Рассказываем, как изготовить своими руками плавильную печь для плавки металла (свинца и алюминия) в домашних условиях. Идея принадлежит автору YouTube канала TheDacchio.
За основу самодельной конструкции автор использует металлическую бочку. Отрезаем от нее кусок нужного размера — нижнюю часть с дном.

В бочке необходимо просверлить отверстие для подачи воздуха внутрь печи. Далее автор приготовил раствор и залил его в бочку до уровня, где находится отверстие.

Рекомендуем также прочитать статью: как сделать солнечный концентратор из пивных алюминиевых банок.
Устанавливаем внутрь бочки пластиковое ведро. Между ведром и внутренней стенкой бочки вставляем стальную сетку, свернутую в рулон. Заполняем бочку раствором полностью.


На следующем этапе автор приступил к изготовлению крышки печи. В качестве готовой формы используется кольцо от бочки. Заполняем его раствором и армируем сеткой.


Поскольку крышка тяжелая, имеет смысл сделать ее поворотной. Изготавливаем простейший шарнир из круглых стальных труб, привариваем детали к корпусу печи и крышке, после чего соединяем все вместе.


К крышке дополнительно надо будет приварить ручку (можно сделать ее из куска круглой трубы). В верхней части плавильной печи необходимо сделать пазы для установки тигля.

К основанию бочки приваривается крестовина из профильной трубы, к которой крепятся колесики.

Насыпаем в печь угли, разжигаем их. Подключаем к отверстию в бочке воздуходувку, и добиваемся нужной температуры. Устанавливаем внутрь тигель с алюминием, и ждем, пока металл полностью не расплавится.


Как сделать печь для плавки алюминия в домашних условиях, подробно показано на видео ниже.
Мне нравится1Не нравится

Андрей Васильев
Задать вопрос
Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома.
Поэтому алюминий часто плавят в домашних условиях для замены нестандартных или мелких частей механизмов: отливают болванку, а после обрабатывают её на токарном станке. Иногда из алюминия своими руками изготавливают сувениры и небольшие предметы интерьера.
Самодельные печи для плавки алюминия состоят из корпуса — металлического цилиндра (2), облицованного огнеупором (шамотом с песком или бетоном). Внутри шахты находится древесный уголь (8), служащий топливом. В него устанавливается тигель (3) — ёмкость, в которой будет плавиться металл. Тиглем может быть толстая консервная банка, чайник или любая ёмкость из нержавеющей стали.
В нижней части шахты (6) сделано отверстие для нагнетания воздуха (7) через решетчатое основание (4), что позволяет поддерживать горение и регулировать температуру в печи.
В качестве нагнетателя применяют фен или трубу пылесоса. Заслонка (5) необходима для отведения излишнего воздуха.
Для печей ёмкостью несколько десятков килограммов нужна крышка (1) для быстрого и равномерного прогревания металла. В маленьких печах можно обойтись без неё.
Элементы печи не должны деформироваться и плавиться при нагреве. Поэтому использование алюминиевых корпусов, трубок и тиглей недопустимо. Лучше всего для постройки конструкции взять стальные или чугунные детали.
Справка. В качестве топлива для плавки алюминия используют также природный газ или электроэнергию.
Создание небольшого агрегата, позволяющего расплавить несколько килограмм алюминиевого лома — задача несложная. Для выкладки печи на садовом участке потребуются следующие материалы:
Кирпичи будут являться одновременно и корпусом, и огнеупорным покрытием печи, консервная банка выполнит роль тигля. В верхней части банки делаются два отверстия напротив друг друга, и через них продевается проволока. За неё можно будет поднять и вытащить тигель с расплавом из печи. Воздух будет подаваться от включённого в режиме холодного воздуха фена. К выходному отверстию фена необходимо скотчем или изолентой примотать кусок трубы — это и будет воздухопровод.
Такая простая схема печи удобна тем, что инструментов для её создания фактически не требуется, все выполняется руками.
Важно! Не использовать для печи элементы с цинковым покрытием, т. к. при плавке алюминия будут выделяться токсичные пары цинка.
Фото 1. Законченный кирпичный колодец для плавильной печи. Края усилены металлическими полосами, видно отверстие воздуховода.
Совет. Интенсивность подачи воздуха можно регулировать, изменяя режим работы фена, а также расстояние между трубой и окном для воздуховода.
После разогрева банки в неё можно загружать лом для переплава. Признаком прогрева банки служит её покраснение.
Важно! Плавить алюминий рекомендуется в подогретом тигле. При загрузке холодного лома в холодную банку больше вероятность того, что ёмкость прогорит, и алюминий вытечет из банки прямо на уголь.
Принцип устройства и работы такой печи очень прост и не вызывает трудностей. Однако всегда стоит помнить о технике безопасности:
Вам также будет интересно:
Другой разновидностью самодельной печи для плавки алюминия является конструкция из двух больших банок. Одна из них служит корпусом, в котором вырезается отверстие для подачи воздуха, а дно второй банки с отверстиями служит рассекателем.
Внутрь банок устанавливается тигель.
Такой аппарат очень компактен, и небольшие объёмы металла можно плавить даже в проветриваемом гараже. Однако конструкция не отличается устойчивостью и огнеупорностью, и прослужит лишь несколько циклов.
Небрежно собранный аппарат приводит к неэффективной работе печи и делает её опасной для использования. Вот несколько моментов, на которые следует обратить внимание:
Поэтому после выкладывания каждого ряда проводится визуальная проверка на наличие отверстий. Дыры замазываются песчано-глинистой смесью или закрываются огнеупорным материалом.
Бетонный раствор рекомендуется использовать лишь в случае стационарного агрегата, который не планируется разбирать. Но не следует использовать асбестовые листы и крошку в местах нагрева печи, т. к. этот материал является канцерогеном.
Выкладка каждого, особенно нижнего ряда кирпичей контролируется уровнем. Также горизонтальность можно проверить, поставив на решётку банку с водой. На ровной поверхности верхняя кромка воды будет параллельна краю банки.
Ознакомьтесь с видео, в котором рассказывается, как изготовить плавильню для алюминия.
Желание иметь дома небольшую плавильную печь легко осуществимо, не требует больших вложений, знаний и времени для постройки. Можно самостоятельно соорудить агрегат ёмкостью до 10 кг расплавленного металла и изготавливать сувениры, фурнитуру или заготовки для мелких алюминиевых деталей. Температура, достигаемая в домашней печи, позволяет плавить большинство алюминиевых сплавов за короткое время (несколько десятков минут в зависимости от объёма лома).
Конечно, качество получившегося металла отличается от промышленного. Алюминий, расплавленный в домашних условиях, содержит повышенное количество окисных плёнок, загрязнений, менее стабилен по химическому составу. Но всё же он будет пригоден для использования в быту.
Ибрагимов В.Э.1, Гарсиа Л.М.2, Бажин В.Ю.3
1 Магистр кафедры металлургии, 2 Аспирантка кафедры АТПП, 3 Заведующий Кафедрой АТПП, профессор, Национальный минерально-сырьевой университет «Горный», г. Санкт-Петербург
ПЛАВКА ТОНКОСТЕННОГО ЛОМА С ЛАКОКРАСОЧНЫМИ ПОКРЫТИЯМИ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА
Аннотация
В работе изучается проблема переработки загрязненных алюминиевых отходов доля которых неуклонно увеличивается в производстве вторичных сплавов. В лабораторных условиях проведены плавки, при которых шихта была сформирована из алюминиевого лома в виде тонкоизмельченных банок. Полученные отливки были проанализированы химическими и металлографическими методами, и выявлены основные показатели, влияющие на выход годного продукта. Изучен состав и содержание веществ, выделяющихся газообразных продуктов в ходе процесса плавления для оценки их влияния на окружающую среду. Научно обосновано необходимость выбора плавильного оборудования для переплавки загрязненных тонкостенных алюминиевых отходов.
Ключевые слова: алюминиевый сплав, тара для напитков, лакокрасочные покрытия, рециклинг алюминия.
Ibragimov V.E.1, Garcia M.L.2, Bazhin V.Y.3
1 Master of the Department of Metallurgy, 2 Postgraduate student of the Department ATP, 3 Head of the Department ATPP, Professor, National Mineral Resources University (Mining University), Saint Petersburg
MELTING OF THIN WALLED PAINT SCRAP COATINGS FOR ALUMINUM ALLOY PRODUCTION
Abstract
In this paper the problem of contaminated aluminum waste recycling the percentage of which steadily increases in the production of secondary alloys are investigated. In laboratory furnaces had meltings in which the charge was fully formed from the aluminum scrap in the form of finely divided aluminum cans. The resulting casting of aluminum alloy were analyzed by chemical and metallographic methods and carried out additional experiments to identify the main factors influencing the yield of the product metal. The composition and content of substances, gaseous products evolved during the melting process to assess their negative impact on the environment. Scientifically substantiated need for the selection of equipment for melting contaminated aluminum scrap thin.
Keywords: aluminium alloy, containers for beverages, coatings, recycling aluminum.
Введение
В настоящее время во всех странах увеличивается доля производства вторичных алюминиевых сплавов, из-за роста оборота упаковочной тары и мелких металлических отходов. К такому типу алюминиевых отходов относят не только алюминиевые банки из-под напитков, но также металлическую посуду, оконные рамы, крашенные автодетали, которые используются для повторного производства (рециклинга) аналогичных изделий [1]. Значительная доля отходов приходится и на скрап, загрязненный красками, лаками и различными органическими покрытиями [2].
Часть предприятий, занимающихся рециклингом алюминия плавит алюминиевые банки, и другие виды ломов с лакокрасочными покрытиями в пламенных отражательных печах, не принимая во внимание специфику переплава данной шихты, которая должна быть основана на современных экономических и экологических особенностях производства [3].
Плавка в отражательных печах имеет ряд существенных недостатков, в которых, в отличие от роторных печей, невозможно автоматизировать процесс, и управлять атмосферой печи, что необходимо при переплаве ломов с лакокрасочными и другими органическими покрытиями.
Эффективность плавки в отражательных камерных печах достигается только загрузкой шихты в слой расплава – «болото» [3], что исключает возможность правильной подготовки шихтовых компонентов с лакокрасочными покрытиями, в первую очередь из-за необходимости постоянного поддержания температуры в печи в интервале 700–800 ˚С. Применение такой технологии, даже при организации многоступенчатого рафинирования и дегазации расплава, неизбежно приводит к большому количеству неметаллических и оксидных включений в отливках.
Если материал, загружаемый в печь, сильно загрязнен оксидами и органическими компонентами (красками и лаками), необходимо создать условия для удаления покрытия и предотвратить выгорание органических веществ вместе с алюминием (эффект угара) [4]. При этом топочная система печи должна обеспечивать достаточное количество избыточного воздуха для выгорания органических компонентов, которые воспламеняются при контакте с горячим пламенем горелки. Наиболее подходящим оборудованием для решения подобных задач являются роторные барабанные печи с возможностью регулирования атмосферы печи.
Целью работы являлось получение однородного материала из алюминиевого сплава заданного химического состава после вторичной переработки и плавки алюминиевой тары от напитков для дальнейшего производства алюминиевых полуфабрикатов.
Результаты экспериментов являются основанием для перевода переплавки вторичного сырья с лакокрасочными покрытиями с подовых отражательных печей на более технологичные плавильные мощности ‒ барабанные роторные наклонные печи (РНП).
Хроматографический и масс-спектрометрический анализ газов, выделяющийся из алюминиевых емкостей для напитков
Для проведения анализа состава выделяющихся газов в виде химических соединений из загрязненного алюминиевого лома проводили выдержку порции 5 г при температуре 200оС и 650оС. Пробы измельченного и дробленного алюминиевого лома взвешивали и вставляли в стеклянную капиллярную трубку, которую помещали в печь при заданной температуре.
Первый забор выделившихся компонентов проводили в течение 20 минут при закачке и вытяжке литра гелия через трубку. Выделившиеся вещества собирали в сорбционной трубке заполненной комбинированным угольным фильтром 300 из трех сорбентов, размещенных последовательно (угольный фильтр и сито SII). Полученные сорбционные трубки обрабатывали методом термической десорбции в агрегате Tekmar 6000. Определение фазового составов образцов на автоматизированном рентгеновском дифрактометре Shimadzu XRD-6000, с использованием поисковой системы рентгенофазовой идентификации материалов. Отходящие газы анализировали с помощью масс-спектрометра Pfieffer Vacuum Termostar GSD301T3 при интерпретации измеренных масс спектров (рис. 1).
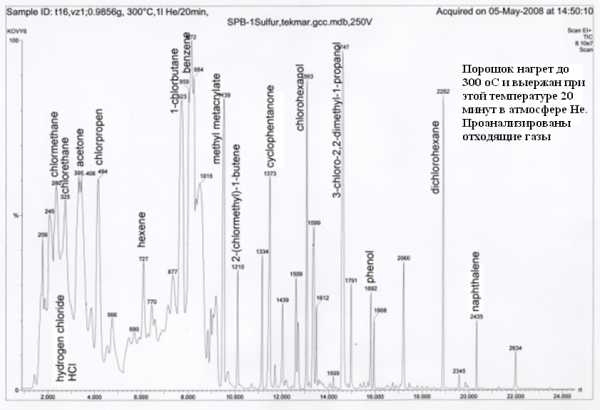
Рис. 1. Масс-спектры выделившихся соединений при 300°C
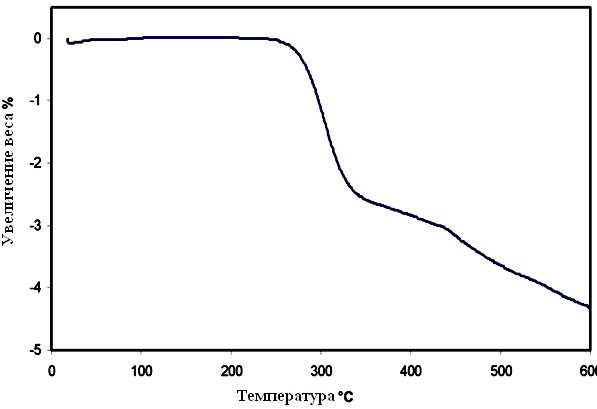
Рис. 2. Данные термогравиметрического анализа
Тестирование плавления и выход годного металла
В ходе экспериментов проведены три плавки из алюминиевого лома в виде тонко измельченных банок Полученные отливки из сплава были проанализированы химическими и металлографическими методами.
Первоначально взвешивали шихтовые материалы, содержащие 1,5 кг мелкоизмельченных отходов алюминиевой упаковки для напитков для каждой отливки (№1, 2 и 3). Для качественного определения количества измельченных банок использовали весы со шкалой от 5 г до 1000 г, и погрешностью в 0,1 г. Шихту загружали в графитовый тигель и помещали в камеру триплекс плавильного комплекса Горного Университета. Плавку проводили при температуре 780оС и, после расплавления отходов добавляли флюс (20 г). Далее расплав перемешивали, чтобы взять пробу с поверхности металла. Сплав отливался в круглую форму, и после охлаждения взвешивался для расчета выхода годного металла по следующей формуле:
Выход годного металла после плавок изменялся от 75% до 83% (плавка №1 – 75,5%, плавка №2 – 79,2% и отливка №3 – 83,1%).
При переработке тары для напитков в промышленном масштабе с целью достижения более высокого уровня выхода годного металла, более подходящим способом подготовки загрузки является использование операции дробления банок, с последующим прессованием лома в «брикеты» [6]. Наряду с прессованием, для повышения выхода годного используется способ загрузки лома в уже расплавленный металл – «болото» [7].
Исходя из вышесказанного, на аналогичном оборудовании были проведены дополнительные эксперименты по изучению влияния высоты слоя металла на выход годного (табл.1 и рис. 3). Образцы полученного алюминиевого сплава отбирали по 100 г в каждом опыте, и слой алюминия в тигле повышался с каждой плавкой и определяли выход годной продукции.
Таблица 1 – Показатели эксперимента по изучению влияния высоты слоя металла на выход годного
Из полученных результатов экспериментов можно сделать вывод, что с увеличением слоя металла на подине печи увеличивается выход годного, но при этом увеличивается количество шлака, что приводит к потере металла.
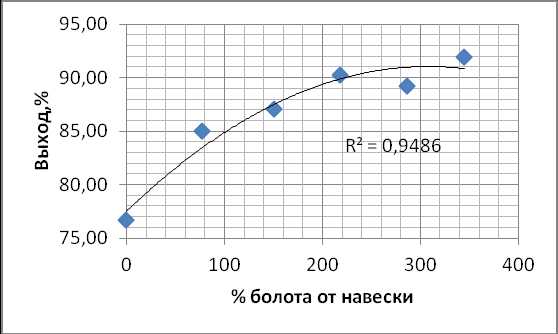
Рис. 3. Влияние слоя металла на выход годного
На практике, целесообразно плавить мелкие загрязненные лома, а также стружку в индукционных печах с заданным слоем металла. При заданном температурном режиме, именно в этих печах можно добиться более высокого выхода годного металла.
