В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
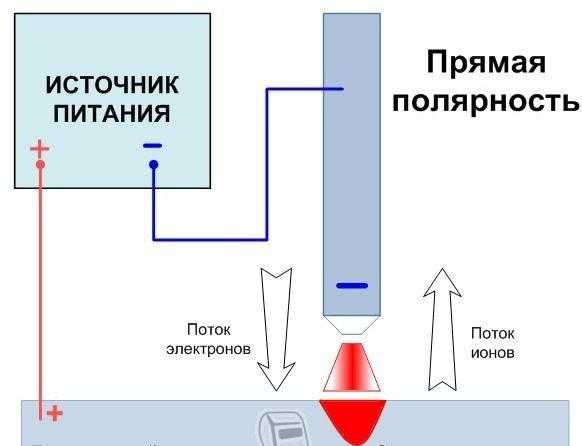
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.
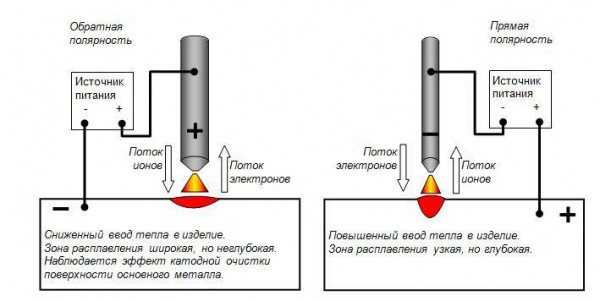
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.

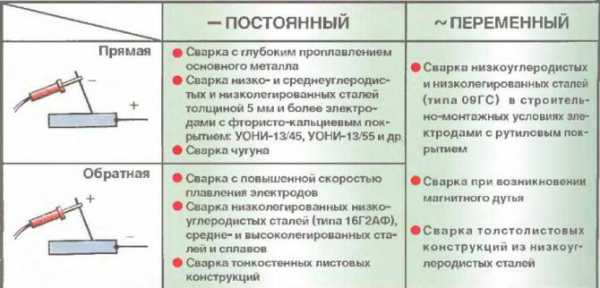
Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией "Антиприлипание". Когда кончик электрода погружается в сварочную ванну, аппарат "чувствует" это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом? СкрытьПодробнееНа обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности? СкрытьПодробнееЧтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать? СкрытьПодробнееСкорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом? СкрытьПодробнееНа обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
В обиходе используются термины «прямая» и «обратная» полярность или «электрод-отрицательная» и «электрод-положительная» полярность. Последнее звучит более наглядно и поэтому здесь мы будем использовать именно эти обозначения.
Полярность обусловлена тем, что электрический контур имеет отрицательный и положительный полюсы. Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Таким образом, при частоте 60 Герц полярность тока меняется 120 раз в секунду.
Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки. С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Применение сварочных аппаратов трансформаторного типа породило необходимость в электродах, пригодных для сварки с любой полярностью из-за постоянных смен направления переменного тока. Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Чтобы обеспечить необходимое проплавление, однородную форму шва и высокие сварочные характеристики, обязательно нужно использовать подходящую полярность. Неправильная полярность вызовет недостаточное проплавление, непостоянную форму шва, избыточное разбрызгивание, сложности с контролем дуги, перегрев и быстрое сгорание электрода.
На большинстве аппаратов четко обозначены контакты или подробно описано, как их настроить на определенную полярность. Например, некоторые аппараты имеют переключатель полярности, а на других для этого нужно сменить кабельные разъемы. Если Вы не уверены, какая в данный момент используется полярность, есть два несложных способа это выяснить. Первый – это сварка угольным электродом для постоянного тока, который будет нормально работать только при прямой полярности. Второй – сварка электродом Fleetweld 5P, который показывает намного лучшие результаты с обратной полярностью.
Проверка полярности:
А: Определение полярности с помощью угольного электрода
1. Проведите очистку основного металла и расположите его горизонтально.
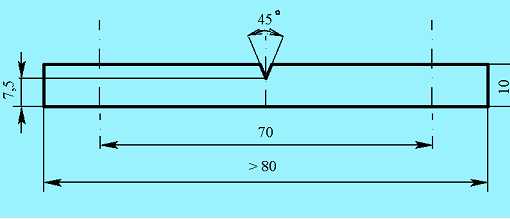
2. Заострите кончики двух угольных электродов на шлифовальном диске, чтобы они имели одинаковую форму в плавным скосом, начинающимся в 5–7.5 см от кончика электрода.
3. Вставьте один электрод в электрододержатель возле начала скоса.
4. Настройте силу сварочного тока 135–150А.
5. Выберите интересующую Вас полярность.
6. Подожгите дугу (не забывайте о маске) и некоторое время подождите. Увеличьте длину дуги, чтобы было удобнее наблюдать действие дуги.
7. Понаблюдайте за дугой. При электрод-отрицательной (прямой) полярности дуга имеет коническую форму и отличается высокой стабильностью, легкой управляемостью и однородностью.
При электрод-положительной (обратной) полярности дугой достаточно сложно управлять. Она будет оставлять черные отложения углерода на основном металле.
8. Смените полярность. Подожгите дугу вторым электродом и подождите такое же время. Понаблюдайте за дугой.
9. Сравните кончики двух электродов. При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
Б. Определение полярности с помощью металлического электрода (E6010)
1. Проведите очистку основного металла и расположите его горизонтально.
2. Настройте силу сварочного тока 130–145 А (для электродов диаметром 4 мм).
