Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой "ССР" — "стыковое соединение рельсов".
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.

В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.

В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.

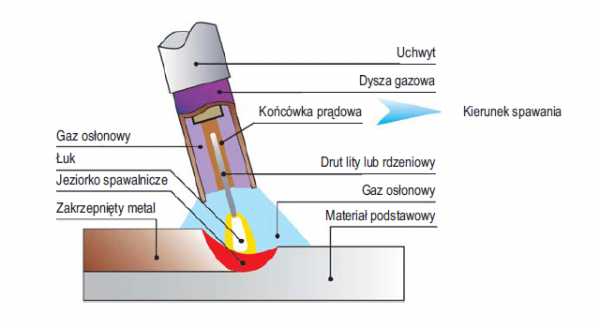
Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
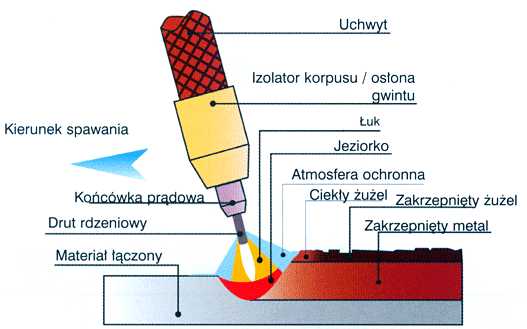
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.

Стандарты флюсовой сварки прописаны в ГОСТ 8713-79. Дуга в сварке под флюсом горит между концом проволоки и изделием. Проволока служит электродом и присадочным материалом, подаваясь автоматически от барабана. Впереди сварочной головки движется бункер, из которого подается флюс.
Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух. Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить? СкрытьПодробнееЛегче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Какой аппарат купить для гаража, дачи? СкрытьПодробнееЗависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты? СкрытьПодробнееДа, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом? СкрытьПодробнееПо принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Взаимозаменяемы ли пропановая и ацетиленовые горелки? СкрытьПодробнееНет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
1 / 1
Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Для определения класса сварки необходимо рассмотреть форму приложенной энергии.
Различают три класса сварки:
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка, когда электроды одновременно разогревают и сжимают детали. Гораздо реже встречаются другие представители этого класса: дугопрессовая, диффузионная и кузнечная.
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая), сварку трением, ультразвуковую сварку и сварку взрывом.
Для этой классификации задействованы такие принципы:
принцип защиты от окисления;
непрерывность процесса;
уровень механизации.
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
ручные;
механизированные;
автоматизированные;
автоматические.
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее. Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом. Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
простота оборудования;
высокая мобильность;
широчайший перечень свариваемых материалов;
сварка и резка «в одном флаконе».
Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие - необходимость высокой квалификации сварщика.
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Обозначение способов сварки в стандартах (на основные типы, конструктивные элементы и размеры, выполненные различными способами)
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП - в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП - в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8...5.0 мм, толщина листа с круглым отверстием – 3.5...14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8...6.6 мм, толщина листа с круглым отверстием – 4.5...30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4...3.3 мм, толщина листа с круглым отверстием – 4.5...30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8...6.6 мм, толщина листа с круглым отверстием – 4.5...15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4...3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8...12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла - 2.0...60 мм),
АФм - автоматическая на флюсомедной подкладке (толщина - 3.0...30 мм),
АФо - автоматическая на остающейся подкладке (толщина - 2.0...60.0 мм),
АФп - автоматическая на медном ползуне (толщина - 5.0...20 мм),
МФ - механизированная на весу (толщина - 1.5...30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла - 30...450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30...800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
№ 10 (апрель) 2019
Лишь только человечество обнаружило возможность применять в хозяйстве железо, золото, медь, как перед ним встал вопрос соединения мелких фрагментов в более крупные, пригодные для быта. Со временем люди научились ковать, плавить, отливать и обрабатывать. Пришло понимание, что ковкой с прогревом металла можно добиться удивительных результатов.
По мере развития литейного производства, когда начали выплавлять металл из руд, получать отдельные детали и элементы, мастера научились сваривать их вместе. Детали заформовывали, а шов заполняли расплавленным металлом. Затем были созданы специальные легкоплавкие сплавы. Так, логическим следствием литейной сварки стала пайка металлов.
Доказательством служат золотые украшения с оловянной пайкой, найденные в египетских пирамидах, и свинцовые водопроводные трубы с поперечным паяным швом, обнаруженные при раскопках в древнеримском городе Помпеи. В древние времена была распространена и кузнечная сварка, при которой металлы разогревались до состояния пластичности, после чего спрессовывались в местах соединения.
Кузнечная сварка и пайка были ведущими процессами техники соединения металлов вплоть до конца ХIХ века. Открытие электрического дугового разряда позволило получить электродуговую сварку, актуальную до сих пор. Правда, путь к этому открытию длился целых восемь десятков лет.
В 1802 году профессор физики Санкт-Петербургской медико-хирургической академии Василий Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Изучив и описав это явление в работе «Известие о гальвани-вольтовских опытах», он указал на возможность использования энергии электрической дуги для расплавления металлов и тем самым заложил основы дуговой сварки металлов и электроплавильных печей.
До конца XIX века металлы соединяли путем кузнечной сварки и пайки
Только в 1882 году русский изобретатель Николай Бенардос для соединения металлов применил электрическую дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Через три года он запатентовал способ соединения и разъединения металлов непосредственным действием электрического тока. В 1888 году русский инженер-металлург Николай Славянов впервые в мире провел дуговую сварку металлическим электродом под слоем флюса – до него применялись только угольные электроды, хотя Бенардос указывал, что проводящим веществом может выступать не только уголь.