Спектрометрический анализ образцов после плавления
Для определения химического состава образцов №1, 2 и 3 после плавки и литья алюминия в формы, отбирались требуемые для спектрометрического анализа аншлифы. Определение элементного и фазового составов образцов расплава проводили на дифрактометре ДИФРЕЙ-402 (г. Санкт-Петербург).
В результате выявлено более 20 элементов. Результаты анализа отдельных образцов отливок №1, 2 и 3 представлены в следующих таблицах.
Все образцы близки по составу к сплаву системы Al-Fe-Mn (по американской классификации это сплавы EN AW 3103 или EN AW 3003) с содержанием отдельных элементов Mn 0,9- 1,5% (таблица 2).
Таблица 2 – Процентное содержание элементов в отливках
Содержание основных примесей находится в пределах, масс. %: 0,34-0,90 по Fe, 0,32=0,34 по Si и 0,02-0,2 по Zn. Содержание Al изменяется в интервале 96-98%
Металлографическое исследование образцов
Полученные алюминиевые отливки каждой отдельной партии, размещали в круглые формы, разрезали по оси в центральной части. Далее темплеты полировались с последующим травлением раствором 10% фосфорной кислоты в течение 5 мин. Структурное исследование осуществлялось методами растровой электронной микроскопии и рентгеновского микроанализа на растровом электронном микроскопе JSM-6460 LV (JEOL, Япония) с аналитической приставкой INCA (Великобритания).
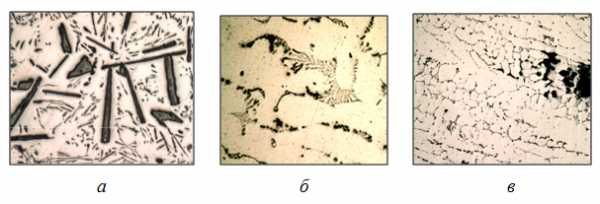
Рис. 4. Микроструктура: а – отливка №1, б – отливка № 2, в – отливка № 3
Видно, что микроструктура отливки №1 принципиально отличается от других двух отливок, т.к. содержит повышенное количество железа, которое проявляется при помощи металлографического анализа в наличии большого числа грубых игл интерметаллических фаз типа FeSiAl5 с размером 30-70 мкм (рис. 4, а). Микроструктура отливки №2 (рис. 4, б), также как и отливки №3 (рис. 4, в), имеет разветвленные интерметаллические фазы типа AlFe(Si)Mn, которые называются обычно «китайский шрифт» размером 80-200 мкм. В отливке №3 проявляется дендридная структура более очевидно, это объясняется тем, что литье проводили в жидко-твердом состоянии
Микроструктура всех отливок имеет высокий уровень местной междендритной пористости с оксидными пленами различных форм.
Заключение
При температурах от 200-350оС, с поверхности алюминия выделяется значительное количество опасных химических соединений. Термогравиметрические и масс результаты исследования указывают на то, что потери летучих соединений составляют 3-4% от потерь алюминия.
Все исследуемые отливки близки по составу к сплаву EN AW 3103 или EN AW 3003 с содержанием Mn 1,1-1,5% и Al 96,3-97,9%.
Полученные результаты плавки для отдельных отливок позволяют предположить, что выход годного металла изменяется в пределах 70-80%.
Весь объем полученных отливок является компактным и однородным, без усадки, пор и следов переплавки отходов. В микроструктуре всех образцов можно увидеть появление карбидов, из-за наличия пластиковых отходов и красителей, при их реакции с алюминием. С увеличением количества оксидных пленок увеличивается междендритная пористость.
Для повышения качества отливок необходимо проводить рафинирование и дегазацию, также добавить операцию фильтрации через керамический фильтр, а так же важно технологически правильно обжигать шихту перед плавлением, что не возможно в отражательных подовых, но осуществимо в роторных печах с регулированием атмосферы печи.
Литература
References
Институтом «Стальпроект» разработаны и введены в эксплуатацию шахтно-ванные печи с газовым отоплением для производства алюминия из лома. Рациональный режим отопления и конструктивные особенности печей обеспечивают уменьшение угара алюминия в 2 раза, сокращение удельного расхода топлива в 1,5 раза, лучшие экологические показатели по сравнению с действующими печами. Это достигается за счет:
Конструктивной особенностью печи является выполнение рабочего пространства из двух частей:
Во время выпуска алюминия из ванны шахта очищается через смотровое окно от нерасплавившихся железных и других отходов. По мере накопления эти металлы могут использоваться как товарный продукт. Обеспечивается улавливание неорганизованных выбросов газов из печи и их очистка совместно с технологическими газами. Степень очистки от пыли — более 99%. Производительность печи по алюминию — 1,0 т/час.
Сегодня мы рассмотрим способ переплавки алюминиевых банок при помощи простой маленькой плавильной печи в домашних условиях. На этот раз мы используем наш высокотехнологичный задний двор и ведро с банками из под газировки или пива. Чтобы изготовить поделки из алюминия, а точнее из банок, начнем с того, что достанем нашу , которая уже сделана ранее и большой мешок угольных брикетов. Их обычно используют для барбекю. Когда несколько углей распределены на дне плавильни, можно добавить тигель, сделанный из стального огнетушителя.
Только взгляните, что продают в этом китайском магазине .
Если поместить тигель на слой угля, будут переплавляться быстрее. Теперь присоединим стальную трубку через отверстие для подвода воздуха. Так будет обеспечена температура, достаточная для плавки, но нам все еще нужно найти способ загнать воздух внутрь. Для этого отлично подойдет бытовой фен, который можно купить в любом магазине.
Соединим фен с куском ПВХ трубки, используя две муфты на три сантиметра, чтобы присоединить с одной стороны стальную трубку, а с другой облегчить отсоединение фена. Всю конструкцию очень легко разобрать и поместить в 20 литровое ведро.
Воздуходувка находится под нужным углом, не помешает подпереть ее, чтобы она не отошла. Так вы сохраните стенки в целости и значительно увеличите срок службы плавильни. Теперь, когда плавильня готова, наполним ее доверху углем. Можно использоват ь пропановую горелку, потому что она нагревает все очень быстро. Угли горят, так что давайте включим фен на низкой мощности и направим на уголь кислород, чтобы как следует все разогреть. Как видите, сделанная нами крышка сохраняет жар и температура растет. Тигель и отверстия в центре крышки точно подогнаны.
Теперь возьмем алюминиевые банки, приготовленные для переплавки и стальные щипцы. Через 10 минут плавильня предельно разогрета. Видно, что стальной тигель светится оранжевым, это значит, что все готово. Тигель имеет 8 сантиметров в диаметре и поэтому отлично подходит для плавки банок из-под напитков и при температуре более 500 градусов по Цельсию они плавятся всего за пару секунд. Доведем мощность плавильни до полной, чтобы как можно быстрее все расплавить. Производительность устройства в среднем 10-12 банок в минуту.
Приятно то, что банки могут быть и грязными и покрашенными, с остатками газировки. Не важно, как мы скоро увидим, мини-плавильня поглощает все подряд дает на выходе чистый жидкий алюминий. По опыту 35-45 банок достаточно для производства 450 грамм алюминия. Если банки сначала раздавить, то можно даже не снимать крышку, а это значит, что в ходе плавки окислится еще меньше металла. После расплавления 50 банок тигель оказывается полным, но внутри много отходов, которые нам не нужны.
Хороший способ изолировать алюминий — взять стальную форму. Для начала осторожно вытащим тигель, убедившись что очено надежно захватили его стальными щипцами. Затем очень медленно перельем расплав в стальную форму. Как видите, шлак остается в тени или и действуют почти как фильтр, не давая твердым частицам покинуть его. Отделив то, что нам нужно, мы можем постучать тигель об кусок цемента и удалить шлак. Очистив тигель, мы можем сразу же использовать его снова.
Для забавы были расплавлены еще несколько банок, чтобы наполнить новую форму для кексов. Цель в том, чтобы придать слиткам красивый необычный внешний вид. Форма из стали, но порой вспыхивает огонь. Это сгорает противопригарное покрытие. Но так будет только в первый раз. После нескольких минут слитки начинают твердеть но они все еще ужасно горячие настолько, что бумага от них мгновенно вспыхивает. Хорошо будет запастись ведром с водой, чтобы их охладить. Брошенные в холодную воду слитки все еще горячие, чтобы мгновенно ее вскипятить, но примерно через 10 секунд они охлаждается и их уже можно достать руками.
Используем форму для мини-кексов, чтобы сделать слитки меньшего размера. В результате получились очень милые маленькие кексики. Назначение слитков том, чтобы иметь чистый металл наготове, когда вы захотите что то сделать. Теперь при необходимости нужно всего лишь бросить пару слитков в чистый тигель. При такой конфигурации слитки расплавятся за 5-10 минут. При использовании слитков нам не нужно избавляться от шлаков, разве что от тонкой пленки оксида алюминия, а значит тигель полон готового к отливке жидкого алюминия.
Нальем алюминий в песок, в котором сделана специальная форма, которая сгорает, вбирая 900 грамм жидкого металла. Через 10 минут металл достаточно тверд, чтобы зацепить его щипцами. Мы можем сломать форму и вытащить наши литье. По ссылке в начале статьи вы сможете увидеть, как меч отливался более подробно.
Когда работа будет закончена, все приспособления можно удобно уложить в 20 литровое ведро, а когда плавильня остынет, можно легко вытряхнуть пепел, взявшись за ручку. Уборка проходит быстро и когда вы ставите внутрь горшок с растением, плавильная печь превращается в декор.
Ну что же, теперь вы знаете, как в домашних условиях превратить пустые жестяные банки из под газировки в блестящие металлические мафины. Ими можно просто гордится и любоваться, а можно использовать для отливки всего, что придет в голову.
Литье алюминия в домашних условиях на примере изготовления сувенира.
Здравствуйте!
Сегодня я расскажу вам о своем опыте литье в песок по выжигаемой модели.
Почему именно такой способ заслуживает внимания? Все очень просто! Буквально просто! Дело в том, что есть много разновидностей литья. И так как мы говорим о литье в песок (землю), то и рассматривать будет его варианты.
Полностью процесс вы можете посмотреть на видео в конце статьи!
Литье в песок — самый распространенный способ литья из-за своей простоты и дешевизны. Так что вы без труда сможете отлить что-нибудь из алюминия в домашних условиях или в . До сих пор в современном мире это преобладающая технология. Ключевая разница всех вариантов в том, имеем ли мы одноразовую, выжигаемую в процессе заливки, модель или же у нас есть какая-то мастер модель, которая выполнена из твердых материалов и не может быть разрушена.
Более дешевый вариант — литье по выжигаемым моделям, но при условии, что модель не очень сложная и вы сможете вырезать ее из пенопласта (полистерола).
Литье по невыжигаемой модели требует некой подготовки смеси (об этом я расскажу в следующих статьях), а литье по выжигаемой модели требует лишь сухой песок.
Главным недостатком литья в песок является то, что отливка получается более грубой и шероховатой (чем мельче песок, тем лучше будет отливка) и требует механической обработки.
Прежде всего начинаем работу с шаблона или чертежа, я буду рассказывать на примере отливки сувенира.
Готовим шаблон и вырезаем его. Это нужно для того что бы быстро перенести его на наш пенопласт. Если вы хорошо рисуете, то нарисовать деталь вы можете сразу на пенопласте, это не принципиально. После чего, нам нужно вырезать нашу заготовку. Это и занимает большую часть времени, так как работа кропотливая, а брак практический не поправим (можно вырезать испорченную часть и приклеить на клей кусок нового пенопласта и попытаться вырезать снова).
Дальше я воспользовался (гравером) и обработал грани уже более четко, вырезал отверстия и изделие приобрело узнаваемый вид. Тут, кстати, у меня вышло не с первого раза, так как фреза режет пенопласт как нож масло и из-за кручения утягивается дальше в глубь, поэтому будьте аккуратны и не переусердствуйте. А то придется начинать с начала, что и пришлось сделать мне!
Когда заготовка готова, откладываем ее в сторону и идем за песком. При необходимости просейте его и подготовьте для формовки. Берем заранее подготовленную емкость (не важно какая она, лишь бы в ней можно было бы полностью утопить деталь и засыпать песком). Сперва засыпаем немного песка на дно, что бы заготовка не касалась формы, а после начинаем подсыпать песок и периодически растрясываем ящик для того, что бы песок равномерно заполнил все неровности и отверстия.
У меня не поместился самый хвостик ножа в форму, поэтому пришлось «наращивать» форму еще одной баночкой. Литник я уже сделал из мокрого песка, что бы он держал свою воронкообразную форму.
Алюминий плавится при температуре 600 градусов, поэтому нам подойдет и простой костер.
А в качестве тигля сгодится металлическая банка. Для разовой плавки подойдет даже консервная, только убедитесь, что она железная, а не такая же алюминиевая иначе, банка расплавится быстрее металла и все окажется в вашем костре или и вовсе нанесет вам повреждения. Будьте аккуратнее и соблюдайте технику безопасности!
Когда алюминий расплавился, то можно добавить немного буры или более простой вариант — соды и соли. Это поможет вывести шлаки из металла и сделает его более текучим. Поэтому делаем шарик с содой и солью из фольги и бросаем прямо в расплавленный металл, при этом хорошо, если у вас рядом окажется стальная ложка, ну или на край деревянная палочка. Проталкиваем шарик на дно расплава и расплав начинает немного булькать. Весь мусор, что всплыл на поверхность нужно удалить. Это так же удобно делать ложкой или другой металлической вещью похожей на ложку. После этой процедуры поверхность расплавленного алюминия должна быть гладкой и зеркальной. Теперь-то и можно заливать металл в нашу форму!
Аккуратно заливаем в форму. Если вы делаете это в закрытом помещении, стоит позаботиться о вытяжке. Вообще, при работе с огнем стоит очень серьезно к этому относиться. При заливки пенопласт воспламенится и начнет выгорать. Будьте готовы и внимательны! Проливаем нашу отливку с запасом. Что бы лишний металл в литнике предавал веса и был запас на усадку металла. Все это улучшит ее качество итоговое.
После заливки нужно немного подождать, прежде чем вынимать заготовку, металлу нужно время, что бы остыть и схватиться. Ждать сутки до полного остывания нет необходимости, достаточно 10-15 минут.
Во время своей отливки я заметил, что появился наплыв в виде тонкого слоя. Это вероятно связано с тем, что я плохо растрес песок и осталась какая-то полость, в которую и затек металл. Но все это оказалось поправимо.
Внешние стороны я обработал болгаркой, а внутренние- бормашиной.
И вот такой вот у меня получился сувенир, из которого я потом сделал ложку!
Всё больше людей стремятся оптимизировать расходы на обогрев помещений, так как цены на все виды теплоносителей постоянно растут. Многие устанавливают на своих участках различные системы, работающие от бесплатных природных источников: солнца, ветра и т.д. Удивительно, но вполне дееспособные агрегаты можно сделать даже из бросовых, никому не нужных материалов, из тех же алюминиевых банок из-под напитков.
Использовать такие системы перспективно абсолютно со всех точек зрения, выигрывают все: и вы, и общество. Вы самостоятельно (и главное с пользой) перерабатываете отходы, а значит не нужно тратиться на их дальнейшую утилизацию, а также существенно сокращаете расход «покупного» топлива (газа, угля или электроэнергии). При этом не происходит никаких вредных выбросов, вы не загрязняете окружающую среду - красота.
Радует и то, что потратив немного времени, вы получаете постоянный источник возобновляемой энергии, созданный своими руками, по сути, из вторсырья. Заинтересовались?
Солнечные панели из банок — это идеальный вариант для владельцев собственного дома. Установив на стене или крыше такую нехитрую конструкцию, вы сможете полностью обеспечить теплом одну из комнат. Такой коллектор поможет вам частично разгрузить котёл.
Основную работу всей системы обеспечивает принцип конвекции. Воздух в баночных панелях за день нагревается на солнце и, перемещаясь, эффективно обогревает близлежащее помещение. И главное – никто из ваших знакомых не догадается, из чего на самом деле создана эта «высокотехнологичная» солнечная батарея.
Немаловажно и то, что вся конструкция получается очень лёгкой, а это значительно упрощает её монтаж-демонтаж на высоте. Кроме того, она не увеличивает общую нагрузку на крышу, стены и перекрытия.
Логично, что устанавливать готовый блок следует на самой солнечной стороне, и лучше всего под углом 35 градусов. Благодаря такому размещению больше солнечных лучей будет попадать на приёмник, а значит и в доме будет теплее.
Хотите сделать своими руками такой экологичный солнечный коллектор из пивных банок? Давайте разбираться.
Основные материалы, которые понадобятся для работы: доски (или фанера, толщиной 1 — 1,5 см), органическое стекло (также подойдёт и бесцветный монолитный поликарбонат), герметик, любая теплоизоляция, уголок и обрезки металла.
