Сделать полуавтоматический сварочный агрегат собственными силами по плечу любому человеку, хорошо разбирающемуся в электротехнике. Всё, что потребуется для осуществления поставленной цели – определённый набор составных частей и инструментарий. Давайте рассмотрим процедуру изготовления такого агрегата более подробно.
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Следует подобрать довольно мощный сварочный аппарат. Его вольтамперные характеристики (ВАХ) можно поменять посредством ШИМ-контроллера.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Сварочные аппараты такого класса дорогостоящие, зато как можно лучше годятся для реализации поставленной цели.
Чтобы создать свой полуавтомат, понадобится:
По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
Этот способ потребует от владельца солидной подготовки.
Ему нужно будет отыскать неусреднённый инверторный сварочный агрегат нужной мощности.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.
Электроток, приходящий от вывода полуавтоматического аппарата, должен обладать силой не меньше 120 А.
Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.
Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.
О том, как сделать полуавтомат из "Ресанты", смотрите далее.
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.

Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
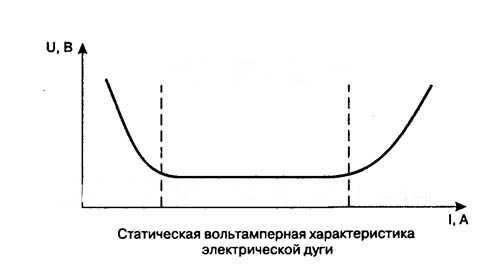
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
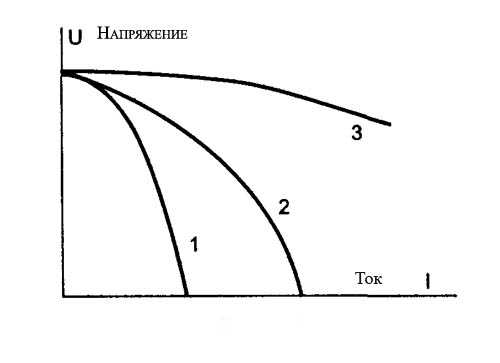
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.

Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
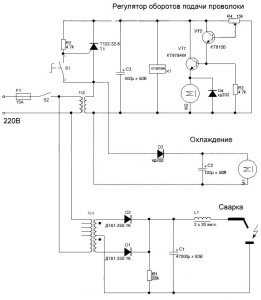
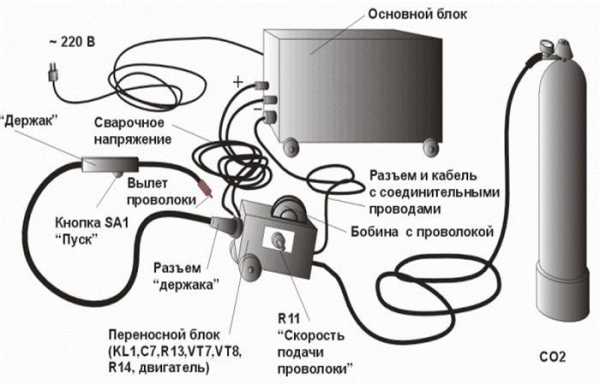
Среди большого количества различных решений создания самодельных полуавтоматов, предложенная схема сварочного полуавтомата своими руками выглядит наиболее
интересной. Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Полуавтомат изготовлен для работы с подачей проволоки для сварки в автоматическом режиме в среде углекислого газа. Учитывая, что основная цель применения полуавтомата, это сварка кузовных деталей, которые имеют небольшую толщину. Тонкий металл предпочтительнее всего сваривать очень быстрым воздействием нагрева точки сварки. При этом работать нужно аккуратно, чтобы кузовные детали не успели подвергнуться деформации или же деформируются, но в очень малой степени.
Это очень важно при работе с кузовными деталями. Металл прогревается незначительно и если это не новый металл, а ремонтируемые детали кузова, то и краска выгорает незначительно. Следовательно, при работе таким полуавтоматом заметно снижается объем подготовки, рихтовки и покраски свариваемого участка кузова.
Ускоряется и сам процесс ремонта кузова, благодаря быстрому расплавлению электродной проволоки, плюс к этому сварочный шов получается более качественным. Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Освоить работу на таком полуавтомате можно очень быстро.
Для защиты расплавленного металла от кислорода в полуавтомате применяется омедненная специальная проволока, в состав которой входит кремний и марганец. Диаметр проволоки может применяться, в зависимости от толщины металла свариваемых деталей, различного диаметра, это – 0.8, 1.0 и 1.2мм.
Базой для этого полуавтомата является мощный трансформатор, работающий от сети 220 В. Мощность трансформатора подобрана порядка 2.5-3 кВт.
Автор использовал для сборки распространенные детали автомобилей. Это двигатель для подачи проволоки, где применен электродвигатель от автомобиля «Камаз» с питанием на 24В и потребляемым током в районе 3А. От вазовской «восьмерки» взят клапан подачи воды к очистителю ветрового стекла, который в полуавтомате выполняет роль газового клапана. Сам держатель от обычного промышленного сварочного полуавтомата.
Читайте также
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витков
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.

Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.

сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
Все сварочные аппараты сконструированы одинаково. Схема используется везде, где в качестве выключателей выступают мощные выключатели. полевые транзисторы. В магазинах можно найти большой ассортимент этих устройств. Однако их стоимость зачастую очень высока. Поэтому многие решают сделать сварочный инвертор своими руками. Легко сварить электродугой для работы дома, в гараже и на даче.Изготавливается с помощью трансформатора или инверторного устройства.
Трансформаторный тип надежен и долговечен. Он может работать с любым током. Но у него есть два больших недостатка: при падении напряжения ниже двухсот вольт он автоматически отключается. И у него большой вес.
Недавно была установлена инверторная машина. Об этом виде сварочного оборудования и расскажет данная статья.
Преимущества следующие:
Условными минимумами можно назвать:
Но в связи с тем, что устройство будет делаться своими руками, первый минус не столь значителен.Периодическое техническое обслуживание необходимо любому устройству, поэтому очистка обеспечит его бесперебойную работу.
Кроме того, для работы с устройством необходимо приобрести специальные навыки и соблюдать осторожность при его эксплуатации.
Трансформатор от обычной СВЧ печи идеально подходит для изготовления несложных сварочных инверторов своими руками. Он состоит из катушек, железа, эмали и медной проволоки.
Катушки используются в первичной и вторичной обмотках, а эмалированный медный провод наматывается на железный сердечник.
Каждая катушка имеет свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной за счет индукции вырабатывается ток.
Ток достигает ста тридцати ампер, но на первичной обмотке будет только двадцать ампер. Для хорошей сварки требуются электроды диаметром менее трех миллиметров.Такой аппарат может выполнять сварку с обратной полярностью.
Чтобы сварочный инвертор, сделанный своими руками, нормально функционировал, нужно уменьшить напряжение (поскольку трансформатор СВЧ выдает более двух тысяч вольт) и увеличить значение тока.
Для этого вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого старая обмотка аккуратно разрезается и удаляется. Количество витков и сечение нового провода зависит от используемого трансформатора.Но вычислить его нетрудно. В этом может помочь любой учебник физики. Как вариант — воспользоваться онлайн-калькулятором. В конце работы новая обмотка покрывается специальным токоизоляционным лаком.
Следующие схемы помогут вам лучше понять, как работает устройство. Посмотрите на них внимательно.


Чтобы самодельный сварочный инвертор, сделанный своими руками, был прост в эксплуатации и мог перевозиться, для него потребуется корпус.Туда и будут крепиться все детали.
Трансформаторы собираются один за другим, при этом ток снижается до пятидесяти ампер. Первичные обмотки монтируются параллельно, а вторичные обмотки монтируются последовательно. Таким образом, на выходе получается устройство с нагрузкой шестьдесят ампер и тридцать восемь вольт.
Детали устанавливаются на заводской диск. В этом случае монтаж блока питания, драйверов и карты производится отдельно. Энергетическая часть отделена пластиной, прикрепленной к корпусу пластины.Подсоедините кабели управления.
Все силовые цепи должны быть армированы медной проволокой.
В комплект входит специальный нагреватель для отвода тепла. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания подобрано так, чтобы была мощность 20 вольт. Входные выпрямители должны иметь достаточно мощные нагреватели.
Термодатчик вставлен в корпус для определения максимальной температуры.
Блок управления служит в качестве ШИМ-регулятора с одноканальной настройкой.Его назначение – обеспечение горения и стабильности дуги. Встроенный конденсатор будет влиять на силу сварочного тока.
В будущем сварочном инверторе монтируются два вентилятора с обеих сторон своими руками. Благодаря им воздух вытягивается. Для его прихода в днище кузова было просверлено несколько десятков отверстий.
Этот самодельный сварочный инвертор намного удобнее и проще в использовании, чем трансформатор.При этом качество шва получается лучше. Используется при сварке:
После того, как вы создали схемы сварки инвертора, изучили и поняли конструкцию и сборку, приступайте к закупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, потому что на виртуальных страницах выбор намного больше и стоимость деталей ниже.
Однако в погоне за хламом нельзя забывать об их надлежащем качестве, ведь от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, вам необходимо купить:
Вам также необходимо будет купить другие аксессуары, такие как ручка, кабель и т. д.

Сварочный аппарат необходимо правильно эксплуатировать и периодически проверять.При обнаружении неисправностей необходимо произвести ремонт сварочных инверторов (это вполне возможно сделать своими руками).
Для этого в случае плохого контакта все детали разъединяются, зачищаются и на их поверхности, а затем снова соединяются.
Если есть небольшая нагрузка на сеть, но устройство потребляет большой ток, причина в том, что катушки замкнуты. Для устранения проблемы необходимо перемотать катушки и заменить изоляцию.
Если дуга продолжает исчезать, это означает, что обмотка оборвалась.
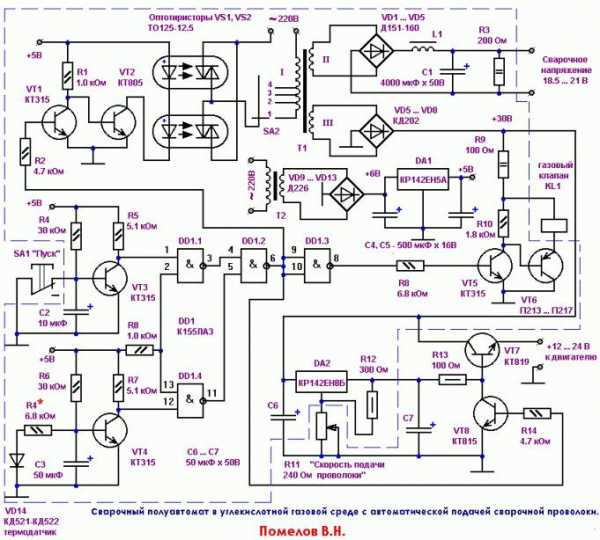
Предназначен для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа тепло воздействует на очень маленькую площадь, и окрашенная часть краски выгорит только узкой полосой, электродная проволока очень быстро расплавится, и даже если детали будут разной толщины , шов будет такого же качества. Кроме того, углекислый газ получить легче, чем ацетилен и кислород, а сварка довольно проста.
Основу аппарата составляет сварочный трансформатор Т1, который подключается к сети на двести двадцать вольт (активируется нажатием кнопки «Пуск», которая подключена к каскаду VT3).
К этому же ключу VT4 подключен кремниевый диод VD14, который при длительной эксплуатации можно закрепить как термодатчик. Но если устройство не перегревается, можно смело обойтись без него.
ИМС DD1 155LAZ обеспечивает все фазы сигнала для выходных узлов.Питается так же, как VS1, VT1, VS2, VT2, VT3 и 4 напряжением 5 В от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, Б200-6, Б2-200-9.
При выборе других предметов должны появиться вопросы.
Трансформатор сварочный мощностью от двух с половиной до трех киловатт с медным проводом от шести до восьми миллиметров во вторичной обмотке, сердечником магнитопровода на двадцать один вольт и силой тока сто двадцать ампер.
Обе обмотки вращаются симметрично, конец одной обмотки обязательно совпадает с началом другой. Проволока используется диаметром до двух с половиной миллиметров.
Дроссель L1 наматывается на двигатель с прорезью с помощью сварочного троса. Конденсатор С1 имеет емкость четыре тысячи микрофарад.
Держак состоит из резинового шланга диаметром примерно три сантиметра. Через него проходит углекислый газ. С одной стороны шланга есть разъем с муфтой, контактами, отверстием и гайкой, которая фиксирует весь разъем.С другой стороны – ручка с переключателем и трубка с наружной резьбой, в которую вмонтирован наконечник.
Практически все узлы схемы находятся в корпусе. Остальное так:
Сделать сварочный инвертор своими руками очень просто. Все, что нам нужно, это желание и немного усердия, чтобы реализовать задуманное.
.Работа инвертора достаточно опасна, поэтому важно выбрать качественное и безопасное устройство. Определенный тип инвертора используется только по прямому назначению. Выбирая сварку, нужно знать несколько нюансов.
В зависимости от того, как происходит процесс сварки, различают следующие преобразователи:
Сварочный инвертор лучше всего выбирать с маркировкой ММА. Карманные устройства имеют наименьший вес при решении любых бытовых задач. Для работы с этим инвертором вам понадобится набор обычных электродов.

В производстве используется полуавтоматическая сварка. Такие трансформаторы становятся все более и более мощными. Кроме того, процесс сварки выделяется. В дугу подается специальная сварочная проволока, которая служит катализатором дуги и образует сварной шов.
Преимущества аргонно-дуговой сварки в том, что дуга образуется внутри инертного газа. Аргон химически неактивен и поэтому не взаимодействует с металлом. На практике существуют сварные плавильные машины и электродные тарелки. Несложные обычно изготавливают из вольфрама. В быту не применяется из-за сложности работы и дороговизны оборудования.
Плазменные резакиработают по инверторному принципу сварочных аппаратов, но не применимы для сварки.
При выборе качественной сварки следует учитывать следующие моменты:
Каждый из этих параметров очень важен. Сварочный инвертор, вне зависимости от модели, всегда выдает постоянный ток.На выходе нет инверторов переменного тока.
Рабочее напряжение, как правило, 220 или 380 В. Его следует выбирать в зависимости от мощности. Инверторы мощностью до 4 кВт могут работать с обычной сетью - только с минимайзером.
Выходной ток от 4 до 32 А. Для нужд потребителя 16 А. От этого значения зависит толщина электрода. Они бывают от 16 до 80 мм. В хозяйственных целях используются электроды 20 мм.
Мощность сварочного инвертора зависит от мощности сварочного тока.Чем он выше, тем мощнее сварочная дуга. Для бытовой сварки, 160 А.
Инверторы устройства обычно меньше по размеру и весу. Однако из-за физических свойств слишком маленькие сварочные агрегаты могут плохо подходить для этого трансформатору. Следовательно, чем меньше инвертор, тем слабее мощность сварочного тока.
Сварочный инвертор своими руками не сделать. Во-первых, это опасно.Во-вторых, это будет стоить вам значительную сумму. Проще и быстрее купить готовый агрегат в магазине. Вы можете сделать это:

При покупке разумно сделать пробную сварку инверторов. Необходимо сравнить реальную мощность сварочного тока с заявленной производителем мощностью. Часто более дешевые китайские блоки, которые продаются в Интернете, имеют маркировку 250 А.На практике ток редко достигает 160 А. В результате такой ошибки неправильная подготовка инвентаря и риск поломки устройства. Если у вас есть специальный амперметр, вы можете протестировать его после покупки прибора. Но если такого оборудования нет, покупать его онлайн не рекомендуется.
Если вы заказываете устройства на складе, вы должны иметь возможность приехать и проверить устройство. В противном случае такие же риски возникнут при покупке через Интернет.

