
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
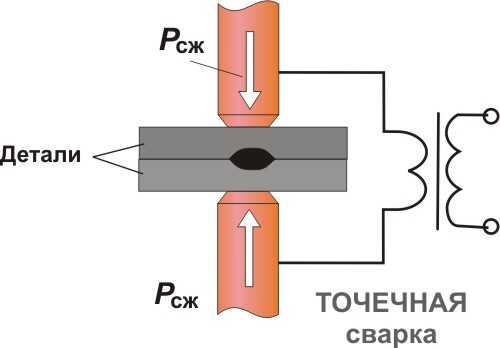
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около - 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 - 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.

Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
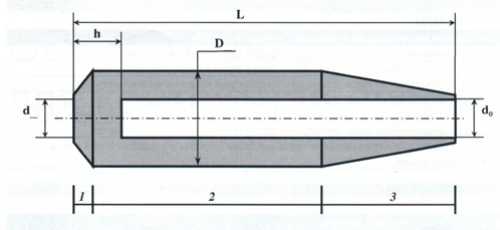
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
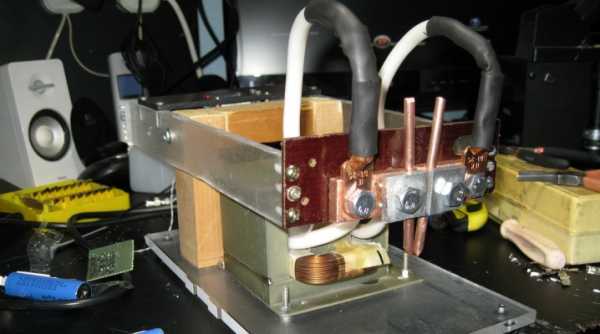
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.

Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной - электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса - с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.

Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом - рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата - небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Схема точечной сварки
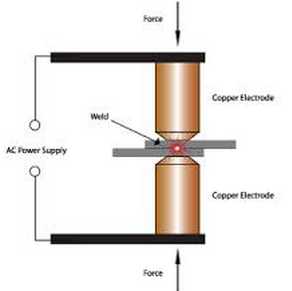
Схема сварки
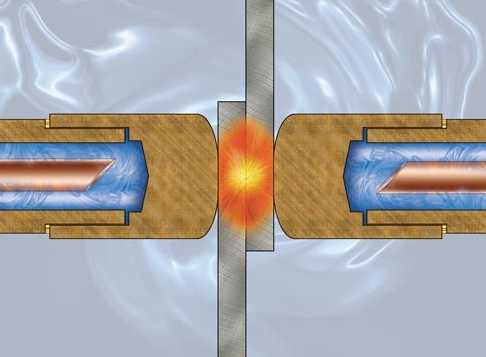
Схема точечной сварки
Схема сварки точечной контактной сварки
Это так называемое уплотнительное кольцо защищает металл ядра от окисляющего действия воздуха ив тоже-время предотвращает выдавливание металла из шва. Увеличение диаметра уплотняющего кольца ограничивается сильным сдавливанием листов. Рост размеров ядра также ограничен.
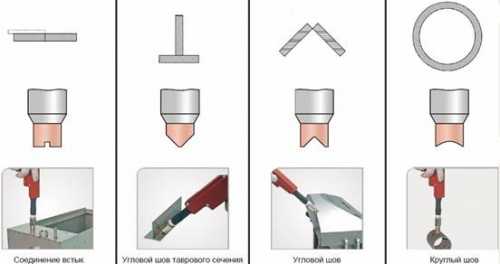
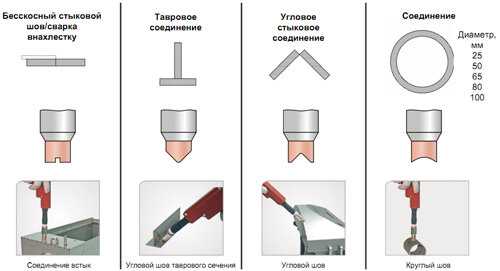
Точечной сваркой можно соединять:
С успехом точечная сварка применяется для соединения некоторых разнородных металлов (меди со сталью, стали с латунью и т. п.).
Можно также сваривать сталь, имеющую металлическое антикоррозийное покрытие—луженую, никелированную. оцинкованную ит.д
В заводской практике толщина свариваемых листов малоуглеродистой стали находиться в пределах 0-3—6 мм. На специальных сложных машинах можно сваривать ласты как тонкие до 0,02 мм, та и толстые до 16 мм.
Сварка пересекающихся стержней, благодаря естественному сосредоточению давления и нагрева на участке сопряжения, может осуществляться при диаметре стержней до 60 мм.

Из всех видов контактной сварки точечная сварка имеет наибольшее распространение. Она получила широкое применение в производстве автомобилей, вагонов, самолетов, при изготовления арматуры железобетона, в приборостроении я т. д. На рис. показаны некоторые примеры точечной сварки различных деталей.
Диаметр ядра может лишь приблизиться к диаметру кольца, когда оно не выдерживает давления жидкого металла он вытесняется в зазор между листами.
Прочность соединения в уплотнительном кольце относительно невелика. Общая прочность сварной точки в основном определяется диаметром ядра; отсутствие ядра рассматривается как непровар. Толщина ядра заметного влияния на прочность не оказывает. Высота нормально развитого ядра обычно составляет около 70% к суммарной толщине листов.


В отличие от стыковой сварки площадь и прочность сварного соединения определяется не величиной поверхности сопряжения, а режимами давления и нагрева. Для обычных, принятых в практике режимов сварки стали диаметр точки составит 0,9—1,4 диаметра электрода.
После сварки на поверхности листов остаются углубления— следы частичного погружения электрода в нагретый металл. Углубление, если оно не превышает 0,1 толщины листа, на прочность не сказывается и считается допустимым.
При необходимости некоторым усложнением процесса можно добиться отсутствия этого углубления или его существенного уменьшения.
Моменты включения и выключения тока, приложения и снятия давления должны быть синхронизированы, т. е. увязаны друг с другом по времени. При всех разнообразных способах точечной сварки должно соблюдаться общее условие: давление прикладывается раньше включения тока и снимается позже выключения. Это необходимо во избежание искрения и порчи поверхности детали и электродов в момент их смыкания и размыкания под напряжением.
Простейшие циклы изменения сварочного тока и давления показаны на рис.
Рис. Типовые диаграммы изменения тока и давления при точечной сварке:
Такое изменение давления дают некоторые простые машины с педальным пружинным механизмом нажатия. Существуют и другие, более сложные циклы, о которых будет сказано дальше.
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
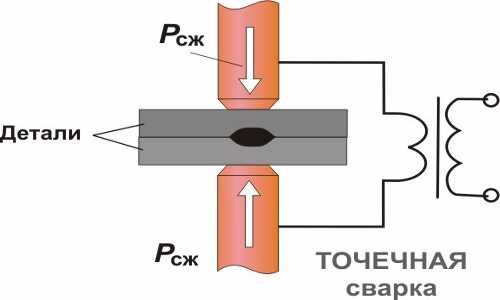
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
Дефекты, возникающие при неправильной контактной сварке:
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Прочное и надёжное соединение металлических деталей обеспечивается пайкой или сваркой. Пайка не даёт нужной прочности, а широко известная электродуговая сварка имеет ряд недостатков. В первую очередь — с её помощью очень трудно соединять тонкостенные детали.
«Точечная сварка» отличается от дуговой тем, что свариваемые детали нагреваются непосредственным пропусканием электрического тока. Для этого они плотно сжимаются между остроконечными электродами, через которые пропускается короткий, но мощный импульс тока.
Такой способ обеспечивает моментальный нагрев непосредственно в точке соединения. Окружающий материал при этом не только не плавится, но даже не перегревается. Это позволяет соединять тонкостенные трубы, штампованные детали и даже тонкие металлические ленты.
Можно ли сделать аппарат контактной сварки своими руками? Оказывается — да, и это не слишком сложно. Можно даже собрать сварочный аппарат по готовой схеме, используя детали от старой микроволновой печи.
Для того чтобы обеспечить должный нагрев в точке сварного соединения, требуется пропустить через детали мощный импульс электрического тока.
Особенностью точечной сварки является то, что требуемое напряжение на электродах невелико — всего лишь 2-5 В.
Но для нагрева по-прежнему необходима значительная мощность. Типичными значениями для аппаратов точечной сварки является требование к мощности тока не менее 1.5-2 кВт. Это обеспечивается особым трансформатором, способным выдавать при небольшом напряжении очень большой ток. Такие трансформаторы трудно купить в готовом виде, и стоят они дорого.
Однако трансформаторы подходящей мощности уже применяются в бытовой технике. Например, типичный трансформатор из старой микроволновки способен отдавать мощность от 2 до 3 кВт. Надо лишь заменить его вторичную обмотку.
В микроволновой печи мощный трансформатор служит для конвертации напряжения бытовой сети 220 В в повышенное напряжение для питания лампового генератора микроволн (магнетрона). Его вторичная обмотка содержит очень много витков тонкого провода и для целей точечной сварки совсем не подходит. Чтобы на базе такой детали сделать своими руками сварочный аппарат, надо всего лишь заменить вторичную обмотку и собрать самодельную схему регулирования мощности тока.
Перед тем как извлечь трансформатор из микроволновки, списанной на запчасти, убедитесь, что печка не включалась в розетку на протяжении хотя бы последних 4-6 часов. Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
После извлечения хочется проверить, исправен ли сам трансформатор. Ведь печь могла выйти из строя по самым разным причинам — поломка модуля управления, неисправность магнетрона, отказ контрольных цепей.
Однако выполнять такую проверку до переделки трансформатора ни в коем случае не следует!
Трансформатор питания магнетрона по конструкции должен обеспечивать питание магнетрона высоковольтным напряжением. Такой ток может при нечаянном включении поразить неосторожного мастера даже на расстоянии десятка сантиметров. Поэтому отложите проверку до лучших времён.
Внимательно рассмотрев трансформатор от микроволновки, мы увидим, что его обмотки ясно разделены на две секции. «Первичная» обмотка, которая подключается в сеть 220 В, намотана более толстым проводом и имеет в несколько раз меньшее количество витков, чем «вторичная», выполненная совсем тонким проводником.
Высоковольтная вторичная обмотка нам совершенно не нужна, её следует удалить. В зависимости от конструкции конкретного трансформатора, можно попробовать обойтись без разборки магнитопровода. В этом случае ненужный провод просто спиливается ножовкой по металлу, затем его остатки вынимаются из окон сердечника.
Спиливая вторичную обмотку, будьте аккуратны и ни в коем случае не повредите первичную. Если остатки вторичной обмотки не удаётся извлечь из окон руками, можно с помощью дрели их аккуратно высверлить сверлом по металлу.
Трансформаторы некоторых конструкций не позволяют просто спилить одну из обмоток. Такие приборы приходится разбирать.
Если присмотреться к трансформатору, можно увидеть, что две половинки его магнитопровода соединены сваркой (или пайкой твёрдым сплавом).
Для разборки такого трансформатора соединительный шов аккуратно спиливают ножовкой по металлу или «болгаркой». После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
Обратите внимание, что между двумя секциями обмоток также расположены тонкие металлические пластинки. Это так называемые «магнитные шунты». В схеме микроволновой печи они важны, но для сварочного трансформатора скорее вредны, их также следует выбросить.
Теперь надо изготовить вторичную обмотку заново. Нам требуется создать в трансформаторе всего 2 или 3 витка провода. Но провод должен быть настолько толстым, насколько это возможно. Обычно используют толстые «сварочные» провода в резиновой изоляции, которые можно купить в специализированных магазинах.
