Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0.4 |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0.5 |
2.5 |
0.35 |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0.8 |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
1 |
5 |
0.75 |
5.2 |
0.5 |
5.5 |
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
- |
- |
- |
- |
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
8.2 |
0.5 |
8.5 |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0.5 |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
- |
- |
- |
- |
|
12 |
1.75 |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23.2 |
- |
- |
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
- |
- |
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1.5 |
37.5 |
1 |
38 |
- |
- |
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу. На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу. 8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них. Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек). Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром.Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
Как определить шаг резьбы гайкиДля измерения шага внутренней резьбы гайки лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться простым способом для которого потребуется листок бумаги и линейка. Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле Р = L/(N-1). Например, оттиск дал 5 четких рисок на отрезке в 10 мм, значит: Р = L/(N-1) = 10 мм/(5-1) витков = 2.5 мм Вместо бумаги получить оттиск можно используя спичку или карандаш. Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5. |
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Порядок производства работ:
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
 Любая практика всегда начинается с теории.
Любая практика всегда начинается с теории.Любая практика всегда начинается с теории.
Практически каждому, кто делает всё или почти всё своими руками, приходится сталкиваться с операцией по нарезанию резьбы.
Первым делом нужно выбрать сверло подходящего размера и не имея под рукой спецтаблицы или интернета, у большинства возникает - вопрос как сделать этот выбор? Ведь точность здесь крайне важна. Для специалистов давно не секрет, что сверло можно выбрать зная только размер будущей резьбы и ее шаг.
Таблица.Таблица.
Рассмотрим на примере : Требуется изготовить в стальной заготовке внутреннюю резьбу М 10 с стандартным шагом 1.5
Простейшим путем считаем: 10-1.5=8.5
Ответом и является диаметр искомого сверла под резьбу.
Проверка расчета по таблице покажет тот же показатель 8.5 мл.
В общем этот способ универсальный, но есть свои тонкости. Покажу на примере - допустим нужна резьба М10 с шагом 1.25 в той же заготовке.
Считаем:
10-1.25=8.75
Найти сверло диаметром 8.75 мл практически невозможно и в этом случае округляем в меньшую сторону до десятой миллиметра и берём сверло 8.7 миллиметров. В таблице показатель тот же.
Работа резьбомером.Работа резьбомером.
Стоит отметить что чем больше размер резьбы, тем выше погрешность в подобном расчете. К примеру показатели резьбы М 36 расчетные и табличные разнятся на 0.2 мл и это уже критично, но стоит заметить что резьбы подобных размеров в ручную нарезаются крайне редко.
Если резьбомера нет, то можно снять размер шага резьбы штангелем по вершинка резьбы, лучше всего потренироваться на метчике, т.к там обозначен шаг.Если резьбомера нет, то можно снять размер шага резьбы штангелем по вершинка резьбы, лучше всего потренироваться на метчике, т.к там обозначен шаг.
Про данный способ я узнал ещё до эпохи интернета от старших товарищей и с тех пор он меня ни разу не подводил.
Если заметка Вам стала полезной подписывайтесь на канал, ставьте нравиться. Если есть что дополнить пишите в комментариях.
Спасибо за внимание.
самоделкин
Что-то непонятное. 1,5 мм в час
Должно скрипеть было
Ну я же не целы день у станка стоял, иногда надо и прямыми обязанностями заниматься.
деталь желательно закрепить,чтобы не качалась на столе.Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.
Маслом смазывал. На выходе видно все таки передавил и сверло поломал. Закреплена нормально.
А вот с резьбой, боюсь, будет много проблем.
А шо делать....
Олеиновую кислоту надо для сверления в нержавейке, вот тогда пойдет как по маслу и нарезать резьбу тоже с ней.
А где ее достать?
И с проветривание проблемки...
либо обороты большие и палит сверло
450-600 ну если верить тому что написано на станке.
А может быть китайца покормить надо!
А поподробней? Мощи ему вроде хватает.
А зачем резьба М6 в переходнике на манометр? просто интересно...
Ну чтобы прикрутить обьект испытаний. У велонасосов (советских) есть шланги вот с одной стороны там М6.....
