Назад
Время на чтение: 6 мин
0
3729
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Как уже упоминалось выше, чтобы рассчитать скорость, сначала необходимо найти силу тока и напряжение сварочной дуги. Как это делать будем рассматривать на конкретном примере. У нас это будет сталь, которая будет вариться односторонним тавровым швом.
Ниже наведена формула, по которой будем находить силу тока. Она зависит от значения диаметра электрода и плотности тока. В формуле соответствует диаметру электрода. Мы подставляем значение 1,6 мм. j соответствует плотности тока, которая у нас равна 175.
Мы нашли значения силы тока. Так как мы знаем значение диаметра электрода, то теперь можем найти чему равно напряжение дуги. Для этого нам нужна формула, которую вы видите ниже:
А теперь переходим к вычислению значения скорости, которая будет оптимальной. Эти расчеты происходят следующим образом:
рассчитывается за отдельной формулой, которая наведена ниже. Характеристики соответственно отвечают за значение плотности наплавленного металла и площади поперечного сечения наплавленного металла за один проход. Как вы видите из формулы они равны 7,8.
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
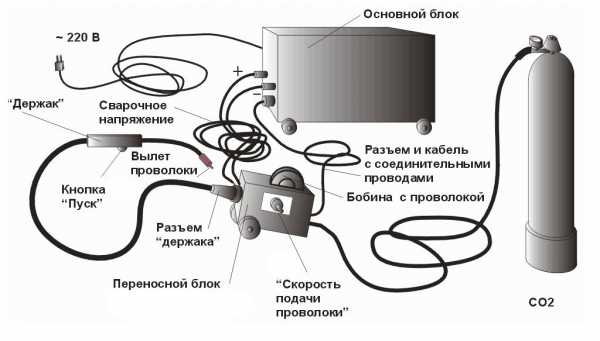
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
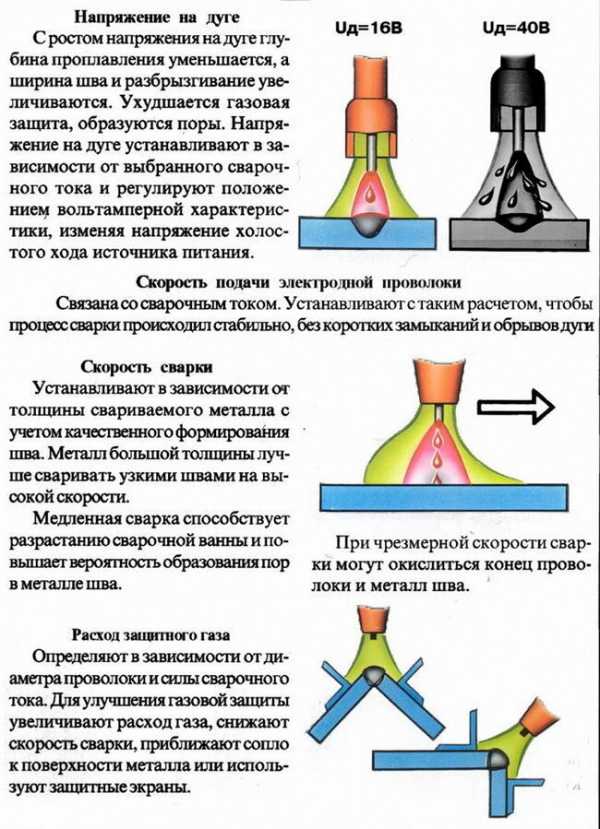
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
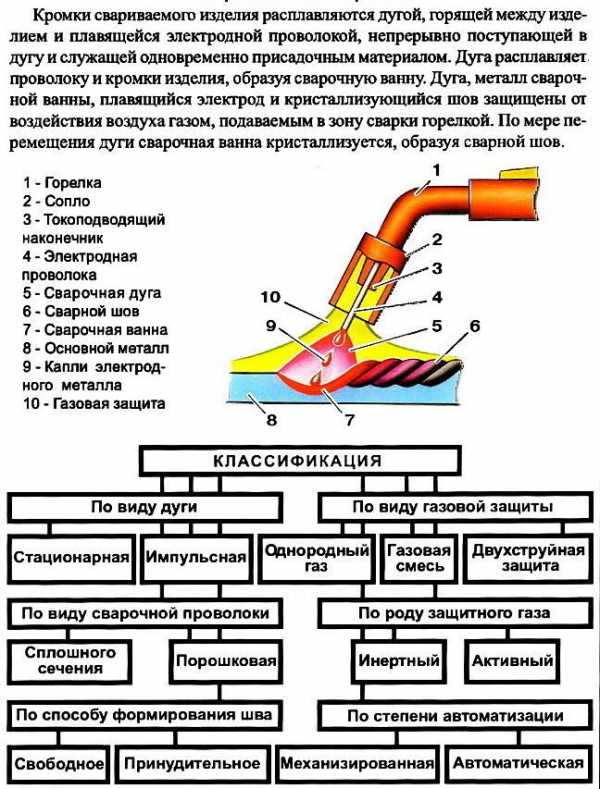
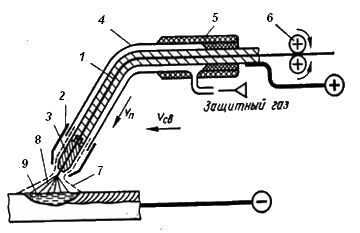
GMAW процесс - это процесс соединения металлов плавлением электрической дугой, горящей между непрерывно подаваемым плавящимся электродом и изделием. Зона горения дуги защищается с помощью газа (рис. 1). Защитный газ и подвижный плавящийся электрод - два обязательных участника этого процесса.
Большинство металлов имеют высокую тенденцию к присоединению кислорода (образуют оксиды) и в меньшей степени к присоединению азота (образуют нитриды). Кислород также реагирует с углеродом, содержащимся в металле, с образованием окиси углерода. Оксиды, нитриды и окись углерода при растворении в металле шва образуют дефекты сварного шва. Воздействие атмосферы на расплавленный металл очень велико, так как в ней содержится около 80% азота и примерно 20% кислорода. Основная функция защитного газа - исключить контакт расплавленного металла с окружающей атмосферой.
Кроме защиты сварочной ванны, защитный газ влияет на:
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла - электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и т. п.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Характер переноса расплавленного металла имеет большое значение для качественного формирования сварного шва при сварке плавящимся электродом в защитном газе. Управляя этим процессом различными способами (используя специальные сварочные процессы), можно всегда получить качественное сварное соединение. При MIG/MAG способе сварки можно выделить несколько основных форм расплавления электрода и переноса электродного металла в сварочную ванну:
Режим струйного (Spray) и крупнокапельного, а также непрерывного вращающегося переноса металла связан со сравнительно высокой энергией дуги и обычно ограничивается сваркой в нижнем и горизонтальном положении металла толщиной более 3 мм. Циклический режим сварки короткой дугой без разбрызгивания и импульсная сварка имеют низкие энергетические показатели, но обычно позволяют сваривать металл толщиной до 3 мм во всех пространственных положениях.
Циклический режим сварки короткой дугой без разбрызгивания (процесс сварки с периодическими короткими замыканиями). Данный процесс сварки характерен для сварки электродными проволоками диаметром 0,5-1,6 мм при короткой дуге с напряжением 15-22 В и токе 100-200 А.
После очередного короткого замыкания (8 и 9 на рис. 8) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю, приближая ее к правильной сфере (1 - 3), создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. В результате длина и напряжение дуги становятся максимальными.
Во всех стадиях процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (4). Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток - до 150-200 А и как результат этого увеличивается сжимающее действие электромагнитных сил (6-7) - , совместное действие которых разрывает перемычку жидкого металла между электродом и изделием (8). Капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла.
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата - электрод начинает брызгать. При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым. В табл. 1 приведено влияние индуктивности на характер сварки.