Желательно, чтобы провод занял всё доступное пространство в окне трансформатора. Если провод почти подходит, но мешает изоляция — от неё можно избавиться, заменив плотной обмоткой, качественной изолентой или лакотканью. Напряжение на вторичной обмотке очень мало (несколько вольт), поэтому пары слоёв лакоткани вполне достаточно.
Наматывая первичную обмотку, учтите, что толстый провод лучше безо всяких соединений протянуть непосредственно к сварочным электродам.
Поэтому, если толстого провода мало, можно выполнить вторичную обмотку из нескольких проводов меньшего сечения, которые будут соединены параллельно.
Если в процессе модернизации магнитопровод трансформатора пришлось разбирать, после намотки обмотки его надо прочно соединить. Для этого лучше воспользоваться эпоксидными композитами. Обезжирьте поверхности, по которым стыкуется магнитопровод, и промажьте подготовленным клеевым составом. Плотно соединив детали, дайте клею полимеризоваться (24 часа).
Если нужно сваривать детали из толстого материала (несколько миллиметров), нужно обеспечить повышенное напряжение на электродах и большую мощность. Такой сварочный аппарат мы сделаем из двух одинаковых трансформаторов от микроволновки. Вторичные обмотки трансформаторов соединяются последовательно. Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Сложность может вызвать соединение первичных обмоток. Обе они питаются равным напряжением 220 В, поэтому соединяются параллельно. Но оказывается важна «фазировка» обмоток, то есть правильность соединения их «начала» и «конца».
Правильность фазировки легко проверить, собрав схему в виде макета. Включив собранный аппарат, проверяем напряжение на соединённых последовательно вторичных обмотках. При правильной фазировке напряжение окажется вдвое выше, чем на каждом отдельном трансформаторе.
В случае ошибки напряжение будет очень мало — тогда достаточно переключить провода первичной обмотки одного из трансформаторов.
Важной деталью сварочного аппарата является блок управления. При подаче тока нельзя допустить перегрева деталей, это вызовет их прожог. В то же время слишком слабый импульс не обеспечит необходимого нагрева точек соединения, и детали развалятся.
Простейшее регулирование можно обеспечить примитивным управлением с помощью педали, включающей и отключающей аппарат. Такая схема крайне проста, но требует от сварщика изрядных навыков и интуиции.
Разновидностью схемы с контактным управлением является модуль, в котором примитивная электронная схема обеспечивает необходимую длительность импульса. Нужный интервал задаётся простым поворотом ручки регулятора. Педаль по-прежнему нужна, но она лишь запускает процесс сварки, а прерывание тока осуществляется автоматикой.
Лучше всего собрать блок управления по схеме с микроконтроллером, который будет точно отсчитывать длительность подаваемого импульса. Обычно блоки для регулировки используют подсчёт полупериодов частоты питающего напряжения, пропускаемого через сварочный трансформатор. Такие модули доступны в готовом виде. Современные производители предлагают широкий ассортимент блоков управления для аппаратов контактной сварки по доступным ценам.
Если мы делаем управляющий контроллер по самодельной схеме, при проектировании обязательно следует учесть, что мощные трансформаторы являются индуктивной нагрузкой. При применении в качестве ключа управления электромагнитного реле следует выбирать детали с большим запасом по току и обязательно шунтировать контакты реле диодом.
Лучше всего применять в качестве ключа «твердотельные реле». Это готовые схемы на основе симисторов, способные управлять мощной индуктивной нагрузкой.
Большинство реле такого типа хорошо согласуются с микропроцессорными компонентами.
Для питания блока управления требуется отдельный источник, обеспечивающий небольшое (9-12 В), но очень стабильное напряжение. Сам по себе сварочный аппарат является источником сильных помех, способных помешать работе микроконтроллера. В то же время, простейшие схемы модулей управления «ориентируются» в работе на синусоиду напряжения, питающего сварочный аппарат.
Несмотря на то что есть соблазн использовать для питания блока управления высокочастотный ШИМ-контроллер, делать этого не следует. Лучше подобрать любой подходящий блок питания устаревшей конструкции (например, старое зарядное устройство для телефона).
Аппарат контактной сварки, собранный своими руками, окажется незаменим для соединения в батарею элементарных литиевых аккумуляторов. Чтобы обеспечить хорошую отдачу тока, аккумуляторы в батарее должны соединяться проводниками как можно меньшего сопротивления. Ячейки с подпружиненными ламелями не обеспечивают качественного контакта.
В промышленности аккумуляторы соединяют тонкой никелевой лентой. Для того чтобы надёжно присоединить ленту к элементу питания, применяют аппараты точечной сварки.
Контактная сварка обеспечивает надёжное электрическое соединение деталей и высокую механическую прочность.
При соединении методом точечной сварки мы не можем зажать детали между электродов. Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
При разработке аппаратов для контактной сварки главная трудность, с которой сталкиваются мастера — конструкция сварочных электродов. Механизм держателя должен обеспечить не только сильный, но стабильный по силе прижим электродов к свариваемым деталям.
В случае сварки листовых материалов и компактных деталей равномерность обеспечивается тем, что сварочные контакты располагаются напротив друг в друга в приспособлении, напоминающем клещи. Такая конструкция гарантирует, что электроды находятся точно напротив друг друга и сдавливают детали с обеих сторон с равной силой.
Труднее обеспечить прижим при доступе к деталям только с одной стороны. Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Приходится конструировать сварочные клещи, по конструкции похожие на пинцет. При этом два мощных электрода расположены в непосредственной близости друг от друга и закреплены в одной рукоятке.
Импульс тока проходит через две близко расположенные точки, почти не нагревая нижнюю деталь, но обеспечивая надёжное расплавление верхнего материала в месте контакта.
Такие держатели следует выполнять с подпружиненным креплением обоих электродов. Самостоятельное изготовление пружинного держателя дело хлопотное — но сейчас можно приобрести готовые держатели и комплекты электродов для односторонней контактной сварки.
Хорошим усовершенствованием будет также возможность замены типа сварочных электродов прямо в процессе работы. Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Главная › Новости
Опубликовано: 06.09.2018
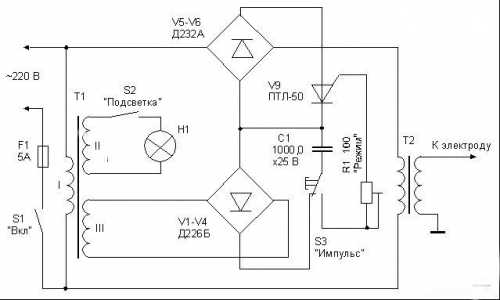
Конденсаторная точечная сварка вариант с мощным тиристоромУстройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.  Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: ВладимирКонтактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.За основу буду брать буржуйскую конструкцию:
Оригинальная конструкцияУ буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса. Это оченно пользительный момент создать правильную кривую. Это из описаний процессов контактной точечной сварки.
ВВ.georgnsk Отправлено 16 December 2010 — 09:52
16 December 2010 — 09:52
Members 2126 сообщений Город: Новосибирск Имя: ЮраКонтактная сварка — DIY конденсаторная
При применении тиристора в качестве ключа, у вас есть только два параметра, первый — напряжение на на кондере, второй — сила прижима электрода(т.е. что-то похожее на сопротивление контакта). Применять контроллер вроде нет смысла.
kreitzz Отправлено 16 December 2010 — 10:34
40TPS12 подойдет вместо 70TPS12?
Вообще не очень понял как подобрать для этой схемы тиристоры. Судя по всему используется характеристика измеряемая в А^2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением. 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В; время сварки – 0,001 с.; ток сварки – 6000 А; емкость конденсаторных устройств – 1000 мкФ.Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз. Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения. Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки. Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины. Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Внимание, только СЕГОДНЯ!Основной тип соединения свариваемых деталей при точечной сварке - нахлёсточное (рис. 1).
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом. Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов - обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Рис. 2. Схема точечной сварки
а - без увеличения давления; б - с увеличением давления при проковке; 1 - сжатие деталей; 2 - включение тока; 3 - проковка; 4 - снятие давления с электродов
Рис. 3. Стадии цикла и циклограммы точечной сварки
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
1 - сварочный трансформатор; 2 - электроды; 3 - верхняя заготовка; 4 - нижняя заготовка; 5 - медная подкладка
Рис. 4. Схема односторонней точечной сварки
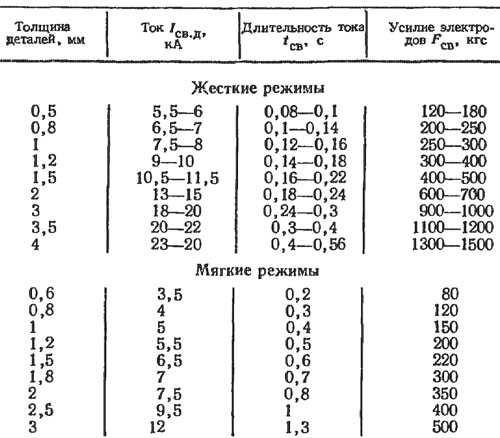
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 - 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 - 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции - сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Последовательность нагрева и давления для типовых процессов или. схемы циклов точечной сварки приведены в табл. 9. [c.68]
Рельефно-точечная сварка. Схема этого процесса пока- [c.71]
Для увеличения производительности точечной сварки применяют многоточечную сварку. Многоточечные машины обычно имеют гидравлический привод и работают по принципу односторонней двухточечной сварки. Схема процесса односторонней двухточечной сварки показана на рис. 141. [c.207]
Точечная электродуговая сварка неплавящимся электродом [5]. Сущность способа заключается в том, что детали, соединенные внахлестку, подвергаются действию электрической дуги защищенной струей инертного газа. Дуга, горящая между вольфрамовым электродом и поверхностью наружной детали, проплавляет собранные детали (две или более) и образует сварную точку. Глубина проплавления регулируется временем горения дуги. На рис. 3 приведена принципиальная схема аргоно-дуговой точечной сварки. Одним из основных преимуществ такого процесса сварки является отсутствие необходимости доступа к обратной стороне соединения. Точечную аргоно-дуговую сварку можно выполнять в нижнем, вертикальном и потолочном положениях. [c.12]
Принципиальная схема и технологический процесс диффузионной точечной сварки почти не отличаются от точечной сварки плавлением. Разница лишь в том, что режим сварки подбирают таким, чтобы температура алюминиевой матрицы была близка к темпера-194 [c.194]
| Фиг. 170. Схема процесса точечной сварки |
Схема процесса точечной сварки приведена на фиг. 116. [c.253]
| Фиг. 161. Схема процесса точечной сварки с питанием импульсом постоянного тока с зазором в магнитопроводе |
В ядре сварной точки допускаются единичные поры, раковины и даже трещины, если их размер не превышает V3—V4 высоты ядра. Такого рода дефекты не оказывают влияния не только на статическую, но и вибрационную прочность. Это объясняется тем, что прочность сварной точки главным образом зависит от концентрации напряжений, типовая эпюра которых показана на нижней части рис. 96. Круговой концентратор К, который проходит по зоне термического влияния (если она есть) или по границе расплавления, и представляет собой самое опасное сечение сварного соединения. Следовательно, поскольку неустраним сам концентратор К, то, видимо, все внимание технолога должно сосредоточиваться на том слое металла, в котором расположен концентратор К-Таким образом, первая задача технолога —это получить хорошо сформированное расплавленное ядро определенных размеров. Вторая, более сложная задача — обеспечить в зоне концентратора К такую структуру металла, которая в наибольшей мере оказалась бы способной выдерживать концентрации напряжений без образования надрывов и трещин. Если иметь в виду, что при точечной сварке металл в зоне сварного соединения подвергается одновременно тепловому и механическому воздействию, то вполне рационально рассматривать точечную сварку как термомеханический процесс обработки металла. Но и это еще не все, что отличает точечную сварку от классической схемы термической обработки только в координатах температура — время. Через жидкую фазу ядра и горячую зону термического влияния проходят токи огромной плотности. Во многих случаях практики эти токи униполярны. Нельзя поэтому упускать из вида возможность влияния электрического тока — вначале на химическую однородность металла, а затем в конечном итоге и на структуру не только ядра, но и границы плавления. [c.196]