Всем спасибо, завтра буду пробывать снова. Благо деталек на одну больше заказали.... :clapping:
Метрические резьбы М5-М48. Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Вариант для печати.
|
|||||
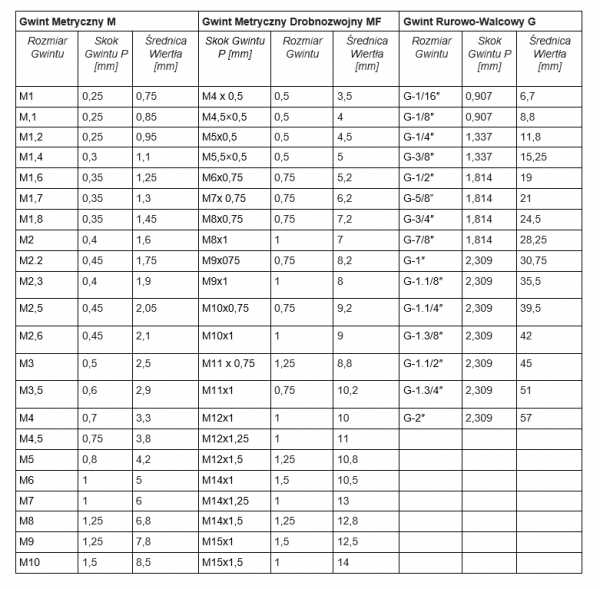
Выбор сверла - это вопрос многих проблем. Просверливание отверстий под конкретную резьбу требует большой осторожности. Чтобы пара потоков выполнила свою задачу, их необходимо тщательно подобрать. Это означает, что при нарезании резьбы иногда необходимо точно выдерживать диаметр отверстия и вид сделанных надрезов. Это основной фактор, определяющий тщательный выбор сверла для выполнения конкретного отверстия под метчик.
Резьба - это спиральная нарезка, выполненная в отверстии в материале или на его внешней цилиндрической поверхности. Пара резьбы обеспечивает надежное соединение за счет движения винта с совместимой ответной частью. У ниток есть много форм в зависимости от их назначения или формы, и кроме внешней и внутренней резьбы, есть также мелкая и крупная резьба, метрическая резьба, прямоугольная резьба, цилиндрическая резьба, круглая резьба и многие другие.
Диаметр сверла должен быть меньше нарезаемой резьбы.Разница определяется по специальной таблице с указанием размера сверла, необходимого для создания резьбы с обозначением M1, M3 или G 1/16.
Разница диаметров сверла также зависит от типа резьбы - обычная метрическая резьба, мелкая метрическая резьба или дюймовая резьба. Каждое обозначение размера резьбы соответствует определенному размеру сверла.
Перед сверлением отверстия необходимо также предположить, что при сверлении вручную сверло сломает отверстие в зависимости от условий и умелой руки, и это может быть от 0,05 до даже 0,5 мм.
Метод расчета
Хотя использование таблицы выбора сверл для метчиков очевидно, метод расчета не всегда так.
Например, мы хотим произвести размер резьбы M10. Обычная метрическая резьба M10 имеет шаг P-1,5 мм, поэтому:
D = M - P
D = 10 - 1,5 = 8,5 мм
| Где: | D - Диаметр отверстия | M - Размер резьбы | P - Шаг резьбы |
|---|
| Метрическая резьба M | Метрическая мелкая резьба MF | Трубчато-цилиндрическая резьба G | ||||||
| Размер резьбы | Резьба P [мм] | Диаметр сверла [мм] | Размер резьбы | Резьба P [мм] | Диаметр сверла [мм] | Размер резьбы | Резьба P [мм] | Диаметр сверла [мм] |
| M1 | 0,25 | 0,75 | M4 x 0,5 | 0,5 | 3,5 | G-1/16 ″ | 0,907 | 6,7 |
| м, 1 | 0,25 | 0,85 | M4,5 × 0,5 | 0,5 | 4 | G-1/8 ″ | 0,907 | 8,8 |
| M1.2 | 0,25 | 0,95 | M5x0,5 | 0,5 | 4,5 | G-1/4 ″ | 1,337 | 11,8 |
| M1.4 | 0,3 | 1,1 | M5,5 × 0,5 | 0,5 | 5 | G-3/8 ″ | 1,337 | 15,25 |
| M1.6 | 0,35 | 1,25 | M6x0,75 | 0,75 | 5,2 | G-1/2 ″ | 1,814 | 19 |
| M1.7 | 0,35 | 1,3 | M7x 0,75 | 0,75 | 6,2 | G-5/8 ″ | 1,814 | 21 |
| M1.8 | 0,35 | 1,45 | M8x0,75 | 0,75 | 7,2 | G-3/4 ″ | 1,814 | 24,5 |