Частота периодических замыканий дугового промежутка при циклическом режиме сварки короткой дугой может изменяться в пределах 90-450 замыканий в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. Данный режим удобен для сварки тонколистового металла и пригоден для полуавтоматической сварки во всех пространственных положениях. При оптимальных параметрах процесса потери электродного металла на разбрызгивание не превышают 7%.
Режим сварки оптимизированной короткой дугой. Процесс сочетает в себе циклический режим сварки короткой дугой и очень высокую скорость подачи сварочной проволоки, что позволяет использовать короткую и мощную дугу (напряжение на дуге до 26 В при токе до 300 А). Данный режим позволяет получать сварные соединения с минимальным тепловложением и низкой степенью окисления наплавленного металла.
Крупнокапельный процесс сварки. Увеличение плотности сварочного тока и длины (напряжения) дуги (напряжение на дуге от 22 до 28 В и ток от 200 до 290 А) ведет к изменению характера расплавления и переноса электродного металла, переходу от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера, хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Крупнокапельный процесс сварки характеризуется некачественным формированием сварного шва.
С положительного электрода, независимо от типа защитного газа, крупнокапельный перенос металла происходит при низких плотностях тока. Крупнокапельный перенос характеризуется размером капли, капля имеет диаметр больше, чем сам электрод.
При использовании инертных защитных газов достигается осеориентированный перенос электродного металла без разбрызгивания. Длина дуги при этом должна быть достаточной, чтобы гарантировать отделение капли прежде, чем она коснется расплавленного металла.
Использование углекислого газа в качестве защитного газа при крупнокапельном переносе всегда дает неосеориентированный перенос капель металла. Это является следствием электромагнитного отталкивающего воздействия на низ расплавленных капель. При углекислотной защите конец электродной проволоки плавится теплом дуги, переданным через расплавленную каплю. Капли в форме бесформенных шариков, произвольно направляемые через дугу, дают сильное разбрызгивание. Сварной шов получается грубый, с волнистой поверхностью.
Дуга, обычно неустойчивая, сопровождается характерным треском. Для уменьшения разбрызгивания необходимо, чтобы конец электрода находился ниже поверхности металла, но в пределах полости, создаваемой дугой. Поскольку большая часть энергии дуги направлена вниз и ниже поверхности сварочной ванны, сварной шов имеет очень глубокое проплавление.
Режим импульсной сварки. Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности - импульсно-дуговая сварка. Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается.
Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении, т. е., режим импульсной сварки - режим, при котором капли расплавленного металла принудительно отделяются электрическими импульсами. За счет ЭТОГО на токах соответствующих крупнокапельному переносу, можно формировать качественные сварные швы, подобно циклическому режиму сварки короткой дугой без разбрызгивания. Режим импульсной сварки известен также под названием .
Импульсный режим использует одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. За счет этого металл переносится порциями мелких капель и без разбрызгивания. Кроме того, за счет применения импульсной технологии возникает электромеханическая вибрация сварочной ванны, в результате чего газовые пузырьки выходят из нее, и сварные швы получаются высокой плотности.
Устойчивость режима импульсной сварки зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
Преимуществом этого метода является низкое тепловложение, что важно при сварке тонких материалов и при позиционной сварке. Импульсный режим обеспечивает высококачественную сварку низкоуглеродистых и низколегированных сталей. При сварке алюминия можно использовать электродную проволоку больших диаметров, при этом обеспечивается меньшая пористость. Основной недостаток этого процесса - сложный блок питания.
Импульсный режим обеспечивает более высокий коэффициент тепловложения в наплавленный металл, чем циклический режим сварки короткой дугой без разбрызгивания, и осуществляется при напряжении на дуге от 28 до 35 В и токах от 300 до 350 А.
Режим струйного (спрей) переноса металла. При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах (содержание аргона не менее 80%) может наблюдаться очень мелкокапельный перенос электродного металла. Название <струйный> он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей.
Поток капель направлен строго по оси от электрода к сварочной ванне. Дуга очень стабильная и ровная. Разбрызгивание очень небольшое. Валик сварного шва имеет гладкую поверхность. Энергия дуги передается в металл в форме конуса, поэтому наплавляемый металл имеет поверхностное слияние. Глубина проплавления больше, чем при циклическом режиме сварки короткой дугой, но меньше, чем при крупнокапельном переносе.
Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до <критического> для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легко ионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Невозможно его получить и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна - колебаний сварочного тока и напряжений не наблюдается.
Режим струйного переноса металла характеризуется узким столбом дуги и заостренным концом плавящейся электродной проволоки. Расплавленный металл проволоки передается через дугу в виде мелких капель, от сотен до нескольких сотен в секунду. Диаметр капель равняется или меньше, чем диаметр электрода. Поток капель осенаправленый. Скорость плавления проволоки от 42 до 340 мм/с.
Струйный перенос металла происходит при дуге высокой стабильности (напряжение на дуге от 28 до 40 В при токе от 290 до 450 А) и позволяет формировать качественные сварные швы на высоких значениях тока. Данный режим необходим для сварки металлов толщиной более 5 мм.
Режим непрерывного вращающегося переноса металла (ротационный перенос). Ротационный перенос металла возникает при образовании длинного столба жидкости на конце оплавляющегося электрода. Вследствие очень большого тока (напряжение на дуге от 40 до 50 В при токе от 450 до 650 А) и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25-35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25-30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
Инертные газы аргон и гелий и их смеси обязательно используются для сварки цветных металлов, а также широко применяются при сварке нержавеющих и низколегированных сталей. Основное различие между аргоном и гелием - плотность, теплопроводность и характеристика дуги. Плотность аргона приблизительно в 1,4 раза больше плотности воздуха, а гелий в 0,14 раза легче воздуха. Для защиты сварочной ванны более эффективен тяжелый газ. Следовательно, гелиевая защита сварочной ванны для получения того же эффекта требует приблизительно в 2-3 раза большего расхода газа.
Гелий обладает большей теплопроводностью, чем аргон, и энергия в гелиевой дуге распределена более равномерно. Плазма аргоновой дуги характеризуется очень высокой энергией сердцевины и значительно меньшей периферии. Это различие оказывает большое влияние на профиль сварного шва. Гелиевая дуга дает глубокий, широкий, параболический сварной шов. Аргоновая дуга чаще всего характеризуется сосковидной формой сварного шва.
При любой скорости подачи электродной проволоки напряжение на аргоновой дуге будет значительно меньше, чем на гелиевой дуге. В результате будут меньшее изменение напряжения по длине дуги, что, в свою очередь, приводит к большей стабилизации дуги. Аргоновая дуга (включая смеси как с низким, так и с 80%-ным содержанием аргона) производит струйную передачу электродного металла на уровнях выше раздела энергетики переноса.
Гелиевая дуга производит крупнокапельный перенос металла в нормальном рабочем диапазоне. Следовательно, гелиевая дуга имеет большую степень разбрызгивания электродного металла и меньшую глубину проплавления. Легко ионизируемый аргон облегчает зажигание дуги и при сварке на обратной полярности (плюс на электроде) дает очень чистую поверхность сварного шва.
В большинстве случаев чистый аргон используется при сварке цветных металлов. Использование чистого гелия ограничено из-за ограниченной устойчивости дуги. Тем не менее, желаемый профиль сварного шва (глубокий, широкий, параболической формы), получаемый с гелиевой дугой, можно получить, применяя смесь аргона с гелием, кроме того, характер переноса электродного металла приобретает характер, как при аргоновой дуге.
Смесь гелия с аргоном, при 60-90% содержании гелия, используется для получения максимального тепловложения в основной металл и улучшения сплавления. Для некоторых металлов, например нержавеющей и низколегированной стали, замена углекислого газа на гелий позволяет получить увеличение тепловложения, и, поскольку гелий инертный газ, не происходит изменения свойств свариваемого металла.
Чистый аргон и в известной мере гелиевая защита дают отличные результаты при сварке цветных металлов. Тем не менее, эти газы в чистом виде дают не вполне удовлетворительную характеристику при сварке черных металлов. Гелиевая дуга стремится к переходу в неуправляемый режим, сопровождаемый сильным разбрызгиванием. Аргоновая дуга имеет тенденцию к прожогу. Добавление к аргону 1-5% кислорода или 3-10% углекислого газа (вплоть до 25%) дает заметное улучшение характеристики.
