Состав по 1-му источнику информации.
Альтернативное название отхода: Сварочный шлак, образующийся при плавлении электродов ОММ-5
|
Наименование компонента |
Содержание, % |
| Диоксид кремния SiO2 | 39,1 |
| Оксид марганца MnO | 28,9 |
| Оксид титана TiO2 | 15,2 |
| Оксид железа FeO | 13,2 |
| Оксид кальция CaO | 3,6 |
Источник информации: Н.Н. Потапов. Окисление металлов при сварке плавления.
Сварочные материалы для дуговой сварки. Под. редакцией Потапова Н.Н. -Москва, "Машиностроение", 1989 г.
Альтернативное название отхода: Сварочный шлак, образующийся при плавлении электродов УОНИ 13/55
|
Наименование компонента |
Содержание, % |
| Диоксид кремния SiO2 | 43,3 |
| Оксид марганца MnO | 4,6 |
| Оксид титана TiO2 | 2,2 |
| Оксид железа FeO | 7,9 |
| Оксид кальция CaO | 42 |
Источник информации: Н.Н. Потапов. Окисление металлов при сварке плавления.
Сварочные материалы для дуговой сварки. Под. редакцией Потапова Н.Н. -Москва, "Машиностроение", 1989 г.
Скачать фрагмент бесплатно
Посмотреть расчет класса опасности этого состава отхода
Альтернативное название отхода: Сварочный шлак, образующийся при плавлении электродов Ц-3
|
Наименование компонента |
Содержание, % |
| Диоксид кремния SiO2 | 47,5 |
| Оксид марганца MnO | 13,7 |
| Оксид титана TiO2 | 12,2 |
| Оксид железа FeO | 18,5 |
| Оксид кальция CaO | 8,1 |
Источник информации: Н.Н. Потапов. Окисление металлов при сварке плавления.
Сварочные материалы для дуговой сварки. Под. редакцией Потапова Н.Н. -Москва, "Машиностроение", 1989 г.
Скачать фрагмент бесплатно
Состав по 2-му источнику информации.
|
Наименование компонента |
Содержание, % |
| Fe |
50 |
| Fe2O3 |
10 |
| Mn |
3 |
| SiO2 |
37 |
Источник информации: Приказ ГУПР и ООС МПР России по Ханты-Мансийскому автономному округу № 75-Э от 16 июня 2004 г. "Об утверждении примерного компонентного состава опасных отходов, присутствующих в ФККО, которые не нуждаются в подтверждении класса опасности для окружающей природной среды"
Состав по 3-му источнику информации.
Альтернативное название отхода: Сварочный шлак, образующийся при сварке электродами ОММ-5
| SiO2 | 24.6 |
| TiO2 | 12.1 |
| FeO | 20.9 |
| Fe2O3 | 0.2 |
| MnO | 31.6 |
| CaO | 0.4 |
| Na2O | 3.4 |
| K2O | 1.9 |
| Al2O3 | 3.5 |
Источник информации:
Справочник сварщика. Под ред. В.В. Степанова. Изд. 3-е, перераб. и доп. Москва. - Машиностроение,
1974 г.
Скачать фрагмент бесплатно
Альтернативное название отхода: Сварочный шлак, образующийся при сварке электродами ЦМ-7
| SiO2 | 36.6 |
| FeO | 17.0 |
| MnO | 32.4 |
| CaO | 1.7 |
| Al2O3 | 5.0 |
Источник информации:
Справочник сварщика. Под ред. В.В. Степанова. Изд. 3-е, перераб. и доп. Москва. - Машиностроение,
1974 г.
Альтернативное название отхода: Сварочный шлак, образующийся при сварке электродами УОНИ-13/55
| SiO2 | 31.0 |
| TiO2 | 2.2 |
| FeO | 7.9 |
| MnO | 1.3 |
| CaO | 42.0 |
| CaF2 | 15.0 |
Источник информации:
Справочник сварщика. Под ред. В.В. Степанова. Изд. 3-е, перераб. и доп. Москва. - Машиностроение,
1974 г.
Альтернативное название отхода: Сварочный шлак, образующийся при сварке электродами ЦШ-4
| SiO2 | 16.0 |
| TiO2 | 1.6 |
| FeO | 15.4 |
| MnO | 1.3 |
| CaO | 51.4 |
Источник информации:
Справочник сварщика. Под ред. В.В. Степанова. Изд. 3-е, перераб. и доп. Москва. - Машиностроение,
1974 г.
Альтернативное название отхода: Сварочный шлак, образующийся при использовании флюса ОСЦ-45
| SiO2 | 38.5 |
| FeO | 4.7 |
| MnO | 43.7 |
| CaO | 1.7 |
| Al2O3 | 1.4 |
| CaF2 | 8.0 |
Источник информации:
Справочник сварщика. Под ред. В.В. Степанова. Изд. 3-е, перераб. и доп. Москва. - Машиностроение,
1974 г.
| < Предыдущая | Следующая > |
|---|
В процессе выполнения сварки рабочая область стыка двух металлических деталей подвергается контакту с элементами окружающей среды: кислородом, смесью защитных газов, а также расплавом шлака. Такое контактное взаимодействие происходит при высоких температурных режимах плавления металла. В некоторых случаях подобное взаимодействие может оказаться положительным для металла, но в большей мере газы, кислород и шлаки изменяют химический состав металла и его физические свойства. По этой причине все процессы подобного взаимодействия во время проведения сварочных работ необходимо принимать во внимание и целенаправленно регулировать процесс, направляя его в нужное русло.
В процессе выполнения сварочных работ в области стыка двух металлических деталей образуется много побочных продуктов, называемых шлаком. Сварочный шлак выглядит как черная корка рыхлой плотности и неоднородной структуры. Причина его появления естественна, так как шлак является побочным продуктом сварки, появляющимся на сварочном шве. Состав отхода включает в себя оплавленные элементы флюса или компонентов обмазки сварочных электродов, а также оксиды металлов. Побочный продукт сварочного процесса, образующийся во время стыковки металлических деталей и в процессе оплавления электрода, заполняет собой плавильную ванну шва.
Побочный продукт появляется при любом виде сварочных работ, и его наиболее важные функции таковы:
В составе сварочного побочного продукта не содержится металла в чистом виде, напротив, шлак состоит из его оксидов, образующихся в процессе плавки металла и флюса. Обычный набор элементов сварочного побочного продукта состоит из оксида железа, оксидов марганца и титана, окислов кремния и кальция. Кроме того, к этому набору добавляются элементы обмазки электрода, которые несильно изменяют имеющуюся картину.
За процессом образования шлака необходимо постоянно наблюдать в процессе выполнения сварочных работ. Это нужно, чтобы не пропустить момент подтекания шлака и забивания им сварочного шва. Чтобы контролировать процесс, нужно знать, как различить между собой раскаленный при сварке металл и шлак. Характерные отличия заключаются в следующем:
Отличия существующие между расплавленными металлом и побочным продуктом сварочных работ основываются на плотности и текучести металлов. Металл и шлак имеют разную скорость нагрева. Когда начинается сварочный процесс, металл нагревается, плавится и при этом приобретает ярко-красный цвет. После того как процесс сварки завершается, шов постепенно остывает и приобретает темный оттенок, при этом шлак поднимается на поверхность шва. Сначала шлак имеет темный цвет, но когда он остывает, то становится светлее, чем металл.
Если зачистить шов, постучав по нему молотком и обработав напильником, можно легко отличить ярко выраженный блеск металла и темные матовые вкрапления шлака.
Сразу после окончания процесса сварки оксиды металлов защищают сварочный шов от чрезмерно быстрого остывания. Для прочности шва важно, чтобы металл остывал медленно и равномерно. Но после того как шов остынет, шлаки необходимо убирать. Это выполняется не только с целью проверки прочности шва на наличие дефектов, проявляющихся в виде так называемых волчков и вкраплений неметаллической структуры, но и для обеспечения ровного и красивого стыка.
После выполнения сварочных работ готовый шов требуется зачищать, особенно важно делать это, когда соединяют детали, имеющих большую толщину, и для надежности стыка выполняют несколько сварочных швов, поверх предыдущих. Если не убрать побочные продукты сварки, то выполнить следующий шов будет невозможно, так как шлак будет погашать дугу сварки. В случае когда сварочный шлак обладает повышенной вязкостью, его необходимо удалить, иначе шов будет формироваться непоследовательно и хаотично, образуя корку и дефекты. У такого шва температура при удалении шлака после сварки падает равномерно, и это дает возможность для формирования ровного стыка. Если замедлить понижение температуры готового шва, то побочный продукт сварки будет выходить на поверхность стыка и легко отделяться. Чтобы обеспечить такую возможность, детали из легированной стали прогревают перед процессом сварки до температуры от 200° до 400°.