Правильнее всего приобретать инвертор в специализированном магазине.Даже если вы не оформите пробу, в результате сварка сорвется, вы всегда сможете заменить или вернуть товар. Кроме того, магазин дает гарантию качества.
Теперь переходим к типам инверторов. Они:
К повседневным принято относить китайский модельный ряд. Их легко отличить по стоимости – до 300 у.е. Такие инверторы, как бы ни писалось на упаковке, имеют силу тока до 160 А и работают с электродами толщиной 16 или 20 мм.В целом они обеспечивают достаточно сильную дугу, позволяющую производить толстую сварку металлоконструкций.
90 100
Лучшие сварочные преобразователи восточных соседей уступают отечественным, но найти российский агрегат достаточно сложно. Как правило, мы продаем бывшее в употреблении оборудование. Это не только возможность сэкономить, но и получить очень прочную сварку, работающую практически в любых условиях.
Более дорогие варианты производятся итальянскими компаниями.Их стоимость колеблется от 300 до 500 у.е. От китайских аналогов их отличает только то, что заявленная маркировка соответствует действительности. Есть еще дешевые бельгийские и немецкие инверторы, но они представлены на рынке значительно хуже. С учетом правильной конфигурации деталей такие агрегаты прослужат 10-15 лет при регулярном использовании и до 30 лет - при однократном периодическом.
Профессиональный сварочный инвертор отличается очень точной регулировкой сварочного тока и силы. Этот параметр намного выше, чем у бытовых инверторов.Максимальный ток 500 А. Эта техника позволяет делать очень качественные, практически незаметные сварные швы. В быту используют его из-за стоимости, которая колеблется от 1500 до 3500 долларов.
Выделяются следующие проблемы:
Рассмотрим возможные причины и способы устранения неполадок.
Нестабильная дуга возникает, когда сила тока не соответствует диаметру электрода. Если этих значений нет в упаковке с электродами, то расчет дается по формуле: Диаметр мм * 4 А .
Брызги металла вызваны слишком высоким сварочным током. Эту проблему можно решить путем снижения тока и выбора электродов меньшего диаметра.
Электрод может прилипать к металлу по нескольким причинам.Самый распространенный – низковольтный и удлинительный кабель длиной более 40 метров. Другая возможная причина – перегрев сетевого шнура или вилки. В результате изоляция плавится и провод начинает вам доверять. Чтобы это исправить, просто проверьте кабель. Его сечение должно быть более 2,5 квадратных метров. мм.
Нет дуги, только если ток не течет по сварочному кабелю. Это происходит из-за обрыва кабелей или из-за плохого контакта электрода с зажимом.
Питание начнет отключаться, если автоматический выключатель заблокирован.Замените его и проблема исчезнет.
Перегрев обычно происходит при непрерывной работе инвертора. Если перегрев происходит вскоре после включения, проблема может быть в изношенной обмотке. Для решения этой проблемы требуется комплексная диагностика устройства.
Безусловным лидером по соотношению цены и качества является финская компания Kemppi. Международная команда компании. Единственный критерий отбора – высокий профессионализм. Для бытового потребления отлично подойдет модель Kemppi Minarc 150VRD.
Этот прибор отлично подойдет российскому потребителю, так как работает как в условиях сильной жары, так и при минусовой температуре. Безусловным достоинством является автоматическая регулировка силы тока. Инвертор сам производит настройку аппарата в зависимости от условий сварки. Для работы подходят электроды любого диаметра и фирмы производителя. В комплект входит ремень для переноски на руке инвертора. При весе 4 кг он не требует особых усилий. Еще одним преимуществом является бесспорное наличие ручной и аргонодуговой сварки.Для кого-то максимум 150 А может оказаться недостатком, стоимостью в районе 30 000 рублей.
Еще одна качественная фирма – немецкий бренд Fubag. Все модели этого производителя оснащены стабилизаторами напряжения. Это позволяет работать аппарату при напряжении сети от 85 В до 380 В. Назначение сварочного инвертора FUBAG IN 163. Данный аппарат разработан для сварки низкоуглеродистых сплавов и нержавеющих сталей. Соответственно, автоматика самостоятельно производит точную настройку параметров сварки.В быту, когда инвертор справляется практически с любой задачей, он делает ровный и надежный сварочный шов. При этом его цена всего около 8000 рублей. Но, если цель купить сварочный инвертор из высокоуглеродистой стали, то 160 и мощность этого инвертора будет маловата.
Лидеры Тройки закрывают итальянскую компанию Telwin. Это компания с пятидесятилетним опытом работы с представительствами во всех странах мира. Продукция ориентирована как на промышленных покупателей, так и на частные фермерские хозяйства.Инвертор Telwin Force 165 пригодится в быту. Он полностью приспособлен ко всем бытовым нуждам. При силе тока 160 А. Можно сваривать высокопрочные абсолютно стальные. Стоимость примерно 12 000 рублей. Единственным недостатком является чрезмерная миниатюра. Инвертор не имеет защиты от механических повреждений, и даже небольшой толчок или удар могут привести к выходу из строя.
Среди отечественных современных аналогов внимания заслуживает только Сварог. Инверторы компании производятся на технологическом заводе Jasic Shenzhen, поэтому имеют европейский уровень качества.Для домашних работ подойдет модель Сварог АРК 165. Максимальная долговечность тока 160 А. Агрегаты этого производителя отличаются долговечностью и простотой ремонта. Запчасти всегда есть в продаже и стоят намного дешевле импортных. Единственный недостаток – рабочая мощность 7 кВт. Стоимость примерно 7500 рублей.
.90 000 расчетов, схемы, производство, контактная и точечная сварка. Сварочный аппарат для сварки мелких деталей своими руками Как сделать своими руками сварочный аппаратНа данный момент существует несколько модификаций различных сварочных аппаратов. Сварочные трансформаторы своими руками можно сделать достаточно легко при определенных навыках.
Наибольшей популярностью пользуются трансформаторные сварочные, предназначенные для контактной и дуговой сварки металлоконструкций. Популярность данного типа сварочного трансформатора обусловлена несколькими причинами:
Помимо этих преимуществ, использование данного типа аппаратов имеет ряд недостатков, наиболее важными из которых являются:
Для установки можно сделать трансформатор своими руками. Устройство – это устройство, которое увеличивает силу тока при одновременном снижении его напряжения.
Разработаны различные схемы сварочных трансформаторов.Наиболее популярным был агрегат, оснащенный U-образной конфигурацией магнитопровода При наличии U-образного магнитопровода намотка провода первичной и вторичной обмотки осуществляется достаточно просто. П-образные устройства легко разбираются при необходимости ремонта. Для создания сварочного аппарата необходимо знать принцип работы сварочного трансформатора.
Для работы аппарата для бытовых нужд необходимо установить на сердечник такие катушки, которые позволят производить сварку металлических деталей электродами диаметром 3-4 мм.При создании агрегата требуется расчет сварочного трансформатора. При изготовлении узла для сварочного аппарата необходимо выбрать магнитопровод. При сборке сердечника помните, что сечение должно быть не менее 25-35 см². Расчет сварочного трансформатора, в частности требуемой площади сечения, производят по формуле S = a*b, см².
После расчетов и выполнения сердечника выбирается провод для изготовления обмоток. При выборе электрического проводника особое внимание уделяется его сечению и общей длине.Для изготовления катушки первичной обмотки лучше всего использовать специальный термостойкий обмоточный провод из меди, покрытый изоляционным материалом из ваты или стекловолокна. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
Если у вас есть провод нужного сечения и не требуется изоляционный материал, вы можете сделать это самостоятельно. Для этого готовят несколько узких полосок из ваты или стекловолокна. Ширина полосы должна быть 2 см. После изготовления полос из изоляционного материала наматывается медный провод.Намотанный провод пропитан электротехническим лаком.
Чтобы сварщик мог хорошо сваривать металлические детали, необходимо обеспечить нормальный уровень переменного напряжения без нагрузки. На холостом ходу этот параметр должен быть 60-65 В. При сварке напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Возврат к индексу
Изготовление самодельного сварочного трансформатора необходимо начинать с расчета всех технических параметров.
При подготовке к изготовлению трансформатора необходимо рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основные параметры, требующие расчетов:
При выполнении расчетов необходимо учитывать максимальную мощность, которая будет у сварочного аппарата.Например, при потребляемой мощности 5 кВт первичный проводник должен иметь площадь поперечного сечения примерно 5 мм². При изготовлении обмотки оптимальным вариантом будет, если площадь сечения будет 6-7 мм². Учитывая потребляемую мощность первичной и ее сечение, вторичная обмотка должна иметь сечение 30 мм² (без изоляционного материала).
Перед намоткой катушек на сердечник необходимо рассчитать не только количество витков, но и длину провода. Первичная обмотка должна быть на меньшее напряжение, чем у домашней сети.Чтобы понизить напряжение на соответствующее значение, рассчитайте количество витков на 1 вольт напряжения. Формула n = 48/Sm, где Sm – площадь поперечного сечения жилы, выраженная в квадратных сантиметрах.
С хорошей качественной магнитопроводом n = 0,9-1. Исходя из этого, определяется общее число витков катушки по формуле W1 = U1/n, поэтому при оптимальной работе магнитопровода получается примерно 200-300 витков в зависимости от сечения магнитопровода. схема.В зависимости от количества витков подбирается длина медного провода. Аналогично рассчитываются коэффициенты вторичной обмотки.
Сварочный аппарат нельзя назвать незаменимым инструментом в быту, как отвертку или молоток. Однако бывают случаи, когда сварщик действительно необходим. В этом материале рассмотрим, как собрать простой сварочный аппарат в домашних условиях.
В первую очередь предлагаем посмотреть фильм о производстве сварочного аппарата
Итак нам понадобится:
- резервуар для воды;
- Соль;
- вода;
- две металлические пластины;
- кабель с вилкой;
- два провода;
- электроды сварочные.
По словам автора, процесс самодельной поделки занимает всего 15 минут, так что не будем терять время и перейдем к изготовлению самодельного сварочного аппарата. В первую очередь нам нужно взять одну металлическую пластину и прикрепить к ней один из двух проводов.

Повторите процесс со второй пластиной и вторым проводом.
Затем добавьте в воду две столовые ложки соли и хорошо все перемешайте.

В полученную смесь опустите две пластины и намотанные на них провода.

В целях безопасности рекомендуется фиксировать металлические пластины прищепками.

Пластины фактически позволяют регулировать сварочный ток. Как именно это работает? Чем глубже мы погружаем пластины, тем больший ток получаем.

Нам нужно подключить один провод, идущий от одной из пластин, к фазе, а другой провод к сварочному электроду.
Берем также нулевой провод и подключаем его к объекту, который нам нужно приготовить.

