ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.

Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц. Чтобы эти ключевые элементы работали, нужно скоммутировать на них входной ток, а он поступает с диодного моста высокой мощности. Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160....TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
На вход подается питание от бытовой сети (фазный провод и нулевой провод). Оно поступает на выпрямительный блок после разводки через выключатель и контакты защитных схем. Выпрямитель состоит из диодов и конденсаторных фильтров для сглаживания пульсаций и уменьшения уровня сетевых помех.
При выпрямлении значительных токов диоды могут перегреваться. Для улучшения условий их охлаждения, они посажены на массивные алюминиевые радиаторы, которые дополнительно обдуваются встроенным вентилятором. В выпрямительном блоке устроена защита от перегрева. Она осуществляется путем отключения аппарата, в случае его нагрева до температуры выше 90 градусов.
Выпрямленное напряжение 220 вольт подается на вход инвертора и поступает на схему преобразователя, где преобразуется в напряжение высокой частоты от 20 до 50 кГц. Схема инвертора реализуется на двух или четырех транзисторных ключах, с применением транзисторов из серий MOSFET или IGBT, установленных на радиаторы.
Высокочастотное напряжение с инвертора подается на первичную обмотку трансформатора, а с вторичной обмотки снимается пониженное напряжение порядка 60 – 100 вольт, в зависимости от модели инвертора.
На выходе стоит еще один выпрямитель. Его иногда называют высокочастотным. Его задача выпрямить напряжение, приходящее от инвертора и выдать на сварочный кабель постоянное напряжение. Этот выпрямитель реализован на специальных высокочастотных диодах.
Мозгом, управляющим всеми процессами в инверторе, можно считать плату управления. Это специализированный микропроцессор, который собирает информацию о работе инвертора от специальных датчиков, обрабатывает её и выдает сигналы управления. Это самая сложная, как для понимания, так и для ремонта, часть сварочного инвертора. Необходимо следить, чтобы плата управления не перегревалась и периодически очищать ее от пыли, которая может «перекрыть» дорожки и создать аварийные условия.
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
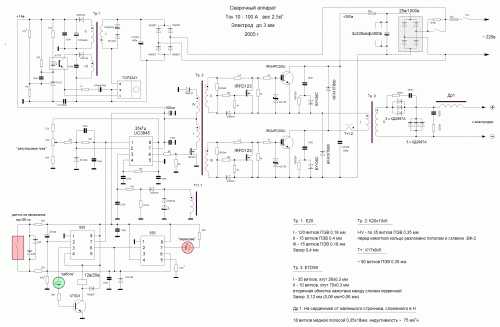
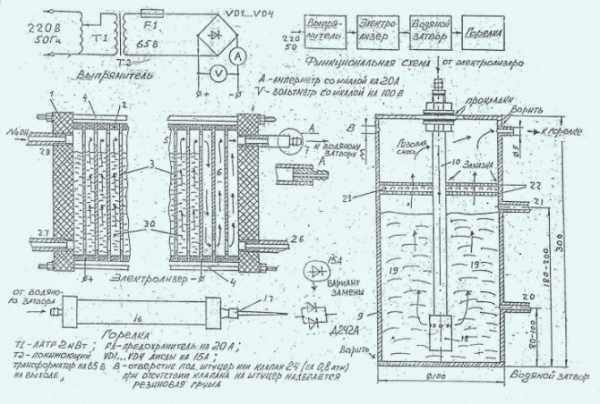
Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор - схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора.
Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.

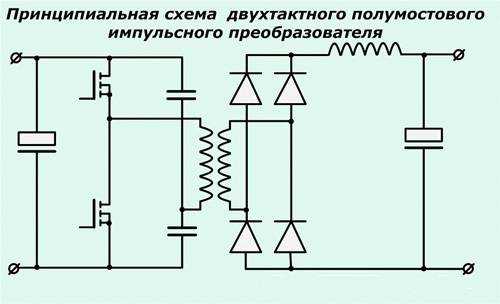
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
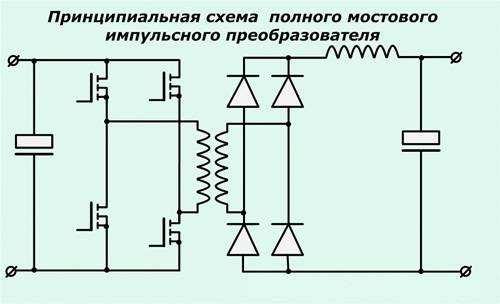
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
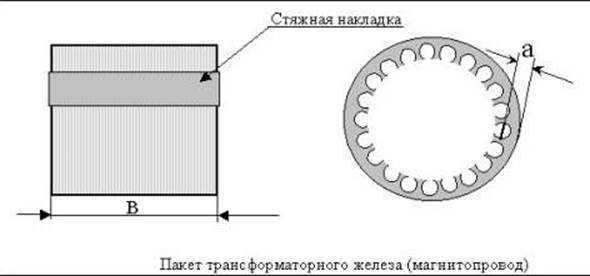
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
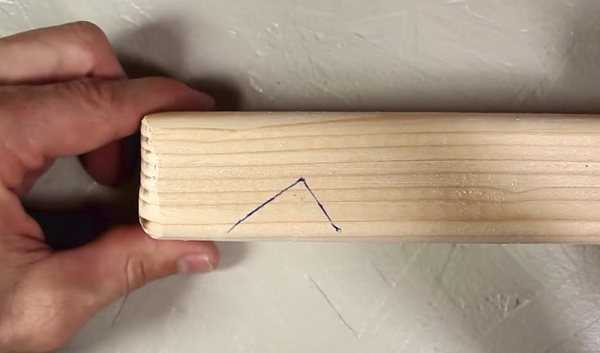
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
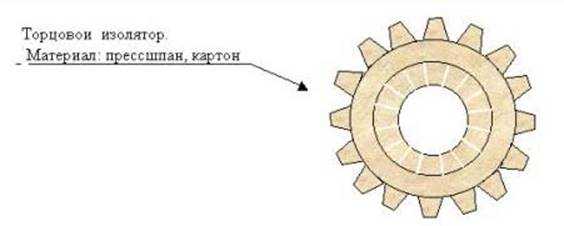
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
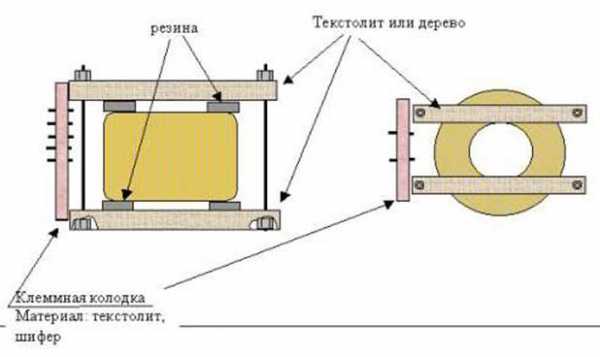
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
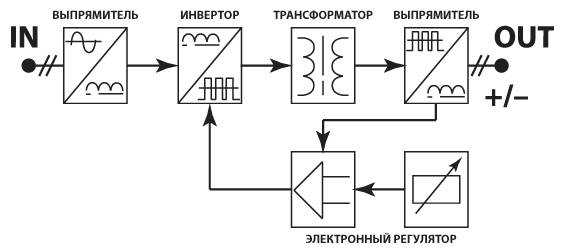
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.

Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
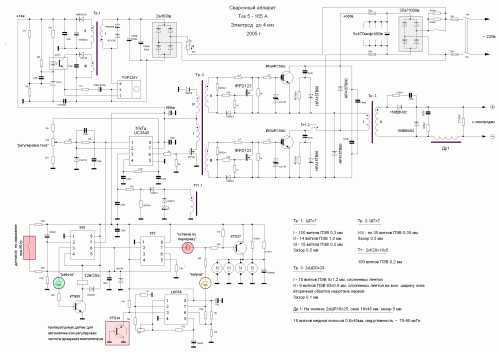
Особенности РЕСАНТА САИ 220:
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
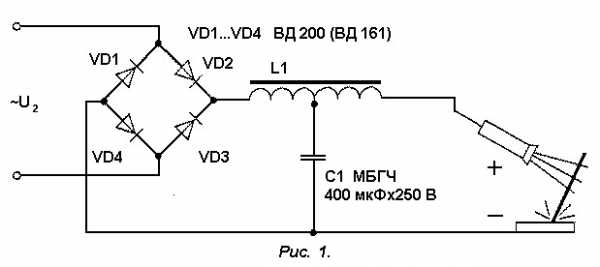
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
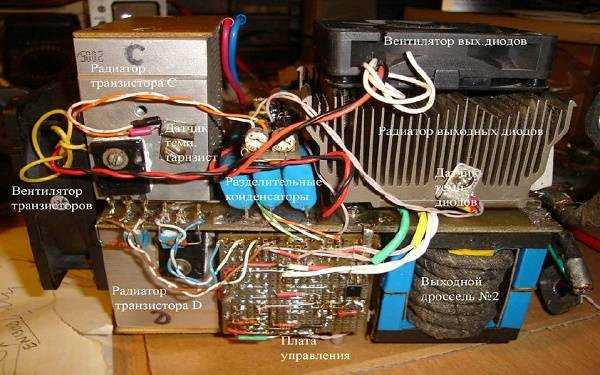
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
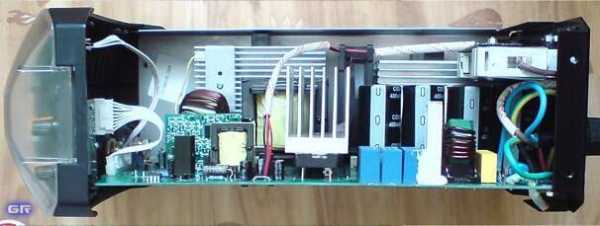
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
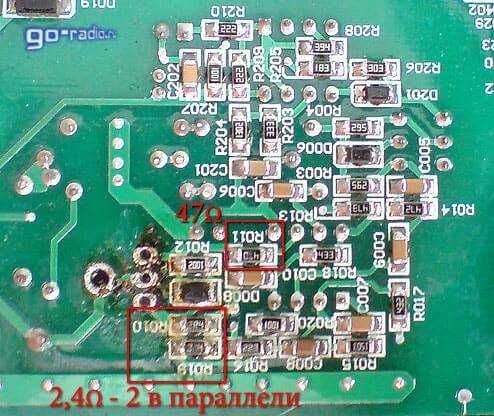
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
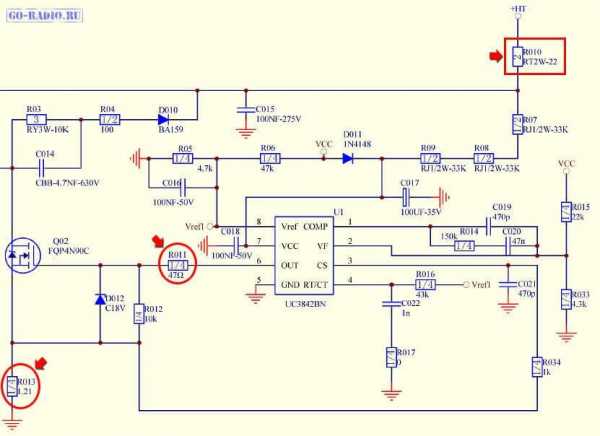
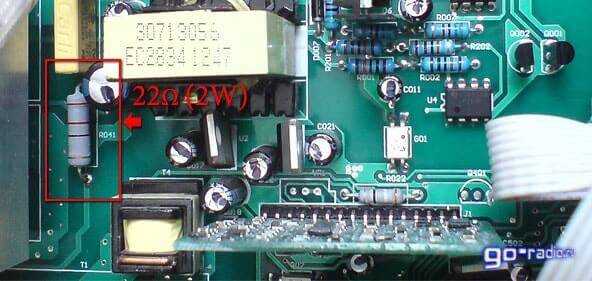
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего. С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
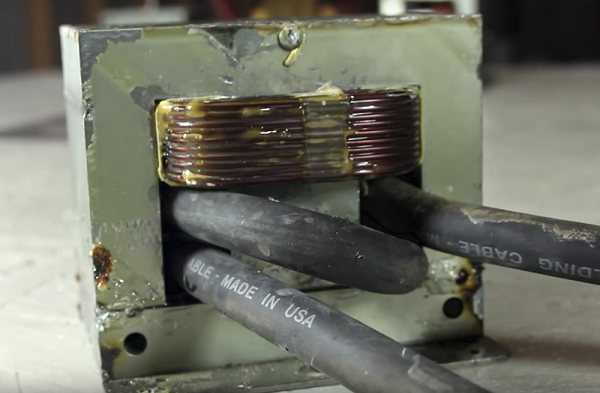
решил сваять осциллятор к инвертору, увидел ролик https://www.youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился. Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота. Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
Ресанта — 220 ремонт инвертора.
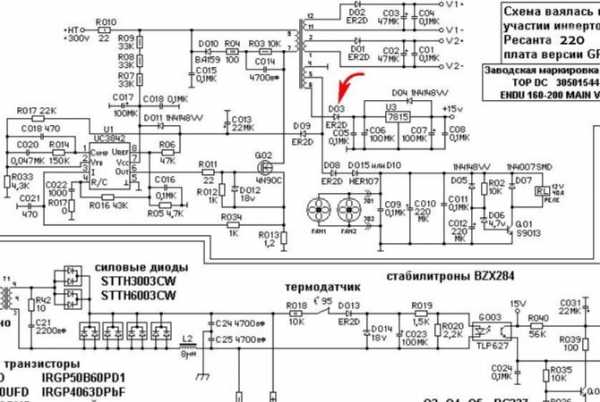
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201. И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил. Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.
www.mastergrad.com
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.

Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.


















В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
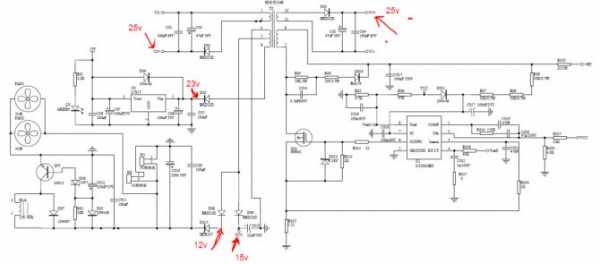
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.

