 Данный элемент (Al) является самым распространенным среди всех металлов. Благодаря своим особым свойствам (небольшой вес, мягкость и ряд других), он нашел широкое применение не только в промышленности. С алюминием часто имеют дело и домашние умельцы, так как его обработка труда не представляет ввиду невысокой температуры плавления.
Данный элемент (Al) является самым распространенным среди всех металлов. Благодаря своим особым свойствам (небольшой вес, мягкость и ряд других), он нашел широкое применение не только в промышленности. С алюминием часто имеют дело и домашние умельцы, так как его обработка труда не представляет ввиду невысокой температуры плавления.
Иногда приходится расплавлять этот металл для заливки в определенные формы. Как это сделать, причем в бытовых условиях, без специального оборудования – этот вопрос интересует многих. Прежде всего, нужно отметить, что плавление можно осуществить двумя способами – поверхностным нагревом металла и «внутренним». Последний способ в домашних условиях вряд ли осуществим, так как предусматривает применение специального оборудования. Например, для нагрева индукционного. Следовательно, самостоятельно можно использовать только способ внешнего воздействия (теплового) на Al.
Мы не будем рассматривать все нюансы, так как точная температура плавления зависит от нескольких факторов – давления, химической чистоты материала и некоторых других. Поэтому приведем только усредненное значение – 660 ºС (по шкале Кельвина это 993,5 º).
 А вот мнения о том, можно ли достигнуть такой температуры в домашних условиях, встречаются разные. Одни «самоделкины» утверждают, что сами плавили Al на обычном костре (даже указывают температуру в 560 ºС), другие над этим смеются и говорят, что придется применять мощные нагревательные приборы и при этом не смотреть на эл/счетчик, а то мол, «сердце прихватит» от того, как он «накручивает».
А вот мнения о том, можно ли достигнуть такой температуры в домашних условиях, встречаются разные. Одни «самоделкины» утверждают, что сами плавили Al на обычном костре (даже указывают температуру в 560 ºС), другие над этим смеются и говорят, что придется применять мощные нагревательные приборы и при этом не смотреть на эл/счетчик, а то мол, «сердце прихватит» от того, как он «накручивает».
Правильность утверждений о том, что алюминий можно расплавить на открытом огне, можно проверить только на практике. Попробуйте, может, и получится.
Остается добавить, что не все изделия, которые мы считаем «алюминиевыми» (например, кастрюли), на самом деле являются таковыми. В чистом виде этот металл в производстве редко используется. Как правило, все разновидности подобной продукции сделаны из различных сплавов Al, которые в обиходе имеют общее название «дюраль». А она плавится и при меньших значениях температуры.
Алюминий часто используется для изготовления деталей. Иногда плавят кусочки алюминия, чтобы заделать дефект, делают отливки. Плавить можно обломки дюраля, ненужные радиодетали. В обзоре представлены способы, как в домашних условиях расплавить алюминий, что для этого потребуется. Специалисты поделятся опытом, расскажут, какие свойства легкого металла необходимо учитывать, чтобы плавить металл самостоятельно.

Все характеристики металла для домашних самоделок знать необязательно. Но есть несколько моментов, которые могут стать значительными или даже опасными в работе.
Алюминий хорошо поддается литью, плавится при относительно невысокой температуре в 660 °С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь – 1300 °С.
Поэтому плавка алюминия в домашних условиях на газовой плите трудно осуществима, так как домашние газовые приборы такую температуру обеспечить не могут. Правда, отечественные «кулибины» могут все, но об этом позже.
Снизить температуру плавления алюминия можно, растерев его в порошок или используя в качестве сырья готовый порошковый продукт. Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия — больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Та же активность может сыграть плохую шутку, если в расплавленный металл попадет вода. При этом происходит взрыв. Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Механические свойства алюминия не столь хороши, чтобы применять его в чистом виде. Поэтому чаще всего используются сплавы на основе данного вещества. Таких много, можно назвать самые основные.
Основное их отличие — это, естественно, сторонние добавки. Во всех основу составляет именно алюминий. Другие же металлы делают материал более прочным, стойким к коррозии, износоустойчивым и податливым в обработке.
Можно назвать несколько основных областей применения алюминия как в чистом виде, так и в виде его соединений (сплавов).

Вместе с железом и его сплавами алюминий — самый важный металл. Именно эти два представителя периодической системы нашли самое обширное промышленное применение в руках человека.
Если предстоит плавка алюминия в домашних условиях, из-за сложности работы с порошковым металлом его в качестве сырья не используют.
Можно приобрести алюминиевую чушку или использовать обычную алюминиевую же проволоку, которую нарезать ножницами на небольшие кусочки и для уменьшения площади контакта с воздухом плотно спрессовать пассатижами.
Если не предполагается особо высокое качество изделия, то можно в качестве сырья использовать любые бытовые предметы, консервные банки без нижнего шва или обрезки профиля.

Вторичное сырье может быть окрашено или испачкано, это не страшно, лишние составляющие отойдут в виде шлаков. Только нужно помнить, что вдыхать пары сгоревшей краски нельзя.
Чтобы из вторичного сырья получилась качественная плавка алюминия в домашних условиях, флюсы, задача которых состоит в том, чтобы связывать и выводить на поверхность расплавленного металла все примеси и загрязнения, лучше приобрести готовые. Но можно сделать самостоятельно из технических солей.
Покровный флюс готовится из 10 % криолита и по 45 % хлорида натрия и хлорида калия.
В рафинирующий флюс для получения алюминия без пористости добавляют еще 25 % от общей массы фтористого натрия.
Одним из основных требований к материалам, применяемым в автомобильном транспорте, является малая масса и достаточно высокие показатели прочности. Принимаются во внимание также коррозионная стойкость и хорошая декоративная поверхность материала.

Рисунок 3 – Автомобиль
Высокая удельная прочность алюминиевых сплавов увеличивает грузоподъемность и уменьшает эксплуатационные расходы передвижного транспорта. Высокая коррозионная стойкость материала продляет сроки эксплуатации, расширяет ассортимент перевозимых товаров, включая жидкости и газы с высокой агрессивной концентрацией.
При изготовлении элементов каркаса, обшивки кузова полуприцепа автофургона, рефрижератора, скотовоза и т.п. перспективным материалом являются алюминиевые сплавы АД31, 1915 (прессованные профили) и сплавы АМг2, АМг5 (лист).
Находят применение алюминиевые сплавы АМц, АМгЗ и 1915 при изготовлении отдельных узлов легкового автомобиля (навесные детали, бамперы, радиаторы охлаждения, отопители).
В автомобилестроении США широко используются алюминиевые свариваемые сплавы серии Зххх, 5ххх и 6ххх.
Из прессованных полуфабрикатов сплавов 2014 и 6061 изготовляют балки, рамы тяжелых грузовых автомобилей. Панели и отдельные элементы из сплава 5052 поступают на изготовление кабины. В качестве обшивочного материала кузова грузовика используют лист из сплавов 5052, 6061, 2024, 3003 и 5154. Стойки кузова выполняются из прессованных полуфабрикатов сплавов 6061 и 6063. Магналиевые сплавы серии 5ххх (5052, 5086, 5154 и 5454) являются основным материалом при изготовлении автоцистерн.
Плавка алюминия в домашних условиях – процесс небезопасный. Поэтому нужно пользоваться средствами индивидуальной защиты (СИЗ). Даже если такая плавка нужна один раз на минимальном оборудовании, то по меньшей мере нужно защитить руки, например специальными перчатками сварщика, отлично предохраняющими от ожогов, ведь температура жидкого алюминия — больше 600 °С.

Глаза тоже желательно защищать, особенно если плавка происходит достаточно часто, очками или маской. И совсем в идеале работать нужно в специальном костюме металлурга с повышенной стойкостью к огню и высоким температурам.
Если нужен очень чистый алюминий с использованием рафинирующего флюса, то работать следует в химическом респираторе.
На современном этапе развития дозвуковой и сверхзвуковой авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении.
В авиации США широко применяются сплавы серии 2ххх, Зххх, 5ххх, 6ххх и 7ххх. Серия 2ххх рекомендована для работы при высоких рабочих температурах и с повышенными значениями коэффициента вязкости разрушения. Сплавы серии 7ххх — для работы при более низких температурах значительно нагруженных деталей и для деталей с высокой сопротивляемостью к коррозии под напряжением. Для малонагруженных узлов применяются сплавы серии Зххх, 5ххх и 6xxx. Они же используются в гидро-, масло-и топливных системах.
В России при изготовлении авиационной техники успешно используются упрочняемые термической обработкой высокопрочные алюминиевые сплавы Al-Zn-Mg-Cu и сплавы средней и повышенной прочности Al-Mg-Cu. Они являются конструкционным материалом для обшивки и внутреннего сплавного набора элементов планера самолета (фюзеляж, крыло, киль и др.). Сплав 1420, принадлежащий системе Al-Zn-Mg, используют при конструировании сварного фюзеляжа пассажирского самолета. При изготовлении гидросамолетов предусмотрено применение свариваемых коррозионностойких магнолиевых сплавов (AМг5, АМг6) и сплавов Al-Zn-Mg (1915, В92, 1420).

Рисунок 1 – Гражданский самолет
Бесспорное преимущество имеется у свариваемых алюминиевых сплавов при создании объектов космической техники. Высокие значения удельной прочности, удельной жесткости материала позволили обеспечить изготовление баков, межбаковых и носовых частей ракеты с высокой про-дольной устойчивостью. К достоинствам алюминиевых сплавов (2219 и др.) следует отнести их работоспособность при криогенных температурах в контакте с жидким кислородом, водородом и гелием. У этих сплавов происходит так называемое криогенное упрочнение, т.е. прочность и пластичность параллельно растут с понижением температуры.