Подготовка банки
Итак, для начала нужно собрать необходимое количество материала. Нам понадобятся алюминиевые банки из-под пива (энергетических напитков, колы и т.д.) Для создания коллектора, размером 240 × 126,5 см вам понадобятся 234 алюминиевых банок стандартного размера. Да, немало – так что подключаем к процессу сбора всех своих друзей. Можно конечно не заморачиваться и использовать стальные трубы, только вот их сниженная теплопроводность существенно уменьшит конечную температуру, исходящую из коллектора. Ну и само собой, на трубы придётся сильно потратиться.
Берём пустую банку, ножницами по металлу расширяем отверстие со стороны «горлышка» — произвольными надрезами. Также можно воспользоваться роликовым консервным ножом и пройтись по кромке, это к тому же поможет завальцевать острые края.
Отверстия в банке
На донышке банок делам с помощью зубила несколько сквозных отверстий. Через них будет происходить эффективная циркуляция воздуха.
Оформить отверстия можно так:
Обращаем ваше внимание, что некрасивые зазубрины обязательно должны присутствовать. Струи воздуха, сталкиваясь с ними, создают эффект турбулентности, а значит ещё больше разгоняются и нагреваются. Именно это нам и нужно.
После завершения подготовительных работ следует тщательно промыть полученные заготовки, так как готовая конструкция, нагреваясь, будет издавать малоприятные запахи. Дополнительно обезжирьте места склеивания (горлышко и дно), тщательно просушите банки.
Держатель банок
Перед склеиванием банок в длинные трубки желательно загодя сделать форму-держатель. Он позволит зафиксировать вереницу банок в уровень, пока герметик не окрепнет основательно. Для этого достаточно соединить две доски, длиной по 2, 2 метра, под прямым углом.
Теперь поочерёдно покрываем термостойким герметиком каждую банку, соединяя дно со следующим горлышком. Также можно пропаять соединение, только труд этот весьма кропотливый. Склеиваем трубку, состоящую из 13 банок, и устанавливаем её в «форму». Сверху аккуратно прижимаем чем-нибудь конструкцию — для большего сцепления. Всего таких «труб» нам нужно будет сделать 18 штук.
Прихватите конструкцию в нескольких местах пластиковыми стяжками, для подстраховки, и оставьте, чтобы она как следует просохла. Обычно на это уходит не менее суток.
Пока трубки подсыхают, приступим к изготовлению деревянного короба, в который, собственно, они и будут укладываться. В качестве каркаса будем использовать доски и фанеру 1-1,5 см толщиной.
Выполните раскрой материала, учитывая следующие размеры каркаса: 240 × 126,5 см. Верхнюю и нижнюю части короба будущего коллектора лучше выполнить слегка закруглёнными – на лицевой стороне, где будет крепиться поликарбонат. По краям высота должна составлять 12 см, ближе к центру – доходить до 16 см.
Торец короба
Таким образом, дугообразно закреплённое оргстекло или поликарбонат, попутно будет выполнять ещё и роль фокусировочной линзы, усиливая световой поток, а значит, повышая температуру, генерируемую коллектором. Чтобы обеспечить максимальное прилегания стекла, сделайте в боковых стенках короба небольшой скос. Тогда щели, а значит и потери тепла, будут минимальными.
Короб коллектора
Закрепите части короба металлическими уголками, по центру установите поддерживающую планку. По всем швам пройдитесь герметиком, чтобы потом тепло не уходило наружу.
Теперь приступим непосредственно к созданию каркаса для гелиоприёмника из банок. В фанере размером 126,5 × 12 см делаем отверстия — это будет держатель воздухозабора. Для создания идеально ровных отверстий вам понадобится особая коронка по дереву, диаметром 54 мм.
Приложите две банки в ряд друг к другу, обведите «горлышки» каждой на отрезке фанеры, и сверлите с соответствующим шагом. Таких отверстий нужно насверлить 18 штук.
Фанера для держателя
Для большего теплообмена можно продублировать эту планку тонким листовым алюминием. Таким образом оформляются верхняя и нижняя планки. Не забудьте предусмотреть сквозные отверстия в коробе, сквозь которые будет осуществляться воздухообмен между комнатой в доме и гелиоприёмником.
Алюминиевая прослойка
Перед укладкой банок, проложите дно утеплителем с фольговым покрытием. Аккуратно установите трубки из банок, места стыка с деревянной планкой обработайте герметиком и вновь дайте основательно просохнуть.
Подготовка к установке
Для обеспечения прочности конструкции установите посередине крепёжную подпорку. Привинтите к ней два шурупа с плоской шляпкой — на них по центру будут опираться листы оргстекла или поликарбоната. Их высота должна соответствовать высоте скруглённых боковых планок короба.
Крепежная подпорка
Удобные болты
Поскольку при постоянном нагреве и охлаждении часто образуется конденсат, нужно предусмотреть небольшие отверстия по бокам для вентиляции. Ведь мало того что влага разрушает каркас, она ещё и затемняет испарениями стекло. Как результат — меньше света попадает на банки, и нагрев происходит неэффективно. Также внутри может развесить грибок, не думаем, что вы захотите дышать воздухом, изобилующим спорами.
Снабдите отверстия болтами с большой пластиковой шляпкой, чтобы иметь возможность откручивать и закручивать их при необходимости.
Чтобы увеличить степень светопоглощения панели рекомендуем покрасить ряды банок в чёрный цвет. Это можно быстро сделать при помощи баллончика – пульверизатора. Используйте матовую краску, потому что глянцевая будет отражать часть получаемого от солнца тепла. Выбирайте только термостойкую краску, так как даже в зимние холода нагрев банок будет существенным.
Вот что должно получиться.
Покраска банок
Вновь оставьте на просушку.
Наконец-то пришёл черёд крепить листы поликарбоната. Советуем наметить на них места расположения саморезов и загодя просверлить отверстия на ровной поверхности. Так как если вы будете сразу их ввинчивать в конструкцию, попутно изгибая дугой, стекло может лопнуть. Лучше не торопиться. При обшивке стеклом не закручивайте саморезы слишком сильно, опять же, из-за риска повреждения.
Затем нужно оборудовать переходником входящее и исходящее воздуходувное отверстие в панели. Он должен быть длиной — в толщину стены дома. Его можно сделать своими руками из металлопластиковой трубы подходящего диаметра. Прочно прижмите переходник к коллектору накладкой с болтами.
Воздуходувное отверстие
Для подвешивания на стену прикрутите к оборотной части панели крепёжные крюки. Их также можно изготовить своими руками из обрезка листового железа.
Крепежные крюки
Устройство конструкции
Покройте все внешние элементы короба грунтовкой с антисептиком и эмалевой краской, чтобы древесина не разлагалась под действием микроорганизмов, воды, света и температур.
Перед подвешиванием готовой панели на стену (или крышу) дома следует пробурить в ней сквозные отверстия. Через них будет происходить теплообмен между панелью и внутренним помещением дома. Схематически вся конструкция выглядит так:
Для обеспечения интенсивной циркуляции внутри панели нужно установить на входе вентилятор. Так воздух будет быстрее проходить по системе и, нагреваясь, подниматься вверх — по направлению в комнату. Чтобы как следует ускорить нагнетание воздуха необходимо использовать мощный вентилятор, производительностью не менее 200 м3/ч.
При создании конструкций гораздо меньшего размера вполне можно обойтись кулером от сломанного компьютера. Правда и теплоотдача такой мини-установки будет небольшой.
По замерам людей, испытавших такие панели в работе — в солнечные дни зимой, температура внутри коллектора достигает 60 — 70 ˚С (даже при небольшом минусе на улице). Учитывая незначительные теплопотери и падение температуры при распределении нагретого воздуха внутри помещения, такая панель вполне может обеспечить комфортные 20˚С в комнате. Понятно, что обогрев ограничивается пределами комнаты, рядом с которой она установлена.
Автономное отопление
Такую панель можно использовать для автономного отопления любых хозпостроек на участке, удалённых от основного здания и коммуникаций. Просто установите её под небольшим углом рядом с постройкой, подведите соединительный рукав и обогревайтесь совершенно бесплатно
Единственным недостатком данной установки является зависимость от степени инсоляции в регионе. Зимой она закономерно ниже, поэтому эта система может использоваться для обогрева только в дневное время. А вечером всё равно придётся запускать котёл. Но в качестве дополнительного источника тепла – она достаточно действенна.
Также такой коллектор не предусматривает накопление тепла, поэтому чтобы подольше сохранить температуру желательно установить заглушки на воздухозаборники и закрывать их на ночь. В летнее время, когда нет необходимости в обогреве, нужно затенить панель и держать заглушки постоянно закрытыми.
Кстати, с помощью таких «сот» можно греть воду, хотите узнать как?
По похожему принципу можно сделать и водонагреватель. Им также можно пользоваться только в дневное время, т.к. вода будет нагреваться от солнца до температуры, достаточно комфортной, чтобы помыться. Это позволит хоть немного разгрузить бойлер или котёл. Также можно успешно применять такие системы в местах, где нет возможности провести газ или обеспечить нагреватели другим топливом.
Для этого придётся сделать целую отдельную установку. Схематически, конструкция будет выглядеть так:
Греем воду
На рисунке показано строение, общей площадью до 5 м2. Остов его выполнен из деревянных брусьев, обшитых фанерными листами. Коллекторная панель составлена из 600 алюминиевых банок, собранных по описанному выше способу. Она наклонена на 35 градусов от вертикальной оси.
Нижняя часть конструкции расположена в яме, глубиной 1,5 метра, размерами 2,7 на 1,2 м. Она выложена пустотными пеноблоками и тщательно заизолирована слоем пенополистирола. Внутрь помещён бак с водой, ёмкостью 300 литров. Вокруг него, в качестве накопителя и распределителя тепла, предусмотрена обсыпка из мелких валунов. По вентиляционному каналу слева нагретый панелью воздух поступает вниз, и передаёт тепло камням. Это движение интенсифицируется благодаря встроенному вентилятору, мощностью не менее 125 Вт.
Если вы задумались над вопросом как переплавить алюминиевые банки в домашних условиях, рекомендуем дочитать эту статью сайта ballony.com.ua до конца. Алюминий на протяжении долгого времени остаётся одним из самых востребованных металлов, применяемых в самых разных сферах лёгкой и тяжёлой промышленности от космической отрасли до машиностроения и производства пищевых продуктов. Главное преимущество алюминия – сравнительно низкая температура его плавления и высокое качество получения готовых изделий. Особенно если алюминий идёт в качестве основного элемента в различного рода сплавах, отличающихся такими качествами, как прочность и лёгкость, которые ценятся сегодня наравне с золотом.
Оглавление статьи:
Температурные особенности обработки алюминия позволяют расплавить его в домашних условиях, используя только подручные материалы. И тут возникает сразу три вопроса:
На первый вопрос можно ответить без особого труда – для продажи в пункт приёма цветных металлов, либо для изготовления собственных изделий и деталей механизмов из алюминия, если в наличии имеется токарный станок и навыки работы с материалом.
Что нужно для того, чтобы расплавить алюминий? В первую очередь нам понадобится сам алюминий, но так как чистого алюминия под рукой, как правило, немного, можно использовать такие полуфабрикаты:
В связи с лёгкостью температурной обработки и доступностью материала мы будем использовать только пивные банки, хотя в теории при достаточной температуре можно расплавить всё, что угодно, лишь бы оно было сделано из алюминия.
Последний вопрос носит технологический характер, и его мы разберём более подробно. Вначале нужно определиться с температурой плавления алюминиевой банки. А равна она чуть больше 600 градусов Цельсия. Где же можно получить такую температуру? Значение не такое высокое, поэтому получить его можно достаточным количеством способов, например:
Сразу возникает закономерный вопрос, а можно ли вообще расплавить алюминий на костре? Ведь это, казалось бы, самый простой способ, не требующий практически никаких затрат. В этом случае следует заметить, что на координатной плоскости температура костра в прямой зависимости от времени его горения изменяется от 300 до 750 градусов Цельсия, после чего снова медленно идёт на спад. Получается своеобразная параболоидная кривая, на временном отрезке которой важно найти именно те температурные параметры, в рамках которых наш алюминий расплавится до состояния абсолютной текучести, чтобы его можно было разлить по формам, иначе в наших действиях не будет никакого смысла.
Следующим моментом будет тигель, то есть металлическая ёмкость, имеющая параметры тугоплавкости значительно превышающие показатели тугоплавкости алюминия. То есть если алюминий расплавится при 600 градусах Цельсия, то металл, из которого будет сделан тигель, должен выдержать как минимум 1000 градусов. Идеальным вариантом для этой цели будет старый огнетушитель, разрезанный пополам. Нижнюю его часть будем наполнять ломом и разогревать до нужной нам температуры, конечно же, в домашних условиях.
Далее в дело вступает чистая химия. Если алюминий будет использоваться для заготовок, важно обеспечить его абсолютную чистоту без пористых образований. Для этого будем использовать флюс, который можно без труда сделать своими руками. Для этого нам понадобятся:
Приготовление химического соединения чрезвычайно опасно для здоровья, поэтому работаем с химией строго в респираторе, очках и защитных рукавицах. Флюс поднимет весь шлак из тела алюминиевого расплава на поверхность. Потом перед разливом в формы его можно будет собрать обычной ложкой и выкинуть.
Ещё одно свойство флюса – это улучшение связующих качеств. Изделия из алюминия в этом случае получатся однородными, более крепкими и долговечными. При этом следует соблюдать точные пропорции как при изготовлении самого флюса, так и при добавлении готового соединения в расплав алюминия.
Так для получения лучшего эффекта добавляем в тигель с расплавленным металлом количество флюса, равное 2,5 процентам от общей массы расплава. Соответствующие расчеты лучше провести заранее, чтобы не терять время и не упустить тот самый момент, когда температура в центре костра достигнет максимального значения. При этом поверхность металлической жидкости должна быть зеркальной, если это не так, добавляем ещё немного флюса, но стараемся не переусердствовать.
Безопасность в деле с плавкой алюминия стоит на первом месте, ведь это достаточно опасное мероприятие, особенно если оно проводится кустарными методами. Что может пойти не так? Давайте посмотрим:
В связи с этим настоятельно рекомендуем не одевать синтетическую одежду во избежание её расплавления, использовать очки, респиратор, и желательно рукавицы сварщика. Если плавку алюминия планируется осуществлять на постоянной основе, было бы неплохо подыскать огнезащитный костюм.
Первым делом расчищаем место для костра. Важно, чтобы поблизости не было легковоспламеняющихся предметов. Подготавливаем сырьё, для этого сминаем банки в продольном направлении. Чтобы тигель надёжно держался на кострище, к нему заранее следует приварить длинную металлическую ручку, которую можно будет закрепить вне костра. Обкладываем ёмкость дровами, после чего разжигаем.
Все меры безопасности должны быть предприняты заранее, а приготовленный флюс лежать наготове. При этом мы должны точно знать вес наших банок, чтобы определить количество флюса. Когда костёр достаточно разгорится, закидываем банки в тигель, ждём их полного расплавления, добавляем флюс, удаляем шлак, удостоверяемся в качестве расплава и разливаем его в заготовки. Чистый алюминий в домашних условиях получен!
Видео:
Чтобы получить алюминий более высокой чистоты, которую требуют радиоэлектроника и ядерная энергетика, применяют дополнительный переплав рафинированной продукции. Очень часто для этого применяют так называемую зонную плавку. Ее проводят под вакуумом в кварцевых трубках, которые охватываются кольцевым нагревателем (индуктором) с рабочей поверхностью длиной 10-20 мм. Рафинируемый алюминий отливают в виде прутиков диаметром 15-20 и длиной 250-300 мм, которые кладут в лодочки из графита и помещают в кварцевые трубки. Индуктор передвигают вдоль прутка со скоростью порядка 1 мм/мин. С такой же скоростью перемещается расплавленная зона алюминия. Примеси, концентрируясь в расплаве, передвигаются к концу прутка, накапливаясь там. После 10-15 прогонов нагревателя прутки извлекают, их концы на длину 80-100 мм отрезают. Оставшаяся часть состоит из алюминия концентрацией 99,9999 %. Способ зонной плавки малопроизводителен и очень дорог, поэтому применяется лишь в исключительных случаях - для получения особо чистых металлов.
2.3. Технология получения вторичного алюминия из бедных алюмосодержащих
Всё больше людей в современном мире говорят о необходимости сохранения ресурсов, развития отрасли переработки и вторичного использования. Этой точки зрения придерживаются учёные и экономисты, заявляющие о конкретной выгоде.
Особое значение имеет вторичная переработка
Тем не менее, данные отрасли ещё недостаточно развиты, хотя во многих странах реализуются различные проекты. Количество ресурсов и изведанных месторождений пока ещё достаточно для удовлетворения потребностей человечества, однако они не безграничны, и об экономии нужно думать уже сейчас.
Особенности вторичной обработки металлов
Вторичным алюминием называют алюминиевые сплавы, полученные путем переплавки лома и отходов. В России начало производству вторичного алюминия было положено в 1928 г., когда на базе небольшоrо московского предприятия был организован завод для переработки лома и отходов цветных металлов, в том числе и алюминия [5].