Возникает вполне логичный вопрос – как определить, где фаза, а где ноль, если в доме по каким-то причинам нет специальных приборов учета. Есть старый верный способ: просто подвести провод к земле. Проводник, который будет искрить при контакте с землей, является фазным проводником.
Многим домочадцам понадобится аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты достаточно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья на эту тему, но в этот раз предлагаю еще более простой вариант самодельного сварочного инвертора из подручных деталей для самостоятельной сборки.
Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на базе преобразователя - был выбран второй.
Действительно, сварочный трансформатор - это большой и тяжелый магнитопровод и много медного провода для обмоток, что многим недоступно. Электронные компоненты для преобразователя при правильном подборе не редкость и относительно дешевы.
С самого начала своей работы я поставил перед собой задачу создать максимально простой и дешевый сварочный аппарат с использованием широко используемых деталей и узлов.
В результате достаточно длительных экспериментов с различными типами преобразователей на основе транзисторов и тринисторов схема, представленная на рис. один.
Простые транзисторные преобразователи зарекомендовали себя крайне капризными и ненадежными, тогда как тринисторные преобразователи выдерживают короткое замыкание на выходе без повреждений до перегорания предохранителя.Кроме того, тринисторы нагреваются гораздо меньше, чем транзисторы.
Как нетрудно заметить конструкция схемы не оригинальна - это обычный однотактный преобразователь, его преимущество простота конструкции и отсутствие редких компонентов, в устройстве использовано много радиоэлементов от старых телевизоров наборы.
И, наконец, практически не требует настройки.
Схема инверторного сварочного аппарата представлена ниже:
Вид сварочного тока - постоянный, регулируемый - плавный.На мой взгляд, это самый простой сварочный инвертор, который можно собрать своими руками.
При стыковой сварке листов толщиной 3 мм электродом диаметром 3 мм постоянный ток, отбираемый аппаратом от сети, не превышает 10 А. Включение сварочного напряжения осуществляется кнопкой, расположенной на электрододержателе, которая позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой стороны, так как при отпускании электрододержателя напряжение на электроде автоматически отключается.Повышенное напряжение облегчает зажигание дуги и обеспечивает стабильность ее горения.
Маленькая хитрость: схема сварочного инвертора своими руками позволяет стыковать тонкий листовой металл. Для этого нужно изменить полярность сварочного тока.
Напряжение сети выпрямляет диодным мостом VD1-VD4. Выпрямленный ток, протекающий через лампу HL1, начинает заряжать конденсатор С5. Лампа выполняет роль ограничителя зарядного тока и индикатора этого процесса.
Не начинать сварку, пока не погаснет лампа HL1.В то же время конденсаторы батареи С6-С17 заряжаются через дроссель L1. Загорание светодиода HL2 свидетельствует о том, что устройство подключено к сети. Тринистор ВС1 пока закрыт.
При нажатии кнопки SB1 запускается генератор импульсов частотой 25 кГц, смонтированный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который в свою очередь открывает включенный параллельно тринистор VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1.Дроссель L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур.
При изменении направления тока в цепи ток начинает протекать через диоды VD8, VD9 и тринисторы VS3-VS7 замыкаются до следующего генераторного импульса на транзисторе VT1.
Импульсы, появляющиеся на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую подключает сетевой выпрямитель VD1 - VD4 к тринисторному преобразователю.
Светодиод HL3 служит для сигнализации процесса формирования импульсного напряжения.Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 сглаживают его, облегчая тем самым зажигание сварочной дуги.
Выключатель SA1 - пакетный или другой выключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 после выключения и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения электрическим током, проверить и отремонтировать устройство.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение элементов аппарата.Менее эффективные вентиляторы использовать не рекомендуется, иначе придется установить их несколько. Конденсатор С1 - любого типа, предназначенный для работы с переменным напряжением 220 В.
Диоды выпрямительныеVD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо устанавливать на угловые пластинчатые теплоотводы размером 60х15 мм и толщиной 2 мм, изготовленные из алюминиевого сплава.
Вместо одного конденсатора С5 допускается применение нескольких батарей, соединенных параллельно, на напряжение не менее 400 В каждая, емкость батареи может быть больше указанной на схеме.
Дроссель Л1 выполнен на магнитопроводе из стали ПЛ 12,5х25-50. Подойдет и любой другой магнитопровод того же или большего сечения, лишь бы обмотка располагалась в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя - 40±10 мкГн.
Конденсаторы С6-С24 должны иметь малый тангенс диэлектрических потерь, а С6-С17 еще и рабочее напряжение не менее 1000В.Лучшие конденсаторы, которые я тестировал, - это К78-2, используемые в телевизорах. Можно использовать как более распространенные конденсаторы этого типа разной емкости, доводя общую емкость до указанной на схеме, так и импортные фольгированные.
Попытки применения бумажных или других конденсаторов, предназначенных для работы в низкочастотных цепях, как правило, со временем приводят к их выходу из строя.
Лучше всего использовать тринисторы КУ221 (ВС2-ВС7) с буквой А или в крайнем случае Б или Г.Как показала практика, в процессе работы устройства катодные выводы тринистора заметно нагреваются, что может привести к разрушению пайки соединений на плате и даже к выходу из строя тринисторов.
Надежность будет выше, если либо трубки поршня выполнить из луженой медной фольги толщиной 0,1... по всей длине. Вантуз (бинт) должен охватывать всю длину поводка почти до основания. Быстрая пайка необходима, чтобы не перегреть тринистор.
У вас наверняка возникнет вопрос: можно ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, можно, используя устройство, лучшее (или хотя бы сравнимое) по АЧХ с тринисторами КУ221А.Но среди имеющихся, например, из серии ПМ или ТЛ, нет ни одного.
Переход на низкочастотные устройства приведет к вынужденному снижению рабочей частоты с 25 до 4...6 кГц, что приведет к ухудшению многих важнейших характеристик устройства и к громкому, пронзительному писку во время сварка.
При установке диодов и тринисторов обязательно использование теплопроводной пасты.
Более того, было установлено, что один мощный тринистор менее надежен, чем несколько соединенных параллельно, поскольку им проще обеспечить лучшие условия отвода тепла.Достаточно установить группу тринисторов на одну теплоотводящую пластину толщиной не менее 3 мм.
Так как токовыравнивающие резисторы R14-R18 (С5-16В) при сварке могут сильно нагреваться, перед сборкой их следует освободить от пластиковой крышки прокаливанием или нагревом током, значение которого следует подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, а диод VD9 изолирован от теплоотвода слюдяной прокладкой.Вместо КД213А подходят КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Катушка L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанной на оправку диаметром 12...14 мм.
Дроссель сильно нагревается при сварке, поэтому при намотке спирали необходимо обеспечить зазор между витками 1...1,5 мм, а дроссель установить так, чтобы он находился в потоке воздуха от поклонник. 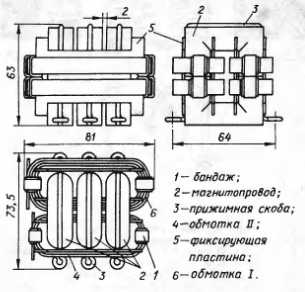 Рис.2 Сердечник трансформатора
Рис.2 Сердечник трансформатора
Т1 состоит из трех магнитопроводов ПК30х16, составленных из феррита 3000НМС-1 (в них использованы горизонтальные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотаны проводом ПСД1,68х10,4 в стеклотекстолитовой изоляции и соединены последовательно в соответствии с Первичная обмотка содержит 2х4 витка, вторичная - 2х2 витка.
Секции наматываются на специально изготовленную деревянную оправку.Секции предохраняют от разматывания двумя бандажами из луженой медной проволоки диаметром 0,8...1 мм. Ширина бинта - 10...11 мм. Под каждую повязку подкладывают полоску электрокартона или наматывают несколько витков изоленты из стекловолокна.
После намотки бандажи припаяны.
Одна из повязок каждой секции служит выходом из начала секции. Для этого изоляцию под крышкой делают так, чтобы изнутри она непосредственно соприкасалась с началом обмотки секции.После намотки к началу участка припаивается бандаж, для чего с этого участка катушки предварительно снимается изоляция и лужится.
Следует помнить, что обмотка I работает в наиболее тяжелых тепловых условиях, поэтому при намотке ее секций и при сборке необходимо предусмотреть воздушные зазоры между наружными частями витков путем вставки коротких вставок из стекловолокна, смазанных теплом. -стойкий клей между катушками.
Вообще при изготовлении инверторных сварочных трансформаторов своими руками всегда оставляйте воздушные зазоры в обмотке.Чем их больше, тем эффективнее отвод тепла от трансформатора и меньше вероятность спалить устройство.
Здесь также следует отметить, что участки обмотки из указанных выше вставок и проволочных прокладок с таким же сечением 1,68х10,4 мм2 без изоляции будут лучше охлаждаться в тех же условиях.
Соприкасающиеся бандажи соединяются пайкой, к передним, служащим выводами секций, целесообразно припаять медную площадку в виде короткого отрезка проволоки, из которой сделана секция.
В результате получается жесткая цельная первичная обмотка трансформатора.
Вторичный делается так же. Отличие только в количестве витков в секциях и в том, что необходимо обеспечить выход из средней точки. Обмотки устанавливаются на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32.
Направление намотки верхней части обмотки I (если смотреть сверху трансформатора) должно быть против часовой стрелки, начиная с верхнего вывода, который должен быть подключен к дросселю L2.
Направление намотки верхнего участка обмотки II, наоборот, по часовой стрелке, начиная с верхнего вывода, он подключен к блоку диодов VD21-VD32.
Обмотка III представляет собой виток из любого провода диаметром 0,35…0,5 мм в термостойкой изоляции на напряжение не менее 500 В. Допускается размещаться последней в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения всех компонентов трансформатора потоком воздуха очень важно выдерживать необходимые зазоры между обмотками и магнитопроводом.Собирая сварочный инвертор своими руками, большинство домашних мастеров совершают одну и ту же ошибку: недооценивают важность трансового охлаждения. Это невозможно сделать.
Эту задачу выполняют четыре монтажные пластины, размещаемые в обмотках при окончательной сборке узла. Платы изготовлены из стеклопластика толщиной 1,5 мм, как показано на рисунке.
После окончательной подгонки пластины желательно зафиксировать термостойким клеем. Трансформатор крепится к основанию аппарата с помощью трех скоб, согнутых из латунной или медной проволоки диаметром 3 мм.Этими же опорами устанавливают взаимное положение всех элементов магнитопровода.
Перед установкой трансформатора на основание между половинками каждого из трех комплектов магнитопровода должны быть вставлены немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм.
Магнитопроводыи других размеров с поперечным сечением не менее 5,6 см2 могут быть использованы для изготовления трансформатора. Подходит, например, W20x28 или два комплекта W 16x20 из феррита 2000NM1.
Обмотка I для бронированного магнитопровода выполнена в виде одной секции из восьми витков, обмотка II - как указано выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 представляет собой конструктивно обособленный узел, выполненный в виде книжного шкафа: 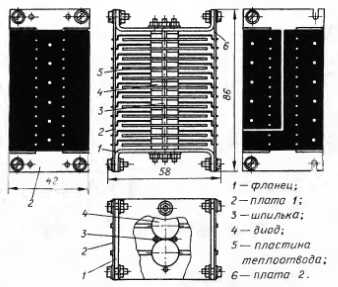
Собран таким образом, что каждая пара светодиодов размещена между двумя радиаторными пластинами размером 44х42 мм и толщиной 1 мм, изготовленными из алюминиевого листа.
Все привинчено четырьмя стальными шпильками с резьбой диаметром 3 мм между двумя фланцами толщиной 2 мм (из того же материала, что и пластины), к которым с обеих сторон прикручены две пластины, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково - катодными выводами вправо как показано на рисунке - а выводы впаяны в отверстия платы, которая выполняет роль общего плюсового вывода выпрямителя и устройство в целом.Анодные выводы диодов впаяны в отверстия второй платы. На нем формируют две группы выводов, соединенных с крайними выводами обмотки II трансформатора по схеме.
Учитывая большой суммарный ток, протекающий через выпрямитель, каждый из трех его выводов состоит из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти светодиодов соединяется в пять сегментов, четырнадцати — в шесть, вторая плата с общей точкой всех светодиодов — в шесть.
Лучше использовать гибкий провод сечением не менее 4 мм.
Сильноточные групповые выводы с основной платы устройства выполнены аналогично.
Пластины выпрямителя изготовлены из стекловолоконной фольги толщиной 0,5 мм и покрыты лужением. Четыре узких прорези в каждой пластине помогают снизить нагрузку на диодные провода при термической деформации. С этой же целью выводы диода должны быть выполнены так, как показано на рисунке выше.
В сварочном выпрямителе можно использовать и более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их количество может быть меньше. Так, в одном из вариантов аппарата успешно работал выпрямитель, состоящий из девяти диодов 2Д2997А (пять в одном плече, четыре в другом).
Поверхность пластин радиатора осталась прежней, их толщину удалось увеличить до 2 мм. Светодиоды размещались не парами, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2-VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной плате и тринисторы и диоды VD8, VD9 монтируется на радиатор, прикрученный к фольгированной текстолитовой пластине толщиной 1,5 мм:
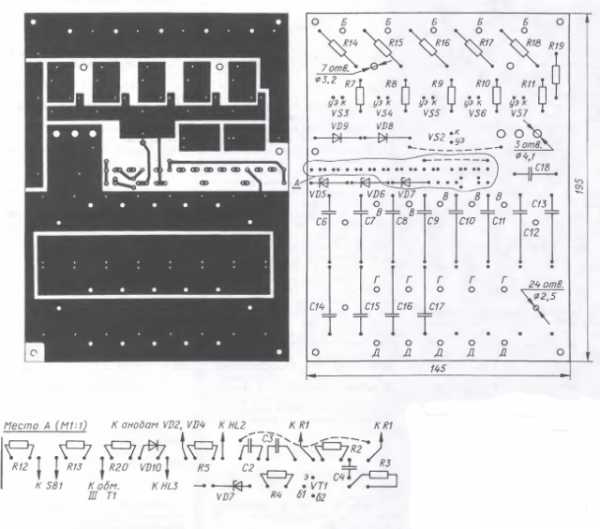 Рис. пять 90 200. Доска чертежная 9000 3
Рис. пять 90 200. Доска чертежная 9000 3
Масштаб рисунка доски 1:2, однако разметить доску легко даже без использования инструментов увеличения фото, т.к. центры почти всех отверстий и границы почти всех участков фольги находятся на сетке с Шаг 2,5 мм.
Плата не требует высокой точности разметки и сверления отверстий, но помните, что отверстия в ней должны совпадать с соответствующими отверстиями в пластине радиатора.
Перемычка в цепи диода VD8, VD9 выполнена из медной проволоки диаметром 0,8...1 мм. Лучше паять со стороны печати. Вторую проволочную перемычку ПЭВ-2 0,3 также можно разместить сбоку детали.
Групповой выход массива, указанный на рис. 5 букв B, подключен к дросселю L2.Проводники от анодов тринистора впаяны в отверстия группы Б. Выводы Г подключаются к нижнему выводу трансформатора Т1 по схеме, а Г - к дросселю Л1.
Отрезки проводов в каждой группе должны иметь одинаковую длину и сечение (не менее 2,5 мм2).
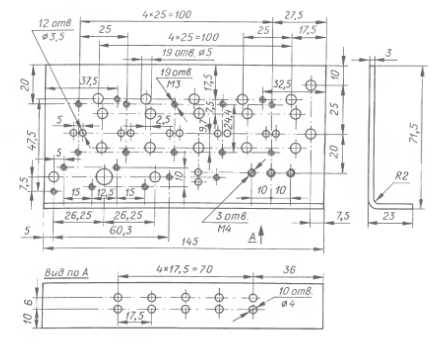 Рис. 6 радиатор
Рис. 6 радиатор
Радиатор представляет собой пластину толщиной 3 мм с загнутым краем (см. рис. 6).
Медь (или латунь) — лучший материал для радиатора. В крайнем случае при отсутствии меди можно использовать пластину из алюминиевого сплава.
Поверхность детали со стороны установки должна быть ровной, без зазубрин и вмятин. В плате просверливаются резьбовые отверстия, чтобы собрать ее с печатной платой и зафиксировать компоненты. Выводы деталей и соединительные провода проходят через безрезьбовые отверстия. Анодные провода тринистора проходят через отверстия в загнутом крае. Три отверстия M4 в радиаторе используются для его электрического подключения к печатной плате. Для этого использовались три латунных винта с латунными гайками рис.1. 8. Размещение узла
Однопереходный транзистор VT1 обычно проблем не вызывает, однако при наличии генерации в некоторых случаях не обеспечивают амплитуду импульсов, необходимую для стабильного открывания тринистора VS2.
Все элементы и детали сварочного аппарата устанавливаются на опорную плиту из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4...5 мм) с одной стороны. В центре основания вырезается круглое окно для крепления вентилятора; устанавливается с той же стороны.
На уголках установлены диоды VD1-VD4, тринистор VS1 и лампа HL1. При установке трансформатора Т1 между соседними магнитопроводами должен быть обеспечен воздушный зазор 2 мм.Каждая клемма для присоединения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
С внутренней стороны медный угольник прижимается к основанию головкой винта, дополнительно фиксируется закручиванием винтом М4 с гайкой. Толщина квадратной полки 3 мм. Внутренний соединительный провод соединяется со второй полкой с помощью винта или пайки.
Сборка плата-радиатор устанавливается деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 мм и толщиной 2 мм.
На передней части основания выведены ручка переключателя SA1, крышка держателя предохранителя, светодиоды HL2, HL3, держатель переменного резистора R1, зажимы сварочных проводов и провод кнопки SB1.
Дополнительно на переднюю часть крепятся четыре втулки стойки диаметром 12 мм с внутренней резьбой М5, изготовленные из текстолита.К стойкам прикреплена фальшпанель с отверстиями для управления камерами и защитная решетка вентилятора.
Фальшпанель может быть изготовлена из листового металла или диэлектрика толщиной 1...1,5 мм. Я вырезал из стеклопластика. Снаружи к фальшпанели прикручены болтами шесть стоек диаметром 10 мм, на которые после завершения сварки наматываются сетевой и сварочный кабели.
В пустых местах фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. девять 90 200. Внешний вид инверторного сварочного аппарата с проложенными кабелями.
Собранное основание помещается в корпус с крышкой из текстолитового листа (можно использовать гетинаки, стеклотекстолит, виниловый материал) толщиной 3...4 мм. Выходы охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше делать их узкими и длинными.
Суммарная площадь выходных отверстий должна быть не меньше площади входных.Кейс оснащен ручкой и плечевым ремнем для переноски.
Электрододержатель может быть любой конструкции, если он удобен и позволяет легко заменять электрод.
Кнопка (SB1 по схеме) должна быть установлена на держателе электрододержателя в таком месте, чтобы сварщик мог легко удерживать ее прижатой рукой в перчатке. Поскольку кнопка находится под сетевым напряжением, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
PS Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.

Если вам необходимо выполнить несложные сварочные работы для бытовых нужд, вам не обязательно покупать дорогостоящее заводское оборудование. Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
 Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.
Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.
Поэтому в контексте самостоятельной сборки конструкции мы будем говорить о только об электрических вариантах . Такие агрегаты также делятся на разновидности:
Чтобы собрать инвертор в домашних условиях, нужна схема, которая позволит соблюсти необходимые параметры. Детали рекомендуется брать от старых советских аппаратов:
Варианты устройства следующие:
Инструмент содержит следующее:
Запустить операцию с обмотки трансформатора и работать в следующем порядке:
Для того, чтобы транзисторные ключи работали непрерывно, на них необходимо подавать напряжение после выпрямителя и конденсаторов. Соберите зарядное устройство по схеме на плате и закрепите все элементы устройства в корпусе. старый радиоприемник можно использовать, а можно сделать самому.
Установлен на передней части корпуса светодиодный индикатор, который означает, что устройство подключено к сети. Здесь можно поставить дополнительный автоматический выключатель, а также защитный предохранитель. Его также можно закрепить на задней стенке или даже в самом корпусе.
Все зависит от его размеров и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток .Собрав все электрические схемы, проверьте устройство специальным прибором или тестером, и можно его протестировать.
 Сборка версии-трансформера будет немного отличаться от предыдущей. Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить простым фитингом.
Сборка версии-трансформера будет немного отличаться от предыдущей. Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить простым фитингом.
Для работы потребуется трансформаторное железо на жилу, а также несколько десятков метров толстого провода или толстой медной рейки. Все это можно найти в пункте приема металла.Сердечник лучше всего делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкции по сборке U-образного сердечника следующие:
Готовое устройство лучше подключать к сети с помощью проводов сечением 1,5 см 2 и более, а также рубильником. Ток в первичной обмотке обычно не превышает 25 А, а во вторичной колеблется в пределах 6-120 А.При работе с электродами диаметром 3 мм через каждые 10-15 остановок дать трансформатору остыть 90 200. Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, необходимы более частые перерывы.
Чтобы собрать миниатюрный сварочный аппарат самостоятельно, вам понадобится всего несколько часов и следующие материалы:
Сначала осторожно извлеките старую батарею и выньте графитовый стержень. Наконец, зачистите наждачной бумагой и протрите сухой тканью.Снимите изоляцию с конца куска толстого провода в 4-5 см от конца и согните петлю пассатижами или бокорезами. Вставьте в него угольный электрод.
Снять вторичную обмотку с трансформатора и заменить ее 90 199 Намотать толстый провод 90 200 на 12-16 витков. Теперь все это уложено в соответствующий корпус — и устройство готово.
Его провода подсоединяются к выводам вторичной обмотки, стержень карбоновый вставляется в петлю и хорошо затягивается. Подсоедините положительный зажим к электрододержателю, а отрицательный зажим скрутите рабочие части.Держатель ручки можно приспособить к электроду.
Можно использовать паяльник или что-то подобное. Подключите устройство к домашней сети и выполните подключение детали с графитом . Должно появиться пламя и на концах детали образоваться сферический сварной шов.
Для домашней мастерской очень важно наличие сварщика. Такие устройства имеют 90 199 различных конструкций и 90 200 модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно модифицировать на свой лад.
В связи с тем, что в быту обычным людям часто приходится работать с металлом, многие используют сварочные аппараты. Но не каждый может себе позволить покупку дорогостоящего оборудования, в связи с чем возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет варьироваться в зависимости от типа и конструктивных особенностей сварочного оборудования.
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но собирать все своими руками не рекомендуется.
В зависимости от рабочих параметров аппаратов различают следующие типы аппаратов: 90 200
Первый вариант сварочного аппарата самый простой, для второго нужно переделать классический трансформаторный аппарат с выпрямителем и сглаживающим фильтром.Трехфазные сварочные аппараты используются в промышленности, поэтому производство таких аппаратов для бытовых нужд мы рассматривать не будем. Инвертор или импульсный трансформатор — достаточно сложное устройство, поэтому для сборки самодельного инвертора нужно уметь читать схемы и иметь базовые навыки сборки печатных плат. Так как основой создания сварочного оборудования является понижающий трансформатор, то процедуру изготовления мы рассмотрим от самого простого к более сложному.
Classic работают по такому принципу: напряжение с первичной обмотки 220 В снижается до 50 - 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед началом производства выберите все необходимые детали: 90 200
Самый выгодный вариант - собрать устройство из заводского трансформатора, в котором вам подходят и магнитопровод, и первичная обмотка.Но если у вас нет под рукой соответствующего устройства, то придется сделать это самостоятельно. Ознакомиться с принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете в соответствующей статье: .
В данном примере рассмотрим возможность изготовления сварочного аппарата из СВЧ блока питания. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей подойдет сварочный аппарат мощностью не менее 4-5 кВт. А так как один трансформатор СВЧ всего 1-1,2кВт, то для создания аппарата будем использовать два трансформатора.
Для этого необходимо выполнить следующую последовательность действий:
 Рис. 2: снять обмотку высокого напряжения;
Рис. 2: снять обмотку высокого напряжения; оставить только низкое напряжение, в этом случае первичная обмотка больше не нужна, так как вы используете заводскую.
Крепление держателя и электрода диаметром 4 - 5 мм на кабель. Диаметр электродов подбирается в зависимости от электрического тока во вторичной обмотке сварочного аппарата, в нашем примере 140 - 200А.При других рабочих параметрах соответственно изменяются характеристики электродов.
Во вторичной обмотке получается 54 витка, для возможности регулирования напряжения на выходе устройства необходимо сделать два отвода по 40 и 47 витков. Это позволит регулировать ток во вторичной обмотке за счет уменьшения или увеличения числа витков. Резистор может выполнять ту же функцию, но только в нижней части номинального значения.
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как получается не непосредственно от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
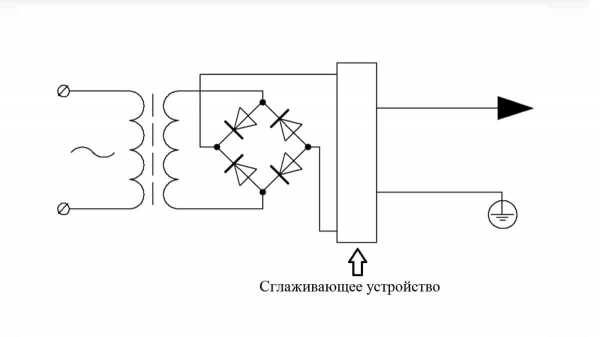 Рис. 8: Схема выпрямления сварочного трансформатора
Рис. 8: Схема выпрямления сварочного трансформатора Как видите, для этого не требуется намотка трансформатора, достаточно доработать схему имеющегося устройства. За счет этого он сможет сделать более ровный шов, варить нержавейку и чугун. Для изготовления потребуются четыре мощных диода или тиристора, примерно по 200 А каждый, два конденсатора емкостью 15 000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
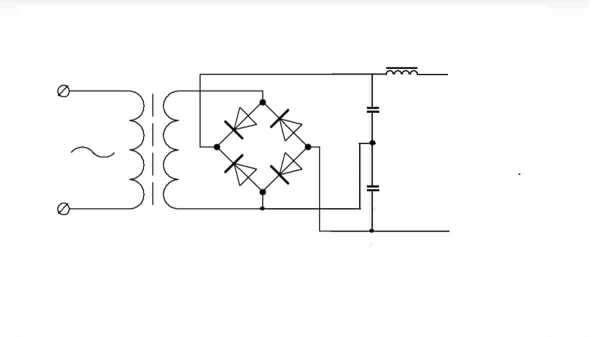 Рис.9: Схема подключения сглаживающего устройства
Рис.9: Схема подключения сглаживающего устройства Процесс доработки электрической схемы состоит из следующих этапов:

Из-за перегрева трансформатора в процессе работы диоды могут быстро выйти из строя и поэтому требуют принудительного отвода тепла.

