, каркас, наклоняющий механизм и дополнительные системы и механизмы.
Данные печи используют электрическую энергию для придания колебательных движений молекулярной решётке расплавляемого материала при возникновении в нём вторичных наведённых токов, то есть главным принципом является обеспечение формирования индуктивного поля.


Индукционные печи для стали могут выплавлять обычную и жаропрочную сталь. Печи для стали производят плавку за 40-60 минут, высокотемпературная сталь может плавиться значительно дольше. Температура плавления стали 1400-1500 °С, время одной плавки зависит от мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную смесь, которая выдерживает от 10 до 50 плавок (в зависимости от производителя).
Нельзя выплавлять стали, содержащие активные элементы, способные при взаимодействии с кислой футеровкой вызывать ее повреждение.


Шихта чугуна представляет сплав железа с различными элементами. Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так как они отлично перемешивают шихту до однородного состава и выводят шлаки на поверхность.
Индукционные печи для алюминия должны достигать температуры его плавления 660 °C, плавку можно производить в обычном графитовом тигле. Литейные индукционные печи для алюминия позволяют выплавлять другие цветные металлы, имеющие низкую температуру разогрева. В печи можно загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см3, соответственно, плавильный узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при одинаковой мощности тиристорного преобразователя.


Вакуумная индукционная тигельная печь способна разогревать металл температурой более 2200 °C. Вакуум создает разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и жаропрочных сплавов. Сырьевые компоненты используются практически в любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование процессов раскисления и рафинирования, гарантируя химическую чистоту получаемого расплава.
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических производствах. Индукционные печи ИСТ предназначена для промышленного использования, они обладают высокими показателями удельной производительности. К преимуществам печей ИСТ можно отнести крайне низкий угар металла и использование в качестве шихты мелкодроблёное сырье без предварительного брикетирования.


Производство индукционных печей предполагает использование только качественных материалов, обеспечивающих надежную работу оборудования на предприятии. Кроме того, используемые при производстве печей материалы должны быть безопасными для здоровья людей. Также большое значение имеют грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический процесс, требующий высокой квалификации персонала и наличия высококлассного оборудования. В качестве футеровки используется жаропрочный бетон, размещаемый внутри корпуса. Основой нагревательного элемента является медная обмотка с системой конденсаторов, которые зачастую и определяют срок службы изделия. Помимо этого, немаловажной составляющей являются температурные датчики, благодаря которым и осуществляется плавное регулирование технологического процесса.
Акции
Код товара: CM0670
Продукт - низкий
814.02 PLN
814.00 PLN
Net1 001.24 PLN
1 001.24 PLN
799.50 PLN
BrassКод товара: GE0252
Продукт - Выпуск
34 080.89 PLN
28 500.00 PLN
NET41
NET41
.49 PLN
35 055.00 PLN
GrossКод товара: Fe2109
Продукт - заходен
49 600, 00 PLN
38 880.00 PLN
NET61 008.00 PLN
47 822.40 PLN
GrosueКод товара: CC3250
Продукт - Выпуск
7 406.49 PLN
7 406.49 PLN
Net9 109.98 PLN
8 109.98 PLN
Brass8 118.00 PLN
GrossПродукт продукта HC1650
- Выпуск
47 000,00 зл.
31 200,00 зл.
нетто57 810,00 зл.
38 376,00 зл. 02 ПРОДУКТ - ВЫБОР
593.50 PLN
510.50 PLN
NET730.00 PLN
627.30 PLN
627.30 PLN
627.30 PLN
GrosueПродукт продукта: HC1101
Продукт - Выпуск
11 000,00 PLN
9 450.00 PLN
NET13 530,00 PLN
11 623.50 pln
11 623.50 PLN
GrosueКод товара: IH0124
Продукт - Выходе на
11 800.00 PLN
8 600.00 PLN
NET14 514,00 PLN
10 578.00 PLN
BrassКод товара: IA1010
- Low
59 850.00 PLN
46 000,00 PLN
Net73 615.50 PLN
56 580,00 PLN
56 580.00 PLN
GrosueКод товара: EA0053
Продукт - Выпуск
626.02 PLN
560.07 PLN
NET770.00 PLN
688,88 зл.