| м2 | 0,4 | 1,6 | M8x1 | 1 | 7 | G-7/8 ″ | 1,814 | 28,25 |
| М2.2 | 0,45 | 1,75 | M9x075 | 0,75 | 8,2 | G-1 ″ | 2.309 | 30,75 |
| M2.3 | 0,4 | 1,9 | M9x1 | 1 | 8 | G-1.1 / 8 ″ | 2.309 | 35,5 |
| M2,5 | 0,45 | 2,05 | M10x0,75 | 0,75 | 9,2 | G-1.1 / 4 ″ | 2.309 | 39,5 |
| М2.6 | 0,45 | 2,1 | M10x1 | 1 | 9 | Г-1.3/8 ″ | 2.309 | 42 |
| М3 | 0,5 | 2,5 | M10x1.25 | 1,25 | 8,8 | G-1.1 / 2 ″ | 2.309 | 45 |
| M3,5 | 0,6 | 2,9 | M11 x 0,75 | 0,75 | 10,2 | G-1,3 / 4 ″ | 2.309 | 51 |
| М4 | 0,7 | 3,3 | M11x1 | 1 | 10 | G-2 ″ | 2.309 | 57 |
| M4,5 | 0,75 | 3,8 | M12x1 | 1 | 11 | |||
| M5 | 0,8 | 4,2 | M12x1,25 | 1,25 | 10,8 | |||
| M6 | 1 | 5 | M12x1,5 | 1,5 | 10,5 | |||
| М 7 | 1 | 6 | M14x1 | 1 | 13 | |||
| M8 | 1,25 | 6,8 | M14x1.25 | 1,25 | 12,8 | |||
| M9 | 1,25 | 7,8 | M14x1,5 | 1,5 | 12,5 | |||
| M10 | 1,5 | 8,5 | M15x1 | 1 | 14 | |||
| M11 | 1,5 | 9,5 | M15x1,5 | 1,5 | 13,5 | |||
| M12 | 1,75 | 10,2 | M16x1 | 1 | 15 | |||
| M14 | 2 | 12 | M16x1,25 | 1,25 | ||||
| M16 | 2 | 14 | M16x1,5 | 1,5 | 14,5 | |||
| M18 | 2,5 | 15,5 | M17x1 | 1 | 16 | |||
| M20 | 2,5 | 17,5 | M17x1,5 | 1,5 | 15,5 | |||
| M22 | 2,5 | 19,5 | M18x1 | 1 | 17 | |||
| M24 | 3 | 21 | M18x1,5 | 1,5 | 16,5 | |||
| M27 | 3 | 24 | M18x2 | 2 | 16 | |||
| M30 | 3,5 | 26,5 | M20x1 | 1 | 19 | |||
| M33 | 3,5 | 29,5 | M20x1,5 | 1,5 | 18,5 | |||
| M36 | 4 | 32 | M20x2 | 2 | 18 | |||
| M39 | 4 | 35 | M22x1 | 1 | 21 | |||
| M42 | 4,5 | 37,5 | M22x1,5 | 1,5 | 20,5 | |||
| M45 | 4,5 | 40,5 | M22x2 | 2 | 20 | |||
| M48 | 5 | 43 | M24x1 | 1 | 23 | |||
| M52 | 5 | 47 | M24x1,5 | 1,5 | 22,5 | |||
| M56 | 5,5 | 50,5 | M24x2 | 2 | 22 | |||
| M60 | 5,5 | 54,5 | M25x1 | 1 | 24 | |||
| M64 | 6 | 58 | M25x1,5 | 1,5 | 23,5 | |||
| M68 | 6 | 62 | M25x2 | 2 | 23 | |||
| M26x1,5 | 1,5 | 24,5 | ||||||
Как выбрать сверло под резьбу? [Таблица потоков] последнее изменение: 23 августа 2020 г., автор: Tomek
. 
Вопреки внешнему виду проделать отверстие для резьбы - задача не из легких и даже требует большой осторожности и хорошо спланированного плана действий. Если вы сделаете ошибку на этом этапе, у вас возникнут проблемы с посадкой винта в резьбу, и вам придется проделывать эту работу заново. Узнайте, как этого избежать. В этой статье мы расскажем, как оптимально подобрать отверстия под резьбу, чтобы само сверление прошло без лишних сложностей.
Прежде чем вы начнете выбирать размер сверла, полезно понять основные понятия. Резьба - это не что иное, как нарезанный винт в отверстии в материале. За счет винтового хода такое соединение чрезвычайно прочное. Ключом к созданию резьбы является определение соответствующего диаметра отверстия и типа надрезов, которые будут сделаны. Они определяют выбор сверла для отверстия под размер метчика.