Для соединения лучше использовать луженые зажимы, так как они не потеряют свою первоначальную проводимость из-за больших токов и постоянных вибраций.
 Рис.12: используйте луженые зажимы
Рис.12: используйте луженые зажимы . Толщина провода выбирается в зависимости от рабочего тока вторичной обмотки.

При сварке металлов таким аппаратом всегда необходимо контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры остановить, чтобы дать компонентам остыть, иначе сварочный аппарат, сделанный своими руками, быстро выйдет из строя.
Довольно сложное устройство для начинающих радиолюбителей.Подбор необходимых элементов не менее сложен. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность по сравнению с классическими аппаратами, возможность изготовления и др.
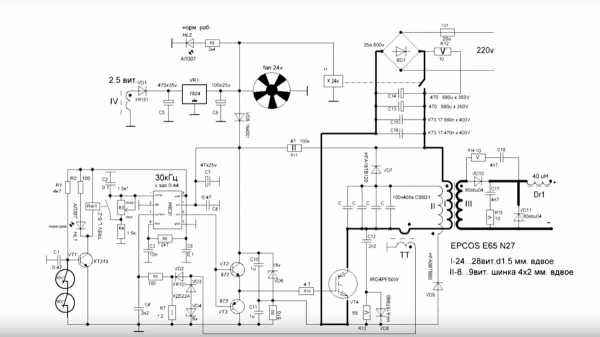 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока В процессе работы такая схема преобразует переменное напряжение из сети в постоянное, а затем с помощью импульсного блока выдает ток большой амплитуды в зону сварки. Это дает относительную экономию мощности камеры по сравнению с ее производительностью.
Конструктивно инверторная схема сварочного аппарата включает:
Вам придется самостоятельно намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовый набор быстродействующих полупроводниковых компонентов.
К сожалению, большинство других предметов вряд ли найдутся под рукой в вашем гараже или дома, поэтому вам придется заказывать или покупать их в специализированных магазинах. Именно по этой причине сборка инверторного блока своими руками обойдется не дешевле заводского варианта, но с учетом затраченного времени и дороже.Поэтому для инверторной сварки лучше купить готовый аппарат с определенными рабочими параметрами.
Реклама
Системы технического зрения в автоматизации и промышленности | ИНТЕРВЬЮ
Камеры, освещение и объективы больше не являются прерогативой кинематографистов и фотографов. Системы машинного зрения все больше и больше входят в индустрию автоматизации. До сих пор оценка качества продукции производилась людьми, но, как известно, человеческий глаз может быть обманчив, да и сам человек не способен работать вечно. В настоящее время успешно решена задача человеческого зрения (...)
 Сделайте шаг к умным машинам
Сделайте шаг к умным машинам Хотите узнать о передовых решениях, которые позволят вам сэкономить время в работе инженера и в то же время позволят создавать амбициозные проекты автоматизации? В 4 серии видеороликов мы покажем вам преимущества решений B&R.Мы хотим вдохновить вас сделать этот первый шаг в изучении ваших знаний и создании интеллектуальных конструкций машин. Мы подготовим следующие шаги (...)
 Проблемы динамических зон безопасности - практический пример
Проблемы динамических зон безопасности - практический пример При работе над полуавтоматической линией по производству электродвигателей конструкторы пришли к выводу, что сложность логики безопасности, используемой в линии, ограничивает ее эффективность.Как они с этим справились ? Достижима ли высокая производительность в динамических зонах безопасности? Компания Risomat, базирующаяся в Байенфурте (Германия), производит специализированные станки для производства двигателей (...)
 Прекрасная визуализация HMI, похожая на интерфейс смартфона — встречайте mapp Взгляд из B&R
Прекрасная визуализация HMI, похожая на интерфейс смартфона — встречайте mapp Взгляд из B&R У вас также сложилось впечатление, что визуализация HMI или SCADA не соответствует современным стандартам? Я хочу сравнить, например, некоторые панели HMI с современными смартфонами. Android или iOS, это красивые, быстрые и интуитивно понятные интерфейсы, а некоторые визуализации в промышленной автоматизации выглядят как Windows 95 (...)
 Киноустановка на производственной линии или системы технического зрения B&R
Киноустановка на производственной линии или системы технического зрения B&R На производственной линии, как и на съемочной площадке боевика, правильная камера может оказаться незаменимой для выполнения конкретной задачи.Разумеется, камеры, используемые в обоих случаях, несмотря на одинаковое название, различаются по технологическому составу, вытекающему из разных ролей и задач. Пока ждем эффектных, быстрых и резких кадров в фильме (...)
 Решения, аппаратное и программное обеспечение B&R Automation Studio
Решения, аппаратное и программное обеспечение B&R Automation Studio Приглашаем вас пополнить свои знания о Automation Studio – это масштабируемая система управления аппаратным и программным обеспечением для устройств B&R. https://www.youtube.com.com/watch?v=hz96YzNNGXM&vl=en Подробнее вы можете узнать из видео, подготовленного iAutomatyka.pl <нажмите!
 Automation Studio на основе обучения в B&R — Обзор фильма
Automation Studio на основе обучения в B&R — Обзор фильма Automation Studio — это среда разработки для разработки приложений с использованием компонентов автоматизации B&R: контроллеров, приводов, модулей безопасности и панелей HMI. Программное обеспечение оснащено всеми необходимыми модулями, от редакторов конфигурации и программирования, обширного симулятора до средств диагностики.Комбинированный (...)
 Как начать работу с сервоприводом ACOPOS P3 от B&R? Руководство.
Как начать работу с сервоприводом ACOPOS P3 от B&R? Руководство. Недавно команда iAutomatyka.pl посетила штаб-квартиру B&R в Познани, чтобы лучше узнать компанию и ее продукцию. Среди множества устройств автоматизации меня особенно заинтересовал сервопривод ACOPOS P3. Заинтригованный, я попросил дополнительную информацию, и команда обучения и поддержки B&R немедленно все подробно мне объяснила. Я был впечатлен возможностями (...)
 Что такое Студия автоматизации? Обзор программного обеспечения от B&R Automatyka Przemysłowa
Что такое Студия автоматизации? Обзор программного обеспечения от B&R Automatyka Przemysłowa Недавно мы имели удовольствие посетить штаб-квартиру B&R в Познани. Нас пригласили на один из многочисленных обучающих курсов, которые они предлагают. Конкретные касались основ использования программного обеспечения Automation Studio, которое представляет собой обширное программное обеспечение для настройки и программирования, предназначенное для всех продуктов этого производителя. Общие предположения и функциональные возможности программного обеспечения в виде сжатой дозы (...)
Реклама
.заключается в том, что сила прикладывается только к внешней стороне уязвимого места. Это облегчает задачу. В этой статье описан принцип работы устройства, а также инструкция, как сделать домашний споттер для ремонта автомобиля.
представляет собой сварочный аппарат контактного типа. Генерация импульса устройства за счет разряда происходит в конденсаторе большой емкости и срабатывает за относительно короткий промежуток времени.Это время настолько мало, что краска на обратной стороне металла не повреждается. У нейтрального полуавтомата такого свойства не существует. Поэтому мониторинг стал незаменимым устройством при кузовном ремонте автомобиля.
используется для следующих целей:
Для ремонта кузовных деталей с помощью приспособления для сварки заготовки деформируют специальные сварные швы.С помощью обратного молотка удаляют погнутый металл. Наблюдатель может нагреть металл, и поэтому материал быстро становится жестким и принимает форму.
имеет следующие положительные характеристики:
Этих причин достаточно, чтобы понять, насколько продумана конструкция такого устройства, как споттер для кузовного ремонта.
Среди самодельных приборов споттер для ремонта автомобилей сварочными аппаратами не является чем-то необычным. Если устройство в сборе выполнено не из сварочного аппарата, то в этом случае он имеет малый показатель мощности.
Сварочный корректор не содержит клещей. Следовательно, устройство считается тем же электродуговым устройством, в котором напряжение проходит через корпус транспортного средства.Один контакт соединен с корпусом, а в другом выполняют роль штока и колпачка.

Многие задаются вопросом: что потребуется для того, чтобы сделать споттер с инвертором своими руками?
Споттер ручной работы, состоит из двух основных компонентов:
Для того, чтобы изготовить инверторный споттер своими руками вам потребуется:
С помощью мостовых диодов для подключения к сети. Через мост, в свою очередь, подключается тиристорный ключ. Трансформатор отвечает за ветвь управления мощностью тиристорной системы.
выпускается в количестве 35-40 кв. СМ. перегрева тиристора не происходит. Они отмечены на концах кабеля. Перегреву подвергаются условия на основе черного металла. Его диаметр составляет 16 мм. Желательно, чтобы он был из латуни.

Если речь идет о кабеле для споттера, то он идет сечением 70 кв. мм, а вес молота достаточной длины, 1,7 и 2,1 м. Обеспечивает импульсное управление тиристором (ПМ-40).
Вторичная обмотка трансформаторанамотана медной шиной размером 6,5 на 4 в третьей обмотке. Также возможна замена на алюминий. Два были добавлены на вторичной странице. Наконец, устройство должно содержать алюминиевую обмотку трансформатора на 250 пл.мм, что соответствует пяти обмоткам по шесть витков.
Можно сделать корректировщик с микроволновкой. Основным компонентом такого устройства является трансформатор. Это трудно, как готовый продукт. Поэтому лучше сделать это самостоятельно. Можно взять трансформатор от микроволновки.

Для оптимального питания рекомендуется взять пару трансформаторов от микроволновых печей. С них снимаются и вторичные обмотки наматываются новыми. Для этого используется кабель от индикации сечением 50 мм² и выше.
Трансформер - это не единственная деталь корректировщика. Чип также включает в себя:
Для безопасной эксплуатации устройства на основе СВЧ компоненты должны быть помещены в декоративный корпус, отличающийся надежностью.Он послужит гарантией защиты электрических компонентов от механических повреждений и загрязнений, способствующих выходу устройства из строя. Роль корпуса корпуса может выступать отдельно от микроволновой печи.
После размещения в корпусе для проводки необходимо определить все реквизиты на странице, за основу которой взят диэлектрический лист. Элементы должны быть равномерно распределены по всей поверхности. Это обеспечит удобство при переноске устройства.Кроме того, мобильные устройства можно сделать небольшими колесами, прикрепленными снизу.
90 130
После починки электрических частей нужно подумать о других компонентах, без которых работа была бы невозможна. К ним относятся:
При известном показателе сила тока, вырабатываемая самодельными приборами, зависит от сечения проводников, обеспечивающих передачу электроэнергии.
На основании следующего правила: Сила тока 10 Ампер берется на 1 мм² с электрическим кабелем. Важно и длина кабеля электрода подходит для сварки. Оно должно быть минимальным. Это помогает снизить потери электроэнергии.
Пистолет может быть изготовлен из листа толщиной MICARTA или PCB.Из них вырежьте пару одинаковых деталей. В специальном углублении, выполненном в одном из дисков, кнопка включения и ручка для крепления электрода.
можно изготовить и самостоятельно. Для этого изготавливают столбы из меди с круглым сечением или трубы из бронзы или меди, пригодные для соединения с проводником в питающем потоке.