бруттоКод продукта: HE0201
Товар - низкий
64 800,00 зл.
54 PLN 800.00
NET79 704.00 PLN
79 704.00 PLN
67 404.00 PLN
GrosueКод товара: HE0299
Продукт - Выходе на
9 170.00 PLN
7 500.00 PLN
NET11 PLN 279.10
9 225.00 PLN
BrassКод продукта: IA0500
Продукт - по запросу, цена и дата могут измениться
Код продукта: IA0510
Продукт - по запросу, цена и дата могут измениться
Код продукта: IA0520
Продукт - по запросу, цена и дата может измениться
Код продукта: IH0110
Продукт - заканчивается
Код продукта: IH0120
Продукт - заканчивается
Код продукта: IA0589
Продукт - по запросу, цена и дата могут измениться Код продукта:
3 9
Продукт - по запросу, цена и дата могут измениться
Код продукта: IA0596
Продукт - Индивидуальная цена
Код продукта: IA0597
Продукт - Индивидуальная оценка
Код продукта: IA0590
Продукт - по запросу, цена и дата могут измениться
Код продукта: IA0595
Продукт - по запросу, цена и дата могут измениться0
Код товара: IH0124продукта - низкий
11 800.00 PLN
8 600.00 PLN
NET
14 514.00 PLN
10 578,00 PLN
10 578.00 PLN
Грубый
Код товара: IH0020
Продукт - по запросу, Цена и дата может измениться
Код товара: IH0130
Товар - низкий
Код товара: IH0140
Товар - по запросу, цена и дата могут измениться
Код товара: IH0150
Товар - по запросу, цена и дата могут измениться
Магазин находится в режиме предпросмотра
Показать полную версию сайта
.Модели AFI-03 и AFI-05 имеют версии, дополненные функциями гранулятора. Подробнее.
Печи AFI-03 и AFI-03plus (с функцией грануляции) широко используются в промышленности по извлечению драгоценных металлов благодаря быстрому расплавлению полной загрузки тигля. Время плавления от комнатной температуры занимает примерно 2-3 минуты. Когда печь нагревается, полный тигель плавится почти сразу. Это выгодно в случае плавки лома с высоким содержанием металлов, сильно вступающих в реакцию с кислородом (например,медь) и металлы, которые обильно испаряются при температурах выше 1000ºC (например, цинк).
Печи AFI-06 и AFI-07 являются популярными устройствами на крупных производственных предприятиях, используемых для плавки образцов для определения химического состава и в бронзовой промышленности.
Первое поражение в этом году потерпели игроки третьей лиги Унии Тарнов. В выездном матче «Тарнов» проиграл со счетом 0:1 (0:0) занявшей второе место «Краковии II». Единственный гол был забит на 85-й минуте, когда Томаш Бала, появившийся на поле за шесть минут до этого, пробил по мячу, отскочившем от штанги ударом Патрика Заухи. Ласточки на данный момент занимают седьмое место в таблице.
Из двух наших игроков четвертой лиги игроки Metal Tarnów должны были удовлетворить гораздо больше.В тренерском дебюте Роберта Дзюбака они на своем поле обыграли «Соколу Слопнице» со счетом 5:1 (1:0), отыграв 8 минут с преимуществом. Единственный гол до перерыва был забит через 42 минуты после удара Альберта Столарца. На 52-й минуте Дамиан Волански вырвался вперед из Тарнова, тем самым реабилитировавшись за пропущенный 8-минутный штраф. Спустя три минуты Филип Яскевич поразил ворота, а через 74 минуты Кацпер Прошовски сделал счет 4:0. Гости забили почетный гол на 82-й минуте после удара Мамбе Камара, а через 90 минут счет установил Ежи Громадски.После двадцати одного хода Металл занимает двенадцатое место.