Мы различаем нити разных форм и назначений. Основное деление - потоки:
Стоит добавить, что каждый вид резьбы имеет соответствующую маркировку. Чтобы выбрать размер сверла, мы можем использовать метод расчета, о котором мы поговорим более подробно позже в руководстве.Также может пригодиться таблица расчета резьбы. Однако следует помнить, что размер отверстия будет варьироваться в зависимости от погодных условий и ручного труда бурильщика.
Выбор оборудования имеет решающее значение. Узнайте о типах сверл и их применении, чтобы выбрать лучшее оборудование для своей работы.
Чтобы сделать отверстия с резьбой правильно, диаметр отверстия должен быть меньше размера резьбы.Таблица резьбовых отверстий развеет все сомнения. Он определяет размер соответствующего отверстия M8, оптимального отверстия M4, лучшего сверла для резьбы M6 и многих других. Важно знать, какой диаметр отверстия правильный, без чего трудно предпринять следующие шаги. Например, отверстие M8 соответствует диаметру сверла 6,8 мм. Что касается отверстия M4, то диаметр сверла для этого размера составляет 3,3 мм. Кроме того, существуют дополнительные параметры, такие как шаг резьбы, который составляет 0,7 мм для m4 и 1,25 мм для m8.В свою очередь сверло под резьбу М6 должно иметь диаметр 5 мм. С правильным сверлом даже сверление фуги не составит труда.
Таблица отверстий под резьбу должна помочь вам в выборе правильного сверла.
Использование таблицы удобно, но если нет возможности проверить информацию в ней, мы можем воспользоваться собственными знаниями.Размер сверла для метчика можно легко рассчитать. Просто помните, что диаметр отверстия - это размер резьбы за вычетом шага резьбы . Эта легко запоминающаяся формула позволит вам произвести расчеты и точно выбрать отверстие в соответствии с вашими требованиями. Неважно, сверло ли это под резьбу М6, отверстие под М8 или отверстие под М4, расчеты позволят легко подобрать идеальный размер для работы. В нашем ассортименте вы найдете широкий выбор метчиков и сверл, облегчающих работу.
Для метрической резьбы шаг - это расстояние между вершинами резьбы. В ситуации, когда резьба описывается как M16x1,5, то расстояния от вершин составляют 1,5 мм. Иная ситуация с дюймовой резьбой. Например, описание 1/2 ”-13 указывает шаг 13 ниток на дюйм. Важно отметить, что шаг резьбы можно измерить даже штангенциркулем. Если результат измерения - целое число, то это метрическая резьба.Другой результат заставляет нас преобразовывать значения в дюймы (1 дюйм = 25,401 мм). Для замера можно использовать гайки, шаг которых нам известен. Для определения шага шага используются такие инструменты, как гребенки для резьбы и резьбовые щупы. К счастью, таблица отверстий под резьбу дает нам данные о шаге резьбы, но стоит знать, как измерить этот параметр, потому что вы можете найти необычный размер, которого нет в таблице.
Таким образом, выбор правильного сверла является ключом к началу работы.Будь то метрическая резьба, тонкая резьба, резьба Витворта или даже резьба US Unified, все они должны быть правильно сопоставлены. Таблица отверстий под резьбу будет очень полезна в этом случае, хотя размер резьбы и ее шаг также можно рассчитать самостоятельно. Теперь вы знаете, какое отверстие с резьбой M8 подойдет?
.  Необходимое оборудование
Необходимое оборудование
Важно выбрать метод нарезания резьбы, который может быть ручным или механическим. То же самое будет и с нашими основными инструментами, то есть так называемыми метчиками.
Если мы решили использовать ручную нарезку резьбы, мы должны вооружиться специальным держателем и связанными с ним прямыми метчиками. Первый, называемый штампом, имеет один разрез и используется в начале работы.Второй, называемый стриппер, представляет собой промежуточный метчик с двумя прорезями. Третий, называемый финишером, - это элемент, не имеющий вырезов, как его еще называют, который завершает обработку.
Если мы решим использовать механическую резьбу, мы должны вооружиться дрелью и специальными машинными метчиками - прямыми или винтами. Они отличаются от ручных метчиков тем, что, будучи отдельными элементами, они способны отрезать нужный пропил от начала до конца. Прямые метчики позволяют делать сквозные отверстия, а поворотные метчики используются для создания резьбы как со сквозными, так и со сквозными отверстиями.