В трансформаторе один из концов обмотки был оборван от вывода.
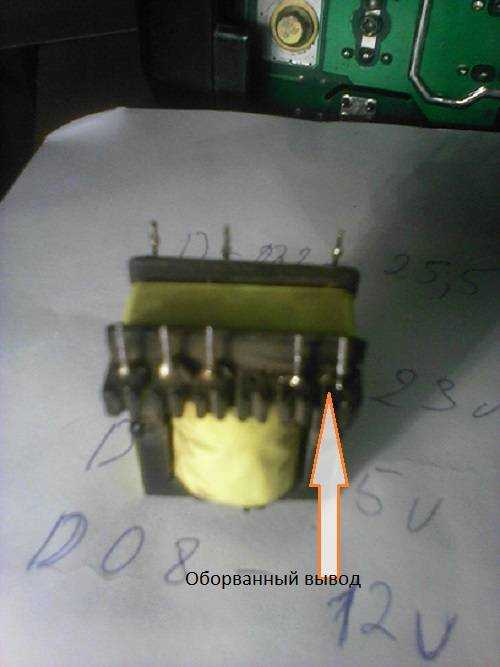
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
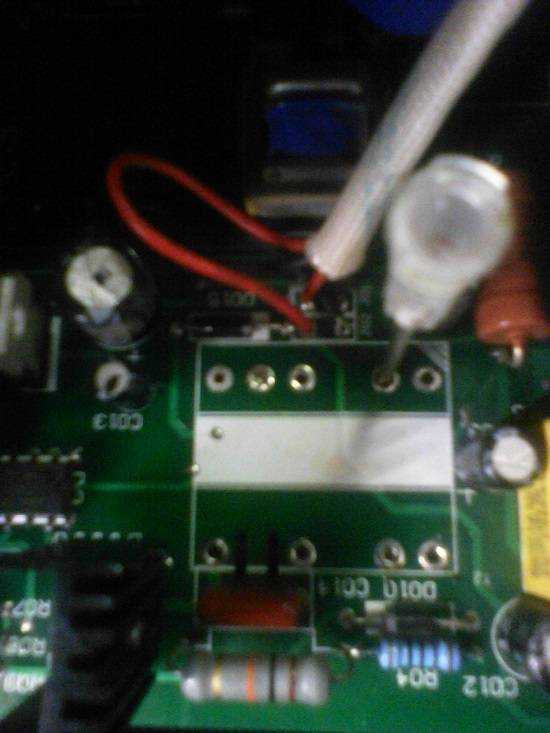
После установки трансформатора сварочный инвертор заработал.
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:

Сварочные инверторы
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Вариант исполнения торус 250 состоит из следующих элементов:
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
В статье мы рассмотрим классическую схему сварочного инвертора. Сегодня они очень популярны, их цена вполне доступна. Они обладают многими положительными качествами, в частности, удобством использования и малым весом. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. Для проведения качественного ремонта необходимо хотя бы в общих чертах ознакомиться с его устройством, из каких элементов состоит схема инвертора.Без него не получится ремонтировать сварочные аппараты, использующие в схеме инверторные преобразователи. Поэтому вам нужно много теории, чтобы узнать об этом устройстве.
По сути, это блок питания, принцип работы аналогичен тому, что используется в персональных компьютерах. Преобразование электричества происходит по тем же принципам, хотя размеры и функции этих устройств различны. В сварочном инверторе есть несколько ступеней.Первым делом нужно преобразовать переменное напряжение, которое поступает от сети 220 В, в постоянное. Как это происходит, будет описано немного ниже, как и электрическая схема сварочного инвертора.
Затем напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока равна 50 Гц. Инверторные сварщики увеличиваются до 80 тысяч. Гц. Затем необходимо уменьшить значение напряжения на высокой частоте. На последнем этапе это низкое напряжение преобразуется с частотой примерно 80 000 Гц.Это краткое описание, на самом деле все шаги можно разбить на более мелкие части. Но достаточно понять принцип работы.
Теперь о том, почему были выбраны эти программы инверторного типа. Взгляните на сварочные аппараты, которые использовались ранее, в том числе бытовые. Основное их назначение – снизить переменное напряжение, поступающее из домашней электросети, до безопасного значения, но с большим вторичным током.По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода зависит от того, какой ток вы получите в обмотке. Ниже представлена принципиальная схема сварочного инвертора в статье. Пожалуйста, внимательно прочитайте его, чтобы узнать, что в него включено. Иногда при сварке не хватает нескольких сотен ампер. Из-за того, что мощность таких трансформаторов очень велика, они работают только на частоте 50 Гц и к тому же имеют очень большие габариты.Как вы понимаете, частота входного и выходного тока одинакова. Другими словами, если первичная обмотка 50 Гц, снять вторичный ток с такими же характеристиками.
Но у инверторных сварочных аппаратов, где рабочая частота увеличена на величину 80 000 герц, а в некоторых аппаратах и более, размеры трансформаторов могут быть уменьшены во много раз, что используется для преобразования электрической ток.Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Однако для получения этого значения частоты необходимо использовать инверторную схему. Они состоят из мощных полевых транзисторов, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой.Следует помнить, что полевой транзистор работает только при постоянном напряжении. Следует отметить, что схема сварочного инвертора «Ресанта» во многом аналогична применяемой в других аппаратах.
Перед тем, как их запитать, необходимо выпрямить входящий ток. Для этого используется выпрямитель, в котором есть мощные диоды. Они соединены периметром моста. Затем переменная составляющая отсекается электролитическими конденсаторами.Это происходит на первом этапе преобразования. Полевые транзисторы подключены к трансформатору. С его помощью получается, что он снижает напряжение. Как было сказано выше, эти транзисторы вырабатывают ток переключения с частотой иногда более 80 000 Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами. Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же.Понятно, что есть еще много разных элементов, необходимых для стабильной работы сварочного аппарата. А теперь более подробно, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части - силовую и управляющую цепи.
В этом блоке происходит преобразование переменного тока, поступающего от сети 220 вольт. Он имеет несколько мощных полупроводниковых диодов, а также электролитические конденсаторы и дроссель. В совокупности это обеспечивает превращение переменного тока с рабочей частотой 50 Гц в постоянный.Конденсаторы необходимы, чтобы отсечь переменный элемент, который все еще находится в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямителя напряжения. Если подключение необходимо производить в трехфазной сети, схема подключения полупроводниковых диодов будет несколько иной. Поэтому нужно определиться, для чего вам нужна сварочная схема инвертора. Своими руками такое устройство можно легко собрать.
Также обратите внимание, что на практике происходит увеличение напряжения в 1,5 раза при переходе на фильтр, собранный на электролитических конденсаторах.Другими словами, если есть блок питания 220 В, то наконечники конденсаторов, если замерить, будут на 310 В. Для сглаживания пульсаций тока, во избежание высокочастотных помех, а также во избежание попадания в сеть используется специальный фильтр должен быть установлен. Обычно он монтируется на дросселе, намотанном на кольцевой сердечник, с несколькими конденсаторами, расположенными в цепи.
Обычно для реализации инвертора используют два мощных транзистора, работающих в ключевом режиме.Стоит отметить, что они обязательно крепятся на алюминиевый радиатор. Также имеется дополнительное принудительное охлаждение с помощью вентилятора. Благодаря этим транзисторам коммутируется постоянное напряжение, которое затем поступает на импульсный трансформатор. Кроме того, переключение происходит на частоте около 80 кГц. Однако есть отличие от переменного тока, который течет в домашней электросети. Во-первых, само значение частоты во много раз больше. Во-вторых, форма импульса этого переменного напряжения, создаваемого полевыми транзисторами, прямоугольная, а не синусоидальная.Для защиты транзисторов от перенапряжения необходимо использовать схему, состоящую из резисторов и конденсаторов. Следует отметить, что электрическая схема сварочного инвертора не обходится без этих элементов.
Трансформатор высокой частоты, подающий напряжение от транзисторов, работающих в ключевом режиме, что снижает его значение в среднем до 65 вольт. Но при этом ток может быть в районе 130 А.Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ее ток очень мал. Меньшее напряжение снимается со вторичной, но ток увеличивается. Обратите внимание, что автомобильная катушка зажигания работает противоположным образом. Это означает, что на первичную обмотку подается низкое напряжение с большим током. Со второго снимается высокое напряжение, но с меньшим значением тока.
Но стоит взглянуть на то, какие компоненты все-таки есть в эл. схема сварочного инвертора. На выходе также имеется выпрямитель, который собран из мощных полупроводниковых диодов. Они имеют очень высокую скорость, открываясь и закрываясь менее чем за 50 наносекунд. При проектировании сварочных инверторов следует обратить внимание на то, что эти полупроводниковые элементы следует выбирать таким образом, чтобы их параметры соответствовали режиму работы.Простые диоды не справятся с задачей, так как не смогут вовремя открываться и закрываться. Сразу начнется перегрев и, как следствие, поломка. По этой причине при проектировании или ремонте диодных установок, имеющих очень малое время переключения, обязательно.
р >> .В статье мы рассмотрим классическую схему сварочного инвертора. Они очень популярны на сегодняшний день, цена вполне доступная. У них много положительных качеств, в частности, простота работы и малый вес. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. Для проведения качественного ремонта необходимо хотя бы общее представление о его устройстве, из которого состоит схема инвертора. Без него не подлежат ремонту сварщики, в схемотехнике которых используются инверторные преобразователи.Поэтому вам предстоит многое узнать о теории этого устройства.
По сути, этот блок питания, его принцип действия аналогичен тому, что используется в персональных компьютерах. Преобразование электричества следует тем же принципам, хотя размеры и функции этих устройств различны. В сварочном инверторе можно выделить несколько ступеней. Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное.О том, как это происходит расскажут чуть ниже, как и электрическая схема сварочного инвертора.
Затем это напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что частота электричества в электрической сети составляет 50 Гц. Инверторные сварочные аппараты работают на частоте до 80 000 Гц. Затем необходимо понизить значение высокочастотного напряжения. На последнем этапе это низкое напряжение изменяется с частотой около 80 000 Гц. Это краткое описание, на самом деле все шаги можно разбить на более мелкие части.Однако понимания принципа действия достаточно.
Теперь о том, почему были выбраны эти программы инверторного типа. Взгляните на сварочные аппараты, использовавшиеся ранее, в том числе отечественные. Основное их назначение – снизить переменное напряжение, поступающее из домашней электросети, до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет ток, который вы получаете в обмотке.Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите, чтобы иметь представление о том, какие элементы в него входят. Иногда для сварки требуется несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень велика, они работают только на частоте 50 Гц и к тому же имеют очень большие габариты. Как вы понимаете, частота входного и выходного тока одинакова. Другими словами, если вы подали на первичную обмотку 50 Гц, снимите электрический ток со вторичной с теми же параметрами.
Но благодаря инверторным сварочным аппаратам, у которых рабочая частота увеличивается на величину 80000 Гц, а в некоторых аппаратах и более, размеры трансформаторов, которые используются для преобразования электрический ток, можно уменьшить во много раз. Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается за счет экономии меди и стали, которые используются при изготовлении трансформаторов.Однако для получения этого значения частоты необходимо использовать инверторную схему. Они состоят из транзисторов с сильным полевым эффектом, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Следует помнить, что полевой транзистор работает только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом напоминает применяемую в других аппаратах.
Поэтому, прежде чем давать им питание, необходимо откорректировать входной ток.Для этого используется выпрямитель с мощными диодами. Они соединены периметром моста. Затем переменная составляющая отсекается электролитическими конденсаторами. Это происходит на первом этапе трансформации. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутируемый ток с частотой, иногда превышающей 80 000 Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами.Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Очевидно, что есть множество других элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части - силовую и управляющую цепи.
Этот блок преобразует переменный ток, поступающий от сети 220 вольт.Он имеет несколько мощных полупроводниковых диодов, а также электролитические конденсаторы и дроссель. Это приводит к тому, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для отсекания переменного элемента, находящегося еще в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет производиться в трехфазной сети, схема полупроводникового диода будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора.Благодаря вашим рукам такое устройство можно легко собрать.
Также обратите внимание, что правильное напряжение увеличивается в 1,5 раза после достижения фильтра, собранного на электролитических конденсаторах. Другими словами, если сеть 220 В, то на клеммах конденсатора будет измеряться 310 В. Для сглаживания пульсаций тока, во избежание высокочастотных помех и во избежание попадания в сеть следует установить специальный фильтр. Обычно он монтируется на дросселе, который намотан на кольцевой сердечник, а также в схему включено несколько конденсаторов.
Обычно двухмощные транзисторы, работающие в ключевом режиме. Следует отметить, что они обязательно крепятся на алюминиевый теплоотвод. Также имеется дополнительное принудительное охлаждение с помощью вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Кроме того, переключение происходит на частоте около 80 кГц. Однако есть разница с переменным током, протекающим через вашу домашнюю электрическую систему.Во-первых, само значение частоты во много раз больше. Во-вторых, форма импульса этого переменного напряжения, создаваемого полевыми транзисторами, прямоугольная, а не синусоидальная. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из резисторов и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не лишена этих элементов.
Трансформатор ВЧ, напряжение которого от транзисторов, работающих в ключевом режиме, позволяет снизить его значение в среднем до 65 вольт.Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Напряжение со вторичной обмотки снимается с меньшим значением, но увеличивается ток. Обратите внимание, что катушка зажигания работает наоборот. Это означает, что на первичную обмотку подается низкое напряжение с большим током. Со вторичной снимается высокое напряжение, но с меньшим значением тока.
Но стоит посмотреть какие компоненты еще и эл. Схема сварочного инвертора. На выходе также установлен выпрямитель, который собран из мощных полупроводниковых диодов. Они имеют очень высокую скорость, открываясь и закрываясь менее чем за 50 наносекунд. Отметим, что при проектировании сварочных инверторов необходимо подобрать эти полупроводниковые элементы таким образом, чтобы их параметры соответствовали режиму работы.Простые диоды не справляются с задачей, так как не могут вовремя открываться и закрываться. Немедленно начнется перегрев, что приведет к отказу. По этой причине при проектировании или ремонте необходимо устанавливать диоды с очень коротким временем переключения.
р >>.Все сварочные аппараты сконструированы одинаково. Схема используется везде, где в качестве выключателей выступают мощные выключатели. полевые транзисторы. В магазинах можно найти большой ассортимент этих устройств. Однако их стоимость зачастую очень высока. Поэтому многие решают сделать сварочный инвертор своими руками. Легко сварить электродугой для работы дома, в гараже и на даче.Изготавливается с помощью трансформатора или инверторного устройства.
Трансформаторный тип надежен и долговечен. Он может работать с любым током. Но у него есть два больших недостатка: при падении напряжения ниже двухсот вольт он автоматически отключается. И у него большой вес.
Недавно была установлена инверторная машина. Об этом виде сварочного оборудования и расскажет данная статья.
Преимущества следующие:
Условными минимумами можно назвать:
Но в связи с тем, что устройство будет делаться своими руками, первый минус не столь значителен.Периодическое техническое обслуживание необходимо любому устройству, поэтому очистка обеспечит его бесперебойную работу.
Кроме того, для работы с устройством необходимо приобрести специальные навыки и соблюдать осторожность при его эксплуатации.
Трансформатор от обычной СВЧ печи идеально подходит для изготовления несложных сварочных инверторов своими руками. Он состоит из катушек, железа, эмали и медной проволоки.
Катушки используются в первичной и вторичной обмотках, а эмалированный медный провод наматывается на железный сердечник.
Каждая катушка имеет свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной за счет индукции вырабатывается ток.
Ток достигает ста тридцати ампер, но на первичной обмотке будет только двадцать ампер. Для хорошей сварки требуются электроды диаметром менее трех миллиметров.Такой аппарат может выполнять сварку с обратной полярностью.
Чтобы сварочный инвертор, сделанный своими руками, нормально функционировал, нужно уменьшить напряжение (поскольку трансформатор СВЧ выдает более двух тысяч вольт) и увеличить значение тока.
Для этого вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого старая обмотка аккуратно разрезается и удаляется. Количество витков и сечение нового провода зависит от используемого трансформатора.Но вычислить его нетрудно. В этом может помочь любой учебник физики. Как вариант — воспользоваться онлайн-калькулятором. В конце работы новая обмотка покрывается специальным токоизоляционным лаком.
Следующие схемы помогут вам лучше понять, как работает устройство. Посмотрите на них внимательно.


Чтобы самодельный сварочный инвертор, сделанный своими руками, был прост в эксплуатации и мог перевозиться, для него потребуется корпус.Туда и будут крепиться все детали.
Трансформаторы собираются один за другим, при этом ток снижается до пятидесяти ампер. Первичные обмотки монтируются параллельно, а вторичные обмотки монтируются последовательно. Таким образом, на выходе получается устройство с нагрузкой шестьдесят ампер и тридцать восемь вольт.
Детали устанавливаются на заводской диск. В этом случае монтаж блока питания, драйверов и карты производится отдельно. Энергетическая часть отделена пластиной, прикрепленной к корпусу пластины.Подсоедините кабели управления.
Все силовые цепи должны быть армированы медной проволокой.
В комплект входит специальный нагреватель для отвода тепла. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания подобрано так, чтобы была мощность 20 вольт. Входные выпрямители должны иметь достаточно мощные нагреватели.
Термодатчик вставлен в корпус для определения максимальной температуры.
Блок управления служит в качестве ШИМ-регулятора с одноканальной настройкой.Его назначение – обеспечение горения и стабильности дуги. Встроенный конденсатор будет влиять на силу сварочного тока.
В будущем сварочном инверторе монтируются два вентилятора с обеих сторон своими руками. Благодаря им воздух вытягивается. Для его прихода в днище кузова было просверлено несколько десятков отверстий.
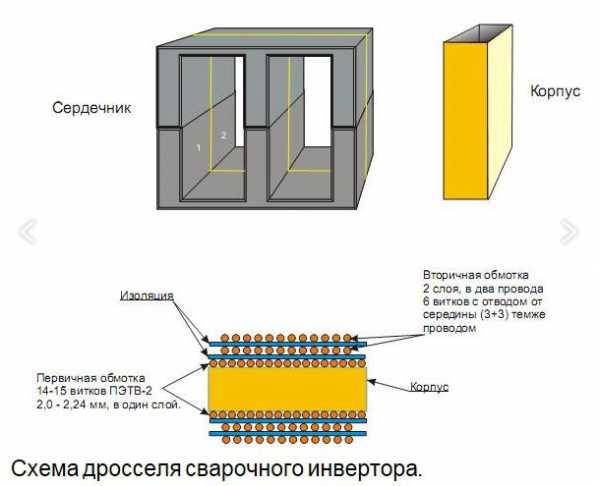
Этот самодельный сварочный инвертор намного удобнее и проще в использовании, чем трансформатор.При этом качество шва получается лучше. Используется при сварке:
После того, как вы создали схемы сварки инвертора, изучили и поняли конструкцию и сборку, приступайте к закупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, потому что на виртуальных страницах выбор намного больше и стоимость деталей ниже.
Однако в погоне за хламом нельзя забывать об их надлежащем качестве, ведь от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, вам необходимо купить:
Вам также необходимо будет приобрести другие аксессуары, такие как ручка, кабель и т. д.