Тарновия, которая также играет в четвертой лиге, проиграла 1-2 (0-1) Ярмуте Щавнице в выездном матче, для которой это была четвертая победа в сезоне. Хозяева повели в счете через 9 минут после удара Даниэля Новорольника. Сразу после перерыва (46 минут) Бартош Токарчик сделал ничью, а Войцех Верцех забил победный гол на 87-й минуте. В то время тарновцы играли в яблочко, потому что на 80-й минуте Чеслав Огожала был наказан красной карточкой за то, что ударил соперника ногой.Команда с улицы Бандровского находится на десятом месте в таблице.
В классе "А" обе наши команды играли на выезде. Лучше среди них была Искра Тарнув, которая поделила очки с WKS Siemiechow. Матч закончился со счетом 2-2. Blue 1947 Tarnów не встретились с Dunajec Mikołajowice, проиграв хозяевам 0: 4. После восемнадцати туров «Бленкитни 1947» занимают десятое место, а «Искра» - двенадцатое место среди шестнадцати команд.
(см)
Иллюстративное фото
.Доменная печь на Valheim напоминает ęFoundry когда ż вот так & здот;то&эогон; металлы для слитков. В этом случае этот объект способен обрабатывать куски черного металла, чтобы затем использовать & cacute; ему создать лучшее оружие и щиты в игре.
Чтобы построить & cacute; Доменная печь должна преодолеть & cacute; четвертый босс, Модер и Эогон; и построить & cacute; Таблица & lstrok; владелец.Вы разблокируете соответствующий & aogon; рецепты & эогон ;.
Теперь выберите m
Когда вы закончите вы построите его, вы можете начать & aogon;& cacute; переплавка кофе в черный металл.Этот предмет падает с Fuling (3) , Fuling Shamans и Fuling Berserkers, которых вы встречаете на Равнинах. Помните, что вы не можете использовать & cacute; порталы, если эти предметы найдены & aogon; си & эогон; в инвентаре вашего персонажа.

Конечно, вам также понадобится глазурь для переплавки. Збли & здот; си & эогон; к печке, положить & sacute; & cacute; вольфрам в квадратных отверстиях (4) , черный металл в круглых отверстиях (5) .Теперь подождите несколько десятков секунд, и из печи выпадет слитка черного металла (6) .

Этот материал используется для создания следующих элементов хвоста:
Содержание: Valheim – руководство и советы
Ранее: Вальхейм - ветряная мельница: помол зерна, м&аогон;ка дж&эогон;смена
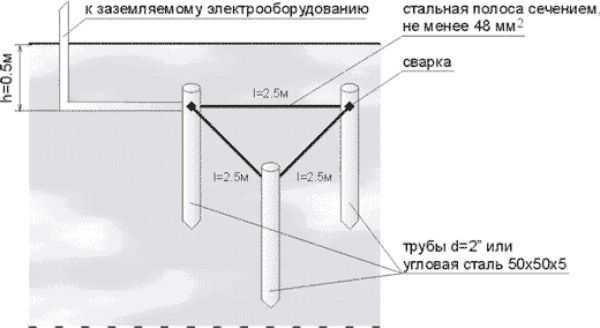
.Большие объемы драгоценных металлов переплавляются в специальных плавильных печах. Существует много видов таких печей, которые различаются по своей конструкции и источнику тепла. Большее количество металлов (более 10 кг) чаще всего выплавляют в коксовых печах. Они изготавливаются из огнеупорного кирпича и имеют внутри решетку или треногу, на которую ставится тигель. Под колосником находится топка, которую заполняют коксом таким образом, чтобы тигель был окружен коксом не менее чем на половину его высоты.Для этих печей требуется хороший вытяжной колпак и устройство для продувки воздухом для повышения температуры печи. В таких печах тигель накрывают шамотной крышкой или большим куском древесного угля. Во избежание охлаждения или даже растрескивания тигля, которое может быть вызвано обдувом холодным воздухом, в зазоры, образующиеся вокруг тигля от горения кокса, необходимо постоянно подсыпать мелкие кусочки кокса.