Сварочный шлак имеет пористое строение и образует с металлом слабые связи, его удаляют путем механической обработки поверхности готового шва. Отходы сварки в расплавленном виде являются причиной того, что шов будет непрочен и быстро разрушится. Избавиться от шлака и его попадания внутрь шва можно, если изменить режим процесса сварки, а также при правильной позиции электрода относительно положения стыкуемых деталей. Шлак удаляют сразу после того, как металлический шов остынет и приобретет черный цвет.
После того как с поверхности сварочного шва шлак удален, он уже не препятствует дальнейшей обработке стыка и становится ненужным побочным продуктом сварочного процесса, подлежащим утилизации. Отходы, получаемые в процессе сварки, относятся к 4 классу опасности. Из этого следует, что такие отходы подлежат контролю за их утилизацией и на них оформляется специальный паспорт. Утилизация либо вторичная переработка сварочных отходов является довольно простой – электроды и побочные продукты сварки отправляют в переплавку, но прежде их подвергают сортировке исходя из состава их примесей. Благодаря переплавке сварочных отходов можно получать готовую легированную сталь с заданным химическим составом компонентов.
Кроме добавления шлака в сплавы, их в небольшом количестве можно включать и в состав флюсов.
Все о сварочном шлаке смотрите в следующем видео.
Сера является вредной примесью в сталях. В сварочную ванну она попадает из основного металла, сварочной проволоки и иногда из покрытия электродов или флюса. Она ухудшает механические свойства шва и значительно повышает склонность к образованию трещин. Для очистки расплавленного металла от серы в сварочную ванну вводят марганец. Сульфид марганца не растворяется в металле, имеет малую плотность и легко всплывает в шлак сварочной ванны. Процесс очистки происходит в соответствии с реакцией [c.28]
Покрытие электродов, а также флюс, применяемый при автоматизированной сварке, плавятся при расплавлении металла, покрывая шлаком сварочную ванну и капли металла электрода, переходящие в шов, образуя шлаковую защиту. Количество шлака зависит от массы и состава покрытия электрода. Отношение массы покрытия Шп к массе покрытой части стержня электрода тп.ст должно быть не менее 0,3 (в среднем от 0,25 до 0,35) [c.118]
Спектор О. Ш., Влияние состава флюса при кислородно-флюсовой резке нержавеющих сталей на физико-химические свойства шлака Сварочное производство № 4, 1959. [c.162]
Для получения необходимых свойств металла шва важное значение имеют физические и технологические свойства шлака. Сварочный шлак должен обладать меньшей температурой плавления, чем основной металл (примерно на 200— 350°С). Это необходимо для того, чтобы шлак в расплавленном состоянии полностью покрыл всю поверхность сварочной ванны (эффективное защитное действие шлака, улучшается формирование шва). Шлак должен иметь плотность меньше, чем плотность основного металла хорошую жидкотеку-честь для быстрого протекания в нем химических процессов способность защищать расплавленный металл от воздуха и вместе с тем легко пропускать газы, выделяющиеся из ванны металла хорошую растворимость различных соединений минимальное количество вредных примесей способность легко отделяться от металла сварочного шва в твердом состоянии., - [c.213]
СТЕКЛОВИДНЫЙ ШЛАК — сварочный шлак, дающий после затвердевания гладкую стекловидную поверхность в изломе. [c.153]
Взаимодействие металла со шлаком. При плавлении электродного покрытия образуется шлак. Сварочные шлаки характеризуются рядом свойств, к которым относят плотность, температурный интервал плавления, вязкость, поверхностное натяжение, [c.314]
Электрошлаковая сварка. Электрошлаковая сварка основана на выделении тепла при прохождении электрического тока через расплавленный шлак (флюс). Схема электрошлакового про цесса представлена на рис. 1,в. В полости, ограниченной свари ваемыми кромками 2, медными ползунами 8 и наплавленным металлом (швом), находится ванна 9 расплавленного металла покрытая слоем жидкого шлака 7. Тепло, выделяемое прохо дящим через шлак сварочным током, плавит электродную проволоку 3, свариваемые кромки 2 и поддерживает в жидком со стоянии расплавленный флюс (шлак) в течение всего про цесса. [c.8]
Ванная сварка. Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профиля в стык. Схема сварки при стальных подкладках приведена на фиг. 317, и. Этим способом свариваются стержни из сталей разных марок и разных диаметров. Образование ванны при этом способе происходит в результате перемещения сварщиком электрода в зазоре между стержнями, который заполняется наплавленным металлом. Небольшие диаметры стержней свариваются одним электродом, большие диаметры — несколькими электродами при непрерывном вытекании шлака. Сварочные работы выполняются в нижнем положении. [c.524]
Шлаки сварочной ванны оказывают следующее воЗ действие [c.11]
Шлак мартеновский жИдкий. ... -.. . . . То жё,. насыпью V1.. . . . . . . . . . Шлак сварочный. 1. . . . . . . .. . . .. Отложения конденсата В газопроводах. . . . [c.318]
Установки ПГУ позволяют производить нагрев рабочего газа, в данном случае воздуха, подавать поток с твердой и жидкой фазами. Подача твердой фазы в поток рабочего газа позволит проводить исследования влияния степени загрязненности трубопроводов (от окалины, шлака сварочных швов, песка и т.д.) на ресурс и работоспособность запорно-регулирующей арматуры. [c.170]
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга S горит между стержнем электрода 7 и основным металлом /. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак после остывания образует твердую шлаковую корку 2. [c.190]
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки (рис. 5.13) начинается с образования шлаковой ванны 3 в пространстве между кромками основного металла 6 и формирующими устройствами (ползунами) 7, охлаждаемыми водой, подаваемой по трубам I, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой 4 и вводной планкой 9. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуру шлака (до 2000 °С) и расплавления кромок основного металла и электродной проволоки. Проволока вводится в зазор и подается в шлаковую ванну с помощью мундштука 5. Проволока служит для подвода тока и пополнения сварочной ванны 2 расплавленным металлом. Как [c.200]
Для газовой сварки сталей присадочную проволоку выбирают в зависимости от состава сплава свариваемого металла. Для сварки чугуна применяют специальные литые чугунные стержни для наплавки износостойких покрытий — литые стержни из твердых сплавов. Для сварки цветных металлов и некоторых специальных сплавов используют флюсы, которые могут быть в виде порошков н паст для сварки меди и ее сплавов — кислые флюсы (буру, буру с борной кислотой) для сварки алюминиевых сплавов — бескислородные флюсы на основе фтористых, хлористых солей лития, калия, натрия и кальция. Роль флюса состоит в растворении оксидов и образования шлаков, легко всплывающих на поверхность сварочной ванны. Во флюсы можно вводить элементы, раскисляющие и легирующие наплавленный металл. [c.207]
Взаимодействие металла со шлаком. При расплавлении сварочного флюса, электродного покрытия, сердечника порошковой проволоки образуется шлак. Основное назначение сварочного шлака — изоляция расплавленного металла от воздуха. Флюсы и покрытия стабилизируют дугу, способствуют качественному формированию шва, осуществляют металлургическую обработку расплавленного металла — его раскисление и легирование. [c.27]
Однако на одной из ГЭС был применен метод ремонта такой облицовки без удаления старой. С помощью специального электросварочного резака (НИИавтоген) с подводом к электроду сжатого воздуха облицовка камеры разрезалась на полосы шириной 50 мм с пазами шириной 12—15 мм между полосами. Пазы тщательно зачищались от шлака, сварочного града и окалины, а затем заваривались так же, как и при установке новой облицовки. При этом была сэкономлена листовая нержавеющая сталь и сокращена трудоемкая работа по обрубке старой облицовки. Восстановленная облицовка находится в хорошем состоянии и не имеет каких-либо повреждений после длительного срока работы турбины. [c.145]
Плавление сварочной проволоки, основного металла и флюса происходит в за.мкнутой полости. Дном этой полости служит шов 7, стенками — кромки 2 свариваемых листов и стенки формирующих устройств (ползуны 1], а крышкой — слой расплавЛ 1ного флюса — шлака 5. Между формирующими устройствами (ползунами) и расплавленным металлом находится тонкий слой расплавленного шлака. Сварочный ток, проходящий между сварочной проволокой 4 и свариваемым металлом, нагревает шлаковую ванну и поддерживает в ней высокую электропроводность и температуру, которая должна быть выше температуры плавления сварочной проволоки и основного металла и постоянной. Постоянство температуры шлаковой ванны обеспечивает стабильность [c.383]