Сварочный аппарат необходимо правильно эксплуатировать и периодически проверять.При обнаружении неисправностей необходимо произвести ремонт сварочных инверторов (это вполне возможно сделать своими руками).
Для этого в случае плохого контакта все детали разъединяются, зачищаются и на их поверхности, а затем снова соединяются.
Если есть небольшая нагрузка на сеть, но устройство потребляет большой ток, причина в том, что катушки замкнуты. Для устранения проблемы необходимо перемотать катушки и заменить изоляцию.
Если дуга продолжает исчезать, это означает, что обмотка оборвалась.
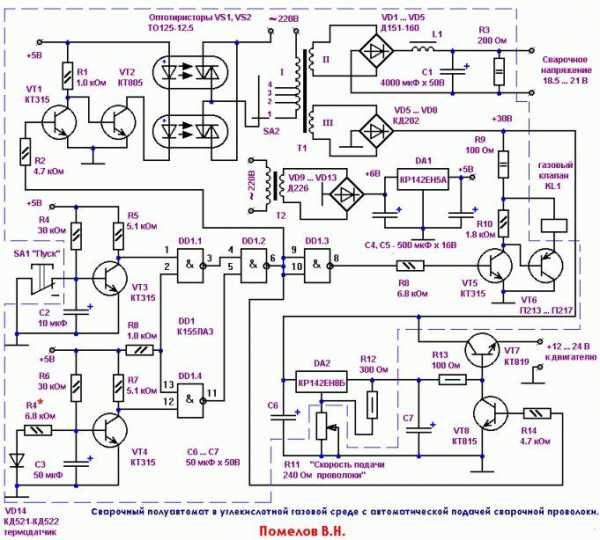
Предназначен для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа тепло воздействует на очень малую площадь, и окрашенная часть краски выгорит только узкой полосой, электродная проволока очень быстро расплавится, и даже если детали будут разной толщины , шов будет такого же качества. Кроме того, углекислый газ получить легче, чем ацетилен и кислород, а сварка довольно проста.
Основу аппарата составляет сварочный трансформатор Т1, который подключается к сети на двести двадцать вольт (активируется нажатием кнопки «Пуск», которая подключена к каскаду VT3).
К этому же ключу VT4 подключен кремниевый диод VD14, который при длительной эксплуатации можно закрепить как термодатчик. Но если устройство не перегревается, можно смело обойтись без него.
ИМС DD1 155LAZ обеспечивает все фазы сигнала для выходных узлов.Питается так же, как VS1, VT1, VS2, VT2, VT3 и 4 напряжением 5 В от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, Б200-6, Б2-200-9.
При выборе других предметов должны появиться вопросы.
Трансформатор сварочный мощностью от двух с половиной до трех киловатт с медным проводом от шести до восьми миллиметров во вторичной обмотке, сердечником магнитопровода на двадцать один вольт и силой тока сто двадцать ампер.
Обе обмотки вращаются симметрично, конец одной обмотки обязательно совпадает с началом другой. Проволока используется диаметром до двух с половиной миллиметров.
Дроссель L1 наматывается на двигатель с прорезью с помощью сварочного троса. Конденсатор С1 имеет емкость четыре тысячи микрофарад.
Держак состоит из резинового шланга диаметром примерно три сантиметра. Через него проходит углекислый газ. С одной стороны шланга есть разъем с муфтой, контактами, отверстием и гайкой, которая фиксирует весь разъем.С другой стороны – ручка с переключателем и трубка с наружной резьбой, в которую вмонтирован наконечник.
Практически все узлы схемы находятся в корпусе. Остальное так:
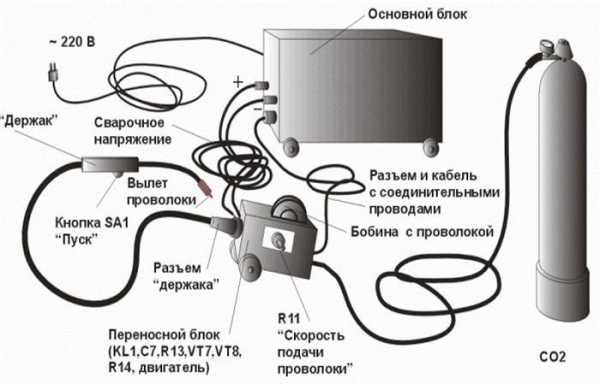
Сделать сварочный инвертор своими руками очень просто. Все, что нам нужно, это желание и немного усердия для реализации задуманного.
.Здравствуйте, читатели этой страницы. Сегодня я расскажу вам, как из пластиковой канистры сделал удобную коробку для транспортировки сварочного аппарата.
Большую часть времени живу в городской квартире. В подвале под девятиэтажкой у меня есть мастерская, где я занимаюсь своим хобби — самоделками. Там я могу делать все, кроме сварки - во-первых, в электрощите установлен автомат на 10А, который можно выбить при прилипании электрода (ключ к крышке у электрика).Во-вторых, пожарная безопасность! И в-третьих (и самое главное), вентиляция там не позволяет проводить сварку.
Поэтому для выполнения сварочных работ я еду на дачу или в частный дом. А так как у меня всегда не хватает времени, то чаще всего после работы я падаю в подвал, беру все необходимое и иду...
Использую сварочный инвертор "Gerard-MMA200".

И вот я добрался до дачи. Разбираю прибор в ожидании интересной работы...
...... И тут оказывается забыл маску!!! ...
В другой раз взял маску и сварку... а про электроды забыл...
В следующий раз - взял все кроме отрезных кругов...))))).
Эти события натолкнули меня на мысль сделать что-то вроде коробки, в которую поместился бы весь комплект - сварочный аппарат, маска, провода, электроды, зажимы, молоток... Короче, взять одну коробку, кинуть в машину - и ничего не забудь!)))))
И я начал думать, что же мне с ним делать! Мой выбор пал именно на такую канистру на 30 литров, которых у меня довольно много:

В итоге у меня получилась коробка, которую вы видите на этом видео (она снята на видео" криво, а жаль):
А теперь подробно расскажу как я это делал.
Мне понадобилось:
1. Канистра пластиковая 30 л
2. Вытяжные заклепки диаметром 4,8 мм различной длины.
3. Петли 2 шт
4. Нагрудные застежки 2 шт.
5. Жестяные полоски.
6. Резка труб ПВХ.
7. Отделка линолеум.
6. Шайбы М5 увеличенные.
Итак, начнем...
Сначала я хотел сделать альбомную верстку. Но поразмыслив, пришел к выводу, что, во-первых, сильно потеряю в жесткости конструкции, а во-вторых, все равно буду носить ее за ручку (т.е. вертикально) и поэтому было бы лучше, если бы инструмент был изготавливается в том же положении.
Итак, я взял канистру и отрезал ее верхушку:



Я взял более узкую полосу и приклепал к ней край отрезанного верха, используя простую заклепку и глухие заклепки. При этом дважды загнутый край банки немного выдвинул за насечку:









90 100






















Сварочным аппаратом пользуюсь довольно часто, поэтому решил собрать простую металлическую конструкцию, которая позволит переносить и хранить оборудование с максимальным удобством. Каркас обеспечивает дополнительную защиту от повреждений, а боковые язычки отлично подходят для намотки кабеля, чтобы он не провисал.
Для работы использовал:
Были использованы следующие материалы:
Порядок работ следующий:
Теперь нужно сделать заготовки для каркаса конструкции:
Процесс сборки выполняется в следующей последовательности:
Завершаем сборку и выполняем следующие работы:
Туомас Сойккели поделился своим опытом работы с Instructables.com
8 октября 2018 г.Если вы хотите выразить благодарность, добавить объяснение или возражение, спросить автора о чем-то - добавьте комментарий или спасибо!
Мастер изготовил ящик для инструментов, достаточно удобный для использования в мастерской и транспортировки. Сегодняшние самодельные изделия нельзя назвать полностью ручными. Это канистра, точнее ящик, ящик для сварочного аппарата. Застежки сзади на петлях.Взял, разрезал, что внутри? Мастер живет в городской квартире и занимается самоделками в подвале. Он умеет все, кроме сварки. Для их выполнения она обычно отправляется на дачу или в частный дом. Здесь я столкнулся с трудностями. Времени нет, поэтому приезжая вечером после работы, собираем все необходимое. Поэтому я решил сделать коробку, куда все ушло. Я делал из канистры. Там было несколько канистр, одну из них я вырезал, склепал с канистрами для придания жесткости.Сверху и снизу – двойные, то есть поставить банку изнутри. С помощью замков (купил в магазине мебельной фурнитуры, галстук - откидной стол связан, стоит копейки). Внутри сварочная маска-хамелеон, в ней провода. Начнем с чего? Болгарский. Вот почему мы часто забываем некоторых. Я положил один из них в канистру. Сбоку есть линолеумный карман, вмещающий необходимое количество дисков. Вам понадобятся отрезные круги, наждачная чешуя, зачистка. Это с вами.Я прикрепил рулетку к карману. Сварка, инвертор. Я сделал несколько креплений в коробке из труб ПВХ. В них можно помещать различные виды электродов и сварочный молоток. Вырезал кусок круглого дерева, заточил его, приварил кусок водопроводной трубы.
Теперь удобнее куда-то пойти, что-нибудь приготовить. Идем домой, переодеваемся, канистру, еду, снаряжение и все остальное закидываем в багажник и ничего не забываем.


изобретения.нетто
pogranec 17-12-2017, 10:09 11743 Аксессуары
В контакте
 Те, кто пользуется сварочным аппаратом, знают, как неудобно его хранить и перемещать из-за проводов. Мастер своими руками решил сделать органайзер для сварщика. Ниже мы рассмотрим, что из этого получилось и что он для этого использовал.
Те, кто пользуется сварочным аппаратом, знают, как неудобно его хранить и перемещать из-за проводов. Мастер своими руками решил сделать органайзер для сварщика. Ниже мы рассмотрим, что из этого получилось и что он для этого использовал. Инструменты и материалы:
Сварочный аппарат; -Металлическая лента; -Дрель; -УШМ; -Квадратный; -Металлический стержень; -Бендер; -Порок; -Порок; -Рулетка; -Банка с краской; -Магнит; -Хомуты; - Трубка из нержавеющей стали; Шаг первый: крючки.Отметьте металлическую полосу 3*30мм.Сверлит отверстие диаметром 8 мм. Он отрезает пластины. Отрезает четыре арматурных стержня 8 мм. Он просовывает их в отверстия в тарелке и сжигает. Загибает края пластин под углом 45 градусов. Делает еще два крючка из арматуры под углом 90 градусов. Отрезает две полосы, просверливает отверстие и приваривает крючки. Создает еще одну полукруглую пластину для магнита.




7
7
9
1
1
5
5

 Нижнюю опорную часть мастер делает из уголка 30 мм и полосы. Срезает два угла. Сваривает ремешок на концах. А с одной стороны пояс с крючком.
Нижнюю опорную часть мастер делает из уголка 30 мм и полосы. Срезает два угла. Сваривает ремешок на концах. А с одной стороны пояс с крючком. 
 Приваривает U-образную раму вниз. Приварена одна П-образная рама, в центральной ее части пластина с крюком. В результате получается крючок снизу и сверху рамы, вокруг которого будет обматываться шнур питания.
Приваривает U-образную раму вниз. Приварена одна П-образная рама, в центральной ее части пластина с крюком. В результате получается крючок снизу и сверху рамы, вокруг которого будет обматываться шнур питания. 


 Приваривает крюки по бокам рамы, на которые будут наматываться сварочные тросы.
Приваривает крюки по бокам рамы, на которые будут наматываться сварочные тросы.

 Третий этап: Окраска и сборка Зачищает швы, окрашивает поверхность.
Третий этап: Окраска и сборка Зачищает швы, окрашивает поверхность.  Делает пластиковый держатель вилки.
Делает пластиковый держатель вилки.  Прикручивает держатель к проушине с одной стороны и к магниту с другой стороны.
Прикручивает держатель к проушине с одной стороны и к магниту с другой стороны.  Устанавливает сварочный аппарат. Катушки на кабельных крюках. Прикрепляет крышку электрода к верхней части.
Устанавливает сварочный аппарат. Катушки на кабельных крюках. Прикрепляет крышку электрода к верхней части. 

 Органайзер готов.
Органайзер готов. 

 Весь процесс производства можно посмотреть в фильме.
Весь процесс производства можно посмотреть в фильме. В контакте с
Чтобы написать комментарий, вы должны войти на сайт через социальные сети.сеть (или реестр): Обычная регистрация
Информация
Гости, принадлежащие к группе Гости не могут комментировать эту публикацию.
usamodelkina.ru
Преимущества инверторов неоспоримы: легкий вес, компактная конструкция, простота в эксплуатации. Только цена может остановить вас от покупки. Но в умелых руках инвертор не только со временем окупится, но и сможет приносить прибыль. Зная все это, вы, наконец, решили его купить.Конечно, вы хотите убедиться, что вы не тратите свои деньги впустую. Ведь сварщик должен справляться с возложенными на него задачами и исправно служить долгие годы.

Познакомимся с одним из самых популярных устройств в России, которое используется для домашнего использования. Telwin Force 165 производится известной итальянской компанией, специализирующейся на выпуске сварочного оборудования.
Защита от перегрева, пониженного напряжения и перегрузки по току гарантирует долгий срок службы.Обратите внимание на маркировку «СЕ». Это сертификат безопасности, который должен быть на каждом продукте, продаваемом в Западной Европе. Telwin Force 165 гарантирует будущему владельцу инвертора защиту от электромагнитного излучения. Даже если вы никогда не задумывались о невидимой угрозе полям, согласитесь, неплохо, что производитель сам о вас позаботился.
Протестировав инвертор, вы убедитесь, что он хорошо сваривает металл как на малых, так и на больших токах.Обладает полным набором функций: горячий старт, дуговая горелка, антиадгезионная. Все работает так же, как и на более дорогих моделях.
Стоит обратить внимание на комплектацию инвертора. Вместе с ним вы получите маску, провода, зажимы, электрододержатель, щетку для удаления шлака и кейс, в котором все это удобно хранить и носить с собой.
Комментарий специалиста
К сожалению, маска сварщика в этом комплекте не самая лучшая, она выполнена в виде чехла со съемной ручкой.Если не понравится, со временем можно будет купить еще один. Самое главное — это качество самого инвертора, и у Telwin оно на высоком уровне.
Обратите внимание, что данное устройство, как и другие представленные в обзоре модели, отлично работает с генератором. С вашей дизельной или бензиновой электростанцией вы можете сваривать там, где нет сетевого питания.


Теперь давайте познакомимся с замечательным комплектом, в который входит сварочный инвертор Fubag IN 160 и маска-хамелеон.Хороший полупрофессиональный сварщик позволяет оценить все преимущества инверторной техники. Из-за повышенного тока во время пуска дуга легко загорается. Предусмотрена функция антиприлипания для предотвращения прилипания электрода. Если это так, это помогает сделать это.


