Кодексы трубной сварки требуют высокого качества корневой сварки независимо от того, где проходит сварка — в цеховых или монтажных условиях. Для того, чтобы трубы не протекали, особенно если это трубы для транспортировки пара или жидкостей под большим давлением, необходимо обеспечить полное проплавление металла.
В прошлом для сварки труб использовался один из трех методов, каждый из которых имел свои преимущества и недостатки. Этими методами были:
Link
Дуговая сварка вольфрамовым электродом в среде защитных газов, которую часто называют аргонодуговой или TIG-сваркой. Отличается низкой скоростью сварки, высоким тепловложением и высокими требованиями к квалификации сварщика.
Дуговая сварка металлическим плавящимся электродом в среде защитного/инертного газа (MIG/MAG) — намного быстрее аргонодуговой сварки, однако из-за трудности контроля тепловложения не всегда обеспечивает полное сплавление.
Ручная дуговая сварка (РДС или SMAW) обычно оказывается самой экономичной в отношении стоимости сварочных материалов и оборудования, однако она требует высокой квалификации сварщика. Также она может вызывать сложности из-за частых остановок и повторных поджигов дуги для смены электрода.
В отличие от этих трех процессов, сварка с переносом металла силами поверхностного натяжения (STT) позволяет проводить корневую сварку труб в 3-4 раза быстрее по сравнению с TIG, обеспечивая при этом минимальное тепловложение и полное проплавление. Процесс STT основан на применении высокочастотного инвертера с возможностью точной регулировки формы волны сварочного тока, что позволяет обеспечить высокое качество сварки с минимальным разбрызгиванием и дымообразованием. В контексте сварки труб этот процесс позволяет упростить корневую сварку с зазором и при этом улучшить качество обратной стороны шва и сплавление кромок. STT удобнее в эксплуатации по сравнению с другими процессами и при этом позволяет обеспечить стабильно высокое качество сварки с отсутствием дефектов при контроле рентгеновским излучением. Процесс STT позволяет обеспечить полное сплавление обратной стороны шва без усадки при сварке с наклоном проволоки под любым углом. Кроме того, возможность регулировки сварочного тока независимо от скорости подачи проволоки придает этому процессу большую универсальность и пригодность для любых условий работы.
|
| |
|
Процесс STT® позволяет проводить сварку труб с минимальным дымообразованием и разбрызгиванием. |
При корневой сварке с зазором между кромками процесс STT позволяет регулировать различные характеристики формы волны сварочного тока, чтобы обеспечить полное проплавление и высокое качество обратной стороны шва. |
Контроль разбрызгивания и дымообразования
Разработанный компанией Lincoln Electric процесс STT основан на применении технологии контроля формы волны сварочного тока, которая позволяет точно и быстро изменять величину сварочного тока на протяжении всего сварочного цикла. Ее особенностью является то, что ток не обладает ни жесткой (CV), ни падающей (CC) вольт-амперной характеристикой. Вместо этого источник питания автоматически корректирует силу тока в зависимости от текущего состояния дуги.
Это позволяет свести дымообразование и разбрызгивание к минимуму независимо от типа защитного газа — будь то 100-процентный CO2, аргоновые смеси или гелиевые смеси для использования с нержавеющей сталью. Меньший уровень разбрызгивания означает меньшие потери времени на подготовку поверхности и большие интервалы между очисткой форсунки горелки.
Кроме этого, благодаря низкому разбрызгиванию в соединение попадет больше наплавленного металла, что делает расход сварочных материалов более эффективным. Также Вы можете сэкономить еще больше благодаря использованию проволоки большего диаметра.
При установлении дуги в начале сварочного цикла сила тока мгновенно снижается. Эта пониженная сила тока сохраняется в течение определенного времени, необходимого для того, чтобы силы поверхностного натяжения начали перенос капли в сварочную ванну и образовали от нее сплошную механическую перемычку. После этого подается ток «пинч-эффекта», который ускоряет перенос капли. На протяжении всего этого процесса проводится мониторинг образования шейки и выталкивания капли расплавленного металла. В нужный момент перед разделением перемычки ток пинч-эффекта быстро снижается. Отделение капли происходит на низком токе, что помогает сократить разбрызгивание.
Затем происходит повторный поджиг дуги и подается высокий «пиковый» ток. Этот скачок тока приводит к удлинению и расширению дуги, что позволяет ей расплавить большую площадь поверхности и тем самым предотвратить чрезмерное усиление шва и обеспечить полное сплавление.
Высокое качество сварки труб
Процесс MIG-сварки на жесткой ВАХ, который чаще всего используется для сварки труб, не позволяет регулировать сварочный ток напрямую. Вместо этого регулируется среднее напряжение. Это может привести к чрезмерному увеличению температуры или жидкотекучести сварочной ванны и последующему втягиванию обратной поверхности шва. Это явление называют «всасыванием». Кроме того, чтобы обеспечить полное проплавление при работе с традиционным источником MIG, сварщик должен постоянно направлять дугу на переднюю кромку сварочной ванны. Если дуга окажется слишком далеко позади, проплавление будет неполным. Если дуга будет слишком далеко впереди, это приведет к образованию дефектов на внутренней поверхности трубы.
Так как процесс STT позволяет регулировать силу сварочного тока независимо от скорости подачи проволоки, он делает возможным точный контроль температуры и жидкотекучести сварочной ванны и полное проплавление металла. Именно по этой причине STT стал популярным выбором для выполнения корневых проходов труб с зазором между кромками. В пространственном положении 5G сварщику достаточно просто удерживать дугу в сварочной ванне. Опытные сварщики труб практически всегда отмечают превосходство этого нового процесса, будь то в отношении комфорта и качества сварки. Особенно высоко они оценивают минимальное разбрызгивание и при сварке в положении на 6 часов.