Николай Славянов (в центре) в окружении рабочих Пермского пушечного завода |
На Всемирной выставке 1900 года в Париже Николай Бенардос продемонстрировал изобретенное им приспособление для автоматического регулирования длины дуги с помощью соленоида (это односложная катушка цилиндрической формы, витки которой намотаны вплотную, а длина значительно больше диаметра. – Прим. ред.). Еще он предложил варианты сварки наклонными металлическими электродами – устройствами, в которых подача электрода в зону дуги выполнялась за счет давления пружины, а также разнообразные виды автоматических устройств для сварки, выступившие прообразами современных сварочных автоматов и полуавтоматов.
С помощью дуговой сварки рабочие научились ремонтировать чугунные и бронзовые детали
Что касается Николая Славянова, то он не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал, но и сам широко внедрял в практику. Он специально обучил рабочих исправлять дуговой сваркой брак литья и восстанавливать детали паровых машин и различного крупного оборудования. Им были созданы первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработаны флюсы для повышения качества наплавленного металла при сварке.
Внедрение сварки в производство проходило очень интенсивно. Только с 1890 по 1892 год было отремонтировано более 1,5 тыс. деталей, в основном чугунных и бронзовых, общим весом свыше 17 тыс. пудов (около 280 тыс. кг). Был даже разработан проект ремонта российского памятника литейного производства – знаменитого Царь-колокола, но эту работу провести не разрешили. Заложенные Бенардосом и Славяновым способы сварки стали основой методов электрической сварки металлов, получивших массовое распространение в XX веке. В 1920-х дуговую сварку стали внедрять при ремонте котлов и локомобилей – передвижных паровых двигателей, она нашла применение в железнодорожных мастерских. Сегодня такую разновидность сварки обозначают аббревиатурой ММА.
В 1903 году французскими учеными Эдмоном Фуше и Шарлем Пикаром была сконструирована сварочная горелка, работающая на ацетилено-кислородной смеси и позволяющая получить температуру газового пламени 3150°С. Предложенная конструкция принципиально не изменилась до наших дней. В 1906-м появились первые надежные ацетиленовые генераторы, после чего началось промышленное использование данного вида сварки для монтажа газопроводов и другого оборудования.
В 1912 году было создано толстое электродное покрытие, которое представляло собой обертку из синего асбеста. Электроды с толстым покрытием, пропитанным жидким стеклом, нашли свое применение в военной промышленности и кораблестроении. Толстое флюсовое покрытие не только обеспечивало защиту от загрязнения, но и стабилизировало горение электрической дуги благодаря ионизируемым компонентам. Благодаря этому стало возможно создавать сварочные швы без дефектов, а плотность шва впервые стала такой же, как и плотность самого металла.
В конце 1920-х годов известный мостостроитель академик Евгений Патон, оценив перспективы электросварки в мостостроении и других отраслях, решил посвятить этому свою научную деятельность. В 1929 году он основал в Киеве первый в мире институт электросварки. Кроме того, им был разработан целый ряд новых и эффективных технологических процессов электросварки. В годы первых пятилеток СССР внедрение сварочного оборудования и передовой по тому времени технологии сварки способствовало успешному строительству Днепрогэса, «Магнитки», «Уралмашзавода» и других важнейших объектов страны.
Первый пригодный для практического применения способ сварки под водой был создан в Московском электромеханическом институте инженеров железнодорожного транспорта в 1932 году под руководством К.К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие жидкости компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (занимает до 30% толщины электрода) водонепроницаемым покрытием. Однако качество сварки в воде все-таки несколько ниже, чем на воздухе, а металл шва недостаточно пластичен.
Плавить металл в воде оказалось так же легко, как и на воздухе |
В 1940 году был впервые применен вольфрамовый электрод, электрическая дуга которого поддерживалась в гелии. Инертный газ обеспечивал самый высокий уровень стабилизации дуги и защиты от загрязнения. В наше время такая сварка известна под аббревиатурой TIG.
Развитие сварки позволило в годы Великой Отечественной войны быстро наладить производство самолетов, танков и других видов вооружения на заводах Урала и Сибири. Немалую лепту внес Евгений Патон, под руководством которого в кратчайшие сроки были разработаны автоматические стенды для сварки башен и корпусов танков, самоходных орудий, корпусов авиабомб.
С 1946 года для сварки реактивных металлов и алюминиевых конструкций стал использоваться аргон, который зарекомендовал себя как наиболее чистый, безопасный и относительно дешевый газ, химически инертный к расплавам указанных материалов. Сейчас этот метод сварки профессионалы называют MIG/MAG.
В 1960 году была разработана новая технология сварки – с использованием нескольких электродов. Суть ее в следующем: две или более сварочные проволоки под флюсом подаются в сварочную ванну, причем они могут использоваться в качестве присадки или находиться под напряжением. Данный технологический процесс позволяет существенно увеличить скорость плавления металла и улучшить его эксплуатационную гибкость.
На 1960-е годы приходится наибольшее количество разработок в области сварки. Именно тогда впервые изобрели сварку металлов с помощью порошкового электрода в инертном газе и без него, электрогазосварку и другие методы.
В конце 1970-х в Институте электросварки им. Е. Патона была осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использовали так называемую порошковую проволоку (тонкую стальную трубку, набитую смесью порошков), непрерывно подаваемую в дугу. Порошок в этом случае является флюсом. Подводная сварка ведется на глубине до 100 м. Она получила распространение в судоремонтных и аварийно-спасательных работах.
В наше время существует свыше 150 видов сварки. Широкое применение получили такие новые способы сварки, как порошковая, плазменная, контактная и электрошлаковая, под водой, в космосе и другие.
Весьма эффективна холодная сварка давлением: она дает сварное соединение, прочность которого иногда превышает прочность основного металла. К тому же в большинстве случаев при такой сварке не происходит значительных изменений в химическом составе металла, поскольку он практически не нагревается. Благодаря такой особенности данный способ сварки незаменим в ряде отраслей промышленности (например, космической, электротехнической, электронной).