Объем добавляемого кислорода или углекислого газа к инертному газу зависит от состояния поверхности (наличие окалины) основного металла, требуемого профиля сварного шва, положения в пространстве и химического состава свариваемого металла. Обычно добавление 3% кислорода или 9% углекислого газа вполне достаточно для проведения качественной сварки.
Добавление углекислого газа к аргону позволяет получить грушевидный профиль сварного шва. Применение различных газов и газовых смесей для сварки различных металлов и на различных режимах приведено в табл. 2-3.
| Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected]
|
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами. Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей - сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля. Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа. Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
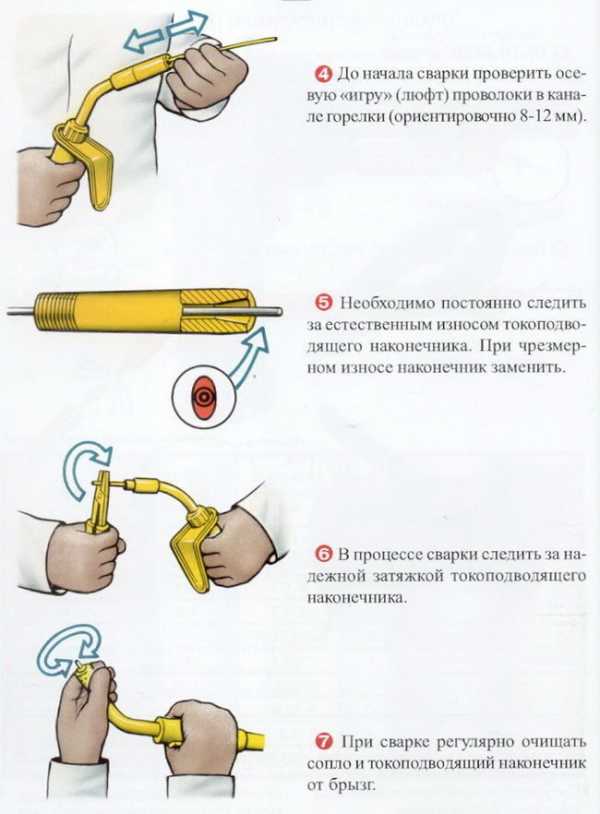
Сопло горелки - на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход - сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки - через каждые полгода. Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы - от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены. Проверка горелки перед сваркой
Режимы полуавтоматической сварки
|
Использование сварочного полуавтомата в сочетании с защитным газом — почти всегда выигрышный вариант. Благодаря такому комплекту оборудования вам становится доступна качественная и быстрая сварка сталей, алюминия, меди и прочих металлов. Но есть и особенности, которые сварщик должен учитывать перед тем, как выберет данный метод сварки.
Прежде всего, полный новичок вряд ли сможет выполнить работу качественно. Это связано не только с отсутствием опыта, но и с тем фактом, что полуавтомат нужно правильно настроить и выбрать необходимые расходники. Опытные мастера говорят: «Чтобы настроить режимы сварки полуавтоматом в среде защитных газов нужно потратить несколько лет на изучение литературы, ГОСТов и кропотливую работу. Без практики ничего не получится».
Мы полностью согласны с этим утверждением. Но не спешим сбрасывать со счетов начинающих сварщиков. Специально для них мы подготовили краткую статью, которая поможет разобрать с режимами сварки и начать применять полученную информацию на практике. При составлении этой статьи мы руководствовались не только собственным опытом, но и справочной литературой.
Содержание статьи
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Читайте также: Технология сварки сталей
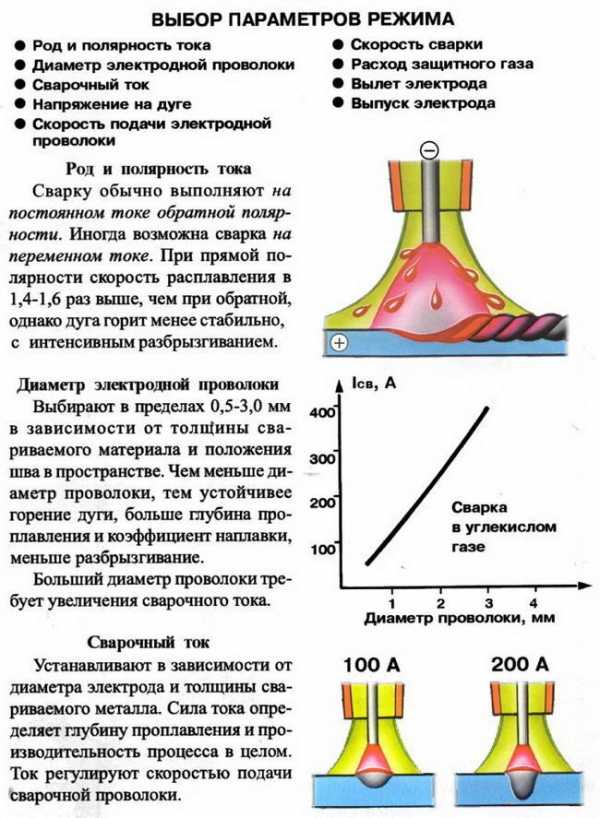
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Таблица №3. Рекомендуемые настройки для формирования нахлесточного шва с током обратной полярности, с применением углекислого газа или смеси углекислоты с аргоном.
Таблица №4. Рекомендуемые настройки для сварки углеродистой стали, пространственное положение вертикальное, применяется обратная полярность, а также углекислый газ или смесь углекислоты с аргоном.
Таблица №5. Рекомендуемые настройки для формирования горизонтального соединения на обратной полярности, с использованием углекислого защитного газа.
Таблица №6. Рекомендуемые настройки для формирования потолочных швов на обратной полярности с применением углекислого газа.
Таблица №7. Рекомендуемые режимы сварки в углекислом газе методом «точка», работа с углеродистой сталью.
Конечно, мы многие темы не затронули. Например, мы не рассказали, каково оптимальное рабочее давление углекислоты при сварке полуавтоматом, как производить расчет режима сварки в углекислом газе (или любом другом защитном газе). Это лишь краткий экскурс в тему выбора режима сварки. На нашем сайте вы найдете много полезного материала о полуавтоматической сварке и не только, обязательно прочтите, чтобы лучше разбираться в теме. И не забывайте практиковаться, ведь без практики теория теряют свою силу. Желаем удачи в работе!
Watch this video on YouTube
Параметрами режима сварки в углекислом газе являются диаметр используемой проволоки, величина сварочного тока, скорость подачи электродной проволоки, напряжение дуги, скорость сварки, расход углекислого газа, вылет электрода.
В настоящее время сварка в углекислом газе выполняется постоянным током обратной полярности (плюс на электроде). Переменный и постоянный ток прямой полярности пока еще не применяется из-за недостаточной устойчивости процесса и неудовлетворительного формирования и качества сварного шва.
Режим сварки в углекислом газе выбирают в зависимости от толщины и марки свариваемой стали, типа соединения и формы разделки кромок, положения шва в пространстве, а также с учетом обеспечения стабильного горения дуги, которое ухудшается с понижением сварочного тока.
Следует также помнить, что с увеличением напряжения дуги при неизменном токе возрастает ширина шва и несколько уменьшается величина его усиления, повышается разбрызгивание жидкого металла. Чрезмерное увеличение напряжения дуги может привести к образованию пор в шве.
При увеличении сварочного тока и уменьшении напряжения дуги резко увеличивается глубина провара, уменьшается ширина и увеличивается высота усиления шва. Если сварочный ток и напряжение дуги чрезмерно увеличены, то шов получается очень выпуклым.
При сварке на одном и том же токе более тонкой проволокой повышается устойчивость горения дуги, уменьшается разбрызгивание жидкого металла, увеличивается глубина проплавления основного металла, повышается производительность сварки.