На рис. 24 представлена принципиальная схема процесса точечной холодной сварки металлов. При сварке по этой схеме листы 1, с тщательно зачищенной поверхностью, зажимаются между пуансонами 2 с выступами 3. При сжатии пуансонов выступы 3 углубляются в металл на всю их высоту. При этом происходит значительная пластическая деформация в местах вдавливания пуансонов остаточная толщина металла составляет лишь незначительную часть суммарной толщины листов. [c.56]
| Рис. 24. Схема процесса точечной холодной сварки |
Схема точечной сварки изображена на фиг. IV. 1, а. Электрод 1 неподвижный, а электрод 2 подвижный тепло выделяют нагреватели 3 (обычно электрические). Свариваемые предметы 4, пленка или тонкие плиты двигаются между электродами под действием тепла происходит местное рамягчение материала и сваривание его под действием давления подвижного электрода 2. В результате описанного процесса получается точечный сварной шов. [c.75]
Особенность применения тиристорных контакторов в стыковых машинах состоит в том, что в процессе сварки коэффициент мощности изменяется от 0,98 (режим оплавления) до 0,4 (режим короткого замыкания), тогда как в контактных точечных машинах можно заранее настроиться на требуемый со8ф. Поэтому при переключении напряжения в ходе оплавления угол включения тиристоров может не соответствовать текущему значению коэффициента мощности. В сварочной цепи возникают переходные процессы и сила тока может быть больше, чем при коротком замыкании. Для исключения аварийных ситуаций схема тиристорного регулятора напряжения должна предусматривать, чтобы угол включения вентилей в первый полупериод питающего напряжения находился в пределах 88 90". При этом магнитный поток трансформатора должен быть близок к нулю и переходные процессы отсутствуют [1]. Ограничение области применения тиристорных контакторов в стыковых машинах обусловлено недостаточной мощностью серийных контакторов и трудностью охлаждения тиристоров в полевых условиях, особенно в зимний период. [c.222]
Длительность процесса сварки исчисляется для деталей малой толщины долями секунды На фиг. 10 приведена схема установки, разработанной МВТУ и МЭИ для получения точечных соединений ультразвуком. Вибратор 1, обмотка которого питается током высокой частоты, изготовлен из пирмендюра и охлаждается водой. Вибратор служит для преобразования тока высокой частоты в механические колебания, которые передаются на волновод 2, являющийся одновременно усилителем-концентратором механических колебаний. На конце волновода имеется выступ 3, который служит одним из электродов. При сварке деталь 4 зажимается между вы- [c.141]
При точечной сварке (фиг. 170) заготовки соединяются между собой внахлестку и свариваются лишь в отдельных местах, по плошадкам. Форма площадок, именуемых точками, обычно соответствут форме контактных поверхностей электродов, между которыми в процессе сварки устанавливаются заготовки. Разновидностью точечной сварки является многоточечная сварка, где, в отличие от схемы на фиг. 170, детали одновременно свариваются в двух и более точках. [c.394]
Для точечной и шовной сварки алюминиевых сплавов разработаны новые схемы управления, предусматривающие применение электронно-ионной аппаратуры для преобразования трехфазного тока промышленной частоты в однофазный выпрямленный ток низкой частоты. Сварные соединения получаются высокого качества, чему опособствует плавное нарастание импульса вторичного тока в начале сварни н падение его в конце сварки, а также меняющееся в процессе сварки давление электродов. Вместе с этим уменьшается в 4—10 раз потребная мощность. [c.148]
Условия работы электродного наконечника очень тяжелые, если идет нормальный процесс точечной сварки, а не ставятся единичные точки, по одной за несколько минут. Кривые электроды без внутреннего водяного охлаждения (рис. 4.21, а) лучше всего вообще не применять. Остается только один выход для всех конструкций, по виду сходных с рис. 4.18, г и й и им подобных. Нормальный процесс точечной сварки надо организовывать с электродами, конструкции которых показаны на схемах рис. 4.21, в—д. В этих системах обеспечивается и надежное охлаждение электродных наконечников, и возможность их использования в стесненных пространствах. В некоторых случах пространство может быть стеснено так, что даже и об электроде, как таковом, не может идти речь. Так, в частности, нижн-яя схема рис. 4.21, д советует проектировать сплошной плоский или сплошной цилиндрический электрод. Для них благодаря их массивности, необязательно стремиться подвести водяное охлаждение непосредственно к контакту электрод—деталь. В некоторых конструкциях (см. рис. 4.18, д) может оказаться рациональной одновременная сварка двух последовательно расположенных точек с использованием медной холостой вставки. Известны случаи, когда такая вставка делалась третьей фазой вторичного контура. Своеобразными конструкциями являются различные трубчатые или трубообразные сочетания. В этой области точечная или рельефная сварки могут оказаться или окончательными для готовой детали, или только сборочными для последующего завершения плотнопрочного соединения посредством шовной сварки. Схемы токоподводящих систем для трубчатых элементов рассмотрены в.разделе шовной сварки. [c.196]
В первом случае автономная система стремится сохранить свое первоначальное состояние за счет направленного изменения физических параметров процесса без учета электрических н мехапических характеристик. сварочных машин. Так при точечной сварке самопроизвольное увеличение сварочного тока, связанное с гойышением напряжения питающей сети, вызывает uepei рев свариваемого металла, что приводит к росту температуры в зоне сварки, снижению сопро-тивлеиия пластической деформации, увеличению размеров контактов, снижепиго плотности тока я соответственно температуры и размеров соединений (диаметра ядра) до значений, близким к первоначальным по следующей схеме [c.112]
| Фиг. 2. Схем,а процесса точечной сварки (Р— Давление йд — диаметр йт — диа Метр) а — схема процесса б — раэрез сварной точки. |
При выборе типа прерывателя для точечной сварки необходимо учитывать эксплуатационные и техт 0Л0гические требования. К первым относятся простота конструкции и электрической схемы аппаратуры ее надежность в эксплуатации. Технологические требования определяются видом и толщиной свариваемого материала, конфигурацией и степенью ответственности свариваемого изделия. В настоящее время можно наметить следующие области рационального применения различных способов управления процессом точечной сварки [c.301]
Рассмотрим вариант, когда все линии сварных соединений могут быть неплотными, т. е. вполне можно обойтись только точечной сваркой. Самым примитивным и самым ошибочным решением, которое, к сожалению, иногда имеет место и в настоящее время, является ориентация на использование нормальных машин общего назначения (рис. 6.7, б). При постоянном сварочном контуре машина такого рода все время будет работать с переменной индуктивностью, вносимой свариваемыми деталями, и с переменным шунтированием, а, следовательно, при полной нестабильности режима сварки и размера сварных точек. Мало того, синхронизировать перемещение в двух измерениях самой машины относительно движущегося потока деталей будет непросто. Поточные ли-НИИ требуют, как правило, создания специализированных машин. Одна из схем такого рода показана рис. 6.7, в. Здесь два трансформатора, включенных параллельно, посредством поочередного включения парных встречных электродов ставят точки в процессе медленного перемещения потока и возвращаются с большой ско-рос1ъю для сварки новой панели. Особенность параллельного включения определяется суммированием токов обоих трансформаторов и значительным выравниванием общей силы тока для средних точек. Однако наилучшим решением будет создание специализированных многоэлектродных и многотрансформаторных машин (рис. 6.8). Особенно интересен последний вариант, когда машина может быть создана трехфазной с первичной са ороны и с тремя открытыми фазами во вторичном контуре. Такая схема от двух вс1 речно расположенных трансформаторов будет обеспечивать за один цикл по шесть точек. Многоточечную производительность за один цикл могут дать и рельефные машины. Однако, как и при одноточечной машине (см. рис. 6.7, б), в контур рельефной машины будут включаться переменные индуктивности свариваемых деталей. Небольшой выигрыш определится при использовании двух параллельно включенных рельефных машин. [c.228]
На рис. 9 показана схема контактного электронагревателя детали 1, имеющей форму стержня, в вакуумной камере 2. Деталь жестко закреплена в зажимах 3 и 4. Зажим 3 неподвижно установлен на электроде 5, а зажим 4 присоединен к токопроводящему электроду 6 через гибкую медную шину 7, необходимую для предотвращения деформации детали при объемных изменениях в процессах нагрева и охлаждения, и медную накладку 8. Электроды 5 и 5 обычно изготовляют полыми и охлаждаемыми проточной водой изнутри. Места ввода их в вакуумную камеру хорошо герметизируют и уплотняют. Этот способ нагрева наиболее рационально осуществлять при помощи трансформаторов электроконтактньих машин, машин для точечной, шовной и рельефной сварки. Такие машины и аппараты состоят из специального трансформатора, ко вторичной цепи которого подключены электроды, соединенные с сжимающими устройствами, включаемыл и вручную или автоматически. Электроды могут быть медными, охлаждаемыми при сварке проточной водой. В этом случае разогрев места соединения происходит за счет большого переходного электросопротивления, зависящего при одном и том же токе и одинаковом времени нагрева от величины давления, т. е. от площади и плотности электроконтактов. После образования соединения переходное сопротивление резко уменьшается, и дальнейшей нагрев происходит за счет электрического сопротивления детали, увеличивающегося с повышением температуры. [c.88]
Данные отчетности человека Данные счета (также частные лица)
1
Notes
Введите сообщение:
Я согласен связываться с сотрудниками ЕМТ-Системы на мой адрес электронной почты и/или номер телефона, указанные выше, в для представления предложений и реализации коммерческих и маркетинговых кампаний EMT-Systems Sp.z o.o., в частности, информирование о тренингах, семинарах, мероприятиях, установление организационных деталей, связанных с участием в обучении.
Хочу получать информационный бюллетень (примерно 2 раза в месяц) с информацией, в т.ч. о новых тренингах, новом оборудовании, акциях, бесплатных мастер-классах, конкурсах и т. д.
Отправляя заявку, вы подтверждаете, что ознакомились с Информационным пунктом
Администратором ваших персональных данных является EMT-Systems Sp. с о.о. со штаб-квартирой на ул. Бойковска 35А, 44-100 Гливице. Персональные данные собираются и хранятся для обработки вышеупомянутого запроса. Вы имеете право на полный доступ к своим персональным данным, их передачу, исправление, удаление или ограничение обработки, а также на подачу жалобы Председателю Управления по защите персональных данных, если вы считаете, что ваши права были нарушены. Полная политика конфиденциальности доступна по адресу: Политика конфиденциальности
Портативный аккумуляторный аппарат для точечной сварки Руководство пользователя Главная »Сварочный аппарат» Портативный аккумуляторный аппарат для точечной сварки
Портативный аккумуляторный аппарат для точечной сварки с никелевым аккумулятором
Передняя панель:
Задняя панель:
Этот портативный аккумуляторный аппарат для точечной сварки в основном используется для сварки цилиндрических никелевых листов аккумуляторов, таких как 18650.Встроенный высокоскоростной полимерный сердечник, максимальный выходной ток до 639 А в соответствии с теорией зарядки.
Возможность непрерывной сварки в тысяче точек. Этот продукт имеет выходную мощность и индикацию оставшегося количества энергии, имеет триггерный выход таймера и автоматический триггерный выход, два режима вывода, одновременно может устанавливать выходную мощность 4 файлов.