В период с 1928 по 1932 г. ежегодный выпуск вторичного алюминия составлял 700-800 т. В то время уровень технологии переработки алюминиевых отходов был крайне низким, все процессы обработки и плавки выполнялись вручную. Выход металла в готовую продукцию не превышал 73-75 %. Вследствие низкого качества получаемого вторичного алюминия его в основном использовали в черной металлургии для раскисления стали.
И лишь с пуском крупных специализированных заводов (Подольского, Мценского, Сухоложского и др.) с высоким уровнем автоматизации и механизации технологических процессов выход металла в готовую продукцию повысился до 91,0-91,7%, а качество вторичных алюминиевых сплавов значительно
Рассмотрим, что именно собой представляет вторичный алюминий. В процессе плавления металлического алюминия на поверхности образуется пенистый шлак, представляющий собой смесь продуктов взаимодействия алюминия с воздухом. Смесь включает оксид и нитриды алюминия. Некоторые другие компоненты. Перед выпуском плавки и разливкой шлак удаляется [6].
В процессе удаления шлака с поверхности он уплотняется в грязеобразные комки, которые могут представлять собой как маленькие куски (не более 2,5 см в диаметре), так и агломераты с диаметром порядка 30 см. Содержание чистого металла (или сплава) в шлаке может меняться от 30 до 95% по массе, в зависимости от многих факторов: состава сплава, метода получения расплава, аккуратности удаления шлака. Считается, что в шлаке остается 1-2% общего количества поданного в переработку лома алюминия [7].
В силу высокого содержания алюминия в шлаке и постоянного
Флюсы, как правило, представляют собой смесь хлористого натрия и хлористого калия с небольшим количеством (1-5%) криолита. Флюс смешивается со шлаком, загружается во вращающиеся печи барабанного типа, нагреваемые выше температуры плавления алюминия и флюса. Солевой флюс эффективно «смачивает» неметаллические
Заводы по производству и переработки алюминия в России в результате переработки алюминийсодержащих шлаков производят более 250 000 т солевого остатка ежегодно. Выброс этих остатков в окружающую среду вызывает серьёзную критику, так как грунтовые воды выщелачивают соли из остатка. Кроме того, использование солевых флюсов приводит к образованию корродирующих паров, которые необходимо подвергать очистке.
Предложены различные процессы для выделения алюминия из печного шлака: процессы с использованием «флюсования», бесфлюсовые процессы выделения; процессы, в которых шлаковые съемы используются без дополнительной переработки в различных металлургических процессах [7].
Процесс, предложенный Д. Монтанья, США, предназначен для выделения алюминия из отходов производства, например шлаков, а также консервных, пивных банок и другой упаковки, без использования флюсов путем нагревания выше температуры плавления алюминия, но ниже 800 градусов Цельсия в атмосфере, инертной к расплавленном алюминию. После полного расплавления алюминия нагреваемые материалы аккуратно перемешиваются для агломерации расплавленного алюминия и осаждения его на дне сосуда. После этого алюминий удаляется, в печи остается инертный остаток. В качестве инертного газа обычно используется аргон [8]. Схема такого процесса показана на рисунке 2.3.1.
алюминий фольга шлак стружка
Рис. 2.3.1. Процесс бесфлюсового выделения алюминия из отходов
Шлак, получаемый при переработке расплавленного алюминия 1, подвергается размельчению в устройстве 2 (например, в барабанном измельчителе). Эта стадия может быть опущена, если шлак находится в виде мелких гранул, без больших комков, которые могут затруднить проведение последующих операций. Размолотый шлак с размером частиц около 5 см подается по линии 3 в плавильную печь 4. Печь может обогреваться любым видом топок, обеспечивающих температуру порядка 750 град., и должна иметь конструкцию, позволяющую создавать защитный слой инертного газа – аргона, вводимого по линии 5 в процессе нагревания [8].
Кроме того, печь должна иметь устройство для аккуратного перемешивания шлака после расплавления алюминия. Перемешивание может
Возможно противоположное
После окончания перемешивания алюмин
После измельчения и истирания по линии 9 шлак подается на просеивание 10, где делится на мелкую и крупную фракции. Мелкая фракция, представляющая собой в основном оксид алюминия, удаляется из процесса. Грубая фракция 12 содержит значительное количество алюминия и возвращается в печь для дополнительного выделения металла. Можно проводить процесс без размола, просеивания и стадии рециклизации, но это снижает общий выход алюминия.
В процессе алюминиевый шлак, окалина и съёмы с расплава подвергают плавлению в присутствии флюсов, содержащих хлориды натрия или калия, или их смесь в комбинации с хлоридом кальция, доля которого в составе флюса может изменяться от 1 до 50%.
Удаление шлака алюминия происходит вместе со значительным количеством расплавленного алюминия, большая часть которого включена в массу шлака и предохраняется от дальнейшего окисления. Часть металлического алюминия, однако, находится на поверхности комков и подвержена действию воздуха. В процессе удаления шлака из печи при температуре 650 град. Цельсия металлический алюминий, вступающий в контакт с воздухом, подвергается быстрому окислению. Так как в процессе окисления выделается тепло, то при работе с расплавленным и полурасплавленным алюминием возникает пламя. Эта реакция называется алюминотермией [1].
Существующие методы работы с алюминием включают процессы, использующие алюминотермию для создания высокой температуры. При этом создаются благоприятные условия для стекания алюминия и отделения его от массы шлака. Известны так же процессы, в которых используется охлаждение, позволяющее освободить включения металлического алюминия из массы шлака.
При использовании методов алюминот
Согласно другому методу, шлак, в основном оксиды и нитриды алюминия, и вкрапленный металлический алюминий быстро переносят из плавильной печи в охлаждаемый барабан; температура менее чем за 3 мин. Падает ниже 200 град., выделение алюминия происходит после полного охлаждения [3].
В большом числе известных
При флюсовании, металлический алюминий, защищенный флюсом, удаляется из шлака путем стекания или с использованием соответствующих разделяющих
Куски солевого остатка размалываются специальными машинами или вручную для выделения включений металл
Отвалы солевых остатков приводят к возникновению серьёзных
Рис. 2.3.2. Выделение алюминия и солей в процессе переработки печного шлака: 1 – подача алюминия, 2 – плавильная печь, 3 – металлический алюминий, 4 – алюминий продукт, 5 – шлак, 6 – охлаждение шлака, 7 – флюс, 8 – роторный сепаратор, 9 – охлаждение солевого остатка, 10 – солевой остаток, 11 – вода, 12 – автоклав, 13 – суспензия, 14 – просеивание, 15 – рассол, 16 – испаритель, 17 – солевая суспензия, 18 – разделитель, 19 – мелкие фракции
Так же предложен процесс безводного выделения металлического алюминия с возможностью вторичного использования солевого остатка путем многократного размалывания и сепарирования шлаков. Но данный процесс требует, для его внедрения, большие площади и достаточную близость к гигантским алюминиевым комбинатам [11].
С использованием промышленного и бытового алюминиевого лома
Обсуждение простой печи для плавки алюминия =) (подготовка и установка шихты)
Очень важным источником получения алюминия в промышленности является переработка этого сырья. Его получают путем сбора обыкновенного лома, использованных банок, фольги, промышленного лома, стружки, даже из солевых отходов и шлаков. Как видите, есть много алюминиевых отходов, готовых к переработке, так же как и их загрязнение, что является важным фактором при проектировании печи.
Сам процесс восстановления этого сырья довольно сложен из-за его разнообразия.Для получения этого металла требуется множество сложных и сложных металлургических операций. Сам процесс производства алюминия из вторсырья делится на несколько этапов:
Первым этапом после приема отходов является их механическая сортировка, которая включает:
- идентификация примесей (есть много видов алюминия)
- отделение посторонних примесей из алюминия от песка и других металлов (на этом этапе алюминий неправильной формы измельчается на более мелкие части и затем просеивается через специальные вибрационные или барабанные сита.Магнитная сепарация окончательно отделяет металл от алюминия) 9000 3
- вторичная сортировка материала
Второй этап - термическое удаление покрытий и красок с рекуперированного материала (включая различные этикетки и краски на банках). Для этого используются большие печи, в которых сжигается нежелательный материал. После обжига сырье снова просеивается.
На третьем этапе осуществляется плавка мелкодисперсных отходов. Этот процесс выполняется в тигельных или банных индукционных печах.
Четвертая фаза включает рафинирование и фильтрацию, которая включает в себя процесс очистки сырья от неметаллических примесей.
Последняя, пятая очередь - литье.
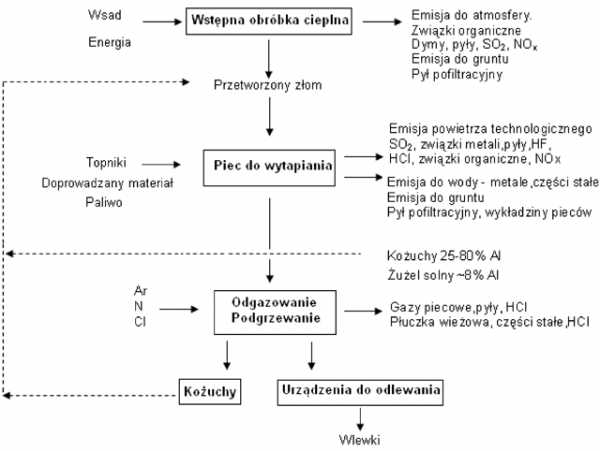 Схема получения алюминия из вторичного сырья
Схема получения алюминия из вторичного сырья
При переработке алюминия происходит сильное загрязнение красками и другими пластиками, поэтому перед переплавкой его необходимо подвергнуть термообработке. После этого важно избавиться от остаточных твердых продуктов сгорания, уменьшив тем самым загрязнение жидкого металла.Иногда во вторичном алюминии присутствует магний, и его необходимо восстанавливать. Для этого используется смесь газообразного хлора и фторида водорослей-калия.
Процесс плавки алюминиевого лома и отходов происходит в трех типах вращающихся, камерных и индукционных печах. К сожалению, во время плавки печи могут выделять вредные для окружающей среды вещества, такие как пыль, соединения металлов, хлориды, диоксины и другие органические соединения.
Наконец, при переработке алюминия существует процесс дегазации, который происходит в газоперерабатывающем оборудовании.В промышленности существует несколько методов рафинирования, но наиболее распространенным является метод барботажа, при котором очищающий газ выпускается через пористые формы и различные роторы. В конце процесса очистки происходит фильтрация.
Подавляющее большинство алюминиевого лома превращается в слитки для производства отливок путем добавления соответствующего сырья, такого как кремний, медь и магний. Некоторые заводы даже поставляют этот металл в жидкую форму в литейный цех, что позволяет сэкономить на переплавке.
Стоит добавить, что стоимость алюминия очень высока и его стоит восстанавливать из любого вида лома. Технология переработки стала очень продвинутой, и алюминий, полученный в результате переработки, не отличается по качеству от алюминия, полученного из первичного продукта.
Почему сегодня так важно извлечение алюминия? Что ж, ежегодно в мире производится около 220 миллиардов банок для напитков, и более 80% - это изделия из алюминия. Только в одной Польше ежегодно используется 400 миллионов из них.Это огромные количества, и стоимость производства этого рудного сырья в десять раз выше, чем его получение в процессе переработки. В результате в атмосферу выбрасывается меньше углекислого газа.
. Этого еще не было в моем блоге, и я очень надеюсь, что эта тема вас заинтересует. У меня нет абсолютно никакого намерения побуждать вас к смене профессии, но я хочу обратить внимание на тот факт, что деньги - иногда - буквально лежат на улице, и практически все мы можем их достать. Сбор банок и другого металлолома действительно окупается , особенно если мы ведем систематический сбор. Наконец, я также поделюсь с вами своим личным опытом.Я приглашаю.
Во-первых, некоторые очень интересные данные, о которых вы, возможно, не слышали. Ежегодно во всем мире используется около 250 миллиардов банок, более 70% которых составляют алюминиевые . Статистический Поляк покупает более 70 различных консервов каждый год - мы далеки от американцев или британцев, но вы можете видеть, насколько популярна эта упаковка в нашей стране. Вопрос в том, что с ним делать после употребления? Конечно, подавляющее большинство из них выбрасывается в мусорный бак.
В этом, конечно, нет ничего плохого, но стоит задуматься, не лучше ли собрать эти банки в одном месте (например, в подвале, гараже или на чердаке), а затем продать их на металлолом? Я знаю, вам кажется, что это игра не стоит выделки. Я тоже так думал. Пока я не заинтересовался этой темой. Я посетил магазин металлолома, работающий в моем городе, и проверил цены на различные материалы. Вот таблица с несколькими позициями - по состоянию на октябрь 2015 года, цены за килограмм :
| Материал | Медь | Латунь | Алюминий | Стальной лом |
|---|---|---|---|---|
| Закупочная цена лома | 13-17.5 злотых в зависимости от типа | 3 - 14,50 злотых в зависимости от типа | 0,20 - 8 злотых в зависимости от типа | 0,25 - 3,50 злотых в зависимости от толщины |
Меня особенно интересуют алюминиевых банок на вышеупомянутом металлоломе по цене 3,50 злотых за килограмма. Сколько их нужно собрать, чтобы получить эту сумму? Как мне сказал закупщик, килограмма банок - это примерно 55-57 штук полулитровой упаковки, например.после пива . Поэтому нас ждет немало из этой коллекции, если только кто-то не пьет банку оптом.
Поэтому комплектация банок выгодна в первую очередь тем, кто работает в ней «профессионально». Сборщики металлолома могут достичь совершенства и поразительных результатов. На вышеупомянутой свалке металлолома я обнаружил, что некоторые сборщики доставляют до 10 кг банок в день! Я не знаю, как они это делают, но они могут этим зарабатывать на жизнь.
Покупатели лома также отдельно оценивают медь в изоляции, т.е. только кабели и провода, гарантирует очень высокие цены .Ни для кого не секрет, что такие кабели чаще всего идут от воровства, но воры, зная, что на них можно заработать целое состояние, идут на риск. Таким образом, каждый год в Польше мы слышим о трагедиях, которые случаются при попытках украсть высоковольтные кабели, например, закопанные в лесах.
На чем можно заработать больше всего? Вот «лом» рекорды:
Сбор макулатуры был очень популярен в моем детстве, и тем более я был удивлен, когда позвонил в ближайший магазин, чтобы узнать текущие цены.У меня как раз была возможность отнести в хранилище около 20 килограммов газет, которые я собирал несколько лет, и я хотел от них избавиться. Сотрудник отдела закупок прямо сказал, что я не возмещу даже стоимость проезда .
Лучшие вклады, счета и предложения - декабрь 2021 г.
В настоящее время покупок макулатуры платят около 10 грошей за килограмм смешанной макулатуры и 25 грошей за газет. Цены меняются очень часто. Однако это не меняет того факта, что индивидуальный «коллекционер», который просто убирает в своем доме, не станет бить кокосы на этом деле.
То же самое и для ПЭТ-бутылок . Бесцветные стоят около 30 грошей за килограмм, фольга немного дороже. Несомненно, это может быть прибыльным, но только в том случае, если мы также будем собирать консервные банки извне.
Со стеклянными бутылками, например пивными, дело обстоит сложнее. Либо на металлургический завод (не все примут их от отдельного поставщика), либо просто в магазин.В течение некоторого времени они требовались для того, чтобы принимать от нас каждую бутылку, независимо от того, есть ли у нас квитанция или нет. За бутылку пива мы получим 70 грошей! В данном случае нет сомнений в том, что игра стоит свеч.
Если мы пьем по одному пиву каждый день после работы, а в субботу и воскресенье мы позволяем себе два, то мы собираем в среднем 38 бутылок на сумму более 26 злотых в месяц! Более 300 злотых в год. Вы, конечно, осознанно заметите, что на само пиво придется потратиться в разы больше, и не все потребляют такое количество этого напитка, но хорошо видно, что есть над чем подумать - здесь сбор бутылок действительно окупается. выключенный.
Наконец, я обещал вам , мой личный опыт . Я не собираю банки, макулатуру или бутылки, потому что мне просто негде их хранить, и я также производю небольшие количества этих материалов. Однако недавно друг попросил меня помочь ему убрать завалы (буквально) из старой мастерской и подвала. Было много металлолома, который по отдельности не представлял никакой ценности, но после того, как взял его на покупку, оказалось, что он стоит более 700 злотых (были старые двигатели, элементы усиления и даже ржавые леса).Мы разделили деньги пополам. Таким образом, , за 5 часов работы я заработал около 350 злотых и, кстати, помог своему другу. Я для себя убедился, что мусор действительно может быть очень ценным.
Что вы думаете об идее сбора металлолома? Вы когда-нибудь посещали закупочный центр, и вам удалось немного заработать? Жду ваших комментариев!
Найдите лучшую процентную ставку:
Переработка по возможности - это всегда хорошая и интересная идея, особенно когда процесс включает в себя зажигание плавильной печи и плавку нескольких сотен алюминиевых банок.
Growing Pile - это канал на YouTube, посвященный плавке и разливке самой большой груды металла, которую только можно представить. В то время как некоторые предметы превращаются в изделия из драгоценных металлов, другие - это просто куски металлолома, которые нужно превратить во что-то прекрасное.
Так как же выплавить 517 алюминиевых банок с газировкой?