Чтобы получить качественные плотные швы, необходимо не только использовать проволоку соответствующей марки с чистой поверхностью, но и обеспечить хорошую защиту сварочной ванны от соприкосновения с воздухом.
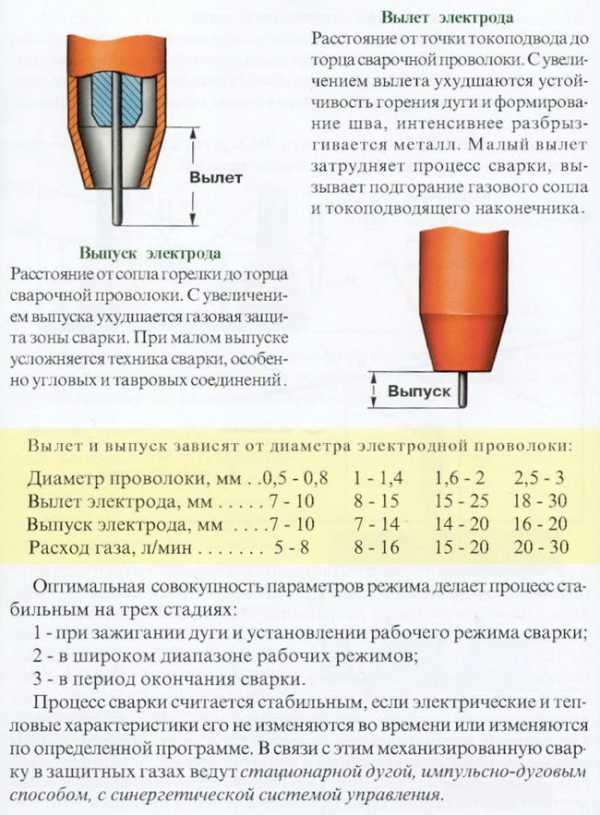
Для этого расход углекислого газа должен составлять 5—12 л/мин при сварке проволокой диаметром 0,5—1,2 мм и 14—25 л/мин при сварке проволокой диаметром 1,6—3,0 мм. С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.
В табл. 68 приведены рекомендуемые в зависимости от толщины свариваемого металла диаметры электродной проволоки, а в табл. 69 — пределы сварочного тока, напряжения дуги, величины вылета электрода и расход углекислого газа в зависимости от диаметра электродной проволоки.
При сварке соединений с зазором без подкладок сварочный ток устанавливают по нижнему пределу, а при сварке соединений без зазора либо с зазором, но на подкладке — по верхнему пределу. При полуавтоматической сварке величина сварочного тока может быть несколько большей, чем при автоматической.
Таблица 68. Рекомендуемый диаметр электродной проволоки для сварки металла различной толщины в углекислом газе.
| Тавровые, угловые и нахлесточные соединения | ||||||||||
| Толщина свариваемого металла, мм | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5.0 | 6,0 | 8,0 | 10,0 и более |
| Диаметр электродной проволоки, мм | 0,5 | 0,6 | 0,8 | 0,8-1,0 | 1,0-1,2 | 1,2-1,6 | 1,2-1,6 | 1,6—2,0 | 1,6—2,0 | 2,0-2,5 |
Продолжение таблицы 68. Рекомендуемый диаметр электродной проволоки для сварки металла различной толщины в углекислом газе.
| Стыковые соединения | без скоса кромок | со скосом кромок | |||||||||||||
| Толщина свариваемого металла, мм | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 и более |
| Диаметр электродной проволоки, мм | 0,5 | 0,5-0,6 | 0,6—0,8 | 0,8—1,0 | 1,0-1,2 | 1,2 | 1,2-1,6 | 1,6—2,0 | 1,6—2,0 | 2,0—2,5 | 1,6-2,0 | 1,6-2,0 | 2,0 | 2,0-2,5 | 2,0—3,0 |
| Диаметр электродной проволоки, мм | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 |
| Сварочный ток, А . | 30—80 | 40—100 | 60—150 | 80—180 | 100—250 | 140—300 | 200—500 | 300—650 | 500—750 |
| Напряжение дуги, В | 16—18 | 17—19 | 18—21 | 18—22 | 19—23 | 24-28 | 27—36 | 28—37 | 32—38 |
| Вылет электрода | 6—8 | 6—10 | 6—12 | 7—13 | 8—15 | 12—20 | 15-25 | 16—28 | 20—32 |
| Расход углекислого газа, л/мин | 5—6 | 6—7 | 7—8 | 7—10 | 8—12 | 14—17 | 15—22 | 18—24 | 22—25 |
При сварке в горизонтальном, вертикальном и потолочном положениях сварочных ток должен быть на 10—20% меньше, чем при сварке в нижнем положении. Ток также уменьшают при сварке легированных и высоколегированных сталей.
Скорость сварки стыковых соединений принимают в зависимости от толщины свариваемого металла, а тавровых соединений — также и от катета шва.
Скорость полуавтоматической сварки обычно меньше, чем автоматической. При полуавтоматической сварке скорость перемещения электрода неравномерна, что приводит к неравномерной глубине провара по длине соединения, а при сварке тонкого металла — к прожогам.
Поэтому полуавтоматом тонкий металл рекомендуется сваривать на токе меньшей величины, чем автоматом. Если уменьшение тока ухудшает стабильность процесса сварки, следует применять более тонкую проволоку.
Стыковые соединения на металле толщиной до 2 мм лучше сваривать в вертикальном положении сверху вниз. Угловые вертикальные швы катетом до 5 мм также выполняют сверху вниз. Соединения на металле толщиной до 1 мм с отбортовкой кромок более рационально сваривать неплавящимся угольным электродом в углекислом газе.
Для правильной настройки и эксплуатации сварочного полуавтомата MIG потребуется некоторый опыт. При сварке MIG есть два основных сварочных параметра: это сварочный ток и скорость подачи проволоки.
Изменение диаметра сварочной проволоки приводит к изменению сварочных параметров. Меньший диаметр проволоки должен сопровождаться более высокой скоростью подачи проволоки, для того установленного значения сварочного тока. Чрезмерное увеличение сварочных параметров не гарантирует качественную сварку.
Слишком высокая скорость подачи проволоки (слишком высокая по отношению к сварочному току) приводит к пульсации внутри горелки. Это связано с тем, что сварочная проволока достигает сварочной ванны не расплавившись в значительной степени, т. к. из-за быстрой скорости проволока не успевает расплавиться.
Слишком высокий сварочный ток (слишком высокий по отношению к скорости подачи проволоки) приводит к излишней и нестабильной сварочной дуге. Дальнейшее увеличение сварочного тока может привести к сгоранию наконечника.
В любом случае, излишняя скорость подачи проволоки может быть компенсирована увеличением сварочного тока. Допустимые пределы этой операции зависят от толщины свариваемого материала (если предел будет превышен, то это может привести к прогоранию свариваемого материала).
Расположите горелку над местом предполагаемого сварочного шва под углом 45°. Сопло горелки должно находиться на расстоянии 5мм от поверхности. Наденьте защитную маску и нажмите триггер горелки для образования сварочной дуги. Если во время сварки образуется большое количество сварочного материала, направляйте горелку медленно слева направо, соблюдая постоянную скорость.
С помощью потенциометра, регулирующего скорость подачи проволоки, установите жесткую дугу.
От 25 мая 2018 г. Регламент (ЕС) 2016/679 Европейского парламента и Совета от 27 апреля 2016 г. о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, и отменяющая Директиву 95/46 / WE (именуемую «GDPR», «GDPR», «GDPR» или «Общее положение о защите данных»). Мы хотим, чтобы вы знали, какие данные мы обрабатываем и на каких условиях.Подробную информацию об этом вы найдете ниже. Пожалуйста, ознакомьтесь с ними, затем укажите данные, которыми вы хотите поделиться с нами, и дайте свое согласие, нажав кнопку «Я согласен».