В ходе подготовки к закупке нового оборудования поставщик сварочного оборудования и производитель должны вместе подобрать подходящие аксессуары, средства безопасности, оптимальное расположение сварочной станции, составить сервисный план (внутреннего и внешнего обслуживания), определить кадровые и учебные требования.
Процесс STT получил широкое распространение в трубной отрасли и других областях, где требуется точный контроль тепловложения и минимальное разбрызгивание и дымообразование. Так как STT позволяет непосредственно регулировать тепловложение, он также значительно упрощает контроль профиля обратной стороны шва. По отзывам сварщиков, это не только упрощает сварку корневых проходов, но и повышает их механические и металлургические свойства. Оптимальные характеристики в зоне теплового воздействия позволяют обеспечить оптимальный профиль сварного шва. Более того, корневая сварка по открытому зазору может проводиться без внутренней керамической или медной подложки. В частности, это позволяет избежать риска коррозии из-за включений меди.
Данный процесс рекомендуется для сварки низкоуглеродистой, высокопрочной и нержавеющей стали, а также других сплавов. В случае сварки низкоуглеродистой стали STT обеспечивает низкое содержание диффузионного водорода в наплавленном металле и низкое разбрызгивание при использовании 100-процентного CO2 в качестве защитного газа. При сварке дуплексных сталей процесс STT обеспечивает значительно большую критическую температуру питтинговой коррозии по сравнению с аргонодуговой сваркой, а также в 3-4 раза более высокую скорость сварки при меньших требованиях к квалификации сварщика.
Создание сварочных систем, способных управлять переносом капли за счет изменения формы сварочного тока, является стратегически приоритетным направлением исследовательской деятельности и практических разработок компании Линкольн Электрик в области полуавтоматической сварки. По мнению специалистов компании, несмотря на почти вдвое большую стоимость таких систем по сравнению с оборудованием традиционного типа, в условиях жестких и постоянно растущих требований к качеству сварных соединений их использование экономически более целесообразно. Это подтверждается заметным ростом интереса к такому оборудованию со стороны представителей различных отраслей промышленности.
Сварочный процесс STT (сокращение от английского термина "Surface Tension Transfer" - перенос за счет сил поверхностного натяжения) был разработан компанией Линкольн Электрик в результате активных исследований в области управляемого переноса металла при сварке.
Традиционный и наиболее широко применяемый метод полуавтоматической сварки предполагает использование источника питания с жесткой вольтамперной характеристикой, сплошной сварочной проволоки и углекислого газа в качестве защитного. Оборудование обеспечивает установку сварочного напряжения, и скорости подачи проволоки - эти два параметра сварочного режима, в конечном счете, определяют качество получаемого сварного соединения. При этом, в достаточно широком диапазоне сварочных режимов, устанавливается так называемый "процесс переноса наплавляемого металла сериями коротких замыканий". Источник питания, выходное напряжение которого не зависит от величины протекающего в сварочном контуре тока, каждый раз стремится восстановить дуговой промежуток между сварочной ванной и подаваемой проволокой, самопроизвольно закорачиваемый с определенной частотой. В процессе переноса металла имеет место хаотичный характер изменения сварочного напряжения и тока. Процесс отделения образуемой на торце электрода капли расплавленного металла, и ее переход в сварочную ванну происходит при высоком уровне сварочного тока. Это обусловливает определенную нестабильность процессов, происходящих в дуговом промежутке, и характерное разбрызгивание при сварке.
Процесс STT - преемник обычного процесса полуавтоматической сварки в среде защитного газа, реализующего метод переноса короткими замыканиями. Однако STT принципиально отличается от него возможностью прямого управления условиями переноса наплавляемого металла в сварочную ванну. Эта возможность обеспечивается быстродействующей инверторной схемой источника питания, специальным электронным микропроцессорным модулем, принудительно задающим необходимый уровень сварочного тока и контуром обратной связи, динамично отслеживающим изменения напряжения на дуге. В течение всего цикла переноса капли в сварочную ванну величина сварочного тока жестко зависит от фазы формирования и перехода последней. Идентификация фазы переноса осуществляется за счет обработки величины напряжения постоянно снимаемого с дугового промежутка.
Рассмотрим подробнее влияние основных параметров сварочного режима на процессы, происходящие в дуговом промежутке. Как уже было отмечено, перенос наплавляемого металла происходит сериями коротких замыканий. На рисунках 1 и 2 представлены диаграммы кривых тока и напряжения, характерные для традиционного полуавтомата и источника STT. Каждое замыкание проволоки в сварочную ванну - цикл переноса - удобно разбить на несколько характерных этапов:
Рис. 1 Типичные формы кривых сварочного тока и напряжения при традиционном способе полуавтоматической сварки.
Рис. 2 Формы кривых сварочного тока и напряжения при полуавтоматической сварке методом STT.