На самом деле этого очень мало. Проблема только в том, что это трудоемкий процесс. После кропотливого измельчения и пересчета всех банок можно зажечь плавильную печь.
Вы замечаете, как плавится часть шлака перед добавлением алюминиевых банок. Это необходимо для выравнивания плавильного котла и предотвращения износа от чрезмерного использования. Как только шлак станет жидким и горшок заполнится, начинайте плавить банки!
Поскольку в этой крошечной плавильной печи недостаточно места для плавления 517 алюминиевых банок за раз, несколько банок прессуются и плавятся перед добавлением новых.Когда тигель наполнен, удаляются лишние примеси. Затем чистый алюминий разливают в литейные формы, где он затвердевает в слитки.
Удалите слитки, поместите больше алюминиевых банок в плавильную печь, вылейте чистый алюминий, промойте и повторите. Из-за примесей в алюминиевых банках тигель постоянно покрывается шлаком, что не дает ему изнашиваться при многократном нагревании. По прошествии того, что кажется вечностью, последние банки плавятся и превращаются в окончательные алюминиевые слитки.
Самое удивительное, что все батончики остаются очень горячими, даже если их охладить на открытом воздухе. Об этом говорит то, как легко они тают куски льда, как будто они ничто.
Как только прутки остынут, наступает время неизбежного взвешивания. Когда вы выплавите 517 алюминиевых банок из-под газировки, вы получите * бочку *… 10,75 фунтов (также дает 4,854 грамма) чистого алюминия при 15 барах! Что ж, хороший улов для 517 банок; Кроме того, вы можете продать слитки на крупную сумму за весь свой тяжелый труд.Но, учитывая, что это TheGrowingStack, отдельный слиток полируется и мастерски оформляется перед сборкой всей стопки с остальными металлическими компонентами канала.
Чтобы увидеть, как создаются другие металлические детали из растущего стека TheGrowingStack, посмотрите другие видео на их канале YouTube.
.Цветные металлы - это разговорный термин для цветных металлов и их сплавов. Это, в частности, медь, цинк, олово, свинец, алюминий, латунь, бронза.
Алюминий используется в автомобильной, судостроительной и авиационной промышленности, а также в строительстве. Кроме того, этот металл используется в производстве проводов и кабелей, банок для напитков, пищевой пленки, а также в качестве легирующей добавки при производстве латуни, бронзы и сплавов цинка.
Качество получаемого алюминия определяется по трем параметрам: содержание водорода, содержание щелочного металла, количество неметаллических включений.
- наличие других материалов: стали, свинца, железа, пластика, бумаги, стекла, а также песка, пыли, жира и остатков пищи
- повышенная влажность
- наличие остатков печатных красок, клея и лаков (примеси этого типа допускаются в процессе переработки алюминия, если их легко удалить)
Медный лом делится на две категории - новый и старый. Новый лом образуется при производстве изделий из меди или ее сплавов - его регенерация определяется как прямой переплав производственных отходов. С другой стороны, старый лом поступает из отработанных продуктов и используется в процессе вторичного рафинирования в качестве сырья для производства меди.
Лом чистой меди плавится в печи, восстанавливается и отливается в пруток. В случае загрязненного послеамортизационного лома медь должна быть подвергнута электролитическому рафинированию, чтобы получить максимально чистый металл.
Цинк восстанавливается из различных видов лома и отходов. К цинковому лому относятся: лом листового и пруткового металла, отходы производства и лом кровли и водостоков. Лом цинкового сплава полностью возвращается в производственный цикл литейных цехов. Цинковые сплавы также используются в строительстве и автомобилестроении, однако их относительно сложно восстановить из-за сочетания цинка с другими металлами и сплавами: сталью, медью и латунью. Твердый цинк получают в процессе цинкования стальных элементов.
Твердый цинк и лом цинка (и его сплавов) подвергаются первичной механической переработке, а затем огневому рафинированию и ректификации. Переработка этих материалов приводит к тому, что сырье используется для производства высококачественной цинковой белила и цинковой пыли.
Прочие отходы, такие как окалина (после отделения металлических частей), зола и пыль, используются для производства химикатов.
Лом и отходы свинца можно разделить на следующие группы: лом аккумуляторных батарей, лом чистого свинца, лом свинцового сплава, отходы и лом рафинирования и отходы, образующиеся при плавке медного концентрата.Аккумуляторный лом чаще всего используется для производства рафинированного свинца.
Предварительная обработка лома - удаление кислоты, дробление, механическое и гидромеханическое разделение на металлические части, оксиды, сульфаты свинца и пластмассы.
Обработка изолированных компонентов - шламы, содержащие оксиды и сульфаты свинца, иногда выщелачивают и используют в металлургических процессах; пластмассы разделяются на отдельные товарные продукты.Металлические детали и десульфурированный шлам выплавляются отдельно во вращающихся печах и подвергаются процессу рафинирования.
Сегодня олово извлекается из промышленных продуктов (с использованием коротких вращающихся печей и в процессах выщелачивания, электролиза и хлорирования) и при переработке оловянно-свинцовых шламов, образующихся при плавке меди. Олово также можно успешно восстановить при переработке электронного оборудования: старых компьютеров и мониторов.
1. Ежегодно во всем мире производится более 220 миллиардов банок для напитков. 81% из них - упаковка полностью из алюминия.
2. В Польше ежегодно используется около 400 миллионов алюминиевых банок.
3. Четыре тонны бокситов и 280 ГДж энергии используются для производства одной тонны алюминия. В процессе производства тонны этого металла образуется 10-15 тонн отходов, в том числе токсичных.
4. Затраты на повторное использование алюминия в десять раз ниже, чем на производство его из руды.
5. Наибольшее количество вторичной меди используется в строительном секторе.
6. В Европе перерабатывается 45% меди. Восстановление меди позволяет сэкономить энергию (85%) и значительно сократить выбросы углекислого газа в атмосферу.
7. Около 80% добываемого в мире свинца используется в производстве батарей и аккумуляторов. Подсчитано, что эти продукты на 95% перерабатываются, поэтому у свинца один из самых высоких показателей переработки среди всех обычно используемых материалов.
.УСТАНОВЛЕННЫЕ ВОПРОСЫ, НЕОБХОДИМЫЕ ДЛЯ ОЦЕНКИ
ПРЕДМЕТ «ЭКОЛОГИЯ И ПЕРЕРАБОТКА»
разработан студентами 3 курса 2009/2010 WO
1. Преимущества использования вторичного алюминия
Производство алюминия из лома по сравнению с производством алюминия из бокситов приносит значительные экологические выгоды за счет:
- 95% сокращение выбросов химических веществ (например,фторид алюминия) в процессах электролиза,
- экономия около 95% электроэнергии,
- выбросы парниковых газов ниже на 95%,
- экономия на бокситовых месторождениях - 1 тонна металлолома экономит 4 тонны руды и энергетический эквивалент 700 кг нефти
- количество твердых отходов, образующихся в процессе переработки, на 90% меньше на 1 Мг, чем количество отходов, образующихся при производстве первичного алюминия
- количество опасных отходов снижено на 100 кг / 1 мг произведенного алюминия.
2 . Z Энергозатраты при производстве первичного и вторичного алюминия
Электролиз Al2O3 - очень энергоемкий процесс. Основная стоимость производства первичного алюминия - это стоимость электроэнергии. В настоящее время для производства одного килограмма алюминия требуется в среднем 15,2 кВтч электроэнергии по сравнению с 52 кВтч / кг алюминия в 1899 году, а через сто лет это значение снизилось на 70% до 15,2 кВтч / кг алюминия.Заводы по производству первичного алюминия расположены в основном в районах, богатых энергоресурсами, будь то гидроэнергетика, уголь или природный газ. Было обнаружено [30], что 60% энергии, поставляемой в мировую алюминиевую промышленность, производится с использованием возобновляемых источников энергии, которые не влияют на выбросы парниковых газов.
3. Основные источники алюминиевого лома
Типичные источники алюминиевого лома: технологический лом, использованные банки для напитков.
(UBC), фольга, экструзионный лом, промышленный лом, стружка и старый прокат и литье
металл.Кроме того, алюминий также извлекается из соляной стяжки и шлака. Они могут появиться здесь
различные загрязнения, которые следует учитывать при выборе предварительной обработки
и в конструкции топки
4. Переработка алюминиевых банок и проблемы с этим процессом.
В США рециркуляция жестяных банок снизилась с 67% в 1990-х годах до 50% в 2002 году. Причина этого заключалась в следующем:
- снижение общественного интереса,
- снижение затрат на альтернативные процедуры (снижение затрат на полигоны)
- уменьшение веса банки, которая теперь весит на 1/3 меньше, чем в 1970 году (на 1 фунт металла требуется 33 банки вместо 21, как было 30 лет назад)
Алюминий, извлеченный из отходов, часто может включать: бумагу и пластик, стальные банки, кусочки свинца, органическую краску или покрытия.
Средняя доля алюминия в БАС составляла 124 кг на автомобиль в 2002 году, 181 кг на автомобиль в 2005 году, и ожидается, что она может достичь уровня 200 кг или даже 250 кг. Предполагается, что в 2040 году более 30% алюминиевого лома будет поступать от транспорта. Две трети алюминия, использованного в автомобильной промышленности в 2005 году, были отлитыми.
Сортировка алюминиевого лома:
- магнитная сортировка - отделение алюминиевых банок от стальных.
- брикетирование и гранулирование легкого лома (меньшие транспортные расходы и более легкая загрузка печи)
- измельчитель используется для измельчения крупных деталей алюминия
- упаковка лома низкой плотности
Удаление лакокрасочного покрытия:
Процесс удаления обрезков покрытий направлен на:
-полное удаление органических веществ с поверхности лома
- ограничение минимального окисления поверхности лома,
-снижение выбросов вредных побочных продуктов (ЛОС, диоксинов / фуранов и NOx).
- с учетом теплотворной способности органического материала этот процесс происходит самопроизвольно после инициирования
-минимальные инвестиционные и эксплуатационные расходы.
Масс-спектроскопия выхлопных газов, образующихся при термическом разложении покрытия в инертной атмосфере, показала образование большого количества химических соединений, включая значительные количества бензола, толуола, фенола, стирола, бензальдегида, октилфталатов и бис-фенола-А. .
При образовании летучих органических соединений на поверхности остается осадок, который называется обугливанием (отбеливающий уголь).
Утилизация - организованная деятельность, заключающаяся в извлечении из автомобиля всех частей и узлов, полезных для дальнейшего использования и предназначенных для вторичной переработки.
Остальное утилизируется промышленным способом с соблюдением стандартов защиты окружающей среды. На заводах по разборке подержанных автомобилей используются соответствующие технологии и процедуры для сбора отработанных масел, рабочих жидкостей, сушильных батарей, деталей из стали, стекла, пластика и резины.
Материалы, полученные в результате разборки, являются сырьем для сталелитейных заводов и перерабатывающих предприятий.
Масса современных легковых автомобилей составляет около 1000 кг. Конечно, металлы и их сплавы составляют большую часть массы автомобиля. Большинство из них - сталь (65% от общего веса автомобиля), алюминий составляет 8% веса автомобиля, а цинк, медь и свинец составляют по 3% веса автомобиля.
Ход утилизации отдельных автозапчастей:
Масла -> СТО, пункты приема отработанных масел -> регенерация и переработка на НПЗ -> новые масла
Металлические детали -> свалка металлолома -> сталелитейные заводы -> металлические изделия
Стекло -> стекольный завод -> изделия из стекла
Пластмассы -> обработка пластмасс -> пластмассовые изделия или резиновые элементы или добавка в асфальт
Изношенные автомобильные шины становятся все более серьезной проблемой в нашей стране.В 2005 году поляки использовали 131 тысячу. тонн шин. Резиновый ворс растет. Поэтому теоретически потенциальным инвесторам не стоит жаловаться на нехватку сырья для переработки. На Западе и в США переработка шин стала отдельной отраслью. В Польше, однако, отсутствует инфраструктура. Проблема в том, что шины не могут быть найдены. Вывоз старых покрышек на свалку стоит 50-60 злотых за тонну. Если владелец полигона согласен их принять. Обычно они неохотно делают это из-за опасности возгорания, создаваемой резиновыми отходами.Поэтому владельцы таких шин предпочитают избавляться от них нелегально, загрязняя окружающую среду. Решением проблемы станут пункты приема резиновых отходов. Однако закон о порядке в муниципальных образованиях должен вступить в силу.
Транспорт имеет решающее значение для рентабельности всего проекта. У грузовика от 11 до 13 тонн шин (от 1000 до 1600). Эффективность транспортировки шин можно снизить вдвое за счет предварительного измельчения шин, но при этом возникают расходы на измельчение.
Восстановление протектора - это первый шаг в переработке шин. Шина с восстановленным протектором стоит вдвое дешевле, причем 75%. материал используется повторно. Однако восстановленные шины не очень популярны, поскольку считается, что они быстро изнашиваются. 90 104 Шины могут быть эффективным топливом. Их энергетическая ценность составляет 7500 ккал / кг и выше энергетической ценности угля - 6300 ккал / кг, хотя и уступает сырой нефти (9400 ккал / кг). Их используют на цементных заводах.Однако сжигание на мусоросжигательных заводах невыгодно, так как стоит от 300 до 3000 злотых.
6. Переработка лома электронного оборудования.
Электрический и электронный лом чаще всего классифицируется как опасные отходы 160209 в группу промышленных отходов и 200135 в группу бытовых отходов. Такая классификация в основном связана с содержанием особо вредных для здоровья человека и окружающей среды веществ, которыми обычно являются свинец и галогениды.Свинец является результатом технологии пайки на основе свинцовой пасты, а галогениды являются компонентом пластмасс, что делает их негорючими.
Стоит помнить, что электрические и электронные отходы чаще всего представляют собой совокупность различных устройств, таких как компьютеры, принтеры, мониторы и телевизоры, осветительное оборудование, бытовые приборы, телефоны, лабораторные устройства и т. Д., Которые при преобразовании в сырье создают смесь металлов, сплавов, пластиков, пластмасс, керамики, стекла, резины, бумаги и дерева, аккумуляторов и др.Такая группа отходов требует использования сложной технологии переработки, которая позволит восстановить желаемое сырье, такое как ценные драгоценные металлы, такие как золото, серебро, палладий, родий и платина. Однако больше всего регенерируются сталь (50% ее содержания), алюминий (10-30%), медь и ее сплавы (15-45%).
Предварительным этапом большинства процессов переработки электрического и электронного лома является ручная разборка стальных и алюминиевых элементов, а также элементов, содержащих высокие концентрации драгоценных металлов.На этом этапе также разделяются пластиковые корпуса, печатные платы и кинескопы.
Самая большая проблема - это пластиковые оболочки, содержащие смесь различных полимеров и негорючих веществ. Их обработка ограничивается дроблением и использованием в строительстве (материалы для полов) и дорожном строительстве (добавки для композитных материалов).
Часто печатные платы можно переработать.Есть компании, которые покупают этот вид отходов. Альтернативное решение - подвергнуть их процессу измельчения и восстановления металлов в металлургических процессах.
Утилизация ЭЛТ направлена на восстановление люминофора, а также стекла и металла ЭЛТ. После разделения сетчатой части и горловины баллона стекло дробится и разделяется, в результате чего металлические части разделяются. Стекло продается заводам по производству электронно-лучевых трубок, а металл - сталелитейным предприятиям.
Разделенный композитный лом, то есть смесь стальных и алюминиевых элементов и элементов, содержащих высокую концентрацию драгоценных металлов, подвергается отдельным процессам переработки.На первом этапе крупногабаритные элементы измельчаются в прасонерах, а затем вместе с более мелкими элементами поступают на линию разделения шредера. Система сит, магнитных и воздушно-камерных сепараторов удаляет уроки неметаллических фракций и разделяет оставшийся материал на легкую и тяжелую фракции. Легкая фракция считается отходами из-за низкого содержания металлов. Тяжелая фракция перерабатывается в воздушно-роторном сепараторе, в результате чего получают еще три фракции.Первая группа состоит из толстых кусков алюминия и меди и ее сплавов (содержание металла 95%), вторая группа - это мелкие куски меди, алюминия и цинка (90%), а третья группа - в основном неметаллы (более 50%). %) и металлические элементы, такие как алюминиевая и медная проволока. Следующим этапом процесса переработки лома является электродинамическая сепарация и разделение тяжелых жидкостей. Конечным продуктом описанной технологии являются полиметаллические гранулы, которые можно использовать для получения качественных сплавов.
По словам специалистов, переработка электрических и электронных отходов сложнее и сложнее, чем переработка, напримербумага или стекло. Основная проблема заключается в необходимости применения различных процессов обработки к отдельным материалам, разделенным на последующих стадиях переработки. Однако мы рады, что, несмотря на эти трудности, на польском рынке уже есть компании, специализирующиеся в этой отрасли, и новый закон об отходах электрического и электронного оборудования вселяет надежду на дальнейшие позитивные изменения.
7. переработка алюминиевой стружки
Примером такого лома является стружка, образовавшаяся в результате механической обработки.
