Кроме того, действие ПСМ с металлическими дисперсными добавками представляет особый интерес с той точки зрения, что некоторые из таких смазочных материалов являются модельными системами, реализующими условия избирательного переноса при трении [45]. Общепринятое название металлоплакирующие смазочные материалы отражает их способность к формированию пластичного поверхностного слоя, плакирующего неровности поверхности твердого тела. [c.70]
В условиях воздействия таких агрессивных сред, как кислоты, щелочи, органические вещества, эффективным является применение нержавеющих и кислотоупорных сталей и, в частности, двухслойных сталей, где основные несущие конструкции изготавливаются из углеродистой стали Ст. 3, а тонкий (толщиной 1,5—4 мм) слой плакирующей нержавеющей стали служит противокоррозионным защитным слоем конструкции. [c.162]
Наряду с высокой прочностью соединения слоев, при наплавке изменяется химический состав главным образом первых слоев плакирующего металла вследствие перемешивания, которое зависит от величины расплавления основного слоя. Для уменьшения этого эффекта применяют наплавку двумя проволочными электродами в защитном газе (рис. 18, а) [14]. Расплавление так называемой холодной проволоки, подводимой в дугу между токоподводящим электродом й основным металлом, забирает часть энергии дуги. В результате, несмотря на значительно большую подводимую тепловую мощность, расплавление основного металла незначительно и составляет всего 10—15% толщины первого слоя нап- [c.34]
При горячей прокатке биметалла плакирующий слой приваривают по всей поверхности к основе (рис. 461, а), взаимно заполняя неровности поверхности (рис. 461,6), что особенно хорошо достигается, если плакирующим слой приклеивается к основе перед горячей прокаткой взрывом. [c.634]
Качество сцепления плакирующего слоя с основой определяется испытанием на срез сопротивление на срез вдоль поверхности раздела слой—основа должен быть не ниже сопротивления срезу более слабого слоя. [c.634]
Многие сплавы подвергают испытаниям на межкристаллит-ную коррозию. Особенно часто определяют склонность к межкри-сталлитной коррозии коррозионностойких (нержавеющих) сталей аустенитного, аустенито-мартенситного и аустенито-ферритного классов. ГОСТ 6032—58 предусматривает методы таких испытаний проката, поковок, труб, проволоки, литья, сварных швов и сварных изделий, изготовленных из целого ряда сталей этих классов, а также двухслойных сталей и биметаллических труб с плакирующим или основным слоем из этих марок сталей. [c.451]
| Рис. 77. Перераспределение углерода между плакирую- роль потока информа щим слоем и основой в месте контакта многослойных и ПИИ, на который по-двухслойных металлов верхностный слой pea- |
При изготовлении биметаллов общим для всех групп является предварительная очистка от окислов поверхностей основного и плакирующего слоев металла путем травления, обдувки песком и дробью [c.615]
При получении биметаллов сваркой плакирующий слой — тонкие листы легированной стали соединяются с основным слоем — толстыми листами малоуглеродистой стали посредством точечной сварки, сварки с интервалами (сварка швом) и сварки в полоску. [c.615]
В группе биметаллов-заменителей различают два типа А, в котором основанием служит сталь, а плакирующим слоем цветной металл или сплав, и Б, в котором и основанием, и плакирующим слоем являются цветные металлы или сплавы. [c.617]
Биметалл сталь—томпак изготовляется в виде листов и лент и в виде полос для специального назначения (взамен латуни). Плакировкой служит томпак марки Л90 по ГОСТ 1019-47. Толщина плакирующего слоя 5—10% общей толщины биметалла. [c.619]
Биметалл сталь—алюминий изготовляется или с плакирующим слоем из чистого алюминия (марка А1 по ГОСТ 3549-55) или из алюминия марки АОО с добавкой 1—1,5% Si и 0,1—0,6% Fe. Первый биметалл носит название фер-рана, второй — алюминированного железа. Плакировка делается односторонняя и двусторонняя. [c.621]
Исходными материалами для приготовления биметалла сталь—никель служат малоуглеродистая сталь и чистый никель. Толщина плакирующего слоя 2,5—10% основного металла. Биметалл сталь—никель изготовляют в виде лент толщиной от 0,10 до 0,40 мм. [c.622]
Толщина плакирующего слоя меди в купале [c.623]
Толщина плакирующего слоя для полос толщиной 0,15 мм в пределах 0,008— 0,15 мм, толщиной 0,20—0,25 мм в пределах 0,010—0,020 мм, толщиной 0,30— 0,50 мм в пределах 0,020—0,030 мм. [c.624]
Биметалл изготовляют в виде листов толщиной 6—12 мм с плакирующим слоем кислотостойкой стали 2—3 мм. В листах биметалла с суммарной толщиной 60. нм плакирующий слой достигает 5,5—7 мм. Механическая прочность и коррозионная стойкость сварного соединения обеспечивается как двусторонней сваркой (с предварительной сваркой углеродистой стали и последующей под-варкой со стороны кислотостойкого слоя), так и односторонней сваркой со стороны углеродистого и кислотостойкого слоев. Сварку рекомендуется вести с применением теплоотводящих медных прокладок. [c.627]
Механические свойства этого биметалла резко меняются с изменением температуры (фиг. 13). При испытании на растяжение в интервале температур 700—800—900° С первым разрушается плакирующий слой, а затем основной. При температуре 1000° С разрушение плакирующего слоя незначительно отстает [c.627]
Сущность плакирования заключается в том, что перед нагревом под прокатку основного металла заготовку обворачивают в лист плакирующего металла и после нагрева прокатывают. После прокатки образуется тонкий слой плакирующего металла на поверхности основного. [c.40]
На фиг. 1 и 2 показаны фотографии поперечных микропктифов наклепанного и отожженного плакированного материала в исходном состоянии. Следует отметить затруднения, возникающие при травлении микрошлифов. Такие травители, как 2%-Hbn"i водный раствор щавелевой кислоты, 5%-ный раствор азотной кислоты в бутиловом спирте, хорощо выявляющие структуру прокатанного неплакированного сплава МАЗ, в случае плакированного материала дали отрицательные результаты. Это обстоятельство, вероятно, объясняется защитным действием плакирующего слоя. Плакиро- [c.183]
На квадратные заготовки из углеродистой стали с размерами стороны от 100 до 200 мм (в зависимости от размера требуемого готового профиля) производили наплавку нескольких слоев плакирующего металла проволокой стали Х18Н9Т толщиной от 7 до 28 мм в зависимости от размера заготовки. [c.198]
Главное преимущество биметалла — это erti меньшая стоимость n i сравнению с таким же монометаллическим изделием, сделанным только из одного плакирующего слоя, поскольку плакпруюшпи слой является обычно дорогом нержавеющей сталью или дорогим цнетпым металлом, а основа — дешевок простой сталью. [c.633]
Таким образом, важное. чначение имеет соотношение слоев. Обычно толщина плакирующего слоя составляет 10—20% от общей толщины, но ие [c.633]
На рис. 462 видно насыщение углеродом плакирующего слоя из основного металла (СтЗ- -Х18Н10Т) в месте их контакта. В ряде случаев возможно образование хрупких фаз или структур между основой и слоем или ухудшение других свойств, например коррозионных. [c.634]
Плакированный дюралюминий получают механотермическим способом, заключающимся в том, что дюралюминиевая заготовка, заливаемая алюминием, подвергается при нагреве прокатке. Толщина плакирующего слоя алюминия составляет е каждой стороны 4—5% от толщины дюралюминиевой сердцевины. Плакированный дюралюминий нельзя подвергать длительной тер- [c.327]