Сплав 1460 принадлежит системе Al-Cu-Li и является более перспективным для проектирования и изготовления баковых конструкций применительно к криогенному типу топлива – сжатому кислороду, водороду или природному газу.
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.

Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Плавка алюминия в домашних условиях требует наличия специальной емкости с носиком из тугоплавкого материала. Это так называемый тигель. Тигли могут быть фарфоровые, кварцевые, стальные, чугунные, изготовленные из корунда или графита. В домашних условиях можно использовать покупной тигель или изготовить его, например, из отрезка стальной трубы достаточно большого диаметра. Правда, для этого нужна болгарка, сварочный аппарат и навыки владения этими инструментами.
Размеры тигля зависят от необходимого количества алюминия, который нужно расплавить. Этот ковш должен равномерно прогреваться, а его тепло — передаваться к сырью.
Технология плавки алюминия в домашних условиях достаточно проста. В специальном ковше нагревается лом алюминия до температуры, превышающей температуру плавления этого металла, расплав некоторое время выдерживается в разогретом состоянии, с его поверхности снимается шлак, затем чистый металл разливается в форму для остывания. Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Если используется паяльная лампа или газовая горелка, то они нагревают алюминий сверху. Правда, печь при этом все равно складывается из кирпичей колодцем без связующего раствора, внутри которого будут прогорать угли для нагревания емкости снизу и поддержания ее в нагретом состоянии.
Примерно так же выглядит конструкция печи, если тигель прогревается снизу с помощью обычных дров и фена для сушки волос. Только в этом случае дрова укладываются в кирпичном колодце не на дно, а на решетку, расположенную на первом ряду кирпичей, а в этом ряду оставляется отверстие для металлической трубы, надетой на горловину фена и закрепленной на ней изолентой. Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.

Если плавка должна происходить достаточно часто, то можно своими руками изготовить муфельную печь с вертикальной загрузкой тигля или купить готовую.

Плавка алюминия в домашних условиях паяльной лампой должна происходить не в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей, нужно подготовить дрова, пассатижи и стальной прут.
Итак, из кирпичей изготовлен небольшой колодец так, чтобы сверху можно было установить ковш с алюминием и стальной небольшой лист. В колодце разжигается костер, который должен немного прогореть, чтобы образовались угли.

Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
— На кирпичи устанавливается емкость с сырьем. Ее нужно греть примерно 15 минут.
— После этого на полную мощность включается горелка паяльной лампы и алюминий прогревается сверху.
— В течение нескольких секунд начинается процесс, но для того чтобы прогрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным прутом, придерживая ее пассатижами (не забыв при этом надеть рукавицы). Можно обойтись и без прута, периодически встряхивая ковш с помощью тех же плоскогубцев, но очень осторожно.
— Когда жидкость становится однородной, нужно пассатижами взять емкость и вылить содержимое на прокаленный стальной лист таким образом, чтобы вся образовавшаяся окалина осталась в ковше, а на лист для застывания попал только чистый металл.
Так обычно из вторичного сырья получают чистый алюминий, если с его помощью нужно запаять алюминиевые детали.
Перспективность применения алюминиевых сплавов в строительных конструкциях подтверждается технико-экономическими расчетами и многолетней мировой практикой в области сооружения различных строительных объектов.
Внедрение алюминиевых сплавов в строительстве уменьшает металлоемкость, повышает долговечность и надежность конструкций при эксплуатации их в экстремальных условиях (низкая температура, землетрясение и т.п.). В зависимости от назначения строительных алюминиевых конструкций рекомендуются различные марки сплавов: АД1, АМц, АМг2, АД31, 1915 и др.

Рисунок 4 – Здание со светопрозрачными конструкциями из алюминия
Опыт, накопленный в США, подтверждает целесообразность использования алюминиевых сплавов в строительных конструкциях. На них расходуется больше алюминия, чем в любой другой отрасли промышленности. При этом предпочтение отдается внедрению свариваемых сплавов серии Зххх, 5ххх и 6ххх.
Плавка алюминия в домашних условиях на дровах происходит в легких разборных печах. Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.

Плавка алюминия в домашних условиях на газу — это единственно возможный вариант для квартиры. Греть емкость нужно долго, периодически сливая расплавленный металл. В таком случае отливка выполняется слоями. Для работы понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньшая служит тиглем. Она с ломом, например нарезанной алюминиевой проволокой, ставится на конфорку, с которой нужно снять рассекатель пламени, бытовой газовой плиты. Над большей емкостью придется предварительно поработать. В ее днище выполняются около десятка небольших отверстий. В два или три из них вкручиваются болты, которые исполняют роль рукояток, за которые пассатижами раскаленную емкость можно поднять.
Эта емкость кверху дном надевается на тигель. Такая конструкция и позволяет прогревать алюминий. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Муфельная печь – это уже достаточно серьезное оборудование для получения качественного расплавленного металла. Поэтому при плавке используют флюс для очистки алюминия от примесей. И это уже почти производственный процесс, а не плавка алюминия в домашних условиях.

Пошаговая инструкция включает еще и несколько пунктов по подготовке сырья:
Так что не стоит заранее пугаться, если предстоит в домашних условиях расплавить алюминиевый лом, чтобы получить чистый металл или изготовить деталь взамен поломавшейся. Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
| Алюминиевые сплавы | |||||||||||||
| Марка | Массовая доля элементов, % | Плотность, кг/дм³ | |||||||||||
| ГОСТ | ISO209-1-89 | Кремний (Si) | Железо (Fe) | Медь (Cu) | Марганец (Mn) | Магний (Mg) | Хром (Cr) | Цинк (Zn) | Титан (Ti) | Другие | Алюминийне менее | ||
| Каждый | Сумма | ||||||||||||
| АД000 | A199,8 1080A | 0,15 | 0,15 | 0,03 | 0,02 | 0,02 | 0,06 | 0,02 | 0,02 | 99,8 | 2,7 | ||
| АД00 1010 | A199,7 1070A | 0,2 | 0,25 | 0,03 | 0,03 | 0,03 | 0,07 | 0,03 | 0,03 | 99,7 | 2,7 | ||
| АД00Е 1010Е | ЕА199,7 1370 | 0,1 | 0,25 | 0,02 | 0,01 | 0,02 | 0,01 | 0,04 | Бор:0,02 Ванадий+титан:0,02 | 0,1 | 99,7 | 2,7 | |
Самым распространенным металлом на Земле является алюминий. Алюминиевые предметы неотъемлемая часть любого домашнего интерьера и, к сожалению, именно они чаще всего ломаются. Именно поэтому чаще всего могут понадобиться знания о том, как расплавить алюминий в домашних условиях. И хоть это и звучит устрашающе и кажется что это очень сложный процесс, это не так. Главное знать, как плавить алюминий в домашних условиях.
Прежде чем приступать к плавке стоит обратить внимание на характеристики данного металла. Температура плавления алюминия достаточно не высокая и составляет всего лишь 660 градусов по Цельсию. Тогда как чугун и сталь переходят в жидкое состояние при более высокой температуре. Поэтому плавить алюминий дома на газовой плите или горелке невозможно в виду недостаточного количества теплоты.
Чтобы снизить максимальную температуру, при которой алюминий плавится, достаточно будет перетереть его в порошок. Но тут стоит учитывать то, что алюминий плохо реагирует с воздухом и в процессе перетирания может запросто вызвать воспламенение или попросту окислиться. Также стоит следить за сухостью добавляемого сырья и избегать попадания воды.
Таким образом, стоит отметить, что сырье алюминия не используют для домашней плавки ввиду тяжелой с ним работы. Лучше всего для расплавки подойдут цельные алюминиевые изделия, это минимизирует его контакт с воздухом.
Чтобы плавить алюминий следует знать следующее:
Если Вы решили расплавить алюминий с помощью газовой горелки или паяльной лампы Вам стоит запастись кирпичами, дровами, пассатижами и стальным прутом. Для начала нужно подготовить колодец из кирпичной кладки, затем в нем разжигается огонь, который должен прогореть до углей. Ставится сосуд с алюминием и нагревается в течение двадцати минут. После горелкой или паяльником нужно начинать прогревать алюминий вверху, помешивая при этом прутом. Завершающим этапом будет выливание алюминия на лист из стали, который предварительно уже должен быть раскаленным.
В итоге Вы получаете чистый алюминий без примесей, который идеально подойдет для пайки.
Если же Вы живете в квартире, и Вам ничего не остается, как плавить алюминий дома, то Вам придется долго греть смесь на конфорке без рассекателя. При этом нужно периодически сливать уже расплавленный и жидкий алюминий.
Когда стало понятно, как плавить алюминий, стоит напомнить о мерах предосторожности при работе с металлами плавления. Руки стоит защищать перчатками для сварки, очки для сварки идеально подойдут, чтобы защитить глаза. Если же Вы планируете работать с алюминием или другими металлами постоянно, то идеальной станет покупка специального металлургического костюма. В любом случае нужно обезопасить себя при работе с горячими металлами.
Не стоит пугаться плавки алюминия дома, если есть необходимость изготовления алюминиевой детали. Чтобы освоить литейное производство такого вида достаточно посмотреть простые обучающие видео курсы или фото производственного процесса.
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода. В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается. Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.
Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей. Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического.
На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах. В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов. Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.
Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия. Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.
Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры. Что же делать?
Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99.97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
| Степень чистоты, % | 99,25 | 99.40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Если вы задумались над вопросом как переплавить алюминиевые банки в домашних условиях, рекомендуем дочитать эту статью сайта ballony.com.ua до конца. Алюминий на протяжении долгого времени остаётся одним из самых востребованных металлов, применяемых в самых разных сферах лёгкой и тяжёлой промышленности от космической отрасли до машиностроения и производства пищевых продуктов. Главное преимущество алюминия – сравнительно низкая температура его плавления и высокое качество получения готовых изделий. Особенно если алюминий идёт в качестве основного элемента в различного рода сплавах, отличающихся такими качествами, как прочность и лёгкость, которые ценятся сегодня наравне с золотом.
Оглавление статьи:
Температурные особенности обработки алюминия позволяют расплавить его в домашних условиях, используя только подручные материалы. И тут возникает сразу три вопроса:
На первый вопрос можно ответить без особого труда – для продажи в пункт приёма цветных металлов, либо для изготовления собственных изделий и деталей механизмов из алюминия, если в наличии имеется токарный станок и навыки работы с материалом.
Что нужно для того, чтобы расплавить алюминий? В первую очередь нам понадобится сам алюминий, но так как чистого алюминия под рукой, как правило, немного, можно использовать такие полуфабрикаты:
В связи с лёгкостью температурной обработки и доступностью материала мы будем использовать только пивные банки, хотя в теории при достаточной температуре можно расплавить всё, что угодно, лишь бы оно было сделано из алюминия.
Последний вопрос носит технологический характер, и его мы разберём более подробно. Вначале нужно определиться с температурой плавления алюминиевой банки. А равна она чуть больше 600 градусов Цельсия. Где же можно получить такую температуру? Значение не такое высокое, поэтому получить его можно достаточным количеством способов, например:
Сразу возникает закономерный вопрос, а можно ли вообще расплавить алюминий на костре? Ведь это, казалось бы, самый простой способ, не требующий практически никаких затрат. В этом случае следует заметить, что на координатной плоскости температура костра в прямой зависимости от времени его горения изменяется от 300 до 750 градусов Цельсия, после чего снова медленно идёт на спад. Получается своеобразная параболоидная кривая, на временном отрезке которой важно найти именно те температурные параметры, в рамках которых наш алюминий расплавится до состояния абсолютной текучести, чтобы его можно было разлить по формам, иначе в наших действиях не будет никакого смысла.
Следующим моментом будет тигель, то есть металлическая ёмкость, имеющая параметры тугоплавкости значительно превышающие показатели тугоплавкости алюминия. То есть если алюминий расплавится при 600 градусах Цельсия, то металл, из которого будет сделан тигель, должен выдержать как минимум 1000 градусов. Идеальным вариантом для этой цели будет старый огнетушитель, разрезанный пополам. Нижнюю его часть будем наполнять ломом и разогревать до нужной нам температуры, конечно же, в домашних условиях.
Далее в дело вступает чистая химия. Если алюминий будет использоваться для заготовок, важно обеспечить его абсолютную чистоту без пористых образований. Для этого будем использовать флюс, который можно без труда сделать своими руками. Для этого нам понадобятся:
Приготовление химического соединения чрезвычайно опасно для здоровья, поэтому работаем с химией строго в респираторе, очках и защитных рукавицах. Флюс поднимет весь шлак из тела алюминиевого расплава на поверхность. Потом перед разливом в формы его можно будет собрать обычной ложкой и выкинуть.
Ещё одно свойство флюса – это улучшение связующих качеств. Изделия из алюминия в этом случае получатся однородными, более крепкими и долговечными. При этом следует соблюдать точные пропорции как при изготовлении самого флюса, так и при добавлении готового соединения в расплав алюминия.
Так для получения лучшего эффекта добавляем в тигель с расплавленным металлом количество флюса, равное 2,5 процентам от общей массы расплава. Соответствующие расчеты лучше провести заранее, чтобы не терять время и не упустить тот самый момент, когда температура в центре костра достигнет максимального значения. При этом поверхность металлической жидкости должна быть зеркальной, если это не так, добавляем ещё немного флюса, но стараемся не переусердствовать.
Безопасность в деле с плавкой алюминия стоит на первом месте, ведь это достаточно опасное мероприятие, особенно если оно проводится кустарными методами. Что может пойти не так? Давайте посмотрим:
В связи с этим настоятельно рекомендуем не одевать синтетическую одежду во избежание её расплавления, использовать очки, респиратор, и желательно рукавицы сварщика. Если плавку алюминия планируется осуществлять на постоянной основе, было бы неплохо подыскать огнезащитный костюм.
Первым делом расчищаем место для костра. Важно, чтобы поблизости не было легковоспламеняющихся предметов. Подготавливаем сырьё, для этого сминаем банки в продольном направлении. Чтобы тигель надёжно держался на кострище, к нему заранее следует приварить длинную металлическую ручку, которую можно будет закрепить вне костра. Обкладываем ёмкость дровами, после чего разжигаем.
Все меры безопасности должны быть предприняты заранее, а приготовленный флюс лежать наготове. При этом мы должны точно знать вес наших банок, чтобы определить количество флюса. Когда костёр достаточно разгорится, закидываем банки в тигель, ждём их полного расплавления, добавляем флюс, удаляем шлак, удостоверяемся в качестве расплава и разливаем его в заготовки. Чистый алюминий в домашних условиях получен!
Видео:
Бронза – первый сплав, который научился изготавливать человек тысячи лет назад. С тех пор изделия из бронзы пользуются большой популярностью. В наши дни современные мастера пытаются адаптировать литейные технологии к домашним условиям, для этого необходимо знать химический состав и физические свойства бронзы, а также технические характеристики получаемых из нее сплавов, в том числе алюминиевой бронзы.
В этой статье рассказывается о таком важном показателе, как температура плавления, а также о том, как поэтапно осуществить процесс плавки и литья бронзы.
Существует таблица температур плавления разных видов бронзы. Прежде чем приступить непосредственно к плавке, необходимо понять, от чего зависит температура, при которой тот или иной металл начинает плавиться или полностью переходит в жидкое состояние. Бронза на самом деле представляет собой целый ряд различных сплавов, в состав которых в качестве основного компонента входит медь, а в качестве дополнительных (легирующих) – другие элементы.
Такими легирующими веществами могут быть алюминий, бериллий, олово, кремний и так далее. Вот как раз от химического состава бронзы зависят все физические свойства металла, в том числе и температура плавления. Чтобы расплавить медный сплав, необходимо знать его химический состав, только так можно правильно определить температуру плавления в градусах Цельсия. Давайте ознакомимся с температурами плавления.
Хотя чистую медь производить крайне невыгодно, поскольку ее технические свойства во многом уступают особым маркам, которые производят из этого металла в металлургической промышленности, тем не менее знать температуру плавления меди необходимо.
Почему? Дело в том, что те марки меди, которые используются в народном хозяйстве, имеют в своем составе ничтожно малое количество легирующих веществ, которые рассматривают как примеси. Таким образом, благодаря несущественности их количества, температура плавления марок меди близка к температуре плавления чистой меди и составляет примерно 1084,5 градуса Цельсия.
Как уже говорилось, температура плавления зависит от состава вещества, по этой причине температура плавления бронзы варьируется в пределах 900-1140 градусов Цельсия.
Олово в составе бронзы снижает температуру плавления таких сплавов, она не превышает 900-950 градусов Цельсия.
Безоловянные, в том числе и алюминиевые бронзы обладают более широким диапазоном таких температур, которые зависят от химического состава медного сплава. Их температура плавления составляет 950-1080 градусов. Также необходимо учитывать, что бронза обладает большой вязкостью, поэтому ее перегревают после окончательного расплавления для обеспечения лучшей текучести расплава. Давайте рассмотрим процесс плавки и литья бронзы поэтапно.
В кустарных условиях в основном изготавливают небольшие бронзовые изделия, например, элементы декора. Более сложные детали требуют высокоточного литья, технологию которого очень сложно осуществить без специально приспособленного для этих целей помещения, а также особого оборудования. В некоторых случаях приходится прибегать к доводке отливки до нужного состояния с помощью правки в домашних условиях, такой как удаление излишков расплавленного материала вручную, шлифовки и полировки изделия.
Прежде чем приступить к расплавлению металла, необходимо подготовить помещение и обзавестись необходимыми инструментами и оборудованием. Главным требованием, предъявляемым к помещению, является наличие хорошей вытяжной вентиляции, а также пол, выполненный из негорючих материалов, таких как бетон, цемент либо кирпич. При изготовлении небольших изделий эти требования соблюсти довольно просто, в противном случае придется воспользоваться гаражом.
Для того чтобы осуществить плавку бронзы в домашних условиях, необходимо приобрести специальную муфельную печь с возможностью регулирования температуры, но можно обойтись простым горном, топливом для которого послужит древесный уголь.
Начинающему литейщику следует приобрести либо самостоятельно изготовить следующие инструменты.
После того как вы убедились в наличии всего вышеперечисленного, можно приступать непосредственно к плавлению бронзы.
Давайте рассмотрим, как правильно изготовить форму для получения изделия высокого качества. В литейных мастерских такую форму изготавливают при помощи опоки, куда засыпают смесь, состоящую из глины, песка и каменноугольного порошка. Опока состоит из двух половин, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.
Расплавленный металл тонкой струйкой переливают из тигля в литейную форму, следя, чтобы струйка текла непрерывно. Если отливаемая деталь отличается сложностью очертаний, нужно использовать специальную центрифугу, которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью заполнив ее.
На самом деле, по-настоящему качественную вещь невозможно получить в домашних условиях без доводки.
Также можно улучшить качество и внешний вид, изготовив форму с помощью легкоплавкого материала. Для этого предварительно делают гипсовый слепок с модели, по которой будет изготавливаться наша деталь, этот слепок должен состоять из двух частей, которые скрепляют друг с другом. В образовавшуюся полость заливают растопленный в кипящей воде парафин или воск, а после его застывания убирают гипсовую оболочку.