Помните, что вы всегда можете отозвать свое согласие или изменить объем данных, щелкнув значок настроек в левом нижнем углу браузера.
Большинство данных, которые мы собираем, являются полностью анонимными, но это также могут быть данные об используемом вами устройстве, версии браузера, посещаемых вами подстраницах и том, что вы ищете на нашем веб-сайте.В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
Администратором ваших данных является RYWAL-RHC Sp. о.о., ул. Odlewnicza 4, 03-231 Варшава, NIP: 951-19-98-317.
Прежде всего, чтобы предоставить вам все более и более качественный контент и лучший опыт использования нашего веб-сайта.Как это возможно?
Анализируя, например, то, что вы ищете на сайте, мы знаем, что вам нужно, и делаем все, чтобы вы нашли это у нас быстро и легко. Анализируя время, проведенное на сайте, мы знаем, была статья интересной или нет.
Подробнее об этом можно узнать в нашей политике конфиденциальности.
Мы можем раскрывать ваши данные только специализированным компаниям из нашей группы капитала и только для целей, тесно связанных с вашими потребностями, компаниям, действующим от нашего имени, например.в целях оптимизации работы веб-сайта или выполнения заказа или договора, а также лица, уполномоченные на получение данных на основании применимого права, например, суды или правоохранительные органы - конечно, только если они делают запрос на основании соответствующую правовую основу.
Вы имеете право на доступ к своим данным, их изменение, ограничение обработки и удаление, если это не противоречит другим правам, например.в связи с исполнением договоров. Вы также можете изменить объем данных, которыми хотите поделиться с нами, отозвать свое согласие на обработку персональных данных или воспользоваться другими правами, перечисленными в нашей политике конфиденциальности.
Основанием для обработки ваших данных является ваше согласие каждый раз, но в некоторых случаях также необходимость выполнения контрактов и законный интерес контроллера данных, т.е.обработка данных в целях собственного маркетинга.
В случае обработки данных в маркетинговых целях, т. е., среди прочего, профилирование будет происходить с вашего согласия, которое вы выражаете, принимая в настройках слой маркетинговых данных.
В случае обработки данных для связи с вами мы попросим вашего согласия в контактной форме или при подписке на информационный бюллетень.
Мы напомним вам о хранении ваших данных на сайте через 90 дней после предыдущего посещения.Затем вы можете решить, что вы хотите с ними делать. Однако мы будем хранить данные, которые получаем от вас, в течение неопределенного времени, потому что благодаря историческим данным мы сможем лучше анализировать изменения в ваших предпочтениях.
Пожалуйста, прочитайте вышеуказанную информацию. Затем просим Вас дать согласие на обработку этих данных, нажав кнопку «Я согласен».
Помните, что вы можете отозвать свое согласие или изменить объем данных, которые вы хотите нам предоставить, в любое время.
.MIG/MAG — наиболее часто используемый на сегодняшний день метод сварки. Подсчитано, что он составляет около 65% всех методов дуговой сварки, классифицируемых как промышленные. Он очень популярен не только среди профессионалов, но и среди любителей рукоделия. Вы знаете, как настроить мигомат и как с ним сварить? Вы узнаете все из записи ниже.
Стоит напомнить, что MIG (Metal Inert Gas) — это процесс сварки, при котором используемый защитный газ химически инертен.гелий или аргон. MAG расшифровывается как Metal Active Gas, что означает, что сварка происходит в активной газовой среде, например, в углекислом газе. Метод MIG/MAG используется во многих ситуациях, считается универсальным. Фактически сварка мигоматом применяется практически во всех отраслях сварочного производства (включая машиностроение и тяжелую промышленность). MIG/MAG – это метод, используемый во время работ по техническому обслуживанию и ремонту или при производстве трубопроводов, стальных конструкций и сосудов под давлением.Кроме того, мигоматы очень хорошо подходят для сварки: алюминия, меди, магния, а также других цветных металлов и их сплавов. Также следует упомянуть, что сварочный полуавтомат является незаменимым оборудованием в мелкой промышленности и автомобилестроении. Он также хорошо подходит для хобби и мелкого ремонта дома. Из этого следует, что сварочный аппарат MIG/MAG является очень практичным устройством. Однако нужно знать, как подготовить мигомат к работе, чтобы процесс сварки был правильным и можно было получить качественный сварной шов.
Напоминаем: при сварке MIG/MAG сварочная проволока плавно выходит из горелки. Он постепенно плавится в электрической дуге и, таким образом, смешивается с заготовкой, образуя сварочную ванну. По мере удаления дуги ванна начинает затвердевать, образуя сварной шов. Сварка MIG/MAG происходит в газовой защите. Его основные задачи — охлаждение ручки и защита расплавленного металла от атмосферы. Что нужно сделать перед началом сварки?
Сварщик
Mig Mag в цехе сварки сплошных сварных швов.номер
Правильный выбор основных параметров имеет решающее значение для всего процесса сварки. Ниже подсказка, на какие из них нужно обратить особое внимание:
В методе MIG/MAG электродная проволока также является связующим, поэтому подбирается с учетом химического состава свариваемого материала.Его диаметр чаще всего составляет: 0,6, 0,8, 1, 1,2 или 1,6 мм. Выбор зависит от толщины основного материала, а также от установленной силы тока и положения сварки. Обычно применяются следующие правила:
При этом стоит помнить, что рекомендуется использовать провода меньшего диаметра. Это связано с тем, что тогда можно получить более высокую плотность тока (что улучшает стабильность дуги) и более узкий шов. Однако использование слишком тонкой электродной проволоки затрудняет сварку и увеличивает долю меди в шве, что ограничивает его пластические свойства. Как правило, проволоку диаметром 1,2 мм используют для сварки тонких листов и при работе в вынужденных положениях. Те, что большего диаметра, 1,2-4 мм, применяются при полуавтоматической и автоматической сварке в положении под уклон.
Тип защитного газа оказывает большое влияние на ход всего процесса сварки MIG/MAG. Более тяжелые газы, такие как аргон и двуокись углерода, обеспечивают более эффективную защиту от газа. По этой причине в качестве инертного газа аргон используется чаще, чем гелий. Однако очень важно, какой материал мы будем сваривать:
Скорость газового потока следует выбирать таким образом, чтобы эффективно защищать сварочную ванну, то же самое относится и к самой дуге. Предполагается, что на каждый миллиметр диаметра газа приходится 1 л/мин. Часто сварщики учитывают и зависимость расхода газа от диаметра электродной проволоки:
Почему необходимо правильно выбирать тип и интенсивность защитного газа? Недостаточная газовая защита вызывает химическую реакцию жидкого металла с атмосферным воздухом.Это вызывает нестабильность сварочной дуги и пористость сварного шва.
Другими факторами, которые следует учитывать при сварке MIG/MAG, являются длина свободного выходного отверстия и угол наклона сварочной горелки. Первый – это расстояние, измеряемое от конца плавильной проволоки до начала контактного наконечника. Сварщик может регулировать его по высоте, на которой он держит ручку над свариваемым материалом.Увеличение длины свободного выхода увеличивает эффективность плавления проволоки (что напрямую влияет на увеличение скорости сварки). Слишком короткий медленный выход приводит к застреванию провода и разрушению контактного наконечника, а слишком длинный — к нестабильности дуги и разбрызгиванию. Длина свободного выхода зависит от нескольких факторов:
Наклон сварочной горелки оказывает большое влияние на форму сварного шва и процесс сварки. Он не должен отклоняться от вертикали более чем на 15 градусов. Соблюдение этого принципа позволяет добиться хорошего вплавления в материал, а также получить соответствующую форму сварного шва.
Migomat - Сварочный аппарат Magnum 208 Alu Synergia
В методе MIG/MAG расплавленный металл электрода может поступать в сварочную ванну тремя различными способами:
Способ течения жидкого металла влияет на стабильность и эффективность процесса сварки, а также на форму сварного шва, размер брызг и глубину проплавления.