3. Выберите одну из полярностей.
4. Подожгите дугу. Начните сварку, соблюдая стандартную длину дуги и угол наклона электрода.
5. Прислушайтесь к звуку дуги. При подходящей полярности, нормальной длине дуги и силе тока, дуга будет издавать равномерный «треск».
Неправильная полярность при нормальной длине дуги и силе тока вызовет нерегулярный «хруст» и «хлопки» и нестабильность дуги. См. выше, как ведет себя дуга и как выглядит шов при использовании металлического электрода с правильной и неправильной полярностью.
7. Смените полярность и создайте второй шов.
8. Проведите чистку швов и внимательно их осмотрите. При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.
9. Повторите несколько раз, пока Вы не научитесь быстро определять текущую полярность.
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала. 
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Например, используют:
Для ММА сварки в основном использую покрытые плавящиеся электроды. 
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
| При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. |
1 / 1
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
высокочастотный переменный;
постоянный прямой полярности;
постоянный обратной полярности.
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током - уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
Рекомендуем! Как варить полуавтоматом без газа
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Перепутать плюс и минус — это самый большой вред, который вы можете нанести большинству электронных схем. Они отплатят нам оскорбительным шипением и облачком дыма. Электролитические конденсаторы могут быть более агрессивными — повторное подключение источника питания иногда приводит к взрыву. Когда речь идет о безопасности всей системы, на внимание пользователя лучше не рассчитывать. К счастью, есть несколько простых способов защитить себя от такой аварии.
Форма многих обычных розеток и вилок соответствует только одному правильному способу. Это относится, например, к популярным разъемам USB, штекерам постоянного тока и многим-многим другим. В целевом проекте вы, вероятно, все равно будете использовать один из них.
Разъем XT60, обычно используемый в моделировании, позволяет подключаться только одним способом.Однако их использование возможно не всегда. Например, в проекте, питающемся от батареек АА, вставка их вверх ногами весьма вероятна, да и форма батареи это позволяет.Иногда мы также хотим быть в безопасности, подключая нашу систему к лабораторному источнику питания во время испытаний. На помощь приходят более изощренные методы.
Ладно, этот метод не особо сложный 😉. Это простейшая электронная защита от неправильной полярности входа. Диод монтируется последовательно с остальной частью системы, так что он поляризован в направлении проводимости только при правильном подключении системы.Простая конструкция 😀
Кстати, интересное применение мосту Греца пришло в голову. Обычно он используется в качестве выпрямителя, но при использовании в системе постоянного тока позволяет подключать источник питания с любой полярностью.
Однако использование диода имеет серьезные недостатки. Во-первых, это падение напряжения, что в системах с батарейным питанием резко сократит время их работы. Например, когда литий-ионный аккумулятор заряжается еще на 3.7В, наша система получит только 3,1В, так как падение напряжения на выпрямительном диоде при малом токе составляет около 0,6В.
Еще одна проблема возникает с системами, требующими большей силы тока. Диод просто начинает греться в мире. Ничего удивительного - при токе 10А и падении напряжения 0,7В на диоде будет выделяться 4,9Вт тепла. А это то значение, при котором даже мощные светодиоды в корпусах ТО-220 потребуют радиатора.
Так мы переходим к наиболее эффективному решению, устраняющему недостатки полупроводникового диода.Получается, что MOSFET-транзистор прекрасно подходит для создания защиты от обратного напряжения. Транзистор, в отличие от полупроводникового диода, не имеет падения напряжения, поэтому тепловая мощность, рассеиваемая на нем, минимальна - зависит от R ДС (ВКЛ) , т.е. сопротивления сток-исток при открытом транзисторе.
Давайте сначала рассмотрим простейшую схему, использующую полевой МОП-транзистор с каналом P.
При правильной полярности входа затвор замыкается на землю, а транзистор открывается.
Аналогичная схема может быть создана для MOSFET транзистора типа N.
Вышеуказанные схемы идеально подходят для низких напряжений, но если мы попытаемся подключить более высокий транзистор, он может быть поврежден. Почему? Каждый полевой МОП-транзистор имеет определенное максимальное напряжение В GS , которое является напряжением между затвором и истоком. Оно обычно достаточно низкое, намного ниже напряжения В ДС , т.е. между стоком и истоком.Например, для транзистора IRF540N это всего 20В!
Максимальные параметры транзистора IRF540NИтак, если мы хотим использовать эту схему в устройстве с питанием, например, от 24В, то необходимо будет ограничить напряжение, поступающее на затвор. Как это сделать? Это очень просто - все, что вам нужно, это стабилитрон, включенный последовательно с резистором, ограничивающим протекающий ток.
Ограничение напряжения затвора для транзистора с каналом P Ограничение напряжения затвора для N-канального транзистораК сожалению, это соединение уже не столь энергоэффективно из-за тока, протекающего через стабилитрон и резистор.
Обычный ответ - "это зависит" 🙂. Если наш проект будет питаться от USB-разъема, никто не сможет подключить его наоборот. То же самое относится и к вилкам DC 5.5/2.1. А вот устройство с питанием от литий-ионной батареи 18650, которую упорно можно вставить наоборот, должно быть оснащено такой системой.
При принятии решения о том или ином решении всегда нужно учитывать предполагаемое использование устройства.Защиту от обратного подключения питания использую везде, где есть риск перепутать провода при обычном использовании.