Если вы хотите купить маску-хамелеон, покупая ее в этом наборе, вы можете сэкономить до половины ее стоимости.
Еще 2 инвертора продаются в выгодных комплектах - Elitech AIS 160.Первый вариант - тоже с маской-хамелеоном, второй - Elitech AIS 160CAP - с кейсом, сварочным щитком, проводами толщиной 3 м, электрододержателем, зажимом заземления и молотком.
Сварочный инвертор стал незаменим для профессионального сварщика или любителя. С помощью сварочного оборудования производится пайка или резка металла, а корпус сварочного инвертора предназначен для удержания основных узлов и узлов, предназначенных для работы с металлическими поверхностями.Для тех, кто постоянно занимается сваркой, приоритетом в качестве работы будет удобное расположение и расположение основных деталей и узлов, предназначенных для сварки.
Промышленность выпускает несколько вариантов коробов для сварочного инвертора, но большинство пользователей оборудования считают, что изготовление корпуса своими руками будет отличным вариантом. Кстати, некоторые конструкции корпуса сварочного инвертора своими руками стали основой промышленного производства, завоевавшего популярность среди специалистов-сварщиков.
Промышленная серия имеет удобные отсеки и секции для хранения инструмента и другого вспомогательного оборудования и деталей. Как успешный пример промышленного производства, корпус 18″ серии FIT имеет следующие параметры:

Боковые ручки, используемые в этой конструкции, позволяют использовать только 390 мм полезного пространства.Высота такой конструкции составляет 180 мм, размер 145 мм отведен под прямую выдвижную конструкцию, а 35 мм относится исключительно к закрытой части корпуса в виде крышки. Вес такой конструкции около 2,5 кг. Как показывает практический опыт, этот вариант прекрасно подходит в качестве корпуса сварочного инвертора «Ресант», «Торус» и др. Единственным недостатком является отсутствие возможности полноценного размещения проводов и кабелей, предназначенных для конструкции инверторных сварочных аппаратов.

В любом случае, у некоторых моделей еще есть возможность «впрессовать» кабели, держатели и провода в структуру коробки. Внутри крышки есть специальная полость, позволяющая разместить пакет электродов и минимально необходимые средства защиты.
В отличие от бытовых вариантов, которые должны быть изготовлены из подручных материалов, сварочный инвертор внутри корпуса не «висит», а прочно удерживает корпус инвертора.Дополнительным преимуществом серийного производства корпуса сварочного инвертора Патона будет специальное лакокрасочное покрытие, которое не изменит свой внешний вид вне зависимости от состояния основного оборудования сварочного инвертора.
Учитывая, что сварочные работы сложны и ответственны, большую роль в этом играет наличие дополнительных принадлежностей и предметов, предназначенных для мобильной транспортировки или длительного хранения. Преимущества промышленных образцов следующие:
Промышленный кейс стоит дороже ящика сварочного инвертора своими руками, но в то же время вы можете использовать это устройство как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Чтобы собрать сварочный ящик самостоятельно, необходимо иметь минимальные знания по математике, особенно геометрии, чтобы правильно распилить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Мастер изготовил ящик для инструментов, достаточно удобный для использования в мастерской и транспортировки. Сегодняшние самодельные изделия нельзя назвать полностью ручными. Это канистра, точнее ящик, ящик для сварочного аппарата. Застежки сзади на петлях. Взял, разрезал, что внутри?
Лорд живет в городской квартире и делает в подвале самоделки. Он умеет все, кроме сварки. Для их выполнения она обычно отправляется на дачу или в частный дом. Здесь я столкнулся с трудностями.
Нет времени, поэтому, когда вы приходите вечером после работы, мы собираем все необходимое. Поэтому я решил сделать коробку, куда все ушло. Я делал из канистры. Там было несколько канистр, одну из них я вырезал, склепал с канистрами для придания жесткости. Сверху и снизу - двойные, т.е. изнутри ставлю банку. С помощью замков (куплен в магазине мебельной фурнитуры, стяжка - подсоединяется откидной столик, стоит копейки).
Внутри маска сварщика-хамелеона, в ней провода.Начнем с чего? Болгарский. Вот почему мы часто забываем некоторых. Я положил один из них в канистру. Сбоку есть линолеумный карман, вмещающий необходимое количество дисков. Вам понадобятся отрезные круги, наждачная чешуя, зачистка. Это с вами. Я прикрепил рулетку к карману. Сварка, инвертор.
Сделал крепеж в коробке из труб ПВХ. В них можно помещать различные виды электродов и сварочный молоток. Вырезал кусок круглого дерева, заточил его, приварил кусок водопроводной трубы.
Теперь удобнее пойти куда-нибудь и что-нибудь приготовить. Идем домой, переодеваемся, канистру, еду, снаряжение и все остальное закидываем в багажник и ничего не забываем.
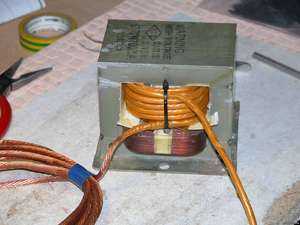 Благодаря своей мобильности инверторные сварочные аппараты нашли широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными комплектами трансформаторов для сварочных работ. Принцип работы, устройство и их типичные поломки должен знать каждый.Не у всех есть возможность купить сварочный инвертор, поэтому радиолюбители выкладывают в интернет собственные схемы сварочных инверторов.
Благодаря своей мобильности инверторные сварочные аппараты нашли широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными комплектами трансформаторов для сварочных работ. Принцип работы, устройство и их типичные поломки должен знать каждый.Не у всех есть возможность купить сварочный инвертор, поэтому радиолюбители выкладывают в интернет собственные схемы сварочных инверторов.
относительно недороги и просты в ремонте благодаря простой конструкции. Однако они тяжелые и чувствительны к напряжению питания (U). При низком U выполнить работу невозможно, так как возникают значительные перепады U, в результате чего бытовая техника может выйти из строя. В частном секторе часто возникают проблемы с ЛЭП, так как в странах бывшего СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из витков, которые часто окисляются. В результате этого окисления сопротивление (R) этой скрутки увеличивается. При значительной нагрузке они нагреваются, что может привести к перегрузке ЛЭП и трансформаторной подстанции. Если к электросчетчику подключить старый сварочный аппарат, то при низком U сработает защита (автомат "выбивает"). Некоторые пытаются подключить сварочный аппарат к электросчетчику, нарушая закон.
Такое нарушение карается штрафом: потребление электроэнергии незаконно и в больших количествах.Чтобы работа была более комфортной - не надейтесь на U, не поднимайте тяжести, не перегружайте линии электропередач и не нарушайте закон - используйте инверторный сварочный аппарат.
Сварочный инвертор подходит как для домашнего, так и для корпоративного использования. Благодаря малым габаритам он способен обеспечить стабильное горение сварочной дуги, да еще использовать сварочный ток намного больший, чем у обычного сварочного аппарата.Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обычный импульсный блок питания (тот же, что и компьютерный, только с большей силой тока), что упрощает схему сварочного аппарата.
Основные принципы его работы: выпрямление входного напряжения; преобразование выпрямленного U в переменный ток высокой частоты с помощью транзисторных ключей и дальнейшее выпрямление переменного напряжения U в постоянный ток высокой частоты (рис. 1).
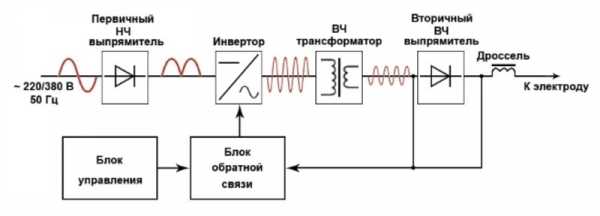
Рисунок 1 – Принципиальная схема инверторного сварочного аппарата.
При использовании мощных ключевых транзисторов постоянный ток преобразуется, выпрямляемый диодным мостом, в ток высокой частоты (30..90 кГц), что позволяет уменьшить габариты трансформатора. Диодный выпрямитель пропускает ток только в одном направлении. Отрицательные гармоники синусоиды «отсекаются».
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей.Конденсаторный фильтр используется для преобразования его в приемлемый постоянный ток для корректной работы ключевых транзисторов, работающих исключительно от постоянного тока. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которые позволяют заметно сгладить пульсации.
Диодный мост и фильтр обеспечивают питание схемы инвертора. Вход схемы инвертора выполнен на ключевых транзисторах, преобразующих постоянное U в переменное высокой частоты (40.0,90 кГц). Это преобразование необходимо для питания импульсного трансформатора, на выходе которого получается ток высокой частоты с низким значением U. С выходов трансформатора питается высокочастотный выпрямитель, а на выходе формируется постоянный ток высокой частоты. выход.
Устройство не очень сложное и поддается ремонту любой инверторный сварочный аппарат. К тому же существует множество схем, с помощью которых можно сделать самодельный сварочный инвертор.
 Монтаж инвертора для сварки прост, так как имеется много цепей. Можно сварить от блока питания компьютера, выбить под него коробку, но получится маломощный сварочный аппарат. Подробно о том, как сделать простой инвертор из компьютерного блока питания для сварки, можно найти в интернете. Большой популярностью пользуется инвертор для приварки к ШИМ-контроллеру UC3845. Прошивается микросхема программатором, который можно приобрести только в специализированном магазине.
Монтаж инвертора для сварки прост, так как имеется много цепей. Можно сварить от блока питания компьютера, выбить под него коробку, но получится маломощный сварочный аппарат. Подробно о том, как сделать простой инвертор из компьютерного блока питания для сварки, можно найти в интернете. Большой популярностью пользуется инвертор для приварки к ШИМ-контроллеру UC3845. Прошивается микросхема программатором, который можно приобрести только в специализированном магазине.
В случае прошивки необходимо знать основы C++, кроме того, вы можете скачать или заказать готовый программный код. Перед сборкой необходимо определиться с основными параметрами сварочного аппарата: максимально допустимый ток питания не более 35 А. При сварочном токе 280 А U питающей сети составляет 220 В. по параметрам, можно сделать вывод, что эта модель превосходит некоторые заводские модели. Чтобы собрать инвертор, следуйте блок-схеме на рисунке 1.
Схема блока питания проста и достаточно проста в сборке (схема 1). Перед установкой определитесь с трансформатором и найдите подходящий корпус для инвертора. Трансформатор нужен для изготовления инвертора мощности. ...
Данный трансформатор собран на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой из провода диаметром (d) 0,25..0,35 мм, число витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
90 592 90 190 15 витков при l = 1..1,5 мм. 90 190 15 витков длиной 0,2..0,35 мм. 90 190 20 витков при d = 0,35..0,5 мм. 90 190 20 витков при d = 0,35..0,5 мм.Перед намоткой ознакомьтесь с основными правилами намотки трансформаторов.
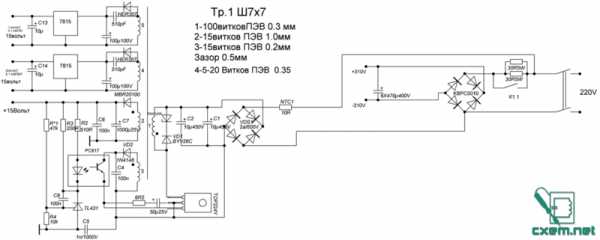
Схема 1 — Цепь питания инвертора
Рекомендуется не соединять детали шарнирами, а изготовить для этих целей печатную плату. Существует множество способов изготовления печатной платы, но стоит остановиться на простом варианте — технологии лазерного прессования (ЛУТ). Основные этапы производства печатных плат:

После изготовления трансформатора и печатной платы приступайте к сборке радиодеталей в соответствии со схемой питания сварочного инвертора. Для монтажа блока питания потребуются радиодетали:

После сборки блок питания нельзя подключить и проверить, так как он разработан специально для схемы инвертора.
Перед тем, как приступить к изготовлению высокочастотного трансформатора для инвертора, необходимо изготовить плату из гетинакса, руководствуясь схемой 2.Трансформатор выполнен на магнитопроводе типа «20×28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (1-й обмотки) необходимо использовать медный лист толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Необходимо сделать:
Высокочастотный трансформатор нельзя наматывать обычным проводом из-за скин-эффекта.Скин-эффект — это способность высокочастотных токов проходить к поверхности проводника, нагревая его. Вторичные обмотки должны быть разделены фольгой из ПТФЭ. Кроме того, трансформатор должен быть надлежащим образом охлажден.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 м2. мм.
Трансформатор тока выполнен на двух кольцах типа «К30×18×7» и намотан медным проводом.Через кольцевую часть продета обмотка l, а обмотка II состоит из 85 витков (d = 0,5 мм).
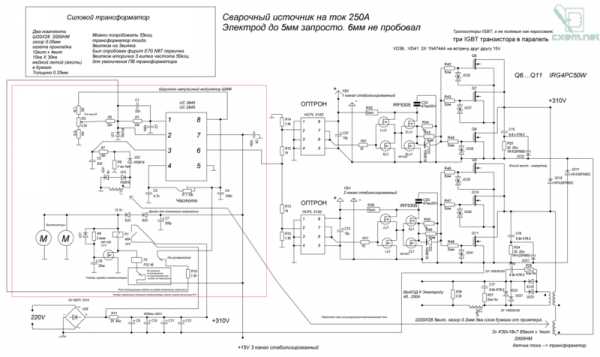
Схема 2 - Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора необходимо установить радиодетали на печатную плату. Перед пайкой обработайте медные дорожки оловом, не перегревайте детали. Список компонентов инвертора:
Перед функциональной проверкой цепи на работоспособность повторно проверьте все соединения визуально.
Перед сборкой следует внимательно изучить сварочную схему инвертора и купить все необходимое для производства: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформатора, медный лист и проволоку, продумать конструкцию корпуса.График работы значительно упрощает процесс сборки и экономит время. При пайке радиодеталей используйте паяльную станцию (индукционную с сушкой), чтобы исключить возможный перегрев и выход из строя радиодеталей. Также необходимо соблюдать правила безопасности при работе с электричеством.
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи следует «посадить» на термопасту и радиатор.Рекомендуется использовать радиаторы от высокопроизводительных микропроцессоров (Athlon). Для охлаждения корпуса необходим вентилятор. Силовую цепь можно изменить, поместив блок конденсаторов перед трансформатором. Приходится использовать К78-2 или СВВ-81, так как другие варианты неприемлемы.
После подготовительных работ приступаем к настройке сварочного инвертора ... Для этого необходимо:

Существуют и более совершенные модели инверторных сварочных аппаратов, в силовую цепь которых включены тиристоры.Также получил распространение инвертор Timval, который можно найти на форумах радиолюбителей. Имеет более сложную схему. Более подробную информацию можно найти в Интернете.
Итак, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не кажется непосильной задачей. Домашний вариант практически не уступает заводскому, а по некоторым характеристикам даже превосходит его.
.Зенеровские диоды представляют собой обычные диоды с PN-переходом, работающие в состоянии обратного смещения. Работа стабилитрона аналогична диоду с PN-переходом в состоянии прямого смещения, но уникальна тем, что он также может проводить ток при подключении в обратной полярности выше его порогового напряжения / напряжения пробоя. Они относятся к основным типам светодиодов, которые часто используются в дополнение к обычным светодиодам.
Стабилитрон работает
Если вы помните, обычный диод с PN-переходом формируется путем объединения полупроводникового материала p-типа с полупроводниковым материалом n-типа.Когда одна сторона полупроводникового кристалла легирована донорными примесями, а другая — акцепторными, образуется PN-переход.
При нормальных условиях дырки на p-стороне имеют тенденцию диффундировать в область низкой концентрации, то же самое происходит с электронами на n-стороне
Таким образом, дырки диффундируют в со стороны n, а электроны со стороны p.Это вызывает накопление зарядов вокруг сустава, создавая область истощения.
Нейтральный полупроводниковый диод
На переходе создается электрическая полярность или электрический диполь, в результате чего поток течет со стороны n-top. Это вызывает переменное отрицательное электрическое поле, генерирующее электрический потенциал на переходе. Этот электрический потенциал фактически является пороговым напряжением диода и составляет около 0,6 В для кремния и 0,2 В для германия.Это действует как потенциальный барьер для потока большинства носителей заряда, и устройство является непроводящим.
Теперь, когда нормальный диод смещен таким образом, что отрицательное напряжение приложено к стороне n, а положительное напряжение — к стороне p, говорят, что диод находится в прямом смещении. Это приложенное напряжение имеет тенденцию снижать потенциальный барьер после превышения порогового напряжения.
В этот момент и позже большинство носителей пересекают потенциальный барьер и устройство начинает проводить через него электричество.
Когда диод поляризован в обратном состоянии, указанном выше, приложенное напряжение таково, что увеличивает потенциальный барьер и препятствует прохождению большинства носителей. Однако он допускает поток неосновных носителей (дырки n-типа и электроны p-типа). По мере увеличения этого обратного напряжения смещения обратный ток имеет тенденцию к постепенному увеличению.
В какой-то момент это напряжение таково, что вызывает коллапс области истощения, вызывая огромный рост тока.Здесь вступает в игру стабилитрон.
Как сказано выше, основной принцип работы стабилитрона - причина выхода из строя диода в обратно смещенном состоянии. Обычно существует два типа пробоев — Zener и Avalanche.
Принцип работы стабилитрона
Раздельный стабилитрон
Этот тип отказа возникает при обратном напряжении смещения от 2 до 8 В. Даже при таком низком напряжении напряженность электрического поля достаточно велика, чтобы оказывать сила, действующая на валентные электроны атома так, что они отделяются от яичек.7 В/м
Этот тип пробоя обычно происходит для высоколегированных диодов с низким напряжением пробоя и более сильным электрическим полем. По мере повышения температуры валентные электроны получают больше энергии для разрыва ковалентной связи, и требуется меньшее внешнее напряжение. Таким образом, напряжение пробоя стабилитрона уменьшается с температурой.
Лавинный отказ
Данный вид отказа возникает при напряжении обратной полярности выше 8В и выше.Это происходит для слаболегированных диодов с высоким напряжением пробоя. Когда неосновные носители заряда (электроны) проходят через устройство, они имеют тенденцию сталкиваться с электронами в ковалентной связи и разрывать ковалентную связь. По мере увеличения напряжения кинетическая энергия (скорость) электронов также увеличивается, и ковалентные связи легче разрываются, вызывая увеличение числа электронно-дырочных пар. Напряжение лавинного пробоя увеличивается с температурой.
1.Стабилитрон в качестве напряжения
В цепи постоянного тока стабилитрон может использоваться в качестве регулятора напряжения или для обеспечения опорного напряжения. Основное применение стабилитрона заключается в том, что напряжение на стабилитроне остается постоянным при большем изменении тока. Это позволяет использовать стабилитрон в качестве устройства постоянного напряжения или регулятора напряжения.
В любой силовой цепи регулятор используется для обеспечения постоянного выходного напряжения (нагрузки) независимо от изменений входного напряжения или изменений тока нагрузки.Изменение входного напряжения называется линейным регулированием, а изменение тока нагрузки называется регулированием нагрузки.
Зенеровский диод в качестве регулятора напряжения
Простая схема со стабилитроном в качестве регулятора требует резистора малого номинала, включенного последовательно с источником входного напряжения. Низкое значение требуется, чтобы позволить максимальному току протекать через диод, подключенный параллельно. Однако единственным ограничением является то, что ток через стабилитрон не должен быть меньше минимального тока через стабилитрон.Проще говоря, при минимальном входном напряжении и максимальном токе нагрузки ток стабилитрона всегда должен быть I. zmin.
При разработке стабилизатора напряжения на стабилитроне последний выбирается с учетом его максимальной номинальной мощности. Другими словами, максимальный ток через прибор должен быть: -
I max = мощность стабилитрона/напряжение
Поскольку известно входное напряжение и требуемое выходное напряжение, проще подобрать стабилитрон с напряжением примерно равно напряжению нагрузки, т.е.Vz ~ = V или .
Значение последовательного резистора выбирается
R = (V на - V на ) / (JA zmin + I L ), где I L = Напряжение нагрузки / сопротивление нагрузки.
Обратите внимание, что один стабилитрон можно использовать при напряжении нагрузки до 8 В. Однако для напряжений нагрузки выше 8 В, требующих более высоких напряжений стабилитрона, рекомендуется последовательно со смещенным в прямом направлении диодом со стабилитроном.Это связано с тем, что стабилитрон при более высоком напряжении работает по принципу лавинного пробоя, имея положительный температурный коэффициент.
Поэтому для компенсации используется диод с отрицательным температурным коэффициентом. Конечно, в настоящее время используются практичные стабилитроны с температурной компенсацией.
2. Стабилитрон в качестве опорного напряжения
Зенеровский диод в качестве опорного напряжения
В источниках питания и многих других схемах стабилитрон используется в качестве источника постоянного напряжения или опорного напряжения.Единственным условием является то, что входное напряжение больше, чем напряжение стабилитрона, и чтобы последовательный резистор имел минимальное значение, чтобы через устройство протекал максимальный ток.
3. Стабилитрон в качестве ограничителя напряжения
Зенеровский диод также можно использовать в цепи с ненормальным входным источником переменного тока. Диод можно использовать для ограничения пикового выходного напряжения напряжением стабилитрона на одной стороне и примерно до 0 вольт на другой стороне синусоиды.
Стабилитрон в качестве вывода напряжения
В приведенной выше схеме во время положительного полупериода, когда входное напряжение таково, что стабилитрон смещен в обратном направлении, выходное напряжение остается постоянным в течение некоторого периода времени, пока напряжение не начнет падать .
Теперь, во время отрицательного полупериода, стабилитрон находится в смещенной проводимости. Когда отрицательное напряжение возрастает до порогового напряжения, диод начинает проводить, и отрицательная сторона выходного напряжения ограничивается пороговым напряжением.
Обратите внимание, что для получения выходного напряжения только в положительном диапазоне используйте два последовательно соединенных стабилитрона с противоположной полярностью.
Рабочие приложения для стабилитронов
В связи с растущей популярностью смартфонов предпочтение отдается конструкциям на базе Android. Эти проекты предполагают использование устройств на основе технологии Bluetooth. Для работы этих устройств Bluetooth требуется примерно 3 В. В этих случаях используется стабилитрон, чтобы обеспечить опорное напряжение 3 В для устройства Bluetooth.
Работающее приложение стабилитрона с использованием устройства Bluetooth
Другое приложение — использование стабилитрона в качестве регулятора напряжения. Здесь переменное напряжение выпрямляется диодом D1 и фильтруется через конденсатор. Это отфильтрованное постоянное напряжение регулируется диодом для обеспечения постоянного опорного напряжения 15 В. Это регулируемое постоянное напряжение используется для управления схемой управления, используемой для управления включением света, как в автоматизированной системе управления освещением.
Приложение для регулирования напряжения стабилитрона
Мы надеемся, что смогли предоставить точную, но необходимую информацию о работе стабилитрона и его применении. Вот простой вопрос для читателей: почему ИС регулятора предпочтительнее стабилитрона в регулируемом источнике постоянного тока?
Введите свои ответы и, конечно же, свое мнение в разделе комментариев ниже.
Фото предоставлено
.Надежность современных полуавтоматов часто выходит из строя регулятор скорости подачи проволоки сварочного полуавтомата, схема не всегда надежна и механическая
некоторые тоже часто выходят из строя.
Выход из строя данного узла приводит к существенным сбоям в работе полуавтоматом, потерям рабочего времени и проблемам с заменой сварочной проволоки.Провод на выходе из наконечника слипся, снимите наконечник и зачистите контактную часть провода. Неисправность наблюдается при любом диаметре используемой сварочной проволоки. Или высокие подачи могут возникать, когда проволока выходит большими рывками при нажатии кнопки питания.
Неисправности часто возникают из-за механической части самого регулятора подачи проволоки. Схематически механизм состоит из прижимного ролика с регулируемой степенью натяжения проволоки, подающего ролика с двумя канавками для проволоки 0,8 и 1,0 мм.За редуктором установлен электромагнитный клапан, отвечающий за отключение подачи газа с задержкой в 2 секунды.
Сам контроллер подачи очень громоздкий и часто просто крепится к передней панели полуавтомата 3-4 винтами, по сути висит в воздухе. Это приводит к перекосам всей конструкции и частым поломкам. На самом деле "вылечить" этот дефект достаточно просто, установив под регулятор подачи проволоки какую-нибудь стойку и таким образом зафиксировав его в рабочем положении.
В полуавтоматах заводского изготовления в большинстве случаев (независимо от производителя) подача углекислого газа к электромагнитному клапану осуществляется с помощью сомнительного тонкого шланга в виде кембрика, который просто "закапывает" холодный газ и потом лопается. Он также прекращает работу и требует ремонта. Мастера, исходя из своего опыта, рекомендуют заменить эту подводящую магистраль автомобильным шлангом, используемым для подачи тормозной жидкости из бачка в главный тормозной цилиндр.Шланг отлично выдерживает давление и прослужит вечно.
Промышленность выпускает полуавтоматы со сварочным током около 160 А. Этого достаточно при работе с автомобильным утюгом, который довольно тонкий - 0,8-1,0 мм. Если, например, необходимо сваривать элементы из стали 4 мм, то этого тока недостаточно и провар деталей неполный. Для этого многие мастера приобретают инвертор, который вместе с полуавтоматом может выдавать до 180 А, что вполне достаточно для гарантированной сварки деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и стабилизировать работу полуавтомата. Было предложено довольно много схем и возможных улучшений механической части.
Одно из таких предложений. Этот доработанный и испытанный в эксплуатации регулятор скорости подачи проволоки полуавтоматической схемы сварки предлагается на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки он задерживает подачу на 1-2 секунды после срабатывания газового клапана и тормозит ее максимально быстро после отпускания кнопки включения.
Минус системы - приличная мощность, рассеиваемая транзистором, нагревающим кулер до 70 градусов при работе. Но все это складывается в надежную работу как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
В этой статье вы узнаете, где и почему используются сварочные процессы с полуавтоматическим инверторным устройством, и каковы его преимущества и недостатки.
Для чего нужны дизель-генераторы.
 Трехфазные дизельные генераторы
Трехфазные дизельные генераторы
Самые мощные дизельные генераторы.
© 2012 INDUSTRIKA.RU "Промышленность, промышленность, инструменты, оборудование"
Использование материалов сайта в других публикациях возможно только с письменного согласия владельца сайта. Все материалы на сайте охраняются законом (глава 70, часть 4 ГК РФ). в) индустрия.ру.
В продаже можно увидеть множество отечественных и зарубежных сварочных полуавтоматов, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на затратах, собрав сварочный полуавтомат в гаражных условиях.
в комплекте сварочный аппарат включает корпус, в котором в нижней части установлен однофазный или трехфазный силовой трансформатор, вверху имеется устройство для протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от автомобиля УАЗ или Жигули. Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл.Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Включить установленный газовый электромагнитный клапан. На опытном образце заводского полуавтомата выявили некоторые недостатки, препятствующие качественной сварке: преждевременная перегрузка выходного транзистора схемы регулятора скорости двигателя; отсутствие в бюджетной схеме торможения моторного аппарата по команде стоп - сварочный ток пропадает после отключения и мотор еще какое-то время продолжает подавать проволоку, это приводит к чрезмерному износу проволоки, травмоопасности, необходимости снятия лишний провод с помощью специального инструмента.
В лаборатории «Автоматика и телемеханика» Иркутского регионального центра эфирного цифрового телевидения разработана современная схема регулятора подачи проволоки, принципиальное отличие которой заключается в наличии тормозной цепи и двойного запаса коммутирующего транзистора по пусковому току с электронная защита.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя - до 100 Вт.
3.Время торможения 0,2 сек.
4. Время запуска 0,6 сек.
5. Контроль скорости 80%.
6. Пусковой ток до 20 ампер.
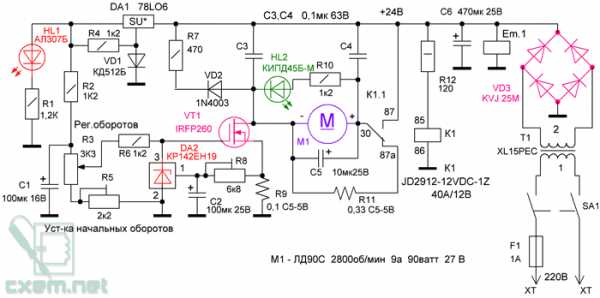
Деталь Принципиальная схема Контроллер подачи проволоки содержит усилитель тока на основе мощного полевого транзистора. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузки снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения возмущения, возможного при вращении ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Полевой транзистор VT1 снабжен схемами защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора компаратором DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и уменьшает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при искровых щетках электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи стока транзистора VT1 с коллекторными цепями искроуменьшения С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, зеленый свет - вращение, красный свет - торможение.
Цепь торможения выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R8. Режим рекуперации – возврат энергии в сеть позволяет: Кратковременно останавливать двигатель. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12-15 вольт и ток 8-12 ампер, диодный мост VD4 подобран на 2-кратный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Схема регулятора подачи проволоки на плате из одностороннего стеклотекстолита 136*40мм, кроме трансформатора и двигателя, все детали установлены с рекомендациями по возможной замене. Полевой транзистор устанавливается на радиатор размерами 100*50*20.
Аналоговый полевой транзистор IRFP250 с током 20-30 ампер и напряжением выше 200 вольт. Резисторы МЛТ 0,125, R9, R11, R12 - проволочные.Установить резисторы R3, R5 типа СП-3 Б. Реле типа К1 указано на схеме или №711.3747-02 на ток 70 ампер и напряжение 12 вольт, их габариты одинаковы и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и транзисторной защитой можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431 CLP.
Электромагнитный клапан инертного газа Em.1 стандартно рассчитан на напряжение питания 12 вольт.
Регулировка схемы регулятора подачи проволоки сварочного полуавтомата Начните с проверки напряжения питания. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение на затворе полевого транзистора VT1 регулятором скорости R3, проверить, начинает ли скорость увеличиваться при минимальном положении ползунка резистора R3, если этого не происходит, отрегулировать минимальную скорость регулятором резистор R5 - сначала установите ползунок резистора R3 в нижнее положение, при постепенном увеличении номинала резистора К5 двигатель должен выйти на минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12-13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей одинаковой мощности, время торможения зависит в основном от веса якоря, из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата смонтирована внутри корпуса полуавтомата, ручка управления оборотами двигателя - R3 выведена на панель управления вместе с индикаторами. Активация HL1 и двухцветный индикатор работы двигателя HL2. Питание на диодный мост подается от отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа может быть подключен к конденсатору С6 и также будет включаться при подаче сетевого напряжения.Питание, силовые сети и цепи электродвигателей следует выполнять канатом в виниловой изоляции сечением 2,5-4 мм.кв.