Включение/выключение
После запуска машина начинает сварку. Нажмите кнопку один раз, чтобы переключить режим вывода. Доступны следующие два режима вывода:
Устройство автоматически выключится, если оно не используется в течение 10 минут.
На передней панели изделия расположены 4 двухцветных индикатора, зеленый указывает на оставшуюся мощность, красный - на выходную мощность.
Остаточное количество индикатора
| зеленый свет мигает и красный мигает | S |
| Зеленый свет обычно на | 90 110 Автоматическое обнаружение срабатываемого выходавведите настройки выходного блока | , чтобы выключить его | 9014
Если количество точечной сварки недостаточно, своевременно заряжайте его. Можно использовать зарядное устройство с напряжением 5 В и током ≥ 1 А. Во время зарядки индикатор горит красным, от полного до зеленого.
Когда количество электроэнергии составляет менее 25%, выходная мощность снижается, а эффект точечной сварки ослабевает. Наилучший эффект заключается в поддержании величины тока выше 50% во время точечной сварки.Этот продукт поддерживает зарядку во время использования.
В случае длительного бездействия разрядите или зарядите аккумулятор примерно до 50%, слишком большой или слишком низкий уровень заряда аккумулятора повлияет на срок службы аккумулятора.
Этот продукт имеет достаточную избыточность, даже если короткое замыкание пера не повредит цепь, но ток короткого замыкания высок, это может повлиять на срок службы батареи, старайтесь избегать короткого замыкания пера, когда выходной ток.
предупреждение
| Вино | Возможные причины | 90 110 Решение|
| Невозможно запустить | Низкий уровень заряда батарей | Подключение зарядного устройства для зарядки |
| Выгрузка заменить батарею | ||
| Отказ от схемы | Возврат к послепродажному обслуживанию | |
| Abnormal индикаторная лампа 10 | 90 110 отказ от цепи 90 110 возврата к послепродажному обслуживанию ||
| не может быть зарядным зарядным устройством | / кабельЗарядное устройство Дефект | / КабельЗарядное устройство / кабель неисправен | / зарядное зарядное устройство
| неисправность схемы | Возврат к послепродажу | |
| Плохое сварочное выступление | 90 110 ручка терминал не установлен
предупреждение
выключите, обратитесь в сервисный центр, не продолжайте попытку сварки.
| Устройство модели | Портативный точечный сварщик 1 |
| Тип аккумулятора | 90 110 Литий-полимерный аккумулятор|
| Батарея емкость | 90 110 4300 мАч (типы) 901 Выход 04 4,2 В (МАКС.) 90 111 90 114 90 109 90 110 Выходной ток 90 111 90 110 639 А (МАКС.) 90 111 90 114 90 109 90 110 Расчетный ток 90 111 90 110 1200 А (макс.) 90 19 111 90 Вход интерфейс 90 111 90 110 Micro-USS|
Утвердил: Заведующий кафедрой проф. доктор хаб. B. Surowska ЛЮБЛИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ФАКУЛЬТЕТ МЕХАНИЧЕСКИЙ КАФЕДРА МАТЕРИАЛОВЕДЕНИЯ Spajalnictwa Лаборатория УПРАЖНЕНИЕ № SP -4 Подготовил: д-р инж. Лешек Гардыньски MSc. Мирослав Шала И. Тема занятия: Сварка металлов. Точечная сварка сопротивлением. II. Цель упражнения: Ознакомиться с конструкцией и работой аппарата для точечной сварки на практике и выполнить точечную сварку стального фальцевого соединения.III. Более важные контрольные вопросы: 1. Принцип контактной точечной сварки и диапазоны значений параметров сварки. 2. Конструкция электродов для точечной сварки. Каковы функции электродов в процессе сварки? 3. Конструкция и работа аппарата точечной сварки. 4. Виды режимов и программ точечной сварки. 5. Мощность сварки и коэффициент прочности под нагрузкой (формулы для их расчета). 6. Преимущества контактной сварки перед сваркой. 7. Правила техники безопасности и охраны труда при дуговой сварке.IV. Литература: 1. Климпель А., Сварка, сварка и резка металлов: технологии, WNT, Варшава, 2009. 2. Паскала Х., Сварка металлов сопротивлением, Wydaw. и Handel Książkami "KaBe", Krosno, 2003. 3. Ferenc K., Welding, WNT, Варшава, 2007. 4. Kurpisz B., Процессы сварки металлов, "KaBe" Publishing and Trade Books, Krosno, 2008. 5. Dobaj Е., Сварочные машины и устройства, WNT, Варшава, 2009. 6. Марколла К.: Очерк сварки. PWN, Варшава - Познань, 1979. 7. Lisowski Z., Rudowski S.: Сварка.PWSz, Варшава, 1974. 8. Пивовар С.: Сварка. PWN, Варшава, 1978 г. 9. Справочник инженера. Сварка. WNT, Варшава, 2005. Люблинский технический университет , Факультет Инженерия Материалы , http://kim.pollub .pl
.Схема точечной сварки ArduinoВ жизни каждого "радиочиллера" наступает момент, когда приходится сваривать несколько литиевых аккумуляторов - то ли при ремонте севшего от старости аккумулятора ноутбука, то ли при установке питания на другой корабль. Паять "литий" 60-ваттным паяльником неудобно и страшно - немного перегреешься - и у тебя в руках дымовая шашка, которую нет смысла тушить водой.
Совместный опыт предлагает два варианта - либо отправиться на помойку в поисках старой микроволновки, выбить ее и достать трансформатор, либо потратить кучу денег.
Ради нескольких сварок в год не хотел искать трансформатор, увидел и прокрутил вообще. Я хотел найти сверхдешевый и сверхпростой способ сварки аккумуляторов электричеством.
Мощный низковольтный блок питания постоянного тока, доступный каждому - это обычное б/у устройство.Аккумулятор от автомобиля. Бьюсь об заклад, он у вас уже есть где-то в шкафу, или что ваш сосед может его найти.
Предлагаю - лучший способ получить старый аккумулятор бесплатно
ждать заморозков. Идите к бедняге, который не заводит машину - он скоро побежит в магазин за новым свежим аккумулятором и просто отдаст вам старый. В мороз старый свинцовый аккумулятор может плохо работать, но когда вы будете заряжать свой дом в жару, он достигнет полной емкости.
Чтобы сварить батареи электричеством от аккумулятора, нам придется подавать ток короткими импульсами в течение миллисекунд - иначе мы получим не сварку, а прожигание дырок в металле.Самый дешевый и доступный способ коммутации тока аккумулятора 12 В – через электромеханическое реле (электромагнит).
Проблема в том, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер и токи короткого замыкания при сварке во много раз выше. Есть риск, что якорь реле просто приварен. И тут на просторах Алиэкспресс я наткнулся на реле стартера мотоцикла. Я подумал, что если эти реле смогут выдержать пусковой ток много тысяч раз, то они подойдут для моих нужд.Окончательно меня убедил этот фильм, где автор тестирует подобное реле:
Вот схема сварочного инвертора, который можно собрать своими руками. Максимальный потребляемый ток 32 ампера, 220 вольт. Сила сварочного тока составляет около 250 ампер, что позволяет безаварийно варить 5-ти жильным электродом, длина дуги 1 см, уходящая более чем на 1 см в низкотемпературную плазму. Производительность источника на уровне магазина, а может и лучше (имею в виду инвертор).
На рис. 1 схематично показан сварочный источник питания.
Рис. 1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Основное устройство имеет 100 витков проводом ПЭВ 0,3 мм
Второе 2 имеет 15 витков провода ПЭВ 1 мм
Второе 3 имеет 15 витков провода ПЭВ 0,2 мм
Вторичное 4 и 5 с 20 витков провода ПЭВ 0,35 мм
Все обмотки должны быть намотаны по всей ширине каркаса, что дает заметно более стабильное напряжение.
Рис. 2 Принципиальная схема сварочного инвертора
На рис. 2 представлена схема сварочного аппарата.Частота 41кГц, но можно попробовать 55кГц. Затем трансформатор 55 кГц имеет 9 витков на 3 витка, чтобы увеличить PV трансформатора.
Трансформатор 41кГц - два комплекта Ш20х28 2000нм, зазор 0,05мм, газетная прокладка, 12вит х 4вит, 10квмм х 30мм2, медная лента (баночка) в бумаге. Обмотки трансформатора выполнены из медного листа толщиной 0,25 мм и шириной 40 мм, обернутого бумажной изоляцией от кассы. Вторичная состоит из трех слоев жести (сэндвичей), разделенных фторопластовой лентой, для изоляции между собой, для лучшей проводимости токов высокой частоты концы контакта вторичной обмотки на выходе трансформатора спаяны между собой.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 м2, зазор 0,15 - 0,5 мм (два слоя бумаги для принтера). Трансформатор тока - датчик тока два кольца Первичный провод К30х18х7 продет через кольцо, вторичный 85 витков провода 0,5мм.
Обмотка трансформатора должна быть выполнена из медного листа толщиной 0,3мм и шириной 40мм, обмотана термобумагой толщиной 0,05мм от кассы, эта бумага прочная и не рвется как обычно с обмоткой трансформатора.
Вы мне говорите, почему бы не намотать его обычным толстым проводом, но не потому, что этот трансформатор работает на токах высокой частоты и эти токи смещены к поверхности проводника и не использует центр толстого провода, что приводит к нагрев, это явление называется эффектом кожи!
И с этим надо бороться, нужно просто сделать проводник с большой площадью, у этого тонкого медного листа она есть и имеет большую площадь по которой течет ток, а вторичная обмотка должна состоять из сэндвича из трех медных полос разделены фторопластовой пленкой, она тоньше и все они послойно завернуты в термобумагу.Эта бумага имеет свойство темнеть при нагревании, она нам не нужна и это плохо, по этой причине пусть самое главное что бы она не порвалась.
Обмотки можно намотать проводом ПЭВ сечением 0,5...0,7 мм, состоящим из нескольких десятков жил, но это хуже, так как провода круглые и соединяются между собой воздушными промежутками, замедляющими теплоотвод и имеют меньшую суммарную площадь сечения соединяемых проводов по сравнению с оловянными на 30%, что позволяет уместиться в окнах ферритового сердечника.
На трансформаторе греется не феррит, а обмотка, поэтому следуйте этим рекомендациям.
Трансформатор и вся конструкция должны продуваться внутри корпуса вентилятором на 220 В, 0,13 А или выше.
Для охлаждения всех мощных компонентов рекомендуется использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Я купил эти радиаторы в компьютерном магазине, делая апгрейд всего за 3.4$ за штуку.
Силовой косой мост следует делать на двух таких нагревателях, верхнюю часть моста на одном и нижнюю часть на другом. К этим радиаторам через слюдяную прокладку прикрутить мостовые диоды HFA30 и HFA25. IRG4PC50W прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диода и транзистора необходимо скрутить так, чтобы они касались друг друга на обоих радиаторах, а между выводами и двумя радиаторами вставить пластину, соединяющую цепь питания 300В с частями моста.
На схеме не указана необходимость припаять к этой плате 12...14 штук конденсаторов 0,15 мк 630 вольт в блоке питания 300В. Это необходимо для того, чтобы трансформаторные перенапряжения уходили в силовую цепь, устраняя резонансные броски тока силовых выключателей от трансформатора.
Остальные мосты соединены друг с другом поверхностным монтажом с помощью коротких тросов.