.Транзисторы в схемах усилителей используются как линейные устройства; т.е. входной сигнал и больший выходной сигнал являются почти точными копиями. Транзисторы и другие полупроводниковые устройства также могут использоваться в качестве переключателей. В таких приложениях база или затвор транзистора, в зависимости от типа используемого транзистора, используются в качестве элемента управления для включения или выключения тока между эмиттером и коллектором или истоком и стоком.Цель может быть простой, например, зажечь контрольную лампу, а может быть гораздо более сложной.
Примером приложения средней сложности является резервный или «непрерывный» источник питания для компьютера. Такое оборудование состоит из батареи (которая обычно поддерживается заряженной за счет выпрямления энергии из линии электропередачи переменного тока), схемы преобразования энергии батареи в переменный ток и необходимых цепей управления.Схема управления отслеживает напряжение, подаваемое из линии электропередач. Если это напряжение значительно колеблется вверх или вниз по сравнению с его нормальными значениями, схема управления заставляет провода питания компьютера переключаться с входящей линии питания на альтернативный источник переменного тока от батареи.
Аккумуляторы обычно представляют собой низковольтные источники постоянного тока. Следовательно, их энергия должна быть преобразована в переменный ток и подана на трансформатор, чтобы поднять напряжение до уровня, пригодного для работы компьютера.Преобразование постоянного тока в переменный ток, известное как инверсия, часто осуществляется с помощью мощных транзисторов, которые действуют как переключатели. Батарея подключается к первичной обмотке трансформатора через транзисторы сначала в одной полярности, а затем в другой, с частотой, идентичной частоте обычной электросети — обычно 50 или 60 Гц.
Тот же самый результат в принципе может быть получен, если транзисторы будут работать как генератор с батарейным питанием и подавать на трансформатор плавно изменяющееся переменное напряжение, а не прямоугольные импульсы, получаемые в процессе переключения.Однако это гораздо менее эффективная процедура. Транзистор, работающий как ключ, достаточно эффективен, так как в выключенном состоянии протекает очень небольшой ток при относительно высоком напряжении (небольшая утечка через коллекторный переход с обратной полярностью), а во включенном состоянии коллектор-эмиттер напряжение очень низкое, хотя ток большой. В обоих случаях потери мощности являются произведением напряжения и тока. Учитывая этот факт, потери малы, так как напряжение или ток малы в любой момент.
Тиристоры — еще один важный класс полупроводниковых устройств, используемых в коммутационных устройствах. Простейшим из таких устройств является управляемый выпрямитель ( см. рис. ), выполненный из кремния. Вы можете думать об этом как о двух транзисторах, соединенных вместе.
Устройство начнет работать, если подается достаточный ток затвора, но не в противном случае. Ток затвора эквивалентен току базы транзистора n - p - n ; результирующий более высокий ток коллектора является током базы транзистора p - n - p . P - N - Транзистор P имеет чрезвычайно широкую площадь базы, поэтому его коэффициент усиления мал, особенно при малых токах. Однако его коллекторный ток увеличивает начальный ток затвора. Эта положительная обратная связь увеличивает уровни тока через тиристор, увеличивая коэффициент усиления транзистора p - n - p , и в одной точке суммарные токи через транзисторы n - p - n и . p - n - p достаточны для поддержания проводимости через устройство, даже если ток затвора отключен.Транзисторы приводят друг друга в насыщение, так что тиристор проводит большой ток с очень небольшим падением напряжения, обычно около одного вольта. Устройство остается в этом состоянии проводимости на неопределенный срок и не может быть выключено под управлением затвора. Проводимость прекратится, если полярность анода станет отрицательной по отношению к катоду.
Таким образом, тиристорыхорошо подходят для работы в цепях переменного тока, а не постоянного тока. Они могут быть включены в течение соответствующего периода полураспада напряжения (положительный анод) и автоматически выключаются при изменении полярности.Один тиристор может служить выпрямителем для получения переменного выходного напряжения постоянного тока из постоянного входного переменного тока. Регулировка выхода постоянного тока выполняется путем изменения времени, в течение которого ток затвора подается после того, как напряжение переменного тока пересекает ноль и становится правильной полярностью для прямого направления. Два тиристора, соединенных встречно-параллельно (т. е. анод каждого соединен с катодом другого), образуют переключатель переменного тока, причем один тиристор может проводить один полупериод, а другой — переменный полупериод.Количество переменного тока, подаваемого на нагрузку, может быть отрегулировано до любого уровня от нуля до полной мощности путем соответствующей синхронизации сигналов затвора на двух тиристорах.
Тиристорырассчитаны на работу как с малыми, так и с большими количествами энергии; самый большой может выдерживать до 5000 вольт в выключенном состоянии и может проводить до 2000 ампер во включенном состоянии. Такое устройство помещено в корпус диаметром примерно 150 мм (6 дюймов) и толщиной примерно 30 мм (1 дюйм), снабженный внешними средствами для воздушного или водяного охлаждения.Потери мощности на тиристорах в таких случаях могут достигать 4 киловатт, а общая потребляемая мощность может быть в 1000 раз больше. Поэтому эффективность очень высока.
Другие типы тиристоров включают те, в которых затвор может отключить тиристор, и те, которые могут включаться при любом направлении тока. Последний широко используется в световых приложениях, например, в бытовых приборах с регулируемой скоростью и регуляторах освещенности.