Подготовка капли (Т7-Т0-Т1). Продолжительный этап действия базового тока на уровне 50 - 100 А и подготовка капли к моменту короткого замыкания. На этом этапе под действием сил поверхностного натяжения форма капли приближается к правильной сфере, создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. Управление величиной базового тока несет в себе две основные функции. Во-первых, он должен обеспечить дугу количеством энергии, достаточным для преодоления потерь на излучение и поддержание определенного объема расплавленной на конце электрода капли. Если базовый ток слишком низок, это приводит к кристаллизации верхней части капли и уменьшению ее объема. Более того, это может привести даже к полной кристаллизации капли и, как следствие, к нестабильности всего процесса и утыканиям проволоки в дно сварочной ванны. Во-вторых, от уровня базового тока зависит степень общего разогрева свариваемого изделия. Действие базового тока похоже на влияние сварочного напряжения при обычной полуавтоматической сварке. При повышении обоих параметров сварочный шов теряет выпуклость, приобретает более низкую и плавную форму. Это происходит за счет увеличения разогрева зоны дуги и повышения текучести металла. Однако, увеличение базового тока более 120 А приводит к значительному повышению разбрызгивания. Оптимальная величина базового тока зависит от типа защитного газа (понижается с переходом на смеси аргона), материала, диаметра и скорости подачи сварочной проволоки. Установка оптимального для тех или иных условий базового тока в процессе работы, а именно его соответствие заданной скорости подачи проволоки, имеет принципиальное значение для качества всего соединения.
Начальный период короткого замыкания (Т1-Т2). В момент Т1 происходит замыкание капли на сварочную ванну. Если при этом величина сварочного тока составляет 150 - 200 А, как в случае с обычным полуавтоматическим процессом, капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла. При действии источника STT образование контакта происходит при значительно более низком уровне сварочного (базового) тока, что исключает эти негативные явления. Капля спокойно залипает на сварочную ванну, образуя пятно контакта. Датчик контура обратной связи источника питания Invertec STT в момент Т1 подает микропроцессору сигнал о возникновении короткого замыкания (напряжение упало до значения, близкого к нулю). источник понижает ток с базового уровня до 10 А на время 0,75 миллисекунд. В течение этого времени происходит развитие пятна контакта, врастание капли в сварочную ванну и образуется надежная перемычка между ванной и электродной проволокой.
Период пинч-эффекта (Т2-Т3). Пинч-эффектом называют возникновение вокруг электрического проводника центростремительных сжимающих сил, пропорциональных квадрату протекающего по проводнику тока. Строго говоря, этот эффект присутствует в сварочном контуре всегда когда сварочный ток не равен нулю. Однако только на рассматриваемом этапе влияние пинч-эффекта на перенос наплавляемого металла в сварочную ванну имеет принципиальное значение. По истечении времени действия начального периода короткого замыкания (0,75 мс, момент Т2) микропроцессор резко повышает величину сварочного тока. На этой короткой первой стадии происходит стремительный рост электромагнитных сил оссимметричного сжатия жидкой перемычки и образование на ней шейки. Уровень, до которого источник повышает ток на первой стадии, зависит от диаметра применяемой проволоки (повышается с увеличением диаметра) и устанавливается сварщиком с помощью двухпозиционного тумблера на лицевой панели аппарата. На второй стадии пинч-эффекта повышение сварочного тока происходит значительно более плавно. Источник "готовится" к моменту разрушения шейки и отделения капли от электродной проволоки. Необходимо отметить, что во время короткого замыкания напряжение между электродной проволокой и сварочной ванной не равно нулю, поскольку при температуре плавления (1550? С) металл имеет высокое электрическое сопротивление. Образование шейки связано с уменьшением поперечного сечения перемычки и ростом электрического сопротивления этого участка проводника. На этой стадии снова вступает в действие контур обратной связи, снабжающий микропроцессор информацией о сварочном напряжении. Скорость изменения сопротивления определяется косвенно путем последовательных замеров изменения напряжения в единицу времени. Когда эта скорость достигает определенного значения, источник получает от датчика напряжения дуги сигнал, свидетельствующий о том, что шейка готова к разрушению (момент Т3). В этот момент источник прекращает плавное наращивание тока и резко снижает его до уровня порядка 5 А. Отделение капли (момент Т4) происходит без разбрызгивания, присущего традиционному полуавтомату с жесткой внешней характеристикой. Силы поверхностного натяжения уже слитых воедино капли и ванны "втягивают" каплю вглубь, формируя сварочный шов.
Рост капли (Т5-Т6). В течение всего этого этапа действует, так называемый, пиковый уровень сварочного тока, устанавливаемый сварщиком на лицевой панели аппарата. После отделения капли от электродной проволоки дуговой промежуток восстанавливается и резко повышается напряжение. Для продолжения процесса необходимо быстро сформировать новую каплю на торце электрода. С этой целью источник питания, получая сигнал о восстановлении дуги, мгновенно повышает ток до пикового уровня и наращивает плазменный столб. Пиковое значение тока определяет скорость нарастания плазмы и увеличения дугового промежутка. На торце электрода формируется расплавленная капля. Одновременно с этим усиливается давление дуги на сварочную ванну, вызывая ее сжатие и еще большее удлинение дуги. Утонение жидкой прослойки под дугой приводит к увеличению глубины проплавления. Оптимальная длительность действия пикового тока устанавливается процессором в диапазоне 1 - 2 мс. Его действие в течение более длительного периода может привести к значительному увеличению разбрызгивания вследствие слишком большого объема образуемой капли. Таким образом, пиковый ток непосредственно влияет на длину дуги и обеспечивает необходимое проплавление. Уровень пикового тока довольно высок - чаще всего порядка 350 - 400 А. На таком токе обычный полуавтомат мог бы вести сварку проволокой диаметром 1,2 мм на скоростях сварки порядка 5 м/мин. Однако, в случае STT такой высокий уровень тока действует только после отделения капли и ее переноса в ванну, что значительно повышает качество сварного шва.