Чистый алюминий мягок и непрочен. Легируют его в основном для повышения прочности. Для того чтобы можно было воспользоваться высокой коррозионной стойкостью чистого алюминия, высокопрочные сплавы покрывают слоем чистого алюминия или более коррозионностойкого сплава (например, сплава Мп—А1 с 1 % Мп), который более электроотрицателен в ряду напряжений, чем основной металл. Наружный слой называют плакирующим, а сам двухслойный металл — алькледом. Плакирующий металл катодно заш,ищает основу, выполняя функцию протекторного покрытия. Его действие аналогично действию цинкового покрытия на стали. Помимо катодной защиты от питтинга покрытие из менее благородного металла защищает также от межкри-сталлитной коррозии и коррозионного растрескивания под напряжением (КРН). Это особенно важно, когда основной высокопрочный сплав приобретает склонность к этим видам коррозии в процессе производства или при случайном нагреве до высокой температуры. [c.342]
Плакированные и наплавленные листы, а также поковки должны подвергаться ультразвуковому контролю или контролю другими методами, обеспечивающими выявление отслоений плакирующего (наплавленного) слоя от основного слоя металла, а также несплошностей и расслоений метгшла поковок. При этом объем оценки качества устанавливается стандартами или техническими условиями на плакированные или наплавленные листы и поковки, согласованными со спе-1щализированной научно-исследовательской организацией. [c.45]
Если частицы контактирующих фаз могут образовывать стехиометрические соединения, то на границе переходного слоя образуется мономолеку-лярный слой зоны IV (см. рис.75). Он также включает в себя частицы обеих объемных фаз, но характеризуется стехиометричностью, которая, однако, имеет место лишь в плоскости слоя. Эго обусловливает и объясняет наличие сингулярности (скачка) свойств на некоторых твердых поверхностях. Поэтому мы говорим о размерности распределения физико-химических свойств в данном слое D = 2. Наглядным примером тому служит факт перераспределения элементов между плакирующим слоем и основой в области контакта двух металлов в многослойных и двухслойных металлах (рис. 77). [c.123]
В качестве плакирующего слоя или покрытия используют высоколегированные стали или дефицитные металлы, обеспечивающие необходимые физико-химические и механические свойства поверхности. Так как толщины металлических покрытий и плакирующих слоев незначительны и не превьипают 1—2 мм, использование биметаллических материалов позволяет сэкономить высоколегированные стали и дефицитные цветные металлы. [c.49]
Никелевые покрытия и плакирующие сплавы на основе никеля используют в зарубежной практике для защиты от коррозии элементов оборудования глубоких нефтяных скважин (труб, вентилей). В работе [48] приведены результаты испытания труб, изготовленных из стали марки AISI 4130 с плакировкой никелевым сплавом 625, полученных методом горячего изостатического прессования. Толщина плакирующего слоя биметалла составляла 29 и 4 мкм. Испытания включали анализ изменения механических свойств материалов после вьщержки в хлорсодержащей среде в присутствии сероводорода, оценку стойкости их к коррозионному растрескиванию и питтинговой коррозии. Результаты лабораторных и промышленных испытаний показали высокие эксплуатационные свойства биметалла при использовании в качестве конструкционного материала для оборудования высокоагрессивных сероводородсодержащих глубоких скважин. [c.96]
Исследование межкристаллиткой коррозии. Существуют испытания, на основании которых можно определять склонность сплавов к межкристаллитной коррозии. Особенно часто определяют склонность к межкристаллитной коррозии нержавеющих сталей аустенитного, аустенитно-мартенситною и аустенит-но-ферритного классов. Методы испытаний проката, поковок, труб, проволоки, литья, сварных соединений, изготовленных из сталей этих классов, а также двухслойных сталей и биметаллических труб с плакирующим или основным слоем из этих сталей предусмотрены ГОСТ 6032—75. [c.90]
Для изготовления алюминированного железа применяется стальная лента размером 2X200 мм и лента алюминиевого сплава 0,3 X НО мм. Толшина плакирующего слоя 12—15% толщины биметалла. [c.621]
Плакированные нержавеющей сталью 1Х18Н9 биметаллы выпускают с плакирующим слоем, составлиюшим 5—10% общей толщины биметалла. Для тонких листов плакирующий слой молсет быть увеличен до 20—40%, Для лучшего, сцепления обоих слоев ьаносится подкладочный слой из электролитического железа. [c.626]
Современные производители труб и трубопроводной арматуры всерьез задумываются о необходимости продления срока службы своей продукции. Чтобы добиться желаемого результата необходимо использовать новые материалы, созданные по инновационным технологиям. Одним из самых популярных способов улучшения качественных характеристик является плакировка. Плакирование металлов – это термомеханическое нанесение на его поверхность тонкого защитного слоя другого металла или сплавов. Таким способом покрываются листы, плиты, проволока, трубная продукция.
Плакирование применяют для того, чтобы создать на поверхности материала слой, обладающий определенными свойствами. Это может быть твердость и износостойкость, а также устойчивость к:
Таким способом можно не только создавать оборудование и детали, но и восстанавливать их после изнашивания.
Защитное покрытие может наноситься с одной или с двух сторон. Его толщина может составлять от десятой доли до нескольких миллиметров (3-40% от толщины металла на который наносится). Таким способом обычно улучшают качественные характеристики таких металлов, как углеродистые и устойчивые к воздействию кислоты стали, сплавы титана или меди.
На них наносят слой:
Какой метод плакирования выбрать? Обычно используются такие способы:
Выбор способа зависит от вида продукции, на которую наносится защита.
Плакирование – это универсальная технология, позволяющая создать или отремонтировать детали, которые в процессе эксплуатации подвергаются воздействию неблагоприятных сред. Это может быть:
Использование такой методики позволяет сэкономить средства на приобретении новых деталей. Способ позволяет получить биметалл (триметалл), который существенно удлиняет срок безремонтной эксплуатации трубопроводных магистралей и конструкций, созданных из этого материала.
Смешанные двух металлов позволяет отказаться от использования изделий из более дорогих материалов. Благодаря этой особенности элементы, выполненные при помощи плакировки стали активно использоваться при строительстве трубопроводных систем, постепенно вытесняя изделия, созданные из более дорогих, но менее устойчивых к неблагоприятным воздействиям материалов.
Технологии плакирования активно используются в ювелирном деле. Они позволяют создавать нестандартные украшения или более доступную продукцию (например, при нанесении золотого покрытия на серебро).
Способ применяют также при производстве монет.
Организация деятельности современного производства – это не только поиск качественных расходных материалов и надежного сбыта, а и сокращение расходов на создание продукции. Именно поэтому многие предприятия, осуществляющие создание металлических деталей и конструкций все чаще отдают предпочтение плакированию. Созданный по такой технологии материал надежен, способен выдержать большие нагрузки и прослужить гораздо более длительный период времени. Область применения би- и триметаллов постепенно разрастается, и это вполне нормально. Использование деталей, выполненных из плакированных металлов не только сокращают расходы на создание той или иной системы, но и значительно увеличивают срок ее эксплуатации. При заказе таких изделий следует обращать внимание на репутацию компании-производителя, наличие гарантии и возможность получения всей технической документации.
Плакированными называются металлы, покрытые каким-либо металлическим или неметаллическим материалом. Если плакирующий слой металлический, то такой материал называется биметаллом или двухслойным металлом. Может быть соединено три и более различных металлов и неметаллов, такой материал называется трехслойным или композиционным.