Тиристоры широко применяются в промышленном оборудовании, где требуется электронное управление большой мощностью. Эти приложения варьируются от передачи электроэнергии на большие расстояния, которая более эффективна, когда используется постоянный ток, а не переменный, до управления нагревательными элементами в печах и питания электронных устройств. Вышеупомянутые очень большие тиристоры используются для преобразования мощности для передачи постоянного тока, как из переменного тока в постоянный, так и наоборот.
.Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Отсутствие в дороге электрической розетки может серьезно затруднить дальнейшее путешествие, особенно если поездка не в личных, а в служебных целях. Как я могу это исправить? Одним из решений является покупка автомобильного инвертора, который позволит заряжать и использовать несколько устройств одновременно, в том числе во время вождения автомобиля.
Автомобильный преобразователь постоянного тока в переменный (инвертор, инвертор) — электронное устройство, задачей которого является преобразование напряжения 12 В автомобильной установки постоянного тока в напряжение переменного тока 230 В.Преобразователь – это устройство, которое подключается к электросети автомобиля через гнездо прикуривателя или напрямую к аккумулятору. Благодаря автомобильному инвертору можно включать устройства с питанием от сети 220 В в местах, где затруднен доступ к электрическим розеткам. В этом случае достаточно подключиться к напряжению 12 В или 24 В в автомобиле, грузовике, караване или яхте во время круизов, чтобы обеспечить надежную работу электроприборов.
Автомобильные инверторы можно разделить на два основных типа:
Используется в более дешевых версиях для менее требовательных устройств, таких как:
Этот тип инверторов имеет некоторые ограничения , о которых следует помнить :
Предназначен в первую очередь для устройств, требующих постоянного питания, например,
Рис. Автомобильный преобразователь VOLTCRAFT MSW 150-12-F
При поиске инвертора стоит обратить внимание на несколько фактов, которые будут способствовать безотказной работе.
Имеющиеся в продаже автомобильные преобразователи могут работать с входным напряжением 12 или 24 В.
Входное напряжение 12 В используется в электроустановках легковых автомобилей, а входное напряжение 24 В - в грузовых автомобилях. и некоторые автодома.
Основным параметром при выборе автомобильного инвертора является мощность, вырабатываемая инвертором.Инвертор следует выбирать таким образом, чтобы он мог обеспечить каждое подключенное устройство соответствующим током. Однако нельзя подключать устройства, которые потребляют больше электроэнергии, чем может обеспечить преобразователь. Производители указывают два параметра, например, 500/1000 Вт, где первое значение — непрерывная мощность устройства (500 Вт), а второе (1000 Вт) — мгновенная мощность (доступна менее чем за 1 секунду). Если мы планируем использовать преобразователь непрерывно (от нескольких минут до нескольких часов), потребляемая мощность не должна превышать 85% от максимальной (постоянной) мощности преобразователя.Также можно встретить обозначения, например: 500 Вт/800 Вт. Тогда первое значение определяет номинальную мощность, второе — максимальную.
При выборе преобразователя напряжения для автомобиля стоит обратить внимание на емкость аккумулятора. Правильно подобранная мощность предотвратит слишком быструю разрядку аккумулятора. Примерная схема подбора мощности инвертора к емкости аккумулятора приведена в таблице ниже:
Прежде чем купить инвертор для своего автомобиля, следует подумать, будет ли он в полной мере использовать более высокий КПД.Однако, если в машине будут подключаться и необычные устройства, такие как телевизор, чайник или даже микроволновка (например, в кемперах или грузовиках), лучшим решением будет инвертор соответствующей мощности.
Связанные категории:
Рекомендуемые продукты:
Рекомендуемые аксессуары
Если вы считаете, что мы можем улучшить эту статью благодаря вам, пожалуйста, свяжитесь с нами по адресу [email protected].Спасибо - Команда Конрада.
.Двойной преобразователь - само название указывает на то, что в нем два преобразователя. Это электрическое устройство, наиболее часто встречающееся в регуляторах переменной скорости. Это схема управления силовой электроникой для получения полярности постоянного тока от выпрямления переменного тока через прямой и обратный преобразователь. В двойном преобразователе два преобразователя соединены встречно.
Один мост действует как выпрямитель (преобразует переменный ток в постоянный), другой полумост действует как инвертор (преобразует постоянный ток в переменный) и обычно подключается к нагрузке постоянного тока.Здесь одновременно происходят два процесса преобразования, поэтому это называется двойным преобразователем. Двойной преобразователь может обеспечивать работу в четырех квадрантах. Четырехквадрантная операция показана ниже.
Работа в четырех квадрантах с двойным преобразователем
Основной принцип работы двойного преобразователя может быть объяснен со ссылкой на упрощенную эквивалентную схему цепи постоянного тока, показанную на рисунке ниже.В этом упрощенном представлении сделаны два предположения.
Здесь диоды D1 и D2 представляют характеристики однонаправленного тока преобразователей. Однако направление тока может быть любым. Предположим, что среднее выходное напряжение преобразователя 1 равно V01, а преобразователя 2 равно V02.Чтобы выходное напряжение обоих преобразователей имело одинаковую полярность и величину, необходимо контролировать углы открытия тиристоров.
Чтобы узнать больше о тиристоре, перейдите по ссылке: Тиристорный или кремниевый выпрямитель – основы и характеристики
Упрощенное представление идеального двойного преобразователя
Среднее выходное напряжение однофазного преобразователя = 2 Вм COSα / π
Среднее выходное напряжение трехфазного преобразователя COSα / π
Для датчика 1 среднее выходное напряжение, V01 = Vmax COSα1
Для датчика 2 среднее выходное напряжение, V02 = Vmax COSα2
Выходное напряжение определяется по формуле,
Угол открытия никогда не должен превышать 180 .Таким образом, α1 + α2 = 180 0
Угол открытия
Имеется два режима работы: текущий режим без циркуляции и режим циркуляции.