Сварка давлением выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определенного значения, характерного для конкретного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путем, например вращающимися проволочными щетками). Этот способ сварки пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т.п.).
Сегодня сваривать можно не только металлы, но и многие другие материалы
Не менее эффективна сварка взрывом. Это тоже холодная сварка, так как существенного нагрева детали после взрыва не наблюдается. Сваривание происходит за счет очистки поверхности соединяемых деталей кумулятивной струей и их сжатия давлением взрыва. Таким методом удобно сваривать разнородные металлы. Он незаменим для холодной плакировки – нанесения на массивную деталь тонкого слоя другого металла.
Кроме того, для сварки можно использовать механическую энергию трения. Детали зажимаются и сдвигаются до соприкосновения торцами. Затем электродвигатель приводит во вращение специальный стержень, который, подобно сверлу, внедряется в щель между свариваемыми пластинами и перемещается вдоль шва. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается, и производится осадка деталей. Листы в месте стыка становятся пластичными, металл перемешивается и соединяется в сварном шве. Сварка трением с перемешиванием высокопроизводительна и экономична, используется в авиастроении и аэрокосмической промышленности.
Сварка трением с перемешиванием используется в авиастроении и аэрокосмической промышленности |
В наше время именно эту технологию применили в НПК «Объединенная Вагонная Компания» при постройке цистерн модели 15-6901 для перевозки концентрированной азотной кислоты. Ввиду крайней агрессивности груза его транспортировка требует особого подвижного состава, оснащенного алюминиевым котлом (содержание алюминия – 99,5%). При сварке такого котла и используется трение с перемешиванием. Этот способ по сравнению со сваркой плавлением намного продуктивнее. Он показывает низкую дефектность и не оказывает влияния на окружающую среду. Для подтверждения возможности применения данного способа сварки в транспортном машиностроении и проверки механических характеристик сварных образцов в АО «ВНИИЖТ» были выполнены механические испытания. В результате образцы сварного соединения показали рост временного сопротивления на 10% по сравнению c показателем материала в исходном состоянии.
Отечественный вагонный парк сегодня обновляется. На смену изношенным еще в прошлом веке вагонам приходят новые, с улучшенными эксплуатационными характеристиками и изготовленные по самым современным технологиям. А значит, и новейшие способы сварки будут неизменно востребованы российскими вагоностроителями.
Александр Рубцов
Автоматические способы (виды) дуговой сварки (наплавки)
ААД -Автоматическая аргонодуговая сварка неплавящимся электродом
ААДН- Автоматическая аргонодуговая наплавка неплавящимся электродом
ААДП -Автоматическая аргонодуговая сварка плавящимся электродом
АПГ -Автоматическая сварка плавящимся электродом в среде активных газов и смесях
АПС- Автоматическая сварка самозащитной порошковой проволокой
Газовая сварка (наплавка)
Г-Газовая сварка
Дуговая сварка (наплавка) покрытыми электродами
РД-Ручная дуговая сварка покрытыми электродами
РДН-Ручная дуговая наплавка покрытыми электродами
Дуговые способы (виды) сварки (наплавки) под флюсом
АФ-Автоматическая сварка под флюсом
АФЛН-Автоматическая наплавка ленточным электродом под флюсом
АФПН-Автоматическая наплавка проволочным электродом под флюсом
МФ-Механизированная сварка под флюсом
Контактная сварка
КСО-Контактная стыковая сварка оплавлением
КСС-Контактная стыковая сварка сопротивлением
КТС-Контактно-точечная сварка
КШС-Контактная шовная сварка
Механизированные способы (виды) дуговой сварки (наплавки)
МАДП-Механизированная аргонодуговая сварка плавящимся электродом
МП-Механизированная сварка плавящимся электродом в среде активных газов и смесях
МПГ-Механизированная сварка порошковой проволокой в среде активных газов и смесях
МПС-Механизированная сварка самозащитной порошковой проволокой
МСОД-Механизированная сварка открытой дугой легированной проволокой
Плазменная сварка (наплавка)
П-Плазменная сварка
Ручная дуговая сварка (наплавка) в защитных газах
РАД-Ручная аргонодуговая сварка неплавящимся электродом
РАДН-Ручная аргонодуговая наплавка
Способы (виды) сварки (наплавки) не вошедшие в группы
ВЧС-Высокочастотная сварка
ЗН-Сварка с закладными нагревателями
НГ-Сварка нагретым газом
НИ-Сварка нагретым инструментом
ПАК-Пайка
СТ-Сварка трением
Т-Термитная сварка
Э-Экструзионная сварка
ЭЛ-Электронно-лучевая сварка
ЭШ-Электрошлаковая сварка
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Не пропускайте интересный контент!
Давайте вместе с Вами разберемся и выясним какой же вид сварки лучший. Ответить на этот вопрос однозначно не представляется возможным, поскольку каждый вид сварки предназначен под определённые задачи и хороший специалист должен обладать практическими и теоретическими знаниями минимум по нескольким методам.
Поступим следующим образом: возьмём 5 основных методов сварки и выясним какой вид сварки наиболее востребован на сегодняшнее время и где применяется, а также расставим по местам и в конце сделаем выводы.
Несомненный лидер среди остальных методов, поскольку представлен большим количеством вакансий на рынке труда. Сварка полуавтоматом на сегодняшний день самая востребованная по нескольким причинам: высокая производительность (скорость сварки), высокое качество сварных швов и низкая зашлакованность, возможность сваривать различные виды металлов - черную сталь, нержавеющую, алюминий и т.д, невысокая себестоимость.