Конструкционные материалы, применяемые в судостроении (сталь, дюралюминий), плакируют более коррозионно-стойким металлом (нержавеющей сталью, алюминием и др.). В плакированных металлах толщина плакирующего слоя колеблется от десятых долей до нескольких миллиметров, что значительно больше, чем слой лаков, красок, смол, различных пластиков, и обеспечивает более надежную защиту от коррозии. Металлический плакирующий слой физически неразделим с основой при обработке и эксплуатации материала. Используемые в судостроении двухслойные стали, состоящие из углеродистой или низколегированной основы и высоколегированного нержавеющего покрытия, изготовляют методом горячей совместной прокатки пакета из листов основы и покрытия либо прокаткой двухслойного слитка, полученного отливкой. При пакетной прокатке на сляб или плиту накладывают лист плакирующего металла. Соединяемые поверхности их должны быть тщательно очищены. Для улучшения сцепления между ними в ряде случаев на внутреннюю поверхность плакирующего металла гальваническим способом наносят слой третьего металла толщиной до 0,2 мм. Из листов, толщины которых примерно соответствуют отношению толщин слоев готового биметалла, складывают пакет, состоящий из двух слоев основного и двух слоев плакирующего металла. При этом слои плакирующего металла располагают внутри пакета и разделяют огнеупорной обмазкой, препятствующей их сцеплению. Затем кромки пакета сваривают по периметру, после чего пакет нагревают и прокатывают. После обрезки кромок готовые биметаллические листы отделяют один от другого. При общей толщине листа 5—10 мм плакирующий слой составляет 2—3 мм. С увеличением толщины листа до 35 мм плакирующий слой возрастает до 5 мм. Подобным способом производят покрытие дюралюминия чистым алюминием для повышения коррозионной стойкости и получают другие биметаллы. Пакеты алюминиевых и других легкоплавких сплавов можно прокатывать в холодном состоянии. Для повышения их пластичности между операциями прокатки применяют рекристаллизационный отжиг путем нагрева выше температуры рекристаллизации Трек = 0,3 Тпл, где Тпл — температура плавления более тугоплавкого из двух соединяемых металлов.
Высокими коррозионной стойкостью и жаростойкостью обладает биметалл сталь — алюминий (алюминированная сталь). Наиболее распространенный метод нанесения плакирующего слоя алюминия на сталь — распыление чистого алюминия или его сплава с кремнием. Материал для распыления в виде проволоки или порошка вносят в пламя кислородной горелки. Он расплавляется и под действием сжатого воздуха направляется на плакируемую поверхность. Сцепление между покрытием и основой получается механическое, поэтому плакируемая поверхность должна быть тщательно подготовлена. Можно применять более производительный способ распыления и нанесения плакирующего слоя плазменной струей плазмотрона. Для обеспечения эксплуатации при высоких температурах плакированный материал после нанесения покрытия подвергают термообработке—диффузионному отжигу при 600—950 °С. Во время отжига атомы железа и алюминия диффундируют, образуя на поверхности биметалла сплав алюминия с железом с относительно высокой температурой плавления и плотной пленкой окиси алюминия Al2O3, которая защищает металл от окисления. Для защиты от атмосферной коррозии толщина покрытия 0,10—0,15 мм считается достаточной. Для защиты от высокотемпературного окисления применяют более толстые покрытия (0,15—0,20 мм).
В последнее время в судостроении находит применение сталь, плакированная титаном. Наиболее экономичный и простой способ плакирования — соединение листов титана с листами низколегированной стали без промежуточных прослоек. Прочность на срез биметалла сталь — титан получается при этом выше прочности биметалла углеродистая сталь — нержавеющая сталь. Технология плакирования стали титаном остается той же, что и технология сочетания других металлов, но требует более тщательной очистки соединяемых поверхностей и нагрева пакета перед прокаткой в среде аргона. Температура прокатки не должна превышать 950 °С из-за возможности образования Fe3Ti —хрупких интерметаллических соединений титана с железом. Для предотвращения подобных соединений иногда между титаном и сталью предусматривают промежуточный слой различных металлов: кобальта, хрома, никеля, молибдена и др.
Находят применение также биметаллы с контактно приваренным плакирующим слоем. При плакировании этим способом на поверхность изделия из основного металла кладут лист плакирующего металла. Образовавшийся пакет просовывают между электродами контактно-сварочной машины. Образуется биметаллическое изделие с прочно приваренным плакирующим слоем большой толщины (до 5—8 мм), которое необходимо механически обработать (шлифованием, полированием), так как поверхность получается недостаточно ровной и имеет отпечатки электродов.
Двухслойная сталь широко используется в химическом машиностроении. Данный вид стали состоит из двух типов стали – это низкоуглеродистая сталь, а также низколегированная сталь.
Также этот вид стали может быть покрыт третьим слоем высоколегированной стали, который служит в качестве защитного слоя. Во время сварки применяется также предохраняющий металл для основного слоя двухслойной стали, который защищает её от коррозии и агрессивной среды, и этот слой находится в аппарате или емкости.
Очень часто используются двухслойные стали, толщина которых составляет 8-40 мм. В таких сталях основным является слой стали типа:
В качестве же защитного, или, плакирующего слоя, используют коррозионно-стойкую сталь марки 20X13 или Х17Н13М2Т. Сварка же двухслойных сталей, происходит в несколько способов. Прежде всего, это автоматическая сварка под слоем флюса – если быть точнее, основного, а также плакирующего слоя. Кроме того, используется ручная дуговая сварка основного и плакирующего слоя. Также сварку двухслойной стали возможно выполнить при помощи автоматической сварки под слоем флюса, а также при помощи ручной дуговой сварки, с использованием плакирующего слоя.
Проводят сварку данного металла и с помощью полуавтоматической сварки, в специальной защитной среде из газов, а также с использованием аргоновой сварки плакирующего слоя. Примечательно, что время ручной дуговой сварки, как только выполняется сварной шов, на стороне основного слоя производят вырубку или же выплавку углеродистых швов, на стороне плакирующего слоя. Для того чтобы выполнить сварку плакирующего слоя, применяют аустенитные электроды под постоянным током обратной последовательности. Сам же процесс сварки производится короткой дугой.
Если же в процессе сварки используют несколько проходов, то все последующие слои накладывают после того, как будет охлажден каждый предыдущий слой до температуры 100 и менее градусов Цельсия. Также, после сваривание двухслойной стали, применяют специальную термообработку. Она происходит следующим образом – место соединения нагревается до температуры, приблизительно в 680-710°С, и устанавливается выдержка на 2 часа, вместе с охлаждением на воздухе. Для того чтобы избежать образования трещин во время сварки, кромки деталей двухслойной стали вводят в предварительный подогрев до температуры 200-250°С.
Теперь стоит отметить разделку кромок, а также порядок нанесения слоев в сварке двухслойных сталей. Так, в первую очередь наносится плакирующий слой с помощью аргоновой среды. После, сварщик приступает к нанесению разделительного шва, в качестве присадки используя специальное армко-железо. И, третьим слоем наносится основной слой сварки. В это же время, электроды обязательно должны соответствовать марке металла, который сваривается. Для сваривания тонкослойных изделий двухслойной стали, пользуются ацетилено-кислородной сваркой. В таком случае, присадочным материалом выступает стальная проволока.
Если же сваривание двухслойной стали происходит с использованием автоматической сваркой под слоем флюса, то стоит отметить, что способ заключается в том, чтобы электрическая дуга горела под расплавленным флюсом. В свою очередь, флюс будет предотвращать дальнейшее разбрызгивание металла, что в значительной степени улучшит качество сварного соединения в итоге. Таким образом, сварка двухслойной стали проводится в строгой последовательности и при некоторых условиях.
Потребность в нержавеющих сталях постоянно увеличивается. С целью экономии дорогостоящих нержавеющих сталей, а также из-за дефицитности легирующих элементов, входящих в их состав, при изготовлении некоторых узлов и аппаратов применяют двухслойные стали.
Основной, более толстый слой состоит из дешевых углеродистых или низколегированных сталей, а другой (плакирующий) — из нержавеющих. Двухслойные (биметаллические) листы изготовляют двумя способами: 1) заливкой пластин из нержавеющих сталей расплавленной углеродистой с последующей прокаткой слитка до требуемых размеров; 2) методом сращивания — обычной горячей прокаткой листов, поверхность которых очищена и покрыта слоем никеля. Трубы изготовляют также последовательной горячей прокаткой до заданных размеров.