Теплотой дуги расплавляются флюс и электродная проволока. Образуется ванна расплавленного металла 4, покрытая слоем жидкого шлака 5. Сварочный. ток, проходя через расплавленный шлак, нагревает его до температуры 1600. .. 1700° С. Электродная проволока, находясь в ванне нагретого шлака, плавится и дуга гаснет. Дальнейший бездуговой процесс плавки происходит за счет теплоты, выделяемой в шлаке сварочным током. По мере заполнения шва металлом медные ползуны, охлаждаемые проточной водой, перемещаются снизу вверх и формируют сварной шов. [c.78]
Реакции с серой. Сера — вредная примесь в сталях. В сварочную ванну она попадает из основного металла, сварочной проволоки и иногда из покрытия электродов или флюса. В металле сера может находиться в виде соединений — сульфидов. Особенно вреден сульфид железа FeS, хорошо растворимый в железе. Наличие в металле сварного шва серы снижает его механические свойства и сильно повышает склонность к образованию трещин. Поэтому десульфурация, или очистка металла от серы, имеет целью уменьшение общей концентрации серы в шве и особенно содержания FeS. Для десульфурации в сварочную ванну вводят элементы, имеющие большее сродство к сере, чем железо. Образующийся сульфид должен плохо растворяться в металле и хорошо — в шлаке. Таким элементом служит марганец, обладающий большим сродством к сере. Сульфид марганца не тастворяется в металле, имеет малую плотность и легко всплывает в шЛак сварочной ванны. Процесс идет по реакциям [c.66]
Ф. в иеталпургии черных металлов. При металлургических процессах получения (и нагревания) черного металла (чугуна, железа и стали) обычно пользуются следующими Ф. Кислые Ф. (кварц, кварцит, кварцевый песок, бой динасового, кремнистого кирпича, бой красного кирпича) применяются сравнительно редко и в ограниченном количестве. Это объясняется главк, образом тем обстоятельством, что большинство жэлезных руд и почти все сорта минерального горючего (кокс, антрацит) имеют кремнистую или кремнисто-глиноземную пустую породу и требуют обычно не кислого, а основного Ф. Кислый Ф. вводится в шихту в виде бедных руд с кремнистой пустой породой (железистые кварциты) или кислых передельных шлаков (бессемеровский шлак, шлак сварочных печей, нагревательных колодцев и так далее). Иногда бедные кремнистые руды или передельные кислые шлаки даются в шихту одновременно с основньши Ф. в целях увеличения общего количества шлака. Это делается напр, в доменном производстве при выплавке литейных чугунов для более [c.22]
Кристаллизация металла сварочной ванны но мере удаления дуги приводит к образованию шва, соединяюн его свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного ]фатера (углублению в шве, по форме папоминаю-П1,ему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку. [c.19]
Сварку вертикальных швов можно выполнять на подъем (снизу вверх, рис. 19, а) или на спуск. При сварке на подъем ни кележащий закристаллизовавшийся металл шва помогает удери ать расплавленный металл сварочной ваппы. При этом способе облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако внешний вид шва — грубочешуйчатый. При сварке на спуск получить качественный провар трудно шлак и расплавленный металл подтекают под дугу и от дальнейшего сте-кания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. [c.26]
Сварку стыков труб под флюсом выполняют только автоматически при нижнем положении шва. Из-за сложности удержания от вытекания из сварочной ванны расплавленных шлака и металла трубы диаметром менее 150 мм зтим способом обычно не сваривают. С этой же целью электрод смещают с зенита стыка в зависимости от диаметра труб навстречу их вращению (табл. 2). Для удержания флюса от ссыпапия применяют специальные флюсоудерживающие приспособления. Так как на весу под флюсом проварить корень шла практически невозможно, первый слой обычно сваривают вручную покрытыми электродами или мехапизированпо в углекислом газе. [c.44]
Сущность способа. Известно, что расплавленные флюсы образуют шлаки, которые являют( я проводниками электрического тока. При этом в объеме расплавленного шлака при протекании сварочного тока выделяется теплота. Этот принцип и лежит в основе электрошлаковой сварки (рис. 55). Электрод I и основ-noii металл 3 связаны электрически через расплавленный шлак 3 [c.70]
Это достигается тем, что сварочные материалы участвуют а) 3 защите расплавленного металла в зоне протекания металлур гических процессов, а в некоторых случаях и пагрстого твердого металла от вредного действия атмосферного воздуха (насыщения его газами атмосферы) в точение всего н])оцесса сварки — в процессе расплавления, переноса в дуге, пребывания в сварочной ванне, к рнсталлнзации б) в регулпрованпи химического состава металла шва путем его легирования и раскисления в) в очистке (рафинировании) металла шва — удалении серы, фосфора, включений окислов и шлаков г) в очистке металла шва от водорода и азота д) в ряде случаев в модифицировании, измельчении первичной структуры шва. [c.84]
Кислые шлаки обычно бывают очень вязкими и длинными, ири этом чем выше кислотность шлаков, тем больше их вязкость. Основные шлаки — короткие. Шлаки должны обладать небольшим удельным весом, чтобы легко всплывать на поверхность сварочной ванны. Слой шлака, покрывающий шов, в жидком виде и в процессе затвердевания должен легко пропускать газы, выделя-юн ,иеся из металла шва. [c.99]
Повышенное качество сварных швов обусловлено получением более высоких механических свойств наплавленного металла благодаря надежной защите сварочной ванны флюсом, интенсивному раскислению и лепгрованпю вследствие увеличения объема жидкого шлака, сравнительно медленного охлаждения шва под флюсом и твердой шлаковой коркой улучшением формы и поверхности сварного шва и постоянством его размеров по всей длине вследствие регулирования режима сварки, мехаиизированной подачи и перемещения электродной проволоки. [c.194]
Основная трудность при сварке латуней --испарение цинка. В результате снижается прочность и коррозионная стойкость латунных HiBOB. Пары цинка ядовиты, поэтому необходима интенсивная вентиляция или сварщики должны работать в специальных масках. При сварке в защитных газах преимущественно применяют сварку неплавящимся вольфрамовым электродом, так как при этом происходит меньшее испарение цинка, чем при использовании плавящегося электрода. При газовой сварке лучшие результаты получают при применении газового флюса. Образующийся на поверхности сварочной ванны борный ангидрид (В2О3) связывает пары цинка в шлак. Сплошной слой шлака препятствует выходу паров цинка из сварочной ванны. Латунь обладает меньшей теплопроводностью, чем медь, поэтому для металла толщиной свыше 12 мм необходим подогрев до температуры 150 С. [c.235]
Выделяют две основные зоны или стадии взаимодействия расплавленного металла с газами и шлаком торец электрода с обра-зуюшдшися на нем каплями и сварочную ванну. Полнота протекания металлургических реакций зависит от температуры, времени взаимодействия, поверхности и концентрации реагирующих веществ. [c.26]
Сварочные материалы наряду с окислителями могут содержать вредные компоненты — серу и фосфор, так как они являются причиной горячих трещин и охрупчивания металла шва. Сера, соединяясь с железом, образует сульфид железа РеБ. Металл очищают от серы, вводя более активный элемент, чем свариваемый металл, по реакции РеБ+Мп Ре+Мп5. Сульфид марганца менее растцорим в стали, чем сульфид железа, что вызывает перераспределение серы из расплавленного металла в шлак. [c.28]
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и об-зазуется сварной шов 6. Жидкий шлак по мере остывания образует ла поверхности шва твердую шлаковую корку 5, которая удаляется [c.65]
Многие сварщики, особенно начинающие, задаются вопросом: почему, когда варишь электродами много шлака. В основном, появление шлаков является результатом высокой скорости затвердевания раскаленного сварочного шва, также может указывать на низкий профессионализм сварщика или на низкое качество электродов. Давайте в этой статье подробно разберем каждую из причин более подробно.
Первая причина – высокая скорость затвердения и остывания металла. Если для сварки вы подбираете качественные электроды, которые образуют в сварочной ванне много шлака, расплавленный металл может больше находиться в жидком состоянии, благодаря чему шлаки и другие ненужные составляющие всплывут на поверхность. Также если вы для сварки используете качественные электроды, наплавленный металл будет более высокого качества и менее засорен шлаками и им подобными включениями.
Часто вероятность образования шлаков можно определить по марке сварочных электродов. Если вы применяете электроды с тонкой обмазкой, будьте внимательны, потому как вероятность формирования шлаков в сварочном шве очень высока. Если варите хорошими электродами с большим содержанием шлака – ваша работа будет проходить быстрее и более успешно.
Шлаковые включения можно поделить на микроспопические и макроскопические. Макроскопические включения имеют форму сферы, а также продолговатые вытянутые хвосты. Они могут образовываться в сварочном шве из-за плохой очистки кромок свариваемого металла. Микроскопические шлаковые включения появляются при образовании химических соединений во время плавления металла. Они проявляют себя в момент, когда металл начинает кристаллизоваться.