Далее помещают получившуюся легкоплавкую модель в специальную литейную массу, формируя отверстия для слива парафина и залива расплавленной бронзы. После этого литейную массу помещают в кипяток, парафин тает, и его легко выливают из формы.
Образовавшаяся литейная форма обладает большей гладкостью, из нее получаются более качественные изделия, чем из формы, изготовленной обычным способом.
В следующем видео представлен процесс плавки бронзы в домашних условиях.
Казалось бы, еда из духовки полезна и не содержит много жира.«Это правда, но только в том случае, если мы не будем использовать алюминиевую фольгу», - предупреждают ученые из Всемирной организации здравоохранения. Большинство из нас не подозревают об опасности попадания алюминия в организм человека. Этот элемент в слишком высокой концентрации может вызвать серьезные заболевания.
Алюминиевая фольга, как продукт для хранения продуктов, не должна иметь нежелательных для здоровья человека последствий.Совсем другое дело, когда речь идет о высокой температуре, которой будет подвергаться продукт. Затем частицы могут проникать и накапливаться в костях и в головном мозге. Это, в свою очередь, приводит к развитию множества заболеваний. Ученые обнаружили связь между концентрацией алюминия и развитием болезни Альцгеймера.
Самая большая проблема - это воздействие высокой температуры на фольгу, но это не единственный способ проникновения металла в наш организм. Так же можно употреблять: с «защитными» препаратами, с водой, в которую добавлены соли алюминия.Также будьте осторожны с алюминиевыми банками и картонными коробками для соков и супов, которые ими выложены. Алюминиевые кастрюли и обработанные пищевые продукты также представляют угрозу.
.Отверстие сбоку, трещина, усиление, склеивание, ламинирование… какую смолу использовать? Чаще всего перед началом ремонта вопрос сводится к выбору между полиэфирной и эпоксидной смолой. Хотя смолы имеют много общих черт, каждый тип имеет свои уникальные отличительные свойства.
Параметры и качество смолы определяются ингредиентами, добавленными в начале производственного процесса. Они влияют на поведение смолы во время сшивания и определяют окончательные параметры и свойства затвердевшего ламината.По этой причине не все полиэфирные смолы, не говоря уже о эпоксидных смолах, следует рассматривать как общий знаменатель. Стоит правильно выбрать смолу для конкретного применения.
Наиболее популярной из-за своей низкой цены и часто используемой в процессе производства яхт и лодок является полиэфирная смола. Эпоксидные смолы чаще всего используются для изготовления узлов, требующих повышенной прочности и ремонта. Полиэфирные винилэфирные смолы обладают высокой устойчивостью к температурам, кислотам, щелочам и солям.В основном они используются в производственных процессах или для производства специализированных продуктов. Модифицированные виниловые эфиры сочетают в себе свойства полиэфирных смол (простота обработки) и эпоксидных смол (долговечность и стойкость).
При выборе лучшего решения также стоит обратить внимание на несколько основных характеристик, отличающих смолы, предлагаемые на рынке.
В тот момент, когда в смолу добавлен отвердитель, начинается процесс гелеобразования смеси, который называется рабочим временем (жизнеспособность ).Скорость этого процесса напрямую зависит от времени, в течение которого мы можем правильно отфильтровать наполнители со смолой. В зависимости от типа отвердителя и модели эпоксидной смолы время работы может быть совершенно разным. Например, рабочее время смолы Epidian 5 с отвердителем Z-1 будет примерно 10-12 минут, в то время как эпоксидная смола Sea-Line ® будет поддерживать соответствующие параметры для нанесения в течение примерно 45 минут. Слишком бедная или слишком богатая отвердителем смесь не повлияет на время отверждения, а только повредит структуру ламината.
Время отверждения смол зависит от температуры окружающей среды, слишком низкая температура может полностью остановить процесс отверждения смолы. Производители смол указывают в TDS временные параметры отверждения при постоянной температуре, чаще всего это 20 ° C.
Время отверждения можно разделить на два основных этапа:
Первый этап - это время между смешиванием компонентов и достижением ими степени твердости, позволяющей их обрабатывать.В случае полиэфирных смол первый этап обычно занимает менее одного часа. Для эпоксидных смол он намного дольше. Процесс отверждения эпоксидной смолы Sea-Line ® занимает 7 часов. По истечении их срока можно приступать к обработке. Однако в случае с большинством стандартных смол, отвержденных популярным «Z-1», мы приступим к дальнейшим ремонтным работам только через 24 часа. В случае некоторых смол мы можем продлить или сократить процесс отверждения, используя соответствующие типы отвердителей, но всегда используйте тот, который соответствует рекомендациям производителя.
Вторая стадия - полное отверждение - длительный процесс, что означает получение максимальных прочностных параметров данной смолы. Температура окружающей среды напрямую влияет на процесс полного отверждения. По этой причине промышленная продукция на данном этапе либо хранится на складах, либо проходит дополнительную термическую обработку. При любительском ремонте или ремонте у нас нет специальных печей, что продлевает полный процесс закалки.Полиэфирные смолы полностью затвердеют через несколько часов. В эпоксидных смолах процессы отверждения намного медленнее. Как правило, максимальный иммунитет получается примерно через семь дней.
Важным фактором, определяющим технические параметры смолы, является коэффициент HDT - температура прогиба. После превышения температуры, определяемой индексом HDT, смола, содержащаяся в ламинате, принимает пластиковую форму, в результате чего изготовленный из нее элемент необратимо повреждается и деформируется.Максимальная температура для смол Sea-Line ® составляет 72 ° C для полиэфирной смолы и 64 ° C для эпоксидной смолы, соответственно.
При отверждении смолы выделяют мономер стирола, вещество, которое является опасным и вредным для здоровья. Выделение стирола с поверхности зависит от типа смолы, процесса нанесения, техники, формы элемента и температуры окружающей среды. В случае ручного ламинирования предполагается, что от 4 до 6% стирола, содержащегося в смоле, испаряется.Для смол с пониженным выделением стирола это значение будет всего от 3 до 4%. Более низкий уровень выбросов означает, что в течение одного часа ламинирования с использованием пятидесяти килограммов смолы выделяется около 1,5 кг стирола. Таким образом, использование основных мер защиты является не только требованием, но и необходимостью для поддержания здоровья.
Эпоксидные смолы, не содержащие стирола (например, Sea-Line ® ), можно наносить на поверхности, которые не устойчивы к нему, например, полистирол.
Тиксотропия - это способность смолы не стекать с вертикальных поверхностей. Правильно подобранная смола позволяет легко фильтровать армированные стеклом или углеродом. Правильная тиксотропия также предотвратит образование трудноудаляемых пятен на ремонтируемой поверхности. Смола с меньшей вязкостью (более текучая) облегчит работу по отливке элементов, но при укреплении, например, потолка на яхте, будет неудобно.
Цветовой индикатор не является стандартной добавкой для полиэфирных смол. Смолы, содержащие эту добавку, изменяют цвет в процессе отверждения, сигнализируя пользователю о ходе процесса отверждения. Например, полиэфирная смола Sea-Line ® при смешивании с отвердителем становится зеленой, через 10 минут цвет становится темно-зеленым, а через 40 минут становится янтарным. Цветовой индикатор помогает спланировать темп работы.
Наполнители для смол, таких какмикрошарики уменьшают конечный вес продукта за счет его прочности. Еще одна задача наполнителей - снизить риск бурной экзотермической реакции, то есть выделения большого количества тепла, связанного с процессом отверждения. Такие наполнители предназначены для предотвращения явления самовоспламенения смолы при отверждении. Однако их наиболее популярное применение - получение соответствующей тиксотропии смолы.
Среди эпоксидных смол мы можем найти одно- и двухкомпонентные продукты различной вязкости и степени концентрации, они также доступны в твердом виде, и каждая из них будет иметь разные параметры и свойства.Эпоксидные смолы входят в состав шпатлевок, грунтовок, лаков, клеев, используются практически во всех отраслях промышленности. Чтобы сделать наиболее осознанный выбор между полиэфирными и эпоксидными смолами, сравним их характеристики:
Адгезия эпоксидной смолы к основанию намного выше, чем у полиэфирной смолы. Эти свойства известны давно, и каждый судостроитель при ремонте деревянного судна использует материалы на основе эпоксидной смолы.Мы также будем использовать эпоксидные смолы на непористых поверхностях, таких как алюминий, стекло, резина. Устраняя повреждения, мы также получим более прочное соединение нового материала с основанием. Свойства эпоксидной смолы позволяют ремонтировать многослойный полиэфир-стекло (LPS), в то время как «заплатка» из полиэфирной смолы не остается на поверхности из эпоксидной смолы.
Поверхность эпоксидной смолы более жесткая и устойчивая к изгибу по сравнению с полиэфирной смолой.Причина этого явления - более быстрое время отверждения полиэфиров и характерная для них усадка. Микротрещины во внутренней структуре ламината, неточная адгезия смолы к стеклянному заполнению (микропоры) и напряжения внутри ламината, возникающие во время отверждения, ослабляют структуру ремонта, выполненного таким образом. Сам процесс отверждения полиэфирной смолы, который протекает с образованием очень высоких температур, способствует внутреннему повреждению.Эти факторы не возникают во время отверждения эпоксидной смолы. В результате каждое волокно отлично сцепляется со смолой, отсутствуют трещины и внутренние напряжения, влияющие на долговечность ремонта.
Стабильность размеров (усадка), которая не возникает при использовании в конструктивно нагруженном месте, например, эпоксидном ремонтном комплекте Sea-Line ® , гарантирует сохранение размеров отремонтированного или армированного элемента. Это напрямую повлияет на долговечность и механическую стойкость ремонта.