Согласно ГОСТ на двухслойную сталь, основной слой изготовляют из сталей марок: 10, ВСт.З, 20К, 09Г2С, 10ХСНД (СХЛ-4), 12МХ и др. Плакирующий (коррозионностойкий) слой изготовляют из легированных сталей марок: 0X13, Х14Г14ПЗТ, Х17Н13М2Т, Х18Н9Т, 0Х18Н10Т, 0Х23Н28МЗДЗТ и др., т. е. все, кроме стали 0X13, являются аустенитными.
Толщина коррозионностойкого слоя обычно не превышает 15—20 мм, но чаще всего она равна 1—7 мм. Выдержать одинаковую толщину слоев при прокатке невозможно, поэтому указывают диапазон возможной толщины, что при обозначении выражено дробью, например; 6—7/1,5—2,0; 32—40/4—6 и т. д. Цифры в числителе означают толщину основного листа, в знаменателе — плакированного.
Независимо от марки стали плакированного слоя по механическим свойствам листы должны удовлетворять требованиям ГОСТ на металл основного слоя. В случае необходимости коррозионный слой любой стали, кроме 0X13, проверяют на стойкость против межкристаллитной коррозии.
Различные но химическому составу, по физическим и механическим свойствам составляющие двухслойной стали требуют различной техники и технологии сварки. Если сварку выполнять одними сварочными материалами с полным проваром, не обращая внимания на плакирующий слой, шов по сечению получится различным п о химическому составу и не будет отвечать требованиям по качеству.
Несмотря на это, в практике иногда сваривают двухслойные стали одними сварочными материалами — электродами из аустенитной стали. Чаще всего это неответственные конструкции, где не требуется обеспечить стойкость металла шва против межкристаллитной коррозии. В этом случае все сечение двухслойной стали, независимо от толщины, заполняется металлом из аустенитной стали с повышенным содержанием хрома и никеля: Св-07Х25Н13, Э1175 (Х25Н12Т), ЭП87 (Х25Н12ТЮ), Св-08X20Н9Г7Т и др.
Чтобы сохранить по сечению шва заданные свойства, необходимо строго соблюдать специфическую технологию сварки двухслойной стали, вернее строго совмещать две известные технологии сварки: углеродистых и нержавеющих сталей.
Если сварку выполнять со стороны плакирующего слоя, возможно разбавление аустснигного металла углеродистым из-за чрезмерного проплавления и шов будет иметь пониженную коррозионную стойкость. Если же соединение осуществляется со стороны углеродистого мегалла, то проплавление плакирующего слоя приведет к легированию металла шва хромом и никелем. Известно, что такое легирование ведет к образованию мартепситной структуры и вследствие этого к понижению пластичности металла сварного соединения.
Сварка двухслойных сталей может выполняться автоматически и вручную. Наибольшее применение нашла автоматическая сварка под флюсом. В зависимости от принятого типа соединения различают два основных варианта технологии автоматической сварки.
Если общая толщина металла не превышает 20 мм, целесообразно сварку выполнять без разделки кромок. После прихватки, которая осуществляется со стороны углеродистого металла, выполняют сварку этого слоя углеродистой проволокой так, чтобы не расплавлять плакирующий слой. Можно также сваривать слой со стороны облицовки аустенитным металлом с повышенным содержанием хрома и никеля.
При суммарной толщине металла свыше 20 мм, а в отдельных случаях и начиная с 16 мм, целесообразно автоматическую сварку выполнять с разделкой кромок.
В зависимости от расположения плакирующего слоя и доступности для выполнения ручной и комбинированной сварки (ручной и автоматической) с одной или двух сторон при сварке двухслойной стали различают несколько вариантов технологии.
Если разделка кромок выполнена со стороны малоуглеродистой стали, когда плакирующий слой примыкает к корню шва, то возможны два варианта технологии ручной сварки. Для получения гарантированного провара рекомендуется в месте стыковки плакирующего слоя свариваемых деталей сделать фаску или вырубить углубление на половину толщины слоя.
В практике часто приходится сваривать двухслойную сталь с плакирующим слоем, не доступным для сварки изнутри (трубы, коллекторы, обечайки с днищами малого диаметра и т. п.). В этом случае все сечение разделки биметалла небольшой толщины заполняется снаружи аустенитным металлом. При сварке большой толщины корневой слой выполняют ручным аргоно-дуговым методом без присадки или с присадкой из проволоки типа 18-8. Важно не допускать при этом, чтобы в ванну попадал углеродистый металл, т. е. оплавлялись прилегающие кромки углеродистого металла. Дальнейшее заполнение разделки можно производить аустенитным металлом.
Если разделка кромок па угловом или тавровом соединении сделана со стороны плакирующего и углеродистого слоев, ее заполняют ручным способом электродами типа ЭА2 или автоматическим (полуавтоматическим) — с использованием высокоаустенитной проволоки. Плакирующий слой небольшой толщины (1—3 мм) сваривают электродами, стержни которых изготовлены из проволоки с повышенным содержанием хрома и никеля (типа 25-12). При большой толщине плакирующего слоя (более 4 мм) валик наплавляют электродами со стержнем из стали типа 18-8, менее легированной и более дешевой.
Фасад здания не только декоративный, но и защищает от влияния погодных условий. Типичное гипсовое покрытие можно заменить облицовкой фасада. При их установке необходимо помнить о правильной конфигурации слоев покрытия для защиты основания от влаги.
Из этой статьи вы найдете:
Фасадный слой оказывает значительное влияние на т.н. «дыхание» стены, то есть способность пропускать водяной пар, проникающий из помещений . Несмотря на то, что таким образом проникает небольшое количество влаги, в случае неправильного расположения стеновых слоев стена может стать постоянно влажной в результате конденсации водяного пара.
Правильное расположение слоев должно состоять из материалов с низкой паропроницаемостью , укладываемых от центра и с высокой внешней стороны j Соблюдение этого принципа становится особенно важным при укладке материала с высокой теплоизоляцией и низким сопротивлением диффузии стены, например, с изоляцией из минеральной ваты.
Покрытие этих материалов паронепроницаемым слоем снаружи приведет к конденсации паров воды внутри утеплителя, что также снизит их теплоизоляционные свойства.
Достаточно тонкие покрытия из клинкера , бетона, керамогранита или каменной облицовки подходят для непосредственного приклеивания к сырой кладке или теплоизоляции. При укладке плитки на необработанное основание подготовка поверхности ограничивается очисткой и грунтовкой.
Установка на теплоизоляцию требует специальной подготовки базовых слоев в зависимости от поверхностного веса облицовки .Вы также должны использовать более твердые виды полистирола, например, экструдированный пенополистирол EPS 100 или XPS.
Относительно легкая облицовка с поверхностным весом от до 20 кг/м 2 (например, плитка из керамогранита толщиной до 10 мм) укладывается на обычные слои пенополистирольной изоляции, но монтажные штифты должны проходить сквозь сетку, а их количество увеличивается до 8 шт/м 2 .
Для облицовки, вес единицы площади которой не превышает 40 кг/м 2 (напр.клинкер, бетонная плитка) необходимо будет уложить сетку в два слоя в дополнительный слой клеевого раствора.
Фасад из клинкерной плитки, фото: Röben
Из-за паропроницаемости фасада и возможности свободного расширения при изменении температуры доля площади шва должна составлять около 5% от площади фасада.
Для склеивания используйте эластичные клеевые растворы, а для затирки (также эластичные) шовные смеси .Также существует принцип нанесения клея на подложку и плитку, но при этом нельзя оставлять пустот в клеевом слое (закрепление по всей поверхности).
Этот материал используется в основном для нижних частей дома (цоколей) и частей фасада , но может также покрывать все поверхности фасада. В качестве облицовочного материала используются крупногабаритные плиты природного камня (песчаник, гранит, сиенит, мрамор) и толщиной 3-4 см.