Следующая причина – низкий профессионализм сварщика. Если у вас совсем немного опыта, а перед вами стоит задача сварить ответственную конструкцию, то лучше пригласите профессионала. Это избавит вас от мучений с плохими сварочными швами, а также даст гарантию долгой службы конструкции. Чтобы получить опыт, начинайте варить простые вещи. Если будете браться за любую мелкую работу, связанную со сваркой, сможете быстро освоиться в этом деле, и совсем скоро будете выполнять ответственные и сложные швы.
В заключение можно сказать, что при хорошем старании можно научиться варить так, чтобы избегать попадания шлака в сварочный шов. Для того, чтобы сварочный шов был ровным, а присутствие шлака в нем было сведено к нулю, применяйте качественные электроды. Чаще всего для сварки применяются электроды АНО, которые дают возможность начинающим сварщикам набраться опыта и делают сварочный процесс более удобным и простым. С помощью этого вида электродов вы можете даже не будучи профессионалом сварочного дела, варить качественные швы и прочные конструкции.
Шлак сварочный
| Расшифровка сокращений дана в конце страницы. | |||||
| Шлак сварочный | |||||
| Код ЕТСНГ |
К Ч |
Код ГНГ |
Мин. весовая норма | Класс | |
| 31616 | 2 | 0 | 51 | 3 | |
| Принятые сокращения: | |||||
| Код ЕТСНГ |
Код Единой Тарифно-Статистической Номенклатуры грузов. Служит для определения необходимого тарифа и для целей учета и автоматизации таксировки провозной платы. Он состоит из 5 цифр.
|
||||
| КЧ | Контрольное число. Рассчитывается по "методике расчета и применения контрольных чисел для защиты кодов общесоюзных классификаторов технико-экономической информации" Госстандарт СССР 1983 г. Использование контрольного числа для простановки в перевозочных и других формах документов определяется инструкциями по заполнению данных документов. |
||||
| Код ГНГ |
Код груза по Гармонизированной номенклатуре грузов |
||||
| МВН |
Для каждой позиции указана минимальная весовая норма (МВН) загрузки универсальных вагонов в тоннах.
|
||||
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
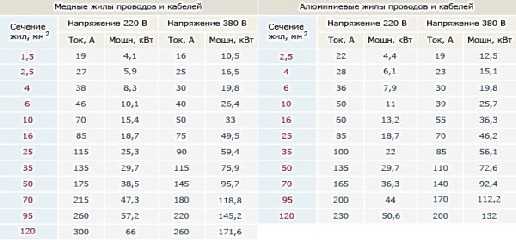
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
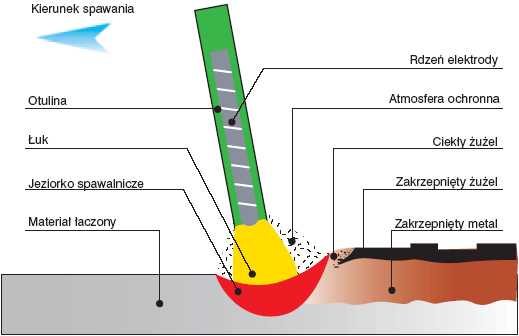
Cварка MMA (номер процесса 111) относится к методам сварки плавлением, а именно к методам дуговой сварки металлическим электродом. В ISO 857-1 (издание 1998 г.) сварочные процессы этой группы в переводе с английского определяются следующим образом:
Дуговая сварка металлическим электродом: процесс дуговой сварки с использованием расходуемого электрода. Дуговая сварка металлическим электродом без защитного газа: процесс дуговой сварки металлическим электродом без внешний подачи защитного газа. Ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с покрытием.
В Германии последний метод называется ручной дуговой сваркой (в разговорном варианте – сваркой стержневым электродом). В англоязычном пространстве эта технология называется MMA или MMAW (Manual Metal Arc Welding – ручная дуговая сварка металлическим электродом). Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита отсутствует, всю защиту от атмосферы обеспечивает электрод. При этом он является источником дуги и сварочной присадкой. Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Для ручной дуговой сварки (стержневым электродом) можно использовать как постоянный, так и переменный ток, однако не все типы покрытий стержневых электродов подходят для сварки переменным током синусоидальной формы, например, чисто основные электроды. При сварке постоянным током у электродов большинства типов отрицательный полюс подключается к электроду, а положительный – к заготовке. Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Существуют стержневые электроды с покрытиями очень разных составов. От структуры покрытия зависят характеристики плавления электрода, его сварочные свойства и качество сваренного материала (более подробные сведения приведены в разделе «Какой электрод для какой цели». В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
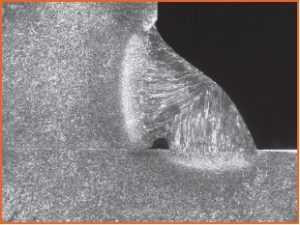
Сварочные характеристики в особой степени зависят от состава и толщины покрытия. Это относится как к стабильной сварочной дуге, так и к переходу металла при сварке и вязкости шлака и сварочной ванны. Особое значение при этом имеет размер капель, переходящих в дуге.
На этом рисунке схематично изображен капельный переход при использовании четырех базовых типов покрытий: целлюлозные (a), рутиловые (b), кислые (c), основные (d).
Покрытие состоит в основном из органических компонентов, которые сгорают в сварочной дуге, образуя газ для защиты места сварки. Поскольку кроме целлюлозы и других органических веществ покрытие содержит лишь небольшое количество веществ, стабилизирующих сварочную дугу, шлак почти не образуется. Целлюлозные типы особенно хорошо подходят для сварки вертикальных швов, так как при их использовании не следует опасаться затекания шлака вперед.
Кислый тип (A), покрытие которого большей частью состоит из железных и марганцевых руд, отдает в атмосферу дуги большее количество кислорода. Он проникает и в свариваемый материал, уменьшая его поверхностное натяжение. Это обеспечивает струйный переход металла очень мелкими каплями и низкую вязкость свариваемого материала. Поэтому электроды этого типа не подходят для сварки в неудобных положениях. Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Их место заняли электроды рутилово-кислого типа (RA), то есть сочетание кислого и рутилового электрода. Этот электрод обладает соответствующими сварочными характеристиками. Покрытие рутилового типа (R/RR) большей частью состоит из оксида титана в форме минералов рутила (TiO2) или ильменита (TiO2 . FeO) или из искусственного оксида титана. Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Помимо чисто рутиловых электродов в этой группе есть еще и несколько смешанных типов. Следует упомянуть рутилово-целлюлозный тип (RC), у которого часть рутила заменена целлюлозой. Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Еще одним смешанным типом является рутилово-основной (RB). Его покрытие несколько тоньше, чем у типа RR. Благодаря этому и особой шлаковой характеристике этот тип особенно хорошо подходит для сварки в вертикальном положении снизу вверх (PF). Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Основные покрытия гигроскопичны. Поэтому такие электроды следует хранить с особой аккуратностью в сухом месте. Влажные электроды нужно просушить. Однако, если сварка ведется сухими электродами, в свариваемом материале содержится очень мало водорода. Помимо стержневых электродов с обычным выходом (< 105 %) существуют и такие, которые благодаря порошку железа, добавляемому поверх покрытия, имеют больший выход, в большинстве случаев > 160 %. Такие типы называются электродами с железным порошком или высокомощными электродами. Благодаря высокой мощности расплавления их во многих случаях можно использовать с большей экономичностью, чем обычные электроды, однако, как правило, их можно применять только в ровной (PA) и горизонтальной позиции (PB).
Сварщику требуется хорошее образование, причем не только с ремесленной точки зрения. Для предотвращения ошибок ему необходимы и соответствующие специальные знания. Директивы в сфере образования, разработанные Немецким союзом сварочных и аналогичных технологий, признаны во всем мире и уже приняты Международным институтом сварки. Как правило, перед началом сварки заготовки прихватываются. Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
При ручной сварке стержневыми электродами процесс начинается с контактного зажигания. Для замыкания цепи тока между электродом и заготовкой сначала должно произойти короткое замыкание, после чего электрод нужно сразу слегка приподнять – зажжется электрическая дуга. Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Электрод подводится к поверхности стального листа вертикально или под небольшим уклоном. Он слегка наклоняется в направлении сварки. Видимая длина сварочной дуги, то есть расстояние между кромкой кратера и поверхностью заготовки, должна примерно равняться диаметру стержня. Базовые электроды следует использовать с очень короткой дугой (расстояние = 0,5 x диаметра стержня). Для этого их следует вести в более вертикальном положении, чем рутиловые электроды. В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
Под магнитным дутьем понимают явление, при котором сварочная дуга при отклонении от центральной оси удлиняется, издавая шипящий звук. Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу. Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение сварочной дуги зависит от ее длины, которую поддерживает сварщик. При настройке силы тока следует учесть токонагрузочную способность электродов соответствующего диаметра. При этом действует правило, согласно которому нижние предельные значения относятся к сварке корневых слоев и позиции PF, верхние, напротив, к остальным позициям, а также к заполняющим и верхним слоям. С увеличением силы тока растет мощность расплавления и, следовательно, скорость сварки. Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Необходимо принять во внимание следующие основные правила расчета отдельных значений силы тока в амперах:
20-40 x Ø
30-50 x Ø
35-60 x Ø
Сварочный шлак является побочным продуктом некоторых процессов дуговой сварки. Стержневые электроды часто имеют флюс, который плавится при сварке. Это создает защитный газ и шлак, которые защищают сварочную ванну и дугу. Шлак должен быть сбит после окончания сварки.