Внутренняя и внешняя резьба
Наша работа также будет зависеть от типа производимой нами резьбы. Нарезание внутренней резьбы - это не что иное, как надрез в подготовленном отверстии. Наружная нарезка резьбы, в свою очередь, разрезает стержни. В первом случае основой нашей работы будет просверливание отверстия диаметром, соответствующим диаметру резьбы. Поэтому ключевым моментом здесь является выбор правильного диаметра сверла, который мы делаем в соответствии с таблицей резьбы и диаметров сверла.В случае нарезания стержней необходимо использовать специальные плашки, которые мы надеваем на обрабатываемый материал. Здесь, в свою очередь, диаметр резьбы должен соответствовать диаметру стержня.
 Продеваем дырочки!
Продеваем дырочки!
Начнем это задание с просверливания дырки в желаемом месте. Перед началом обработки отверстие следует предварительно смазать специальным маслом для нарезания резьбы (машинным маслом). Затем закрепите описанные ранее прямые метчики в прямоугольном держателе, вставьте их вертикально в отверстие и поверните держатель по часовой стрелке.В этом случае очень важно сделать небольшой возврат влево после полного вращения вправо, что позволит стружке эффективно сломаться и предотвратить повреждение резьбы. Придаем окончательную форму разрезу с помощью финишного инструмента.
Продеваем стержни!
Здесь мы используем вышеупомянутые матрицы, которые мы вставляем в корпус вращающегося инструмента. Матрицу следует максимально плотно зажать в корпусе, максимально затянув фиксирующий винт.Затем вводим его перпендикулярно оси резьбы. Однако перед тем, как мы это сделаем, сам штамп и обрабатываемый стержень следует смазать маслом для нарезания резьбы. Принцип точения рабочим инструментом такой же, как и для вырезания отверстий - поворачиваем по часовой стрелке и после полного поворота возвращаемся влево, чтобы избавиться от стружки. Получив желаемую длину пропила, мы вынимаем матрицу, ослабляем регулировочный винт и снова делаем аналогичные повороты, пока не будет получена идеальная форма резьбы.
Нарезание отверстий сверлом
Если мы используем сверло и подходящие механические метчики для вырезания отверстий, мы предварительно делаем так называемые вводы для метчиков, то есть деликатные отверстия, в ранее проделанном отверстии. Затем вставляем наконечник, насаженный на сверло, в отверстие и обрабатываем его на самых медленных оборотах нашего устройства. Здесь тоже необходимо заранее смазать отверстие.
.Диаметр сверла для резьбового отверстия выбирается в зависимости от диаметра резьбы, ее типа и типа материала, на который будет нарезаться резьба. Например, для резьбы M10 диаметр сверла для резьбового отверстия должен составлять 8,2 мм для нарезания резьбы по чугуну и бронзе и 8,4 мм для стали, сплавов цинка и алюминия. Выбор правильного диаметра сверла очень важен, потому что, если диаметр отверстия слишком большой, получается неполная резьба, а если диаметр слишком мал, метчик может сломаться или резьба оборвется.Диаметры сверл для отверстий под резьбу указаны в Польском стандарте и могут быть найдены в руководствах и справочниках. При сверлении отверстий под глухую резьбу следует учитывать, что отверстие должно быть глубже необходимой глубины резьбы.
При нарезании резьбы заготовка с отверстием должна быть правильно зажата. Затем в отверстие вставляется смазанный метчик № 1 и квадратом проверяется перпендикулярность положения метчика относительно поверхности заготовки. Оказывая небольшое осевое давление, поверните ручку крана по часовой стрелке до тех пор, пока не начнет формироваться канавка и кран автоматически утонет при повороте.После небольшого нажатия метчика (прорезать 1-2 бороздки) перпендикулярность нужно еще раз проверить квадратом. Затем после каждого полного поворота вправо поворачивайте метчик на пол-оборота против часовой стрелки, повторяя эту операцию до тех пор, пока резьба не будет обрезана по всей необходимой длине. Нарезав отверстие метчиком № 1, вставьте в отверстие метчик № 2 и осторожно ввинтите его рукой в контур крупной резьбы. После наложения ручки проденьте отверстие так же, как и метчиком № 1.Закончите резьбу метчиком размера 3, выполнив те же действия, что и для предыдущих метчиков. При нарезании резьбы в отверстиях в мягких металлах, а также в глубоких и глухих отверстиях метчик необходимо время от времени откручивать, чтобы очистить отверстие и канавки от стружки и смазать (рис. 1).