Масляные, бензиновые, ацетиленовые, газовые и электрические печи намного удобнее в эксплуатации, хотя и менее экономичны.
Все виды печей переносные, занимают мало места; они сделаны из шамота и огнеупорной глины, изолированы асбестом, окружены железным листом. Наибольшей популярностью пользуются газовые печи, в которых можно регулировать температуру и проводить плавку чисто и быстро. В небольших газовых печах можно плавить чистые металлы, поставив печь на стол; при плавке отходов драгоценных металлов поместите печь под хороший вытяжной колпак. Для газовых плит используются электрические или водяные воздуходувки.
Наиболее удобными, хотя и самыми дорогими в использовании, являются электрические плиты. В этих печах можно получить столь высокую температуру (ок. 3000°С), что в них можно легко плавить платину.
Все типы печей должны нагреваться и охлаждаться постепенно и медленно, когда плавка завершена.
Температура печей измеряется приборами, работающими на разных принципах, называемыми пирометрами. Одним из наиболее практичных пирометров является оптический пирометр под названием «Пиропто»; он позволяет измерять температуры в диапазоне 700-2000°С, поэтому вполне достаточен для ювелирных целей.
При отсутствии пирометра цвет плавки можно использовать для определения температуры коксовой печи. Красный цвет указывает на температуру 600-850°С; цвет от темно- до светло-желтого - 850-1100°С; выше 1200°С - цвет плавки белый.
.«Специфика нашего производства – создание единичных экземпляров для задач, строго определенных заказчиком», – говорит Матеуш Янкович, заместитель начальника механического отдела по производству и закупкам Zakłady Urządzeń Przemysłowych ZAM Kęty sp.Z o.o.
Ассортимент продукции компании ZAM Kęty достаточно широк…
Действительно, мы специализируемся на выполнении нетиповых, мелкосерийных и индивидуальных задач, чаще всего выполняемых на основании собственной документации, взаимных договоренностей с нашими заказчиками или на основании документации заказчика.Осуществляем монтаж и пуско-наладку устройств, а также сервисное обслуживание.
Наши продукты включают в себя: машины и машины промышленные - в основном для промышленности Heavy , гидроциклон , а также печи индукция , индукция для сетевого и среднего частота, генераторы тиристорные среднечастотные, силовые и шкафы управления.Мы также предлагаем контрольно-измерительное оборудование, а также различные виды износостойких резиновых футеровок.
В каких количествах производятся отдельные производственные элементы?
На самом деле у нас нет продукции, которая выпускается серийно в неизменном виде, всегда одна и та же. Наши контракты охватывают не тысячи единиц, а часто одну или дюжину крупногабаритных машин. Например, сейчас мы производим восемь дробилок для австрийской компании. Мы предоставляем им еще одну машину каждые два месяца.Таким образом, мы делаем устройства, связанные с выполнением конкретных заказов. У нас нет продуктов, которые мы бы производили и хранили на складе. Все делается по конкретным заказам.
Наверное, проще было бы сказать, какие машины и устройства мы не умеем производить. Скажу так: все, что мы сможем сделать на базе нашего машинного парка и благодаря профессионализму наших сотрудников - мы сделаем.
.Что касается машин, у нас есть:К ним относятся: моталки для листового металла толщиной до 20 мм и шириной до 2000 мм, токарные станки с максимальной длиной обточки до 400 мм, карусельный токарный станок, шлифовальные станки, фрезерные станки, а также специальное сварочное оборудование, в том числе МАГ , сварочные аппараты MIG и TIG. Кроме того, в прошлом году мы приобрели станок с ЧПУ
С какими клиентами вы знакомитесь? Что они ищут?
Как правило, мы ищем те компании, которые хотят, чтобы мы сделали станок для их технологической линии.Нашими клиентами являются компании, которые намерены запустить новую производственную линию и хотят, чтобы мы изготовили, например, гидроциклоны, конвейеры или, как в случае с только что выполненным нами заказом, воздушный фильтр для компании Rockwool, которая с одной стороны стороны, чтобы соответствовать необходимым для них техническим параметрам, а с другой стороны, вписаться в их технологическую линию.