После того, как мы правильно выбрали все параметры и позаботились об основных правилах охраны здоровья и безопасности (например, о защите глаз и соответствующей рабочей одежде), можно приступать к сварке. Как это должно выглядеть в мигомате? Дуга зажигается нажатием кнопки на сварочном держателе, она носит контактный характер. Проволока вытягивается с заданной нами скоростью и плавится, а длина дуги постоянна благодаря явлению саморегулирования. Сварочная горелка должна равномерно перемещаться вдоль сварного шва.Вы должны следить за ее формой, а также держать постоянное расстояние ручки от свариваемого материала и следить за ее положением. В методе MIG/MAG достаточно момента невнимательности, чтобы совершить ошибку. Так что вы должны быть сконцентрированы, когда вы работаете.
Чтобы сварка мигоматом прошла гладко, стоит выбрать качественное оборудование. В магазине Allweld представлены сварочные полуавтоматы таких известных брендов, как Magnum, Paton, Ideal, Sherman и Spartus. У вас есть проблема с выбором сварочного аппарата MIG/MAG? Мы рады проконсультировать вас.
Смотрите другие интересные статьи из нашего блога:
- Сварка цинка - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - вся важная информация о сварке этого металла
- Сварка чугуна - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация по сварке электродом ММА
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
- Сварочный аппарат для любителей и начинающих любителей рукоделия
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.
Сварочные станции ВИГ включают:
Источник постоянного или переменного тока с системой управления. Популярные названия: сварочный аппарат TIG сварочный аппарат , сварочный выпрямитель, сварочный инвертор.
многофункциональный кабель с горелкой TIG для подачи сварочного тока к электроду, защитным газом, системой управления и дополнительной системой охлаждения,
кабель заземления с зажимом, соединяющим заготовку с источником питания,
источник защитного газа - газовый баллон ,
дополнительно - система водяного охлаждения рукоятки - жидкостный охладитель .
Как сваривать методом TIG – основная информация
Перед началом сварки необходимо выбрать основные параметры сварки, описанные ниже.
Инициирование электрической дуги либо протиранием свариваемого материала вольфрамовым электродом, либо бесконтактным способом за счет работы системы ионизации. При сварке TIG одной рукой толкают сварочную горелку, а другой рукой подают присадочный материал в виде стержня. Ручная подача переплета прерывистая и требует некоторой практики.После того, как материал предварительно нагрет, сварщик с помощью фиксированной рукоятки проталкивает стержень в ванну, а затем отводит стержень и перемещает дугу в направлении сварки.
Основные параметры процесса сварки ВИГ
Тип и полярность сварочного тока -АС) . При сварке постоянным током количество тепла на положительном полюсе составляет примерно 70 % всего тепла, выделяющегося в дуге.Поэтому во избежание чрезмерного нагрева горелки и для продления срока службы вольфрамового электрода при сварке постоянным током на электроде применяют отрицательную полярность.
Сварка постоянным током с отрицательной полярностью на электроде не подходит для соединения алюминия и магния и их сплавов - тогда используется переменный ток.
В настоящее время в методе TIG-DC широко используется однонаправленный пульсирующий ток с возможностью регулировки его параметров, благодаря чему мы имеем влияние на форму сварного шва и возможность сварки тонких листов.С другой стороны, в методе TIG-AC прямоугольный переменный ток используется вместо синусоидального переменного тока 50 Гц, что обеспечивает большую стабильность и контроль над процессом сварки.
Приблизительный сварки в зависимости от диаметра электрода и толщины материала:
| Сварка. стали сварки | ||
| 10 ÷ 50 | 0,5 | 0,5 ÷ 1,0 |
| 20 ÷ 80 | 1,0 | 1,0 ÷ 1,5 |
| 50 ÷ 160 | 1,6 | 1,5 ÷ 3,0 |
| 110 ÷ 250 | 2,4 | 3,0 ÷ 5,5 |
| 200 ÷ 350 | 3,2 | 5, 5 ÷ 8,0 |
| сварка алюминия | ||
| 20 ÷ 75 | 1,0 | 0,5 ÷ 1,0 |
| 25 ÷ 110 | 1.6 1, 0 ÷ 2,0 | |
| 60 ÷ 160 | 2,4 | 2,0 ÷ 3,0 |
| 110 ÷ 225 | 3,2 | 90 084 3,0 ÷ 5,0|
| 160 ÷ 310 | 4,0 | 5,0 ÷ 8,0 |
| 240 ÷ 370 | 4,8 | 8,0 ÷ 10,0 |
Тип и диаметр неплавящийся электрод - основной материал электродов - вольфрам, однако для повышения долговечности электродов, облегчения зажигания дуги и повышения стабильности дуги используются добавки: торий, цирконий, церий.
При выборе диаметра электрода учитываются тип, полярность и сила сварочного тока.
Тип и расход защитного газа - наиболее часто используемый защитный газ - аргон или аргон-гелиевая смесь, реже сам гелий, что увеличивает тепловую энергию дуги и скорость сварки, но ухудшает стабильность дуги.
Расход газа зависит от типа и силы тока. В типичных условиях расход аргона составляет 8-16 литров/мин.
Скорость сварки - скорость перемещения конца электрода с раскаленной дугой. Скорость зависит от многих факторов и правильный ее выбор зависит от мастерства сварщика. Скорость сварки влияет на глубину проплавления и ширину шва. Обычно она находится в пределах 0,1÷0,3 м/мин.
Тип и размеры присадочного материала (наполнителя) - Присадочный металл TIG может представлять собой проволоку, палочку, ленту или вставку, вплавленную непосредственно в стык.Для ручной сварки применяют проволоку или прямые прутки диаметром 0,5÷8,0 мм и длиной 500÷1000 мм. В качестве расходных материалов для сварки TIG в большинстве случаев используются материалы с таким же химическим составом, что и свариваемый материал. В некоторых случаях необходимо использовать дополнительный материал с другим химическим составом, чем свариваемый материал, например, никелевые сплавы применяют для сварки коррозионностойких сталей типа 9% Ni; латуни сваривают с алюминиевой, фосфористой или кремниевой бронзой.Однако обычно цель состоит в том, чтобы добавочный материал имел лучшие свойства, чем свариваемый материал.
В методе TIG не всегда требуется подача связующего - склеить материал можно только оплавлением самых кромок свариваемых заготовок.
Наклон электрода и связки - наклон электрода и дополнительной связки по отношению к выполняемому соединению зависит в том числе от от типа соединения и сварки, а также от положения сварки.
Технологические указания
Сварка ВИГ требует особенно тщательной очистки кромок свариваемых деталей от любых загрязнений, таких как окислы, ржавчина, окалина, жир, краски и т.п.Для этого применяют механическую, химическую и физическую очистку. Сварка TIG может выполняться во всех положениях вручную, полуавтоматически или автоматически. Свариваемые кромки заготовок должны быть тщательно подготовлены, чтобы они не деформировались при сварке, изменяя тем самым, например, расстояние и угол скоса разделки под сварку. Для этого применяют прихватки длиной 10 ÷ 30 мм и шагом 10 ÷ 60 мм в зависимости от жесткости (толщины) свариваемых объектов или закрепляют в специальных приспособлениях с гребнеобразующими шайбами.Во избежание угловой деформации стыка, часто возникающей при сварке тонких листов, кромки листов следует предварительно деформировать под таким углом, чтобы сварочные напряжения после сварки сделали стык плоским.
.
В соответствии с действующими требованиями охраны труда и техники безопасности при выполнении сварочных работ и положениями о профессиональной квалификации кандидаты должны:
Как записаться на курс? Заявка на участие в открытых обучающих курсах подается путем заполнения онлайн-формы заявки, размещенной на сайте Национального образовательного центра, по электронной почте или по телефону.
Сколько часов длится обучение?
МОДУЛЬ I - угловые сварные швы - расчетная продолжительность курса - 146 часов + экзамен
МОДУЛЬ II - стыковые сварные швы пластин - расчетная продолжительность курса - 112 часов + экзамен
МОДУЛЬ III - сварка труб встык - расчетная продолжительность курса - 99 часов + экзамен
Когда нужно платить? Оплата должна быть произведена не позднее, чем за сутки до начала обучения на основании выставленного счета на электронную почту.