Переход на базовый ток (Т6-Т7). После окончания действия пикового тока, когда создана капля необходимого объема, источник экспоненциально понижает ток до базового уровня. Резкое снижение тока в данном случае неприемлемо, поскольку мгновенный сброс действия дуги может привести к возникновению возмущений. При работе с последней версией аппарата - Invertec STT II - сварщик имеет возможность регулировать скорость снижения тока на этом этапе специальной рукояткой на лицевой панели источника (функция Tailout), достигая при этом наибольшей стабильности процесса сварки и наилучшей формы сварного шва. Кроме того, замедление падения тока приводит к увеличению общего тепловложения в сварочную ванну без изменения длины дуги, что важно, например, при сварке высоколегированных и нержавеющих сталей. Повышение тепловложения способствует улучшению сплавления с основным металлом и позволяет повысить скорость сварки. С переходом тока на базовый уровень вновь созданная капля начинает приобретать правильную сферическую форму и весь цикл переноса повторяется.
Как было отмечено выше, в настоящее время для реализации описанного процесса используется сварочный источник марки Invertec STT II. Его нельзя отнести ни к одной группе аппаратов для сварки с традиционными вольтамперными характеристиками. Правильнее считать его источником с высокоскоростным управлением величиной сварочного тока, оптимизированным специально для переноса сериями коротких замыканий. Как и традиционный сварочный полуавтомат, система на базе Invertec STT II состоит из собственно источника питания, блочно независимого механизма подачи сварочной проволоки с комплектом соответствующих контрольных и силовых кабелей и стандартной горелки для полуавтоматической сварки на 200 или 300 Ампер. Кроме того, стандартная комплектация источника питания включает специальный раздвоенный провод длиной до 15 м, предназначенный для организации контура обратной связи от сварочной дуги к источнику питания. Одна из линий контура закрепляется на токоподводе механизма подачи, а другая с помощью небольшого зажима закрепляется на свариваемой детали. В процессе подбора режима сварщик должен установить необходимую скорость подачи проволоки, определяющую производительность наплавки, и выполнить ряд облегчающих работу и понижающих вероятность образования дефектов функциональных установок. К таковым относятся: 2-х / 4-х шаговый режим работы, точечный режим, скорость подачи проволоки до зажигания дуги, ускорение при переходе на рабочую скорость, длительность предварительной и послесварочной подачи защитного газа, длительность задержки между прекращением подачи и сбросом сварочного потенциала. Все эти установки выполняются на механизме подачи проволоки один раз перед началом работы. Настройка источника питания Invertec STT II выглядит иначе, чем у обычного полуавтомата с жесткой характеристикой. Поскольку процесс сварки полностью подконтролен микропроцессору, сварщик лишь задает параметры и форму токовых импульсов, возникающих в контуре при переносе капли: устанавливается величина базового (0 - 125 А), пикового (0 - 450 А) токов, а так же длительность заднего фронта импульса роста капли. Кроме того, перед началом работы простым переключением двух тумблеров источник настраивается на материал свариваемого изделия (углеродистая / нержавеющая сталь) и диаметр используемой сварочной проволоки (1,0 мм и менее / 1,2 мм и более). Функция "горячего старта", традиционно присутствующая на аппаратах инверторного типа производства Линкольн Электрик, поможет сварщику достичь качественного зажигания дуги и обеспечит хорошее проплавление в начале шва.
Процесс STT основан на принципиально новом технологическом подходе к оборудованию для сварки и выполняемым им задачам. При вешней схожести с традиционной полуавтоматической сваркой, сказанное выше о работе систем с технологией STT убеждает в наличии большого количества отличий, имеющих важное прикладное значение, в частности, для решения вопроса создания качественного корневого шва при сварке труб различного диаметра.
Корневой шов - главная составляющая всего соединения. Качество и производительность при выполнении корневого шва определяет темп строительства всей магистрали. На сегодняшний день существуют и активно применяются на практике несколько традиционных способов создания корневого шва методом дуговой электросварки. К ним относятся: ручная сварка корня покрытыми электродами с основным и целлюлозным типом покрытия, а так же автоматическая сварка корня сплошной проволокой в среде защитного газа головками, расположенными внутри трубы. Последний метод является наиболее производительным и дорогостоящим, и требует дополнительных затрат на переточку заводской кромки трубы под сварку изнутри. Процесс STT способен устранить этот недостаток. Теплофизические свойства дуги и сварочной ванны, характерные для процесса переноса металла за счет сил поверхностного натяжения, позволяют вести сварку корня снаружи с получением гарантированного проплавления и обратного валика требуемых размеров во всех пространственных положениях. При этом процесс STT способен, при определенном навыке сварщика, в достаточно больших пределах отрабатывать изменения параметров разделки. Исследования показали, что процесс справляется с задачей сплавления кромок и создания обратного валика при увеличении ширины разделки до 4,0 мм и смещении кромок до 3,0 мм даже в потолочном положении.
Другим достоинством метода STT при выполнении корневого прохода на трубах большого диаметра является размер наплавляемого шва. За один проход наплавляется слой металла, соответствующий двум проходам (корневому и горячему) при использовании электродов с целлюлозным типом покрытия (см. Рис. 3). Во-первых, это обстоятельство ощутимо сокращает время сварки. Во-вторых, позволяет вывести внутренний центратор сразу после сварки корня, поддерживая, таким образом, высокий темп строительных работ. При этом внешняя поверхность корневого шва свободна от шлака (требуется лишь незначительная зачистка проволочной щеткой), и не имеет так называемых "карманов" - зашлакованных продольных канавок, расположенных по краям шва в местах сплавления с основным металлом, характерных для все той же сварки целлюлозными электродами. Мы производим сравнение именно с этим типом электрода, поскольку оба метода имеют близкие скорости сварки. Выполнение корневого шва электродами с основным типом покрытия не имеет указанных недостатков, но более чем в два раза медленнее STT. Главное преимущество сварки основным электродом - относительно низкое содержание диффузионного водорода в металле шва. Однако, сварочный процесс STT, выполняемый полуавтоматически проволокой сплошного сечения в среде защитного газа, по данным компании-производителя, превышает этот показатель качества (см. диаграмму на Рис. 4). Исследования, проведенные при аттестации метода, подтверждают это обстоятельство.