Włodzimierz 22.02.2012 08:54 #
Схема не обеспечивает поддержание стабильных оборотов двигателя вне зависимости от мощности в нагрузке и напряжения в сети. Для решения этой проблемы недостаточно стабилизировать напряжение на затворе.
Ограничение тока до 25А по номиналу R9 ничего не спасет. Даже сам резистор - на нем будет рассеиваться 62,5 Вт.Но ненадолго... О транзисторе речи не идет.
Цепочка R7, VD2 не актуальна.
В цепи нет режима восстановления. Цитата: "...это инерционная нагрузка обратного тока электродвигателя..." просто жемчужина.
Интересно, нет фото собранной платы...
Григорий Т. 25.02.2012 13:37 #
Сообщение от Владимир
Ограничение тока до 25А, по рейтингу R9, ничего не спасет .
Как вам поддельный триммер R8?
В плане слишком много ошибок, чтобы серьезно его обсуждать.
Дмитрий 26.02.2012 14:24 #
Да эта схема полное говно, я ее несколько месяцев назад собрал, просто зря отрастил плату, ничего хорошего в ней нет. Регуляторную часть собрал из блока питания на LM358 и КТ825 и доволен, обороты регулируются плавно, и на малых оборотах мощности хватает, недостаток в том, что надо отводить тепло от транзистора.
Юрий 21.03.2012 17:32 #
Я несколько дней бился над настройкой этого трека.Если двигатель запускается то скорость регулируется нормально, а вот запуск на малых оборотах проблема, не хватает напряжения, а если переменную выкрутить до упора то это уже не регулировка подачи проволоки, это реально просто хрень
В продажеW можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, установив в гараже сварочный полуавтомат.
Регулятор скорости подачи проволоки для полуавтоматической сварки
В комплект сварочного аппарата входит корпус, в нижней части которого установлен однофазный или трехфазный силовой трансформатор, над ним устройство для протягивания сварки провод.
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя УАЗ или Жигули.Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Установлен электромагнитный клапан включения газа. При использовании опытного образца заводского полуавтомата в них были выявлены некоторые недостатки, препятствующие качественной сварке.Это преждевременный выход из строя выходного транзистора схемы регулятора скорости двигателя, перегрузка выходного транзистора и отсутствие автоматического торможения двигателя по команде останова в бюджетной схеме. Сварочный ток при его отключении пропадает, а двигатель еще некоторое время продолжает подавать проволоку, что приводит к чрезмерному износу проволоки, риску получения травм и необходимости удаления излишков проволоки специальным инструментом.
В лаборатории "Автоматика и телемеханика" Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, основное отличие от заводских - наличие цепи торможения и двойное питание транзисторного ключа в плане пускового тока с электронной защитой.
Схема драйвера механизма подачи проволоки включает усилитель тока на мощном полевом транзисторе. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузки снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Тормозной контур почти сразу останавливает вращение двигателя.
Напряжение питания берется от питающего или отдельного трансформатора с потребляемой мощностью не менее максимальной мощности двигателя протяжки проволоки.
В схеме имеются светодиоды, которые сигнализируют о напряжении питания и работе электродвигателя.
Характеристики прибора:
Шаг 1. Описание схемы контроллера сварочного полуавтомата
Принципиальная электрическая схема устройства представлена на рис.1. Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения помех, ставших возможными при повороте ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Светодиод HL1 указывает на включенное состояние цепи регулятора подачи проволоки.
Резистор R3 задает скорость подачи сварочной проволоки в точку дуговой сварки.
Подстроечный резистор R5 позволяет подобрать оптимальный вариант регулирования оборотов двигателя в зависимости от его мощности модификации и напряжения источника питания.
Диод VD1 в цепи регулятора напряжения DA1 защищает систему от выхода из строя при переполюсовке питающего напряжения.
Полевой транзистор VT1 снабжен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора с помощью компаратора DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и уменьшает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при искровых щетках электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи срабатывания транзистора VT1 с цепями уменьшения искрения коллектора С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: зеленым свечением - вращение, красным свечением - торможение.
Цепь торможения выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R11. Режим восстановления - возврат энергии в сеть позволяет остановить двигатель за короткое время. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12,15 В и ток 8,12 А, диодный мост VD4 подобран на удвоенный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на плате из одностороннего стеклотекстолита размером 136*40мм (рис. 2), кроме трансформатор и двигатель, все детали установлены с рекомендациями по возможной замене. Полевой транзистор монтируется на теплоотвод размерами 100*50*20 мм.
Аналоговый полевой транзистор IRFP250 с током 20,30 А и напряжением выше 200 В.резисторы МЛТ 0,125; резисторы R9, R11, R12 - проволочные. Резисторы R3, R5 поставил типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, имеют одинаковые габариты и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и транзисторной защитой можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431CLP.
Клапан электромагнитный подачи инертного газа Эм.1 - штатный, на напряжение питания 12 В.
Этап 3. Наладка схемы регулятора сварочного полуавтомата
Наладка цепи регулятора подачи проволоки полуавтомата Сварочный автомат начинает работу с проверки питающего напряжения. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение затвора полевого транзистора VT1 регулятором скорости R3, убедиться, что скорость начинает увеличиваться при минимальном положении ползунка резистора R3; если этого не произошло, отрегулируйте минимальную скорость резистором R5 - сначала установите двигатель резистора R3 в нижнее положение, при плавном увеличении номинала резистора R5 двигатель должен выйти на минимальную скорость.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12,13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей одинаковой мощности, время торможения зависит в основном от веса якоря, из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата смонтирована внутри корпуса полуавтомата, на пульт управления выведена ручка управления частотой вращения двигателя - R3 с индикаторами: HL1 вкл и двухцветный HL2 индикатор работы двигателя. Питание на диодный мост подается от отдельной обмотки сварочного трансформатора на 12,16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться при подаче сетевого напряжения. Силовые сети и цепи электродвигателей следует снабжать кабелем с виниловой изоляцией сечением 2,5.4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
Подача проволоки в зону сварки в сварочном полуавтомате осуществляется с помощью механизма, состоящего из двух стальных валков, вращающихся в противоположных направлениях с помощью электродвигателя. Для снижения скорости электродвигатель снабжен редуктором. Из условий плавной регулировки скорости подачи проволоки дополнительно изменяется частота вращения электродвигателя постоянного тока полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата.В зону сварки также подается инертный газ аргон для исключения влияния кислорода воздуха на процесс сварки. Сетевое питание сварочного полуавтомата производится от однофазной или трехфазной сети, в данной конструкции применен трехфазный трансформатор, в статье даны рекомендации по питанию от однофазной сети.
Трехфазное питание позволяет использовать обмоточный провод меньшего сечения, чем при использовании однофазного трансформатора. В процессе работы трансформатор меньше нагревается, пульсации напряжения на выходе выпрямительного моста уменьшаются, а линия электропередачи не перегружается.
Этап 1. Работа полуавтоматической схемы запуска сварки
Подключение силового трансформатора Т2 к сети осуществляется через симисторные выключатели VS1. ВС3 (рис. 3). Выбор симисторов вместо механического пускателя исключает аварийные поломки и устраняет «хлопки» магнитной системы.
Выключатель SA1 позволяет отключать сварочный трансформатор от сети во время проведения работ по техническому обслуживанию.
Использование симисторов без ТЭНов приводит к их перегреву и самопроизвольному включению сварочного полуавтомата, поэтому симисторы необходимо оборудовать бюджетными ТЭНами 50*50 мм.
Сварочный полуавтомат рекомендуется оснащать вентилятором на 220 В, подключение его параллельно сетевой обмотке трансформатора Т1.
Трансформатор трехфазный Т2 можно использовать готовый, мощностью 2,2,5 кВт, а можно купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме звезда- звездная схема.При изготовлении самодельного трансформатора первичные обмотки должны быть 240 витков провода ПЭВ диаметром 1,5. 1,8 мм, с тремя наконечниками через 20 витков от конца обмотки. Вторичные обмотки намотаны медным или алюминиевым стержнем сечением 8,10 мм2, количество провода ПВЗ 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения сети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет использовать внутреннюю электрическую сеть, используемую для питания бытовых электропечи с установленной мощностью до 4,5 кВт - провод, подходящий к розетке, выдерживает ток до 25 А, есть заземление.Сечение первичной и вторичной обмоток однофазного сварочного трансформатора по сравнению с трехфазным вариантом должно быть увеличено в 2,2,5 раза. Требуется отдельный заземляющий провод.
Дополнительное регулирование сварочного тока осуществляется изменением угла задержки срабатывания симистора. Использование сварочного полуавтомата в гаражах и на дачных участках не требует специальных сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях он должен быть оборудован внешним помехоподавляющим фильтром.
Плавное регулирование сварочного тока осуществляется с помощью электронного блока на кремниевом транзисторе VT1 при нажатой кнопке SA2 «Пуск» - подстройкой резистора R5 «Ток».
Сварочный трансформатор Т2 подключается к сети нажатием кнопки SA2 «Пуск» на проводе, подающем сварочную проволоку. Электронная схема через оптопары размыкает силовые симисторы, и сетевое напряжение подается на сетевые обмотки сварочного трансформатора.После появления напряжения на сварочном трансформаторе включается отдельный механизм подачи проволоки, открывается клапан подачи инертного газа, и когда выходящая из шланга проволока касается заготовки, электрическая дуга начинает процесс сварки.
Трансформатор Т1 используется для питания электрической цепи пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симистора трехфазным автоматом SA1 к линии подключается трансформатор Т1 для питания электронной схемы запуска, симисторы в это время замкнуты.Напряжение вторичной обмотки трансформатора Т1, выпрямленное диодным мостом VD1, стабилизируется аналоговым стабилизатором DA1 для устойчивой работы схемы управления.
Конденсаторы С2, С3 сглаживают пульсации выпрямленного напряжения питания в пусковой цепи. Включение симисторов осуществляется ключевым транзистором VT1 и симисторными оптронами U1.1. У1.3.
Транзистор открывается при положительной полярности напряжения от аналогового стабилизатора DA1 через кнопку «Пуск».Использование кнопки низкого напряжения снижает вероятность поражения оператора высоким напряжением при нарушении изоляции проводов. Регулятор тока R5 регулирует сварочный ток в диапазоне 20 В. Резистор R6 не позволяет снизить напряжение на сетевых обмотках сварочного трансформатора более чем на 20 В, уровень помех в сети резко возрастает из-за к искажению синусоиды напряжения симисторами.
Симисторные оптопары У1.1. У1.3 выполняют гальваническую развязку сети от электронной схемы управления, позволяют простым способом регулировать угол раскрытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше сварка ток цепи.
Напряжение на управляющие электроды симисторов подается от анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов с оптопарой защищают их от перегрузки по максимальному току. Измерения показали, что при пуске максимальный сварочный ток падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны переключения симисторов целесообразно шунтировать их цепь управления на катод через сопротивление 3,5 кОм.
Дополнительная обмотка намотана на один из сердечников питающего трансформатора для питания механизма подачи проволоки напряжением 12 В переменного тока, на которое должен быть включен сварочный трансформатор.
Вторичка сварочного трансформатора подключается к трехфазному выпрямителю постоянного тока на диодах VD3. ВД8. Установка мощных радиаторов не требуется. Схемы соединения диодного моста с конденсатором С5 следует выполнить из медной шины сечением 7*3 мм.Дроссель L1 изготавливают из железа от силового трансформатора ламповых телевизоров типа ТС-270, обмотки снимают заранее, а в их наматывают до полного заполнения обмотку сечением не менее чем в 2 раза больше вторичной. место. Между половинками дроссельного трансформаторного железа положите прокладку из электрокартона.
Этап 2. Установка схемы запуска сварочного полуавтомата
Схема запуска (рис. 3) монтируется на печатной плате (рис.4) 156*55мм, кроме: ВД3. VD8, T2, C5, SA1, R5, SA2 и L1. Эти элементы крепятся на корпусе сварочного полуавтомата. В схему не включены элементы индикации, они включены в механизм подачи проволоки: индикатор включения и индикатор подачи проволоки.
Цепи питания выполнены изолированным кабелем сечением 4,6 мм2, сварочные цепи выполнены медной или алюминиевой шиной, остальные - кабелем с виниловой изоляцией диаметром 2 мм.
Полярность подключения горелки следует выбирать исходя из условий сварки или наплавки при работе с металлом толщиной 0,3.0,8 мм.
Шаг 3. Наладка пусковой схемы сварочного полуавтомата
Наладка пусковой схемы сварочного полуавтомата начинается с проверки напряжения 5,5 В. После нажатия кнопки «Пуск» на С5 конденсатор, напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой - не менее 34 В.
На катодах симисторов относительно нуля сети напряжение не должно отличаться более чем на 2,5 В от напряжения на анод, в противном случае необходимо заменить симистор или оптопару цепи управления.
Если напряжение сети низкое, переключите трансформатор на отводы низкого напряжения.
При установке соблюдать меры предосторожности.
Скачать печатные платы:
Источник: Радиоаматор 7" 2008
Пилот (вчера, 01:32) написал:
двигатель с постоянными магнитами следует предпочесть т.к. у него четкая зависимость электромагнитного поля от скорости вращения ротора .
Я бы даже сказал не только четкий, но и линейный.
Если вращать двигатель чем-то посторонним, например генератором, на выходах появится некоторое напряжение. Если мы подадим на этот двигатель такое же напряжение, он будет вращаться примерно с той же скоростью, с которой мы его вращали. При вращении двигателя противоЭДС, присутствующая в якоре, направлена против напряжения питания и компенсируется.
В реальном двигателе при нагрузке на вал скорость снижается из-за падения напряжения на омическом сопротивлении обмотки, это сопротивление так или иначе включено последовательно между источником питания и идеальным двигателем.Кстати, если питать ДКП с постоянными магнитами от источника питания, то получаем стабильный крутящий момент на валу, что тоже может пригодиться. Да, это сопротивление обмотки того же моторчика дворников, очень маленькое и намного меньше выходного сопротивления первоисточника. При хорошем стабилизаторе напряжения их можно не ставить. Можно сделать источник с отрицательным выходным сопротивлением равным сопротивлению обмоток, это делается, например, в кассетных магнитофонах, стабильность будет лучше, но для нашей задачи это ИМХО, лишнее.Что касается обратной связи с тахогенератором, то эта задача не так проста, как кажется на первый взгляд.
Блин какой поток сознания получился, простите.
А схема в теме не вызывает у меня доверия.
Стабилизация подачи проволоки - схема
Практика хороша, но без теории бесполезна.Попробую объяснить упрощенно, почему двигатель снижает обороты при увеличении нагрузки на вал? Согласно законам физики, для того, чтобы двигатель выдавал определенную мощность, он должен получать такую же мощность от источника питания с учетом КПД двигателя. Так как нагрузка на двигатель не постоянна во времени (изгибы шлангов, залипание проводов и т.д.), можно сделать вывод, что напряжение питания должно меняться пропорционально, в зависимости от нагрузки и стабильной скорости вращения ротора.Стабилизированный источник напряжения не удовлетворяет этим условиям. Основываясь на вышеизложенном, я разработал ШИМ-стабилизатор скорости двигателя с жесткой обратной связью, отвечающий всем этим требованиям. Схема довольно проста, хотя и немного сложна в настройке. Подробности можно узнать здесь http://www.chipmaker. __1 #пост 709142
Стабилизация подачи проволоки - схема
Пилот (сегодня, 14:42) писал(а):
отсюда можно сделать вывод, что напряжение питания должно меняться пропорционально в зависимости от нагрузки
Я бы не стал делать такой вывод.
Ток, потребляемый двигателем, изменяется в зависимости от нагрузки. Таким образом, меняется потребление энергии. Даже если мы сделаем полную обратную связь с тахометра, то удивимся, что во всем диапазоне нагрузок, при постоянной скорости, напряжение на двигателе будет меняться очень мало.
Не буду перебирать вашу схему, чтобы не создавать флуд и флейм.
Некоторые считают, что не стоит покупать дорогие сварочные аппараты, если их можно собрать самостоятельно. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели.Кроме того, в случае выхода из строя такого узла есть возможность самостоятельно и быстро устранить поломку. Но чтобы собрать такое устройство, нужно внимательно изучить основные принципы работы и узлы полусварочного аппарата.
Полуавтоматический сварочный аппарат.