Для эпоксидных смол правильное заполнение стеклом или углеродом составляет от 40 до 60%, а для полиэфирного ламината - только примерно от 20 до 40%. В результате элемент такой же толщины из полиэфирной смолы будет почти в два раза слабее, чем такой же элемент из эпоксидной смолы. Чтобы получить аналогичные параметры прочности, используйте в два раза больше полиэфирной смолы по сравнению с эпоксидной смолой.
Ламинат из более дешевых полиэфирных смол не устойчив к воде, потому что, несмотря на отверждение, происходит процесс гидролиза, широко известный как осмос. Именно поэтому так важно проводить все ремонты ниже ватерлинии эпоксидными смолами, стойкими к ее эксплуатации.
Решив использовать эпоксидную смолу во время ремонта, мы всегда добьемся лучших характеристик по сравнению с полиэфирными смолами.Однако выбор даже самого лучшего материала не гарантирует успеха, если мы не будем соблюдать основные правила его изготовления.
Силиконы используются на каждой стройке, при ремонте, отделке и сантехнических работах. Их на рынке много - как для домашнего, так и для профессионального использования. По сфере применения существуют силиконы санитарные , высокотемпературные , стеклянные и универсальные . Для того, чтобы они выполняли свои задачи, они должны быть правильно отобраны для той работы, которую мы собираемся выполнять.
Силиконы - это герметики или герметики. Широкий ассортимент позволяет применять их во многих отделочных работах.
Из-за метода отверждения силиконовой массы, который определяет ее свойства и, следовательно, ее предполагаемое использование, силиконы делятся на кислые (уксусные) и нейтральные .
Силиконы кислые при нанесении издает запах уксуса .Они устойчивы к высоким температурам (до 180 o C) и влажности, быстро схватываются. Однако они реагируют с щелочными материалами, такими как известь. По этой причине кислые санитарные силиконы нельзя использовать для наложения минеральных штукатурок. Их нельзя комбинировать с другими чувствительными к кислотам материалами - они вызовут коррозию некоторых металлов, например, латуни, и обесцвечивание природного камня. У них плохая адгезия к пластику.
Силиконы нейтральные гибкие, без запаха и нейтральные химически для всех типов материалов.Их несомненный недостаток - более длительное время схватывания, чем у кислотных герметиков. К нейтральным силиконам относятся: сантехнические (доступны в двух вариантах), каменные, строительные, стеклянные и кровельные.
доступны в различных цветах, но наиболее популярными являются силиконы бесцветные . Они используются для уплотнения там, где контактные поверхности двух материалов герметичны, напримерна кухне, чтобы герметизировать зону возле раковин, кухонных столешниц и в ванных комнатах, когда другой цвет силикона не может быть изменен из-за используемой облицовки. Мы подбираем цветные силиконы, например, к цвету швов, используемых для соединения керамической, керамогранитной или каменной плитки или других архитектурных элементов или отделочных материалов.
Покупаем силиконы
в картриджах - это тубус, в который надо покупать пистолет - с его помощью выдавливаем материал.Обычно они имеют емкость 280-310 мл. Когда нам нужно меньшее количество силикона, мы можем купить меньшую упаковку в тюбике - обычно 100 мл, но вы также можете купить силикон в тюбике 40 или 60 мл. Однако в более мелких упаковках присутствуют скорее белые и бесцветные силиконы. Выдавите материал в нужное место прямо из тюбика.
Препараты бывают двух типов: кислые и нейтральные - обратите на это внимание при покупке, так как возможности их использования различны.Нейтральные силиконы менее устойчивы к плесени и влаге, поэтому лучше не использовать их для затирки мест, где он постоянно присутствует, например, сантехнических швов в ванных комнатах.
Однако они идеально подходят для соединения других строительных материалов, таких как бетон, камень, кирпич, дерево, стекло, керамика, пластмассы (например, ПВХ или акрил) и металлы. Также мы можем использовать их для зашивки перегородок, перегородок, оконных и дверных коробок, герметизации фасадов зданий и выполнения гибких строительных швов.Также доступны санитарно-нейтральные силиконы с быстрым отверждением.
С другой стороны, санитарные кислые силиконы (устойчивые к грибкам, плесени и влаге) могут успешно использоваться для затирки швов раковин, ванн и эмалированных душевых поддонов. Они также хорошо подойдут для заполнения швов между умывальником и стеной, зазорами вокруг сиденья унитаза и керамическими опорами. Некоторые из этих составов можно также использовать на акриловых и ПВХ-поверхностях. Однако лучше не сочетать кислые силиконы с ПЭ, ПП, тефлоном и натуральными камнями.Кислотные санитарные силиконы также доступны в виде быстротвердеющих и глянцевых.
Они используются как на , за пределами , так и внутри дома . Мы можем заклеить ими, например, душевые кабины, стеклянные шкафы, двери, окна и отделку подоконников, облицовки и полов. Они также пригодятся при ремонте трещин, царапин и деформационных швов.Благодаря тому, что универсальные силиконы гибкие, они уравновешивают возможные движения и смещения строительных элементов (например, перегородок) - не образуется неприглядных зазоров.
Как следует из названия, стеклосиликоны используются для различных типов стекла, а также для других типов стекла. поверхности гладкие - они имеют очень хорошую адгезию к скользким поверхностям.Стеклянные силиконы устойчивы к низким и высоким температурам (-60 - +200 o C) и УФ-излучению. Прекрасно сцепляются с деревянными, кирпичными, эмалированными и керамическими поверхностями.
Их можно использовать, например, для склеивания стекла элементов в оконных рамах, затирки швов керамической плитки, герметизации систем вентиляции или кондиционирования. Однако помните, что нельзя сочетать их с ПВХ и акрилом. Большинство силиконов стекла кислые - их также не рекомендуется сочетать с металлами.
безопасны для использования во многих строительных и ремонтных работах как внутри, так и снаружи дома. Отличаются хорошей адгезией как к гладким, так и к пористым поверхностям , в т.ч. камень, гипс, стекло, дерево, кирпич, керамика или металл. Они гибко уплотняют и заполняют пространства вокруг двери, стыки плинтусов, порогов, планок и обшивки.С их помощью мы также можем приклеить зеркала. Они устойчивы к погодным условиям и температурам от -30 до +120 o С. Важно, что эти препараты не обесцвечивают материалы, а стыки можно красить.
Они предназначены, в частности, для соединения натурального камня (особенно мрамора и гранита), а также стекла, глазурованных поверхностей, ПВХ и акрила. Мы можем использовать их, например, при установке мойки на мраморные столешницы, отделке лестниц снаружи или других каменных элементах.
Стыки из санитарного силикона прочны и устойчивы к воздействию внешних факторов и грибков.
Они используются, среди прочего, для установки желобов, герметизирующих мембран, рубероида, кровельных проемов или оконных проемов. Кровельные герметики устойчивы к воде (их можно использовать под дождем и даже под водой), солнечному свету и другим атмосферным факторам, а также к коррозии.Для них характерна хорошая адгезия ко многим материалам, в т.ч. битумный войлок, кирпич, дерево, бетон, керамика, стекло, металлы и многие пластмассы.
Эти препараты устойчивы к высоким температурам (некоторые даже до +300 o C), топливам и маслам. Обладают хорошей адгезией к металлам, цвету кожи и стеклу. Они используются для заполнения зазоров на отопительных установок , двигателей, плит и других бытовых приборов, а также печей, дымоходов, труб и воздуховодов, подверженных воздействию высоких температур.Высокотемпературные силиконы чаще всего являются кислыми и специально обозначены красным цветом.
Силиконы, доступные на нашем рынке, просты в использовании , потому что они выдавлены из пластиковой упаковки, так называемой патрон, заканчивающийся коническим соплом. Все, что вам нужно, это пистолет. Силиконы легко содержать в чистоте и находятся в хорошем техническом состоянии. Однако самым важным их преимуществом является универсальность и простота использования.Они подходят как для наружной, так и для внутренней герметизации, и даже начинающие энтузиасты DIY могут справиться с этим применением. Поэтому это препараты, которые всегда должны быть под рукой. Стоит помнить, что недостатком силиконов является невозможность покрыть их краской или лаком. Тем не менее, широкая цветовая гамма позволит подобрать оптимальный цвет, который эстетично будет гармонировать с комбинированными элементами.
Автор: Команда Леруа Мерлен
Добавлено: 03.05.2019
.Почему электрические провода нагреваются? Что такое тепло и температура? Сколько энергии теряется из-за сопротивления? Что такое закон Джоуля? Можно ли использовать сопротивление для чего-нибудь?
Сопротивление показывает, насколько трудно электрическим зарядам пробить проводник. Если вы не знаете, откуда берется сопротивление, от чего оно зависит и как его рассчитать, рекомендую прочитать предыдущую статью:
Что такое сопротивление? - статья по теории электричества.пл
Сегодня мы поговорим об эффектах сопротивления. Я расскажу вам, почему электрические кабели нагреваются, кто первым заметил это явление и что это означает для среднего потребителя электроэнергии. Я приглашаю!
Основная (но не только) задача перемещения электрических зарядов - доставить электричество от источника к целевому устройству. Все было бы хорошо, если бы это движение происходило в вакууме.Тогда заряды достигали бы конца кабеля по кратчайшему пути и доставляли бы имеющуюся энергию почти без потерь. Проблема в том, что электрический ток (и, следовательно, вышеупомянутое движение зарядов) может генерироваться только в специальных материалах, называемых проводниками - чаще всего это металлические провода, но также и электролиты, обнаруженные, например, в батареях.