Когда зажигается дуга, выделяется тепло, которое плавит как присадочный металл, так и шлак.Связующее собирается в расплавленной сварочной ванне. Флюсовое покрытие одновременно плавится, образуя шлак и защитный газ, защищающий горячую сварочную ванну от непогоды и загрязнений. Шлак затвердевает при охлаждении. После того, как сварка закончена, ее следует расщепить. Затвердевший шов должен быть удален после завершения сварки или когда требуется еще один сварочный проход.
Шлак требуется в некоторых сварочных процессах, потому что он защищает горячее сварное соединение от окисления в окружающей среде.
С химической точки зрения сварочный шлак является неметаллическим побочным продуктом. Поскольку он неметаллический, его необходимо удалить, особенно если требуется еще один проход сварки. В противном случае это может значительно ослабить нанесенный шовный слой.
Застывший шлак содержит не только флюс (раскислители, поглотители и легирующие элементы для зоны сварки) . , но и атмосферные газы и примеси, которые были поглощены флюсом при плавке.Сочетание шлака и слоя защитного газа обеспечивает эффективную защиту от коррозии!
Шлак представляет собой остаток, который образуется из слоя флюса на расходуемом электроде. Он состоит в основном из продуктов раскисления, которые являются результатом химической реакции между поверхностным оксидом, воздухом и флюсом.
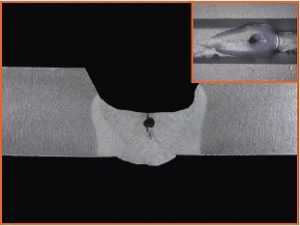
Шлак может попасть в сварной шов, если два соседних слоя сварного шва перекрываются с недостаточным перекрытием, создавая пустоту.После нанесения еще одного слоя захваченный шлак может не подняться на поверхность. Шлак также может застревать в полостях из-за многократных проходов шва с подрезом поверхности шва, а также образовываться из-за неравномерного профиля поверхности предыдущего слоя шва. На этот тип дефекта сварки влияет несколько факторов, включая ограничения доступа, положение сварки и конфигурацию соединения.
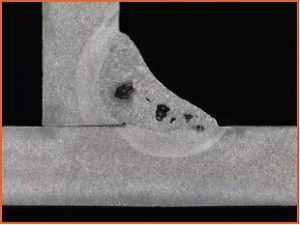
Хотя сварочный шлак служит многим полезным целям, он также может вызывать определенные проблемы в различных обстоятельствах.Одним из таких недостатков, способных отрицательно сказаться на качестве и надежности сварного соединения, являются сварочные шлаковые включения.
Если расплавленный шлак не поднимается на поверхность сварочной ванны во время охлаждения, могут образоваться шлаковые включения. Наиболее распространенными причинами включения сварочного шлака являются неправильное обращение с флюсом, плохое качество флюса и неправильная техника сварки. Хотя шлаковые включения чаще всего возникают при дуговой сварке под флюсом, сварке электродами с флюсовой сердцевиной и электродами с покрытием, они также могут проникать во время сварки МИГ.
Включения сварочного шлака могут привести к коррозии сварного соединения. Это может со временем ослабить сварной шов. В результате шлаковых включений могут образовываться трещины, которые могут стать местами, обеспечивающими дополнительную коррозионную поверхность. Шлак обычно виден в виде слоя, идущего по поверхности сварного соединения. Он может быть непрерывным или прерывистым.
Основной целью слоя флюса является образование расплавленного шлака, который может свободно течь по расплавленной сварочной ванне и равномерно покрывать ее.Это необходимо для того, чтобы расплавленная сварочная ванна была защищена от окисления атмосферными газами и загрязнениями.
Слой шлака влияет и на другие свойства стержневого электрода. В результате скорость замерзания и поверхностное натяжение являются важными свойствами шлака, которые необходимо учитывать для обеспечения стабильно хорошего качества сварки.
Свойство поверхностного натяжения особенно необходимо для более сложных положений сварки.Шлаки с более высокой вязкостью предпочтительны для сварки в горизонтальном или вертикальном положении. Образовавшийся шлаковый слой менее склонен к улавливанию и создает более ровный профиль, сварной шов. После того, как он затвердеет, его также будет легче удалить.
При вертикальной сварке шлак должен иметь более низкую вязкость для улучшения текучести. Он также должен иметь более высокое поверхностное натяжение, чтобы поддерживать сварочную ванну и предотвращать ее стекание. Он должен иметь высокую скорость замерзания, чтобы он мог быстро улавливать сварочную ванну и предотвращать ее утечку из зоны термического влияния.
Состав флюсового покрытия также может влиять на риск включения шлака. Состав флюса оказывает непосредственное влияние на легкость удаления шлака, а также на профиль сварного соединения. Сварочная ванна с низким содержанием кислорода может иметь более высокое поверхностное натяжение. В результате он не сможет достаточно смочить исходный материал.
Поэтому следует использовать окислительный флюс, содержащий, например, оксид железа. Это поможет создать сварочную ванну с низким поверхностным натяжением.Профиль сварного шва также будет более вогнутым и улучшит способность сварочной ванны должным образом смачивать основной металл.
Высокосиликатный флюс образует стекловидный шлак, который может отделяться быстрее. Флюсовые покрытия с большим содержанием известняка образуют шлак, который трудно удалить.
Перед выполнением следующего сварочного прохода убедитесь, что весь шлак удален с поверхности.Этого можно добиться дроблением, шлифовкой или простой проволочной щеткой. Инструменты для очистки, используемые для этой цели, должны использоваться только на тех материалах, на которых они изначально использовались. Самый простой способ удалить шлак – воспользоваться шлаковым молотком. Один конец заострен, а другой имеет ровный край.
Другой способ – использовать угловую шлифовальную машину. Хотя это не очень хороший метод удаления шлака, иногда он может быть более эффективным, чем ручная отрыжка. Например, если вы свариваете стык трубы обсадным методом ММА с корневым стержнем Е6010 , из-за быстрого замерзания шлака.Используйте угловую шлифовальную машину для очистки корневого слоя и выравнивания сварного шва в последующих проходах.
.
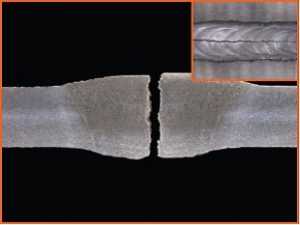
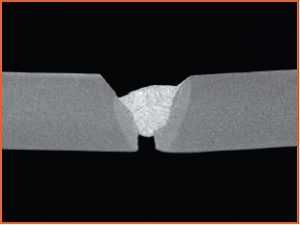
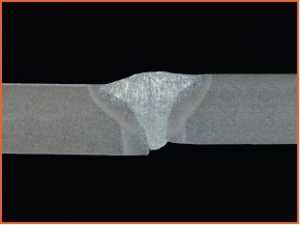
На фотографиях ниже показаны различные недостатки дуговой сварки. На конечный эффект работы влияет ряд факторов, таких как: применяемые практики, материалы и устройства - разработки Kemppi Sp. о.о.
Следующий список не является исчерпывающим, но содержит общую информацию, необходимую начинающим сварщикам.
Возможные причины:
Профилактика:
Возможные причины:
Профилактика :
Возможные причины:
Профилактика:

Возможные причины:
Профилактика :
90 170
Возможные причины:
Профилактика:

Возможные причины:
Профилактика:
90 220
Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика:
Возможные причины:
Профилактика :

Возможные причины:
Профилактика :
Нужна помощь в устранении дефектов сварки?
Хотите знать, каковы возможности?
Свяжитесь с нами, используя форму ниже.