Рис. 3 Поперечное сечение корневого шва, выполненного с помощью целлюлозного электрода (лево) и методом STT (право).
Рис. 4 Содержание диффузионного водорода в металле шва, выполненного различными методами, мл/100г
Среди других особенностей процесса STT следует выделить сокращение общего тепловложения в свариваемую деталь, крайне низкий уровень разбрызгивания и дымообразования. При этом большинство сварщиков отмечают легкость управления сварочной ванной. Процесс не требует особых навыков, а во многих случаях просто менее трудоемок. Высокие показатели качества и стабильности наплавки достигаются при защите дуги и сварочной ванны наиболее дешевым углекислым газом, поскольку метод оптимизирован именно для типа переноса металла сериями коротких замыканий, характерного для СО2.
Одно из достоинств метода STT - возможность его использования для механизированной сварки. Как отмечалось ранее, системы автоматической сварки стыков трубопроводов позволяют достичь наивысших показателей качества и производительности работ.
Автоматическая сварка предъявляет повышенные требования к качеству подготовки кромок и сборке стыка. Эти требования не всегда возможно выполнить. Поэтому, для труб малого и среднего диаметров (условно менее 558 х 12,7) целесообразно использовать узкую J-образную разделку с углом скоса кромок порядка 5? и притуплением 1,5 мм. Сборка стыка осуществляется без зазора. Все слои выполняются с использованием проволоки сплошного сечения диаметром 1,2 мм. Корневой шов выполняется в смеси 75%Ar/25%CO2 от источника Invertec STT II. Специальная форма разделки, применение двухкомпонентной смеси газов и особенности технологии STT обеспечивают при этом полное проплавление и формирование обратного валика. Заполняющие слои выполняются в чистом CO2, облицовочный слой - в смеси 75%Ar/25%CO2 от классического источника питания с падающей вольтамперной характеристикой. Для работы по такой технологии используется специально разработанная для сварки корневого шва снаружи головка, управляемая микропроцессором.
Для труб большого диаметра (условно свыше 558х12,7) было предложено использовать стандартную заводскую разделку с углом скоса кромок 30? и стандартным притуплением. Сборка стыка выполнялась с зазором порядка 2,0 - 2,5 мм. В этом варианте сварочная технология STT призвана обеспечить выполнение качественного корневого шва при наличии существующих погрешностей подготовки кромок и сборки без использования подкладных колец. Выполнение остальных проходов при сварке всего стыка аналогично первому случаю, за исключением использования порошковой газозащитной проволоки для заполняющих слоев, обеспечивающей лучшее проплавление и при сварке труб большой толщины.
арт. K2823-2 (на складе)
Ключевые особенности:
| СЕТЬ ПИТАНИЯ | 230/400/3/50-60 |
| НОМИНАЛЬНАЯ МОЩНОСТЬ | 350A/31.5V@40% 300A/29V@100% |
| ПОТРЕБЛЯЕМЫЙ ТОК | 4/25A |
| ДИАПАЗОН СВАРОЧНОГО ТОКА | 5-350A |
| ГАБАРИТНЫЕ РАЗМЕРЫ (ВхШхГ) | 478 мм * 356 мм * 610 мм |
Процессы
Ручная дуговая сварка, аргонодуговая сварка на жесткой ВАХ, аргонодуговая сварка импульсной дугой, сварка в защитном газе, импульсная сварка в среде защитных газов, сварка порошковой проволокой
Импульсное совершенство, мобильная универсальность
Аппараты Power Wave® S350 CE и S500 CE имеют модульную конструкцию, которая позволяет каждому потребителю подобрать оптимальную конфигурацию для собственных задач. Старшая модель ряда Power Wave S700 отличается высокой производительностью и возможностью работы в тандеме (Tandem MIG). Все эти модели поддерживают протокол Arclink, который позволяет работать с любыми цифровыми механизмами подачи проволоки от PF4X до PF84. Все аппараты Power Wave® имеют встроенный разъем для подключения сети Ethernet, благодаря которому пользователь может контролировать все сварочные параметры при помощи фирменного ПО. Более того, все программное обеспечение регулярно обновляется. На сайте powerwavesoftware.com Вы всегда можете найти последнюю версию ПО.
Брошюра производителя (скачать)
Артикулы по запросу:
| K12035-1 | Invertec 170S Свар. аппарат |
| K12040-1 | Invertec 270SX Свар. аппарат |
| K12058-1 | ASPECT 300 230-400/3 Свар.аппарат |
| K14063-2A | POWERTEC-505S EXPORT |
| K14099-1 | SPEEDTEC-200C 115/230V/1/50/60 |
| K14168-1 | SPEEDTEC 320CP |
| K14182-1 | БЛОК ВО COOL ARC® 26 |
| K14183-1 | POWERTEC i350S |
| K14184-1 | POWERTEC i420S |
| K14286-1 | POWERTEC i320C STANDARD |
| K14289-1 | POWERTEC i450C ADVANCED |
| K2269-1 | Invertec V275-S Свар. аппарат |
| K3455-1 | PowerWave R450 CE |
| K3533-1 | СВАР ИСТОЧНИК FLEXTEC 650X CE |
| K4283-1 | FLEXTEC 350X CE МОНТАЖН |
| K4284-1 | FLEXTEC 350X CE СТАНДАРТ |
| W000384990 | ИСТОЧНИК ТОКА DIGIWAVE III 520 |
За подробной информацией Вы можете обратиться к нашим консультантам по телефону: 8 (812) 602-03-02.