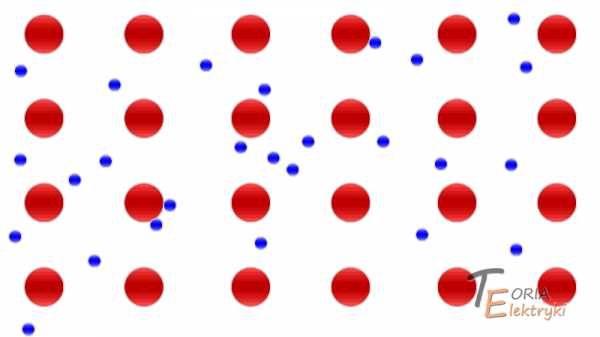 Электрический ток - это непрерывная последовательность межмолекулярных столкновений.
Электрический ток - это непрерывная последовательность межмолекулярных столкновений.Как показано на анимации выше, заряды, несущие энергию, не могут эффективно перемещаться между плотно упакованными атомами проводника.Из-за этого очень часто сталкиваются с ними, полностью теряя скорость. Почему это так важно? Скорость частицы указывает на ее кинетическую энергию - чем быстрее движется объект, тем больше его энергия и тем серьезнее последствия столкновения с неподвижным препятствием. На приведенной выше анимации эти столкновения показаны только в упрощенном виде, поэтому я создал еще одно с немного более подробной информацией. Вот близкая встреча электрона с большим атомом металла:
 Столкновение электрона с ионом металла - анимация
Столкновение электрона с ионом металла - анимация Принцип сохранения энергии гласит, что энергия не может появиться или исчезнуть оттуда.Его можно переносить от одного тела к другому, и это то, что мы видим на анимации выше. Ускоренный электрон врезается в атом металла и теряет скорость. Кинетическая энергия электрона не может исчезнуть таким образом, следовательно, атом становится ее получателем, хочет он того или нет. Импульс удара вызывает быстрых колебаний атома , которые сопровождаются резким повышением температуры. Если в течение короткого времени дальнейшее столкновение не произойдет, частица со временем успокоится, и накопленное тепло будет рассеиваться.
Проблема в том, что при прохождении через него электрического тока происходит бесконечная серия таких столкновений. Нагретые атомы проводника даже не успевают как следует остыть между столкновениями. Следовательно, в проводнике постоянно накапливается тепловая энергия, и его температура увеличивается.
Английский физик по имени Джеймс Прескотт Джоуль чрезвычайно интересовался этим явлением. В перерывах между ведением семейного пивоваренного бизнеса он изучал сущность потока энергии в механических и электрических системах.До девятнадцатого века так называемое тепло считалось причиной нагрева всего, что нас окружает, то есть загадочной жидкости, которая согревала тело, втекая в него, и охлаждала его, когда оно вытекало. У этой теории, казалось, были руки и ноги, пока Джоуль не исследовал этот вопрос.
 Джеймс Прескотт Джоуль (1819 - 1889)
Джеймс Прескотт Джоуль (1819 - 1889) В 1840 году Джеймсу было всего 22 года. Именно тогда он провел серию экспериментов, состоящих в пропускании электричества через проводник, погруженный в воду. Измеряя повышение температуры воды, он пришел к выводу, что количество тепла, выделяемого кабелем, зависит только от его сопротивления, силы тока и времени протекания.Он назвал этот закон его именем, а математический язык выглядит следующим образом:
Q = I 2 R t
Формула показывает, что чем больше тепла ( Q ), тем выше значение тока ( I ), сопротивление проводника ( R ) и время ( t ) потока. Это открытие было чрезвычайно спорным в то время - тепловая теория предполагала, что тепло должно отводиться от одного объекта, чтобы нагреть другой.Неожиданно какой-то неизвестный никому 22-летний мужчина заявил, что кабель выделяет тепло сам по себе! К счастью, менее чем через пять лет миру пришлось смириться с тем фактом, что теория тепловой энергии, выдвинутая Джоулем и его коллегами-физиками, была правильной. Джоуль показал, что для того, чтобы нагреть воду, достаточно ... долго перемешивать. Связь между силой трения и теплом позволила ему вычислить, насколько выше температура воды внизу водопада, чем вверху, и сколько работы требуется, чтобы нагреть фунт воды на один градус по Фаренгейту.Количество способов получения тепла было огромным, что доказывало, что это не более чем один из видов энергии.
Подумайте, что означает это предложение: «Лето теплее зимы». Летом воздух теплее или 30 ° C теплее -5 ° C?
Тепло и температура - две очень разные величины, и их не следует путать. Однажды мне попалась очень интересная графика, показывающая эту разницу.Думаю развеет все сомнения:
 Подаваемая тепловая энергия вызывает повышение температуры
Подаваемая тепловая энергия вызывает повышение температуры Тепло - это энергия, которая вызывает повышение температуры объекта, и ее единица составляет Джоулей [ Дж ]. Почему одно и то же количество энергии заставляет небольшую чашку воды нагреться больше, чем сосуд побольше? Объяснение простое. Полная энергия, передаваемая объекту, равномерно распределяется между всеми его частицами. Чем больше молекул нужно разделить, тем меньше энергии остается для каждой из них.Более низкая энергия частиц означает, что они достигают , более низкой температуры , единицей которой в мире науки является Кельвин (K), а в Польше мы ежедневно используем градусы Цельсия.
Столкновения, сопровождающие прохождение тока, являются бесконечным источником кинетической энергии, которая увеличивает вибрацию проводника и вызывает повышение его температуры. Если в какой-то момент отключить электричество, этой энергии будет выделено в окружающую среду в виде тепла .Но что, если текущий поток длится много часов? Согласно закону Джоуля, количество тепла, аккумулируемого в проводнике, должно со временем увеличиваться. Есть ли предел?
Выброс энергии в окружающую среду возможен за счет частиц окружающего воздуха. Они получают тепловую энергию в процессе охлаждения. В физике воздух считается довольно плохим проводником тепла, но есть свойство, которое помогает ему проводить это. А именно, чем выше разница температур между нагретым объектом и окружающей средой, теплопередача происходит на быстрее .Что это значит для нашего кабеля?
Как только включается питание, а провод еще холодный, он начинает очень быстро нагреваться. Однако со временем, когда температура достигает значения в несколько десятков градусов, кабель начинает излучать все больше тепла в окружающую среду, что замедляет его дальнейший нагрев. В конце концов, дело доходит до того, что скорость выделения энергии совпадает со скоростью нагрева, и повышение температуры проводника прекращается. Затем кабель достигает так называемого предельная температура , что хорошо видно на графике:
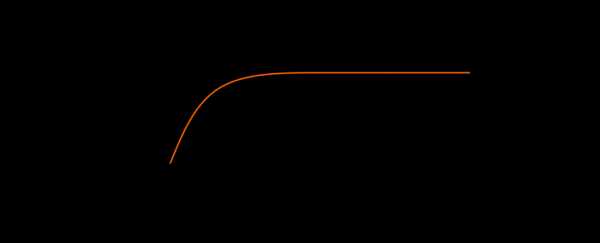 График - процесс нагрева проводника под действием электрического тока
График - процесс нагрева проводника под действием электрического тока Что же тогда это за предельная температура? До какого значения может нагреваться кабель? А нагрев кабеля ему чем-то вредит?
Температура плавления чистой меди составляет примерно 1085 ° C. Однако следует помнить, что типовой электрический кабель дополнительно снабжен изоляцией гораздо меньшей прочности.Стандартные утеплители выдерживают температуру примерно до 90 ° C, специальные - до нескольких сотен. Чтобы не превышать заданную температуру, кабель следует выбирать в соответствии с током, который мы хотим пропустить через него. Вот примерная таблица значений, которой мы должны придерживаться:
Рабочий ток для изоляции до 60 ° C, 75 ° C и 90 ° C
Чем больше поперечное сечение проводника, тем ниже его сопротивление и тем больше поверхность, способная рассеивать тепло - следовательно, проводник может выдерживать более высокую силу тока.Приведенная выше таблица, к сожалению, применима только к теоретической ситуации - одиночный медный провод, подвешенный в воздухе при температуре 25 ° C. Фактически, на допустимую нагрузку кабеля влияет множество других факторов, например способ прокладки кабеля, количество проводников, температура окружающей среды или условия окружающей среды. К счастью, производители электрических кабелей идут навстречу потребителям и предоставляют специальные таблицы, в которых учтены все факторы. Однако мне не хотелось бы сегодня углубляться в столь обширную тему, поэтому мы вернемся к ней в другой раз.
Мы уже знаем, что сопротивление замедляет прохождение электрического тока. В результате кинетическая энергия электронов преобразуется в тепловую энергию, запасенную в проводнике. Значит, сопротивление - пустая трата энергии? Как бороться с этим фактом? А может быть, есть случаи, когда сопротивление чем-то полезно?
90 112 Энергетические потери 90 113Сопротивление провода существенно зависит от трех факторов: материала, из которого он сделан, его толщины и длины.Нет проблем, если бытовой шнур для духовки немного нагреется. При длине в несколько метров выделяемое количество тепла не согреет как следует ваши руки в зимний день - так что это несущественная трата энергии.
 Линии высоковольтные; источник: http://www.ox.ac.uk
Линии высоковольтные; источник: http://www.ox.ac.uk А что, если длина кабеля десятки или сотни километров? На каждый градус Цельсия больше выделяется огромное количество потраченного впустую тепла, которое может успешно обогреть весь наш дом.По этой причине цель номер 1 в электроэнергетике - , чтобы минимизировать сопротивление линий передачи , что, к сожалению, не так просто. Леску нельзя укорачивать, слишком толстый провод начнет разрушаться под собственным весом, а единственный разумный материал, который можно использовать, - это алюминий (я расскажу почему в другой раз). Следовательно, основным средством ограничения выделяемого тепла является повышение напряжения до уровня и даже до 110 тысяч вольт . Благодаря этому мы можем передавать ту же мощность с помощью небольшого тока, который автоматически снижает его температуру - мы точно скажем себе, как это работает в контексте передачи переменного тока и энергии.