отливки или банки из-под соды.Чипсы, мелкие, часто загрязненные
представляют собой исходный материал, из которого трудно получить высокие
качественный металл - сырье для отливок. Аналогично лом в виде банок
для напитков это заряд с очень развитой поверхностью, к тому же он загрязнен
наличие лакокрасочных материалов, являющихся источником в условиях плавки
вызывающие беспокойство и опасные выбросы, такие как диоксины [2].Однако стоит подчеркнуть, что
что масса используемых в стране банок для напитков оценивается примерно в 32
тысяча тонн, или две трети алюминия, производимого Hute ежегодно
подготовка и плавка металлической шихты (стружки),
рафинирование полученного жидкого металла,
проверка и корректировка химического состава металла,
оценка эффективности выполненных металлургических операций,
Загрязнения всегда присутствуют в лакокрасочных материалах, поэтому необходима термическая подготовка.
заряд, заключающийся в их выжигании.Наиболее хлопотной и затратной частью технологического процесса является дожигание дымовых газов и улавливание пыли (2,5 кг / т), образующейся при подготовке шихты к плавке. В случае тонкостенных деталей заряд существует
необходимость быстрого плавления под слоем шлака. 90 104
8. Виды печей для алюминиевого лома
Сетевые и среднечастотные индукционные печи, камерные печи
с принудительной циркуляцией (циркуляцией) жидкого металла.Эффективная очистка
металл барботер ед.
Пламенные печи - для плавки лома, содержащего более 70% металлического алюминия (флюсы на солевой основе, черные каркасные формы) 90 200
Вращающиеся печи - для плавки лома, содержащего менее 70% металлического алюминия (шихта может также содержать обезвоживание и шлаки, флюсы на основе солей). Конечный продукт из соленой лепешки содержит металлический алюминий, оксид алюминия и флюсы 90 200
Электроиндукционные печи - в основном используются в литейных цехах (лом добавляется непосредственно в шихту) 90 200
9.формирование алюминиевых шлаков и их характеристики
90 104
Количество, химический состав, форма и структура образующихся шлаков зависят от:
Состав ванны металла при плавке
Марка выплавленного сплава
Качество используемого металлолома
Технология плавления и рафинирования
Движение металла для ускорения плавления, плавления легирующих добавок и обработки ванны.
Частоты соскабливания
90 104
10.Что такое белые и черные потеки?
Шлам возникают в результате плавления алюминиевых сплавов и разделяют их на;
Белый - содержит много металлического алюминия и оксидов.
Получается в процессе плавки первичного и вторичного алюминия (прокатка, экструзия, литье под давлением) (без использования флюсов). Их основной составляющей является оксид алюминия и другие оксиды (MgO, SiO2), и они могут содержать 15-70% извлекаемого металлического алюминия.Могут присутствовать небольшие количества карбида алюминия (Al4C3) и нитрида алюминия (AlN), которые вступают в реакцию с влагой после удаления шлама из печи. Если переплавленная масса содержит магний, полученные шламы могут также содержать небольшие количества шпинелей MgO и MgAl2O4.
Черный - содержат алюминий, оксиды металлов и значительное количество хлоридных и фторидных солей
Производные процессы вторичной плавки алюминия (плавка в пламенных печах) в виде постороннего лома, стружки, ушей, при вторичной переработке (при использовании флюсов).Они представляют собой смесь алюминия, оксида алюминия (20-50%) и значительного количества хлоридных и фторидных солей (40-55%). Количество металлического алюминия для восстановления составляет 12-18%.
11. Обработка горячего шлама - преимущества и недостатки процесса
горячее обезжиривание подвержено экзотермической реакции и может окисляться. Горячий скрап прессуется сразу после его удаления. Затем выполняется пирометаллургический процесс дробления и грохочения для разделения фракций, и фракции, содержащие наибольшее количество металла, далее обрабатываются в песке.
12.Обработка холодного шлама - преимущества и недостатки процесса
Когда обрезки не прессуются (выдавливаются сразу после удаления), их немедленно охлаждают, бросая на субстрат или перемешивая в ротационных охладителях в атмосфере аргона. Это предотвращает окисление. Холодный шлам поступает на пирометаллургическую переработку, дробится и просеивается для отделения отдельных фракций.
13. ПРОЦЕСС ПЛАВЛЕНИЯ СОЛИ:
Плавка лома в соляных печах, засыпанная солью.Солевой слой NaCl, KCl с добавлением фторидных солей защищает металл от окисления, способствует разделению отдельных капель жидкого металла на шлак. В этих печах используется воздушно-топливная или кислородно-топливная горелка. (топливо: природный газ или нефть)
15. ВЛИЯНИЕ ПРОЦЕССА ПЕРЕРАБОТКИ НА ОКРУЖАЮЩУЮ СРЕДУ:
- сокращение потребления ограниченных природных ресурсов (первичный Al, рециклинг Al)
- сокращение площадей или ликвидация свалок, необходимых для захоронения отходов
- снижение затрат, связанных с производством, напримерпервичный алюминий
- количество отходов, образующихся в процессе переработки, на 90% меньше, чем при производстве первичного алюминия
- количество опасных отходов уменьшено на 100 кг / 1 мг алюминия
- снижение выбросов газов (фториды, SO 2 , CO 2 ) 90% / 1Mg Al
16. Виды отходов, образующихся при производстве отливок из железных сплавов.
Литейные стержни и формы, содержащие органические связующие, которые были повреждены перед заливкой
Литейные стержни и формы, содержащие органические связующие, поврежденные или изношенные после процесса заливки
Прочие изношенные стержни и формы
17.Виды отходов, образующихся при производстве отливок из цветных сплавов.
Литейные стержни и формы, содержащие органические связующие, которые были повреждены перед заливкой
Литейные стержни и формы, содержащие органические связующие, поврежденные или изношенные после процесса заливки
Прочие изношенные стержни и формы
18.Области применения отработанного песка вне литейного производства.
Цементная промышленность (портлендский клинкер)
Основное сырье для производства клинкера
Сохранение соответствующих пропорций при измерении входа CaO: SiO2: Al2O3: Fe2O3
Бетонная промышленность и производство растворов (песчаная фракция заполнителя)
Ограничение количественной доли до 30%, поскольку может произойти снижение прочности (лучше всего - массы из скорлупы)
Производство обожженных керамических строительных материалов (материала для похудения)
Добавки для похудения - кварцевый песок, летучая зола, печной шлак, кирпичная мука, шамот, пески и шламы от процессов эксплуатации и обогащения сырья для стекольной, керамической и угольной промышленности
Эти добавки могут быть заменены использованным формовочным песком и стержневым песком, содержащим даже остаточные органические связующие
Производство силикатных продуктов (микрокарбонаты и носитель SiO2)
Компонент асфальтобетонных смесей
Сырье для производства минеральной ваты
Использование использованных масс при земляных работах
Другое использование (модификация почвы, компостирование, искусственные слои культивирования, стеклование, отходы 90 104
90 20219.Подготовка использованного песка для использования вне литейного производства. ( не знаю ??? )
Тест на выщелачивание - содержание тяжелых металлов
Фрагментация, просеивание, удаление металлических частей - годен для компостирования
20. Стальные шлаки: места образования, хранения, возможности развития;
Стальные шлаки подразделяются на 4 группы:
Основной черновой шлак, который включает шлаки, образующиеся в результате использования чугуна с низким и высоким содержанием фосфора;
Электродуговый шлак;
Шлак обессеривания чугуна;
Шлак от обработки стали в ковше (обработка стали аргоном).
Химический состав шлаков с высоким содержанием фосфора:
| BoF - (основной кислородный конвертер) |
С низким содержанием фосфора P 2 O 5 составляет несколько процентов
Способы использования металлургических шлаков:
| Металл из шлака извлекается методом магнитной сепарации.Высокий шлак возвращается в печь. Применение в дорожном строительстве ... | ||
| Извлечение металла в результате магнитной сепарации. Замените, как указано выше. | ||
| Магнитная сепарация металла. Применение в качестве наполнителя для выравнивания неровностей местности. |
21. Доменный шлак - характеристики и возможности обращения;
На 1 тонну чугуна вырабатывается 200 кг шлака, состоящего из алюмосиликатов, силикатов кальция и алюминия, востребованного дорожной и строительной отраслями.Шлак гранулируется и используется в качестве наполнителя (засыпки) при производстве цемента.
90 104
Доменный шлак может принимать различные формы в зависимости от используемых методов его охлаждения:
Это шлаки с воздушным охлаждением, вертикальные шлаки, гранулированные и паллетированные.
Вспененный или пенный доменный шлак:
При охлаждении затвердевает за счет добавления воды, воздуха, пара, а при дальнейшем охлаждении вспенивается.
Типичный состав доменного шлака:
Кроме того, могут образовываться связи между оксидами (разными фазами). Жидкий шлак имеет ионную структуру.
Применение металлургического шлака:
Для производства строительной фурнитуры;
Силикатные блоки;
Для дорожного строительства в качестве балласта.
22. Шлаки литейных процессов: места образования, характеристика.
В процессах получения металлов фаза шлака образуется в основном на металлическом зеркале после добавления смеси оксидов и флюсов (плавиковый шпат снижает температуруШлак плавится и удаляет примеси) и содержит продукты металлургических реакций, например, окисления компонентов ванны металла и растворенной огнеупорной футеровки. Основная задача шлака - очистка жидкой ванны.
Основная классификация литейных шлаков;
Шлак металлоконструкций, в том числе чугун и стальной шлак;
Шлаки цветных металлов;
Шлаки от процессов горения.
23. Пыль от процессов сухой регенерации отработанного формовочного песка - характеристика и управление
Можно предположить, что около 70% этих отходов приходится на массу бентонита, и
остальные 30% составляют отходы и керны других технологий, в том числе:
• пески, затвердевшие при температуре окружающей среды (например, фурановые, алкидные, щелочные пески
с фенольной смолой, отвержденной CO2),
• стержневые массы из технологии холодного ящика и незакаленные или поврежденные стержни.
• песок, отвержденный силикатом и СО2 с жидким стеклом,
• смеси отработанного песка с бентонитом и песка с органическими связующими.
Пыль от регенерации (механическими методами) использованного песка требует специальных
меры предосторожности из-за скопившихся в них органических соединений
в виде остатков связующего, удаляемых с зерен.
В настоящее время в промышленности проходят испытания выдувания вагранки в зону горения.
пыль формовочного песка, связанная синтетическими смолами, т.е. веществами
для того, чтобы решить проблему их хранения.В течение
При сжигании смолы выделяется 15500 кДж / кг тепла, что в некоторой степени компенсирует
расход тепла на шлак значительное количество внесенного песка
вместе с печной смолой; с расщеплением углеводородов при высокой температуре
(процесс крекинга) также требует дополнительных затрат тепла.
В процессе механической регенерации использованного песка образуется до 10% пыли.
пострегенерация.Эта пыль накапливает значительное количество остатков связующего,
чаще всего органический песок, очищенный от зерен, поэтому эта пыль
обрабатываются как опасные отходы. Есть риск вымывания в почву.
опасные вещества, например, при хранении. О возможности развития
Пострегенерационная пыль определяется ее свойствами, такими как: химический состав, состав.
размер зерна, фазовый состав и воздействие на окружающую среду.Эта пыль часто бывает высокой
величина потерь от воспламенения (более 30%), что свидетельствует о высоком содержании горючих частей.
Один из методов удаления пыли после регенерации с помощью вяжущих
Органика заключается в использовании содержащейся в них энергии. Пострегенерационная пыль имеет
теплотворная способность порядка 10 000 кДж / кг, то есть немного выше 1/3 теплотворной способности угля.
Испытания совместного сжигания угля (80%) с пылью (20%) показали, что в этих
условий, получается нужное количество энергии, а выделяемые газы не вызывают
увеличение риска для окружающей среды в отношении газов, выделяемых только при сгорании
сам уголь.Однако было обнаружено, что выбросы ПАУ в несколько раз ниже, в т.ч.
канцерогенный бензо (а) пиран при горении пылеугольной смеси. Предложенный
метод удаления пыли после регенерации особенно полезен для
литейные цеха с угольной котельной.
Использование пыли после регенерации в строительной отрасли
На сегодняшний день работа сосредоточена на оценке пригодности к пыли.
пострегенерация в цементной промышленности, как сырье, содержащее кремнезем
и / или в качестве альтернативного топлива.Такое предположение было сделано с учетом большого количества контента.
SiO2 и горючие части. Добавки данного типа в количестве 2 - 5%, в т.ч. в виде песков
натуральные или песчаные глины используются для коррекции кремниевого модуля на
производство цементного портланд-клинкера. Также можно использовать пыль после регенерации.
добавлен в цемент без ухудшения его характеристик. Подача
4-5% пыли как альтернативное топливо в процессе обжига клинкера
portland, возможна экономия топлива 1,5 - 2%.Этот метод
управление обеспечивает использование большого количества пострегенерационной пыли.
Поэтому следует рассмотреть возможность сотрудничества нескольких литейных производств, имеющих системы.
регенерация и использование того же или аналогичного типа песка для удаления пыли.
Пыль от обработки формовочной смеси бентонитом.
Пыль от обработки (регенерации) формовочного песка бентонитом используется, в частности, для производства строительного кирпича.Эта пыль представляет собой материал с основной долей 0,071 / 0,1 / 0,056 и характеризуется потерей возгорания примерно на 17% при температуре 900 ° С. Более высокая механическая прочность по сравнению с кирпичами, производимыми из традиционных масс на данном кирпичном заводе. Я ТОЛЬКО ЭТО НАШЕЛ.
25. Использование вагранки для утилизации пыли от пылеулавливания литейных процессов.
Из-за опасного характера пыли от пылеулавливания дуговых печей в течение нескольких лет в мире и в течение нескольких лет в Польше велась работа по разработке соответствующей технологии для их удаления и обращения с ними. Среди этих работ можно выделить три основных направления:
а) переработка пыли в металлургический процесс (рециклинг)
(б) обращение с пылью как с опасными отходами, чтобы сделать ее безопасной
в) утилизация пыли, чаще всего с одновременным извлечением некоторых металлов.
Утилизация пыли в металлургическом процессе (ПЕРЕРАБОТКА)
Удаление пыли внутри литейного цеха улучшает экономику литейного производства. Для этого используются дуговые печи или вагранки.
Пыль может вводиться в холодную шихту (например, на дно электродуговой печи) или в металлическую ванну. Этот процесс может иметь две задачи: восстановление металлических компонентов, содержащихся в пыли, или перевод пыли в шлак.Если в металлургическом процессе используются процессы рециркуляции пыли, в этом процессе не должно быть нарушений (например, изменение химического состава, повышенное потребление шлакообразующих компонентов, кокса), качество отливок не должно ухудшаться, потребление электроэнергии и электроды в случае дуговой печи не должны существенно увеличиваться. Кроме того, должны соблюдаться требования к уровню выбросов загрязняющих веществ в атмосферу и на рабочих местах. Свойства образующегося шлака (например,Химический состав), определяющий возможность его хранения.
еще похожие страницы
.Тем, кто следит за моим блогом, я рад сообщить вам, что я все еще работаю над созданием собственного домашнего производства и что я добился определенного прогресса.
На этот раз я расскажу вам о своей третьей алюминиевой плавильной печи. Первый был. В нем я успешно выплавлял алюминий, но в небольших количествах. Она стала моей второй печкой. В нем мне удалось растопить почти полную чугунную кастрюлю из алюминия (около 4 литров).Отливка получилась 5 килограммов, но чтобы выплавить такое количество алюминия, я потратил около двух ведер угля, что очень много, если все хорошо посчитать.
 Я полностью перестроил угольную печь, сделал ее более компактной, приварил к ней металлический каркас и купил чугунную решетку, начал делать нормальную продувку, построил навес и сделал 5-метровую дымовую трубу, а также вытяжку кузницы. Но из-за ошибок в оценке выхлопная система не работала должным образом, и я был немного обескуражен.
Я полностью перестроил угольную печь, сделал ее более компактной, приварил к ней металлический каркас и купил чугунную решетку, начал делать нормальную продувку, построил навес и сделал 5-метровую дымовую трубу, а также вытяжку кузницы. Но из-за ошибок в оценке выхлопная система не работала должным образом, и я был немного обескуражен.
А тут взял и решил построить печь для плавки алюминия на газе! Это решение было вызвано стремлением к максимальной производительности, минимальной стоимости и простоте использования.Газовую плиту, в отличие от угольной, разжигать не нужно. Капюшон ей не нужен. Получается компактно и портативно. К тому же тепловые потери в нем сводятся к минимуму за счет герметичности конструкции.
Я не стал ориентироваться на доменную печь, производящую сотни литров расплава, но обнаружил, что 1,5 литра алюминия (4 кг) будет достаточно. Главное, растопить быстро и дешево. 1 литр газа сейчас стоит 18 руб. Где-то читал, что на 12 литрах газа можно расплавить до 40 кг алюминия.Получается, что 1 литра газа должно хватить на 3 кг алюминия, или 6 рублей на 1 кг алюминия.