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора.Если в сварочном аппарате используются нити диаметром 0,8 мм, то ток, протекающий в них, может составлять 160 ампер. Проведя некоторые расчеты, решаем сделать трансформатор мощностью 3000 Вт. После выбора мощности трансформатора следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который будут намотаны обмотки.
Если использовать самый популярный Ш-образный сердечник, то полуавтомат станет намного тяжелее, что будет недостатком для всего сварочного аппарата, который придется постоянно перемещать на различные объекты.Чтобы сделать трансформатор на 3 киловатта, нужно намотать обмотку на кольцевой магнитопровод. Сначала намотайте первичную обмотку, которая начинается от 160 В с шагом 10 В и заканчивается 240 В. При этом сечение провода должно быть не менее 5 квадратных метров. мм.
После выполнения первичной обмотки на нее необходимо намотать вторую обмотку, но на этот раз необходимо использовать провод сечением 20 мм2. Величина напряжения на этой обмотке будет равна 20 В.Благодаря этому созданию можно обеспечить 6 ступеней регулирования тока, один режим штатной работы трансформатора и два вида пассивной работы трансформатора.
Полуавтомат сварочный с тиристорным управлением.
На сегодняшний день существует 2 вида регулирования тока трансформатора: на первичной и вторичной обмотках. Первый – регулирование тока на первичной обмотке, осуществляемое тиристорной схемой, часто имеющей много недостатков.Одним из них является периодическое увеличение пульсации сварочного аппарата и фазовый переход такой цепи от тиристора к первичной обмотке. Регулирование тока через вторичную обмотку также имеет ряд недостатков при использовании тиристорной схемы.
Для их устранения придется использовать компенсирующие материалы, что значительно удорожит сборку, а также значительно утяжелит устройство. Проанализировав все эти факторы, можно сделать вывод, что регулирование тока должно осуществляться по первичной обмотке, а выбор используемой схемы остается на усмотрение разработчика.Для обеспечения нужной регулировки на вторичной обмотке установите сглаживающий дроссель, который будет подключен к конденсатору на 50 мФ. Эту настройку следует производить вне зависимости от используемой схемы, что обеспечит эффективную и безотказную работу сварочного аппарата.
Схема трансформатора с первичной и вторичной обмотками.
Как и для многих других сварочных аппаратов, лучше всего использовать широтно-импульсную модуляцию с обратной связью.Что дает ШИМ? Этот тип модуляции нормализует скорость провода, которая будет регулироваться и устанавливаться в соответствии с трением, создаваемым проводом, и посадкой устройства. В этом случае есть выбор между питанием ШИМ-драйвера, которое можно сделать отдельной обмоткой или питанием от отдельного трансформатора.
При последнем варианте схема получится дороже, но эта разница в стоимости будет незначительной, но при этом устройство наберет вес, что является существенным недостатком.Поэтому лучше всего использовать первый вариант. Но если сваривать надо очень осторожно, малым током, то, как следствие, напряжение и ток, протекающие по проволоке, будут столь же малы. В случае большого значения тока обмотка должна генерировать соответствующее значение напряжения и передавать его нашему регулятору.
Благодаря этому дополнительная обмотка может полностью удовлетворить потребности потенциального пользователя в максимальном значении тока. Изучив эту теорию, можно сделать вывод, что установка дополнительного трансформатора стоит денег, а нужный режим всегда можно задействовать дополнительной обмоткой.
Расчетная схема сварочного трансформатора.
На практике установлено, что скорость разматывания сварочной проволоки может составлять от 70 сантиметров до 11 метров в минуту при диаметре проволоки 0,8 мм. Нам не известны субвеличина и скорость вращения детали, поэтому расчет следует производить по имеющимся данным о скорости размотки. Для этого лучше всего провести небольшой эксперимент, после которого вы сможете определить нужное количество оборотов.Включите оборудование на полную мощность и посчитайте, сколько оборотов оно делает в минуту.
Чтобы точно поймать поворот, прикрепите спичку или ленту к якорю, чтобы знать, где заканчивается и начинается колесо. Произведя расчеты, можно найти радиус по известной еще со школы формуле: 2пиР = L, где L - длина окружности, то есть, если прибор делает 10 оборотов, нужно 11 метров разделить на 10, а размотка 1,1 метра. Это будет продолжительность вашего отдыха. R — радиус анкера, который необходимо рассчитать.Число «пи» должно быть известно еще со школы, его значение равно 3,14. Возьмем пример. Если считать 200 оборотов, то при расчете определяем число L = 5,5 см. Затем вычисляем R=5,5/3,14*2=0,87 см, значит искомый радиус будет 0,87 см.
Характеристики сварочных трансформаторов.
Лучше всего это делать с минимальным набором функций, таких как:
Редуктор стеклоочистителя от многих отечественных автомобилей можно использовать для сборки двигателя механизма подачи сварочной проволоки.При этом не забывайте, что минимальное количество проволоки, которое необходимо размотать за минуту, составляет 70 сантиметров, а максимальное – 11 метров. Эти значения необходимо соблюдать при выборе якоря обмотки провода.
Клапан подачи газа лучше всего подобрать из числа механизмов подачи воды все тех же отечественных автомобилей. Но очень важно, чтобы этот клапан через некоторое время не протекал, что очень опасно. Если правильно и правильно все подобрать, устройство в нормальной эксплуатации может прослужить около 3 лет, при этом его не нужно будет много раз ремонтировать, так как оно достаточно надежное.
Схема полуавтомата обеспечивает все функциональные моменты и делает полуавтомат очень удобным в использовании. Для установки ручного режима реле переключения SB1 должно быть замкнуто. После нажатия на кнопку управления SA1 включить переключатель К2, который своими соединениями К2.1 и К2.3 включит первый и третий ключ.
Затем первый ключ активирует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания полуавтомата, а К1.3 полностью отключает моторный тормоз. При этом в ходе этого процесса реле К3 начинает взаимодействовать со своими контактами К3.1, которое своим срабатыванием отключает цепь питания двигателя, а К3.2 отключает К5. К5 в разомкнутом состоянии обеспечивает двухсекундную задержку включения прибора, которую необходимо подобрать с помощью резистора R2. Все эти действия происходят при выключенном двигателе и подаче в трубку только газа. После всего этого второй конденсатор импульсом отключает второй ключ, который служит для задержки подачи сварочного тока.Затем начинается сам процесс сварки. обратный процесс после отпускания SB1 аналогичен первому, при этом обеспечивается 2-секундная задержка на отключение подачи газа к сварочному полуавтомату.
Принципиальная схема сварочного инверторного устройства.
Для начала нужно понять назначение автоматического режима. Например, необходимо сварить прямоугольный слой металлического сплава, причем работа должна быть идеально ровной и симметричной.При использовании ручного режима на доске будет шов разной толщины по краю. Это создаст дополнительные трудности, так как необходимо будет подгонять его под нужный размер.
При использовании автоматического режима возможности немного расширятся. Для этого нужно установить время и интенсивность сварки, а затем попробовать сварку на ненужной заготовке. После проверки можно убедиться, что шов подходит для сварки конструкции. Затем снова включаем нужный режим и начинаем приваривать пластину.
При включенном автоматическом режиме используйте ту же кнопку SA1, которая будет выполнять все процессы, как и ручная сварка, с той лишь разницей, что вам не нужно будет удерживать эту кнопку для ее запуска, а все активации будут обеспечены цепь C1R1. Для полного функционирования этого режима потребуется от 1 до 10 секунд. Работа этого режима очень проста, для этого нужно нажать кнопку управления, после чего начнется сварка.
По истечении времени, установленного резистором R1, сварщик сам выключит пламя.
Некоторые считают, что не стоит покупать дорогие сварочные аппараты, если их можно собрать самостоятельно. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. Кроме того, в случае выхода из строя такого узла есть возможность самостоятельно и быстро устранить поломку. Но чтобы собрать такое устройство, нужно внимательно изучить основные принципы работы и узлы полусварочного аппарата.
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью.Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате используются нити диаметром 0,8 мм, то ток, протекающий в них, может составлять 160 ампер. Проведя некоторые расчеты, решаем сделать трансформатор мощностью 3000 Вт. После выбора мощности трансформатора следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который будут намотаны обмотки.
Если использовать самый популярный Ш-образный сердечник, то полуавтомат станет намного тяжелее, что будет минусом для всего сварочного аппарата, который придется постоянно переносить на различные объекты.Чтобы сделать трансформатор на 3 киловатта, нужно намотать обмотку на кольцевой магнитопровод. Сначала намотайте первичную обмотку, которая начинается от 160 В с шагом 10 В и заканчивается 240 В. При этом сечение провода должно быть не менее 5 квадратных метров. мм.
После завершения первичной обмотки на нее необходимо намотать вторую обмотку, но на этот раз необходимо использовать провод сечением 20 мм2. Напряжение на этой обмотке по показаниям будет 20В.С помощью этой структуры можно обеспечить 6 ступеней регулирования тока, один стандартный режим работы трансформатора и два вида пассивной работы трансформатора.
На сегодняшний день существует 2 вида регулирования тока трансформатора: на первичной и вторичной обмотках. Первый – регулирование тока на первичной обмотке, осуществляемое тиристорной схемой, часто имеющей много недостатков. Одним из них является периодическое увеличение пульсации сварочного аппарата и фазовый переход такой цепи от тиристора к первичной обмотке.Регулирование тока через вторичную обмотку также имеет ряд недостатков при использовании тиристорной схемы.
Для их устранения придется использовать компенсирующие материалы, что значительно удорожит сборку, к тому же устройство станет намного тяжелее. Проанализировав все эти факторы, можно сделать вывод, что регулирование тока должно осуществляться по первичной обмотке, а выбор используемой схемы остается на усмотрение разработчика. Для обеспечения нужной регулировки на вторичной обмотке установите сглаживающий дроссель, который будет подключен к конденсатору на 50 мФ.Эту настройку следует производить вне зависимости от используемой схемы, что обеспечит эффективную и безотказную работу сварочного аппарата.
Как и для многих других сварочных аппаратов, лучше всего использовать широтно-импульсную модуляцию с обратной связью. Что дает ШИМ? Этот тип модуляции нормализует скорость провода, которая будет регулироваться и устанавливаться в соответствии с трением, создаваемым проводом, и приземлением камеры.В этом случае есть выбор между питанием ШИМ-драйвера, которое можно сделать отдельной обмоткой или питанием от отдельного трансформатора.
При последнем варианте схема получится дороже, но эта разница в стоимости будет незначительна, но при этом прибор прибавит в весе, что является существенным недостатком. Поэтому лучше всего использовать первый вариант. Но если сваривать надо очень осторожно, малым током, то, как следствие, напряжение и ток, протекающие по проволоке, будут столь же малы.В случае большого значения тока обмотка должна генерировать соответствующее значение напряжения и передавать его нашему регулятору.
Благодаря этому дополнительная обмотка может полностью удовлетворить потребности потенциального пользователя в максимальном значении тока. Изучив эту теорию, можно сделать вывод, что установка дополнительного трансформатора — это дополнительные затраты, а нужный режим всегда можно поддержать дополнительной обмоткой.
На практике установлено, что скорость разматывания сварочной проволоки может составлять от 70 сантиметров до 11 метров в минуту при диаметре проволоки 0,8 мм.Нам не известны субвеличина и скорость вращения детали, поэтому расчет следует производить по имеющимся данным о скорости размотки. Для этого лучше всего провести небольшой эксперимент, после которого вы сможете определить необходимое количество оборотов. Включите оборудование на полную мощность и посчитайте, сколько оборотов оно делает в минуту.
Чтобы точно поймать поворот, прикрепите к якорю спичку или ленту, чтобы знать, где заканчивается и начинается колесо. Произведя расчеты, можно найти радиус по известной еще со школы формуле: 2пиР = L, где L - длина окружности, то есть, если прибор делает 10 оборотов, нужно 11 метров разделить на 10, а размотка 1,1 метра.Это будет продолжительность вашего отдыха. R — радиус анкера, который необходимо рассчитать. Число «пи» должно быть известно еще со школы, его значение равно 3,14. Возьмем пример. Если считать 200 оборотов, то при расчете определяем число L = 5,5 см. Затем вычисляем R=5,5/3,14*2=0,87 см, значит искомый радиус будет 0,87 см.
Лучше всего это делать с минимальным набором функций, например:
Редуктор стеклоочистителя от многих отечественных автомобилей можно использовать для сборки двигателя механизма подачи сварочной проволоки.При этом не забывайте, что минимальное количество проволоки, которое нужно вытянуть за минуту, составляет 70 сантиметров, а максимальное – 11 метров. Эти значения необходимо соблюдать при выборе якоря обмотки провода.
Клапан подачи газа лучше всего подобрать из механизмов подачи воды все тех же отечественных автомобилей. Но очень важно, чтобы этот клапан через некоторое время не протекал, что очень опасно. Если правильно и правильно все подобрать, устройство в нормальной эксплуатации может прослужить около 3 лет, при этом его не нужно будет много раз ремонтировать, так как оно достаточно надежное.
На схеме полуавтомата указаны все функциональные точки, что делает полуавтомат очень удобным в использовании. Для установки ручного режима реле переключения SB1 должно быть замкнуто. После нажатия на кнопку управления SA1 включить переключатель К2, который своими соединениями К2.1 и К2.3 включит первый и третий ключ.
Затем первый ключ активирует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания полуавтомата, а К1.3 полностью отключает моторный тормоз. При этом в ходе этого процесса реле К3 начинает взаимодействовать со своими контактами К3.1, которое своим срабатыванием отключает цепь питания двигателя, а К3.2 отключает К5. К5 в разомкнутом состоянии обеспечивает двухсекундную задержку включения прибора, которую необходимо подобрать с помощью резистора R2. Все эти действия происходят при выключенном двигателе и подаче в трубку только газа. После всего этого второй конденсатор импульсом отключает второй ключ, который служит для задержки подачи сварочного тока.Затем начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, с 2-секундной задержкой отключения подачи газа на сварочный полуавтомат.
Сначала нужно понять назначение автоматического режима. Например, необходимо сварить прямоугольный слой металлического сплава, причем работа должна быть идеально ровной и симметричной. При использовании ручного режима на доске будет шов разной толщины по краю.Это создаст дополнительные трудности, так как необходимо будет подгонять его под нужный размер.
Если использовать автоматический режим, возможности немного увеличатся. Для этого нужно установить время и интенсивность сварки, а затем попробовать сварку на ненужной заготовке. После проверки можно убедиться, что шов подходит для сварки конструкции. Затем снова включаем нужный режим и начинаем приваривать пластину.
При включенном автоматическом режиме используйте ту же кнопку SA1, которая будет выполнять все процессы, как и ручная сварка, с той лишь разницей, что для ее запуска не нужно будет удерживать эту кнопку, а все включения будут обеспечиваться цепь C1R1.Для полного функционирования этого режима потребуется от 1 до 10 секунд. Работа этого режима очень проста, для этого нужно нажать кнопку управления, после чего начнется сварка.
По истечении времени, установленного резистором R1, сварочный аппарат сам выключит пламя.
Выход из строя данного устройства приводит к значительным сбоям в работе полуавтомата, потерям рабочего времени и проблемам с заменой сварочной проволоки. Провод на выходе из наконечника слипся, снимите наконечник и зачистите контактную часть провода.Неисправность наблюдается при любом диаметре используемой сварочной проволоки. Или высокие подачи могут возникать, когда проволока выходит большими рывками при нажатии кнопки питания.
Неисправности часто возникают из-за механической части самого регулятора подачи проволоки. Схематически механизм состоит из прижимного ролика с регулируемой степенью натяжения проволоки, подающего ролика с двумя канавками для проволоки 0,8 и 1,0 мм. За редуктором установлен электромагнитный клапан, отвечающий за отключение подачи газа с задержкой в 2 секунды.
Сам контроллер подачи очень громоздкий и часто просто крепится к передней панели полуавтомата 3-4 винтами, по сути висит в воздухе. Это приводит к перекосам всей конструкции и частым поломкам. На самом деле "вылечить" этот дефект достаточно просто, установив под регулятор подачи проволоки какую-нибудь стойку и таким образом зафиксировав его в рабочем положении.
В полуавтоматах заводского изготовления в большинстве случаев (независимо от производителя) подача углекислого газа к электромагнитному клапану осуществляется с помощью сомнительного тонкого шланга в виде кембрика, который просто "закапывает" холодный газ и потом лопается.Он также прекращает работу и требует ремонта. Мастера, исходя из своего опыта, рекомендуют заменить эту подводящую магистраль автомобильным шлангом, используемым для подачи тормозной жидкости из бачка в главный тормозной цилиндр. Шланг отлично выдерживает давление и прослужит вечно.