Сварщик выполняет сварку полуавтоматом. Все представленные в статье картинки заимствованы из свободного источника - Яндекс.КартинкиСварщик выполняет сварку полуавтоматом. Все представленные в статье картинки заимствованы из свободного источника - Яндекс.Картинки
Аргонно-дуговая сварка занимает второе место по востребованности на сегодняшнее время, по сколько, не смотря на дорогую себестоимость, способна давать лучшее качество сварки среди всех остальных методов. Швы TIG совершенно не образуют шлака и имеют очень плотную кристаллическую структуру. Кроме того, в отличие от остальных методов, аргонно-дуговая сварка способна сваривать практически все виды металлов, применяемых на различным производствах. Из минусов - низкая скорость сварки и высокая себестоимость. Интересные факты о сварке TIG Вы можете узнать в нашей статье по этой ссылке.
Сварщик выполняет сварку детали из алюминия методом TIG.Сварщик выполняет сварку детали из алюминия методом TIG.
РДС сварка - основа всех основ, поскольку специалист хорошо овладевший этим методом (особенно сварку неповоротного стыка трубы), без проблем за короткое время освоит и другие методы. Однако на рынке труда этот метод сварки давно потерял лидирующие позиции и вытеснен. Остается востребован в большей части на монтажах и ремонтах различных трубопроводов и стройке, а не одна солидная организация, которая занимается металлоконструкциями этот метод уже не использует вовсе, либо использует в ограниченном количестве. Стоит учесть, что не один из всех методов, кроме РДС, не производит сварку под водой. Сварщики-водолазы используют ручную дуговую сварку специальным плавящимся электродом и это добавляет методу долю весомости.
Сварщик выполняет сварку стыка трубопровода методом ручной дуговой сварки плавящимся электродом.Сварщик выполняет сварку стыка трубопровода методом ручной дуговой сварки плавящимся электродом.
На сегодняшний день сварка автогеном используется в узком спектре сварочных работ и её активно вытесняет аргонно-дуговая сварка. Однако она всё ещё остаётся незаменимой, в особенности во многих аварийных и ремонтных газовых и других службах, а также обходится дешевле. Сварщики, которые хорошо владеют этим методом, способны без проблем в короткие сроки обучиться конкурирующей аргонно-дуговой сварке. Напомним, что двукратным чемпионом мира по сварке стал русский сварщик как раз в номинации - газовая сварка кислородно-ацетиленовым пламенем (311). Это Вы можете прочесть в нашей статье по этой ссылке.
Сварщик выполняет сварку трубы автогенной сваркой.Сварщик выполняет сварку трубы автогенной сваркой.
В современной индустрии является одним из самых дорогих и качественных методов. Роботизированная сварка на сегодняшний день ведётся в большей доле тремя методами: плавящейся проволокой в среде защитных газов, методом TIG и лазерным методом. Роботизированный метод сварки позволяет получить сварные швы (при правильно настройке) идеального качества за максимально короткое время. Специалист по такому виду, конечно, в большей степени является оператором, нежели сварщиком. Почти все крупные предприятия металлоконструкций имеют в своём арсенале такие установки, однако в списке предлагаемых вакансий она встречается особенно часто.
Сварщик-оператор выполняет сварку детали с помощью сварочного робота.Сварщик-оператор выполняет сварку детали с помощью сварочного робота.
Исходя из вышеизложенного можно предположить, что самым лучшим по востребованности видом сварки на сегодняшний день является - полуавтомат. А самым лучшим в плане получения профессиональных навыков остаётся ручная-дуговая сварка.
Фото удовлетворительных швов различными методами сварки: 1. Вертикальный стыковой шов полуавтоматом. 2. Вертикальный стыковой шов аргонно-дуговой сварки ("Американка" или "Бабочка"). 3. Неповоротный стык трубопровода РДС. 4.Автогенная сварка. 5. Роботизированная сварка вертикального стыка.Фото удовлетворительных швов различными методами сварки: 1. Вертикальный стыковой шов полуавтоматом. 2. Вертикальный стыковой шов аргонно-дуговой сварки ("Американка" или "Бабочка"). 3. Неповоротный стык трубопровода РДС. 4.Автогенная сварка. 5. Роботизированная сварка вертикального стыка.
Спасибо, что прочитали до конца! Не забываем делать репосты, оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.
Предлагаем прочесть также:
Типы сварки годами вызывали споры. Какой критерий следует считать решающим в контексте оценки - качество сварного шва, скорость выполнения, простота выполнения или затраты на выполнение? Есть много переменных - поэтому так сложно однозначно ответить на вопрос, какой метод сварки является лучшим решением. Тем не менее преимущества и недостатки различных вариантов хорошо видны.

Сварка, как процесс, направленный на неразъемное соединение материалов, только внешне выглядит как работа небольшой сложности.Ничто не могло быть более неправильным. Сварщик должен быть не только точным, опытным и физически выносливым – особенно в случае нестандартных заказов. Важны и правильные решения - в том числе:
В частности, первый пункт – указание наилучшего типа сварки – очень важен для конечного результата.Какой метод сварки можно считать лучшим?
Читайте также: Сварка ММА
Прежде всего, , виды сварки необходимо различать в контексте того, откуда поступает используемая тепловая энергия . Вот как вы можете извлечь:
Сам процесс сварки следует рассматривать широко: все более и более сложные задачи делают эти проекты специализированными, часто адаптированными к текущему продукту.
Наибольшей популярностью пользуется электросварка – это обусловлено высокой технологичностью задачи, дешевизной и универсальностью аппаратов.
Основным преимуществом электросварки является диапазон возможностей.С одной стороны, это процесс, который можно выполнять как на любителя, так и на базе небольших устройств. С другой стороны, электросварка может выполняться в промышленно-производственной системе с использованием специализированных сварочных аппаратов. Здесь можно выделить несколько основных методов:
Вариант MIG/MAG считается лучшим и в то же время самым популярным методом. По оценкам, более 60 процентов. реализации сделаны на основе этого варианта .