Еще один клиент, который недавно обратился к нам, — это иностранная компания, которая намерена начать выбор заполнителей по экологическим соображениям.Запускает технологическую линию, элементом которой является поддержка оптической селекции. Мы помогаем ей проектировать механические детали, чтобы она могла правильно оборудовать и оборудовать свою производственную линию.
| Знаете ли вы, что ... К устройствам, выпускаемым заводом в Кентах, относятся гидроциклоны. Их новые типы создаются в сотрудничестве с учеными из Института цветных металлов в Гливицах. Они служат, в частности, в качестве классифицирующих устройств применяются на обогатительных фабриках, в помольных установках с целью получения соответствующей крупности материала, предназначенного для дальнейшей переработки.Кроме того, они используются в установках, связанных с охраной окружающей среды, в работах, связанных с шламоудалением и золоудалением, а также с обезвоживанием. |
По Вашим словам, заказчиками в основном являются иностранные компании.
Можно и так сказать. Большинство наших клиентов - компании из Западной Европы, в т.ч. из Германии, Австрии и Дании. Многие из них также работают на польском рынке. Есть также контракты для отечественных компаний, например, для Orlen.Я думаю, что эти компании получают хороший качественный продукт по относительно низкой цене. Многие из них, проверив наши машины, часто возвращаются к нам. Это очень положительная тенденция в нашем бизнесе.
Производство на заводе осуществляется в двух цехах?
Да, у нас есть отдел механики и отдел автоматики и измерительного оборудования. Первый из них занимается собственно механическими изделиями, т. е. производством крупногабаритных приборов и машин. Этот цех также изготавливает элементы конструкций печи для цеха автоматики.С другой стороны, в отделе автоматизации мы уже много лет производим нашу флагманскую продукцию — индукционные печи, в первую очередь для литейной промышленности. Мы также делаем газовые печи , которые можно использовать, например, в различных типах технологических линий.
Индукционные печи нашего завода могут использоваться как для плавки и выдержки металлов, в том числе цветных металлов, так и промышленных сплавов. Эти печи можно использовать для хранения расплавленных металлов в другой печи (как часть буферной операции или в дуплексной системе).
Могут работать - в зависимости от размера печи - как в рамках работы крупных литейных и кузнечных цехов, так и небольших заводов этого типа. В случае с нашими печами важно, на мой взгляд, то, что мы их постоянно модернизируем. Мы хотим постоянно развиваться и постоянно двигаться вперед в плане технологий. Без этого мы не смогли бы успешно бороться за клиентов.
Является ли акцент на инновациях торговой маркой ZAM Kęty?
На самом деле, мы действительно заботимся о качестве.Мы в основном полагаемся на него. Инновации также важны для нас. Тем более, что в значительной степени мы используем самые современные технологические решения, прежде всего в производстве печей. Это разработанные годами модели машин и одновременно все более современные конструкции на основе электронных компонентов. Они действительно продвинуты.
Когда речь идет о механическом цехе, где создаются крупногабаритные элементы и машины, качество опять же имеет принципиальное значение, ведь с одной стороны весь механизм должен быть подобран наиболее оптимальным для машины образом, чтобы он работал ну, а с другой стороны, он должен быть собран в функциональное целое.В этом случае также важна сварка. У нас есть действительно хорошие специалисты в этой области. Думаю, именно по этим причинам мы по-прежнему привлекательны на рынке.
Значит, одной из сильных сторон компании является команда квалифицированных сварщиков?