Газовая печь для плавки алюминия в моем варианте выполнена на 24-литровом гидроаккумуляторе. Его легко можно приобрести в любом магазине с насосным и отопительным оборудованием. Цена около 2000 руб. Верхнюю крышку аккуратно срезаем болгаркой - крышка нам еще нужна. Я рассматриваю верхнюю часть гидроаккумулятора, к которой дюймовой вход крепится болтами. Открутил эти винты и вынул резиновую канистру.
В нижней боковой части резервуара просверлите отверстие диаметром 50 мм со смещением от центра примерно на 25 мм и приварите к нему металлическую трубу диаметром 50 мм. В него поставим газовую горелку. Смещение необходимо для того, чтобы пламя тангенциально входило в рабочую камеру алюминиевой плавильной печи и закручивалось по спирали, огибая плавильный тигель.
Я покрыл всю внутреннюю поверхность резервуара и крышку слоем штукатурки толщиной 1 см. Я смешал гипс небольшими порциями с добавлением нескольких щипцов для стекловолокна, которые должны укрепить гипс.Этот стеклопластик я случайно заметил в строительном магазине. Продается в небольших пластиковых контейнерах (типа водорослей) по цене около 300 рублей за банку. Дорогой, но затвердевший гипс покидает емкость для смешивания с твердой коркой, а значит, стекловолокно исправно. Зачем вы все замазали штукатуркой? Думал, даст эффект теплоизоляции. Я израсходовал весь асбест в муфельной печи, а это канцероген, инфекция! А гипс экологически чистый. Пора подумать и о здоровье
По мере высыхания гипсового изоляционного покрытия я начал крушить шамотные кирпичи.Мне повезло, потому что я наткнулся на легкий порошок. Я с огромным трудом разбил твердый огнеупорный кирпич, который на меня наткнулся! Потом попробовал разделить только легкий! Почему я вообще начал ломать кирпичи? Дело в том, что мне нужна была идеально закругленная поверхность для внутренней камеры плавильного завода. Идея состоит в том, чтобы пламя плавно огибало камеру, закручиваясь в спираль. Чем больше неровностей на внутренней поверхности камеры и чем дальше от круглой формы, тем труднее будет распространять пламя в рабочей камере.Хотя некоторые люди складывают кирпичи с шестиугольниками и зачищают / заполняют их, а также успешно плавятся. Но я не поленился дробить кирпичи и сделал
.  Итак, колотый шамотный кирпич готов. Берем обычную канализационную трубу диаметром 100 мм и вставляем ее внутрь бачка. Замешиваем специальную огнеупорную смесь для кладки печей и каминов до состояния жидких сливок (можно налить крышку жидкого стекла) и туда же добавляем толченый кирпич.Готовый бетон должен быть достаточно крутым, чтобы он не стекал, не смешивался с трудом и выглядел даже слегка сухим. Этим бетоном начинаем перебрасывать между стенками металлического бака и канализационной трубы ... Замешивать его приходится в несколько проходов (потому что такой бетон нельзя смешивать сразу), и каждый последующий слой довольно интенсивно уплотняется с помощью деревянный блок. Еще я нашел это зелье в хозяйственном магазине. Называлась она - «Огнеупорная смесь до 1600 ° C». Также эту смесь иногда продают под названием «Шейный раствор» МСХ- и по некоторым номерам, но я не нашел ничего подобного.
Итак, колотый шамотный кирпич готов. Берем обычную канализационную трубу диаметром 100 мм и вставляем ее внутрь бачка. Замешиваем специальную огнеупорную смесь для кладки печей и каминов до состояния жидких сливок (можно налить крышку жидкого стекла) и туда же добавляем толченый кирпич.Готовый бетон должен быть достаточно крутым, чтобы он не стекал, не смешивался с трудом и выглядел даже слегка сухим. Этим бетоном начинаем перебрасывать между стенками металлического бака и канализационной трубы ... Замешивать его приходится в несколько проходов (потому что такой бетон нельзя смешивать сразу), и каждый последующий слой довольно интенсивно уплотняется с помощью деревянный блок. Еще я нашел это зелье в хозяйственном магазине. Называлась она - «Огнеупорная смесь до 1600 ° C». Также эту смесь иногда продают под названием «Шейный раствор» МСХ- и по некоторым номерам, но я не нашел ничего подобного.
После заливки бетона смесь очень и очень долго сохнет. Первые несколько дней вы обычно не видите, что что-то высыхает: смесь все еще пластичная, и ее можно ткнуть пальцем. На упаковке написано, что он затвердевает через 36 часов и полностью высыхает через 14 дней. На третий день не выдержала и приняла на жжение сырым. Горел газовой горелкой. Я сначала примерил крышку. Теплее-теплее. Посмотрел - начало светлеть! Ура, вода дымится! Попробовала пальцем - довольно тяжело, вобщем обгорел всю печку снаружи и изнутри сразу - ничего не треснуло и не крошилось, наоборот - затвердело достаточно хорошо.
 А про газовую горелку нужно написать отдельный пост! Дело в том, что сборка горелки очень проста, но заставить ее работать должным образом все еще сложно, особенно если это газовая горелка или горелка плавильного завода, где горение происходит в замкнутом объеме. Итак, вот мой. Проводить исследования!
А про газовую горелку нужно написать отдельный пост! Дело в том, что сборка горелки очень проста, но заставить ее работать должным образом все еще сложно, особенно если это газовая горелка или горелка плавильного завода, где горение происходит в замкнутом объеме. Итак, вот мой. Проводить исследования!
Алюминий - один из самых распространенных металлов на Земле. Он присутствует даже в организме человека, что уж говорить об окружающей действительности.В каждом домашнем или частном автомобиле есть алюминиевые функциональные элементы, детали или агрегаты, которые, к сожалению, довольно часто выходят из строя. Это оконная фурнитура и фурнитура, направляющие для дверей и ставен, защелки и другие необходимые безделушки.
Вы можете заменить их на новые изделия, отремонтировать или изготовить самостоятельно. В последних двух случаях может потребоваться расплавить алюминий у вас дома.
Не обязательно знать все характеристики металла для самодельного хозтовара.Но есть вещи, которые на работе могут стать важными и даже опасными.
Алюминий хорошо подходит для литья, плавится при относительно невысокой температуре 660 ° C. Для сравнения: чугун начинает плавиться при 1100 ° С, а сталь - 1300 ° С.
Поэтому плавку алюминия в домашних условиях относят к газовой плите, которую сложно реализовать, так как бытовые газовые приборы не могут обеспечить такую температуру. Правда, домашние «кулибины» могут все, но об этом позже.
Можно снизить температуру плавления алюминия, измельчив его до порошка или используя готовый порошкообразный продукт в качестве сырья. Но здесь становится важным еще одно свойство алюминия. Это довольно активный металл, который в сочетании с кислородом воздуха может воспламеняться или просто окисляться. А температура плавления оксида алюминия составляет более 2000 ° C. После плавления оксид все еще образуется, но в небольших количествах он образует окалину.
То же самое действие может стать плохой шуткой, если вода попадет в расплавленный металл.Взрыв. Поэтому, если вам нужно добавить сырье в процессе плавки, нужно убедиться, что оно сухое.
Если алюминий будет плавить в домашних условиях, из-за сложности работы с металлическим порошком он не используется в качестве сырья.
Можно купить алюминиевый слиток или использовать обычную алюминиевую проволоку, которую ножницами разрезают на мелкие кусочки и плотно прижимают плоскогубцами, чтобы уменьшить площадь контакта с воздухом.
Если это специально не предназначенная продукция высокого качества, в качестве сырья можно использовать любые предметы домашнего обихода, банки без нижнего шва или профильной отделки.
Вторичное сырье можно красить или красить, это не страшно, лишние ингредиенты улетучатся в виде шлаков. Просто нужно помнить, что нельзя вдыхать пары пригоревшей краски.
Для качественной плавки вторичного алюминия в домашних условиях лучше приобретать готовые флюсы, задача которых связывать и выводить на поверхность расплавленного металла все примеси и примеси.Но сделать это можно своими руками из технических солей.
Флюс для покрытия готовится из 10% криолита и 45% хлорида натрия и хлорида калия.
В рафинировочный флюс для получения алюминия без пористости добавляют еще 25% от общей массы фторида натрия.
Выплавлять алюминий в домашних условиях небезопасно. Следовательно, вы должны использовать средства индивидуальной защиты (СИЗ). Даже если такая плавка понадобится один раз с минимальным оборудованием, нужно как минимум защитить руки, напримерспециальные сварочные перчатки, которые отлично защищают от ожогов, ведь температура жидкого алюминия превышает 600 ° C. 
Также желательно защищать глаза, особенно если их плавление происходит довольно часто, с помощью очков или маски. В идеале следует носить специальную одежду металлурга с повышенной устойчивостью к огню и высоким температурам.
Если вам нужен очень чистый алюминий при использовании очищающего флюса, вам следует работать в химическом респираторе.
Если вы хотите отливать только чистый алюминий для пайки, то формы не требуется. Достаточно использовать стальной лист, на котором расплавленный металл будет остывать. Но если вы хотите отлить хотя бы прямую деталь, вам понадобится литейная форма.

Форма может быть сделана из резного гипса, то есть гипса, а не алебастра. Жидкий гипс наливают в промасленную форму, дают немного застыть, периодически встряхивая, чтобы выходили пузырьки воздуха, вставляют в нее модель и накрывают второй гипсовой емкостью.V Удобное место нужно положить в штукатурку предмет цилиндрической формы, чтобы в результате в форме образовалось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. После полного затвердевания гипса две части формы разделяются, модель вынимается и форма с готовым слепком снова собирается.
Также возможно изготовить форму из смеси 75% формовочного песка, 20% глины и 5% углеродного песка, которую заливают в специальный ящик из досок и уплотняют.Модель вдавливается в уплотненный грунт, получившуюся распечатку присыпают тальком и графитом (угольной пылью), благодаря чему охлаждаемая алюминиевая деталь легко отделяется от формы.
Для плавки алюминия в домашних условиях требуется специальный контейнер с носиком из огнеупорного материала. Это так называемый тигель. Тигли могут быть из фарфора, кварца, стали, чугуна, корунда или графита. В домашних условиях можно использовать купленный тигель или сделать его, например, из куска стальной трубы достаточно большого диаметра.Правда, для этого требуется болгарка, сварщик и навыки обращения с этими инструментами.
Размеры тигля зависят от количества необходимого расплавленного алюминия. Ковш должен равномерно нагреваться, а его тепло должно передаваться сырью.
Технология плавления алюминия в домашних условиях довольно проста. В специальном ковше алюминиевый скрап нагревают до температуры, превышающей температуру плавления этого металла, некоторое время выдерживают сплав в нагретом состоянии, с его поверхности снимают шлак, затем чистый металл заливают в изложницу для охлаждения.Время плавления зависит от конструкции печи, а именно от температуры, которую она может обеспечивать.
Если вы используете паяльную лампу или газовую горелку, нагрейте алюминий сверху. Правда, в этом случае печь все-таки состоит из кирпича с колодцем без вяжущего раствора, внутри которого догорают угли, чтобы согреть емкость снизу и сохранить ее в тепле.
Конструкция печи выглядит примерно так же, если нагревать тигель снизу обыкновенными дровами и феном.Только в этом случае в кирпичный колодец дрова кладут не внизу, а на решетку, расположенную в первом ряду кирпичей, а в этом ряду оставляют отверстие для металлической трубы, надевают на горловину сушилки и прикручиваем к нему изолентой. Тигель в данном случае оловянный, конечно, не из алюминия, в котором на небольшом расстоянии от верха проделаны диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной стержень, для чего банку нужно повесить в духовке.Вам понадобится фен, чтобы подуть горячий воздух в пространство между кирпичами и тиглем. Иногда вместо кирпича используют металлическую бочку. 
Если плавка должна происходить достаточно часто, можно сделать муфельную печь с вертикальной загрузкой тигля своими руками или купить уже готовую.
Плавку алюминия в домашних условиях с помощью паяльной лампы не следует производить в помещении. Помимо сырья, паяльной лампы, тиглей и кирпичей нужно подготовить дрова, щипцы и стальной пруток.
Так был сделан небольшой кирпичный колодец, на который можно было установить алюминиевый ковш и небольшой стальной лист. В колодце горит огонь, который должен немного погаснуть, чтобы образовались угли.
 Кроме того, фактически идет плавка алюминия собственными силами. Пошаговая инструкция:
Кроме того, фактически идет плавка алюминия собственными силами. Пошаговая инструкция:
На кирпичи установлена емкость с сырьем. Нагревать его нужно примерно 15 минут.
Горелка включается на полную мощность, и алюминий нагревается сверху.
Процесс начинается через несколько секунд, но для равномерного нагрева металл в емкости нужно аккуратно перемешать стальным стержнем, придерживая его щипцами (не забывая надеть перчатки). Можно обойтись без штанги, периодически встряхивая ведро теми же щипцами, но очень осторожно.
Когда жидкость станет однородной, возьмите емкость щипцами и вылейте содержимое на обожженную стальную пластину так, чтобы вся образовавшаяся окалина оставалась в ковше, и только чистый металл попадал в пластину для затвердевания.
Таким образом, чистый алюминий обычно получают из перерабатываемых материалов, если с ним необходимо паять алюминиевые детали.
Алюминий в доме выплавляется на дереве в легких сборно-разборных печах. Недостаток этого метода - неконтролируемый процесс. Повышение или понижение температуры нагрева невозможно. Нарушить процесс можно, только сняв алюминиевую тару с огня. 90 103 90 120
Плавка алюминия в доме на газе - единственно возможный вариант для квартиры.Емкость нужно долго прогревать, периодически сливая расплавленный металл. В этом случае отливка производится послойно. Для работы вам потребуются две металлические емкости с такими диаметрами, чтобы одну можно было носить поверх другой. Меньший служит тиглем. Именно с помощью подручных материалов, например, отрезанной алюминиевой проволоки, надевается на горелку, с которой необходимо снять разделитель пламени бытовой газовой плиты. Сначала вам нужно будет работать над большей емкостью. Внизу было проделано около десятка маленьких дырок.Два-три из них прикручиваются шурупами, выполняющими роль ручек, за которые нагретую емкость можно поднимать плоскогубцами.
Емкость ставится на тигель вверх дном. Такая конструкция позволяет нагревать алюминий. Периодически необходимо снимать верхнюю емкость и перемешивать металлолом металлическим стержнем или ножом. Перед сливом расплавленного металла необходимо удалить шлак с его поверхности.
Муфельная печь - это уже достаточно серьезное оборудование для получения качественного жидкого металла.Поэтому при плавлении используют флюс для очистки алюминия от примесей. И это почти производственный процесс, а не плавка алюминия в домашних условиях.
 В пошаговую инструкцию также включены некоторые пункты по подготовке сырья:
В пошаговую инструкцию также включены некоторые пункты по подготовке сырья:
Так что не пугайтесь заранее, если вам нужно переплавить домашний алюминиевый лом, чтобы получить чистый металл, или сделать деталь взамен сломанной. Для организации такого литейного производства не требуется серьезных профессиональных навыков.Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Домашняя плавильная печь может быть сделана из графита, цемента, слюды или плитки ... Размеры печи зависят от источника питания и выходного напряжения трансформатора.
Бытовая плавильная печь нагревается постепенно, но достигает значительного нагрева. В этом случае установите на электродах напряжение 25 В. Если в конструкции используется промышленный трансформатор, расстояние между электродами должно быть 160-180 мм.
Вы можете сделать свою плавильную печь. Его размеры будут 100х65х50 мм. В такой конструкции можно расплавить 70-80 г серебра или другого металла. Очень хороши варианты самодельной плавки.
Материалы и инструмент:
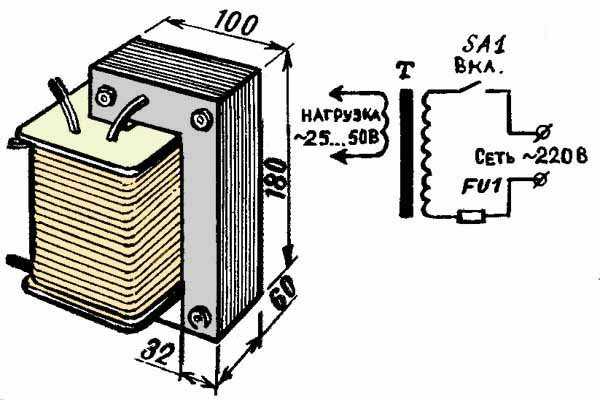
Для изготовления плавильной печи своими руками в качестве электродов можно использовать щетки от мощного электродвигателя. У них отличный выводной провод.
Если вы не можете купить эти щетки, вы можете сделать их самостоятельно из куска графита. Можно использовать стержневой электрод, который используется в дуговых печах.
По бокам этой планки нужно проделать 2 отверстия диаметром 5 мм, затем для придания прочности аккуратно забить гвоздь нужного размера.Для улучшения контакта с графитовым порошком напильником сделайте надрез на внутренней поверхности этих электродов.
Слюда используется для изготовления внутренней поверхности стенок печи. Имеет ламинированную структуру, благодаря чему может служить хорошим теплоизоляционным покрытием.