Со стороны рабочего электрода имеется установочное отверстие для сварки стиральной машины.Если за основание электрода взяться за телефон, то его рабочий кончик сплющивают и только после этого его удерживают в гнезде.
Сделать споттер кузова, починить своими руками из старой микроволновки и прочей мелочевки не так уж и сложно. Главное - терпение и забота.
.Ни для кого не секрет, что сделать сварочный аппарат своими руками человеку, знакомому с электротехникой, не так уж и сложно. Это имеет смысл, особенно если он предназначен для использования в домашнем хозяйстве, где он используется лишь изредка. В этом случае его вполне способен заменить самодельный сварочный аппарат, стоимость которого намного ниже заводского. Детали для его конструкции можно свободно снять с различных неисправных бытовых электроприборов или при необходимости изготовить и собрать самостоятельно.Схемы таких устройств могут быть разными. Доступность деталей и материалов обычно является решающим фактором.
Все аппараты для электродуговой сварки делятся на инверторные и трансформаторные. Следует сразу отметить, что вопрос изготовления сварочного аппарата своими руками во многом зависит от возможности получения деталей от некоторых бытовых приборов. Если все запчасти приобретать по рыночным ценам, то в итоге себестоимость приблизится к цене брендового устройства, уступив место эффективности.Поэтому нужно иметь некоторые познания в электротехнике и знать, где монтируется деталь, а где ее можно бесплатно или недорого демонтировать.
Количество витков на первичной обмотке должно быть примерно 240. При этом делают несколько отводов для регулировки сварочного тока ступенями от 20 до 25 витков. Вторичная обмотка намотана медным проводом сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на нем также необходимо делать отводы.Изоляция вторичной обмотки должна быть особо надежной и термостойкой, поэтому ей следует уделить особое внимание. Каждый слой должен быть оснащен дополнительным хлопковым утеплителем.
Сварочный аппарат-трансформер может работать на переменном или постоянном токе. Первый самый простой по конструкции, но более сложный в обращении. Для постоянного тока его достаточно легко модифицировать, установив диодный мост. Такое устройство надежно, долговечно и неприхотливо в использовании, но имеет значительный вес и чувствительно к перепадам напряжения в сети.Если оно падает ниже 200 вольт, очень трудно увидеть и удержать дугу.
В отличие от трансформаторного инверторного сварочного аппарата, благодаря использованию современных электронных деталей, имеет сравнительно небольшой вес. Его можно носить через плечо одному человеку. Такой аппарат имеет устройство стабилизации тока, что значительно облегчает работу при сварке. Понижение напряжения для него практически не вызывает помех и может работать от бытового источника питания. Однако инверторное устройство очень чувствительно к перегреву и требует большой осторожности в обращении, иначе легко ломается.
Основной частью такого аппарата является трансформатор. Главной его особенностью должна быть способность стабильно поддерживать рабочий ток, и в ее основе лежит такой показатель, как внешняя вольт-амперная характеристика источника питания. Другими словами, сварочный ток не должен существенно отличаться от тока, создаваемого при коротком замыкании.
Для этого ток должен быть ограничен одним из способов, таких как увеличение магнитного рассеяния трансформатора, балластного сопротивления или установка дросселя.Сам трансформатор можно вынуть из сгоревшей микроволновки ВЧ. Если доступа к нему нет, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника необходимо приобрести пластины трансформаторного железа. В идеале площадь сердечника должна быть от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого термостойкого медного провода сечением не менее 5 мм и лучше, более, заключенного в стекловолоконную или хлопчатобумажную изоляцию.Пластиковая или резиновая изоляция для таких целей не рекомендуется, так как она менее устойчива к перегреву и легче пробивается, вызывая короткое замыкание на первичной обмотке.
Обратите внимание, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен последовательно или встречно-параллельно. Обратите внимание, что намотку нужно делать с обеих сторон в одном направлении. Затем трансформатор помещают в металлический корпус.С его торца вырезаются отверстия для охлаждения устройства, и устанавливается вытяжной вентилятор, взятый от блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверлено несколько десятков отверстий для циркуляции воздуха. Затем можно подключить кабели и электрододержатель.
Сварочный инвертор можно полностью собрать из деталей от старых телевизоров. Для этого требуются не только общие знания в области электротехники, но и знания в области электроники.Его схема довольно сложная. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые встречаются на строчных трансформаторах в старых телевизорах. Они сложены втрое, а вокруг них уже обмотана медная или алюминиевая проволока.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками следует оставлять небольшие зазоры для облегчения охлаждения. Стоит помнить, что алюминиевый провод должен иметь большее сечение, чем медный, потому что его теплопроводность ниже.Для крепления обмоток инвертора используется полоска медного провода диаметром 10 мм, покрытая изоляцией из стекловолокна.
Конденсаторытоже можно снять с телевизора, но стоит только помнить, что не рекомендуется удалять бумажные конденсаторы из низкочастотных цепей, так как они не смогут долго работать с такими нагрузками. Тиристоры лучше взять достаточно маломощные и соединить их параллельно, чем брать один мощный, так как на них ложится большая тепловая нагрузка и их проще охладить.Тиристоры смонтированы на металлической пластине толщиной не менее 3 мм, что облегчает отвод избыточного тепла. Диоды для монтажа диодного моста также можно легко набрать из нескольких старых телевизоров. Сам мост также крепится на пластине радиатора.
В телевизорах отсутствуют некоторые детали инвертора, которые необходимо изготовить самостоятельно. Во-первых, это удушье. Его нетрудно изготовить без каркаса из медной проволоки сечением не менее 4 мм, намотанной 11 витками с интервалом не менее 1 мм.Поскольку основная тепловая нагрузка будет приходиться на заслонку, необходимо установить дополнительную систему воздушного охлаждения. В этом качестве вполне можно использовать обычный бытовой вентилятор, вмонтированный в корпус сварочного аппарата, благодаря которому поток воздуха попадает прямо на дроссель.
Все элементы электронной системы смонтированы на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. Радиатор крепится к самой плате, что облегчает охлаждение всей системы.В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго работать не будет. Основным преимуществом сварочного инвертора является то, что он может выполнять мини-сварку, сваривая тонкие листы. Сам сварочный шов получается более аккуратным, чем у трансформаторного аппарата. Это очень важно, когда вы ремонтируете свой автомобиль самостоятельно.
Сварщик-самоучка имеет детали, полученные бесплатно или по выгодной цене, но делает работу хорошо.
Если вам нужно выполнять простые сварочные работы в вашем доме, вам не нужно покупать дорогое заводское оборудование. Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
 Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что бытовые сварочные аппараты не должны быть газонаполненными.Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.
Все сварочные аппараты электрические или газовые. Сразу стоит сказать, что бытовые сварочные аппараты не должны быть газонаполненными.Так как в них находятся баллоны со взрывоопасным газом, держать дома такую установку не стоит.
Поэтому в разрезе самостоятельной сборки конструкции будет только с электрическими опциями ... Такие агрегаты тоже делятся на разновидности:
Чтобы собрать инвертор в домашних условиях, нужна схема, которая позволит соблюсти требуемые параметры. Детали рекомендуется брать от старых советских аппаратов:
Параметры устройства можно выбрать следующим образом:
Инструмент содержит следующее:
Пуск с обмотки трансформатора и работа в следующей последовательности:
Для того, чтобы транзисторные ключи работали непрерывно, на них необходимо подать напряжение после выпрямителя и конденсаторов. Соберите зарядное устройство по схеме на плате и зафиксируйте все узлы устройства в корпусе. старый корпус магнитолы можно использовать, а можно сделать самому.
На передней части корпуса установлен светодиодный индикатор , который означает, что устройство подключено.Сюда же можно установить дополнительный выключатель, а также защитный предохранитель. Его также можно закрепить на задней стенке или даже в самом корпусе.
Все зависит от его размеров и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток, ... После того, как все электрические цепи собраны, проверить устройство специальным прибором или тестером и можно тестировать.
 Сборка версии-трансформера будет немного отличаться от предыдущей.Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить прямым фитингом.
Сборка версии-трансформера будет немного отличаться от предыдущей.Это устройство работает на переменном токе, но для сварки на постоянном токе его необходимо оснастить прямым фитингом.
Для работы потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстая медная рейка. Все это можно найти в пункте приема металла. Сердечник лучше всего делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкции по сборке U-образного сердечника следующие:
Готовое устройство лучше подключать к сети с помощью проводов сечением от 1,5 см2, а также выключателя. Ток в первичной обмотке обычно не превышает 25 А, а во вторичной колеблется в пределах 6-120 А.При работе с электродами диаметром 3 мм через каждые 10-15 остановок для охлаждения трансформатора ... Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, необходимы более частые перерывы.
Чтобы собрать миниатюрный сварочный аппарат самостоятельно, вам понадобится всего несколько часов и следующие материалы:
Сначала аккуратно извлеките старую батарейку и извлеките из нее графитовый стержень. Наконец, зачистите наждачной бумагой и протрите сухой тканью.Оторвите кусок толстой проволоки в 4-5 см от конца изоляции и загните петлю пассатижами или бокорезами. Вставьте в него угольный электрод.
Снять с трансформатора вторичную обмотку и на ее место намотать толстый провод на 12-16 витков. Теперь все это уложено в соответствующий корпус — и устройство готово.
Его провода подсоединяются к выводам вторичной обмотки, стержень карбоновый вставляется в петлю и хорошо затягивается. Подсоедините положительный зажим к электрододержателю, а отрицательный зажим скрутите рабочие части.Держатель можно подогнать под электрод.
Можно использовать паяльник или что-то подобное. Подключить станок и выполнить соединение деталей графитом . Должно развиться пламя и на концах деталей образоваться сферический сварной шов.
Для домашней мастерской очень важно иметь сварочный аппарат. Такие устройства имеют различных конструкций и модификаций . Как начинающие, так и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно модифицировать по-своему.
Никакая работа по металлу не обходится без сварочного аппарата. Он позволяет резать и соединять металлические детали любого размера и толщины. Это хорошая идея сделать это самостоятельно, потому что хорошие модели стоят дорого, а дешевые – плохого качества. Для того, чтобы реализовать идею изготовления сварочного аппарата своими руками, необходимо запастись специальным оборудованием, которое позволит повысить качественные навыки специалиста в реальных условиях.
После того, как вы благополучно выполнили все необходимые условия подготовительного этапа, появляется возможность изготовить модель сварочного аппарата своими руками.На сегодняшний день существует множество принципиальных схем, по которым можно сделать аппарат. Работают по одному из подходов:
Стоит обратить внимание на принадлежность устройства к типу трансформатора. Важной особенностью этого устройства является его работа от сети переменного тока, что позволяет использовать его в домашних условиях. Устройства АС способны обеспечить качество номенклатуры сварных соединений. Этот тип устройства можно легко использовать в повседневной жизни. при обслуживании недвижимого имущества, находящегося в частном секторе.
Для сборки такого устройства необходимо иметь:
 Оптимальная конфигурация сердечника имеет U-образное основание.Теоретически сердечник любой другой конфигурации легко мог бы вписаться, например, в круглую форму, взятую от статора, пришедшего в негодность для электродвигателя. Но на практике намотать обмотку на такой основе гораздо сложнее.
Оптимальная конфигурация сердечника имеет U-образное основание.Теоретически сердечник любой другой конфигурации легко мог бы вписаться, например, в круглую форму, взятую от статора, пришедшего в негодность для электродвигателя. Но на практике намотать обмотку на такой основе гораздо сложнее.
Площадь поперечного сечения жилы, принадлежащей отечественному бытовому сварочному аппарату, составляет 50 см2. Этого достаточно, чтобы использовать в монтаже прутки диаметром от 3 до 4 мм. Использование большего сечения приведет лишь к увеличению веса конструкции, а КПД аппарата не повысится.
 Для первичной обмотки необходимо использовать медный провод с высокой термостойкостью, так как при сварке он будет подвергаться воздействию высоких температур. Используемый провод должен выбираться по изоляции из стекловолокна или хлопка предназначен для стационарного использования в зонах с высокой температурой.
Для первичной обмотки необходимо использовать медный провод с высокой термостойкостью, так как при сварке он будет подвергаться воздействию высоких температур. Используемый провод должен выбираться по изоляции из стекловолокна или хлопка предназначен для стационарного использования в зонах с высокой температурой.
При намотке трансформатора нельзя использовать провод с ПВХ изоляцией, который при нагревании сразу приходит в негодность.В некоторых случаях изоляция обмотки трансформатора выполняется самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или стеклоткани, разрезать ее на полоски шириной около 2 см, обмотать ими подготовленную проволоку и пропитать повязку любым лаком с электротехническими свойствами. По теплотехническим свойствам такой утеплитель не будет уступать ни одному заводскому аналогу.

Катушки намотаны по определенному принципу.Сначала наматывается половина первичной обмотки, затем половина вторичной обмотки. Затем перейдите ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмотки помещают фрагменты полос из картона, стеклотекстолита или прессованной бумаги.
 Дальше нужно настроить. Его производят путем подключения оборудования к сети и считывания напряжения со вторичной обмотки.Напряжение на нем должно быть от 60 до 65 вольт.
Дальше нужно настроить. Его производят путем подключения оборудования к сети и считывания напряжения со вторичной обмотки.Напряжение на нем должно быть от 60 до 65 вольт.
Параметры настраиваются путем уменьшения или увеличения длины обмотки. Для получения качественного результата значение напряжения на вторичной обмотке необходимо подогнать под заданные параметры.
Первичная обмотка готового сварочного трансформатора соединяется с кабелем ВРП или проводом ШРПС, который будет использоваться для подключения к сети. Один из выводов вторичной обмотки подводят к клемме, к которой будет подключаться «земля», а другой к клемме, соединенной с кабелем.Последняя процедура завершена, и новый сварочный аппарат готов к использованию.
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора советского образца. Его можно легко использовать для создания напряжения дуги. Для того, чтобы все работало исправно, между выводами автотрансформатора подключаются графитовые электроды. Эта простая конструкция позволяет выполнять несколько простых сварочных работ, например:
 Бытовой сварочный аппарат на базе автотрансформатора имеет существенный недостаток. Он должен использоваться с дополнительными предосторожностями. Отсутствие гальванической развязки от электрической сети – достаточно опасное устройство.
Бытовой сварочный аппарат на базе автотрансформатора имеет существенный недостаток. Он должен использоваться с дополнительными предосторожностями. Отсутствие гальванической развязки от электрической сети – достаточно опасное устройство.
Оптимальными параметрами автотрансформатора, подходящего для создания сварочного аппарата, считаются выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 Вт.Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, чего будет вполне достаточно при сварке проводов, термопар и других элементов.
Прямые карандашные стержни можно использовать в качестве электродов для мини-сварочного аппарата, сделанного своими руками. Ручками для самодельных электродов могут быть зажимы, расположенные на различных электроприборах.
Для сварки рукоятку присоединяют к одному из выводов вторичной обмотки, а привариваемую деталь к другому.Ручку ручки лучше всего сделать из шайбы из стекловолокна или другого термостойкого материала. Следует отметить, что дуга такого устройства работает достаточно короткое время, предотвращая перегрев используемого автотрансформатора.
Сегодня сложно представить строительство и создание различных металлоконструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволили сварочному аппарату прочно занять свое место в арсенале каждого строителя.Такой трансформатор можно приобрести в любом хозяйственном магазине. Но не всегда заводская модель может соответствовать определенным требованиям и требованиям. Поэтому многие пытаются сделать сварочный трансформатор самостоятельно. Изготовление самодельного сварочного трансформатора происходит в несколько этапов, от расчета до монтажа.
Чтобы понять весь процесс создания сварочного трансформатора своими руками, необходимо понять принцип его работы, заключающийся в преобразовании 220 вольт в более низкое напряжение до 80 вольт.При этом сила тока увеличивается с 1,5 ампер до 160-200 ампер, а в промышленности до 1000 ампер. Эта зависимость для сварочного трансформатора называется также понижающей вольт-амперной характеристикой и является одной из основных особенностей аппарата. Именно на основе этой зависимости строится вся конструкция сварочного трансформатора и производятся все необходимые расчеты, а также создаются различные модели сварочных аппаратов.
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет.На протяжении всего этого времени сварочный трансформатор и методы сварки совершенствовались. Сегодня можно увидеть несколько различных конструкций сварочных аппаратов, с разной степенью сложности и разными принципами работы. Среди них наиболее популярными для самостоятельного изготовления являются трансформаторы контактной и дуговой сварки.

. Причин такой популярности несколько.Во-первых, простая и надежная конструкция камеры. Во-вторых, широкий спектр применения. В-третьих, простота и мобильность. Но помимо описанных выше достоинств, ручная дуговая сварка имеет ряд недостатков, главные из которых — низкая производительность и зависимость качества сварного шва от квалификации сварщика.
Ручная дуговая сварка чаще всего применяется при различных ремонтно-строительных работах, производстве металлоконструкций и деталей конструкций, сварке труб. С помощью дуговой сварки можно как резать, так и сваривать металл разной толщины.
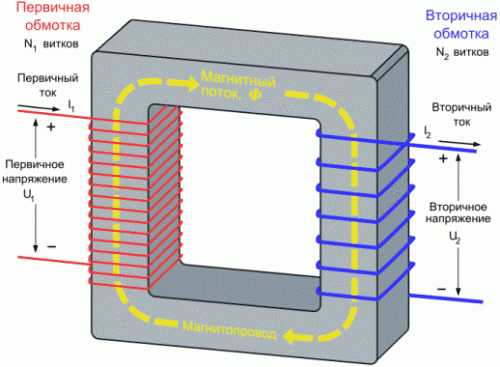
Конструкция таких трансформаторов достаточно проста. Устройство состоит из трансформатора, регулятора тока, электрододержателя и зажима заземления. Отдельно стоит выделить центральный элемент – трансформер. Его конструкция может быть нескольких видов, но наиболее популярны бытовые сварочные трансформаторы с П-образным тороидальным магнитопроводом, вокруг магнитопровода которого расположены две обмотки из медного или алюминиевого провода - первичная и вторичная.В зависимости от особенностей работы меняется толщина провода на обмотках, а также количество витков.