На схеме также указаны супрессоры, в них стоят конденсаторы С15 С16, они должны быть К78-2 или СВВ-81.Никакой фигни туда кидать нельзя, т.к важную роль играют снабберы:
первый - подавляют резонансные выбросы трансформатора
второй - значительно снижают потери IGBT при выключении, т.к. IGBT открываются быстро, а близки к намного медленнее а при закрытии емкости С15 и С16 заряжаются диодом VD32 VD31 дольше, чем время закрытия IGBT, то есть этот демпфер захватывает всю мощность на себя, предотвращая выход тепла на IGBT ключе в три раза больше, чем было бы без него.
Когда БТИЗ быстро открыт, то демпферы плавно разряжаются через резисторы R24 R25 и основная мощность распределяется на эти резисторы.
Источник питания ШИМ 15 В и по крайней мере один вентилятор для разряда емкости C6, которая управляет временем срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после зарядки конденсаторов С9...12 через резистор R11, что снижает бросок тока при включении сварки в сеть 220 вольт.
Без резистора R11 на прямую после включения получился бы большой ВАС при зарядке емкостью 3000мк 400В, для этого и нужна эта мера.
Проверить работу замыкающего реле резистора R11 через 2...10 секунд после подачи питания на плату ШИМ.
Проверьте плату ШИМ на наличие импульсов прямоугольной формы, достигающих оптопар HCPL3120, когда срабатывают и К1, и К2.
Ширина импульса должна быть шириной относительно нуля 44% ноль 66%
Проверьте драйверы на оптронах и усилителях, управляющих прямоугольным сигналом 15 В, убедитесь, что напряжение на затворах IGBT не превышает 16 В.
Подключите источник питания 15 В к мосту, чтобы проверить его работу на правильность исполнения моста.
При этом ток потребления не должен превышать 100мА на холостом ходу.
Проверьте правильность состава обмоток силового трансформатора и трансформатора тока с помощью двухлучевого осциллографа.
Один луч осциллографа на первичку, а другой луч на вторичку, поэтому фазы импульсов одинаковые, разница только в напряжении обмоток.
Запитать мост от силовых конденсаторов С9...С12 через лампочку 220В 150..200Вт, предварительно установив частоту ШИМ 55кГц, подключить осциллограф к коллектор-эмиттеру нижнего IGBT транзистора посмотреть на осциллограмму так, чтобы как обычно скачков напряжения выше 330 вольт нет.
Начинайте снижать тактовую частоту ШИМ до тех пор, пока на нижнем ключе IGBT не появится небольшой изгиб, указывающий на перенасыщение трансформатора, запишите частоту, при которой произошел изгиб, разделите ее на 2 и прибавьте результат к частоте перенасыщения, например , пересыщение делит 30кГц.идем на 2=15 и 30+15=45, 45 это рабочая частота трансформатора и ШИМ.
Ток потребления моста должен быть около 150мА и лампа должна еле светить, если светит очень ярко значит выход из строя обмоток трансформатора или плохо собран мост.
Подсоедините к выходу не менее 2 метров сварочной проволоки для дополнительной выходной индуктивности.
Подключите питание к мосту уже через чайник 2200 ватт и установите силу тока на ШИМ не менее R3 ближе к резистору R5 на лампочке, замкните сварочный вывод, проверьте напряжение на нижнем ключе моста, чтобы было на осциллографе не более 360 вольт, а от трансформатора не должно быть никаких шумов.Если это так, убедитесь, что ТТ правильно совмещен по фазе, и проложите провод в противоположном направлении через кольцо.
Если шум сохраняется, поместите плату ШИМ и драйвер на оптопары вдали от источников шума, в основном силового трансформатора и дросселя L2, а также силовых кабелей.
Даже при установке моста драйверы должны быть установлены рядом с радиаторами моста над IGBT и не ближе к резисторам R24 R25 на 3 сантиметра.Соединения между выходом драйвера и затвором IGBT должны быть короткими. Кабели от ШИМ к оптронам не должны проходить вблизи источников помех и должны быть как можно короче.
Все сигнальные кабели от ТТ и идущие к оптронам ШИМ должны быть скручены для снижения уровня помех и должны быть как можно короче.
Затем начинаем увеличивать сварочный ток резистором R3 ближе к резистору R4, сварочный выход замыкается на нижнем ключе IGBT, ширина импульса немного увеличивается, что свидетельствует о работе ШИМ.Больше ток - больше ширина, меньше ток - меньше ширина.
Не должно быть шума, иначе IGBT выйдет из строя.
Добавь ток и послушай, посмотри осциллографом на перенапряжение в нижнем ключе, не более 500 вольт, максимум 550 вольт при перенапряжении, но обычно 340 вольт.
Говорят, что для достижения тока, при котором ширина быстро становится максимальной, чайник не может дать максимальный ток.
Все, теперь идем прямо без чайника от минимума до максимума, смотрим осциллографом и слушаем, чтобы он не шумел. Достигните максимального тока, ширина должна увеличиться, выбросы в норме, обычно не более 340 вольт.
Начало приготовления через 10 секунд. Проверяем радиаторы, потом 20 секунд тоже холодный и 1 минуту трансформатор теплый, прожигаем 2 длинных электрода 4мм горькие трансформаторы
Радиаторы диодов 150ebu02 заметно греются после трех электродов, варить тяжело, устаешь, хотя варить приятно, трансформатор горячий и больше никто не варит.Вентилятор через 2 минуты доводит трансформатор до теплого состояния, и можно снова варить, пока не утихнет.
Ниже вы можете скачать печатные платы в формате LAY и другие файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). Если у вас возникнут вопросы при сборке сварочного аппарата, пишите на почту.
| Использование по назначению 90 160 | Тип | Определение | 90 159 Количество 90 160Note | Store | My Notebook | |||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 90 160 | Блок питания | |||||||||||||||||||||||||||||||||||||||||
| Линейный регулятор | LM78L15 | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Преобразователь переменного/постоянного тока | TOP224Y | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Опорное напряжение IC | TL431 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Выпрямительный диод | BYV26C | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Выпрямительный диод | HER307 | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Выпрямительный диод | 1N4148 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Диод Шоттки | MBR201000CT | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Защитный диод | P6KE200A | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Диодный мост | KBPC3510 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Оптопара | PC817 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| С1, С2 90 160 | 10мкФ 450В | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Электролитический конденсатор | 100 мкФ 100 В | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Электролитический конденсатор | 470 мкФ 400 В | 6 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Электролитический конденсатор | 50 мкФ 25 В | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| С4, С6, С8 90 160 | Конденсатор | 0,1 мкФ | 3 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С5 90 160 | Конденсатор | 1 нФ 1000 В | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С7 90 160 | Электролитический конденсатор | 1000 мкФ 25 В | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| Конденсатор | 510 пФ | 2 | Для блокнота | 90 173 90 158 90 176 С13, С14 90 160Электролитический конденсатор | 10 мкФ | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||
| VDS1 | Диодный мост | 600 В 2 А | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| NTC1 | Термистор | 10 Ом | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| R1 90 160 | Резистор | 47k | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| R2 90 160 | Резистор | 510 Ом 9000 3 | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| R3 90 160 | Резистор | 200 Ом | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| R4 90 160 | Резистор | 10 кОм 9000 3 | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| Резистор | 6,2 Ом 9000 3 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| Резистор | 30 Ом 5 Вт | 2 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| 90 160 | Сварочный инвертор | |||||||||||||||||||||||||||||||||||||||||
| ШИМ-контроллер | UC3845 | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| ВТ1 | МОП-транзистор | IRF120 | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| ВД1 | Выпрямительный диод | 1N4148 | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| ВД2, ВД3 | Диод Шоттки | 1N5819 | 2 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| ВД4 90 160 | Стабилитрон | 1N4739A | 1 | 9Б | Для блокнота | |||||||||||||||||||||||||||||||||||||
| ВД5-ВД7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Для блокнота | |||||||||||||||||||||||||||||||||||||
| ВД8 90 160 | Диодный мост | KBPC3510 | 2 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С1 90 160 | Конденсатор | 22 нФ | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С2, С4, С8 90 160 | Конденсатор | 0,1 мкФ | 3 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С3 90 160 | Конденсатор | 4,7 нФ | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С5 90 160 | Конденсатор | 2,2 нФ | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С6 90 160 | Электролитический конденсатор | 22 мкФ | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С7 90 160 | Электролитический конденсатор | 200 мкФ | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| С9-С12 90 160 | Электролитический конденсатор | 3000 мкФ 400 В | 4 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| Р1, Р2 90 160 | Резистор | 33k | 2 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| R4 90 160 | Резистор | 510 Ом 9000 3 | 1 | Для блокнота | 90 173 90 158 90 176 R5 90 160Резистор | 1,3 кОм | 1 | Для блокнота | 90 173 90 158 90 176 Р7 90 160Резистор | 150 Ом | 1 | Для блокнота | 90 173 90 158 90 176 Р8 90 160Резистор | 1 Ом 1 Вт | 1 | Для блокнота | 90 173 90 158 90 176 Р9 90 160Резистор | 2 МОм 9000 3 | 1 | Для блокнота | 90 173 90 158 90 176 R10 90 160Резистор | 1,5 кОм 9000 3 | 1 | Для блокнота | 90 173 90 158 90 176 R11 90 160Резистор | 25 Ом 40 Вт | 1 | Для блокнота | ||||||||||||||
| R3 90 160 | Подстроечный резистор | 2,2 кОм | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| Подстроечный резистор | 10 кОм | 1 | Для блокнота | |||||||||||||||||||||||||||||||||||||||
| К1 | Реле | 12 В 40 А | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| К2 | Реле | ОЗЭ-49 | 1 | Для блокнота | ||||||||||||||||||||||||||||||||||||||
| 90 160 | ||||||||||||||||||||||||||||||||||||||||||
| Q6-Q11 90 160 | Транзистор IGBT | IRG4PC50W | 6 | |||||||||||||||||||||||||||||||||||||||
Эй, мозг ! Представляю вам аппарат точечной сварки на базе микроконтроллера Arduino Nano.
Данным станком можно приваривать пластины или провода, например, к клеммам аккумулятора 18650. Для реализации проекта нам потребуется блок питания 7-12 В (рекомендуется 12 В), а также блок питания 12 В автомобильный аккумуляторный источник питания для самого сварочного аппарата. Стандартная емкость аккумулятора составляет 45 А/ч, что достаточно для сварки никелевых пластин толщиной 0,15 мм. Для сварки более толстых никелевых пластин вам понадобится батарея большего размера или две, соединенные параллельно.
Сварщик генерирует двойной импульс, длительность первого импульса составляет 1/8 секунды.
Длительность второго импульса регулируется потенциометром и отображается на экране в миллисекундах, поэтому очень удобно регулировать длительность этого импульса. Диапазон его настройки составляет от 1 до 20 мс.
Посмотрите видео с подробным описанием процесса создания устройства.