На представленном чертеже показан однофазный двухфазный преобразователь с использованием тиристоров. Как объяснялось выше, в однофазном двойном преобразователе мы используем схему однофазного выпрямителя для преобразования однофазного переменного тока в постоянный.
Преобразователь 1 состоит из выпрямителя. Затем выпрямленный постоянный ток подается на фильтр, который удаляет импульсы из выпрямленного постоянного тока и путем фильтрации преобразует их в чистый постоянный ток.
Затем этот чистый постоянный ток подается на нагрузку и от нагрузки подается на схему инвертора, которая преобразует этот постоянный ток в переменный ток, и, наконец, этот инверторный переменный ток принимается за выход.
Однофазный двойной преобразователь
В трехфазном двухфазном преобразователе используется трехфазный выпрямитель, который преобразует трехфазный переменный ток в постоянный. Структура преобразователя такая же, как у двухфазного однофазного преобразователя.
Выход трехфазного выпрямителя подается на фильтр и фильтруется в нагрузку с чистым постоянным током. В конце концов, мощность от нагрузки передается на последний инвертированный мост. Он выполняет процесс инверсии выпрямителя и преобразует постоянный ток в трехфазный переменный ток, который выводится.
Трехфазный двойной преобразователь
Двойной преобразователь представляет собой схему управления силовой электроникой, которая позволяет получать смещение постоянного тока от выпрямления переменного тока с помощью прямого и обратного преобразователя. Он может запускать двигатели постоянного тока в любом направлении с регулированием скорости.
Этот однофазный преобразователь получен с помощью мостовой пары, управляемой тиристорами (4 тиристорных тиристора X 2), которая позволяет двигателю постоянного тока менять полярность для любого направления вращения и управления скоростью, а также понижается микроконтроллером, запускающим каждую группу тиристоров мост соответственно. соединены оптоизоляторами.
Пара переключателей используется для ввода логического сигнала для желаемого выхода. Если входное напряжение 230 В переменного тока подается на мост с двойным тиристором, мы можем получить ламповую нагрузку мощностью 100 Вт и проверить полярность постоянного тока на лампе или использовать двигатель постоянного тока малой мощности на 220 В.
В этой конструкции используется входное напряжение 12 В переменного тока и двигатель постоянного тока 12 В для проверки вращения в любом направлении при изменении полярности.
Для получения дополнительной информации об этом проекте перейдите по ссылке: Двойной тиристорный преобразователь.
Надеюсь, вы хорошо разбираетесь в двойном звукоснимателе. Это система управления силовой электроникой, которая позволяет получить смещение постоянного тока от выпрямления переменного тока через преобразователь перенаправления и обратный преобразователь.Если у вас есть дополнительные вопросы по этой теме или по электрическим и электронным проектам, оставьте комментарий ниже.
.
Введение
Поздравляем с вашей покупкой Triplett PS303 / PS303 Источник постоянного тока. Эти блоки питания постоянного тока представляют собой высококачественные и стабильные устройства, передающие чистые и надежные сигналы. Другие функции включают в себя 4-разрядный индикатор напряжения и тока, защиту от короткого замыкания, защиту от перегрузки, защиту от обратной полярности и многое другое.Эти блоки питания являются идеальными инструментами для университетов и технических университетов, производственных линий электроники, компаний по ремонту бытовой техники и т. д.
Рабочий объем работы: AC 110V / 220V ± 5% 50 Гц / 60 Гц
Условия эксплуатации: температура 0 ° C ~ 40 ° C, относительная влажность ≤85%
Условия хранения: Температура -10°C ~ 80°C, относительная влажность ≤80%
| Базовая функция | Технические данные | ||
| модели | PS305 | PS305 | |
| Номинальная мощность | 0 ~ 30V | 0 ~ 30V | |
| выходной ток | 0 ~ 3A | 0 ~ 5A | |
| Выходная мощность | 96Вт | 160Вт | |
| регулирование нагрузки | .01 % + 3 мВ | Полное напряжение: <0,01 % + 5 мВ | |
| Ток: <0,1 % + 5 мА | Ток: <0,1 % + 10 мА | ||
| Fulltage: <0,01 % + 3 мВ | |||
| Ток: <0,1 % + 3 мА | Ток: <0,1 % + 3 мА | ||
| Настройка разрешения (25 °C ± 24 м ± 5 °C) 90:02 90 | Полное напряжение: 10 мВ | ||
| Ток: 1 мА | Ток: 1 мА | ||
| Точность настройки (20 Гц ~ 20 МГц) | Полное напряжение: <0.5% + 20 мВ | Полное напряжение: <0,5% + 20 мВ | |
| Текущий: <0,5% + 10 мА | |||
| Quake и Shume | Полное напряжение: ≤1MVRMS | Полное напряжение: ≤2mvrms | |
| Текущий: ≤3MARMS | |||
| Отзывы в резолюции | Полное время: 10 мВ | Полное время: 10 мВ | Полное время: 10 мВ |
| : 1ma | Текущий: 1ma | ||
| Температурный коэффициент | Полный цикл: ≤300ppm/°C | ||
| Ток: ≤300ppm/°C | |||
| Мгновенное время отклика | Изменение нагрузки <100%, минимальное изменение нагрузки 50 мксек.5a) | ||
| Дисплей Тип | 4-значный тип и текущий светодиодный дисплей | ||
| Полное напряжение | AC 110 V / 220 V ± 5% | ||
| частота | 50HZ / 60HZ | ||
| Размеры (W * H * D) | 105 мм * 155 мм * 210 мм | ||
| Вес | 3 кг | 4 кг | |
1) Кнопка питания
2) Индикатор CC (постоянный ток): Этот индикатор горит при работе с постоянным током.