От 25 мая 2018 г. Регламент (ЕС) 2016/679 Европейского парламента и Совета от 27 апреля 2016 г. о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, и отменяющая Директиву 95/46 / WE (именуемую «GDPR», «GDPR», «GDPR» или «Общее положение о защите данных»). Мы хотим, чтобы вы знали, какие данные мы обрабатываем и на каких условиях.Подробную информацию об этом вы найдете ниже. Пожалуйста, ознакомьтесь с ними, затем укажите данные, которыми вы хотите поделиться с нами, и дайте свое согласие, нажав кнопку «Я согласен».
Помните, что вы всегда можете отозвать свое согласие или изменить объем данных, щелкнув значок настроек в левом нижнем углу браузера.
Большинство данных, которые мы собираем, являются полностью анонимными, но это также могут быть данные об используемом вами устройстве, версии браузера, посещаемых вами подстраницах и том, что вы ищете на нашем веб-сайте.В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
Администратором ваших данных является RYWAL-RHC Sp. о.о., ул. Odlewnicza 4, 03-231 Варшава, NIP: 951-19-98-317.
Прежде всего, чтобы предоставить вам все более и более качественный контент и лучший опыт использования нашего веб-сайта.Как это возможно?
Анализируя, например, то, что вы ищете на сайте, мы знаем, что вам нужно, и делаем все, чтобы вы нашли это у нас быстро и легко. Анализируя время, проведенное на сайте, мы знаем, была статья интересной или нет.
Подробнее об этом можно узнать в нашей политике конфиденциальности.
Мы можем раскрывать ваши данные только специализированным компаниям из нашей группы капитала и только для целей, тесно связанных с вашими потребностями, компаниям, действующим от нашего имени, например.в целях оптимизации работы веб-сайта или выполнения заказа или договора, а также лица, уполномоченные на получение данных на основании применимого права, например, суды или правоохранительные органы - конечно, только если они делают запрос на основании соответствующую правовую основу.
Вы имеете право на доступ к своим данным, их изменение, ограничение обработки и удаление, если это не противоречит другим правам, например.в связи с исполнением договоров. Вы также можете изменить объем данных, которыми хотите поделиться с нами, отозвать свое согласие на обработку персональных данных или воспользоваться другими правами, перечисленными в нашей политике конфиденциальности.
Основанием для обработки ваших данных является ваше согласие каждый раз, но в некоторых случаях также необходимость выполнения контрактов и законный интерес контроллера данных, т.е.обработка данных в целях собственного маркетинга.
В случае обработки данных в маркетинговых целях, т. е., среди прочего, профилирование будет происходить с вашего согласия, которое вы выражаете, принимая в настройках уровень маркетинговых данных.
В случае обработки данных для связи с вами мы попросим вашего согласия в контактной форме или при подписке на информационный бюллетень.
Мы напомним вам о хранении ваших данных на сайте через 90 дней после предыдущего посещения.Затем вы можете решить, что вы хотите с ними делать. Однако мы будем хранить данные, которые получаем от вас, в течение неопределенного времени, потому что благодаря историческим данным мы сможем лучше анализировать изменения в ваших предпочтениях.
Пожалуйста, прочитайте вышеуказанную информацию. Затем просим Вас дать согласие на обработку этих данных, нажав кнопку «Я согласен».
Помните, что вы можете отозвать свое согласие или изменить объем данных, которые вы хотите нам предоставить, в любое время.
.
Сварка MMA - метод MMA
Дуговая сварка с покрытым электродом с покрытым электродом методом ММА (Ручная дуговая сварка) и является старейшим и наиболее универсальным методом дуговой сварки.
В методе ММА используется электрод с покрытием , который состоит из металлического сердечника, покрытого сжатой оболочкой.Между концом электрода и заготовкой возникает электрическая дуга. Зажигание дуги происходит контактным путем прикосновения конца электрода к свариваемому материалу. Электрод расплавляется, и капли расплавленного металла электрода переносятся через дугу в расплавленную сварочную ванну, образуя сварной шов после охлаждения. Сварщик перемещает электрод по мере его приплавления к свариваемому объекту так, чтобы поддерживать дугу постоянной длины, и одновременно перемещает ее плавящийся конец по линии сварки.Плавящееся электродное покрытие выделяет газы, защищающие расплавленный металл от влияния атмосферы, а затем застывает и образует на поверхности ванны шлак, предохраняющий застывающий металл шва от воздействия окружающей среды. При снятии электрода с заготовки электрическая дуга гаснет и процесс сварки прерывается. После укладки одного стежка шлак необходимо удалить механическим способом.
Основное отличие от других методов сварки заключается в том, что в методе ММА электрод укорочен.В методах TIG и MIG/MAG длина электрода все время остается неизменной, а расстояние между горелкой и заготовкой всегда постоянным. В методе ММА для поддержания постоянного расстояния между электродом и сварочной ванной электрододержатель необходимо постоянно перемещать в сторону заготовки, в связи с чем особую роль играет мастерство сварщика.
| Схема сварки MMA Обзор сварки MMA: Когда электрод приближается к свариваемому материалу, появляется электрическая дуга материал и электрод, создавая жидкую сварочную ванну.После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Покрытие электрода под действием тепла выделяет газы, создающие защитную атмосферу, и плавится и после затвердевания покрывает соединение защитным слоем шлака, который после остывания необходимо удалить механическим способом. |
Особенности способа сварки покрытым электродом
Преимущества:
возможность сварки различных типов и марок литых сталей, никеля, сплавов меди и железа: несплавных его сплавы,
возможность сварки в любом положении, в полевых условиях (слабый ветер), на высоте и даже под водой,
высокое качество сварных швов, хорошие механические свойства,
возможность сварки тонких элементов (практически от 1,5 мм) и толстых (швы толщиной более 4 мм рекомендуется выполнять многослойными),
использование простых в эксплуатации, легко переносимых и относительно дешевых аппаратов для сварки ММА.
Недостатки:
низкая производительность сварки (ок. 1-5 кг наплавленного металла/час), особенно раздражает при сварке толстых элементов,
низкая скорость сварки (ок. 0,1- 0, 4 м/мин.),
необходимость удаления шлака и замены электродов, что еще больше снижает эффективность процесса,
качество сварных швов сильно зависит от квалификации сварщика,
высокая чувствительность к влаге - особенно щелочные электроды,
относительно высокая стоимость сварочных материалов (электродов) по сравнению с другими методами,
большое количество газов и сварочных дымов.
Применение метода сварки ММА
Сварка ММА используется во всех условиях и поэтому является наиболее универсальным методом во всей сварочной промышленности. Метод ММА является универсальным из-за типа свариваемой стали, типа конструкции, положения и места сварки.
Основное применение – сварка металлоконструкций в судостроении и большинстве обрабатывающих производств, сварка трубопроводов, при монтажных работах на строительных площадках, сварка в полевых условиях и на высоте и в труднодоступных местах.Это также излюбленный метод любителей и небольших ремонтных мастерских.
.
Станция для сварки электродом с покрытием
с системой управления. Популярные названия: сварочный аппарат, сварочный аппарат ММА, сварочный трансформатор, сварочный выпрямитель, сварочный инвертор.
кабель с электрододержателем для подачи сварочного тока на электрод,
кабель заземления с зажимом, соединяющий заготовку с источником питания.
Как сваривать методом ММА – основная информация
Перед началом сварки рекомендуется тщательно проверить состояние источника, кабелей, электрододержателя и зажима заземления. Если источник оснащен пультом управления или системой дистанционного управления, их работу также следует проверить.Кроме того, следует проверить правильность выбора марки и диаметра электрода для применения. Покрытие электрода не должно быть повреждено.
Сварка начинается ударом сварочного электрода по разделке под сварку. Затем электрод следует вывести, не вызывая чрезмерного удлинения дуги и перемещая ее медленно и равномерно, все время наблюдая за поверхностью образовавшейся сварочной ванны. Сварочный электрод следует перемещать с наклоном держателя вперед - в направлении, соответствующем направлению сварки.Слой шлака виден за сварочной ванной. Расстояние линии шлака от сварочной ванны можно регулировать сварочным током и углом наклона сварочной горелки.
При сварке основное внимание следует уделять длине дуги, которая должна быть как можно короче. Длина дуги во время сварки может легко увеличиваться по мере износа электрода. Поначалу контролировать движение электрода может быть несколько сложно, но с практикой становится легче.
После износа электрода удалить шлак из соединения и очистить его стальной щеткой.Зажигание дуги в следующем электроде следует начинать в месте, несколько опережая участок шва, затем переносить его обратно на этот участок шва и продолжать процесс сварки.
Для завершения прокладки стыка электрод следует немного отвести вдоль стыка, а затем отодвинуть уверенным движением.
Основные параметры процесса сварки покрытым электродом
Вид и полярность сварочного тока - процесс сварки ММА может быть постоянным или переменным током с частотой сети 50Гц.Тип тока выбирается в зависимости от типа используемого электрода. На упаковках электродов производители указывают тип и полярность тока, которые следует подбирать для данного типа электрода.