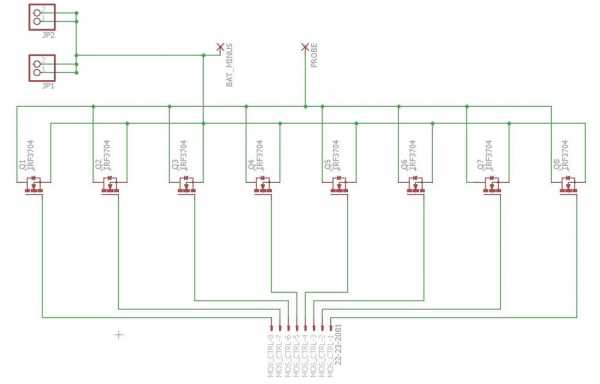
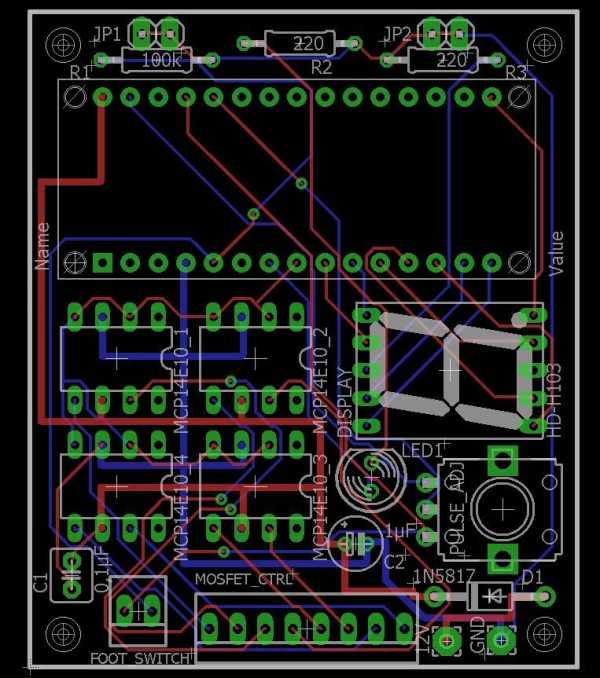
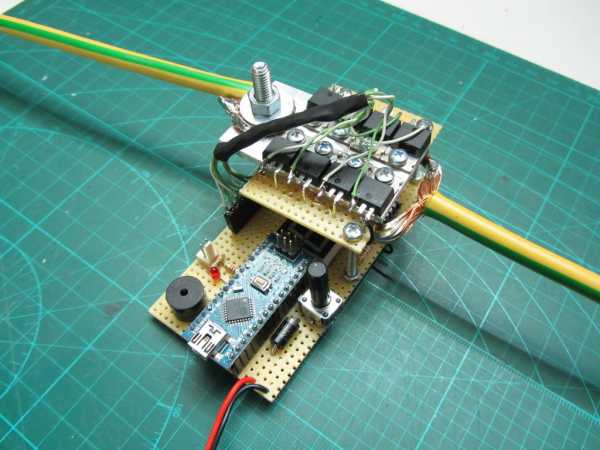
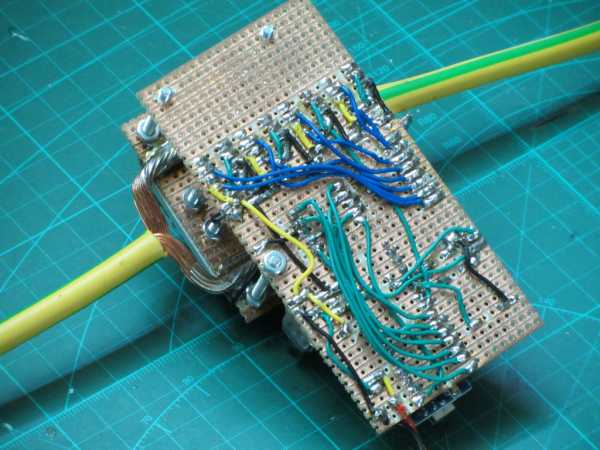
Вы можете использовать файлы Eagle для создания печатной платы, которые доступны ниже.
Проще всего заказать печатные платы у производителей печатных плат. Например, на pcbway.com. Здесь вы можете купить 10 досок примерно за 20 евро.
Но если вы привыкли все делать самостоятельно, воспользуйтесь предоставленными схемами и файлами для изготовления прототипа платы.

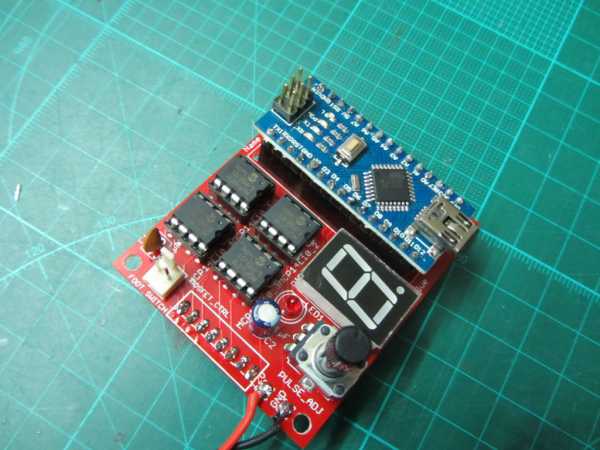

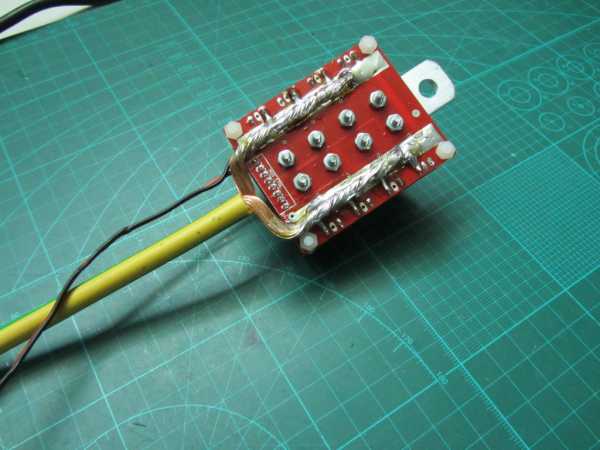
Процесс установки и пайки компонентов достаточно стандартный и простой.Сначала устанавливайте мелкие компоненты, а затем более крупные.
Концы сварочного электрода выполнены из сплошной медной проволоки сечением 10 мм2. Для кабелей используйте гибкие медные провода сечением 16 мм2.



Ножной переключатель необходим для управления сварочным аппаратом, так как обеими руками удерживаются кончики сварочного электрода на месте.
Для этого я взял деревянный ящик, в который сверху установил выключатель.
В некоторых случаях выгоднее использовать точечную сварку вместо пайки. Например, этот метод может быть полезен для ремонта аккумуляторов, состоящих из нескольких аккумуляторов. Пайка приводит к чрезмерному нагреву элементов, что может привести к их выходу из строя. Но точечная сварка не так сильно нагревает детали, как занимает относительно короткое время.
Arduino Nano используется для оптимизации всего процесса в системе.Это блок управления, который позволяет вам эффективно управлять электропитанием вашей установки. Таким образом, каждая сварка оптимальна для конкретного случая, а энергии используется столько, сколько необходимо, не больше и не меньше. Контактные элементы представляют собой медную проволоку, а энергия поступает от обычного автомобильного аккумулятора или двух, если требуется более высокий ток.
Текущий дизайн почти идеален с точки зрения сложности/производительности. Автор проекта показал основные этапы создания системы, расположив все данные на Instructables.
По мнению автора, для точечной сварки двух полос никеля толщиной 0,15 мм достаточно стандартной батареи. Для более толстых полос металла требуется две батареи, включенные параллельно. Длительность импульса сварочного аппарата регулируется и составляет от 1 до 20 мс. Этого достаточно для сварки никелевых полос, описанных выше.
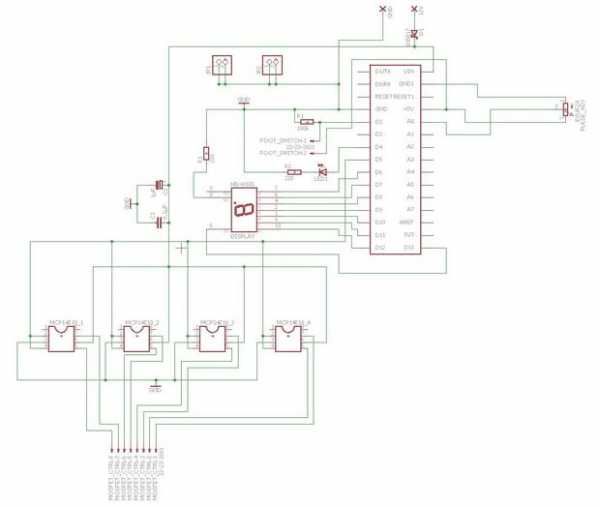
Автор рекомендует производить оплату на заказ у производителя. Стоимость заказа 10 таких досок составляет примерно 20 евро.


Обе руки будут заняты во время сварки.Как вы управляете всей системой? Конечно, с педалью. Это очень просто.

Вот результат работы:

В некоторых случаях выгоднее использовать точечную сварку вместо пайки. Например, этот метод может быть полезен для ремонта аккумуляторов, состоящих из нескольких аккумуляторов. Пайка приводит к чрезмерному нагреву элементов, что может привести к их выходу из строя. Но точечная сварка не так сильно нагревает детали, как занимает относительно короткое время.
Arduino Nano используется для оптимизации всего процесса в системе. Это блок управления, который позволяет вам эффективно управлять электропитанием вашей установки. Таким образом, каждая сварка оптимальна для конкретного случая, а энергии используется столько, сколько необходимо, не больше и не меньше. Контактные элементы представляют собой медную проволоку, а энергия поступает от обычного автомобильного аккумулятора или двух, если требуется более высокий ток.
Текущий дизайн почти идеален с точки зрения сложности/производительности.Автор проекта показал основные этапы создания системы, расположив все данные на Instructables.
По мнению автора, для точечной сварки двух полос никеля толщиной 0,15 мм достаточно стандартной батареи. Для более толстых полос металла требуется две батареи, включенные параллельно. Длительность импульса сварочного аппарата регулируется и составляет от 1 до 20 мс. Этого достаточно для сварки никелевых полос, описанных выше.
Автор рекомендует производить оплату на заказ у производителя.Стоимость заказа 10 таких досок составляет примерно 20 евро.
Обе руки будут заняты во время сварки. Как вы управляете всей системой? Конечно, с педалью. Это очень просто.
Вот результат работы:
Страница 1 из 2
Сварка сопротивлением является важным процессом сборки деталей кузова автомобиля. В конструкции автомобиля имеются тысячи сварных швов, которые соединяют компоненты в самых разных конфигурациях, различающихся по толщине, материалу и количеству листов, размерам сварных швов и т. д. Точечные сварные швы играют важную роль в целостности и усталостной прочности кузова автомобиля во время эксплуатации. операция.
Махьяр Асади, Рамеш Чандвани, Маджид Танбакуэй Кашани, Мэтью Смит, Крис Тимбрелл
Качество сварных швов и, следовательно, долговечность соединения зависит от многих параметров (например, Dipak и Ganesh [1] обобщили множество различных факторов, влияющих на прочность сварного шва). Характер плавления контактной точечной сварки осложняется проверкой прочности и дефектности сварных соединений. Поранвари и Мараши [2] связали понимание переплава в сварных соединениях со структурными свойствами детали автомобиля.Ими были выделены три основных микроструктурных участка: зона переплава (ПП), зона термического влияния (ЗТВ) и основной материал (МП), которые в каждой из зон проявляют неоднородную микроструктуру и свойства, а, следовательно, - различную механическую прочность и расхождение прочности отдельных зон, что приводит к концентрации напряжений в самом слабом месте. Помимо неоднородности конструкции, несущую способность стыков ограничивают и геометрические факторы, например насечки, микротрещины в ПП или трещины на кромке ПП [2].Чабок и др. [3] они разграничили зону ЗТВ на крупнозернистую ЗТВ (ГЗШЦ), мелкозернистую ЗТВ (ДЗШЦ) и межкритическую ЗТВ (МКСК) и экспериментально получили механические и прочностные характеристики каждой зоны для стали ДП1000.