Миграционная сварка, как определено при работе в режимах MIG и MAG, основана на работе газовой защиты. MIG (металлический инертный газ) и MAG (металлический активный газ) указывают, какая защита подходит для сварки плавящимся электродом. Вопросы о том, что такое сварка MIG и MAG с точки зрения обрабатываемого материала .
Сварка MIGидеально подходит в основном для соединения меди и алюминия; они также используются для других самостоятельных металлов и их сплавов. Специфика сварки MAG немного отличается. Они используются для стальных материалов.В обоих случаях работа ведется с использованием так называемого полуавтоматические машины. Это сварочные аппараты, адаптированные к определенному методу. На это стоит обратить внимание в контексте того, чем МИГ отличается от МАГ.
Читайте также: Правила техники безопасности при сварке
При анализе вариантов необходимо учитывать:
Также следует учитывать опыт и навыки сварщика, особенно для более сложных задач.
Различия между MIG и MAG, в частности, связаны с типом свариваемого материала. Если основным критерием является прочность создаваемых соединений, лучшим вариантом будет дуговая сварка покрытым электродом, т.е. ММА. При использовании электрода, состоящего из металлического сердечника и покрытого оболочкой, можно получить наиболее прочное соединение.Преимуществом этого метода является также его универсальность – благодаря универсальности и истории этого вида сварки вы можете рассчитывать на быстрое и качественное выполнение.
Для прочных сварных швов также предоставьте методы:
Критерий будет другим, если скорость сварочного процесса является ключевой с точки зрения подрядчика. В этом случае ММА будет иметь довольно постепенную прогрессию.Методы МИГ (131) и МАГ (135) будут в этом отношении гораздо более выгодными.
С другой стороны, когда технические навыки оператора являются наиболее важным вопросом, стоит выбрать вариант TIG. Этот метод позволяет выполнять сварку даже в ситуации, когда сварщик не имеет многолетнего опыта работы в отрасли. Результатом будет сварка хорошего качества в благоприятное время . Если неопытный оператор решит использовать методы MAG (135) или MMA (111), с технической стороны можно ожидать гораздо больших проблем.Это виды сварки, требующие особой точности. Если сварка должна быть очень эстетичной, например, на открытом месте, особенно важны режим работы и знания оператора.
Сварка МИГ/МАГ включает сварку электрической дугой между стержневой электрод и заготовку. Расходуемый электрод представляет собой постоянно подаваемую проволоку. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Используются следующие специальные термины для процесса сварки плавящимся электродом в газовой защите:
MIG - (Metal Inert Gas) - это название используется для описания процесса сварки при использовании химически инертного газа в качестве защитного газа инертный , напр.аргон, гелий.
MAG - (металлический активный газ) - это название используется для описания процесса сварки, когда химически активный газ активный используется в качестве защитного газа, например CO 2 .
GMAW - (Gas Metal Arc Welding) - аббревиатура, используемая в основном в США, общая для обоих методов: MIG и MAG и указывает на использование сплошной проволоки.
FCAW - (Flux Cored Arc Welding) - аббревиатура метода сварки, аналогичного MIG/MAG (GMAW) с той разницей, что вместо сплошной проволоки используется порошковая проволока.Если проволока наполнена порошком, выделяющим при сварке защитные газы (метод Innershield ), то внешняя (баллонная) подача защитного газа не требуется.
сварка мигоматом, сварка полуавтоматическая, сварка полуавтоматическая - это общие названия процесса сварки, как методом МИГ, так и МАГ.
Сварка MIG/MAG в настоящее время является наиболее широко используемым методом сварки, на долю которого приходится примерно 65% всех методов промышленной дуговой сварки.
| MIG / MAG сварочная диаграмма MIG / MAG Сварка на первый взгляд: Сварочная проволока проходит плавно из пистолета и тает непрерывно в электрической дуге. Расплавленный материал проволоки смешивается с расплавленным материалом, подлежащим склеиванию, с образованием жидкой сварочной ванны. После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Через сварочную горелку и ее газовое сопло непрерывно подается защитный газ, который защищает расплавленный металл от атмосферы и охлаждает горелку (используются также дополнительные горелки с жидкостным охлаждением). |
| Схема Wnelershield Worlershield FCAW (самозащитный провод) Innershield Worlershield Сварка: Самосвязанная проволока, как описано выше сварки с Метод MIG/MAG, с той разницей, что вместо сплошной проволоки используется проволока с заполненным порошком сердечником внутри.Под воздействием высокой температуры сердечник проволоки плавится, а содержащийся в ней порошок выделяет защитный газ, создающий защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки. |
Способ сварки MIG / MAG
Преимущества:
Универсальный метод - Различные металлы и их сплавы могут быть приварены во всех позициях,
Высокая сварка - намного выше, чем с покрытыми электродами,
относительно низкая стоимость сварочных материалов - общие затраты ниже примерно на 20%, чем затраты на сварку покрытыми электродами,
хорошее качество сварных швов,
возможность механизация и автоматизация метода.
Качество сварных швов в значительной степени зависит от навыков сварщика,
относительно высокие затраты на покупку устройств и оборудования,
MAG Сварка более склонна к прилипанию и пористость сварных швов.
Применение метода MIG/MAG
Метод MAG применяется для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG – для сварки алюминия, магнезиальных, медь и другие цветные металлы и их сплавы.
Сварка полуавтоматом (мигомат) применяется практически во всех отраслях сварочного производства, в т.ч. тяжелая промышленность и машиностроение, включая верфи, производство металлоконструкций, трубопроводов, сосудов под давлением, а также ремонтно-эксплуатационное производство.