Как проходит курс? Все тренинги, организованные Национальным центром образования, начинаются с организационного собрания по вторникам в 16:00. Принимая во внимание тот факт, что часть участников тренинга сохраняет профессиональную активность, мы проводим теоретические и практические занятия в утреннем и дневном режимах.
Когда выдаются документы? Доверенность, в противном случае сертификаты о профессиональной квалификации выдаются сразу после положительной оценки экзаменационной комиссией изготовленных образцов сварки.
Что мы включаем в стоимость курса?
Включено ли проживание и питание в стоимость курса? К сожалению, нет, у нас есть скидки в близлежащих хостелах, отелях и апартаментах, а также скидки в близлежащих закусочных.
Для получения скидки свяжитесь с нами.
Обучение проводится согласно программа Института сварки, обеспечивающая надлежащую подготовку к экзамену в практическом и содержательном плане.
Программа курса:
Сварка листов и труб угловыми швами
Сварка листов встык
Сварка труб встык
Сварочные лицензии выдаются в Польше Институтом сварки в Гливицах на основании успешно сданного экзамена перед экзаменационной комиссией, состоящей из:
Экзамен проходит в центре.
MAG — это метод, при котором электродная проволока проводит сварочный ток и при плавлении создает сварочную ванну с расплавленным металлом.Химический состав проволоки должен быть таким, чтобы сбалансировать выгорание легирующих элементов и обеспечить сварному шву свойства, аналогичные основному материалу. В настоящее время это наиболее популярный способ сварки, сочетающий в себе преимущества высокой производительности, универсальности и относительно хорошего качества сварных швов, однако в значительной степени зависит от мастерства сварщика и правильной подготовки стыков к сварке.
Основные параметры:
Проволока сварочная выпускается следующих диаметров:
Скачать лист данных в PDF
Craft-Mig 253 Pulse Pulse For Pulsed Mig Swdding.
Описание:
Применение доставки:
| Технические данные: | ||||
| MIG / MAG -ток. | ||||
| Диапазон регулирования постоянного тока TIG: | 10–250 A | |||
| Рабочий цикл при lмакс. При 40 ° C: | 60% | |||
| Сварка (DC) 40 ° C 100%: | 195 A | |||
| FEED: | 4-ROLL | |||
| MACHERSOL SPOOOL: SPOOOL SPOOOL: SPOOOL: SPOOOL: SPOOOL: SPOOOL: SPOOOL: SPOOOL: 40073 | ||||
| . | D300 / 15 кг | |||
| Диапазон скорости подачи проволоки: | 1.5 - 24 м / мин | |||
| Открытая цепь напряжение: | MMA: 93,8 V TIG: 93,4 В MIG / MAG: 77 V | |||
| Фактор энергии - COS PHI: | 0,7 | 99666666666666666666669666666966669669669669669669669669669669669669696696969669669696696669н. Эффективность: | 85,13% | |
| Правопровод: | 400 В | |||
| СЕМЕНТА. MM | ||||
| Вес: | 29 кг | |||
Аксессуары:
- Конвейер -ролик 0,6 / 0,8 мм V -Grove [1171020]
-nehpeior 0.6. 1171021]
- Ролик транспортера 1,0 / 1,2 мм, V-образный паз [1171022]
- Ролик транспортера 0,8 / 1,0 мм, К-образный паз [1171023]
- Ролик транспортера 1,0 / 1,2 мм, К-образный паз [1171024] /
- Ролик конвейера 0 U-образный паз 1,0 мм [1171025]
- R вал конвейера 1,0 / 1,2 мм U-образный паз [1171026]
Фамилия Имя № индекса Группа
Доклад на тему: Бесстружечная технология изготовления
Дата ввода в эксплуатацию
Усовершенствование
Цель Усовершенствование
Итоговое упражнение 9.0002
Цель занятия - ознакомление с технологией и техникой полуавтоматической сварки MIG/MAG, подбор параметров сварки, выполнение соединения по ранее выбранным параметры и оценка выполненного соединения.
MAG (Metal Active Gas) - здесь роль защитного газа при сварке плавящимся электродом встречает химически активный газ, например, CO2, или его смеси, которые все чаще используются, например, с аргон. MIG (Metal Inert Gas) - при этом способе сварки плавящимся электродом в качестве защитного газа используется химически инертный газ, такой как аргон или гелий.
Сварка МИГ/МАГ – сварка электрической дугой между стержневым электродом и обрабатываемой деталью.Расходуемый электрод это непрерывно подается проволока. Дуга и ванна расплавленного металла защищены струей защитный газ.
Качество сварных швов на всех фото очень хорошее. На первом фото Вы можете видеть очень четкое шелушение, отсутствие подрезов и сплошную и ровную поверхность. На втором На фото шов очень качественный, лицевая сторона сплошная и ровная.
Качество нижнего шва очень хорошее, окислов на нем не видно.Длина дуги правильно и выполнено с соответствующей скоростью наплавки.
Метод MAG используется для соединения нелегированных конструкционных сталей, низколегированные и высоколегированные, а метод MIG для сварки алюминия, магнезия, медь и другие цветные металлы и их сплавы. Сварка полуавтоматическая применяется практически во всех отраслях сварочной промышленности, в том числе: тяжелой промышленности и машиностроение, в том числе верфи, изготовление металлоконструкций, резервуаров давление, а также ремонтно-эксплуатационные производства.Полуавтоматы сварочные широко используются в промышленности по обработке листового металла, особенно в промышленности автомобильной, кузовной и легкой промышленности, их также часто используют для работы сделано дома. Стоит отметить, что от этого зависит внешний вид сварного шва. скорость сварки и расстояние от жала до заготовки. В свою очередь, качество сварки мастерство сварщика имеет большое значение.
.Алюминий является вторым наиболее часто используемым сплавом в мире. Его плотность в три раза ниже, чем у железа. Важнейшими его преимуществами, помимо малого веса и высокой прочности, являются: малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше и больше людей хотят сваривать алюминий.- отмечается его широкое применение в следующих отраслях: пищевой, автомобильной, авиационной, строительной, а также в электротехнической промышленности. На сегодняшний день наиболее важную роль играют алюминий и его сплавы в автомобильной промышленности.
Размещение алюминиевых компонентов в транспортных средствах делает их намного легче, чем изготовленные из других металлов, благодаря чему снижается вес транспортного средства, что приводит к более экономичному расходу топлива и меньшему выбросу CO2 в атмосферу.
При выборе способа сварки алюминия надо знать, что весь процесс зависит не только от навыков сварщика, но и от толщины свариваемого материала. Различные виды сварки могут дать совершенно разные результаты.
Вообще, у нас есть два метода сварки алюминия - MIG (Metal Inert Gas) и TIG (Tungsten Metal Gas) . Выбор любого из этих способов зависит в первую очередь от толщины металла, который мы хотим сварить. Сварка алюминия методом MIG применяется в случае толщины материала более 1 мм. Чем больше диаметр проволоки, тем толще должны быть алюминиевые сплавы, которые мы хотим сварить.
Сварка ВИГ AC в среде инертного газа является наиболее популярным методом, особенно для тонкого алюминия. В качестве защитного газа в обоих методах используется аргон – он допускает значительную токовую нагрузку. Если мы выберем сварочный аппарат TIG, нам придется вооружиться неплавящимся электродом, также известным как вольфрамовый электрод.
Газовый баллон для сварки алюминияПри сварке алюминия учитывают реакцию металла с кислородом и быстро образующийся оксид.Следует помнить, что оксид твердый и имеет высокую температуру плавления (около 2050°С), поэтому легко может вызвать дефекты сварного шва. Оксид тяжелее расплавленного металла и может образовывать в нем включения.