Снаружи поверхность конструкции должна быть покрыта цементной или асбестовой плиткой толщиной 6-8 мм. После того, как стены будут установлены, их необходимо перевязать медной проволокой.
Используйте кирпич в качестве изолирующей опоры для устройства.Внизу монтируется металлический поддон. Он должен быть эмалированным и иметь бортики по бокам.
Затем нужно изготовить угольный порошок графита. Его можно приготовить из ненужных брусков. Работу лучше выполнять напильником или ножовкой.
При использовании печи графитовый порошок постепенно выгорает, поэтому иногда его приходится дозаправлять.
Для работы устройства используется понижающий трансформатор на 25 В.
В данном случае сетевая обмотка трансформатора должна иметь 620 витков, медный кабель диаметром 1 мм.В свою очередь понижающая обмотка должна иметь 70 витков медного провода. Этот провод должен иметь изоляцию из стекловолокна и иметь прямоугольное сечение 4,2х2,8 мм.
Вернуться к содержанию
Если вы не можете купить трансформатор с достаточной мощностью, его можно сделать из нескольких трансформаторов того же типа с меньшей мощностью. Они должны быть рассчитаны на одинаковое сетевое напряжение.
Для этого необходимо параллельно соединить выходные обмотки этих трансформаторов.
Можно сделать. Для этого необходимо подготовить металлические пластины Г-образной формы с внутренним сечением 60х32 мм. Сетевая обмотка такого трансформатора выполняется из эмалированного провода сечением 1 мм. Должно быть 620 витков. В этом случае обмотка понижающая выполняется из провода прямоугольного сечения 4,2х2,8 мм. Должно быть 70 витков.
После установки печь подключается к трансформатору медным проводом толщиной 7-8 мм.Кабель должен иметь внешнюю изоляцию для предотвращения короткого замыкания во время работы печи.
Когда духовка будет полностью готова к использованию, хорошо ее разогрейте. В этом случае органические вещества в конструкции должны выгореть. Во время этой процедуры помещение необходимо хорошо проветривать.
Устройство будет работать без сажи. Затем они проверяют работу печи. Если все работает нормально, можно начинать пользоваться устройством.
Вернуться к содержанию
Плавку металла проводят следующим образом.С помощью небольшого шпателя (в центре плиты) проделайте небольшое отверстие в графитовой пудре, поместите туда скрап и капните его.
Если расплавляемые куски металла имеют разные размеры, сначала положите большой кусок. После растапливания кладем небольшими кусочками.
Чтобы проверить, не расплавился ли металл, можно слегка встряхнуть устройство. Если порошок вздымается, металл расплавился.
Затем нужно дождаться, пока предмет остынет, затем перевернуть и снова растопить.
Повторите эту процедуру несколько раз, пока металл не примет форму шара. В этом случае плавка металла считается качественной.
Если необходимо расплавить опилки или металлическую стружку из недорогих металлов, необходимо залить их в отверстие для порошка и провести обычную плавку.
Более дорогие или драгоценные металлы должны быть помещены в стеклянную ампулу со дна лекарства и сплавлены с этой ампулой. В этом случае на поверхности расплавленного металла образуется слой стекла, который можно легко удалить, поместив его в воду.
Легкоплавкие металлы следует поместить в железный контейнер. Если необходимо изготовить сплав разных металлов, металл сначала помещают в печь, которая хуже плавится. После плавления добавляют средство с низкой температурой плавления. Например, чтобы сделать сплав меди с оловом, сначала положите медный порошок, а затем олово. Чтобы сделать сплав меди и алюминия, сначала плавят медь, а затем алюминий.
V - это устройство, позволяющее плавить такие металлы, как олово, железо, медь, алюминий, никель, серебро, золото.После того, как металл расплавлен, его выковывают. Его чеканили на наковальне. В этом случае необходимо часто прогревать заготовку на огне, а затем снова ковать молотком. Затем металл помещают в холодную воду и снова забивают молотком до тех пор, пока заготовка не приобретет требуемых размеров.
Ни при каких обстоятельствах нельзя плавить такие металлы, как свинец, магний, цинк, кадмий, медь-никель, потому что при сгорании они образуют очень токсичный желтый дым, который пагубно влияет на здоровье человека.Серебряные контакты реле и других устройств нельзя плавить, так как они содержат до 50% кадмия.
Самодельное декоративное растение, показанное на видео, на самом деле является искусно замаскированным стекольным заводом. Эта идея станет настоящим подарком для тех, кто то и дело работает с металлом, чтобы сделать для него еще один кусок алюминия или другого металла, но в мастерской или дома не хватает места для каждого предмета, чтобы найти свое место.
В этом китайском магазине вы найдете несколько изобретений для себя.
В этом проекте мы используем песок и штукатурку в равных пропорциях, чтобы создать простую плавильную печь, достаточно прочную, чтобы расплавить металлолом за секунду, и красивую внешность, поэтому вам не нужно ее прятать. Это мини-металлургический завод.
Для начала нам понадобятся большие мешки с песком и парижская штукатурка. И то, и другое можно купить в строительном магазине. Вам также понадобится металлическое ведро на 9 с половиной литров и одеяло, чтобы накрыть им рабочее место, так как мы, скорее всего, его испачкаем.Ведро вместимостью два с половиной литра можно использовать как мерное ведро, но вскоре вы обнаружите, что оно имеет большее значение.
Для нашей огнеупорной футеровки мы используем следующий рецепт: 4,2 литра штукатурки, 4,2 литра песка и 3 литра воды. Когда вода коснется сухой смеси, начнется обратный отсчет. У нас будет около 15. Итак, давайте начнем путаться. Очень важно, чтобы вся сухая смесь была влажной, поскорее избавьтесь от комков.
Смесь должна быть достаточно жидкой и примерно того же цвета после нескольких минут перемешивания.Убедившись, что не осталось комков, приступайте к переливанию. Осторожно перелейте смесь в металлическое ведро, стараясь ничего не пролить. Смеси достаточно, чтобы заполнить ведро, оставив сверху около 8 см.
Теперь мы можем взять пластмассовое мерное ведро и использовать его, чтобы сформировать центр плавильной печи. Вы можете наполнить его водой, чтобы добавить веса, но песок или камни тоже подойдут. Когда мы толкаем ведро, смесь поднимается, но не выливается.Смесь уже начала затвердевать. Итак, давайте переместим ведро вверх и вниз, чтобы сгладить его. Вы должны удерживать ведро в этом положении в течение 2-3 минут, пока штукатурка не затвердеет достаточно, чтобы удерживать ведро на месте.
Для полного затвердевания требуется около часа, но штукатурка достаточно мягкая, чтобы ее разгладить. Если смочить ткань и аккуратно провести ею по поверхности, можно очень хорошо обрезать штукатурку и придать ей красивую текстуру. Когда вы закончите, дайте всему высохнуть в течение часа.
Почему бы не превратить старый огнетушитель в тигель? Вы можете понять, что он сделан из стали, потому что если вы принесете магнит, он притянется. С алюминием дело обстоит иначе.
После того, как давление в баллоне будет сброшено, открутите верхний клапан, чтобы легко и безопасно разрезать его ножовкой менее чем за минуту. Мы будем использовать нижнюю часть для тигля, потому что это, по сути, стальной контейнер диаметром 8 см и высотой 13 см.Хороший размер для нашего домашнего мини-сталелитейного завода.
На этом этапе гипс должен хорошо схватиться. Выльем воду. Затем используйте щипцы или что-то подобное, чтобы осторожно втянуть одну сторону ведра. Теперь, если вы возьмете его обеими руками и слегка поверните, ведро будет свободно и легко вытащить.
Мы получили удивительно гладкую поверхность, благодаря которой наша плавильная печь, сделанная своими руками, выглядит на удивление профессионально.
Не хватает только воздухозаборника и крышки.Давайте позаботимся о них. Для этой трубки подойдет насадка диаметром три с половиной сантиметра. Если вы выровняете центр сверла по верхней линии ковша, вы сможете аккуратно разрезать металл. Когда мы проходим через металл, мы должны наклонить инструмент вниз примерно на 30 см, что легко, поскольку штукатурка еще не полностью затвердела и режется как масло. Теперь у нас есть отверстие, которое идеально подходит для трубы нагнетателя. Он будет размещен в нескольких сантиметрах от низа.
Теперь, если тигель разобьется и разлит расплавленный металл, металл останется внутри плавильного цеха, а не вытечет через трубу.Воздуходувку сделать очень просто. Для начала нужно взять трубку на 3 см, она будет рядом с раскаленными углями.
Вам также понадобится труба из ПВХ 3 см. Как видите, отрезок с одного конца фитинга навинчивается на металлическую трубку, а переходник с другой стороны просто навинчивается на трубу из ПВХ.
Пойдем еще дальше. Сделаем крышку, чтобы поддерживать температуру. Нам понадобится пара U-образных шурупов на 10 см. Поместите их вертикально в широкое ведро, заполненное половиной первоначального объема нашей смеси.Через час штукатурка затвердеет и ее легко вынуть из ведра. И вот крышка плавильной печи готова.

Необходимо проделать отверстие для сброса давления. это можно сделать до того, как он затвердеет, но можно просверлить сверлом с 8-сантиметровым соплом. Проделав дырочку, у вас получится крышка, похожая на огромный пончик. Такая конструкция позволяет снизить давление и расплавить металл, не снимая крышки.
Если вы зажжете огонь, то увидите, что внутри становится настолько жарко, что сода может расплавиться за секунду, а тигель заполнен жидким алюминием. Благодаря такому мини-плавильному заводу мы можем плавить алюминий на своем дворе и отливать все, что только можем придумать.

Лучше всего то, что когда металлолом не плавится, плавильная печь компактна и незаметна. Вы можете поставить горшок внутрь и в кратчайшие сроки превратить его в декоративный элемент. Этот стекольный завод, вращающийся в горшке, больше, чем кажется на первый взгляд.Просто сделайте свой сталелитейный завод устойчивым, это чрезвычайно важно для безопасности.
Кстати, можно попробовать применить плавильную печь как подделку или даже как мангал, она ведь работает на угле.
Теперь вы знаете, как сделать мини-плавильную печь из широкого диапазона доступных материалов, достаточно прочную, чтобы расплавить металл за секунды, но достаточно приятную для глаз, чтобы вам не пришлось ее скрывать. Переведено и дублировано издательством "Наука и технологии".
В другой публикации есть еще профессиональное полезное.
Примерная температура плавления алюминия составляет около 660 градусов по Цельсию, что позволяет плавить его даже в домашних условиях. Конечно, добиться такой температуры на газовой плите не получится, да и в помещении проводить такие работы крайне нежелательно. В Интернете есть много видео, как это сделать самому. В этой статье мы рассмотрим самые интересные, проверенные и надежные методы.
Духовки, используются в промышленности, очень дороги. Они стоят тысячи и десятки тысяч долларов. К тому же такие агрегаты занимают недопустимо много места. Алюминий - самый распространенный металл на Земле, поэтому промышленность далеко продвинулась в этом направлении. Есть много видов. Например, наклонные цилиндрические печи, реверберационные тигельные печи, вращающиеся печи и другие.
А что делать, если вам нужно изготовить деталь дома, но по тем или иным причинам не получается ее заказать? Отличная мини духовка довольно проста в изготовлении, а своими руками к тому же, для этого вам принципиально не нужно искать какие-то конкретные материалы, детали и приспособления.Большинство из них можно найти практически в каждом доме, в гараже или за городом.
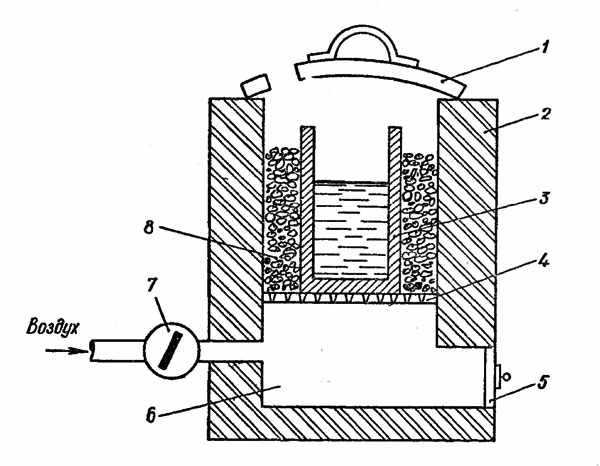 На самом деле принцип работы всех бытовых духовок прост и единообразен. Отличия, как правило, только в некоторых из них. Конструктивные особенности ... В какой-то объемной термостойкой емкости загорелся древесный уголь (это наиболее эффективный вариант топлива для плавки алюминия), в котором или поверх которого в помещается сам металл в тигель. Тигель может, например, отрезал корпус огнетушителя, или даже обычный стальной чайник . Для повышения температуры углей требуется качественная продувка воздуха со всех сторон (для равномерного нагрева алюминия в емкости). Как правило, кислород подается по трубе в «колодец». желания Его можно создать обычным пылесосом, двигателем от старого капота, радиатором или даже феном. В принципе, необходимо создать своего рода мини-металлургический завод своими руками.
На самом деле принцип работы всех бытовых духовок прост и единообразен. Отличия, как правило, только в некоторых из них. Конструктивные особенности ... В какой-то объемной термостойкой емкости загорелся древесный уголь (это наиболее эффективный вариант топлива для плавки алюминия), в котором или поверх которого в помещается сам металл в тигель. Тигель может, например, отрезал корпус огнетушителя, или даже обычный стальной чайник . Для повышения температуры углей требуется качественная продувка воздуха со всех сторон (для равномерного нагрева алюминия в емкости). Как правило, кислород подается по трубе в «колодец». желания Его можно создать обычным пылесосом, двигателем от старого капота, радиатором или даже феном. В принципе, необходимо создать своего рода мини-металлургический завод своими руками.
Читайте также: Как сделать глиняную печь
Гипс обычно используют как форму для литья деталей.Если вы хотите отлить обычную цилиндрическую алюминиевую заготовку, достаточно отрезать стальную трубу. Рассмотрим самые интересные и простые конструкции мини-духовок.
 Эта модель очень проста в изготовлении. Обод Обод нужного диаметра вкапывается в землю так, чтобы его поверхность совпадала с горизонтом, то есть не выступала над землей. В центре плиты внутри получившейся топки должно быть отверстие, через которое пропускаем , изогнутая труба выходит рядом с сталеплавильным заводом.Кислород будет поступать через нее в мини-духовку снизу. Удобно использовать в качестве нагнетателя , небольшой кулер надевается на внешнюю часть трубки. Однако при такой подаче воздуха обдув будет крайне некачественным и однонаправленным. Для этого внутри котла на выходе из трубы соорудим своеобразную горелку. Удобно использовать автомобильный дисковый тормоз , приваренный к трубе. Затем угли можно заливать в мини-завод, подавать воздух и повышать их температуру.Среди углей в тигель помещается алюминиевый лом.
Эта модель очень проста в изготовлении. Обод Обод нужного диаметра вкапывается в землю так, чтобы его поверхность совпадала с горизонтом, то есть не выступала над землей. В центре плиты внутри получившейся топки должно быть отверстие, через которое пропускаем , изогнутая труба выходит рядом с сталеплавильным заводом.Кислород будет поступать через нее в мини-духовку снизу. Удобно использовать в качестве нагнетателя , небольшой кулер надевается на внешнюю часть трубки. Однако при такой подаче воздуха обдув будет крайне некачественным и однонаправленным. Для этого внутри котла на выходе из трубы соорудим своеобразную горелку. Удобно использовать автомобильный дисковый тормоз , приваренный к трубе. Затем угли можно заливать в мини-завод, подавать воздух и повышать их температуру.Среди углей в тигель помещается алюминиевый лом.
 Топка не должна быть погружена в землю. Это несложно сделать своими руками и переносной духовкой . Кто угодно может это сделать. Цилиндрический бак из жаропрочного металла , например, бак от старой стиральной машины с вертикальной загрузкой. С внутренней стороны кирпич и глина уменьшают диаметр резервуара. Таким образом, толщина нашей печи будет 10-15 сантиметров. Обязательно прикрепите трубку для накачивания к нижней части тела. К нему можно подавать воздух любым удобным способом. Необработанный алюминиевый тигель подвешен в топке. Как видите, принципиальных отличий от предыдущей версии нет. Сделать это самому тоже несложно, отличия только в необходимых инструментах и деталях.
Топка не должна быть погружена в землю. Это несложно сделать своими руками и переносной духовкой . Кто угодно может это сделать. Цилиндрический бак из жаропрочного металла , например, бак от старой стиральной машины с вертикальной загрузкой. С внутренней стороны кирпич и глина уменьшают диаметр резервуара. Таким образом, толщина нашей печи будет 10-15 сантиметров. Обязательно прикрепите трубку для накачивания к нижней части тела. К нему можно подавать воздух любым удобным способом. Необработанный алюминиевый тигель подвешен в топке. Как видите, принципиальных отличий от предыдущей версии нет. Сделать это самому тоже несложно, отличия только в необходимых инструментах и деталях.