Сварочный аппарат с революционной технологией STT II, представляет собой инверторный сварочный источник с высокой частотой преобразования, в котором применена улучшенная технология управления формой сварочного тока (Waveform Control Technology), обеспечивающей значительные преимущества по сравнению с традиционной MIG-сваркой короткими замыканиями.
Преимущества:
| Наименование | Номер по каталогу | Сеть питания | Свароч. ток / Напряж. / ПВ | Сетев. предох. | Диапозон рег. свароч. тока | Габаритные размеры ВхШхД (мм) | Вес (кг) |
| STT II | K1527-1 | 200/220/380/400/ 440/3/50-60 | 225A/29V/60% 200A/28V/100% | 17A | 5-450A(пик. ток). 5-125A (баз. ток) | 589 x 336 x 620 | 59 |
| Package | PSTT2-1-A | 200/220/380/400/ 440/3/50-60 | 225A/29V/60% 200A/28V/100% | 17A | 5-450A(пик. ток). 5-125A (баз. ток) | 1000 x 700 x 1000 | 115 |
| Наименование | Номер по каталогу | Напряжение питания | Диаметр рег. скорости подачи (м/мм) | Диаметр проволоки (мм) Сплошная | Диаметр проволоки (мм) Порошковая | Габаритные размеры ВхШхД (мм) | Вес (кг) |
| LF-33 возд./вод. | K14030-1W | 34-44 VAC | 1 - 20 | 0,8 - 1,6 | 1,0 - 1,6 | 440 x 270 x 636 | 17 |
Рекомендуемый комплект поставки
- 4x-роликовый механизм подачи проволоки LF-33, с воздушным охлаждением, комплект роликов 1,0-1,2мм.
- Источник питания STT II на тележке,сетевой кабель, набор кабелей и клемм.
- 5м соединительный кабель, MIG горелка и регулятор газа.
Уважаемые дамы и господа,
25 мая 2018 г. Регламент Европейского парламента и Совета (2016/78) от 27 апреля 2016 г. о защите физических лиц в связи с обработкой персональных данных и о свободном перемещении таких данных, а также об отмене Директивы 95/46/ЕС.
Ниже представлена информация о том, как ваши данные будут обрабатываться после 25 мая 2018 года.
Администратором ваших личных данных останется председатель Управления технической инспекции (Варшава, ул.Щесливицкая 34).
Управление будет обрабатывать данные, полученные от вас в связи с намерением заключить или выполнить уже заключенный договор на услугу, предлагаемую UDT.
Полученные персональные данные будут обрабатываться на законных основаниях.
Правовой основой для их обработки может быть:
Срок обработки полученных персональных данных связан с целями их обработки.
В случаях и на условиях, указанных в положениях о защите персональных данных, вы будете иметь право на доступ к своим данным, их исправление, удаление, ограничение их обработки, возражение против обработки персональных данных на основании правовое основание в виде обоснованных требований администратора и передачи персональных данных.
UDT также назначает инспектора персональных данных, с которым можно связаться по следующему адресу электронной почты: IOD @ udt.gov.pl
Веб-сайты Управления технической инспекции используют файлы cookie, чтобы облегчить пользователям Интернета использование наших веб-сайтов и в статистических целях. Если вы не блокируете эти файлы, вы соглашаетесь на их использование и сохранение в памяти вашего компьютера или другого устройства. Помните, что вы можете самостоятельно изменить настройки своего браузера, чтобы заблокировать сохранение файлов cookie. Дополнительную информацию можно найти в Политике конфиденциальности.Сварка ММА, также известная как ручная дуговая сварка (ММА), представляет собой метод сварки, при котором электрод, прикрепленный к горелке, также является источником защитного газа. Дуга горит между прутком и заготовкой.
Основное отличие от других методов заключается в том, что в процессе работы электрод укорачивается. При сварке TIG и MIG/MAG расстояние между горелкой и заготовкой всегда остается одинаковым.С другой стороны, при сварке ММА электрододержатель должен постоянно приближаться к заготовке, чтобы поддерживать постоянное расстояние между электродом и сварочной ванной. Это главная проблема при работе с этой техникой.
Метод MMA можно сваривать практически в любых условиях, поэтому он чрезвычайно универсален и популярен. Он чаще всего используется для монтажных работ, требующих легко перемещаемого оборудования, и когда работа проводится на открытом воздухе.
Этот метод обычно используется, например, для сварки трубопроводов электростанций или других труб. Это также любимый метод сварки любителями и небольшими сервисами или мастерскими. Сваривать методом ММА можно даже под водой — тогда следует использовать дополнительный материал, предназначенный для этой среды.
Комплекты для сварки MMA состоят из источника питания, кабеля заземления и сварочного кабеля с электрододержателем.Защитный газ не используется, поскольку сварочный электрод покрыт материалом (оболочкой), который при плавлении выделяет защитный газ и шлак. Многие сварочные аппараты TIG также могут использоваться для работы MMA.