Полуавтоматические сварочные аппараты широко используются в промышленности по обработке листового металла, особенно в автомобильной, кузовной и легкой промышленности. Мигоматы также часто используются для хобби или домашней работы.
Сварка ММА, также известная как ручная дуговая сварка (ММА), представляет собой метод сварки, при котором электрод, прикрепленный к горелке, также является источником защитного газа. Дуга горит между прутком и заготовкой.
Основное отличие от других методов заключается в том, что в процессе работы электрод укорачивается. При сварке TIG и MIG/MAG расстояние между горелкой и заготовкой всегда одинаково.С другой стороны, при сварке ММА электрододержатель должен постоянно приближаться к заготовке, чтобы поддерживать постоянное расстояние между электродом и сварочной ванной. Это главная проблема при работе с этой техникой.
Метод MMA можно сваривать практически в любых условиях, поэтому он чрезвычайно универсален и популярен. Он чаще всего используется для монтажных работ, требующих легко перемещаемого оборудования, и когда работа проводится на открытом воздухе.
Этот метод обычно используется, например, для сварки трубопроводов электростанций или других труб. Это также любимый метод сварки любителями и небольшими сервисами или мастерскими. Сваривать методом ММА можно даже под водой — тогда следует использовать дополнительный материал, предназначенный для этой среды.
Комплекты для сварки MMA состоят из источника питания, кабеля заземления и сварочного кабеля с электрододержателем.Защитный газ не используется, поскольку сварочный электрод покрыт материалом (оболочкой), который при плавлении выделяет защитный газ и шлак. Многие сварочные аппараты TIG также могут использоваться для работы MMA.
Современные инверторные источники питания дополнительно способствуют мобильности и универсальности этого метода. Например, источник питания можно подключить к генератору длинными силовыми кабелями, а затем с помощью сварочного аппарата подвести к сварочному аппарату. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA также весьма популярна среди любителей, так как для нее требуется только источник питания и электроды с присадочным материалом. Защитный газ не требуется, и оборудование обычно можно подключить к стандартной розетке переменного тока.
Обзор оборудования для сварки ММА Kemppi
Сварочный электрод представляет собой прямой сварочный стержень фиксированной длины, покрытый флюсом. Электрод покрыт с одной стороны и готов к прикреплению к держателю.С другой стороны находится та часть, которая трется о заготовку, чтобы зажечь дугу. Надпись рядом с концом сборки информирует о качестве и торговой марке электрода. Обычно также указывается класс AWS.
Указанный диаметр электрода относится к диаметру металлического стержня внутри покрытия. Покрытие на поверхности металлического стержня предназначено для защиты сварочной среды от загрязнения воздухом, образования шлака, покрывающего шов, и облегчения образования дуги.
Перед сваркой необходимо проверить состояние источника питания, кабелей, электрододержателя и зажима заземления. Если источник питания имеет панель управления и пульт дистанционного управления, также проверьте их работоспособность. Качество и прочность сварочного электрода должны быть проверены и согласованы с заготовкой. Крышка на штанге должна быть целой.
Чтобы начать сварку, осторожно постучите электродом по дну разделки под сварку.Затем отведите электрод до упора назад, чтобы не слишком удлинить дугу, и ведите его вдоль сварного шва, следя за шириной сварочной ванны. Держатель электрода должен быть обращен вперед при перемещении. За сварочной ванной видна линия образования шлака. Должно быть, за озером. Расстояние от границы шлака до сварочной ванны можно регулировать сварочным током и углом наклона электрододержателя.
При сварке старайтесь, чтобы дуга была как можно короче.Длина дуги увеличивается по мере того, как электрод становится короче во время сварки. Поначалу контролировать правильное движение может быть непросто, но со временем вы наберетесь опыта.
После полного выгорания электрода удалить шлак из соединения и очистить его стальной щеткой. Ударьте следующим электродом немного позади предыдущего сварного шва, затем верните его туда, где сварка закончена, и продолжайте.
Для завершения сварки слегка отведите электрод в сторону готового шва, затем поднимите его прямо вверх от заготовки.
.Прежде всего, следует различать виды сварки в зависимости от того, откуда поступает используемая тепловая энергия. Таким образом можно выделить:
Сам процесс сварки следует рассматривать широко: все более и более сложные задачи делают эти проекты специализированными, часто адаптированными к текущему продукту.
Миграционная сварка, определяемая работой режимов MIG и MAG, основана на работе газовой защиты. MIG (металлический инертный газ) и MAG (металлический активный газ) указывают, какая защитная оболочка подходит для сварки плавящимся электродом. Короче говоря, при этом методе сварочная проволока плавно выходит из пистолета и плавится в электрической дуге. Затем расплавленный материал проволоки смешивают с расплавленным связующим материалом. Затем образуется жидкая лужа, которая затвердевает и образует неразъемный шов.
4
МАГ в основном используется для сварки нелегированных, низколегированных и высоколегированных конструкционных сталей. MIG, с другой стороны, используется для соединения алюминия, магния, промежуточных металлов с их сплавами.
При TIG ( Tungsten Inert Gas ) и GTAW ( Gas Tungsten Arc Welding ) электрическая дуга создается с использованием неплавящегося вольфрамового электрода в среде инертного газа – чаще всего гелия или аргона. При этом методе нет необходимости использовать дополнительный материал – если, однако, он вводится в бассейн вручную.
Метод TIG и GTAW чаще всего используется для сварки нержавеющих и других высоколегированных сталей, а также алюминиевых, медных, титановых, никелевых и других сплавов.
Каждый из этих методов имеет свои преимущества и недостатки и может использоваться для сварки различных материалов. Залог успеха – правильная настройка параметров и подбор метода для конкретного случая. Кроме того, ручная сварка во многом зависит от мастерства сварщика.