При испытаниях на прочность сварных соединений сложность вопросов, связанных с этими факторами, обычно приводит к тому, что параметры процесса и расчет прочности основываются на результатах экспериментов. Альтернативой является цифровое представление процесса цифрового двойника с учетом физики сварки при моделировании поведения соединения под нагрузкой [4].Однако создание надлежащего цифрового представления автомобильных компонентов, содержащих множество сварных швов, может быть трудоемким и ресурсоемким. Эта трудность в первую очередь связана с локальными вариациями микроструктуры и свойств соединения, а также с тем, что при построении модели для анализа SWC требуется точная сетка и различные определения материала. Большинство инженеров в этой ситуации выбирают «кратчайший путь», упрощая модель и игнорируя локальные структурные изменения вокруг сварного шва и ограничивая анализ простым определением сварного шва как механического соединения двух поверхностей.Такие модели подходят для моделирования в условиях нагрузки на уровне компонентов, когда целью не является исследование таких дефектов, как усталость или трещины. Другими словами, дефекты являются локальными явлениями и поэтому не могут быть должным образом исследованы без учета в модели локальных особенностей.
Ford Motors [5] усовершенствовал имитационную модель, введя упругие элементы, в которых расщепление сварного шва определялось максимальным уровнем силы и смещения. Другим простым решением [6] является модель, в которой точечные сварные швы визуализируются с помощью балок, соединяющих элементы поверхности.Диаметр балки рассчитывали делением площади поперечного сечения сварного соединения на количество балок. Если корреляция между экспериментальным методом и моделью определена правильно, этот подход можно использовать для проверки полного отказа соединения (т. е. двоичного отказа/отсутствия отказа) в условиях нагрузки.
Механические свойства сварного шва и прилегающих зон нелегко получить из-за того, что они представляют собой небольшие конструкции. Некоторые методы имитируют тепловой профиль сварного шва и формируют аналогичную микроструктуру, только однородную и большего размера, для измерения свойств.Однако, имея готовые результаты моделирования свойств, определение конкретных зон на основе этих свойств на уровне компонента с несколькими сварными швами требует очень много времени. Следовательно, типичный подход заключается в моделировании одного сварного шва [7] и сопоставлении или замене остальных соединений с использованием этого конкретного сварного шва. Это может быть сварной шов любого выбранного компонента. В этом исследовании мы создадим цифровое представление детали автомобиля, подвергнутой краш-анализу, в котором учитываются все структурные зоны сварного шва.
Деталь автомобиля
На рис. 1 показана деталь автомобиля, сваренная точечной сваркой, которая использовалась для анализа в данном исследовании. Он состоит из двух стальных профилей, один из которых плоский, а другой - с омега-образным поперечным сечением, изготовленных из высокопрочной двухфазной стали ДП1000, длиной 300 мм. Обе детали соединялись по кромке полки омега сварными швами диаметром 8 мм через равные промежутки 30 мм.
Цифровая точечная сварка
Полная модель каждого сварного шва была создана с помощью собственной подпрограммы, использующей контактную поверхность в качестве заданной пользователем линии сплавления с назначенным тепловым потоком в соответствии с законом Джоуля, который в простейшей форме может быть выражен уравнение:
Н = IT 2 т
, где H — теплотворная способность в джоулях, I — сила тока в амперах, R — сопротивление в омах, t — время в секундах.После выполнения сварки был добавлен ряд этапов охлаждения для моделирования возврата к температуре окружающей среды.
Начальное значение температуры было 21°С. Конвективное граничное условие генерировало тепловой поток ко всем внешним поверхностям. Суммарная конвекция, зависящая от температуры, рассчитывалась по приведенному выше уравнению, где Т — значение температуры в °С [8]:
ч с = 5 + 0,05 (Т - 20) + 6 х 10 -7 (Т - 20) 3
Следующие свойства для анализа сварного шва заимствованы из [9] и [10]:
На рис. 2 показаны результаты моделирования, включая формирование и развитие ядра сварного шва в сварном компоненте, обсуждаемом в данной статье.
Дискретность развития микроструктуры
Во время цикла нагрева температура превращения начинает формировать аустенит при А1 (≈800°С) и достигает полного аустенита выше А3 (≈900°С). В процессе сварки время перехода термодинамического равновесия между А1 и А3 мало, поэтому выше А3 аустенизация заканчивается большой рекристаллизацией, вызванной скорее перегревом, чем диффузией.Более высокая температура вызывает рост аустенитных зерен, который заключается в слиянии и смещении границ зерен. В то же время наличие карбидных и нитридных отложений блокирует явление движения вплоть до критической температуры Ts (≈1100 °С), при которой отложения сливаются в аустенитную матрицу и позволяют расти аустенитным зернам. При охлаждении рост зерен идет до уровня ниже А3, где происходит распад аустенита, в основном за счет зародышеобразования на крупнозернистой границе аустенита в условиях переохлаждения, а также образования бейнита при температуре ниже Bs (≈500 °С) и мартенсита при температура ниже Bs (≈400 °С).
Параметрами теплового профиля процесса сварки, которые можно использовать для определения микроструктуры ЗТВ, являются пиковая температура и коэффициент охлаждения [11]. Пиковая температура зависит прежде всего от расстояния до линии переплава, а скорость охлаждения от общего тепловыделения в стыке. Используя наш инструмент моделирования точечной сварки, мы показали, что тепловыделение почти постоянно для каждого пикового значения температуры в данном сварном шве в данном процессе точечной сварки.Следовательно, мы использовали моделирование сварки для создания тепловых профилей, назначенных каждому месту в ЗТВ, чтобы выбрать типичную скорость охлаждения для каждого пикового значения температуры, не жертвуя значительной точностью при прогнозировании конечной микроструктуры.
Это предположение позволило упростить модели микроструктуры до функции пиковой температуры, так что была установлена связь между конечной микроструктурой и траекторией пиковой температуры для критической температуры перехода.На рис. 3 представлены результаты моделирования зон, которые образовались в процессе сварки: МКСПК, ГЗППК, ДЗППК и переплава. В таблице 1 приведены механические свойства каждой из зон, включенных в анализ [12].
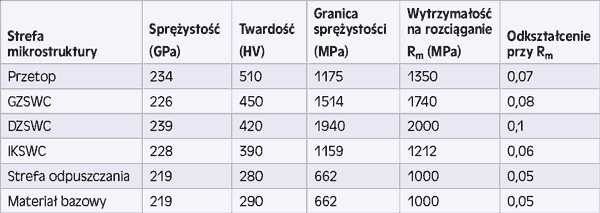
Экспериментальная установка для краш-тестов
Исследование влияния осевой ударной нагрузки на стальную балку при различных скоростях использовалось в данной работе как метод валидации изложенных выше методов моделирования точечных сварных соединений.На рис. 4 показана конфигурация испытательного стенда.
Образцы подвергались краш-тестам на различных скоростях, в пределах от 10 до 40 км/ч, при ударе массой 238 кг. Целью испытаний было исследование корреляции кривых сила-перемещение, полученных в результате эксперимента, с результатами моделирования с учетом различных методов характеризации и моделирования сварных соединений.
Конфигурация симуляции краш-теста
В программе LS-Dyna была разработана модель, выполненная методом конечных элементов, представляющая предположения исследования.Сталь ДП-1000 была представлена с использованием оболочечных элементов с соответствующей толщиной листа и определена с использованием модели материала MAT24, а затем подвергнута дальнейшей методологической доработке. Следует отметить, что модель также учитывает постоянное влияние процесса точечной сварки на структуру материала всей омега-балки.
Эти эффекты пластической деформации были получены путем введения начальных пластических напряжений, полученных путем моделирования производственного процесса, в местах, определенных краями профиля.Определение этих мест по отношению к оставшейся площади стального профиля показано на рисунке 5,
.
Точечные сварные швы представлены комбинацией ядра, представляющего твердые элементы, и каркаса оболочки, представляющего ЗТВ. Материальная характеристика этих структур была выполнена на основе опыта IDIADA в области методологии SWC, который будет обсуждаться позже.Сварные швы, соединяющие стальную балку с вертикальными стенками испытательного стенда, представлены элементами оболочки, изготовленными из того же материала, что и сердцевина точечной сварки.
Было проведено четыре теста на разных скоростях, в каждом из которых сравнивались оба метода шкалы дискретизации SWC.
Дискретизация точечных сварных швов для моделирования
Каждая из зон микроструктуры (SP, IKSWC, GZSWC и DZSWC) имеет разные механические свойства, поэтому модель сварного шва должна точно учитывать эти характеристики, не влияя на размер сетки и время расчета.
В целях моделирования моделирование деталей точечной сварки проводилось в программе LS-Dyna в двух вариантах, отличающихся детализацией определения ЗТВ, один из которых выполнялся в мезомасштабе, а другой — в промышленном макромасштабе. . В обоих случаях кластер твердых элементов использовался для представления ядра сварного шва. Этот фрагмент был присоединен к окружающему основному материалу краем в форме короны, состоящим из элементов оболочки, изображающих различные позвонки ЗТВ, как показано на рисунке 6.Указанные элементы генерируются на смежных поверхностях компонентов с помощью диспетчера соединений препроцессора ANSA.
В обоих вариантах изображения ядро шва представлено четырьмя шестигранниками, основания которых вместе образуют восьмиугольник, в котором расстояние противоположных вершин соответствует номинальному диаметру ядра шва.Твердые тела ядра определяются толщиной, соответствующей расстоянию между средними плоскостями листового металла, которые представлены элементами оболочки. Этот факт следует учитывать при расчете упругости сердцевины шва. В случае мезомасштабной модели ширина границы, представляющей обе зоны теплового воздействия, была получена непосредственно из результатов проведенного микроанализа, рассмотренного выше. Межкритическая зона термического влияния в численных моделях не учитывалась в связи с относительно малыми размерами и незначительным влиянием на полученные результаты.Весь точечный шов, состоящий из двух подзон термического воздействия (мелкозернистого SWC и крупнозернистого SWC) и ядра, определялся с помощью программы LS-Dyna и модели материала MAT24 MAT_PIECEWISE_LINEAR_PLASTICITY, которая также использовалась для моделирования физического Взаимодействие основного материала.
Сравнение геометрического определения общего точечного сварного шва в мезо- и макромасштабе показано на рисунке 6. Как видно, наиболее заметным отличием двух представленных геометрий является разная дискретизация зоны термического влияния.Одной из основных трудностей, с которой сталкивается исполнитель анализа на этапе настройки численной модели, является определение соответствующего временного шага моделирования, ограниченного условием устойчивости по Куранту. При моделировании, основанном на явной схеме решения, масштабирование массы отдельных элементов является обычной практикой, используемой для соответствующего увеличения временного шага. Добавленная масса часто может иметь значение для догадок, если она относительно мала и распределена по всей геометрии, или она велика, но сосредоточена в некритических областях.Его также можно опустить, если моделирование происходит в почти статических условиях, в которых кинетическая энергия минимальна по сравнению с внутренними силами. Однако во многих случаях массовое масштабирование может негативно сказаться на производительности модели. При проведении анализа каждый должен учитывать влияние, которое это решение может произвести на результаты моделирования.
Рассуждая таким образом, в данном исследовании учитывалось локальное увеличение массы анализируемых компонентов.Мезомасштабную модель можно использовать в качестве примера следующего шага после определения микроструктуры сварного шва, рассмотренного выше. Этот подход успешно использовался для характеристики различных зон термического влияния, но в более сложных случаях, таких как краш-тесты всего транспортного средства, он не работал. И хотя в этом случае важно минимизировать дополнительный вес модели, важно учитывать, что точечные сварные соединения широко распространены по всей конструкции кузова.Поэтому необходимо определение макромасштабной модели точечной сварки. Он содержит свойства различных зон ЗТВ внутри оболочки из элементов оболочки, размеры которых сопоставимы с размерами элементов, определяющих основной материал. Этот подход позволяет поддерживать минимальный временной шаг 0,5 x 10-4 мс без значительного увеличения веса.