Современные инверторные источники питания дополнительно способствуют мобильности и универсальности этого метода. Например, источник питания можно подключить к генератору длинными силовыми кабелями, а затем с помощью сварочного аппарата подвести к сварочному аппарату. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA также весьма популярна среди любителей, так как для нее требуется только источник питания и электроды с присадочным материалом. Защитный газ не требуется, и оборудование обычно можно подключить к стандартной розетке переменного тока.
Обзор оборудования для сварки ММА Kemppi
Сварочный электрод представляет собой прямой сварочный стержень фиксированной длины, покрытый флюсом. Электрод закрыт с одной стороны и готов к установке в держатель.С другой стороны находится та часть, которая трется о заготовку, чтобы зажечь дугу. Надпись рядом с концом сборки информирует о качестве и торговой марке электрода. Обычно также указывается класс AWS.
Указанный диаметр электрода относится к диаметру металлического стержня внутри покрытия. Покрытие на поверхности металлического стержня предназначено для защиты сварочной среды от загрязнения воздухом, образования шлака, покрывающего шов, и облегчения образования дуги.
Перед сваркой необходимо проверить состояние источника питания, кабелей, электрододержателя и зажима заземления. Если источник питания имеет панель управления и пульт дистанционного управления, также проверьте их работоспособность. Качество и прочность сварочного электрода должны быть проверены и согласованы с заготовкой. Крышка на штанге должна быть целой.
Чтобы начать сварку, осторожно постучите электродом по дну разделки под сварку.Затем отведите электрод до упора назад, чтобы не слишком удлинить дугу, и ведите его вдоль сварного шва, следя за шириной сварочной ванны. Держатель электрода при перемещении должен быть направлен вперед. За сварочной ванной видна линия образования шлака. Должно быть, за озером. Расстояние от границы шлака до сварочной ванны можно регулировать сварочным током и углом наклона электрододержателя.
При сварке старайтесь, чтобы дуга была как можно короче.Длина дуги увеличивается по мере того, как электрод становится короче во время сварки. Поначалу контролировать правильное движение может быть непросто, но со временем вы наберетесь опыта.
После прогорания всего электрода удалить шлак из соединения и очистить его стальной щеткой. Ударьте следующим электродом немного позади предыдущего сварного шва, затем верните его туда, где сварка закончена, и продолжайте.
Для завершения сварки слегка отведите электрод в сторону готового шва, затем поднимите его прямо вверх от заготовки.
.Импульсная сварка MIG MAGИмпульсная сварка (также известная как импульсный ток) использует попеременную высокую и низкую силу тока. Благодаря этому можно, в том числе уменьшение разбрызгивания. Преимуществом этого решения также является простота получения сварного шва правильной формы. Как выглядит импульсная сварка методами MIG MAG и TIG?
— это метод сварки, при котором получается более прочный и прочный шов.Сварочные аппараты, оснащенные этой функцией, считаются чрезвычайно практичными, вы легко найдете их в нашем предложении. При импульсной сварке возникают два вида тока. Первый, называемый основным, используется для поддержки сварочной дуги и расплавления проволоки и кромок соединяемых материалов. Второй импульсный ток переносит расплавленный металл в сварочную ванну без брызг и коротких замыканий.
При импульсной сварке кратковременно возникает удар более высоким током, который отрывает капли металла и переносит их в сварной шов.Кривая токовой характеристики увеличивается и уменьшается с постоянной заданной частотой.
Современные полуавтоматы для сварки MIG MAG оснащены импульсной опцией, позволяющей выполнять импульсную сварку. При использовании этого метода на базовый ток непрерывно горящей дуги накладываются короткие импульсы второго тока. Это ускоряет плавление острия электрода, образование и отрыв капель металла. Использование импульса при сварке MIG MAG позволяет проходить струйку с силой тока ниже критической.Сварочные аппараты MIG MAG с функцией импульса позволяют настроить параметры таким образом, чтобы при заданной скорости подачи проволоки, используя другие настройки, например, изменить глубину проплавления.
Импульсная сварка также может использоваться в процессе TIG. Это позволяет ограничить зону перегрева материала, а также получить хороший сплав. Импульсная сварка методом TIG используется в основном при соединении тонкостенных элементов, изготовленных из нержавеющей и кислотоупорной стали, реже из углеродистой стали.Используемый импульсный ток попеременно достигает низкого и пикового уровня. При переходе на пиковый ток сварочная ванна нагревается, оплавляется и охлаждается. Затвердевание во время импульсов возможно, потому что тепло в зоне сварки рассеивается, когда ток падает до низкого уровня. При импульсной сварке, в случае метода TIG, можно регулировать силу тока, используя для этого ножную педаль.
Использование импульсной опции позволяет получить более качественную сварку, чем при работе с обычным сварочным полуавтоматом, независимо от положения сварки.Тепловая энергия вводится в сварной шов в импульсе и охлаждается между импульсами. Таким образом легче получить соответствующую форму и геометрические размеры сварного шва и, кроме того, избежать необходимости удаления сварочных брызг.
Первоначально импульсная сварка использовалась в основном для соединения нержавеющих сталей и алюминия, материалов с плохой свариваемостью. Со временем было замечено, что импульсный ток можно использовать и для сварки меди и никеля.Использование импульсного тока позволяет получить сварной шов, отличающийся мелкокристаллической структурой и стойкостью к образованию горячих трещин. Это также относится к соединению материалов с высокой теплопроводностью. Что немаловажно, импульсный вариант позволяет дополнительно снизить потребление электроэнергии. Кроме того, сварщик имеет больший контроль над всем процессом сварки.