Этот тип сварки также называется контактной сваркой, и трансформаторы для контактной сварки немного отличаются от аппаратов для дуговой сварки. Основное отличие заключается в способе сварки. Поэтому если при дуговой сварке плавление происходит посредством электрической дуги, образующейся между электродом и свариваемой поверхностью, то при контактной сварке точечный нагрев шва электрическим током происходит посредством двух заостренных медных электроды и соединение высокого давления.В результате металл заготовок в месте удара плавится и сплавляется.
Точечная сварканашла широкое применение в автомобилестроении, в строительстве, создании каркаса из арматуры для железобетонных конструкций, сварке тонких листов алюминия, нержавеющей стали, меди и других металлов, требующих особых условий сварки.
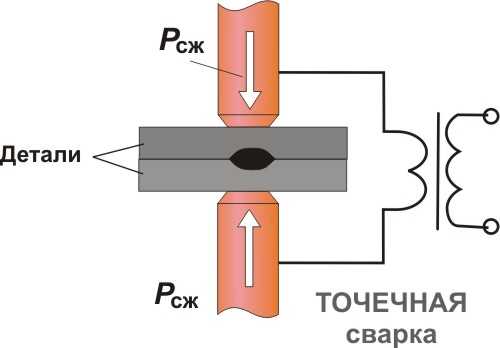
Конструкция трансформаторов точечной сварки также имеет некоторые отличия. Во-первых, это касается отсутствия сварочных электродов.Вместо этого используются заостренные медные контакты с элементами, которые необходимо приварить между собой. Во-вторых, трансформаторы в таких аппаратах менее эффективны и имеют U-образный сердечник, в-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что не является необходимым для дуговой сварки.
Но, вне зависимости от того, дуговую сварку вы планируете делать или трансформатор сопротивления, необходимо знать их ТТХ. И понять, за что каждый из них отвечает, и как можно изменить ту или иную черту.
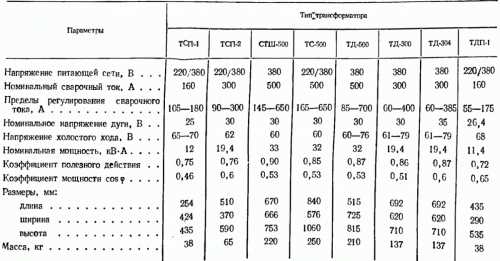
Производительность сварочного трансформатора зависит от его рабочих характеристик. Зная и понимая, за что отвечает та или иная характеристика, вы легко сможете рассчитать сварочный трансформатор и собрать устройство своими руками.
Эта характеристика указывает напряжение сети, от которой будет питаться сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на 220 В, но иногда может быть и на 380 В.При выполнении расчетов и создании схемы этот параметр является одним из основных.
Эта функция является фундаментальной для любого сварочного трансформатора. Возможность сварки и резки металла заготовки зависит от номинального сварочного тока. В бытовых и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более, что чем выше этот показатель, тем выше вес самого трансформатора.Например, в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес таких аппаратов будет более 300 кг.
При сварке металла разной толщины необходима определенная сила тока, иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из необходимости использования электродов определенного диаметра.Для бытовых дуговых сварочных аппаратов пределы регулирования составляют от 50 А до 200 А. Для трансформаторов контактной сварки пределы регулирования составляют от 800 А до 1000 А и более.
Для сварки металла разной толщины одним и тем же аппаратом дуговой сварки необходимо регулировать номинальный сварочный ток, а также использовать электроды разного диаметра. Следует четко понимать, что для сварки тонкими электродами требуется малая сила тока, а для более толстых, наоборот, высокая.То же самое относится и к толщине металла. В таблице ниже приведены диаметры используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для резистивных трансформаторов также важен диаметр электродов. Но в данном случае используются два параметра - диаметр самого электрода и диаметр его конусообразной части.
Как мы уже знаем, сварочный трансформатор работает на понижение входного напряжения до более низкого значения.Выходное напряжение называется номинальным и не превышает 80 вольт. Для трансформаторов дуговой сварки диапазон номинального напряжения составляет от 30 до 70 вольт. Причем эта характеристика не регулируется и задается заранее. Трансформаторы для точечной сварки, в отличие от дуговой сварки, имеют еще более низкое номинальное напряжение, порядка 1,5 - 2 В. Такие показатели вполне закономерны, учитывая соотношение между напряжением и током. Чем выше должен быть ток, тем ниже напряжение.
Это исполнение является одним из ключевых. Номинальный режим работы указывает, как долго он может работать непрерывно и как долго он должен охлаждаться. Для самодельных сварочных трансформаторов номинальный режим находится в пределах 30%. Это означает, что 3 из 10 минут можно готовить непрерывно и оставить на 7 минут.
На самом деле эти два индикатора мало на что влияют. Но, зная оба этих показателя, можно рассчитать КПД сварочного трансформатора.Чем меньше разница между потребляемой мощностью и выходной мощностью, тем лучше. Следует отметить, что при проведении расчетов необходимо знать и учитывать величину потребляемой мощности.
Этот показатель действителен для трансформаторов дуговой сварки. Он отвечает за внешний вид лука. Чем выше значение, тем легче зажечь сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 вольт.
При изготовлении трансформатора для сварки своими руками без его схемы не обойтись.На самом деле особых сложностей в этом нет, тем более что само устройство трансформатора достаточно простое. На схеме ниже показан простейший трансформатор для дуговой сварки.
Важно! Тем, кто плохо разбирается или не знаком с электрическими схемами, следует предварительно обратиться к ГОСТ 21.614 «Условные графические изображения электрооборудования и электропроводки в подлиннике». И только потом приступайте к созданию схемы сварочного трансформатора.
С развитием электротехники и технологии схема сварочного трансформатора была усовершенствована. Сегодня в бытовых сварочных аппаратах можно увидеть диодные мосты и различные регуляторы сварочного тока. На приведенной ниже схеме трансформатора для дуговой сварки показано, как в него встроен диодный мост.
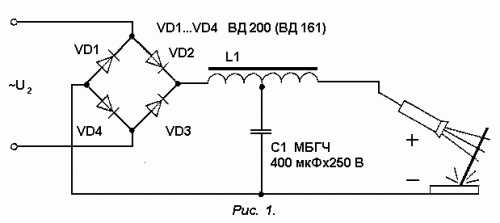
Важно! Наиболее популярными среди бытовых трансформаторов для дуговой сварки являются тороидальные. Такое устройство имеет отличные эксплуатационные характеристики, которые на порядок выше, чем у трансформаторов с П-образным сердечником.Это касается в первую очередь высокого КПД и номинального тока, что положительно сказывается на общем весе устройства.
В отличие от описанных выше, схема трансформатора точечной сварки более сложная и может содержать конденсаторы, тиристоры и диоды. Такая начинка позволяет более точно контролировать силу тока, а также время сварки контактов. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
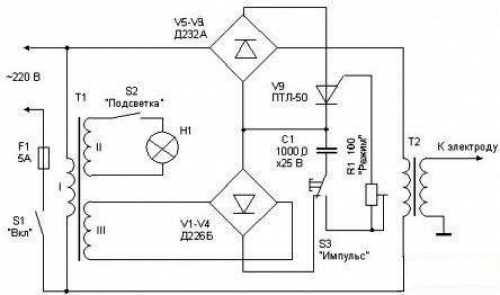
Помимо приведенных выше схем сварочного аппарата, есть и другие.Найти их не составит труда. Они размещены как в Интернете, так и в различных журналах и книгах по электротехнике. Имея наиболее понравившуюся схему, можно приступать к расчету и сборке сварочного трансформатора.
Как уже было сказано, трансформатор состоит из сердечника и двух обмоток. Именно эти компоненты отвечают за основные рабочие характеристики сварочного трансформатора. Зная заранее, какой должен быть номинальный ток, напряжение на первичной и вторичной обмотках и другие параметры, производят расчеты обмоток, сечения сердечника и провода.
При расчете трансформатора под сварку за основу берутся следующие данные:
В качестве примера расчетов примем следующие параметры сварочного трансформатора: напряжение сети U1 = 220 В, напряжение вторичной обмотки U2 = 60 В, номинальный ток 180 А, площадь сечения сердечника Sc = 45 см2, площадь окна So = 100 см2, плотность тока в обмотке 3 А.
P = 1,5 * Sń * So = 1,5 * 45 * 100 = 6750 Вт или 6,75 кВт.
Важно! В этой формуле коэффициент 1,5 относится к трансформаторам с сердечниками П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ ШЛ 1,7.
Важно! Как и в первой формуле, для трансформаторов с сердечниками П, Ш используется коэффициент 50. Для тороидальных трансформаторов это будет 35, а для сердечников ПЛ ШЛ 40.
Теперь рассчитаем максимальный ток на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А.Осталось рассчитать обороты по полученным данным.
Для расчета витков используем формулу Wx = Ux * K. Для вторичной обмотки это будет W2 = U2 * K = 60 * 1,11 = 67 витков. Мы проведем основные расчеты чуть позже, потому что там используется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняются расчеты ступеней регулирования тока. Это делается для того, чтобы вывести провод в определенной скрутке. Расчеты производятся по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1st - витки первичной обмотки некоторых ступеней.
Но сначала рассчитайте напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I.Например,для нашего трансформатора 6750Вт нужно сделать четыре ступени регулируемые на 90А,100А,130А и 160А.Подставляя данные в формулу,получаем U1ст1=75В , U1ст2 = 67,5В, U1ст3 = 52В, U1ст4 = 42,2В
Подставляем полученные значения в форму для расчета оборотов шагов регулировки и получаем W1st1 = 197 витков, W1st2 = 219 витков, W1st3 = 284 витка, W1st4 = 350 витков. Прибавив к максимальному значению полученных витков для 4-го этапа еще 5%, получим реальное количество витков - 385 витков.
Наконец, рассчитаем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получаем Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора для контактной сварки проводится аналогично. Но есть много важных отличий. Дело в том, что номинальный ток вторичной обмотки таких трансформаторов составляет порядка 2 000 - 5 000 А для малых мощностей и до 150 000 А для больших мощностей. Дополнительно у таких трансформаторов осуществляется регулирование до 8 ступеней посредством конденсаторов и диодного моста.
Имея под рукой все расчеты и схему, можно приступать к сборке трансформатора.Вся работа будет не столько сложной, сколько утомительной, ведь вам придется считать количество витков и не заблудиться. Несмотря на то, что тороидальный сварочный трансформатор является самым популярным среди бытовых приборов, рассмотрим монтаж на примере трансформатора с П-образным сердечником.Этот тип трансформатора немного проще в установке, чем тороидальный и второй по популярности среди товаров для дома.

Работу начинаем с создавая каркасы для обмоток ...Для этого используем текстолитовые пластины. Этот материал используется для создания рельефных пластин. Из пластин вырезаем детали на две коробки. Каждая коробка будет состоять из двух верхних крышек с отверстиями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади поперечного сечения сердечника с небольшим увеличением стенок коробки. Пример внешнего вида элементов короба можно увидеть на фото.

После монтажа каркасов к обмоткам изолируем их термостойкой изоляцией ... Затем начинаем наматывать обмотки.


Провода к обмоткам целесообразно брать с термостойкой стеклянной изоляцией. Это, конечно, будет немного дороже по сравнению с обычной разводкой, но в результате у вас не будет головной боли по поводу возможного перегрева и повреждения обмоток. Намотав один слой проводов, изолируем его и только потом начинаем наматывать следующий. Не забудьте сделать загибы на определенном количестве мотков. В конце создания обмоток наматываем слой верхней изоляции.На концах изгибов крепим медные саморезы.
Важно! Перед монтажом и креплением винтов на концах проводов протяните их через дополнительные отверстия, прорезанные в верхней пластине каркаса печатной платы.


Теперь приступаем к сборке и ламинированию магнитопровода сварочного трансформатора ... Для него используется железо, специально изготовленное для этой цели. Металл имеет определенные показатели магнитной индукции, и неправильная марка может все испортить.Металлические пластины сердечника можно снять со старых трансформаторов или приобрести отдельно. Сами плитки имеют толщину около 1 мм, и для сборки всей сердцевины потребуется только терпеливое соединение всех плиток в единое целое. По окончании проверьте все обмотки тестером на наличие ошибок.

После завершения сборки трансформатора изготавливаем диодный мост и устанавливаем регулятор тока. Для диодного моста используем диоды B200 или KBPC5010.Каждый диод имеет номинальный ток 50 А, поэтому для сварочного трансформатора с номинальным током 180 А требуется 4 таких диода. Все светодиоды закреплены на алюминиевом радиаторе и соединены параллельно с дросселем для отвода обмотки. Осталось только... собрать корпус и поставить туда сварочный трансформатор.