3) Индикатор CV (постоянное напряжение): Этот индикатор горит во время работы с постоянным объемом.
4) дисплей tomtagi
5) дисплей тока
6) tomtage Ручка грубого управления: поверните ее по часовой стрелке, чтобы увеличить выходное напряжение, и поверните против часовой стрелки, чтобы уменьшить выходное напряжение.
7) tomtag Ручка точной регулировки: поверните ее по часовой стрелке, чтобы увеличить выходное напряжение громкости, и поверните ее против часовой стрелки, чтобы уменьшить выходное напряжение.FINE и COARSE можно использовать вместе, чтобы отрегулировать время громкости вывода до точного требуемого значения.
8) Ручка грубой регулировки тока: поверните ее по часовой стрелке, чтобы увеличить выходной ток, и поверните против часовой стрелки, чтобы уменьшить выходной ток.
9) Ручка точной регулировки тока: поверните ее по часовой стрелке, чтобы увеличить выходной ток, и поверните против часовой стрелки, чтобы уменьшить выходной ток. FINE и COARSE можно использовать вместе, чтобы отрегулировать выходной ток до точного требуемого значения.
10) Выходная клемма 0 ~ 30В "-" полюс (черный).
11) Клемма заземления (GND, зеленая): Эта клемма подключается к корпусу и проводу заземления шнура питания.
12) 0 ~ 30В выходной контакт "+" полюс (красный).
Примечание:
Предохранитель восстановления температуры установлен внутри трансформатора продукта, когда внутренняя температура трансформатора превышает 130 градусов, предохранитель восстановления температуры автоматически отключается, и трансформатор выключается; Когда температура упадет ниже 130 градусов, предохранитель восстановления температуры будет автоматически подключен, и трансформатор начнет питание.
Подсоедините L-конец вилки шнура питания к проводу под напряжением в настенной розетке. Заземляющий провод шнура питания должен иметь хорошее заземление.
2) PS303/PS305 — это источник питания с плавающим полюсом.Если требуется заземление, подключите выходные клеммы 0 ~ 30 В «+» или «-» на передней панели к GND проводом.
3) Для обеспечения хорошей вентиляции соблюдайте расстояние 10 см между верхней/нижней/левой/правой стороной и другими предметами. Не подвергайте устройство воздействию пыльной среды, агрессивных газов и других вредных веществ.
4) Выходное напряжение постоянного объема: Включите переключатель POWER. Индикатор CV будет включен, и питание будет находиться в постоянном режиме.Отрегулируйте ручку TAG VOLUME E (C0ARSE и FINE), чтобы получить желаемую громкость на выходе.
5) Выход постоянного тока: при отсутствии нагрузки отрегулируйте выходное напряжение на уровне 2 ~ 5 В и поверните против часовой стрелки ручки CURRENT (COARSE и FINE) в положение «0». Используйте провод с поперечным сечением не менее 0,5 мм2 для замыкания накоротко клемм выхода 0 ~ 30 В «+» и «-» полюса. В это время будет гореть индикатор CC. Отрегулируйте ручки CURRENT для достижения желаемого тока и отсоедините закороченный провод.
6) Чтобы соответствовать спецификации, блок питания следует использовать после 15 минут прогрева.
1) Блок питания постоянного тока 1 шт.;
2) шнур питания 1 шт.
3) руководство по эксплуатации 1 шт.
4) предохранитель 1 шт.
Перед запуском выполните следующие действия.
1) Если напряжение в норме, а индикаторы CC и CV не горят или цифры не отображаются после отключения, возможно, перегорел предохранитель или могут быть другие неисправности.Выключите выключатель питания и отсоедините шнур питания, затем замените предохранитель или обратитесь за профессиональной консультацией.
2) В режиме постоянной громкости, если выходное напряжение ниже установленного значения и горит индикатор CC (токовая защита), устройство автоматически переключится в режим постоянной силы тока. Пользователи должны проверить нагрузку или увеличить максимальный ток по мере необходимости (регулируйте ручки CURRENT по часовой стрелке).
3) В состоянии постоянного тока, если выходной ток меньше установленного значения и горит индикатор CV (защита от напряжения разомкнутой цепи), устройство автоматически переключится в рабочее состояние постоянного напряжения. Пользователи должны проверить нагрузку или увеличить максимальный уровень напряжения по мере необходимости (регулируйте ручки VOLTAGE по часовой стрелке).
4) При постоянной громкости, состоянии, если блок нестабилен, напряжение переменного тока может быть ниже 99В/198В.Если какая-либо проблема является серьезной и не может быть решена, обратитесь к местному дилеру.