При сварке постоянным током количество тепла в положительном полюсе составляет примерно 70% всего тепла, выделяющегося в дуге. Таким образом, полярность влияет на скорость плавления электрода и глубину плавления.
При сварке переменным током количество тепла распределяется равномерно, но дуга менее стабильна.
Сварочный ток - это параметр, который настраивается непосредственно в сварочном аппарате.Величину сварочного тока выбирают в зависимости от диаметра электрода, его типа и положения сварки. Ориентировочно значение сварочного тока в амперах можно подобрать по формуле I sp = (30÷40)×d , где d – диаметр электрода в миллиметрах. Меньшие значения выбирают при выполнении первого стежка и при сварке в вынужденных положениях: потолочное, настенное.
Слишком низкая сила тока вызывает нестабильность дуги, а слишком высокая сила тока вызывает чрезмерное разбрызгивание, чрезмерный нагрев и повреждение покрытия электрода.
в том, что диаметр электрода с покрытием определяет m.в. плотность сварочного тока. Это оказывает непосредственное влияние на форму сварного шва и глубину его проплавления. Это также влияет на возможность сварки в вынужденных положениях. Увеличение диаметра электрода при неизменной силе тока вызывает уменьшение глубины провара при одновременном увеличении ширины шва. Правильный выбор диаметров электродов требует определенного опыта.
См. типы стержневых электродов.
Технологические советы
Ручная сварка покрытым электродом позволяет выполнять различные виды соединений: стыковые, тавровые, угловые, крестовые, внахлестку, внахлестку и в отверстие. Соединители могут возникать в различных положениях. Нормальные толщины свариваемых элементов составляют порядка 1÷2 мм при однопроходной сварке и 3,0÷10,0 мм при многопроходной сварке. В зависимости от толщины соединяемых элементов их кромки должны быть надлежащим образом подготовлены перед сваркой.Только такая подготовка обеспечит правильное соединение и высокую производительность сварки. Глубина проплавления покрытых электродов при номинальном сварочном токе обычно составляет около 3,0 мм, а толщина шва может быть сварена без снятия фаски. Листы большей толщины должны быть скошены с обеих сторон или с одной стороны. Края материала могут быть скошены в следующих формах: V, X, U, Y и 2U. Перед сваркой кромки соединяемых элементов всегда должны быть тщательно очищены от любых загрязнений. В противном случае качество соединения может ухудшиться.Загрязнение остатками смазки, краски и лака особенно опасно в этом отношении. Кромки соединяемых элементов могут быть скошены кислородной, плазменной или механической обработкой. Сохранение постоянной геометрии соединения и расстояния между соединяемыми объектами во время сварки обеспечит фиксацию элементов в сварочных зажимах или выполнение прихваточных швов. Их длина должна быть 15-30 мм с шагом около 30 толщин соединяемых предметов. Толщина прихваточных швов не должна превышать 1/3 поперечного сечения шва.При выполнении соединения прихваточные швы должны быть тщательно проплавлены.
.
Сварка покрытым электродом, выполненным из металлического стержня, покрытого спрессованной оболочкой, или сварка ММА, является наиболее универсальным, наиболее часто применяемым и одним из древнейших способов сварки. Этот процесс заключается в расплавлении плавкого электрода с покрытием и свариваемого материала теплом электрической дуги путем ручного перемещения электрода под прямым углом вдоль свариваемого материала. В этом процессе сварка выполняется из расплавленного стержня электрода, металлических компонентов электрода и расплавленного сварного шва.В процессе образуются газы и шлак, задачей которых является защита сварочной ванны от доступа атмосферного воздуха. Расстояние между границей шлака и сварочной ванной можно регулировать с помощью сварочного тока и угла наклона электрода. К важным функциям крышки также относятся: стабилизация сварочной дуги, введение в зону сварки раскисляющих элементов. Состав покрытия зависит от свариваемого материала. Электроды сварочные обычно выпускаются с диаметром стержня 1,6 - 6,0 мм.Диаметр покрытого электрода выбирают в зависимости от толщины и типа свариваемого материала. На скорость сварки покрытым электродом влияет не только мастерство сварщика, но больше всего диаметр электрода и сила тока.
Основные электроды (Б) - отличаются высокой пластичностью, высокой стойкостью к холодному и горячему растрескиванию. Основные электроды перед сваркой должны быть высушены при температуре 300-350°С в течение ок.1 - 3 ч и хранят в специальных термосах. Сварку основным электродом можно вести во всех положениях, кроме положения сварки сверху вниз. Для этого типа электрода рекомендуется сварка постоянным током с положительной полярностью на электроде. Следует помнить, что полярность влияет на скорость плавления электрода, а также на глубину проплавления. Основные электроды чаще всего используются при сварке толстых профилей.
Кислотные электроды (А) - сварка электродом с кислым покрытием, по сравнению с другими электродами, характеризуется большей склонностью к образованию кристаллических трещин.Сварка может выполняться в положении сварки под наклоном, сварке сбоку и, в ограниченной степени, в вынужденных положениях. Чаще всего с этим электродом мы используем сварку переменным током или также используем постоянный ток с отрицательной полярностью.
Электроды целлюлозные (Ц) - применяются для монтажных работ на воздухе в связи с малой чувствительностью к сложившимся погодным условиям. Они позволяют производить сварку во всех положениях, особенно в вертикальном положении сверху вниз, позволяют делать провары электродами диаметром от 4 мм.Их нельзя сушить и сварку чаще всего производят переменным или постоянным током с положительной полярностью на электроде.
Рутиловые электроды (R) - самые универсальные электроды, обеспечивают хорошую стабильность дуги, а сами электроды не требуют сушки. Это очень хороший выбор при сварке тонких элементов, сам шов получается гладким, а шлак легко удаляется. Сварка производится переменным током или постоянным током с отрицательной полярностью на электроде.
Электроды специальные - это покрытия РА (рутил-кислотные), RB (рутил-основа), RC (рутил-целлюлоза), RR (толстое рутиловое покрытие электродов).
В процессе сварки очень важную роль будет играть род тока и полярность, которые будут выбраны в соответствии с рекомендациями производителя электрода. Диаметр электрода с покрытием также всегда должен быть соответствующим. Сварка постоянным током с положительной полярностью на электроде приводит к тому, что электрод плавится быстрее, потому что на нем выделяется больше тепла.Сварка с отрицательной полярностью на электроде вызывает большее нагревание материала заготовки, что приводит к лучшему плавлению. Положительная полярность применяется при использовании основных электродов и сварке цветных металлов, таких как алюминий и его сплавы, бронза, никель. Использование переменного тока позволяет при равномерной нагрузке электрической сети и минимальном отклонении дуги производить сварку с большей силой тока и электродами большего диаметра.Минусом использования этого тока будет меньшая стабильность дуги и проблема с оплавлением некоторых типов электродов.
Следующим параметром, который определяется типом материала, диаметром электрода и положением сварки, является сила тока. Его всегда следует адаптировать к диаметру используемого электрода. В зависимости от сварочного тока он влияет на глубину проплавления и скорость сварки. При слишком большом токе электрод с покрытием очень быстро плавится и увеличивает объем сварочной ванны, при слишком малом токе сварной шов имеет неправильную форму и мы не получим сплав. Можно считать, по общему правилу, что на 1 мм диаметра электрода нам нужно 30-40 А. Если мы видим, что при сварке покрытым электродом наш электрод плавится слишком быстро, силу тока следует изменить до удовлетворительного результат получен.
Результирующим параметром при дуговой сварке является напряжение дуги, которое зависит от длины дуги, типа покрытия и силы тока. Этот параметр влияет на перенос металла в дуге и глубину проплавления, а также влияет на скорость сварки.По мере увеличения длины дуги она становится менее стабильной и увеличивается количество брызг. Если дуга слишком короткая, тепло, необходимое для плавления материала, не вырабатывается.
При начале сварки электродом с покрытием необходимо правильно подобрать электрод по толщине свариваемого материала и определить силу тока, чтобы эффективность сварки была наилучшей. Следует также отметить, что для того, чтобы процесс сварки проходил максимально эффективно, большое значение для комфорта нашей работы и скорости сварки может иметь качество таких принадлежностей, как сам электрододержатель или сварочный кабель. к укладке шва.
Если мы имеем дело с новым материалом, то стоит подготовить образец материала на материале, на котором мы сможем протестировать несколько настроек. Помните, что свариваемые элементы следует хорошо очистить от ржавчины, например, с помощью углошлифовальной машины или проволочной щетки.