Поскольку идеальных проводников не бывает, а каждый электрический провод все равно нагревается, может быть, это выделяемое тепло можно использовать для чего-то? Обогреватели, фены, тостеры, духовки, электрические чайники, обогреватели - все эти устройства используют закон Джоуля для генерирования огромного количества тепла при относительно низком токе в домашних условиях. Как это делается?
Нагревательные элементы достигают рабочих температур выше 1000 ° C; источник: википедия.orgПоскольку сопротивление генерирует тепло, для создания нагревательных элементов следует использовать материалы с относительно высоким удельным сопротивлением (порядка нескольких Ом). Чтобы обеспечить максимальное сопротивление и температуру, до которой нагревается такой элемент, он изготовлен из проволоки с возможно небольшим диаметром мм. Скатывая его дополнительно в спираль, мы получаем большую поверхность теплообмена при тех же размерах.
Очень популярными материалами, используемыми при производстве нагревательных элементов, являются хром-никель (темп.работает до 1130 ° C) и чуть более дорогой cantal (рабочая температура 1300 ° C). Такая высокая рабочая температура также означает чрезвычайно быстрый темп выделения энергии в окружающую среду. Будьте осторожны, ведь нагреватели очень часто работают вблизи точки их повреждения. Мы почувствуем это особенно, когда запустим нагреватель, предназначенный для работы в воде, рядом с воздухом, который не успевает за получением накопленной энергии.
Производство тепловой энергии - чрезвычайно интересный эффект сопротивления.С одной стороны, электроэнергетика сделала бы многое, чтобы от нее избавиться, с другой - теплоэнергетика не могла бы существовать без сопротивления. Если благодаря моей статье вы узнали что-то интересное, то это одно удовольствие! Тогда приглашаю вас ознакомиться с другими моими материалами. Если, с другой стороны, вы не хотите ничего пропустить на моем веб-сайте, вы можете дать мне свой адрес электронной почты ниже, и тогда я обязательно проинформирую вас обо всем.
Спасибо за уделенное время и до скорой встречи!
Библиография
Тебе понравилось это? Взгляни на
и поддержите мою дальнейшую работу!
А может, хотите почитать интересную книгу?
Сообщать вам о новых статьях?
Я рекомендую подписаться на рассылку новостей или посетить facebook. Так вы не пропустите ни одного нового текста!Пожалуйста, проверьте свой почтовый ящик и подтвердите, что вы хотите подписаться на информационный бюллетень.
Самый старый из применяемых в настоящее время методов сварки - это сварка стержневыми электродами. Его особенно ценят за универсальность и возможность работать на всех позициях. Кроме того, сварочные аппараты MMA довольно просты в использовании, что делает их пригодными для использования не очень продвинутыми людьми. Сегодня мы подробно опишем эту технику и предложим, какие электроды использовать в зависимости от ваших потребностей.
MMA сварка (синонимы: метод 111, SMAW и MMA) получила распространение в самом начале 20 века.В то время использовались плавкие электроды, состоящие из стальной проволоки, покрытой смесью глины и кальция или карбонатов и силикатов. Несмотря на то, что это самый старый метод, используемый сегодня, он все еще имеет широкое распространение. Причины - универсальность, низкая стоимость приобретения сварочного оборудования и относительная простота - для сварки методом 111 не требуется большой опыт.
Чтобы начать сварку покрытым электродом, прикоснитесь его концом к материалу (так называемыйконтакт). Электрод начнет плавиться, и капли металла образуют сварочную ванну, которая при охлаждении превращается в сварной шов. При работе с этим типом электрода необходимо поддерживать постоянную длину дуги, перемещая конец электрода вдоль обозначенной оси сварки. Нет необходимости использовать дополнительные источники газа, потому что утеплитель создает газ, защищающий расплавленный металл, а затем образует на его поверхности шлак, который также имеет защитный эффект. Его следует удалить после окончания работы, постучав молотком.Сварка стержневым электродом заканчивается, когда он удаляется из материала - тогда дуга прерывается. Электроды изнашиваются в процессе эксплуатации, поэтому их следует последовательно заменять новыми.
MMA классифицируется в зависимости от положения при сварке. Они дополнительно обозначены буквами. Мы выделяем следующие:
Также существуют положения для соединения труб, наклоненных под углом 45 °.Если сварка идет снизу вверх, это будет код H-L045, а если сверху вниз - J-L045. Соблюдение технических правил, а также символов для обозначения сварных швов во время пусконаладочных работ очень важно, потому что, с одной стороны, это облегчит сварку, а с другой стороны, это приведет к поддержанию высокого качества сварки. конечный продукт.
Стоит отметить, что самое легкое положение при сварке - низкое. Если у нас нет большого опыта, то по возможности нам следует в основном использовать эту позицию.
При сварке покрытыми электродами важно знать, каких параметров придерживаться при работе. Мы выделяем следующие:
Выбирая сварочный аппарат для работы, обращайте внимание на силу тока, которую имеет данная модель (то есть максимальный сварочный ток).Коэффициент мощности определяет тип электродов, оптимальных для сварки, и толщину обрабатываемого материала. Продолжительность включения также важна, поскольку она говорит нам, как долго мы можем сваривать без перебоев. В свою очередь, дополнительные функции значительно упростят нашу работу. Мы находим их в сварочных аппаратах инверторного типа, в их числе:
Как упоминалось ранее, сварка стержневыми электродами - очень универсальный метод. С его помощью можно комбинировать различные марки стали (легированные, нелегированные), чугун, никель, медь и их сплавы.К другим преимуществам можно отнести:
Самый большой недостаток сварки покрытым электродом - это время.Работу необходимо часто останавливать, чтобы установить новый электрод, а наросты шлака удалять молотком. Производительность также не очень высока (менее 5 кг наплавленного металла в час). Другими недостатками этого метода являются:
По этой причине сварочные аппараты MMA в основном используются для мелких ремонтных и строительных работ.В более сложных задачах используются методы соединения металлов TIG (может быть роботизированный) и MIG / MAG (даже с ручной сваркой очень быстро).
Типичный электрод MMA состоит из металлического сердечника, окруженного оболочкой из минералов, органических компонентов, металлов и ферросплавов. Во время сварки покрытие плавится, выделяя защитные газы, защищающие расплавленный металл от неблагоприятного воздействия воздуха.Крышка также облегчает зажигание дуги и стабилизирует ее. Это также создает защитный шлак. Обычно толщина покрытия составляет примерно 60% от сердечника.
Существует 4 основных типа электродов, различающихся используемым покрытием:
Вы также можете найти электроды с рутиловой целлюлозой (RC), на основе рутила (RB), рутилово-крупнозернистым (RR) и рутилово-кислотным (RA) электродами.Они сочетают в себе особенности различных типов первичных электродов.
Из-за гигроскопичности электроды необходимо хранить в сухом месте при комнатной температуре. Щелочной тип, впитывающий воду даже из воздуха, лучше всего дополнительно поместить в специальный термос с температурой, рекомендованной производителем. Их нельзя вынимать из оригинальной упаковки или хранить стопками.
Перед началом сварки следует проанализировать объем выполняемых работ.Положение сварки, а также тип тока и его полярность (+/-) в этом случае заставят выбрать соответствующий электрод.
Стоит отметить, что производитель должен указывать информацию о рабочих параметрах (включая сварочный ток) на упаковке электродов.
Выбор электрода с покрытием также строго зависит от толщины свариваемых деталей и сварного шва. При работе было принято подбирать электроды по диаметру следующим образом:
Использование соответствующего электрода означает правильную глубину проплавления и правильную форму сварного шва.Это особенно важно для неопытных людей.
Вертикальная сварка сверху вниз, известная сварщиками как капельная сварка, представляет собой довольно сложную технику. Помимо высоких навыков, это также требует использования соответствующих электродов. В этом случае используется только тип целлюлозы. Сварка на выходе используется, например, при соединении элементов трубопроводов, а также небольших объектов с закругленными краями.
Если мы нетренированные, материал довольно толстый (более 6 мм) и угловой шов должен выдерживать большие нагрузки, всегда выполняйте сварку вертикально снизу вверх.Для этого подходят целлюлозные, рутиловые и щелочные электроды. Сварка кислотными электродами может использоваться ограниченно.
Все типы покрытых электродов используются для сварки стальных деталей. Выбор подходящего будет зависеть в основном от позиции, в которой мы собираемся работать, а также от условий окружающей среды. Все металлы, представленные на рынке, также подходят для работы со сталью. Проблематичным может быть только соединение элементов из нержавеющей стали.В их случае наиболее эффективны рутиловые электроды.
К сожалению, электроды с покрытием не подходят для сварки алюминия. Всегда используйте метод TIG или MIG с защитным газом (например, аргоном). Стоит отметить, что алюминиевый лист довольно сложно сваривать и требует большого опыта. В основном это связано с тем, что алюминий плавится при невысокой для металла температуре, уже при 660,3 ° C. Если у нас нет опыта, сварка с помощью аппарата TIG должна быть проще.
Есть разные типы сварочных аппаратов. При сварке трансформатора всегда следует использовать стержневые электроды. Для работы можно использовать все типы электродов, кроме основных. При этом следует учитывать, что трансформаторные сварщики отличаются невысокой стабильностью дуги, неточным управлением и довольно большим весом. С другой стороны, они относительно дешевы, просты в использовании и довольно надежны.
Многие иногда используют сварочные аппараты для мелкого домашнего ремонта, домашних работ или строительных работ. Их используют, например, для строительства ворот, реконструкции балконов или установки металлических пролетов ограждений. Также слесарь-любитель может, например, сварить глушитель или другие элементы шасси автомобиля.