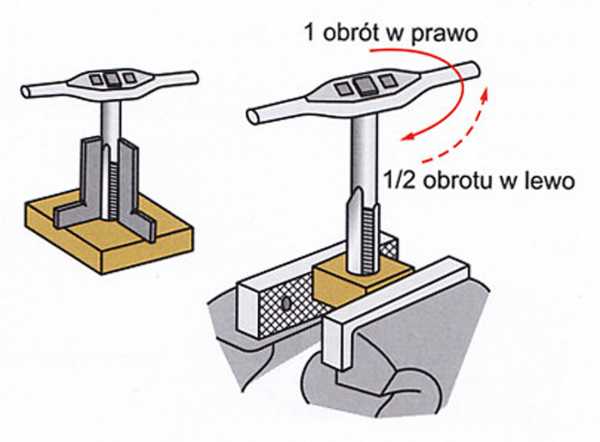
Рис.1. Нарезание резьбы в отверстии: проверка перпендикулярности и последовательности нарезания резьбы
[1]
Для нарезания резьбы в глухих отверстиях сверла используется специальный инструмент, который после нарезания резьбы на нужную глубину вызывает выкручивание метчика. .В этом случае сверло должно быть оснащено механизмом, позволяющим изменять направление вращения шпинделя, необходимое для вывода метчика из отверстия. Режущие жидкости играют очень важную роль при нарезании резьбы. Их задача - смазать и охладить зону обработки. Во время смазки снижается сопротивление резанию и увеличивается гладкость обработанной поверхности.

Охлаждение снижает износ режущих кромок.10% чаще всего используется для смазки и охлаждения при нарезании резьбы вручную. концентраты масляных эмульсий или неэмульгирующие смазочно-охлаждающие жидкости.
Штифт, на котором должна нарезаться резьба, должен иметь правильный размер и иметь конический конец. Диаметр штифта должен быть меньше внешнего диаметра резьбы. Значение диаметра следует выбирать (из таблиц, содержащихся в технических руководствах) в зависимости от типа и диаметра резьбы. Если, например, на болте нарезается резьба MI6, то сначала необходимо прокатить вал до диаметра 15,7–15,8 мм и сделать конический конец - на токарном станке или вручную напильником.Подготовив таким образом штифт, зажать его в тисках, смазать коническую часть и приступить к нарезанию резьбы.
Как и при нарезании резьбы в отверстии, особое внимание следует уделять перпендикулярному положению матрицы по отношению к оси штифта. Поместив матрицу на конец штифта, поверните ее по часовой стрелке, прикладывая небольшое осевое давление вниз, пока
не начнет формировать канавку, и матрица будет направлена автоматически. После каждого полного поворота вправо возвращайте матрицу на пол-оборота влево, повторяя эту операцию, пока вся резьба не будет обрезана.
Ручная нарезка резьбы требует высокой точности выполняемых работ и соблюдения технологического режима. Из-за невнимательности рабочего, недостаточной квалификации или плохого состояния инструмента получается бракованная резьба - с неполным контуром или смещенная с резьбовым штифтом или отверстием. Разрывание - тоже частое повреждение. Неполная резьба может возникнуть, если диаметр штифта слишком мал или если отверстие слишком велико для нарезания резьбы. И наоборот, при нарезании слишком тугой резьбы или использовании тупого инструмента метчик часто ломается.

В условиях мастерской внешний диаметр резьбы проверяется штангенциркулем, а правильность профиля и шага резьбы - шаблонами (рис. 2). После того, как шаблон наложен на резьбу, зазор между шаблоном и контуром резьбы наблюдается против света. Шаблон также используется для быстрого распознавания резьбы путем нанесения последующих «гребешков» на резьбу неизвестного контура. Это особенно полезно, когда вам нужно сделать гайку для болта с неизвестным профилем резьбы.
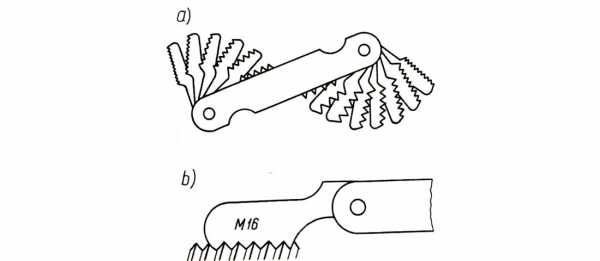
Рис. 2. Шаблон резьбы (a) и метод испытания (b) [2]
Резьба также проверяется с помощью одинарных и двойных ограничителей. Единственный ограничительный калибр для внутренней резьбы имеет цилиндрическую часть с одной стороны для проверки диаметра отверстия, а с другой стороны - резьбовую часть для проверки резьбы. Поперечный калибр с внутренней резьбой имеет проходную и непроходную части. Боковая сторона должна легко ввинчиваться, в то время как блокирующая сторона должна иметь возможность ввинчиваться всего на 2-3 оборота (рис.3).