Да, так как наши конструкции обычно сварные. Это имеет большое значение, особенно для крупногабаритных машин. Наши производственные возможности включают в себя различные виды элементов, которые требуют работы узкоспециализированного сварщика.Благодаря этому, например, сейчас мы выполняем крупный заказ для Orlen. Мы выиграли тендер на поставку топливному концерну 50 цистерн для перевозки отравляющих веществ. Мы уверены, что эти резервуары будут качественно сварены и, в том числе, благодаря этому они будут иметь соответствующую прочность. Таким образом, хорошие контракты можно получить не только благодаря использованию соответствующей техники, но и благодаря высококвалифицированному персоналу.
| Важнейшие даты в истории компании 1996 Основание отдела автоматизации и механизации цветной металлургии в ZAM Kęty 1996 900 изобретений и инноваций Brussel's Eureka 96 Преобразование компании в компанию 2002 Приватизация и создание Zakłady Urządzeń Przemysłowych ZAM Kęty sp.о.о. 2006 Внедрение и сертификация системы качества ISO 9001 2008 Присвоение компании титула Газель бизнеса 2010 Получение сертификата деловой репутации D&B Poland |
Эти активы не представляют угрозы для государства?
В литейном производстве, для которого предназначены наши индукционные печи, ситуация не самая лучшая. Два-три года мы наблюдаем явное затишье и пока нет сигналов, что ситуация улучшится в ближайшее время.Ситуация в тяжелой промышленности также не очень интересна. Если компании не начнут инвестировать в течение года или двух, это может стать проблемой. Это, конечно, проблемы, с которыми в настоящее время борется большинство компаний на внутреннем и европейском рынке.
Тем не менее, я считаю нашу нынешнюю ситуацию хорошей. Благодаря марке, благодаря клиентам, которые возвращаются к нам, положение ZAM Kęty стабильно. Мы смотрим на то, что происходит на рынке. Мы не спускаем глаз и готовы создавать новые конструкции и машины.
Сейчас вы внедряете систему управления производством.
Да. Ситуация на рынке учит нас экономить. Поэтому мы оптимизируем процессы, связанные с производством. Мы компьютеризируем всю структуру, связанную с производственным отделом. Мы стандартизируем процессы передачи информации, касающиеся, среди прочего, управление производственным временем. Мы хотим точно знать, на какой стадии реализации находится тот или иной продукт, где могут быть какие-то потери. Мы также получим более широкие выводы о работе отдельных производственных участков.
Оптимизация процессов управления в нашей компании является важной задачей, поскольку производимые нами крупногабаритные машины часто представляют собой очень сложные устройства. Они не производятся серийно и стягиваются с ленты. Специфика нашего производства заключается в создании единичных экземпляров под строго определенные заказчиком задачи. Поэтому мы рассмотрим все возможные проблемы и недостатки, которые каждый раз могут возникать в несколько ином технологическом процессе. В этом году мы намерены завершить процесс внедрения новой системы управления производством.
Можно ли сказать, что диверсификация – это спасение ZAM Kęty от кризиса?
Скажу так: проблемы, с которыми мы боремся в определенных - относительно небольших - масштабах, касаются многих компаний, работающих в настоящее время на рынке. Для нас нет неразрешимых вопросов. Например, достаточно оригинальной проблемой, с которой мы сталкиваемся ежедневно, является вопрос о различных типах материалов и элементов, необходимых для наших машин. Если клиент хочет, чтобы они включали, например,технически совершенные мотор-редукторы, их приходится находить, импортировать, иногда даже из США. Это влияет на продолжительность индивидуальных контрактов, но мы всегда можем получить наиболее оптимальный материал или элемент.
В то же время - в связи с тем, что мы работаем в отрасли крупногабаритных устройств с высокой технической сложностью - новые конкурентоспособные компании не появляются в одночасье, как в других отраслях. В данном случае большое значение имеет опыт и доверие со стороны потенциальных клиентов.И эти преимущества в наших руках.
Акцент на качестве устройств, созданных в Кентах, имеет большое значение для получателей наших машин. Мы обращаем внимание на то, что происходит на рынке в данный момент, и уделяем большое внимание экологии. Примером может служить воздушный фильтр, который мы делаем сейчас и в котором мы использовали инновационный метод очистки воздуха.