.Введение в сварку
Сварка — это область технологии, связанная со склеиванием, т. е. соединением инженерных пластиков, и процессами, связанными со склеиванием.
Процессы склеивания отличаются друг от друга физическим состоянием основных материалов и металла шва (присадочного материала) в месте склеивания, характером связей, образующих соединение, и типом применяемой тепловой и/или механической энергии для формирования сустава.
Рис. Классификация сварочных процессов.
Целью сварки является создание соединения, состоящего из двух или более частей, путем приложения к ним локальной тепловой энергии, вызывающей их локальное плавление, а затем кристаллизацию, создавая сварной шов, который является неотъемлемой частью соединения. Соединяемые материалы (основные материалы) – это металлы и их сплавы с одинаковыми или близкими физико-химическими свойствами.Сварной шов получают плавлением и смешением основного и дополнительного металлов (связки), но создать сварной шов можно только из расплавленных основных материалов
Рис. Классификация способов сварки.
Способы сварки обозначаются аббревиатурами и цифрами.
E - 111 (MMA) Ручная дуговая сварка покрытым электродом.
MIG-131 (GMAW) Дуговая сварка в среде инертного газа
MAG-135 (GMAW) Дуговая сварка металлическим электродом в активном газе
MAG-136 (FCAW) Сварка порошковой проволокой
MAG-138 (FCAW) Сварка порошковой проволокой в активном режиме газовая защита
TIG - 141 (GTAW) Сварка вольфрамовым электродом в среде инертного газа
Характеристики выбранных методов сварки.
Сварка GMAW, известная как MIG/MAG , заключается в сварке электрической дугой, производимой между плавящимся электродом и свариваемым материалом. Расходуемый электрод представляет собой постоянно подаваемую проволоку. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Следующие термины используются для процесса сварки плавящимся электродом в защитных газах:
MIG - (Metal Inert Gas) - это название описывает процесс сварки, когда в качестве защитного газа используется химически инертный газ, напримераргон, гелий.
MAG - (Metal Active Gas) - это название используется для описания процесса сварки, когда в качестве защитного газа используется химически активный газ, например CO2.
GMAW - (Gas Metal Arc Welding) - аббревиатура, используемая в основном в США, общая для обоих методов: MIG и MAG.
Сварка миграцией, полуавтоматическая сварка, полуавтоматическая сварка - это общие названия процесса сварки, как методами MIG, так и MAG.
Сварка GTAW или TIG (вольфрам в инертном газе) — это производство электрической дуги с использованием неплавящегося вольфрамового электрода в среде инертного газа.Часто встречается обозначение GTAW (Gas Tungsten Arc Welding) (в основном в США).
Сварочная дуга между неплавящимся электродом и заготовкой плавит поверхность заготовки. При сварке TIG нет необходимости использовать какой-либо дополнительный материал. Сварные элементы можно соединять путем переплавки разделки под сварку. Однако если используется дополнительный материал, то он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG/MAG.Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG/MAG. Связующее обычно выпускается в виде проволоки (стержня) длиной 1 м и правильно подобранного диаметра.
Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, поступающего из сопла электрододержателя. Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
Сварка ММА - ММА
ММА (Ручная дуговая сварка) - старейший и наиболее универсальный метод дуговой сварки.
В методе ММА используется электрод с покрытием, который состоит из металлического сердечника, покрытого сжатой оболочкой. Между концом электрода и заготовкой возникает электрическая дуга. Зажигание дуги происходит контактным путем прикосновения конца электрода к свариваемому материалу. Электрод расплавляется, и капли расплавленного металла электрода переносятся через дугу в расплавленную сварочную ванну, образуя сварной шов после охлаждения. Сварщик перемещает электрод по мере его приплавления к заготовке, чтобы поддерживать дугу постоянной длины и одновременно перемещает ее плавящийся конец по линии сварки.Плавящееся электродное покрытие выделяет газы, защищающие расплавленный металл от влияния атмосферы, а затем застывает и образует на поверхности ванны шлак, предохраняющий застывающий металл шва от воздействия окружающей среды. После укладки одного стежка шлак необходимо удалить механическим способом.
Основное отличие от других методов сварки заключается в том, что в методе ММА электрод укорачивается. В методах TIG и MIG/MAG длина электрода все время остается неизменной, а расстояние между горелкой и заготовкой всегда постоянным.В методе ММА для поддержания постоянного расстояния между электродом и сварочной ванной электрододержатель необходимо постоянно перемещать в сторону заготовки, в связи с чем особую роль играет мастерство сварщика.
.
Метод МИГ ( металл в инертном газе ) – сварка плавящимся электродом в среде аргона или гелия (химически инертные газы). Помимо метода МАГ, это один из наиболее часто используемых методов соединения металлических элементов.
Метод MIG очень похож на метод сплавления металлических предметов, как и в случае метода MAG, при котором для сварки используются химически активные газы, углекислый газ или их смесь с аргоном.MIG и MAG составляют более половины методов промышленной дуговой сварки. Однако они отличаются в первую очередь своим применением. Метод МАГ применяется для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей. Метод MIG используется для сварки алюминия, магния, меди, титана, циркония и других цветных металлов и их сплавов.
Метод MIG требует использования соответствующих сварочных инструментов, а также определенных навыков сварщика.И MIG, и MAG используются в основном на технологических линиях и сборочных работах. Они выполняются как при автоматической, так и при полуавтоматической сварке. MIG/MAG практикуется в ремонтных мастерских, а также на заводах серийного производства, например, труб, сосудов под давлением, металлоконструкций, кораблей, автомобилей, подвижного состава и т. д. Оба метода обеспечивают хорошее качество сварных швов, оперативность, возможность автоматизации процесса сварки и т. д.