Промышленность выпускает полуавтоматы со сварочным током около 160 А. Этого достаточно при работе с автомобильным утюгом, который довольно тонкий - 0,8-1,0 мм.Если, например, необходимо сваривать элементы из стали 4 мм, то этого тока недостаточно и провар деталей неполный. Многие мастера для этих целей приобретают инвертор, который вместе с полуавтоматом может выдавать до 180 А, что вполне достаточно для гарантированной сварки деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и стабилизировать работу полуавтомата. Было предложено довольно много схем и возможных улучшений механической части.
Одно из таких предложений. Этот доработанный и испытанный в эксплуатации регулятор скорости подачи проволоки полуавтоматической схемы сварки предлагается на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки он задерживает подачу на 1-2 секунды после срабатывания газового клапана и тормозит ее максимально быстро после отпускания кнопки включения.
Минус системы - приличная мощность, рассеиваемая транзистором, нагревающим кулер до 70 градусов при работе.Но все это плюс надежная работа как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Статья подскажет, как сделать сварочный полуавтомат своими руками? Самое главное для этого — энтузиазм. Ознакомившись с теоретической информацией, можно приступать к сборке. Для начала хотелось бы пояснить, чем отличается сварочный полуавтомат от аппарата, работающего электродами.
При ручной сварке ток нагрузки должен быть постоянным, а в автоматическом режиме важнее всего стабильность напряжения.Это если в условиях. Изготовим универсальный аппарат, т.е. автоматический с дуговой сваркой (MAG/MMA).
Начните с устройства подачи проволоки и устройства для протяжки проволоки. Для сборки механической части вам понадобится пара подшипников (размер 6202), электродвигатель от автомобильных дворников (чем меньше двигатель, тем лучше).
При выборе двигателя убедитесь, что он вращается в одном направлении, а не из стороны в сторону.Кроме того, придется где-то подтачивать или находить валик, диаметр которого 25 мм. Этот ролик находится над резьбой на валу двигателя. Каждую нестандартную деталь приходится делать вручную, благо ничего сложного в этом нет.
Конструкция механизма подачи состоит из двух пластин, на которых установлены подшипники, и ролика на валу двигателя, расположенного посередине. Давление пластин и давление подшипников на ролик осуществляется пружиной. От одного подшипника к ролику проволока протягивается через «направляющие» с обеих сторон роликов.
Монтаж осуществляется поверх текстолитовой плиты толщиной 5 мм. Это делается для того, чтобы проволока выходила там, где будет стык, к которому присоединяется сварочная втулка, закрепленная в передней части кузова. Также устанавливаем на текстолит катушку, на которую наматывается проволока. Обрабатываем вал под катушку, которая устанавливается под углом 90° к пластине, имеющей на кромке резьбу для фиксации последней.
Конструкция полуавтоматического эталонного прибора своими руками проста и надежна, примерно такая же используется в промышленном оборудовании.Детали в механизме подачи адаптированы под обычную катушку, однако сварка будет происходить без газа, благо сварочная проволока продается везде.
То, что должно было произойти, показано вверху статьи. Усиление корпуса компьютера осуществляется с помощью двух уголков по бокам, в которые предполагается установить электронную часть устройства. На задней части корпуса находится блок питания и устройство, регулирующее частоту вращения электродвигателя.
Для этого подходит трансформатор. Это самый простой и надежный способ питания электродвигателя. очень оптимальная схема регулятора подачи - тиристорная. Ниже приведена схема подключения, управляющая двигателем подачи.
Плата фидера
В этой схеме нет сглаживающего конденсатора, поэтому тиристор управляется. Диодный мост может быть любым, главное, чтобы ток превышал 10А.В качестве тиристора используем БТБ16 с плоским корпусом, его можно заменить на КУ202 (буква любая). Трансформатор, содержащий самосборный сварочный полуавтомат, должен иметь мощность более 100Вт.
просмотров 891 просмотров
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, установив в гараже сварочный полуавтомат.
Регулятор скорости подачи проволоки для полуавтоматической сварки
В комплект сварочного аппарата входит корпус, в нижней части которого установлен однофазный или трехфазный силовой трансформатор, вверху расположено устройство для протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя УАЗ или Жигули.Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Установлен электромагнитный клапан включения газа. При использовании опытного образца заводского полуавтомата в них были выявлены некоторые недостатки, препятствующие качественной сварке.Это преждевременный выход из строя выходного транзистора схемы регулятора скорости двигателя, перегрузка выходного транзистора и отсутствие автоматического торможения двигателя по команде останова в бюджетной схеме. Сварочный ток при его отключении пропадает, а двигатель еще некоторое время продолжает подавать проволоку, что приводит к чрезмерному износу проволоки, риску получения травм и необходимости удаления излишков проволоки специальным инструментом.
В лаборатории "Автоматика и телемеханика" Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, основное отличие от заводских - наличие схемы торможения и двойного питания транзисторного ключа в плане пусковой ток с электронной защитой.
Схема драйвера механизма подачи проволоки включает усилитель тока на мощном полевом транзисторе. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузки снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Тормозной контур позволяет двигателю практически мгновенно останавливаться.
Напряжение питания берется от сетевого трансформатора или отдельного трансформатора с потребляемой мощностью не менее максимальной мощности электродвигателя протяжки.
В схеме есть светодиоды, которые сигнализируют о напряжении питания и работе электродвигателя.
Характеристики устройства:
Шаг 1. Описание схемы контроллера сварочного полуавтомата
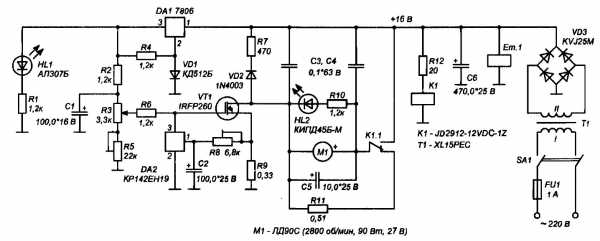
Принципиальная электрическая схема устройства представлена на рис.1. Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения помех, ставших возможными при повороте ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Светодиод HL1 указывает на включенное состояние цепи регулятора подачи проволоки.
Резистор R3 задает скорость подачи сварочной проволоки к точке дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант управления частотой вращения двигателя в зависимости от модификации его мощности и напряжения питания.
Диод VD1 в цепи регулятора напряжения DA1 защищает систему от выхода из строя при переполюсовке питающего напряжения.
Полевой транзистор VT1 снабжен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора с помощью компаратора DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и уменьшает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при щетках искры электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи срабатывания транзистора VT1 с цепями уменьшения искрения коллектора С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: зеленым свечением - вращение, красным свечением - торможение.
Тормозная цепь выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R11. Режим восстановления - возврат энергии в сеть позволяет остановить двигатель за короткое время. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12...15 В и ток 8...12 А, диодный мост VD4 подобран на удвоенный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Шаг 2. Детали схемы контроллера сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и двигателя, установлены все детали с рекомендациями по возможной замене. Полевой транзистор монтируется на теплоотвод размерами 100*50*20 мм.
Аналоговый полевой транзистор IRFP250 с током 20... 30 А и напряжением свыше 200 В. Резисторы МЛТ 0,125; резисторы R9, R11, R12 - проволочные. Резисторы R3, R5 поставил типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, имеют одинаковые габариты и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и защитой транзисторов можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431CLP.
Электромагнитный клапан подачи инертного газа Em.1 - нормальный, на напряжение питания 12 В.
Этап 3. Настройка схемы контроллера сварочного полуавтомата
Наладка цепи регулятора подачи проволоки сварочного полуавтомата начинается с проверки напряжения питания. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение затвора полевого транзистора VT1 регулятором скорости R3, убедиться, что скорость начинает увеличиваться при минимальном положении ползунка резистора R3; если этого не произошло, отрегулируйте минимальную скорость резистором R5 - сначала установите двигатель резистора R3 в нижнее положение, при плавном увеличении номинала резистора R5 двигатель должен выйти на минимальную скорость.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя.При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12...13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей одинаковой мощности, время торможения зависит в основном от веса якоря, из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата смонтирована внутри корпуса полуавтомата, на пульте управления выведена ручка управления частотой вращения двигателя - R3 с индикаторами: горит HL1 и двухцветный индикатор работы двигателя HL2.Питание на диодный мост подается от отдельной обмотки сварочного трансформатора напряжением 12...16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться при подаче сетевого напряжения . Сети электроснабжения и цепи электродвигателей следует выполнять многожильным кабелем в виниловой изоляции сечением 2,5…4 мм2.
Пусковая цепь сварочного полуавтомата
Характеристики сварочного полуавтомата:
Подача проволоки в зону сварки в сварочном полуавтомате осуществляется с помощью механизма, состоящего из двух стальных валков, вращающихся в противоположных направлениях с помощью электродвигателя.Для снижения скорости электродвигатель снабжен редуктором. Из условий плавной регулировки скорости подачи проволоки дополнительно изменяется частота вращения электродвигателя постоянного тока полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подается инертный газ аргон для исключения влияния кислорода воздуха на процесс сварки. Сетевое питание сварочного полуавтомата производится от однофазной или трехфазной сети, в данной конструкции применен трехфазный трансформатор, в статье даны рекомендации по питанию от однофазной сети.
Трехфазное питание позволяет использовать обмоточный провод меньшего сечения, чем при использовании однофазного трансформатора. В процессе работы трансформатор меньше нагревается, пульсации напряжения на выходе выпрямительного моста уменьшаются, а линия электропередачи не перегружается.
Этап 1. Работа полуавтоматической схемы запуска сварки
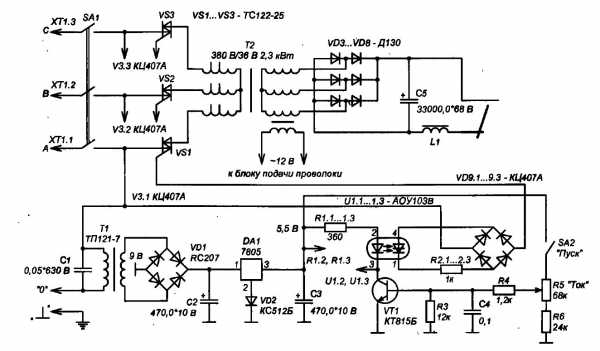
Подключение силового трансформатора Т2 к сети производится симисторными выключателями ВС1... ВС3 (рис. 3). Выбор симисторов вместо механического пускателя исключает аварийные поломки и устраняет «хлопки» магнитной системы.
Выключатель SA1 позволяет отключать сварочный трансформатор от сети во время проведения работ по техническому обслуживанию.
Использование симисторов без ТЭНов приводит к их перегреву и самопроизвольному включению сварочного полуавтомата, поэтому симисторы необходимо оборудовать бюджетными ТЭНами 50*50 мм.
Сварочный полуавтомат рекомендуется оснащать вентилятором 220 В, подключение его параллельно сетевой обмотке трансформатора Т1.Трансформатор трехфазный
Т2 можно использовать готовый, мощностью 2...2,5 кВт, а можно купить три трансформатора 220*36 В 600 ВА, использовать для освещения подвала и металлорежущих станков, соединить их по звезде -звездная схема. При изготовлении самодельного трансформатора первичные обмотки должны иметь по 240 витков провода ПЭВ диаметром 1,5...1,8 мм, с тремя отводами по 20 витков от конца обмотки. Вторичные обмотки намотаны медным или алюминиевым стержнем сечением 8...10 мм2, количество провода ПВЗ 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения сети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет использовать внутреннюю электрическую сеть, используемую для питания бытовых электрических печи с установленной мощностью до 4,5 кВт - кабель подходит для розетки, выдерживает ток до 25 А, есть заземление. Сечение первичной и вторичной обмоток однофазного сварочного трансформатора по сравнению с трехфазным вариантом следует увеличить в 2 раза... в 2,5 раза. Требуется отдельный заземляющий провод.
Дополнительное регулирование сварочного тока осуществляется изменением угла задержки срабатывания симистора. Применение сварочного полуавтомата в гаражах и на дачах не требует применения специальных сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в домашних условиях он должен быть оснащен внешним фильтром помех.
Плавное регулирование сварочного тока осуществляется с помощью электронного блока на кремниевом транзисторе VT1 при нажатой кнопке SA2 «Пуск» - подстройкой резистора R5 «Ток».
Сварочный трансформатор Т2 подключается к сети нажатием кнопки SA2 «Пуск» на шланге, подающем сварочную проволоку. Электронная схема через оптопары размыкает силовые симисторы, и сетевое напряжение подается на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный механизм подачи проволоки, открывается клапан подачи инертного газа, и при соприкосновении проволоки, выходящей из шланга, с заготовкой образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной пусковой цепи сварочного трансформатора.
При подаче сетевого напряжения на аноды симистора трехфазным автоматом SA1 к линии подключается трансформатор Т1 для питания электронной схемы запуска, симисторы в это время замкнуты. Напряжение вторичной обмотки трансформатора Т1, выпрямленное диодным мостом VD1, стабилизируется аналоговым стабилизатором DA1 для устойчивой работы схемы управления.
Конденсаторы С2, С3 сглаживают пульсации выпрямленного напряжения питания пусковой цепи. Симисторы включаются ключевым транзистором VT1 и симисторными оптронами U1.1...U1.3.
Транзистор открывается при положительной полярности напряжения от аналогового стабилизатора DA1 через кнопку "Пуск". Использование низкого напряжения на кнопке снижает вероятность поражения оператора электрическим током высоким напряжением от сети в случае повреждения изоляции проводов.Регулятор тока R5 регулирует сварочный ток в диапазоне 20 В. Резистор R6 не позволяет снизить напряжение на сетевых обмотках сварочного трансформатора более чем на 20 В, уровень помех в сети резко возрастает из-за к искажению синусоиды напряжения симисторами.
Симисторные оптопары У1.1...У1.3 выполняют гальваническую развязку сети от электронной схемы управления, дают возможность простой регулировки угла раскрытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и тем больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов подается от анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов с оптопарой защищают их от перегрузки по максимальному току. Измерения показали, что при пуске на максимальном сварочном токе падение напряжения на симисторах не превышает 2,5 В.
При большом разбросе крутизны переключения симисторов полезно шунтировать их цепи управления на катод сопротивлением 3... 5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка, которая питает механизм подачи проволоки переменным током 12 В, на которое следует подавать напряжение после включения сварочного трансформатора.
Вторичная обмотка сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Схемы соединения диодного моста с конденсатором С5 следует выполнить из медной шины сечением 7*3 мм.Дроссель L1 изготавливают из железа от силового трансформатора ламповых телевизоров типа ТС-270, обмотки снимают заранее, а в их наматывают до полного заполнения обмотку сечением не менее чем в 2 раза больше вторичной. место. Между половинками дроссельного трансформаторного железа положите прокладку из электрокартона.
Этап 2. Установка схемы запуска полуавтоматической сварки
Пусковая схема (рис. 3) смонтирована на печатной плате (рис.4) 156*55мм, кроме: ВД3...ВД8, Т2, С5, СА1, Р5, СА2 и Л1. Эти элементы крепятся на корпусе сварочного полуавтомата. В схему не включены элементы индикации, они включены в механизм подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполняются изолированным проводом сечением 4...6 мм2, сварочные цепи - медной или алюминиевой шиной, остальные - проводом диаметром 2 мм с виниловой изоляцией.
Полярность подключения горелки следует выбирать исходя из условий сварки или наплавки при работе с металлом толщиной 0,3... 0,8 мм.
Этап 3. Регулировка пусковой схемы сварочного полуавтомата
Наладку пусковой цепи сварочного полуавтомата начинают с проверки напряжения 5,5 В. После нажатия кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой - не менее 34 В.
На катодах симисторов по отношению к нулю сети напряжение не должно отличаться более чем на 2...5 В от напряжения на аноде, в противном случае необходимо заменить симистор или оптопару цепи управления.
Если напряжение сети низкое, переключите трансформатор на отводы низкого напряжения.
При размещении соблюдайте меры предосторожности.
Скачать печатные платы:
.Главная »KEMPPI» KEMPPI 6152100EL 520 A Инструкции по автоматизированному сварочному оборудованию
Использование средств индивидуальной защиты
Общие правила техники безопасности
Стружколом и пожарная безопасность
Общая электробезопасность
Сварочная цепь
Сварочный дым
Транспортировка, подъем и подвеска
Окружающая среда
Газовые баллоны и регуляторы
Электрическая схема и список запасных частей
Если принципиальная схема и список запасных частей не входят в комплект поставки, их необходимо заказать у местного представителя сервисной службы Kemppi.Для получения дополнительной информации посетите сайт www.kemppi.com.
Отказ от ответственности
Несмотря на то, что были предприняты все усилия для обеспечения точности и полноты информации, содержащейся в данном руководстве, мы не несем ответственности за какие-либо ошибки или упущения. Kemppi оставляет за собой право изменять технические характеристики описанного продукта в любое время без предварительного уведомления. Содержание данного руководства не может быть скопировано, записано, воспроизведено или передано без предварительного согласия Kemppi.