В эти дни нужно быть осторожным. Диверсификация производства, высокое качество, подтвержденное системой качества ISO, и комплексное обслуживание клиентов (от проектирования, производства до пуско-наладки и сервисного обслуживания) — наш рецепт выхода из кризиса.
| Знаете ли вы, что… Одним из измерительных приборов, предлагаемых ZAM Kęty, является пылемер P-10 ZA. В своей первой версии он получил, в частности, Золотая медаль MTP на выставке POLEKO 95 в Познани, золотая медаль на всемирной выставке изобретений и инноваций Brussel's Eureka 96, а также титул Польского лидера экологии в категории «Техника и технологии» в 1997 году. постоянно совершенствуется. Р-10 ЗА предназначен для измерения концентрации пыли в проточных каналах.Благодаря внутренней системе обогрева и герметичности наружного кожуха центральный контрольно-измерительный блок ЦИП-10 может работать в тяжелых, например зимних, производственных условиях. |
Сталелитейная промышленность является одной из крупнейших и наиболее важных отраслей промышленности в мире. Она всегда была главным двигателем экономики. Его продукция незаменима, например, в металлообработке, автомобилестроении, машиностроении и строительстве. Только самые современные, высокоавтоматизированные и чрезвычайно надежные производственные линии гарантируют экономический успех в производстве стали.
Бессемеровский процесс помещает чугун или кованое железо с большим количеством загрязнений в отсек большой машины, называемой бессемеровской печью, которая продувает воздух под конвертером, под чугуном.Воздух нагнетается в огонь под преобразователем. Когда пламя поражает, холодный воздух достигает 3000 градусов по Фаренгейту. Тепло удаляет все примеси из железа и оставляет 99,445% железа, что является правильным количеством железа в стали. Остальное – примеси: 0,294 % углерода, 0,014 % фосфора, 0,199 % марганца, 0,105 % меди и 0,033 % кремния. Поскольку конвертер Бессемера смог извлечь так много загрязняющих веществ, содержащихся в железе, сталь стала прочнее.
Электродуговые печи плавят стальной лом для производства стали.Электричество используется для плавления стального лома. Электрическая дуга создается между заряженным материалом и электродами. Тепло, выделяемое этой дугой, расплавляет металлолом. Электродуговая печь состоит из трех частей (нижний корпус, верхний корпус и свод) и может наклоняться при помощи гидравлики. Нижний сосуд, верхний сосуд и крыша внутри футерованы огнеупорным материалом. Внешние борта судов и крыша в основном состоят из стальной конструкции с водяным охлаждением.
Печной трансформатор примыкает к электродуговой печи.Этот специальный силовой трансформатор обычно охлаждается маслом и устанавливается в отдельном хранилище для защиты от тепла. Система дополняется гидроприводом для перемещения электрода и кровельным подъемником, системой водяного охлаждения, системой сжатого воздуха, системой отсоса технологических газов и ковшовой тележкой. Датчики ifm
установлены в гидроблоке, в системе охлаждения и в системе подачи сжатого воздуха.
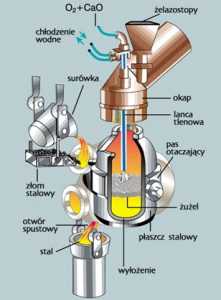
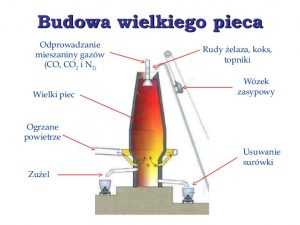
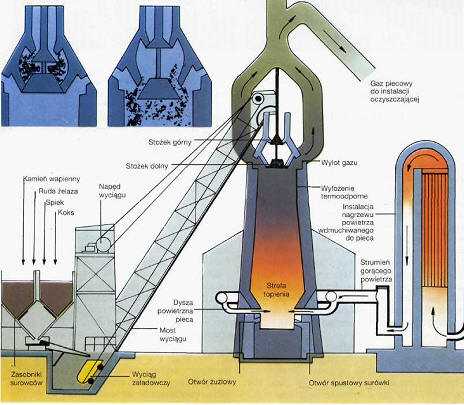
Доменная печь имеет грушевидную форму двух усеченных конусов, соединенных основаниями.Вся структура имеет высоту около 40 метров, в которой железная руда (в основном FeO, Fe 2 O 3 и Fe 3 O 4) перерабатывается в металлическое железо. Мы открыли часть печи через верхний конус, мы называем его шахтой, это контейнер для сырья. Железо, кокс и кальциевая руда загружаются сверху печи. В то время как кокс превращается в монооксид углерода (CO), который затем действует как восстановитель:
2 С + О 2 → 2 СО
3 CO + Fe 2 O 3 → 2 Fe + 3 CO 2
Расплавленное железо опускается на дно печи.А известняк вступает в реакцию с примесями силиката, образуя расплавленный шлак, который плавает на поверхности чугуна. Время от времени удаляем чугун и шлак из печи через отдельные сливные отверстия. Мощность доменной печи составляет от 2 до 10 000 тонн чугуна в сутки.