Triplett / Jewell Instruments предоставляет следующую гарантию первоначальному покупателю этих товаров для использования. Triplett гарантирует первоначальному покупателю, что продаваемые ею продукты не будут иметь дефектов изготовления и материалов в течение (1) одного года с даты покупки. Настоящая гарантия не распространяется на любой из наших продуктов, которые были отремонтированы или изменены каким-либо образом неуполномоченными лицами или приобретены у неавторизованных дистрибьюторов с целью, по нашему собственному мнению, нанести ущерб их стабильности или надежности, или которые подвергались неправильному использованию, злоупотреблению, неправильное использование, небрежность, несчастный случай или серийные номера которых были изменены, стерты или удалены.Данная гарантия не распространяется на аксессуары, включая батареи.

Подождите! Тот факт, что разъем универсального адаптера подходит для ноутбука или телефона, не делает его безопасным в использовании. Прочтите это руководство, чтобы найти подходящее зарядное устройство или адаптер переменного тока.

Во вторые выходные я сел и просмотрел весь свой случайный электронный хлам. В рамках этого процесса я взял все блоки питания и адаптеры и сложил их в коробку.Получилась довольно большая коробка. Готов поспорить, что в определенном домашнем хозяйстве есть более дюжины различных типов зарядных устройств для мобильных телефонов, адаптеров переменного / постоянного тока, силовых камней, силовых кабелей и зарядных устройств.
Наличие такого количества зарядных устройств может сильно раздражать. Их легко отделить от телефона, ноутбука, планшета или роутера. И когда это происходит, выяснить, кто присоединяется, может быть чрезвычайно сложно. Стандартное решение — пробовать случайные разъемы, пока не найдете тот, который подходит для вашего устройства.Тем не менее, это отличная игра. Если вы используете несовместимый адаптер переменного тока, лучше заставить его работать, хотя и не так, как задумано производителем. Второй наихудший сценарий — поджаривание гаджета, который вы пытаетесь запустить. В худшем случае вы сожжете свой дом.
В этой статье я расскажу вам, как порыться в мусорном баке и найти подходящий адаптер питания для вашего устройства. Тогда я расскажу вам, почему это так важно.
Короче:
Следующие условия могут привести к повреждению устройства: Обратная полярность Адаптер с напряжением выше, чем номинальное устройство Следующие элементы могут повредить шнур питания или адаптер: Обратная полярность Адаптер питания меньше, чем номинальное значение устройства Следующие элементы могут не повредить, но устройство не работает должным образом: напряжение питания ниже номинального напряжения источника питания выше номинального
Каждый блок питания переменного/постоянного тока специально разработан для приема определенного входного переменного тока (обычно это стандартная розетка переменного тока 120 В в вашем доме) и преобразования его в определенный выход постоянного тока.Точно так же любое электронное устройство специально разработано для приема определенного входа постоянного тока. Ключевым моментом является согласование мощности постоянного тока адаптера с входом постоянного тока на устройстве. Идентификация выходов и входов адаптеров и устройств — самая сложная часть.
Блоки питания немного похожи на консервы. Некоторые производители помещают на этикетку много информации. Другие просто добавляют несколько деталей. А если информации на этикетке нет, действуйте с особой осторожностью.
Наиболее важными деталями для вас и вашей чувствительной электроники являются Напряжение и это настоящее . Напряжение измеряется в вольтах (В), а сила тока в амперах (А). (Вы, наверное, тоже слышали об этом, сопротивление (Ом), но обычно оно не появляется на адаптерах переменного тока.)
Чтобы понять, что означают эти три термина, представьте себе электричество как воду, текущую по трубе. В этой аналогии напряжение было бы давлением воды.Ток, как следует из самого термина, относится к скорости потока. И сопротивление относится к размеру трубы. Регулировка любой из этих трех переменных увеличивает или уменьшает количество энергии, отправляемой на устройство. Это важно, потому что слишком мало энергии означает, что устройство не заряжается или работает неправильно. Слишком большая мощность генерирует избыточное тепло, которое ощущается чувствительной электроникой.
Еще один важный термин, который нужно знать, это полярность . В случае постоянного тока есть положительный полюс (+) и отрицательный полюс (-).Чтобы адаптер работал, положительный разъем должен входить в отрицательный разъем, или наоборот. Вашингтон по своей сути является улицей с односторонним движением, и все просто не работает, если вы пытаетесь подняться осенью.
Если умножить напряжение на ток, получится в степени . Однако само по себе количество ватт не говорит о том, подходит ли адаптер для вашего устройства.

Если производитель был достаточно умен (или вынужден по закону) указать выход постоянного тока на этикетке, вам повезло.Посмотрите на "кирпичный" переходник по слову ВЫХОД. Здесь вы можете увидеть вольты, за которыми следует символ постоянного тока, за которым следует ток.
Символ DC выглядит так:
Чтобы проверить полярность, найдите знак + или - рядом с напряжением. Или ищите схему, которая показывает полярность. Обычно он состоит из трех кругов с плюсом или минусом на каждой стороне и полного круга или буквы C в центре. Если знак + находится справа, адаптер имеет положительную полярность:
.
Если справа стоит знак -, это имеет отрицательную полярность:
Далее вы хотите посмотреть на вход постоянного тока на приборе.Обычно вы можете увидеть хотя бы напряжение возле розетки постоянного тока. Но вы также хотите убедиться, что у вас есть текущие совпадения.
Значения напряжения и силы тока можно найти в другом месте на устройстве, на дне, в батарейном отсеке или в руководстве. Снова проверьте полярность, обращая внимание на символ + или - или на диаграмму полярности.