В зависимости от основания они крепятся приклеиванием или установкой с помощью анкеров . Приклеивание каменных плит можно выполнять только на жесткое и прочное основание в виде облицовки кирпичной стены теплоизоляцией или на однослойную стену.
При установке более тяжелой облицовки обеспечить дополнительное крепление с помощью стальных анкеров, расположенных горизонтальными рядами через каждые 50 см, и пластин , зацепленных в вырез.Для крепления используются специальные клеевые растворы, а не обычные цементные (возможно изменение цвета). Между досками оставляют зазоры шириной в несколько миллиметров, которые позволяют фасаду «работать» при изменении температуры окружающей среды.
Этот способ отделки наружных стен требует подготовки на здании на стадии фундамента. Для этого слоя необходимо сделать соответствующую опору, доходящую до уровня скамейки.Также возможно сделать железобетонную опорную консоль, закрепленную в стене фундамента ниже уровня земли.
Такой фасад также служит щитом для теплоизоляции и образует вместе с несущей стеной трехслойную наружную перегородку дома благодаря креплению анкерами из нержавеющей стали . Фасадный слой может быть выполнен из стеновых материалов толщиной от 6 до 12 см, т.е. различных видов клинкерного, силикатного колотого кирпича, декоративных бетонных блоков или специального фасадного кирпича.Как правило, ее укладывают после возведения несущей стены, что способствует ее ровному расположению и эстетичной отделке.
Одновременно с кирпичной кладкой фасада утепление обычно выполняют минеральной ватой , а соединения с несущей стеной осуществляют с помощью анкерных болтов. Шерсть фиксируется пластинами с носиком, облегчающими сток воды. Между теплоизоляцией и фасадом оставляют вентиляционное пространство, а циркуляцию воздуха обеспечивают приточные отверстия, расположенные в стыках внизу фасада и зазоры в подкровельной зоне .
В зависимости от материала фасада и несущей конструкции эта форма облицовки доступна в облегченном или тяжелом исполнении. В небольших постройках, индивидуальных домах установка легкой пластиковой облицовки, т.н. сайдинг, дерево или профлист .
Все эти материалы монтируются на деревянную или систему несущую сетку, а основной или дополнительный утеплитель стены может располагаться под обшивкой.При толстых слоях утеплителя монтажные планки укладывают на дистанционные блоки, что позволяет использовать профили меньшей толщины.
Фасад отделан сайдингом, фото: Profile Vox
Расположение сетки может быть горизонтальным или вертикальным, в зависимости от способа укладки покрытия. Под фасадным слоем необходимо создать вентиляционное пространство шириной 2,5 - 3 см. , а поверх минераловатного утеплителя уложить высокопаропроницаемую ветрозащиту. Он предохраняет вату от намокания и выдувания волокон, при этом позволяя водяным парам проникать от стены.
Более тяжелая облицовка из камня, бетона, фиброцемента или панелей HPL монтируется на специальные несущие конструкции, так называемые подконструкции . Системные фасадные подконструкции изготавливаются из стали или алюминия и позволяют точно отрегулировать полученную плоскость облицовки независимо от возможных дефектов основания.
Различные крепления совместимы с подконструкцией, подходят для сквозного или невидимого крепления соответствующей облицовки фасада. Слой утеплителя из минераловатных плит должен быть защищен ветрозащитным или заводским защитным покрытием .
Так наз. структурное остекление из стеклопакетов, покрывающих весь фасад. Фасадное стекло позволяет, в том числе, защитить интерьер от солнечного излучения , обеспечивает одностороннюю прозрачность, создавая равномерное, герметичное покрытие.
автор: Cezary Jankowski
комп.: Maja Wychowaniec
фото на открытии: Stegu
фото в тексте: Röben, Profile Vox
Тематический отдел - Специалисты Bosch по теплотехнике Ворота, двери, рамы, приводы - Специалисты Hörmann Polska Ворота, окна, двери и заборы - Специалисты WIŚNIOWSKI Ворота, окна, двери и оконные жалюзи - Специалисты Krispol Центральная уборка пылесосом - Специалисты Aerovac Керамика для ванных комнат - Специалисты Koło Строительство химикаты - эксперты IS Knauf Крыши, водосточные желоба, фасады - эксперты Rheinzink Электрический теплый пол и антиобледенение - эксперты FENIX Polska Фасады, гидроизоляция, полы и керамзит - эксперты Weber Силиконовые краски и пропитки - эксперты Польские силиконы Rettig Отопление Изоляция из стекла и минеральной ваты - Специалисты Isover Брусчатка - Специалисты Polbruk Электрические котлы и обогреватели, возобновляемые источники энергии - Специалисты Kospel Инструменты - Специалисты Bosch Бетонные ограждения, садовая архитектура - Специалисты Joniec Мансардные окна - эксперт Fakro Мансардные окна - Эксперты Velux Окна и двери из ПВХ - Эксперты OKNOPLAST Вспененный перлит, грунтовки, стяжки, растворы, штукатурки - Эксперты Perlit Polska Кровля - эксперты Blachy Pruszyński Производитель дверей и дверных замков - Специалисты Gerda Профессиональная строительная химия Эксперты ISp.z o.o. Профессиональные системы утепления зданий - Эксперты Foveo Tech Очистные сооружения для дома - Эксперты Eco-Bio Клинкерная плитка - эксперты Klinkier Przysucha Каменная минеральная вата - Эксперты Rockwool Столярные изделия для окон и дверей - Эксперты Drutex Столярные изделия для окон и дверей - Специалисты Sokółka Окна и двери - Termo Специалисты Organika Системы отопления - Специалисты Viessmann Системы отопления, возобновляемые источники энергии - Эксперты De Dietrich Системы вентиляции - Эксперты Alnor Системы вентиляции с рекуперацией тепла - Эксперты Pro-Vent Отопительная техника - Эксперты Buderus Отопительная техника - Эксперты Galmet Отопительные устройства - Эксперты отрасли Heiztech - Кровельная промышленность эксперты специалисты Lindab
Допустимые форматы файлов: 'jpg', 'jpeg', 'gif', 'bmp', 'png'.Добавление нескольких файлов - нажмите CTRL.
Администратор персональных данных: AVT-Korporacja sp.z o.o. со штаб-квартирой: ул. Лещинова 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Администратор персональных данных: AVT-Korporacja sp.о.о. со штаб-квартирой: ул. Лещинова 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Период обработки данных: Ваши данные будут обрабатываться до тех пор, пока не появится основание для их обработки, т.е. в данном конкретном случае, пока не будет дан ответ. Вы имеете право: получать доступ к своим данным, исправлять их, удалять их, ограничивать обработку, возражать против обработки ваших данных или их передачи.Вы можете: отозвать свое согласие на обработку ваших персональных данных, запросить удаление всех ваших данных. Правовые основания: ст. 5, 6, 12, 13 Общего регламента по защите данных (GDPR). прочитайте больше
.При строительстве дома мы обычно заботимся не только о том, чтобы он имел интересный внешний вид, но и о том, чтобы его отопление не стало непомерной нагрузкой на семейный бюджет.
Есть много возможностей, чтобы оригинальный внешний вид здания сочетался с низкими затратами на его отопление. Безусловно, один из них – возведение трехслойных стен, отделанных традиционным кирпичом, но делать это стоит гораздо дешевле и приятнее.Это возможно благодаря клинкерной плитке на фасаде.
Клинкерная плиткаобладает всеми свойствами традиционного клинкерного кирпича, но при этом намного тоньше, легче и, главное, значительно дешевле. Однако самым большим преимуществом плитки является ее великолепный эстетический вид. Кроме того, вы можете выбрать из множества различных рисунков и цветов.
Однако на этом преимущества клинкерной плитки не заканчиваются. Их большим преимуществом является то, что в долгосрочной перспективе они не требуют никакого обслуживания.В сочетании с энергосберегающей системой утепления фасада это дает действительно большую экономию.