Метод сварки MIG заключается в соединении двух элементов с помощью электрической дуги, создаваемой между плавящимся электродом и свариваемым материалом.Расходуемый электрод представляет собой проволоку, подаваемую непрерывно, и оба элемента защищены потоком защитного газа. Из горелки плавно выходит сварочная проволока, которая постоянно плавится в электрической дуге. Материал плавленой проволоки соединяется с расплавленным материалом, образуя жидкую сварочную ванну, которая при затвердевании превращается в неразъемное соединение.
При сварке МИГ необходимо правильно оборудовать рабочее место приборами и инструментом, также необходимо соблюдать необходимые параметры сварки и правила техники безопасности.
.Сварка позволяет производить неразъемное соединение металлов и их сплавов. Они используются во многих отраслях промышленности, в том числе авиационной, автомобильной, строительной и судостроительной промышленности. Именно благодаря сварке можно строить автомобили и корабли, а также создавать различные виды конструкций. Какие существуют виды сварки и сколько может стоить этот вид услуг?
Сварка – отрасль техники, отвечающая за процесс неразъемного соединения металлов с применением сплавов.Это требует концентрированного подвода тепла к точке, где должны быть сформированы соединение и сварной шов. Существует три основных сварочных процесса:
Что такое сварка? Это метод соединения металлов путем их нагревания и плавления со связующим или без его использования. Дуга, создаваемая током, вырабатываемым сварочным аппаратом, обычно выполняет функцию источника тепла.Пайка – это соединение металлов с присадочным металлом, температура плавления которого ниже температуры плавления соединяемых материалов. В свою очередь, сварка заключается в нагреве поверхностей для придания им пластичности и прессовании их (в некоторых способах сварки материалы сначала прижимают друг к другу и только потом нагревают).
Migomats - в сварочном цеху Alhweld.pl
По источнику энергии различают сварку:
Также имеется более подробная разбивка электросварки, различающая следующие способы:
Для сварки подходят многие материалы, но несложно выделить несколько материалов, используемых для этого вида работ гораздо чаще, чем другие. Большинство сварщиков предлагают, среди прочего сварка алюминия . Это связано с тем, что они используются по-разному, например, в производстве автомобилей, самолетов или декоративных элементов для дома. В случае с алюминием чаще всего используются два метода сварки: MIG и TIG.Очень часто ищется услуга сварка латуни, т.е. сплава меди и цинка. Люди, которые занимаются этим, также используют методы MIG и TIG. Латунь трудно сваривать, как и чугун, но это не значит, что выполнить работу невозможно. Она требует правильной подготовки материала и подбора правильного оборудования. Сварка чугуна может быть холодной или горячей, возможна также пайка, и применение этих методов зависит от ситуации.Также очень популярна сварка из нержавейки (нержавейка) , которая используется в строительстве, производстве электроники и во многих различных отраслях промышленности. Кроме того, в предложении некоторых компаний и сварщиков, работающих самостоятельно, можно найти оцинкованную сварку , т.е. металлы, покрытые цинком для защиты от коррозии.
Сварщики ММА в сварочном цехе Allweld.pl
На стоимость сварки влияет множество факторов.К ним относятся: опыт и навыки сварщика, место службы, используемый метод или уровень сложности заказа. Универсальный прайс на сварочные работы найти сложно, так как расценки каждый специалист определяет индивидуально. При оценке сварочных услуг учитываются следующие факторы:
Проверяя, сколько придется заплатить за сварку, мы обычно находим цену за 1 см сварного шва. Некоторые специалисты оценивают свою работу, учитывая квадратные метры, погонные метры или просто искусство, если они занимаются, например, сваркой ворот и перил. Помимо вышеперечисленных факторов, на сумму денег, которую необходимо заплатить за оказанную услугу, также влияет используемый материал. Например, сварка алюминия средней толщины обычно стоит от 2 до 3 злотых за 1 см шва, но если он тонкий, цена может быть немного меньше, т.е. ок.1-2 злотых. Сварка таких материалов, как нержавеющая сталь (нержавеющая сталь) стоит в среднем от 1,05 до 2 злотых за 1 см сварного шва, также это относится к средней толщине материала. Интересно, что в данном случае имеет значение место жительства. Оказывается, ставки на сварку нержавеющей стали наиболее привлекательны в следующих воеводствах: Малопольском, Мазовецком, Люблинском и Свентокшиском, а самые высокие в таких городах, как Варшава или Щецин. Также стоит обратить внимание на такие материалы, как оцинковка. Сварка оцинкованных элементов возможна, но требует помнить о некоторых важных правилах, таких как не превышать температуру плавления цинка.По этой причине стоимость услуги наверняка окажется выше по сравнению со сталью или алюминием. Если для работы требуются такие материалы, как латунь или чугун, сварка также может оказаться более сложной и требовательной. За такую услугу мы, вероятно, заплатим более 2-3 злотых за 1 см сварного шва. Если сварщик указывает в прайс-листе ставку за метр, то в случае таких материалов, как латунь, сварка стоит около 90-110 злотых за относительно простую работу, например, изготовление садовых пролетов.
Иногда приходится слышать, что сварка относительно дорога. Однако необходимо помнить, что получение ожидаемых результатов, т. е. прочного сочетания материалов и эстетичного вида сварного шва, требует соответствующих навыков, знаний, времени и использования хорошего оборудования. Не всегда необходимо пользоваться услугами профессионалов. Ничто не мешает вам провести сварку самостоятельно в домашней мастерской, предварительно ознакомившись с теоретическими основами. В нашем магазине вы найдете необходимое сварочное оборудование, обязательно ознакомьтесь с нашим предложением.
Смотрите другие интересные статьи из нашего блога:
- Сварка цинком - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - вся самая важная информация о сварке этого металла
- Сварка чугуна - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация по сварке электродом ММА
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
- Сварочный аппарат для любителей и начинающих любителей рукоделия
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.