Таким образом, мы будем иметь дело с первой ошибкой, которую мы можем совершить, а именно с неочищенным материалом, который приводит к сбою правильного процесса переплавки. Следующая проблема — слишком низкая или слишком высокая сила тока.Слишком низкий сварочный ток вызывает нестабильность дуги, отсутствие сплавления с основным материалом, мы также заметим, что наш электрод часто прилипает к свариваемому материалу. Визуально мы увидим, что наш сварной шов неправильный. Однако, если мы уверены, что ток дуговой сварки и напряжение дуги подобраны правильно для нашего материала, стоит убедиться, что наш сварочный аппарат MMA имеет дополнительные функции, а именно функцию Anti-Stick, которая облегчит нам отделите электрод, когда он прилипает к материалу.С другой стороны, функция Arc-Force сделает более стабильной дуговую сварку на короткой дуге, а функция Hot-Start, помогающая поджечь электрод при начале сварки, является очень важной функцией не только при сварке на слабом токе, но и при использовании электродов с худшим воспламенением.
В противоположной ситуации, когда сварочный ток слишком большой, мы сразу заметим гораздо большее количество брызг. Когда мы свариваем тонкий материал, мы не можем избежать прожигания материала и образования в нем отверстий.Слишком большой сварочный ток вызовет значительную деформацию свариваемого материала, что отрицательно скажется на прочности нашей конструкции и, как следствие, может привести к повреждению свариваемого элемента.
Еще одна вещь, на которую следует обратить внимание, — это скорость сварки. Этот элемент во многом будет зависеть от мастерства сварщика. Опыт и умение проводить электрическую дугу позволят получить сварной шов наилучшего качества.При сварке покрытым электродом, когда скорость сварки слишком низкая, мы можем сжечь и деформировать наш основной материал, как и в случае слишком большого сварочного тока. Если мы сварим слишком быстро, металл, который мы переносим электрической дугой, не успеет вплавиться в наш основной материал, мы сразу заметим, что наш шов будет узким и неровным в сварном соединении.
Сварочные аппараты ММА Патона << См.
Правильное удержание электрододержателя во время сварки позволит нам влиться в материал.Наклон электрода в направлении сварки позволит добиться большей глубины провара при сохранении меньшей ширины и высоты забоя. Наклон электрода в направлении, противоположном направлению сварки, дает меньший провар, более широкую и большую поверхность. Самый оптимальный угол для держания электрода для начала будет 70 градусов.
Также стоит обратить внимание не только на подбор диаметра электрода, но и на правильное хранение электродов - это тоже ключевой фактор в случае сварки ММА.. Намокать их нельзя, лучше хранить в сухом помещении с температурой около 20°С и влажностью ниже 50%. Однако в случае намокания электродов их следует прогревать около 1-3 часов при температуре около 300-350°С. Помимо электрода, на качество сварки влияет и сам сварочный аппарат.
Если вы хотите купить качественный инверторный сварочный аппарат , обратите внимание на его параметры. Очень важным параметром, помимо мощности сварочного аппарата, определяющим диаметр используемых электродов и толщину свариваемого материала, является рабочий цикл.Он рассчитывается в процентах в 10-минутном цикле, значит, сварочный аппарат с скважностью 40% будет работать на номинальном токе 4 минуты, после чего ему нужно будет охладить аппарат в течение 6 минут. Производители, помимо рабочего цикла, приведенного для максимальной силы тока, также предусматривают 100%-й цикл. Например, аппарат мощностью 200А и скважностью 40% достигает 100%-го цикла при 126А, что позволяет вести непрерывную сварку покрытыми электродами диаметром до 3,2 мм. Если наше устройство будет использоваться часто, и мы предполагаем сварку более толстых элементов, нам будет важно сделать этот цикл как можно большим.Также стоит обратить внимание на текущее напряжение при зажигании дуги, это параметр, который при достаточно высоком значении облегчит нам начало сварки покрытыми электродами, даже теми, которые имеют проблемы с зажиганием. Очень важной функцией также является защита от перепадов напряжения, что позволяет корректно эксплуатировать устройство даже в диапазоне напряжений 170В - 260В.
Умелая ручная электросварка зависит не только от умения самого сварщика, но и от возможностей сварщика - как уже отмечалось, ключевым будет значение силы тока или стабильное напряжение дуги.Также следует помнить, что низкая скорость сварки будет зависеть и от положения сварки – в вынужденных положениях, где у сварщика гораздо меньше пространства для маневра, процессы сварки ММА всегда будут медленнее, чем, например, метод сварки МИГ-МАГ. .
При выборе стоит опираться на европейских производителей, которые используют комплектующие самого высокого качества, давая своим покупателям уверенность в исправности устройств, гарантийный срок которых может составлять до 5 лет! Сварочные аппараты ПАТОН, предназначенные для ручной дуговой сварки, имеют прозрачное управление, благодаря чему выбор сварочного тока покрытым электродом всегда максимально прост.
Подробнее об ошибках сварки ММА вы можете узнать из видео блогера Pirana.
.Сварка ММА, также известная как ручная дуговая сварка (ММА), представляет собой метод сварки, при котором электрод, прикрепленный к горелке, также является источником защитного газа. Дуга горит между прутком и заготовкой.
Основное отличие от других методов заключается в том, что в процессе работы электрод укорачивается. При сварке TIG и MIG/MAG расстояние между горелкой и заготовкой всегда одинаково.С другой стороны, при сварке ММА электрододержатель должен постоянно приближаться к заготовке, чтобы поддерживать постоянное расстояние между электродом и сварочной ванной. Это главная проблема при работе с этой техникой.
Метод MMA можно сваривать практически в любых условиях, поэтому он чрезвычайно универсален и популярен. Он чаще всего используется для монтажных работ, требующих легко перемещаемого оборудования, и когда работа проводится на открытом воздухе.
Этот метод обычно используется, например, для сварки трубопроводов электростанций или других труб. Это также любимый метод сварки любителями и небольшими сервисами или мастерскими. Сваривать методом ММА можно даже под водой — тогда следует использовать дополнительный материал, предназначенный для этой среды.
Комплекты для сварки MMA состоят из источника питания, кабеля заземления и сварочного кабеля с электрододержателем.Защитный газ не используется, поскольку сварочный электрод покрыт материалом (оболочкой), который при плавлении выделяет защитный газ и шлак. Многие сварочные аппараты TIG также могут использоваться для работы MMA.
Современные инверторные источники питания дополнительно способствуют мобильности и универсальности этого метода. Например, источник питания можно подключить к генератору длинными силовыми кабелями, а затем с помощью сварочного аппарата подвести к сварочному аппарату. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA также весьма популярна среди любителей, так как для нее требуется только источник питания и электроды с присадочным материалом. Защитный газ не требуется, и оборудование обычно можно подключить к стандартной розетке переменного тока.
Обзор оборудования для сварки ММА Kemppi
Сварочный электрод представляет собой прямой сварочный стержень фиксированной длины, покрытый флюсом. Электрод покрыт с одной стороны и готов к прикреплению к держателю.С другой стороны находится та часть, которая трется о заготовку, чтобы зажечь дугу. Надпись рядом с концом сборки информирует о качестве и торговой марке электрода. Обычно также указывается класс AWS.
Указанный диаметр электрода относится к диаметру металлического стержня внутри покрытия. Покрытие на поверхности металлического стержня предназначено для защиты сварочной среды от загрязнения воздухом, образования шлака, покрывающего шов, и облегчения образования дуги.
Перед сваркой необходимо проверить состояние источника питания, кабелей, электрододержателя и зажима заземления. Если источник питания имеет панель управления и пульт дистанционного управления, также проверьте их работоспособность. Качество и прочность сварочного электрода должны быть проверены и согласованы с заготовкой. Крышка на штанге должна быть целой.
Чтобы начать сварку, осторожно постучите электродом по дну разделки под сварку.Затем отведите электрод до упора назад, чтобы не слишком удлинить дугу, и ведите его вдоль сварного шва, следя за шириной сварочной ванны. Держатель электрода при перемещении должен быть обращен вперед. За сварочной ванной видна линия образования шлака. Должно быть, за озером. Расстояние от границы шлака до сварочной ванны можно регулировать сварочным током и углом наклона электрододержателя.
При сварке старайтесь, чтобы дуга была как можно короче.Длина дуги увеличивается по мере того, как электрод становится короче во время сварки. Поначалу контролировать правильное движение может быть непросто, но со временем вы наберетесь опыта.
После полного выгорания электрода удалить шлак из соединения и очистить его стальной щеткой. Ударьте следующим электродом немного позади предыдущего сварного шва, затем верните его туда, где сварка закончена, и продолжайте.
Для завершения сварки слегка отведите электрод в сторону готового шва, затем поднимите его прямо вверх от заготовки.
.