Клинкерная плиткаимеет еще одну важную особенность – она обеспечивает идеальную звукоизоляцию, что позволяет наслаждаться тишиной и покоем в доме.
Сделай сам
1. Трехслойная стена состоит из несущего, изоляционного и фасадного слоев. Если мы только строим дом, то несущим слоем может быть обычная стена из кирпича или керамических или бетонных блоков.Однако, если мы думаем о ремонте, мы также можем использовать уже существующие стены. Однако начинать работу всегда приходится с тщательной очистки подложки. Оштукатуренные поверхности необходимо дополнительно выровнять и при необходимости дополнить штукатурку. Точно так же старые лакокрасочные покрытия могут оставаться под изоляционным слоем при условии, что они правильно подобраны к клеевому раствору.
2. Когда основание правильно подготовлено, можно приступать к укладке изоляции. Перед началом укладки остальных слоев используйте угловую рейку, которая примет на себя вес всего теплоизоляционного слоя.Закрепляем пластиковыми дюбелями, а затем соответствующим образом профилируем, не забывая оставить место у плинтуса. Затем можно приступать к укладке плит утеплителя на поверхность стены. Клей, который позволит их прикрепить, можно нанести либо точечно на саму доску, либо прямо на очищенную стену. Это зависит от типа диска. При креплении утеплителя в районе окон его следует заклинить в месте подоконника, а в районе откосов уменьшить на 2 см.
3. Следующим шагом необходимо усилить углы цоколей, что защитит их от ударных нагрузок. Для этого к ним приклеиваем бронеткань, которую дополнительно покрываем клеевым раствором. То же самое следует сделать в углах фасада и окон. Затем на всю поверхность утеплителя приклейте армирующую сетку, которую затем следует разгладить. Оставляем подготовленную арматуру, пока слои не свяжутся. Примерно через двое суток необходимо установить пластиковые анкеры, которые частично принимают на себя нагрузку на утеплитель.Их нужно просверлить таким образом, чтобы образовалось небольшое углубление в утеплителе, а затем покрыть всю поверхность (включая анкеры) вторым слоем армирующего раствора и оставить не менее чем на неделю, чтобы слои приклеились твердо. Это уменьшит базальную усадку.
4. Заключительный этап работ – укладка фасадной плитки. Начинать работу лучше всего с окон. Нельзя забывать, что после укладки плитки их ширина в косяках уменьшится. С помощью спиртового уровня и карандаша отметьте гренадерский слой (т.ширина плитки и затирки). Чтобы не размыть его клеем, наносите его прямо на плитку, а затем прикрепляйте к стене. Начинать это занятие лучше всего с косяков, а затем переходить к перемычкам, для чего стоит использовать угловые плитки. Если возможно, используйте ограничения 5/4. Затем переходим к углам стен. При креплении фасадной плитки рекомендуется «плавающий» способ, заключающийся в нанесении клея на основание.
Перед тем, как крепить плитку, стоит нанести на нее дополнительно 1-3 см клея.Затем размещаем фасад на поверхности всех стен. Мы рекомендуем использовать так называемый «свободная» или «дикая» вязка, основанная на укладке пяти плиток полосами на 1 м2, которые нарезаются специальным шариком. Наконец, очень аккуратно прикрепляем подоконники. Их установка заключается в нанесении слоя клея на арматуру и креплении плитки, часть которой должна выступать примерно на 3 см. Это обеспечит надлежащий отвод дождевой воды.
Последний шаг — наведение, то есть заполнение пространства между плитками.Это можно сделать методом суспензии, который заключается в распределении раствора для швов по всему фасаду и последующем удалении его остатков губчатой теркой. Также хорошим методом является традиционная затирка швов полусухим раствором. Этот метод рекомендуется для фасадов с гладкой поверхностью.
.Огромный выбор разных моделей плитки. Я искренне рекомендую!
Источник: Google
Агнешка Боровска
Я очень рекомендую эту компанию, потому что я уже размещал заказ несколько раз, и до сих пор я очень доволен.Кирпичи очень долговечны, и качество имеет для меня первостепенное значение. Для меня не менее важен подход к клиенту, и здесь у меня тоже нет возражений. Беспроблемный телефонный контакт, заказ оформляется быстро, а время ожидания доставки короткое.
Источник: Google
Малгожата Новацка
Большой выбор, приятное обслуживание
Источник: Google
Хенрик Дзючак
Очень большой выбор плитки.Отличный совет.
Источник: Google
Анджей Колодзей
Очень большой выбор плитки и кирпича.Каждый может выбрать что-то для себя, даже в небольших количествах. Профессиональное, надежное, дружелюбное и, прежде всего, терпеливое обслуживание. Я обязательно вернусь. Я искренне рекомендую.
Источник: Google
Дорота Виломска
Отличный сервис, большой выбор товаров отличного качества.Полный профессионализм!
Очень профессиональный и надежный сервис
Источник: Google
Ивона Недзельска
Самый большой выбор плитки, который я когда-либо видел.Каждый может выбрать что-то для себя. Профессиональный, дружелюбный и, прежде всего, надежный сервис. Я искренне рекомендую эту компанию!
Очень широкий ассортимент продукции на высоком уровне, но больше всего очень профессиональные сотрудники, которые могут помочь.
Источник: Google
Кристиан Крупка
Профессионалы, которые помогли в выборе лучшего продукта.
Источник: Google
Томаш Будзински
Быстрое выполнение заказа, приятные специалисты
Источник: Google
Мирек Тшасковски
Я рекомендую.Самый большой выбор в Польше. Хороший профессиональный сервис.
Источник: Google
Яцек Сьюди
Супер сервис, самый большой выбор в Польше и доступные цены рекомендую :)
Источник: Google
Клаудия Орынек
Очень быстрое реагирование на заказ :) и оперативный процесс оформления заказа, а так же консультации в случае сомнений связанных с заказанным товаром.Очень большой выбор плитки - сложно было определиться, ведь их было так много :) К счастью, служба поддержки отнеслась ко мне с полным спектром компетенций на высоком уровне. Супер продавец :) РЕКОМЕНДУЮ.
Источник: Google
Кинга смыкла
Как правило, он не дает комментариев, но я должен написать об этой компании.Я впервые сталкиваюсь с таким профессиональным обслуживанием клиентов. Клиента не заставляют что-то продавать, действительно честно советуют. Наконец, я купил кирпичи Юты. Если кто-то хочет купить кирпич для стены для дома, очень искренне рекомендую эту компанию.
Источник: Google
Ада Садковска
Спасибо за терпение и полный профессионализм при выборе плитки для фасада нашего дома.Вы единственная такая компания в Польше, а я был еще в нескольких местах и такого сервиса не встречал. Я рекомендую!!! Друзья также будут отчитываться перед вами. С уважением :-)
Источник: Google
Эвелина Войцеховска
Очень большой выбор, вежливое, грамотное обслуживание, доступные цены.Я определенно рекомендую это.
Источник: Google
Божена Пачуска
Профессиональные консультации, доступные цены.Компания, которую стоит рекомендовать.
Источник: Google
Томаш Лущик
Профессиональное обслуживание и индивидуальный подход к клиенту.
Источник: Google
Синий дайвер
Кирпичи как мечта :) Профессиональные советы.Я рекомендую!
Источник: Google
Войтек Будзяк
У меня есть плитка ручной формовки на стене с телевизором в гостиной, и она выглядит великолепно.Кроме того, рекомендую для хорошего контакта.
Я рекомендую
Источник: Google
Артур Малкевич
Отличная вещь, особенно для лофта!
Источник: Google
Михал Суски
Такого большого выбора кирпича я не видел во всей Варшаве.Я в восторге и обязательно буду вас рекомендовать!
Источник: Google
Гражина Савин
Я рекомендую !!! Я купил кирпичную плитку Old West Mill, они великолепны.Сервис и техническая поддержка на высшем уровне.