У многих из нас мартеновская печь может ассоциироваться с песней польской группы Perfect "AutoBiografia", где Гжегож Марковский поет "Отец, Бог знает, куда он поставил мартеновскую печь [...]".Тем не менее загадочное название печки мало что говорит о том, что это за устройство на самом деле и для чего оно нужно. Название мартеновской печи происходит от имени ее изобретателя - французского металлурга Пьера-Эмиля Мартена . Он первым в 1864 г. разработал процесс выплавки стали с применением этого устройства. Также известная как печь Siemens-Martin , модель представляет собой не что иное, как большую металлургическую трубчатую пламенную печь.Он работает за счет рекуперации тепла выхлопных газов. Чаще всего используется для выплавки стали из чугуна и металлолома.
Изобретенный в 1856 году бессемеровский процесс стал наиболее распространенным методом производства стали. Уже почти столетие он празднует свои триумфы по всему миру. Вскоре после этого француз Пьер Мартен изобрел альтернативный метод производства стали. Новая технология, а также используемое для нее устройство были названы его именем как мартеновский .Таким образом, в 1960-х годах только 2% мировой стали производилось по старому процессу. В свою очередь, в мартеновском процессе было создано 90 033 90 % 90 034. Остальные 8% пришлось на современные технологии, в которых использовались только появляющиеся электродуговые печи.
Мартеновская печь , или в принципе процесс , происходящий в ней, - сжигание угольного газа над загрузкой чугуна и известняка . Изобретатель заметил, что в предыдущем методе тратилось большое количество энергии на продувку расплавленного железа холодным воздухом.В его версии он решил не тратить энергию впустую и использовать ее в своих интересах. Он использовал горячие газы, образующиеся в результате сжигания угольного газа, для нагрева газа и подачи воздуха в печь, в которой затем газ сгорал. Использование этого метода позволило поднять температуру в печи, которая легко начинала плавить добавленный в чугун стальной лом. Со временем стали замечаться дополнительные преимущества новой технологии, а именно значительно снизились производственные затраты.
Весь процесс производства чугуна с использованием мартеновской печи начинается с загрузки его сверху смесью руды, кокса и известняка. При плавке чугуна и лома с известняком на поверхности расплавленного металла осаждается шлак. Это не что иное, как процесс удаления нежелательных примесей из сплава. При этом он продувается через воздушные сопла в нижней части камеры. Струи горячего воздуха вызывают химические реакции, при которых оксиды железа восстанавливаются.Весь процесс плавки занимает от 4 до даже 12 часов. Чугун вместе с ранее отделенным шлаком собирается отдельно на дне печи. После завершения процесса сталь сбрасывается через отверстие в задней стенке рабочей камеры.
В настоящее время в Польше и в мире по технологическим и экономическим причинам мартеновские печи используются не так часто. Они до сих пор используются для производства небольшого количества специальных сталей, в частности нержавеющих сталей.Старый мартеновский метод заменяется кислородно-конвертерным процессом и частично электрическим процессом в дуговых печах.
.