Поэтому при сварке алюминия необходима правильная подготовка - сначала удалите слой металлических загрязнений со склеиваемых поверхностей. Для очистки алюминия от оксидов используется щетка из нержавеющей стали и специальные химические вещества, благодаря которым мы снизим риск образования пор.
Свойства алюминия и его сплавов можно разделить на две группы по свариваемости:
● материалы, пригодные для сварки – сплавы Al, AlMn, AlMg, AlSi
● трудносвариваемые сплавы – сплавы AlCuMg, AlMgSi, AlZnMg
Na при сварке алюминия и его сплавов основное влияние будет оказывать их химический состав, механические и физические свойства. Основной проблемой при сварке является необходимость удаления слоя оксида алюминия. Проблемы со сваркой могут быть вызваны также большой разницей температур плавления Al и Al 2 O 3 (660 и 2060 °С соответственно), а также большим удельным весом оксида (4 г/см 3 ), чем у жидкого металла (2,4 г/см 3 ).В результате частицы Al 2 O 3 попадают на дно шва, делая его пористым.
Еще одной проблемой при сварке алюминия является высокая теплопроводность алюминия, которая с одной стороны затрудняет локальный нагрев металла до точки плавления, а с другой стороны вызывает быстрое охлаждение материала - в результате , в сварном шве создаются высокие сварочные напряжения, которые легко могут повредить соединение.
Высокая теплопроводность алюминия требует увеличения погонной энергии сварки.При традиционных способах сварки алюминиевых сплавов (MIG, TIG) это приводит к образованию широкой околошовной зоны вокруг сварного шва.
Низкая прочность алюминия при температурах выше примерно 500 °С также оказывает негативное влияние, вызывая появление горячих трещин, а также высокое тепловое расширение, приводящее к образованию значительных трещин в сварных швах.
Из-за отсутствия смены переходных цветов при нагреве алюминия трудно определить степень нагрева металла и близость точки плавления - это значительно затрудняет выполнение правильного соединения.
Аппараты для сварки TIG чаще всего используются для сварки алюминия. Это метод дуговой сварки в среде защитного газа, гарантирующий высочайшее качество сварных швов. В этом методе весь процесс осуществляется неплавящимся и термостойким вольфрамовым электродом, который создает сварочную дугу, нагревающую и плавящую алюминий.
Наиболее распространенным защитным газом является аргон высокой чистоты или смеси аргона и гелия.Чистый гелий используется для автоматической сварки постоянным током с отрицательным полюсом на электроде.
Интенсивность тока соответствует толщине материала, а также диаметру сопла и расходу газа. Диаметр вольфрамового электрода подбирается таким, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода .
При сварке тонких листов в нижнем положении на малых токах целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине и затем перенося дугу на свариваемые детали.
Наплавленный металл подается в сварочную ванну путем продвижения проволоки назад и вперед. Заключается в перемещении бруска к бассейну и затем, после оплавления конца бруска, отодвигании его на такое расстояние, чтобы конец оказался вне зоны наибольшей температуры.
Техника сварки более толстых алюминиевых деталей в наклонном положении немного отличается. Более высокий сварочный ток делает взрыв дуги намного сильнее, а также увеличивает сварочную ванну. Каждое введение проволоки в зону действия сварочной дуги вызывает сильное ее возмущение, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к остановке сварки.
Поток металла шва в сварочную ванну должен поддерживаться. Провод должен иметь очень небольшой угол к элементу. В зависимости от толщины свариваемых элементов выполняют одно- или многослойные швы. Однослойные швы можно выполнять до толщины 6 мм, многослойные швы – выше этой толщины.
Метод сварки MIG предполагает сварку с использованием аналогичного инертного защитного газа, например, гелия или аргона. Сварка осуществляется с помощью электрической дуги, создаваемой между плавящимся электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления.В случае сварки алюминия ток не должен быть очень высоким для переноса капель, так как температура плавления намного ниже, чем у стали.
Первое, с чего нужно начать при сварке алюминия Мигоматом, это замена вставки в держателе со стандартной металлической на тефлоновую. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию.
То же касается и роликов в подающем устройстве, их необходимо заменить на те, у которых форма канавок напоминает букву «U» - это также направлено на уменьшение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить подачу проволоки точно в точку сварки, наша машина должна быть оснащена механизмом подачи проволоки с 4 роликами. После установки проволоки в держатель замените контактный наконечник на один с маркировкой «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Современное сварочное оборудование также позволяет производить сварку импульсным током, функция, которая будет полезна при сварке тонких алюминиевых деталей.При сварке алюминия используйте аргон в качестве защитного газа и нагревайте материал перед сваркой. Нагрев материала не требуется, если в качестве защитного газа используется смесь Ar + (50 ÷ 75%) He, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед началом сварки, это как следует очистить материал.
Сначала обезжирьте свариваемые поверхности, например, бензином, а на следующем этапе удалите оксидные слои щеткой из нержавеющей стали.Метод MIG позволяет получить глубокий провар при сварке, поэтому листы толщиной до 6 мм не требуют снятия фаски.
Оставляйте между краями зазор около 1 мм. В пределах 6-15 мм кромки пластин имеют фаску V (угол 70°), при этом порог составляет 2-5 мм, а расстояние между кромками 1-2 мм. При возможности двусторонней сварки листы толщиной более 15 мм должны иметь фаску по Х (угол 70°) с порогом 2-3 мм. Помимо скашивания краев листов, их также необходимо обезжирить и зачистить.
Подготовленный таким образом материал дает нам уверенность в правильном соединении без дефектов.
Сварка коротким замыканием более удобна при сварке тонких листов, а также при сварке в вынужденных положениях. Для толщины 25 мм используем 100% аргон, при толщине листа 25-50% используем аргон с 10-35% гелия, а при толщине свыше 50 мм используется смесь аргона с 35-70% гелия. использовал.
Из-за высокой теплопроводности алюминия при использовании в гелиевых смесях с высокой энергией ионизации сварочные токи аналогичны таковым при сварке стали, но напряжения дуги выше.Температура плавления алюминия ниже, для того чтобы сохранить правильное сечение валика, скорость сварки значительно выше. Благодаря внедрению в сварочные аппараты функции импульсной сварки удалось получить надежность соединений как при методе ВИГ и снизить риск образования горячих трещин.
| . скорость [м / мин] | Аргон расход [л / мин] | Сварочный скорости [мм / мин] | 2 3 5
6 8 10 12 20 |
0,8 1,0 1,2 1,6 1,6 2,0 2,0 2,4 2,4 | 90-130 100–150 150–200 180–240 220–270 250–300 280–320 52350–400 | 22–24 22–24 24–25 24–25 24–25 25–26 26–28 26–28 6 26–28 26–28 26–28 26–26–28 26–28 9000 26 26–262 26–28 26–28 9000 26 26–262 26–28 26–28 9000 26. 28 | 7,5 6,0 5,0 4,6 5,0 4,8 5,0 3,8 4,0 | 12 14 14 15 15 18 18 18 20 | 700 650 600 500 500 500 450 300 |
Вне зависимости от толщины краев , чтобы быть соединенные, лучше всего сваривать слева направо.Сварочная горелка должна располагаться почти перпендикулярно пластинам (угол наклона горелки не более 10-20°). Сварите без перерывов и максимально короткой дугой (расстояние между газовым соплом пистолета и материалом не должно превышать 10-15 мм). Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный метод сварки.
Метод MIG MAG когда-то применялся только для менее ответственных соединений из-за микропористости сварных швов и, как следствие, снижения прочности.Благодаря современному сварочному оборудованию и все более качественным материалам соединения, выполненные с помощью мигоматов , в настоящее время обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное положение и положение у стены.
Смотрите другие интересные статьи нашего сварочного блога:
- Сварка цинка - вся самая важная информация о сварке цинка
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация о сварке электродом ММА
- Инверторные сварочные аппараты - все об инверторных сварочных аппаратах
- Рабочий цикл сварщика - все об инверторных сварочных аппаратах рабочий цикл
- Электрогенераторы - все о электрогенераторах для инверторных сварочных аппаратов
.