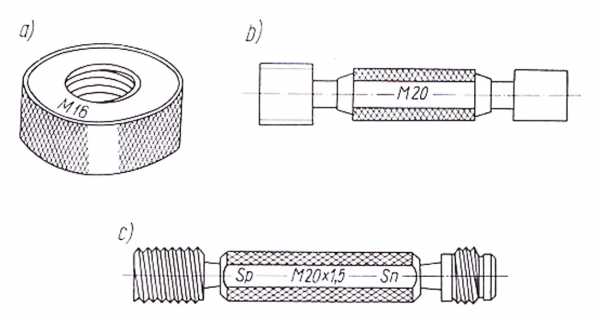
Рис. 3. Калибры для внутренней резьбы: а) одинарный предел, б) и в) двойной предел (Sp - проходная сторона, Sn - непроходная сторона) [2]
Одинарный ограничитель для внешней резьбы гайка, которая должна слегка навинтить правильно сделанную резьбу, а двойной ограничитель для внешней резьбы состоит из двух кольцевых гаек. Двойные ограничительные манометры также используются для проверки наружной резьбы.
| & nbsp Указанные диаметры представляют собой & nbsp только выходных значений.& nbsp & nbsp Диаметр резьбы & nbsp для метчиков & nbsp Формовка зависит от: & nbsp - заготовки & nbsp - профиля резьбы & nbsp - глубины отверстия & nbsp2 & nbsp - глубины отверстия & nbsp2 & nbsp7 & Пружина диаметром & nbsp. в скобках № & nbsp относится к серии & nbsp нормальных диаметров ISO. |
Метрическая резьба получила свое название от того, что ее шаг выражается в тысячных долях метра. Угол метрической резьбы 60 градусов. Также используются дюймовые резьбы, шаг которых выражается числом витков на дюйм. Угол дюймовой резьбы составляет 55 или 60 градусов.
Чтобы определить размер метрической резьбы, прочтите два значения:
Затем результаты чтения необходимо сравнить с таблицей потоков.
Штангенциркуль можно использовать для измерения диаметра и шага резьбы. Он не обязательно должен быть электронным, подойдет нониусный.
Чтобы минимизировать ошибку измерения, стоит измерить, например, 10 потоков и разделить результат на 10. В большинстве случаев метод позволяет правильно распознавать потоки.
Шаг резьбы также можно указать с помощью рисунка контуров резьбы. Измерение эталоном выполняется путем наложения «листиков» на резьбу и последующего считывания маркировки на той, которая лучше всего подходит к резьбе.
Резьба изготавливается с допуском. Если мы измерили, что диаметр болта составляет 10,88 мм, а шаг резьбы равен 1,5, мы имеем дело с обычной метрической резьбой M10.
Когда шаг резьбы составляет 1,25 при таком же диаметре вала, мы имеем дело с метрической мелкой резьбой M10x1,25.
Метрическая резьба имеет в названии букву M. Остальные символы указывают, к какой подгруппе принадлежит резьба.
Обозначение резьбы
Пример кода
Тип резьбы
Размеры должны быть указаны в обозначении резьбы
м
М 0.55
Метрическая 0,25 - 0,9
номинальный диаметр резьбы в мм
м
М 12
Метрическая 1-600
номинальный диаметр резьбы в мм
M x ход
М 20 x 1,5
Мелкая метрическая резьба
Номинальный диаметр резьбы x шаг в мм
М...LH
M 16 LH
Метрическая Левая
Номинальный диаметр резьбы x шаг в мм
ул. M
ул. M 8 x 1,25 9000 3
Метрическая коническая
Номинальный диаметр резьбы x шаг в мм
Таким образом, M20 обозначает правую резьбу M20 с шагом 2,5 мм, а M20x1,5 обозначает резьбу того же диаметра, но с мелкой резьбой.
Внутренние стенки отверстия могут иметь резьбу.Как подобрать диаметр сверла под известный размер резьбы?
Диаметр сверла, используемого для нарезания резьбы, должен быть как минимум меньше размера резьбы. Разницу можно найти в таблице резьбы. Дает диаметр сверла в зависимости от типа и диаметра резьбы.