Такие люди обычно не имеют большого опыта, их волнует легкость сварки и эстетичный вид сварного шва.Поэтому идеальной для них будет сварка рутиловым электродом, который может работать практически в любом положении и работает даже в случае соединения очень тонких элементов. Также с его помощью можно делать самые разные типы стыков. Кроме того, он может успешно применяться как в трансформаторных сварочных аппаратах, так и в современных устройствах MMA на базе инверторов IGBT.
.
Я помешан на свечах! Однако, узнав о вреде парафиновых свечей (не только для людей и животных!), Я перешла на натуральные свечи из сои и пчелиного воска. Выбор огромен, но, к сожалению, цена зачастую непомерно высока. Вот почему я решил сделать свои свечи из соевого воска. Это не сложно!
Да, признаю, в последнее время ей явно нравится делать косметику и предметы первой необходимости.Недавно в блоге появился рецепт дезинфицирующего геля и натурального мыла. На этот раз у меня есть для вас что-то практичное, натуральное и красиво ароматное. Самодельные соевые свечи. Весь процесс основан на нагревании воска, добавлении ароматических масел, вставке фитиля и заливке предварительно выбранной стеклянной емкости. Затем ждем несколько часов и ставим свечу.
В отличие от дешевых парафиновых свечей, соевые свечи при горении не выделяют вредных веществ, таких как формальдегид, толуол или бензол.Если горящие парафиновые свечи вызывают головную боль, это знак того, что вам обязательно нужно от них отказаться. Хорошая новость в том, что домашняя соевая свеча ... не намного дороже парафиновой свечи! И, в свою очередь, во много раз дешевле готовых соевых свечей.
Кроме того, соевый воск плавится при более низких температурах, чем парафин. Мудрые головы говорят, что именно поэтому соевые свечи горят в среднем на 50% дольше парафиновых. Как будто этого было недостаточно, горящий соевый воск выделяет на 90% меньше углекислого газа, чем горящий парафин.
В зависимости от того, сколько воска вы вкладываете и сколько вы сходите с ума от добавок и посуды, цена самодельной свечи, конечно, будет варьироваться. Например, я купил соевый воск по цене 23 злотых за 1 кг. Ароматические масла из аллегро (запах черного кокоса и темного шоколада) обошлись мне в 5 злотых каждое, хотя дома у меня также есть немного более дорогие эфирные масла (11 злотых за флакон), купленные ЗДЕСЬ. Из одного флакона легко «изготовить» от 2 до 6 свечей.
Свечи первые свечи я сделал в… стаканах без ручек от ИКЕА. Набор из 6 стаканов по 180 мл обошелся мне в 12 злотых. Однако помните, что чем уже фитиль и чем шире стакан, тем труднее будет равномерно зажечь свечу (подробнее об этом позже в тексте). Предлагаю начать с относительно «узких» сосудов и фитилей. И протестируйте это.
Фитили, напротив, дешевы. Если вы разберете цены за использованный фитиль / шнур, расширенная версия будет стоить вам примерно 20 центов за фитиль.
Нетрудно подсчитать, что стоимость одной свечи объемом 180 мл по моему рецепту составляет от 7 до 8 злотых.Соевые «магазинные» свечи в этой емкости стоят минимум 30-40 злотых.
Как долго мы можем наслаждаться соевой свечой, зависит от множества факторов. Продолжительность одного ожога, тип используемого воска и т. Д. Я еще не задул ни одну из свечей ручной работы, поэтому не могу сказать, сколько она выдержала. Пока я их курил по 3-4 часа, и потеря небольшая. Я предполагаю, что они продлятся от 30 до 40 часов, но позвольте мне обновить информацию здесь после того, как свечи перегорят.
Насчет правильного горения свечей… Да! Потому что нужно уметь зажигать свечи, Возлюбленные! Фитиль всегда должен быть не более 0,5 см, и каждый раз, когда свеча пригорает и свеча остывает, ее необходимо обрезать. Это первое. Во-вторых, в первый раз, когда вы курите, стоит убедиться, что весь верхний слой, поверхность свечи, превратился в лужу. Если свеча погаснет и оставит такое отверстие, туннель, свеча с каждым разом будет гореть все меньше и меньше, и она будет выгорать быстрее. И это будет некрасиво 🙂
Обычно волшебный бассейн получается после 2-3 часов сжигания свечи один раз.Это также оптимальное время горения соевой свечи. Более длинные могут привести к скручиванию фитиля. А такая завернутая и необрезанная эффективно портит красоту свечи и ее последующее горение. Если по прошествии этих 2-3 часов на поверхности свечи все еще не осталось «лужи», оберните банку алюминиевой фольгой. Это значительно ускорит процесс. Затем погасите свечу. На сегодня хватит.
В отличие от домашнего мыла, создать свечу очень просто.Прежде всего, вам нужно купить соевый воск, желательно в хлопьях. Если купите его блоком - ничего не будет, просто придется его самому порубить, прежде чем плавить. Я купил свой соевый воск на Аллегро, ЗДЕСЬ. Важно проверить состав воска. Покупайте в чистом виде, без искусственных добавок и эфирных масел. Продавец также может предоставить рекомендованное количество добавок. В случае моего воска это 6%. Так что на 150 граммов своей свечи я налью максимум 9 граммов ароматизатора.Однако я не предлагаю так сходить с ума, потому что 9 граммов - это много аромата (почти целый флакон масла!).
Вт реально, небо - предел. Просто не забудьте взять натуральные или проверенные эфирные масла, проверенные на использование в свечах. И не превышайте максимальное количество отдушек, разрешенное производителем. Во-первых, я не предлагаю смешивать ароматы. Попробуйте отдельные ароматы, а затем поиграйте с композициями. Я рекомендую начинать с 20-30 капель масла на свечу и постепенно увеличивать или уменьшать «дозу» по своему усмотрению.
Сейчас мне нравятся парфюмерные смеси TE .
Knoty на Allegro (см. Здесь). Выбор большой, я выбрала вощеные фитили с металлическими пластинами. Сразу 20 штук. Длина фитиля, очевидно, зависит от высоты вашего сосуда. Фитиль должен выступать над готовой свечой максимум на 0,5 см. Обычно это означает, что перед заливкой света фитиль должен немного выступать над сосудом. После заливки свечи и ее застывания обрежьте фитиль до 0,5 см.
Деревянные фитили очень элегантны, но мне не нравится, как они стреляют. Может быть, дело в том, что до сих пор каждая свеча с таким фитилем ужасно перегорела - не знаю. Видимо, такие широкие деревянные фитили подойдут. Преимущество деревянных фитилей в том, что они приятно шипят при горении - как дрова в камине! Оборотная сторона - цена. Один деревянный фитиль стоит от 1 до 2 злотых.
В любом случае, вы также можете сделать фитиль самостоятельно, просто купите хлопковую нить в Castorama или другом Leroy Merlin.На Аллегро можно купить только бляшки для свечей, в пачках по 50 или 100 штук примерно за 2 злотых.
23 марта 2020
сложность: легкая
она написала: Эла

 Плавильный соевый воск.
Плавильный соевый воск. Сосуды и фитиль готовы для заливки воском.
Сосуды и фитиль готовы для заливки воском.  Залитые свечи. Воск медленно затвердевает.
Залитые свечи. Воск медленно затвердевает.
Выбор строительного материала - очень важный вопрос, с которым приходится сталкиваться инвесторам. На рынке представлены разные типы: традиционный кирпич, пустотелые блоки, супорекс, керамобетон - поротерм или ячеистый бетон (газобетон). У каждого материала есть свои достоинства и недостатки, они различаются физическими параметрами, массой, коэффициентами теплового и акустического пропускания.Их цены и затраты, связанные с последующим использованием здания, также различаются.
Это газобетонных блоков , или газобетон, с пористой структурой. История этого строительного материала долгая, она восходит к началу 20 века, когда швед Аксель Эриксен смешал песок, известь, воду, цемент и ангидрит в блоки и сжег их. Этот материал завоевал популярность и по сей день благодаря своим многочисленным преимуществам. Таким образом, Ytong - это марка газобетона, в котором воздух составляет более 80% по объему.Алюминий используется как пенообразователь. Строительство стен от Ytong позволяет создать здоровый, теплый и энергосберегающий дом. Ограничений в использовании нет, можно строить односемейные дома, многоквартирные дома любой этажности, производственные цеха и коммерческие постройки.
Минусов мало, дом Ytong не аккумулирует тепло, быстро остывает, но и быстро нагревается .Это тоже не самый дешевый строительный материал.
В зависимости от потребностей доступны различные разновидности Ytong с разными характеристиками. Ytong Silka - разновидность без пор, требует теплоизоляции, но имеет очень акустические свойства. Ytong multipor , напротив, обладает прекрасными теплоизоляционными свойствами. Применяется при ремонте старых построек, которые можно утеплить только изнутри. Также существует Ytong interio , применяемый для строительства легких перегородок.
Ячейка Ytong стоит от 6 до 10 злотых за единицу плюс стоимость транспортировки, определяемая индивидуально. Строительный раствор необходим для блоков (легкие 20 кг стоит около 80 злотых) и штукатурки снаружи.Квадратный метр стены Ytong с штукатуркой и трудом стоит около 200-250 злотых. Это будет на 70-100 злотых дороже из керамического кирпича, дешевле из супорекса и дешевле всего из кирпича.
Подведем итоги: ячеистый бетон - очень хороший строительный и отделочный материал. Помимо блоков, есть еще формы, плитки и перемычки. В жилых домах важнее всего полезные свойства этого природного материала.
.