Отправной точкой для характеристики зон точечной сварки является материал листа стали вне зоны нагрева с использованием ряда преобразований на основе результатов, полученных в результате микроструктурного анализа.Модель материала MAT24 программы LS-Dyna представляет собой упругопластический материал, пластичность которого зависит от скорости деформации. Следующая разработка позволяет подробно описать изменения, происходящие в стальной конструкции. Во-первых, характеристика условия пластичности, основанная на аналитическом подходе, позволяет фиксировать параметры деформации после превышения предела прочности при растяжении и появления сужения так называемой шейки при испытании на растяжение стального образца.Затем с помощью аналитических методов, дополненных подробным моделированием испытания на растяжение, определяется диапазон зоны возникновения повреждения. В конечном счете, распространение дефекта определено так, чтобы обеспечить функциональность модели, не зависящую от сетки.
Модель IDIADA испытания пластичности SWC сгенерировала кривые пластичности, соответствующие определенным зонам сварного шва. Модель основана на значениях предела прочности при растяжении, полученных в результате анализа микроструктуры, и позволяет прогнозировать изменение свойств основного материала.
Кроме того, модель IDIADA для прогнозирования дефектов HAZ позволяет оценить предел прочности и разрушающее напряжение. Расчетный диапазон предела прочности и разрушающего напряжения рассчитывается аналитически на основе критериев рассеивания энергии.
В промышленном макромасштабе механические свойства объединяются в пределах одной границы, придавая всю ЗТВ самому слабому месту сварного шва.
Результаты моделирования аварии
На рис. 7 показано сравнение результатов моделирования с данными измерений.Видно, что зона текучести адекватно фиксируется на кривых в вариантах испытаний с более высокой скоростью, тогда как при ударе с более низкой скоростью возникают некоторые неточности.
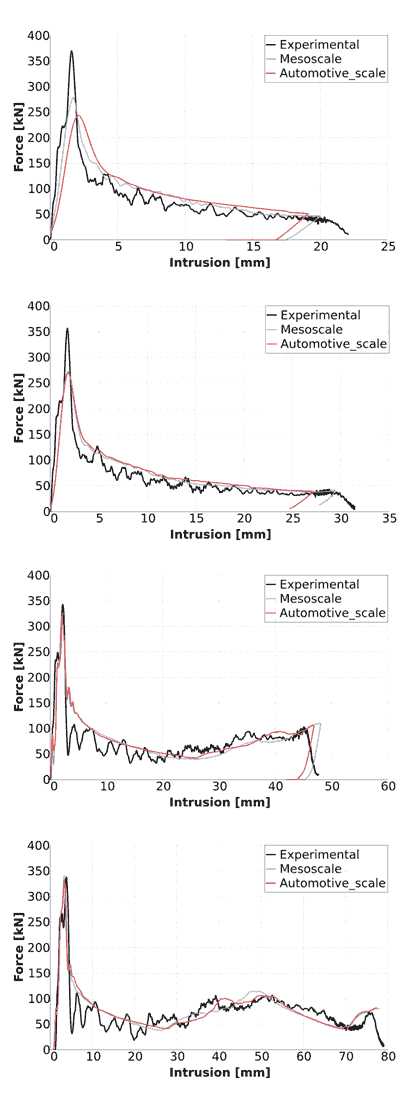
С другой стороны, при пиковом значении силы мы наблюдаем очень похожие результаты.Например, результаты моделирования для теста 23,4 км/ч показывают высокий уровень корреляции в первой части кривой как с использованием мезомасштабной сетки, так и промышленного макромасштаба. Максимальное значение силы 339 кН сопоставимо со значением 341 кН в мезомасштабе и 333 кН в макромасштабе. На более низких скоростях жесткость и пиковое усилие меньше, чем показывают физические испытания, за исключением мезомасштаба. Например, для скорости 14,1 км/ч экспериментально получено максимальное значение силы 358 кН, тогда как результаты моделирования достигают 273 и 270 кН соответственно в мезо- и макромасштабе.Моделирование также показывает неточность в момент первого выброса энергии при отказе луча. Поскольку выбор масштаба дискретизации в этом отношении не имеет большого значения, можно учитывать прямую зависимость между величиной энергии, выделяемой моделью, и деформацией сварных соединений на каждом конце балки. Это подтверждается тем фактом, что использование более точной сетки дискретизации не приводит к улучшению качества результатов в этом отношении. Следовательно, для лучшей корреляции результатов на этой части кривой может потребоваться более точное определение сварных соединений.
.Дата ....................................... ...
Имя
Имя
Индексный номер
Группа
Институт материаловедения и инженерии Лодзинский технологический университет
Технологическое руководство Сварочные комплекты №7
Тип сплава: прожекторы Тип соединения: внахлест 9000 3
Основной материал Ś s
Пластина 1
Марка- Прутки стальные фи 3 308р кислота
Подготовка материала Ś
Чистка листов
Схема подключения Ś
№
Диаметр площадь нет лобового электроды [мм]
Сила давление в электр оды [кН]
Сварка
Время ломается
Термическая обработка
Текущий Текущий сварной а [А]
Время поток ву Текущий сварка ания [с]
Номер импульсы
Время перерывы между импульс мне [с]
Интенсивность е ток [к А]
Время поток ты электричество [с]
5 мм 1 4 кА
2 кА
0,1 с
0,02 с
1 - - - -
Схема программы сварки: Оценка качества соединения - состояние поверхности: удовлетворительное
90 130проверочный тест: положительный
Испытание на кручение – не предусмотрено
Испытание на сдвиг: не предусмотрено
Домохозяйству часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем ничего сложного в этом нет, и сделать устройство можно самостоятельно. Основой сварочного аппарата является трансформатор. Для личных нужд точечная сварка из микроволновой печи может производиться вручную. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Металлические детали помещаются между медными или латунными электродами, которые прижимаются друг к другу.Затем через них протекает электрический ток, нагревая горячую точку сварки. Детали становятся пластичными и в месте соединения образуется жидкостная ванна диаметром около 12 мм. Под давлением перегородка сваривается.
Электроснабжение и обогрев импульсные, после чего детали продолжают зажиматься в одном положении до их незначительного остывания.
Познакомив с принципом работы, проще найти способ точечной сварки самостоятельно.
Основными преимуществами точечной сварки являются:
Сварка встык не обеспечивает герметичности соединения, что является существенным недостатком.
Из описания принципа работы следует, что Ручная точечная сварка должна предварительно обеспечивать нагрев деталей в месте соприкосновения с температурой плавления. Мощность нагрева приборов разная и надо представлять, для чего будет использоваться бытовая техника.
Детали производства:
Камеры работают на большинстве настольных компьютеров. Портативные устройства широко распространены и зачастую ничем не хуже стационарных.
Электроды вставляются в наконечники, а последние крепятся к наконечникам клещей для сварки, изолированных друг от друга. Проще всего сделать деревянные бруски с фанерным корпусом.
Двигаются только верхняя и нижняя тяги, прикрепленные к основанию.Усилие прессования требуется обеспечивать максимально, особенно когда нужно сваривать толстые металлические листы. Это требует большого рычага. Он должен быть подпружинен, чтобы в исходном состоянии электроды были разомкнуты. В домашних условиях рекомендуется обеспечивать не более 30 кг давления. Рукоятка может иметь длину до 60 см, а электроды крепятся ближе к оси вращения, так что толщина рукоятки составляет 1:10. В промышленности для прессования деталей с регулируемым усилием применяют пневматические и гидравлические устройства.
Выключатель удобно превратить в ручку.Он будет подключен к первичной обмотке, по которой течет небольшой ток. Устройство также управляется магнитной педалью. Вторичная обмотка и корпус трансформатора заземлены.
После точечной сварки в микроволновой печи Основной частью устройства является силовой трансформатор мощностью 700-1000Вт. Чем выше уровень, тем лучше. Трансформатор СВЧ сварной. Это необходимо для того, чтобы снять только вторичную обмотку, не повредив первичную.На выходе сварочного тока необходимо получить не менее 500 А. Для этого необходимо намотать новую вершину основной обмотки диаметром проволоки не менее 1 см. Кроме того, в промежутках трансформатора имеется зазор, через который наматывают 2-3 витка толщиной изолированного проводника, плотно вводя отверстие между сердечником и первичной обмоткой. Аппарат мощностью 1 кВт подходит для сварки листов толщиной 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тыс.А. Более высокое значение сделает сетевое напряжение заметным, а в квартире это может негативно сказаться на работе электронных устройств. В частном доме можно использовать более мощное устройство.
Как разобрать микроволновую печь - не проблема, важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для его повышения используют два одинаковых преобразователя напряжения, которые подключают друг к другу параллельно. Для этого схема точечной сварки составляется из двух одинаковых вторичных обмоток с соединением одинаковых выводов на входе и выходе.При этом увеличение мощности достигается в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать клеммы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой суммируется. В то же время необходимо избегать плохого соединения в встречной фазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Самый простой способ сделать электроды — найти медные стержни. Для небольшого устройства их можно сделать жалом мощного паяльника. Электроды быстро теряют форму, и их необходимо периодически поддевать. Просверлили отверстие, через которое винты подключаются к проводам вторичной обмотки.
Требования к электроду:
Кобальтовые и кадмиевые сплавы вольфрама и хрома или бронзы в наибольшей степени отвечают этим требованиям. EV считается лучшим сплавом.
Нижний электрод прикреплен, а верхний электрод прикреплен к плечу. Важно обеспечить их надежную изоляцию.
Устройство подключается к сети с помощью автоматического выключателя на 20 А.
Подсоедините электродные провода, длина которых должна быть как можно меньше.Они припаяны к медным клеммам. Также припаяны отдельные жильные провода, так как при большом токе контакты могут окислиться и мощность пропадет. Не рекомендуется обжимать клеммы, так как в местах контакта возникает дополнительное сопротивление.
Сварка производится только при прижатии электродов, иначе они могут загореться. Основные параметры сварки следующие: сила тока
Максимальное сжатие создается при прохождении тока и вскоре после него. В этом случае металл успевает кристаллизоваться и соединение получается более прочным.
Желательно охлаждать устройство вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. Если они горячие, делается пауза.
Время точечной сварки зависит от величины тока и подбирается экспериментально. Обычно это несколько секунд.Листовой материал в основном связанный, но могут быть и прутки.
Режим сварки может быть жестким и мягким В первом случае используется большой ток и создается большое усилие сжатия при малой длительности импульса (не более 0,5 с). Жесткий режим подходит для сварки медных и алюминиевых сплавов, а также легированных сталей. Мягкий режим имеет большую длительность импульса. Он больше подходит для домашних условий, где не всегда удается добиться требуемых показателей.Заготовки из обычных углеродистых сталей сваривают.
Давление, плотность тока и размер пятна зависят от диаметра контактной поверхности электрода.
В конструкции бытовых аппаратов точечной сварки значение силы тока обычно не регламентируется. В основном ориентация ориентирована на время нагрева, а управление осуществляется изменением цвета детали. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключенный ко входу. Чтобы катушка не перегорела при большом токе, при замыкании колесом применяют устройства со ступенчатой регулировкой напряжения.
Домашнему мастеру нужна стыковая сварка для мелкого ремонта, когда необходимо прикрепить небольшие листы. Он используется для замены аккумуляторов в электроинструментах, ноутбуках и аналогичном оборудовании, чтобы снизить стоимость замены аккумулятора. Высокая скорость процесса не позволяет деталям перегреваться.
Выбор точечной сварки на рынке велик, но стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самому и все необходимое найти дома или в мастерской.Точечная сварка из микроволновки, собранной своими руками, работает надежно и обеспечивает необходимый мелкий ремонт деталей, если правильно подобрать все параметры. Важно понимать, для каких целей они производятся.
р >>.