Помните: ввод устройства должен быть , аналогичный , поскольку продукция на адаптере. Это включает в себя полярность. Если ваше устройство имеет вход постоянного тока +12 В / 5,4 А, приобретите адаптер с выходом постоянного тока +12 В / 5,4 А.Если у вас есть универсальный адаптер, убедитесь, что он имеет правильное значение тока и что вы выбрали правильное напряжение и полярность .
В идеале на адаптере и устройстве должно быть одинаковое напряжение, сила тока и полярность.
Но что, если вы случайно (или намеренно) используете не тот адаптер? В некоторых случаях разъем не подходит. Однако во многих случаях к устройству будет подключен несовместимый адаптер переменного тока.Вот чего ожидать в каждом сценарии:
Неправильная полярность - Если поменять полярность, может произойти несколько вещей. Если повезет, ничего не произойдет и не будет никакого вреда. Если вам повезет, ваше устройство будет повреждено. Есть и промежуточный пункт. Некоторые ноутбуки и другие устройства поставляются с защитой от полярности, которая по сути представляет собой предохранитель, который перегорает, если вы используете неправильную полярность.Если это произойдет, вы услышите треск и увидите дым. Но устройство может по-прежнему работать от батареи. Однако вход постоянного тока будет нагреваться. Чтобы исправить это, замените предохранитель защиты от неправильной полярности или обратитесь в сервисный центр. Хорошая новость в том, что основная цепь не сгорела.
Слишком низкое напряжение - Если напряжение адаптера ниже, чем у устройства, но ток такой же, устройство может работать, хотя и ненормально. Если вспомнить нашу аналогию, что напряжение — это давление воды, это будет означать, что у устройства «низкое кровяное давление».Эффект низкого напряжения зависит от сложности устройства. Например, динамик может быть в порядке, но он не такой громкий. Более сложные устройства выходят из строя и могут даже отключиться при обнаружении дефицита. Обычно это не приводит к повреждению при пониженном напряжении и не сокращает срок службы устройства.
Слишком высокое напряжение - Если адаптер имеет более высокое напряжение, но ток такой же, устройство, скорее всего, выключится при обнаружении перенапряжения. Невыполнение этого требования может привести к более высокой температуре, чем обычно, что может сократить срок службы устройства или привести к немедленному повреждению.
Слишком большая мощность - Если адаптер имеет правильное напряжение, но ток больше, чем требует вход устройства, вы не должны увидеть никаких проблем. Например, если у вас есть ноутбук, которому требуется вход постоянного тока 19 В / 5 А, но вы используете адаптер постоянного тока 19 В / 8 А, ваш ноутбук по-прежнему будет получать требуемые 19 В, но потребляет только 5 А мощности. Что касается мощности, то это устройство делает снимки, а адаптеру меньше работы.
Under Power — Если адаптер имеет правильное напряжение, но номинальный ток адаптера меньше, чем питание устройства, может произойти несколько вещей.Устройство может только включиться и потреблять от адаптера больше энергии, чем предусмотрено. Это может привести к перегреву или повреждению адаптера. Или устройство может включиться, но адаптер может не выдержать и вызвать падение напряжения (см. слишком низкое напряжение выше). Для ноутбуков, питаемых от адаптеров переменного тока, вы можете видеть уровень заряда батареи, но ноутбук не запускается, или он может работать от сети, но батарея не заряжается. Вывод: не рекомендуется использовать адаптер с более низким значением тока, так как это может привести к чрезмерному нагреву.
Все вышеперечисленное — это то, что вы ожидаете, исходя из простого понимания полярности, напряжения и силы тока. Эти точки зрения упускают из виду различные функции безопасности и универсальность адаптеров и устройств. Производители также могут построить небольшую подушку в своих классах. Например, ваш ноутбук может быть рассчитан на 8А, но на самом деле он потребляет только около 5А. И наоборот, адаптер может быть рассчитан на 5А, но фактически может выдерживать токи до 8А.Некоторые адаптеры и устройства также имеют функции переключения или измерения напряжения и тока, которые регулируют выходную мощность / тягу в зависимости от ваших потребностей. Как упоминалось выше, многие устройства автоматически отключаются до того, как они нанесут ущерб.
При этом я бы не рекомендовал подделывать маржу, предполагая, что вы можете сделать эквивалент скорости 5 миль в час с помощью электронных устройств. Запас существует не просто так, и чем сложнее устройство, тем больше вероятность, что что-то пойдет не так.
Есть ли у вас какие-либо предупреждения об использовании неподходящего адаптера переменного/постоянного тока? Предупредите нас в комментариях!
PS Настенные адаптеры с USB-портом для зарядки не так уж сложны. Стандартные USB-устройства имеют напряжение 5 В постоянного тока и ток до 0,5 А или 500 мА только для зарядки. Именно это позволяет им хорошо работать с портами USB на вашем компьютере. Большинство настенных USB-адаптеров представляют собой адаптеры на 5 В и имеют гораздо более высокий номинальный ток.5 А. Сетевой USB-адаптер для iPhone, который я сейчас держу в руке, рассчитан на 5 В / 1 А. О полярности USB можно не беспокоиться. USB-разъем — это USB-разъем, и все, о чем вам обычно нужно беспокоиться, — это размер (например, микро, мини или стандартный). Кроме того, USB-устройства умеют отключаться, если что-то пойдет не так. Поэтому часто появляется сообщение «Зарядка не поддерживается этим аксессуаром».
Образ функции Qurren — GFDL (http://www.gnu.org/copyleft/fdl.html) или CC-BY-SA-3.0 (http://creativecommons.org/licenses/by-sa/3.0/), через Wikimedia Commons
..