Источник: Google
Михал Венцлавский
много узоров.доступные цены по сравнению с конкурентами. Я определенно могу рекомендовать это.
Источник: Google
Божена Подбельская
Очень широкая цветовая гамма плитки и кирпича ручной формовки, доступные цены.Професиональные услуги. Я рекомендую
Источник: Google
Марчин Зип
.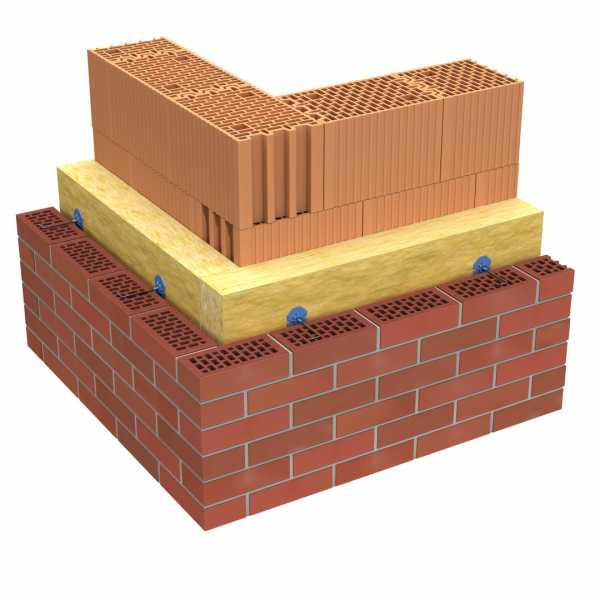 Как видно на картинке выше, двухслойная стена состоит из:
Как видно на картинке выше, двухслойная стена состоит из: Конструкция трехслойной стены позволяет использовать различные комбинации материалов для несущего, изоляционного и фасадного слоев.Для несущего и фасадного слоя можно использовать совершенно разные материалы. Кроме того, каждый из слоев может быть выполнен из материалов с базовыми параметрами, а значит, дешевле.
+ очень хорошие теплоизоляционные свойства - позволяет использовать самый толстый утеплитель среди кирпичных стен (до 25 см)
+ самая высокая прочность и механическая стойкость
+ возможность использования большинства кладочных, изоляционных и отделочных материалов
+ при использовании соответствующей комбинации материалов на отдельные слои цена не будет значительно выше других видов кирпичных стен
+ высокие эстетические качества фасада из натуральных материалов (клинкер, камень)
+ самый дешевый в обслуживании - за счет долговечности фасада материалы
- длительное время строительства и трудоемкость - необходимость выполнения двух слоев стены
- необходимость использования дополнительных материалов - соединители фасадных слоев, вентиляционные элементы, фасадные дилатации
- затраты - самый дорогой вид стен, особенно при фасадном из клинкера или камня
- вес - требуются более широкие ленточные фундаменты и более толстые стены фундамента, желательно с трехслойной конструкцией
Используемые материалы: Wienenberger, Termalica, Xella, Saint-Gobain, CRH Klinkier, Silikaty Barlinek
.Однако кирпичи для фасадов должны быть морозостойкими, чтобы оставаться неоштукатуренными.Строительный кирпич, хотя и заманчивый красивым сырым видом, не соответствует таким условиям и быстрее повреждается, чем фасадный кирпич.
Стены с кирпичным фасадным слоем и теплоизоляцией обладают не только лучшей звукоизоляцией, но и очень хорошим коэффициентом теплопередачи U. Они влияют на конструкцию стен и фундамента дома.Кирпичный фасад, прежде всего, должен опираться на прочный фундамент, потому что он тяжелый. Так, фундамент под трехслойную стену обычно делают из трех слоев. Тогда и несущая стена, и фасад имеют устойчивую опору на собственных фундаментных стенах, а между ними, как и в надземной части, находится утеплитель. Стены фундамента, в свою очередь, опираются на общий ленточный фундамент.
Фасадный слой обычно имеет ту же высоту, что и здание.Однако он не связан венчиком (как несущий слой) и не нагружен перекрытием. Тем не менее, облицовочный кирпичный слой должен быть прочным, устойчивым и долговечным. Таким образом, он соединяется с несущей стеной с помощью правильно расположенных анкеров в стене и обеспечивает вентиляцию изоляции. Для обеспечения последнего в фасадном слое оставляют проемы. Их накрывают сеткой или в них помещают специальные вентиляционные короба, благодаря которым в утеплитель не попадают грызуны и насекомые.
Также важно следить за тем, чтобы фасадная бригада оставляла компенсационные зазоры в правильно спроектированных местах, позволяя всей конструкции свободно работать.Такие расширения заполнены гибким материалом.
Расположение кирпичей в стене
Привязка кирпичей к стене влияет на окончательный вид фасада. Каждый из них отличается соответствующим ему рисунком стыков. В некоторых решениях видны только кирпичные ложки, т.е. стороны с более длинным основанием; остальные также используют головы, т.е. более узкие стороны. Цвет и форма суставов также имеют большое значение. Цвет затирки можно выбрать на складе, из цветовых карт или перед компьютером благодаря виртуальным инструментам, доступным на сайтах некоторых производителей кирпича.
Подпишитесь на рассылку новостей. Каждую неделю свежие новости строительства, ремонта и внутренней отделки на Ваш e-mail: См. например
>.Согласно действующему Польскому стандарту (PN-B-12061:1997), кирпич для фасадов должен иметь водопоглощение не более 16%, класс прочности на сжатие не менее 10 МПа и, конечно же, должен быть морозоустойчивым. Клинкерный кирпич представляет собой керамический фасадный кирпич со спеченным телом и водопоглощением менее 6%.
Класс прочности на сжатие клинкерного кирпича должен быть не менее 25 МПа.
Что есть на рынке
Клинкерный кирпич, подходящий для фасадов, представлен на рынке в изобилии. Они отличаются размерами, цветами и имеют совершенно разную форму лица.
Размеры. В Польше чаще всего производят кирпич размерами 250×120×65 мм, а также 240×115×71 мм.
Сверла. Кирпичи могут быть полнотелыми или более легкими — пустотелыми (допустимое количество сверлений — 40 % от их объема).Выпускаются также кирпичи, в которых пустоты не превышают 15 % (семигнездные кирпичи).
Фитинги. Базовые кирпичи дополнены фурнитурой, предназначенной для различных видов архитектурных деталей и отделки стен.
Поверхность облицовочная. Бывают кирпичи с гладкими, рифлеными и разной фактурой. Производители соревнуются в разработке все новых и новых моделей.
Цвета. Обычно глину обжигают красной, но есть и такие, которые горят желтым, песочным и даже белым.
Кирпичи могут быть окрашены в массе (все тело одного цвета) или обожжены с разным количеством кислорода, чтобы получить светлый или темный оттенок (обожжены с меньшим количеством кислорода, они только темнее на поверхности).
Другим, часто используемым способом окраски облицовочного кирпича является ангобирование, т.е. нанесение на высушенные кирпичи (перед их обжигом) благородной, специально подобранной глины. Ангобирование дает возможность окрашивания и получения цветовых меланжей, недоступных в других техниках окрашивания.
Перед началом кладки
Заказ. Их необходимо подавать один раз, т.е. заказывать сразу все необходимые для строительства кирпичи, т.к. партии из последующих поставок могут немного отличаться по оттенку. При возникновении проблем с таким разовым заказом кирпичи из разных партий следует выделять на строительство отдельных фрагментов фасада, чтобы не соединять их в одной плоскости.
Хранение. Кирпич, доставленный на строительную площадку, должен быть защищен от грязи и вредного воздействия погодных условий (дождь, снег).Лучше всего хранить их изначально в фольге на поддонах.
Выборы руководящего состава. В дальнейшем ошибки, допущенные при кладке кирпича, очень трудно, а иногда и невозможно исправить. Поэтому следует обращаться только к проверенным и проверенным подрядчикам, которые могут похвастаться ранее выполненными работами.