Хороший сварочный трансформатор, сделанный своими руками, может не сработать с первого раза. Причин этому множество, начиная от ошибок расчетов и заканчивая неопытностью в сборке и монтаже электрооборудования.Но все приходит с опытом, и, перемотав обмотки трансформатора один-два раза, можно получить нужный эффект.
Многим в хозяйстве понадобится оборудование для электросварки деталей из черных металлов. Поскольку сварочные аппараты на рынке достаточно дорогие, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья на эту тему, но в этот раз предлагаю еще более простой вариант самодельного сварочного инвертора из подручных деталей своими руками.
Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на базе преобразователя - был выбран второй.
Действительно, сварочный трансформатор - это большой и тяжелый магнитопровод и много медного провода для обмоток, который многим покажется недоступным. Электронные компоненты для преобразователя при правильном подборе недефицитны и относительно дешевы.
С самого начала своей работы я поставил перед собой задачу создать максимально простой и дешевый сварочный аппарат с использованием широко используемых деталей и узлов.
В результате достаточно длительных экспериментов с различными типами преобразователей на транзисторах и тринисторах схема, показанная на рис. 1.
Простые транзисторные преобразователи оказались крайне капризными и ненадежными, а тиристор без повреждений выдерживает короткое замыкание на выходе до перегорания предохранителя. Кроме того, тиристоры нагреваются намного меньше, чем транзисторы.
Как нетрудно заметить, конструкция схемы не оригинальна - это обычный однотактный преобразователь, его преимущество - простота конструкции и отсутствие редких компонентов, в устройстве использовано много радиоэлементов от старых телевизоров .
И, наконец, практически не требует настройки.
Схема инверторного сварочного аппарата представлена ниже:
Вид сварочного тока постоянный, плавная регулировка. На мой взгляд, это самый простой сварочный инвертор, который можно собрать своими руками.
При стыковой сварке стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом из сети, не превышает 10 А. С другой стороны, поскольку при отпускании держателя электрода напряжение на электроде автоматически отключается.Повышенное напряжение облегчает зажигание дуги и обеспечивает стабильность ее горения.
Маленькая хитрость: схема сварочного инвертора, собранная своими руками, дает возможность совмещать работы из тонкой жести. Для этого поменяйте полярность сварочного тока.
Напряжение сети выпрямляется через диодный мост VD1-VD4. Выпрямленный ток, протекающий через лампу HL1, начинает заряжать конденсатор С5. Лампа выполняет роль ограничителя зарядного тока и индикатора этого процесса.
Не начинать сварку, пока не погаснет лампа HL1.Одновременно через дроссель L1 заряжаются аккумуляторные конденсаторы С6-С17. Когда горит светодиод HL2, устройство подключено к сети. Тринистор ВС1 пока закрыт.
При нажатии кнопки SB1 запускается генератор импульсов частотой 25 кГц, смонтированный на однопереходном транзисторе VT1. Импульсы генератора открывают тиристор VS2, который в свою очередь открывает включенный параллельно тиристор VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1.Цепь дросселя L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур.
При изменении направления тока цепи ток начинает протекать через тринисторы VD8, VD9 и тринисторы VS3-VS7 замыкаются до следующего генераторного импульса на VT1.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тиристор VS1. который напрямую связывает сетевой выпрямитель на диодах VD1 - VD4 с тиристором.
Светодиод HL3 служит для сигнализации процесса формирования импульсного напряжения.Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 сглаживают его, облегчая тем самым зажигание сварочной дуги.
Выключатель SA1 - пакетный или другой выключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 после выключения и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения электрическим током, проводить осмотр и отремонтировать устройство.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов аппарата.Мы не рекомендуем использовать более слабые вентиляторы, иначе вам придется установить их несколько. Конденсатор С1 - любой конденсатор, предназначенный для работы с переменным напряжением 220 В.
Диоды выпрямительныеVD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо устанавливать на угловые пластинчатые теплоотводы размером 60х15 мм и толщиной 2 мм из алюминиевого сплава.
Вместо одного конденсатора С5 допускается применение нескольких батарей, соединенных параллельно, на напряжение не менее 400 В каждая, емкость батареи может быть больше указанной на схеме.
Дроссель Л1 выполнен на магнитопроводе из стали ПЛ 12,5х25-50. Подойдет любой другой магнитопровод того же или большего сечения при условии выполнения условия расположения обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя 40 ± 10 мкГн.
Конденсаторы С6-С24 должны иметь малый тангенс угла диэлектрических потерь, а С6-С17 также должны иметь рабочее напряжение не менее 1000 В.Лучшими испытанными мною конденсаторами были К78-2, которые применялись в телевизорах. Можно использовать и более распространенные конденсаторы этого типа другой емкости, доведя общую емкость до указанной на схеме, а также импортные фольгированные.
Попытки применения бумажных или других конденсаторов, предназначенных для работы в низкочастотных цепях, как правило, со временем приводят к их выходу из строя.
Лучше всего использовать тринисторы КУ221 (ВС2-ВС7) с буквой А или в крайнем случае Б или Г.Как показывает практика, при работе аппарата заметно нагреваются катодные выводы тринисторов, из-за чего возможно разрушение пака на плате и даже выход из строя тринисторов.
Надежность будет выше, если на выходе катода СЦР поставить либо колпачки из луженой медной фольги толщиной 0,1...0,15 мм, либо бандажи в виде туго намотанной спирали из луженой медной проволоки 0,2 мм в диаметре и пропаяны по всей длине. Плунжер (лента) должен охватывать всю длину хомута почти до основания.Быстрая пайка обязательна, чтобы не перегреть SCR.
У вас наверняка возникнет вопрос: можно ли установить один мощный вместо нескольких относительно маломощных тиристоров? Да, можно, используя устройство, лучшее (или хотя бы сравнимое) по АЧХ с тринисторами КУ221А. Но среди имеющихся, например, из серии ПМ или ТЛ, нет ни одного.
Переключение на низкочастотные устройства снизит рабочую частоту с 25 до 4...6 кГц, что приведет к ухудшению многих важнейших характеристик аппарата и громкому, пронзительному писку при сварке.
При установке диодов и тиристоров обязательно использование теплопроводной пасты.
Более того, было установлено, что один мощный тиристор менее надежен, чем несколько включенных параллельно, поскольку им проще обеспечить лучшие условия отвода тепла. Достаточно смонтировать группу тиристоров на одной теплоотводящей пластине толщиной не менее 3 мм.
Так как токовыравнивающие резисторы R14-R18 (С5-16В) при сварке могут сильно нагреваться, перед сборкой их следует освободить от пластикового кожуха обжигом или нагревом током, величина которого должна быть подобрана экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тиристорами, а диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подходят КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель Л2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанной на оправке диаметром 12... 14 мм.
Сальник при сварке сильно нагревается, поэтому при намотке спирали следует предусмотреть зазор 1...1,5 мм между витками, а сальник расположить в потоке воздуха от вентилятора. 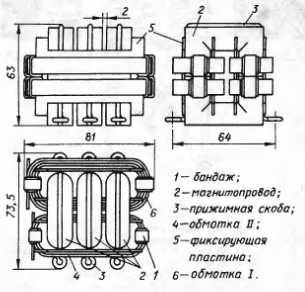 Рис. 2 Магнитопровод трансформатора
Рис. 2 Магнитопровод трансформатора
Т1 состоит из трех магнитопроводов ПК30х16, уложенных вместе с ферритом 3000НМС-1 (такие применялись в строчных трансформаторах старых телевизоров).
Первичная и вторичная обмотки разделены на две секции (см.2), намотанные проводом ПСД1,68х10,4 в стеклотекстолитовой изоляции и соединенные последовательно в соответствии с п. Первичная обмотка содержит 2х4 витка, вторичная обмотка 2х2 витка.
Секции намотаны на специально изготовленный деревянный каркас. Секция защищена от разматывания двумя жилами из луженой медной проволоки диаметром 0,8...1 мм. Ширина бинта - 10...11 мм. Под каждую повязку подкладывают полоску электрокартона или наматывают несколько витков изоленты из стекловолокна.
Зажимы припаяны после намотки.
Одна из повязок каждой секции служит выходом к началу секции. Для этого изоляцию под бандаж делают так, чтобы изнутри он непосредственно соприкасался с началом обмотки секции. После намотки к началу участка припаивается бандаж, для чего с этого участка катушки предварительно снимается изоляция и лужится.
Следует помнить, что обмотка I работает в наиболее жестком тепловом режиме, поэтому при намотке ее секций и сборке необходимо предусмотреть воздушные зазоры между наружными частями витков, вставив между витками короткие вставки из стекловолокна, смазанные термостойким клеем.
Вообще при изготовлении инверторных сварочных трансформаторов своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отвод тепла от трансформатора и меньше вероятность спалить устройство.
Здесь также следует отметить, что участки обмоток из указанных вставок и проволочных прокладок с таким же сечением 1,68х10,4 мм 2 без изоляции будут лучше охлаждаться в тех же условиях.
Контактные хомуты соединяются пайкой, медную полоску целесообразно припаять в виде короткого отрезка провода, из которого сделана передняя секция, выполняющая роль зажимов секции.
В результате получается жесткая цельная первичная обмотка трансформатора.
Вторичный делается так же. Отличие только в количестве витков в секциях и в том, что необходимо обеспечить выход из средней точки. Обмотки устанавливаются на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32.
Направление намотки верхней части обмотки I (если смотреть сверху трансформатора) должно быть против часовой стрелки, начиная с верхней клеммы, которая должна быть подключена к дросселю L2.
Наоборот, направление намотки верхней части обмотки II - по часовой стрелке, начиная с верхнего вывода, она подключена к блоку диодов VD21-VD32.
Обмотка III - виток из любого провода диаметром 0,35...0,5 мм в термостойкой изоляции, выдерживающий напряжение не менее 500 В. Ее можно размещать последней в любом месте магнитопровода со стороны первичная обмотка.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения воздушным потоком всех элементов трансформатора очень важно выдерживать необходимые зазоры между обмотками и магнитопроводом.При самостоятельной сборке сварочного инвертора большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность трансового охлаждения. Это невозможно сделать.
Эту задачу выполняют четыре удерживающие пластины, которые вставляются в обмотки при окончательной сборке узла. Платы изготовлены из стеклопластика толщиной 1,5 мм, как показано на рисунке.
После окончательной подгонки доски желательно приклеить термостойким клеем. Трансформатор крепится к основанию аппарата тремя изогнутыми латунными или медными проводами диаметром 3 мм.Эти же скобы фиксируют взаимное расположение всех элементов магнитопровода.
Перед установкой трансформатора на основание вставьте между половинками каждого из трех комплектов магнитопровода немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм.
Для изготовления трансформатора могут быть использованы магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдет например Ш20х28 или два комплекта Ш16х20 из феррита 2000НМ1.
Обмотка I для бронированного магнитопровода выполнена в виде одной восьмивитковой секции, обмотка II - аналогично приведенной выше, из двух секций по два витка. Диодный сварочный выпрямитель VD11-VD34 представляет собой конструктивно обособленный блок, выполненный в виде стека: 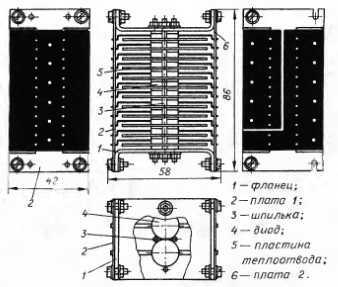
Собран таким образом, что каждая пара светодиодов размещена между двумя теплоотводящими пластинами размером 44х42 мм и толщиной 1 мм, изготовленными из алюминиевого листа.
Все скреплено четырьмя стальными резьбовыми стержнями диаметром 3 мм между двумя фланцами толщиной 2 мм (из того же материала, что и пластины), к которым с обеих сторон прикручены две пластины, образующие выводы выпрямителя. стороны.
Все диоды в блоке ориентированы одинаково - катодными выводами вправо как показано на рисунке - и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарат в целом.Анодные провода диодов впаяны в отверстия второй платы. На нем образованы две группы выводов, соединенных с крайними выводами обмотки II трансформатора по схеме.
Учитывая большой суммарный ток, протекающий через выпрямитель, каждый из трех его выводов состоит из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и припаянных с противоположного конца. Группа из десяти светодиодов соединена пятью сегментами, четырнадцать — шестью, вторая плата с общей точкой всех светодиодов — шестью.
Лучше использовать гибкий провод сечением не менее 4 мм.
Сильноточные групповые выводы с основной платы устройства выполнены аналогично.
Пластины выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и залужены. Четыре узких прорези в каждой пластине помогают снизить нагрузку на диодные провода при термической деформации. С этой же целью выводы диода должны быть выполнены так, как показано на рисунке выше.
В сварочном выпрямителе можно использовать и более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их количество может быть меньше. Так, в одном из вариантов аппарата успешно работал выпрямитель, состоящий из девяти диодов 2Д2997А (пять в одном плече, четыре в другом).
Площадь пластин радиатора осталась прежней и оказалось, что можно было увеличить их толщину до 2 мм. Светодиоды располагались не парами, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тиристоры VS2-VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной плате, тиристоры и диоды VD8, VD9 монтируется на радиатор, прикрученный к плате из фольги толщиной 1,5 мм:
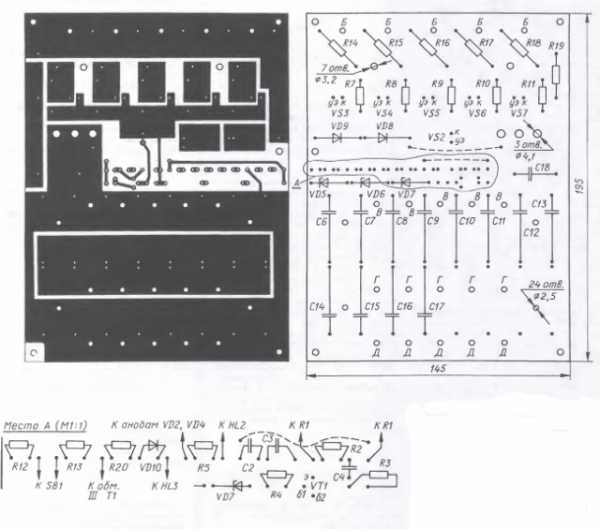 Рис. 5 ... Чертеж платы
Рис. 5 ... Чертеж платы
Масштаб рисунка схемы 1:2, однако схему легко разметить даже без применения средств увеличения фото, т.к. центры почти всех отверстий и границы почти всех участков фольги находятся на сетке с шагом 2,5 мм.
Плата не требует высокой точности разметки и сверления отверстий, но помните, что отверстия в ней должны совпадать с соответствующими отверстиями в пластине радиатора.
Перемычка в цепи диода VD8, VD9 выполнена из медной проволоки диаметром 0,8...1 мм. Лучше паять со стороны печати. Вторая перемычка из провода ПЭВ-2 0,3 может находиться сбоку детали.
Выход группы пластин, указанный на рис. 5 букв B, подключить к дросселю L2. Анодные провода тиристора впаяны в отверстия группы В.Выводы Г подключаются к нижнему выводу трансформатора Т1 по схеме, а Д - к дросселю Л1.
Отрезки проводов в каждой группе должны иметь одинаковую длину и сечение (не менее 2,5 мм2).
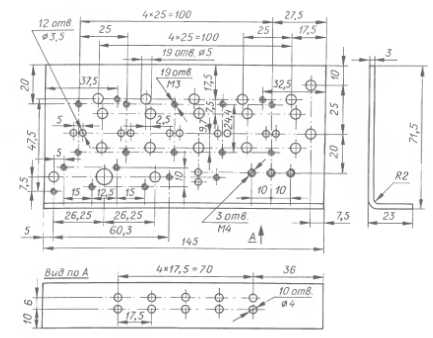 Рис. 6 Радиатор
Рис. 6 Радиатор
Радиатор представляет собой пластину толщиной 3 мм с загнутым краем (см. рис. 6).
Медь (или латунь) — лучший материал для радиатора. В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность детали со стороны установки должна быть ровной, без сколов и вмятин. В пластине просверлены резьбовые отверстия для монтажа с печатной платой и крепежными элементами. Выводы деталей и соединительные провода проходят через безрезьбовые отверстия. Анодные провода тринистора проходят через отверстия в загнутом крае. Три отверстия M4 в радиаторе предназначены для электрического подключения к печатной плате. Для этого используются три латунных винта с латунными гайками.8. Распределение узлов
Однопереходный транзистор VT1 обычно не вызывает проблем, однако некоторые образцы, если таковые имеются, не обеспечивают амплитуду импульсов, необходимую для стабильного открытия тринистора VS2.
Все узлы и детали сварочного аппарата устанавливаются на гетинаксовую опорную плиту толщиной 4 мм (подойдет и текстолит толщиной 4...5 мм) с одной стороны. В центре основания вырезается круглое окно для крепления вентилятора; устанавливается с той же стороны.
На уголках установлены диоды VD1-VD4, тринистор VS1 и лампа HL1. При установке трансформатора Т1 между соседними магнитопроводами должен быть обеспечен воздушный зазор 2 мм.Каждая клемма для присоединения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головка болта прижата к основанию изнутри медным угольником, дополнительно закрепленным от прокручивания болтом М4 с гайкой. Толщина квадратной полки 3 мм.Внутренняя перемычка прикручивается или припаивается ко второй полке.
Сборка плата-радиатор устанавливается деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 мм и толщиной 2 мм.
На передней части основания находится выключатель SA1, крышка держателя предохранителя, светодиоды HL2, HL3, держатель переменного резистора R1, клеммы для сварочных кабелей и кабели для кнопки SB1.
Дополнительно к фасаду крепятся четыре стойки водовода диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита.К стойкам крепится фальшпанель с отверстиями для устройств управления и защитная решетка вентилятора.
Фальшпанель может быть изготовлена из листового металла или диэлектрика толщиной 1...1,5 мм. Я вырезал из стеклопластика. Снаружи к фальшпанели прикручивают болтами шесть стоек диаметром 10 мм, на которые после завершения сварки наматывают сетевой и сварочный провода.
В свободных местах фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. девять ... Внешний вид инверторного сварочного аппарата с проложенными кабелями.
Собранная база помещается в корпус с крышкой из листа текстолита (можно использовать гетинакс, стекловолокно, виниловый материал) толщиной 3...4 мм. На боковых стенках есть вентиляционные отверстия.
Форма отверстий значения не имеет, но для безопасности лучше делать их узкими и длинными.
Суммарная площадь выходных отверстий должна быть не меньше площади входных.Кейс оснащен ручкой и плечевым ремнем для переноски.
Электрододержатель может быть конструктивно произвольным, главное, чтобы он обеспечивал удобство использования и легкую замену электрода.
Кнопка (SB1 по схеме) должна быть установлена на держателе электрододержателя в таком месте, чтобы сварщик мог легко удерживать ее даже рукой в перчатке. Поскольку кнопка находится под сетевым напряжением, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
PS Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без труда соберет своими руками этот сварочный инвертор.

Первые изделия - изделия из металла изготавливались в древности искусными мастерами. Постепенно художественная ковка превратилась в настоящее произведение искусства и с XI века стала неотъемлемой частью архитектурных сооружений Европы. Сегодня изделия из металла имеют высокую стоимость, но при этом способны подчеркнуть эксклюзивность экстерьера или интерьера квартиры или загородного дома.Предлагаем несколько мастер-классов, которые помогут вам сделать поделку из металла своими руками.

Материалы:
1) На листе бумаги нарисуйте карандашом сову.
2) Зрительно разделяем сову на отдельные элементы и переносим их на сову в натуральную величину на листы картона. Вырежьте шаблоны ножницами.
3) Теперь кладем картонные шаблоны на тарелку, переносим их и аккуратно вырезаем болгаркой каждую деталь совы.
4) В той части, которая является глазами совы, просверлите отверстия под болты. Делаем их зубилом и молотком.
5) Теперь делаем перья на всех деталях совы. Для этого берем стамеску и делаем надрезы.
6) Ножки легко сделать из стержня. От бруска отрезаем куски, необходимые для лап, и свариваем их между собой, чтобы получилась лапка. Точно так же делаем вторую.
7) Сделать клюв из листового металла.

9) Теперь можно собрать детали. Для этого аккуратно приварите их между собой в нужном порядке на спинке совы. Затем к готовой сове привариваем клюв и лапки.
10) Теперь очистите сову от ржавчины с помощью химического растворителя. Следуем инструкции на растворителе. Если у вас нет подходящего растворителя, приготовьте самодельный раствор из пищевой соды и воды. Он должен быть достаточно плотным, чтобы легко распределяться по поверхности. Почистите сову старой зубной щеткой, затем хорошо все промойте. При работе с растворителем рекомендуется надевать перчатки.

11) После очистки всю сову покрыть специальным лаком.Его можно приобрести в специализированном магазине.
Сова своими руками из металла готова. Он станет креативным, сделанным с любовью и мастерством, и навсегда сохранит память о мастере.

Фигурки из металла оригинально смотрятся на клумбе или в саду на дачном участке, поэтому по нашим пошаговым инструкциям вы легко сможете сделать металлическую крысу или другое животное.
Материал:
1) Берем два отрезка металлической трубы (эта крыса высотой 50 сантиметров). Из одного из них делаем голову: нарезаем одинаковые отрезки по всему диаметру и получаем заготовку, как на фото. Затем привариваем и с помощью болгарки с чистящим кругом зачищаем эту деталь. Аналогичным образом делаем туловище и также очищаем его. Учитывайте пропорции: голова больше туловища. Привариваем голову к туловищу.

2) Перенесите эскизы ушей и лап крысы на лист металла толщиной 2 мм и вырежьте их.Складываем заготовки на лапы в воронку. Отпариваем их и зачищаем швы. Затем каждую лапу приваривают к корпусу электросваркой и снова зачищают швы. Привариваем ушки к голове и не забываем зачистить швы.
3) Теперь делаем лапки крысе из веточек. Для верхних ножек приваривается брусок 4 мм к 10 мм, а к нижним лапам 6 мм приваривается до 12 мм. Вставляем в отверстия воронки и завариваем их.

4) Хвост выполнен из стержня длиной 14 мм и приварен к корпусу.
5) Перейдем к крысиной морде. Сначала сделайте два отверстия в голове для глаз. Они должны быть меньше, чем шарики подшипника. Теперь воткнем эти шарики в отверстия и сварим их аккуратно и тонко. Электрически приварите оставшийся шар на месте носа. Просверлим отверстия для проволочных усов и вставим их.

7) Затем делаем продольные швы вплотную друг к другу по всей крысе. Это создаст имитацию шерсти. Теперь снова зачищаем все поделки болгаркой с нужным диском.Это необходимо для того, чтобы избавить изделие от накипи, шлаков и придать блеск.
8) В конце работы наносим на крысу специальный лак, сделанный из металла, который может быть бесцветным или с определенным эффектом. Это зависит от тебя. Крыса на фото покрыта бесцветным лаком с сатиновым эффектом.
Теперь осталось подумать, куда его положить или кому подарить такой замечательный подарок.
Роза - это уникальный цветок, красоту которого хотелось бы сохранить как можно дольше. Металлическая роза будет радовать вас долгие годы и украсит классический интерьер спальни.
Материалы и инструменты:
1) При работе соблюдать правила техники безопасности, пользоваться перчатками и сварочной маской.
2) Вырежьте из листа специальными ножницами лепестки для бутона и несколько листьев для розы. Лепестки нарезаем в следующем порядке: от самых маленьких до самых больших, начиная с 15 мм и заканчивая 80 мм. Нужно вырезать около тридцати лепестков, тогда бутон будет густым и полным.

3) Затем сгладьте края каждого лепестка бруском.
4) Из оставшихся кусков листового металла вырежьте треугольники - они станут шипами розы. Их размер не должен быть меньше 10 мм.
5) Делаем заготовку оправки стальной проволоки. Наша задача - избавиться от ее равного состояния. Для этого можем немного согнуть молотком и получится настоящий стебель розы.

6) Создать пончик. Первые два самых маленьких лепестка нужно зажать тисом и согнуть пополам. Затем начинаем формировать восемь лепестков дугой против центра бутона, но обязательно прихватывая каждую часть сваркой и затем зачищая.
7) Все последующие лепестки также дугообразные, но отклоняются назад.Проделываем эту процедуру молотком. И так же, как и предыдущие лепестки, снова привариваем и зачищаем.

8) Теперь приварите шипы к уже заготовленному стеблю. Затем чистим их болгаркой.
9) Листья розы. Нужно прищипнуть и ослабить лист у тиса, чтобы получилась жилка. Затем согните края плоскогубцами. А теперь прикрепляем листья к стеблю, сваривая и зачищая швы.