Однако следует учитывать, что сверло сломает отверстие при сверлении вручную. Размер разрыва зависит от типа и состояния бурового долота, условий бурения и опыта бурения.Пробой может составлять от 0,05 до 0,5 мм.
Используйте таблицы при выполнении отверстий или выборе диаметра стержня.
В таблице резьбы указано, что для метрической резьбы M4 шаг составляет 0,7 мм, а отверстие следует просверлить сверлом диаметром 3,3 мм.
Для метрической мелкой резьбы M4x0,5 шаг составляет 0,5 мм, и отверстие следует проделать сверлом диаметром 3,5 мм.
Для стандартной метрической резьбы M4 отверстие должно иметь диаметр от 3,24 до 3,42 мм.Ответный ролик должен иметь диаметр от 3,84 до 3,98 мм.
Для метрической мелкой резьбы M4x0,5 диаметр отверстия должен быть от 3,46 до 3,60 мм. Ответный ролик должен иметь диаметр от 3,87 до 3,98 мм.
В таблице шагов для метрической резьбы приведены данные резьбы по номинальному диаметру M.
Для одного и того же значения M могут существовать два типа потоков: нормальный и тонкий.Тонкая резьба отличается от обычной резьбы тем, что на одной и той же длине стержня или отверстия «набивается» больше резьбы. Благодаря этому можно получить лучшую точность соединения.
Болты с шестигранной головкой с частичной резьбой в соответствии со следующими стандартами: DIN 931, ISO 4014, PN 82101 также имеют стандартизованную длину резьбы. Они делятся на три группы в зависимости от длины шурупа: до 125 мм, от 125 мм до 200 мм и более 200 мм.
Таблица шагов для метрической резьбы также дает размер гаечного ключа для этой резьбы.
https://www.elgo-sruby.pl/
.
Трудно правильно создать резьбу, не зная основных правил. Распространенной проблемой является неправильный диаметр сверла для отверстия, что делает канавку для резьбы слишком мелкой или мы просто не можем сделать резьбу из-за слишком малого диаметра отверстия. Также стоит продумать выбор подходящей машины.
Резьба - это спиральная нарезка с цилиндрической или конической поверхностью снаружи или внутри. Дополнительные внутренняя и внешняя резьбы имеют такую форму, чтобы они подходили друг к другу.У ниток есть много форм в зависимости от их назначения или формы, и кроме внешней и внутренней резьбы, есть также тонкая резьба, трубчатая и цилиндрическая резьба и другие. Мы остановимся на внутренней метрической резьбе.
Диаметр сверла должен быть меньше нарезаемой резьбы. Рассчитываем разницу по специальной формуле или по соответствующей таблице.
Разница в диаметрах обусловлена типом резьбы - метрическая резьба M, мелкая метрическая резьба или трубная резьба.
Разница диаметров сверла зависит также от типа резьбы - нормальная метрическая резьба, мелкая метрическая резьба или трубная резьба. Каждое обозначение размера резьбы соответствует определенному размеру сверла.
Также следует учесть, что при проделывании дырки вручную она будет немного сломана. Вот почему мы рекомендуем использовать сверла для колонн ELRO или CNC CMA. Другая проблема в том, что резьба параллельна отверстию - вручную вы не сделаете это идеально.Наши резьбонарезные станки CMA имеют многопозиционную головку и магнитный позиционер, что значительно облегчает работу. Поэтому стоит выбрать подходящий станок для поставленной задачи.
Общепринятый метод расчета диаметра отверстия (D) заключается в вычитании шага (TP) резьбы из размера метчика (TD).
Например, для метчика M18 (стандартная метрическая система) шаг составляет 2,5, поэтому диаметр отверстия должен составлять 15,5 мм.
TD - T P = D
18 - 2,5 = 15,5 мм
Вычислить скорость вращения для данного материала немного сложнее.
Для расчета скорости вращения нам необходимо знать скорость резания Vc (м / мин) для данного материала, которую следует умножить на 1000, а затем разделить на диаметр инструмента, умноженный на число пи.
Например, для углеродистой стали со средней прочностью на разрыв он составляет от 10 до 20 м / мин, то есть:
Скорость вращения метчика M18 из углеродистой стали средней прочности должна составлять от 177 до 354 об / мин.
«Вилки» в диапазоне очень важны для нас, если мы не можем точно установить скорость вращения (например,на пневматических резьбонарезных станках).
Нажмите для увеличения:
Данные, представленные в таблице, являются общими, не забывайте всегда соблюдать параметры, рекомендованные производителем инструмента.