Кладка и швы
Кладка. При кладке лучше всего смешивать кирпичи из нескольких поддонов, чтобы предотвратить нежелательные цветовые эффекты — равномерно распределенные кирпичи из поддонов с немного другим оттенком не обидят, а даже придадут фасаду более живой вид.Кладка кирпича должна быть очень аккуратной, а облицовочная поверхность должна быть защищена от загрязнения раствором, потому что испачканные им кирпичи потом будет очень трудно очистить (остатки раствора удаляются до того, как он успеет схватиться). Нельзя строить под дождем (он вымоет раствор из швов) или на морозе (помешает правильному схватыванию раствора).
Кладочный раствор. На стройке сложно приготовить хороший кладочный раствор. Гораздо лучше использовать готовые смеси заводского приготовления. Однако, если раствор должен быть приготовлен на месте, следует использовать портландцемент без добавок.В раствор нельзя добавлять известь.
Обычно готовые растворы для кладки или клинкерной кладки разбавляют небольшим количеством воды, чтобы они не пачкали кирпичи. Наиболее подходящей для наведения является густопластичная консистенция.
Затирка. Способ заполнения швов в фасадной стене зависит от раствора, используемого для кладки кирпича.Если использовался обычный раствор - после начала схватывания раствора в стене (обычно через несколько часов после окончания кладки кирпича, хотя это зависит от температуры воздуха и впитывающей способности кирпича) поверхностный слой раствора соскабливают швы на глубину 1-2 см.Зачистку начинают с верхней части стены, удаляя раствор сначала из горизонтальных, а затем из вертикальных швов. Через три-пять дней после кладки кирпича подготовленные таким образом швы заполняются специальным раствором для затирки швов. Эту операцию, как и предыдущую циклевку, выполняют сверху вниз, заполняя сначала горизонтальные, а затем вертикальные швы. Для нанесения раствора для швов, известного как шпатлевка, используется специальный шпатель.
Если кладочный раствор использовался для кладки и швов одновременно, затирка швов состоит только из заглаживания шва сразу после его схватывания, т.е. примерно через два часа после укладки.
Рисунок швов в кирпичном фасаде зависит от вида перевязки, использованной в стене, а ее выразительность - от цвета раствора, которым расшовки. Темные швы могут сильно затемнить фасад, слишком светлые смотрятся неестественно и легко пачкаются. Кирпичи и швы сильно контрастных цветов лучше не использовать.
Защита свежей стены. Во время перерывов в кладке кирпича, а затем в течение 7-14 дней после ее завершения стену следует оберегать от вредных воздействий, таких как дождь, ветер и сильное солнечное излучение.Для этого лучше всего накрыть его фольгой.
Кирпич клинкерный на фасад
Чаще всего клинкерный кирпич используется для возведения облицовочного слоя трехслойной стены, которая также состоит из несущего слоя и теплоизоляционного материала. Кирпичные фасады могут быть и у каркасных домов.
По строительным причинам толщина фасадной стены не может быть менее 7 см.
Вентиляционный зазор в стенах. Он незаменим при утеплении трехслойных стен минеральной ватой.Вентилируемая щель удаляет водяной пар, который мигрирует изнутри дома. Он также позволяет просушить шерстяные и кирпичные стены в случае локальной сырости в более холодных слоях стены – будь то из-за конденсации водяного пара или, например, из-за проливного дождя в сочетании с ветром, нагнетающим влагу между стыками стен. стена. Если наружная стена не имеет воздушного зазора, а шерстяной утеплитель прилегает непосредственно к стене, вата может разлагаться и образовывать высолы на фасаде.
Толщина вентилируемого шва должна быть 2,5-4 см. В фасадных стенах должны быть проемы для облегчения притока воздуха: верхние (выходные) и нижние (приточные, используемые также для отвода воды, проникающей в зазор). Их суммарное сечение должно быть от 350 до 750 мм2 на 1 м2 стены. Вентиляционные отверстия, кроме отверстий в верхней и нижней части фасада, располагаются также над всеми дверями, над и под окнами.
На практике пустые (незаполненные) вертикальные швы используют в качестве вентиляционных и дренажных отверстий через каждый один или четыре кирпича.В такие проемы монтируются специальные вентиляционные и дренажные решетки, защищающие от грызунов, насекомых и загрязнения проемов.
Для отвода воды, скапливающейся в вентилируемом зазоре, в нижней части фасадного слоя (в местах его опирания) рекомендуется укладывать фартук из битумно-рубильной бумаги или другого гидроизоляционного материала на основе цементного раствора. Дно прорези и дренажных отверстий не должно быть ниже 30 см над уровнем земли.
Анкеры. Из-за давления и ветровой нагрузки навесные стены необходимо крепить к строительному слою. Расстояние между анкерами по вертикали должно быть 460 мм (через каждые шесть кирпичей), по горизонтали — 500 мм (через каждые два кирпича). На каждый квадратный метр стены должно быть не менее четырех анкеров, а дополнительные анкеры (15 см от края, по три штуки на каждый метр ее длины) следует использовать по углам стен, по верхнему краю стены. стене, в деформационных швах и оконных и дверных проемах.
Анкеры изготовлены из стержней из нержавеющей стали диаметром 4-6 мм. Также можно использовать готовые анкеры, предназначенные для этого типа стен. Минимальное крепление к стене 5 см, рекомендуемое значение 6-8 см; Концы анкеров должны иметь изгиб не менее 3 см.
Для предотвращения стекания воды по стене по анкерам с одного слоя стены на другой на анкеры надеваются прижимные диски с капельницей. Диски позволяют прижать теплоизоляционный материал к несущей стене, а благодаря потекам вода стекает в зазор (не смачивая теплоизоляционный материал).Следует помнить, что только сухая и правильно прижатая к несущей стене теплоизоляция делает свое дело.
Расширение. Летом фасадная стена сильно нагревается, что вызывает ее термическую деформацию. Для обеспечения попутных движений стены в ней делают компенсационные швы. В керамических фасадах расстояния между деформационными швами не должны превышать 12 м.
Обычно в одноквартирных домах вертикальные деформационные швы делают по углам зданий.Компенсационный шов, толщина которого обычно составляет 1-2 см, заполняется эластичным герметизирующим составом, специально предназначенным для деформационных швов.
Перемычки. Фасадный слой должен иметь собственную перемычку, независимую от перемычки во внутреннем несущем слое. Армирование перемычки чаще всего представляет собой плоские фермы, укладываемые в горизонтальные швы, и хомуты, укладываемые в вертикальные швы первого слоя кирпича над проемом. Количество армированных горизонтальных швов зависит от ширины проема и количества слоев кирпича над проемом.
Подоконники. Их изготавливают из специального оконного молдинга или полнотелого кирпича. Кирпичный подоконник должен иметь уклон (мин. 15 градусов). Его заливают цементным раствором.
ВысолыДаже на клинкерном кирпиче хорошего качества могут появиться белые налеты, т.е. высолы. Причины их образования различны. Однако они всегда связаны с миграцией воды через слои стенки и последующим ее испарением, в результате чего она откладывает на поверхности растворенные в ней соединения.
Наиболее распространенными причинами высолов являются:
Очистка и пропитка фасадов
Перед очисткой по возможности устранить причины высолов.Если высыпания есть только в определенных местах, то здесь возникает локальная сырость стены. Налет можно смыть водой, например, протирая кирпичи губкой. Если этого недостаточно, можно использовать специальные средства для очистки облицовочного кирпича, но такие меры следует рассматривать в крайнем случае.
Клинкерный кирпич не требует пропитки. В местах, особенно подверженных загрязнению (например, плинтусы, подоконники или дымоходы), можно использовать гидрофобизаторы. Однако к ним следует относиться не как к защите от загрязнения, а как к помощи в поддержании чистоты фасада.