10) Бутон розы привариваем к стеблю, тщательно зачищаем в местах стыков и покрываем всю розу металлической краской.
Прекрасный цветок, сочетающий в себе нежность красоты и жесткость металла, готов. Оригинальный и такой нудный подарок будет долгие годы радовать женские глазки.

Доска Декоративная композиция, которая служит красоте и уюту дома. Это может быть резная или керамическая композиция, барельеф или лепнина. В архитектуре зданий часто встречаются панно из плитки разного цвета или в технике росписи.Предлагаем сделать поделку из металла: панно на стену из металлического каркаса своими руками.
Материалы (редактирование)
1) Первое, что нужно сделать, это нарисовать набросок рыбки, которая займет центр панели.
2) По эскизу начните делать рыбный каркас из толстой проволоки.При этом делаем закругления, как на фото. На шаге 5 вы поймете, для чего они нужны.
3) Перемычки выполнены из той же проволоки, что повысит жесткость конструкции.

4) Тонкая проволока нужна для фиксации каркаса.
5) Теперь приступаем к наполнению рыбки бисером и бисером. Для этого к закруглениям на каркасе прикрепляем тонкую проволоку и начинаем нанизывать на нее бусины. Итак, все части рыбки оплетаем бисером, при этом закрепляя проволоку бисером.Чтобы изделие выглядело эстетично, сделайте это на спинке рыбки. Бусины помогут подчеркнуть крупную чешую рыбки, а одна бусина пойдет на глаз. От выбранного бисера зависит цвет будущей поделки, так что фантазируйте, не бойтесь.
Готовую рыбку можно повесить на стену в детской или прихожей. Она станет не только украшением интерьера, но и приятным подарком любителю рыбалки. Рекомендуем сделать несколько рыбок, чтобы можно было создать целую на стене.
Поделки из металла родители могут делать всей семьей, ведь при работе со сварочным аппаратом необходимо соблюдать правила безопасности.Если у вас нет особых навыков работы с металлом, можно сделать поделки из проволоки или банки, которые также будут смотреться эксклюзивно. На этом наша статья о поделках из металла своими руками заканчивается, смотрите на сайте другие поделки.
Фотографии замечательных скульптур Алана Вильямса, сваренных из металлолома. Но мы решили, что будет гораздо интереснее перевести интервью с этим человеком.
Всем, кто хочет полюбоваться искусством металла и почитать о скульпторе - добро пожаловать!
Презентация по сварке — Алан Уильямс делится своей историей
Очень талантливый человек, Алан Вильямс, присоединился к нам на нашей последней презентации выставки.
Скульптуры Алана, в основном на тему животных, сделанные из очень интересного и необычного «вновь открытого» и переработанного металла, вдыхают жизнь в то, что некоторые могут считать металлоломом.
От носорога, сделанного из старых опалубочных щитов, до столового орла, уникальные скульптуры Алана источают жизнь и характер! Давай, начинай, Алан!
Расскажите что-нибудь о себе!
Я окончил Брайтонский университет в 2001 году и с тех пор живу в Брайтоне.Пишу и занимаюсь музыкой, люблю прогулки, путешествия и фотографию.
Как вы начали заниматься сваркой? Чем вас привлекла эта профессия?
Помню, когда мне было около 8 лет, я увидел по телевизору, как мужчина делает лошадь из металлолома. Я впервые увидел, как кто-то занимается сваркой. Я помню все — его защитную одежду и сварочный шлем, все сверкало голубым светом полуавтомата. Я думал, что это выглядело необычно и совсем как научная фантастика.Когда мне было 16, я впервые занялся ковкой и сваркой и почти понял, что это то, чем я хочу заниматься. Мне всегда нравилось шуметь, но сочетание огня и искр привлекло мое внимание.

Расскажите нам немного о том, как начинался ваш бизнес - чем вы занимались до его открытия?
Как только я закончил учебу, я захотел мастерскую. У меня было несколько в разных частях Сассекса, от гаражей до складов. Тот, в котором я сейчас живу, — это старый доильный зал на бывшей молочной ферме, и это, без сомнения, лучшее место, с которым я когда-либо сталкивался.Были времена, когда я выполнял более приземленную краткосрочную работу, чтобы оплатить свои счета и дать мне больше творческой свободы на работе.

С детства я был очарован природой. Я был типичным мальчиком, который любил насекомых, насекомых, интересовался странным и красивым. Я думаю, что большинство детей просто полностью вложили мой интерес в мою взрослую жизнь.С помощью тюбика с суперклеем я собирал частицы старых игрушек и превращал их в новые творения.

Ваши скульптуры часто сделаны из странных и удивительных материалов, что предшествует вашему вдохновению? Какая самая странная вещь, которую вы вырезали из прошлого?
Люблю работать с металлоломом и металлоломом. В форме вы найдете абсолютное вдохновение для того, что вы хотите сделать, или проекта, над которым вы работаете.
Самый странный материал, с которым мне приходилось работать, — это старая тележка, из которой я сделал носорога в натуральную величину.Это была тяжелая работа.


У вас есть любимый проект, который вы создали?
Проект, над которым я работаю, всегда был моим любимым произведением. Особенно, когда вы действительно вступаете в творческую зону. Эта "зона" не зависит от Когда или Где Вы. Вдохновение приходит между остановкой и продолжением, но для некоторых проектов оно действительно может направлять вас все время.
Проекты, над которыми вы работали, очень разнообразны, от маленьких до больших скульптур драконов, ворот и мебели. Вы предпочитаете определенные типы дизайна или предпочитаете разнообразие?
Я люблю делать вещи, которые можно легко транспортировать, но помимо логистики, сейчас мне очень нравится делать небольшие декоративные элементы. Через некоторое время я, наверное, обернусь и скажу: «Хорошо! Время сделать что-то грандиозное».

У вас есть ценные заказы или проекты, которые вы хотели бы реализовать?
Я хотел бы делать больше паблик-арта и больше закупать тяжелое грузоподъемное оборудование, т.е.Динозавры (я большой ребенок, да?)

В проекте меня больше всего вдохновляют стили и жанры, и, прежде всего, иллюстративный модерн, ар-деко, стимпанк и фэнтези.

Для тех, кто хочет заняться сваркой, я бы сказал, что есть много хобби и возможностей для карьерного роста.Все зависит от того, что вы хотите получить на выходе. Мне потребовалось много времени, чтобы развить свою работу и получать доход от мира искусства, и иногда это было финансово сложно, но я делаю это, потому что мне это нравится.

Поскольку интересные истории продолжают происходить, я думаю, единственное, что я должен сказать, это то, что дорога, которая привела меня к тому, что я делаю сегодня, пролегает благодаря всем людям, которые сказали мне, что я не могу этого сделать, от мой учитель рисования в школе моему учителю в институте.Я слышал о многих творческих людях, у которых был влиятельный учитель или инструктор, помогавший им расти, но для меня это было абсолютно анти-истеблишментом.
Еще раз спасибо, что присоединился к нам, Алан! Если вы хотите увидеть больше скульптур Алана, посетите его веб-сайт.
"В1.ру" - Волгоградский информационный портал
 Совершенно неожиданно для себя я нашла страницу в Facebook японского художника-скульптора - Нориюки Сайто.Ссылка на его профиль - www.facebook.com/noriyuki.saitoh . Глядя на эту страницу я понял, что Нориюки занимается скульптурой и в 2018-2019 годах он создавал миниатюрные скульптуры насекомых из бамбука. Он также передает свое мастерство своим ученикам.
Совершенно неожиданно для себя я нашла страницу в Facebook японского художника-скульптора - Нориюки Сайто.Ссылка на его профиль - www.facebook.com/noriyuki.saitoh . Глядя на эту страницу я понял, что Нориюки занимается скульптурой и в 2018-2019 годах он создавал миниатюрные скульптуры насекомых из бамбука. Он также передает свое мастерство своим ученикам.
 Рабочее название скульптурной композиции "Чукотка". Я получил срочный заказ от моих друзей Czukocki в октябре 2019 года. Композиция должна была представлять Чукотку на Днях Дальнего Востока в Москве в начале декабря.Пришлось ускорить работу и в сжатые сроки изготовить довольно большую (высотой 3 метра) скульптуру моржа и нескольких чаек.
Рабочее название скульптурной композиции "Чукотка". Я получил срочный заказ от моих друзей Czukocki в октябре 2019 года. Композиция должна была представлять Чукотку на Днях Дальнего Востока в Москве в начале декабря.Пришлось ускорить работу и в сжатые сроки изготовить довольно большую (высотой 3 метра) скульптуру моржа и нескольких чаек.
 Ярмарка на Новом Арбате: 12 апреля 2019 г. - 12 августа 2019 г.
Ярмарка на Новом Арбате: 12 апреля 2019 г. - 12 августа 2019 г.
в Экспоцентре: 12 октября 2019 г. - 14 декабря 2019 г.
Дни Дальнего Востока в Москве — масштабное мероприятие, на котором представлены все 11 регионов Дальнего Востока. В 2019 году это мероприятие проходит уже в третий раз и на этот раз выставочные залы Дальневосточной ярмарки располагаются в самом центре столицы – в районе Нового Арбата.Я привез туда скульптурную композицию «Морс и чайки», созданную специально для этого мероприятия, и одну из собак работы Чукоцкого.
Хорошие фото со сцены сделать не удалось, поэтому предлагаю посмотреть фото скульптурной композиции
Самый быстрый и надежный способ соединения металлических деталей – электросварка. Любой может научиться справляться с этим. Купив или инвертор, а также потратив полпачки электродов для получения практических навыков, можно смело пробовать делать поделки из металла своими руками.С этого момента становится доступным монтаж конструкций, ремонт на даче, производство садового инвентаря и многое другое.
Сейчас у многих есть сварка. Часто устройство приобретается для строительства или ремонта. Вам это даже не нужно. Если есть такая необходимость, можно позвать соседа-самоучку или известного специалиста-сварщика. После окончания работы устройство просто простаивает.
Но рано или поздно наступит момент, когда стоит принять решение и попробовать приготовить что-нибудь самому.В этом нет ничего плохого, было бы желание. Самое главное на этом этапе не обжечься и не поймать «зайчиков», а опыт приходит с практикой. Если есть какой-нибудь загородный дом, всегда найдется применение сварке. С его помощью можно гораздо быстрее решать проблемы, связанные с развитием территории.
Не всегда и не все можно купить в магазине. Сварить калитку, соорудить основу для скамейки или стола, «приделать» крюк к металлическому столбу, чтобы привязать веревку или дополнительную опору для плетения винограда – мелочь, а вызывать сварщика по такому поводу представляется неудобным снова и снова.Так что нужно освоить азы и решать бытовые проблемы своими руками.
Конечно, сразу браться за серьезную работу с ответственными соединениями не стоит. Можно потренироваться на куске металлолома. Первым делом нужно научиться зажигать дугу и поддерживать ее, сохраняя постоянный рабочий зазор между заготовкой и электродом во время розжига.
Далее вам необходимо разработать технику формирования швов путем наплавления слоя металла на плоскую поверхность.Затем можно приступать к регулировке тока для разной толщины свариваемых элементов. Сварка – это способ соединения двух металлических деталей путем оплавления их поверхностей в месте соприкосновения. Они соединяются вместе путем добавления слоя электродного связующего материала.

Ток подобран таким образом, чтобы проплавлялся только поверхностный слой без образования отверстий. Осваивать технику лучше на электродах диаметром 2,5-3 мм. Они не должны быть старыми и всегда сухими, иначе первый опыт, скорее всего, будет неэффективным, что может отбить охоту учиться делать поделки из металла.
Сварка позволяет исправить мелкие, а иногда и серьезные дефекты в работе или ошибки сборки. Нужно просто разрезать шов «обвязки» и детали отсоединяются. После очистки места неудачной сварки процесс можно повторить.
У каждого владельца загородного дома или дачного дома обязательно есть металлолом в хозяйстве. Это могут быть остатки труб от монтажа газопровода, водопровода или системы отопления. Остатки канализации или куски арматуры настоящий хозяин обычно не выбрасывает.Вы также можете найти бывшие в употреблении гвозди, болты и гайки.
Такой лом очень часто становится материалом для нового ремонта или усовершенствования старого. Устаревший садовый инвентарь, цепи, старая утварь, а также запчасти от автомобиля, мотоцикла или велосипеда, которые еще не сданы в пункты приема, вы обязательно найдете в своем гараже или сарае.
Все это можно использовать для изготовления полезных и практичных изделий из металла. Своими руками с помощью сварщиков и имеющихся помощников можно отремонтировать старый садовый инвентарь или сделать новый из отходов, учитывая личный опыт, предпочтения и условия бизнеса.

Во дворе можно обустроить уют без покупки новой техники. Из бывшего в употреблении, но еще крепкого металла можно соорудить основу для дачного стола или скамейки. Найти подходящий лист ДСП для столешницы и столешницы не проблема. Стойки могут быть изготовлены даже из нестандартных дюймовых труб.
Если у вас есть запас материала, вы можете покачаться на качелях. Строительство лучше сделать капитальным, с бетонированием основания.Вам нужны две боковые стенки из угловых трубок с перемычками для жесткости. Чем массивнее сиденье качелей, тем больше должен быть этот угол. Перемычки можно приварить на уровне земли или даже ниже, чтобы их не было видно.
Вешалки лучше всего делать из цепей, но можно взять и надежную веревку. Крепежный брус должен быть сплошным. Подойдет толстостенная труба, кусок рейки или швеллера. Детали каркаса и кронштейны подвески лучше всего крепить при помощи сварки.
На каждой даче, за редким исключением, есть мангал или другое подобное приспособление. Несколько поленьев для сидения, старый сундук в качестве стола и жженые кирпичи для обшивки топки и шампуров — для кого-то это может быть расслабляюще, но лучше и удобнее использовать более совершенную конструкцию.
Котел может быть грамотным. Его можно взять с собой на дачу, также он может иметь постоянное место прописки с возможностью перевозки к месту хранения. Для такого решения подойдет котел из старой стальной бочки.Сделать это можно своими руками, а сделать это можно только болгаркой и дрелью. Однако будет лучше и проще, если вы воспользуетесь сварочным аппаратом.

Пустой и промытый барабан разрезается по вертикальной средней линии на две половины. К одной детали привариваются ножки из бруса, арматуры или отрезков трубы. Верхняя часть служит откидной крышкой и для удобства может монтироваться на приваренные старые дверные полотна.
Поделки из листового металла можно крепить сваркой только после приобретения определенного опыта.Чтобы надежно сварить детали и не прожечь электродом дырку, необходимо тщательно подбирать сварочный ток и работать короткой прихваткой при постоянном контроле качества сварного шва.
Сад вокруг загородного дома - это не только территория, где выращивают деревья и кустарники для сбора фруктов и ягод. Это еще и место для отдыха! Садовая скульптура станет прекрасным дополнением к ухоженным насаждениям.
Не обязательно из бетона или гипса. Для человека с творчеством нет предела его выражению.Если на данный момент у вас есть только сварочный аппарат, полпачки электродов, подручные материалы и желание творить, то из всего этого можно соорудить оригинальную и неповторимую композицию. При этом сложность исполнения может быть разной.

Это зависит от имеющегося материала и идеи. В одном случае такая металлическая поделка для сада может состоять из десятка разных, на первый взгляд, несочетаемых деталей разного происхождения и назначения. В противном случае он может состоять из сотен повторяющихся элементов одного типа, спаянных вместе в трехмерную модель.
На этот вопрос нельзя ответить однозначно. Кто-то, увидев случайно найденные детали в одном месте, представляет, как они будут сочетаться друг с другом, если соединить их в общую композицию. Другой намеренно отправляется на свалку и бродит по горам этой помойки в поисках подходящей детали для выбранной скульптуры.
Почерпнуть идеи или просто взять за основу чью-то уже реализованную идею можно из специализированных книжных изданий по рукоделию из металла.Нет ничего зазорного в том, чтобы создавать из доступных дома материалов то, что вам нравится.
В любом случае поделки из металла своими руками, созданные по имеющемуся чертежу или эскизу, будут оригинальными. Сварка – это не копирование, а вид творчества. Тот, кто выполнен с декоративным замыслом и повторяет узор или композицию, воспринимается как своего рода шедевр.

Необходимо следить за тем, чтобы самодельные металлические изделия не служили постоянным напоминанием о неудачном опыте сварки из-за ожога или травмы.Работать без маски или визора категорически запрещено, иначе можно получить ультрафиолетовое облучение.
Защитный костюм защитит одежду и кожу тела от летящих искр и брызг расплавленного металла, а плотные перчатки или перчатки из плотного материала защитят руки. Выбивать чешуйки из шва без защитных очков не рекомендуется, летящие во все стороны острые осколки могут попасть в глаза.
Ведро с водой и влажная тряпка должны быть под рукой при работе вблизи дерева или поверхностей, подверженных возгоранию.Случайные искры или осколки электрода, отскакивающие от таких материалов, могут вызвать тление с последующим воспламенением. При работе в помещении обеспечьте достаточную вентиляцию.
Главная »Оборудование» Сварочные скульптуры. Поделки из металла своими руками сваркой
.