Технологически продвинутые мигоматы имеют не только стандартную функцию импульса, но и функцию двойного импульса.Как это работает? При пульсации тока происходит кратковременное увеличение силы, а затем он возвращается в исходное состояние. Сварка двойным импульсным током позволяет регулировать пульсацию тока, используемого для соединения материала, а также скорость подачи проволоки. Это позволяет улучшить внешний вид и профиль сварного шва.
Двойная пульсация особенно полезна при сварке алюминия и его сплавов. Это связано с тем, что можно легко получить сварной шов, качество которого намного лучше по сравнению со сваркой стандартным методом MIG/MAG.В этом отношении он напоминает соединение, полученное методом TIG, а также выглядит эстетично.
Действительно ли стоит инвестировать в сварочный аппарат с импульсной сваркой? Если вы хотите получить прочный, красивый и четкий шов, вы не пожалеете о покупке этого типа устройства. Allweld предлагает оборудование от известных производителей. Если вы сомневаетесь, какой из них выбрать, мы будем рады помочь.
Смотрите другие интересные статьи из нашего блога:
- Сварка цинком - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - вся самая важная информация о сварке этого металла
- Сварка чугуна - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация по сварке электродом ММА
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
- Сварочный аппарат для любителей и начинающих любителей рукоделия
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.
Прошло более ста лет с тех пор, как наш соотечественник Станислав Ольшевский запатентовал дуговую сварку. С тех пор дуговая сварка получила значительное развитие, хотя основной принцип получения электрической дуги остался прежним.Хотя традиционная дуговая сварка все чаще заменяется другими эффективными методами сварки, она по-прежнему незаменима при соединении различных металлов во многих областях техники. Это также один из наиболее часто используемых автоматизированных и роботизированных методов склеивания, хотя тогда он требует использования более обширных и сложных приложений.
Александр Лукомский
СваркаTIG ( Tungsten Inert Gas ) — это производство электрической дуги с использованием неплавящегося вольфрамового электрода в среде инертного газа (в англо-саксонских странах иногда встречается обозначение GTAW: Gas Tungsten Arc Welding ).Электрическая дуга, образующаяся между неплавящимся электродом и заготовкой, плавит поверхность свариваемых заготовок. В методе TIG нет необходимости использовать материал – дополнительное связующее, поскольку свариваемые элементы соединяются путем переплавления их кромок. Однако можно использовать дополнительный материал. Затем его вводят в зону бассейна как бы извне, а не сварочным пистолетом, как в методе MIG/MAG. Поэтому при сварке TIG сварочная горелка имеет другую конструкцию, чем горелка, используемая в методе MIG/MAG (рис.1).
можно выполнять во всех положениях. В результате значительно увеличиваются возможности сварки объектов с более сложной геометрией. Он также обеспечивает более высокую скорость сварки, лучшее качество сварки, повторяемость, надежность, меньшую деформацию и, что важно, отсутствие брызг.
Процесс сварки ВИГ выполняется в атмосфере химически инертного защитного газа, чаще всего аргона или гелия, подаваемого через сопло электрододержателя.Газ защищает сварной шов и электрод от окисления, но не влияет на металлургию процесса.
Метод TIG позволяет получить чрезвычайно чистый и высококачественный сварной шов. Шлак не образуется, что исключает риск загрязнения шва, а готовый шов практически не требует очистки. Метод TIG чаще всего используется для сварки нержавеющих сталей и других высоколегированных сталей, а также таких материалов, как алюминий, медь, титан, никель и магний. Метод сварки TIG обычно используется для сварки труб и трубопроводов, а также тонких листов.Используется в различных отраслях промышленности, в том числе в пищевой, химической, автомобильной и авиационной промышленности.
Вся статья доступна в платном выпуске 12/11 (170/171) ноября/декабря 2021
Как приобрести
.
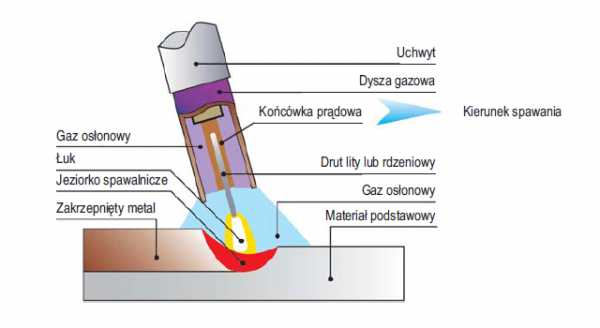
Сварка МИГ/МАГ включает сварку с использованием электрической дуги между стержневым электродом и обрабатываемой деталью. Расходуемый электрод представляет собой постоянно подаваемую проволоку. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Используются следующие подробные термины для процесса сварки плавящимся электродом в газовой защите:
MIG - (Metal Inert Gas) - это название используется для описания процесса сварки с использованием химически инертного газа в качестве защитного газа инертный , напр.аргон, гелий.
MAG - (металлический активный газ) - это название используется для описания процесса сварки, когда химически активный газ активный используется в качестве защитного газа, например CO 2 .
GMAW - (Gas Metal Arc Welding) - аббревиатура, используемая в основном в США, общая для обоих методов: MIG и MAG и указывает на использование сплошной проволоки.
FCAW - (Flux Cored Arc Welding) - аббревиатура метода сварки, аналогичного MIG/MAG (GMAW) с той разницей, что вместо сплошной проволоки используется порошковая проволока.Если проволока наполнена порошком, выделяющим при сварке защитные газы (метод Innershield ), то внешняя (баллонная) подача защитного газа не требуется.
сварка мигоматом, сварка полуавтоматическая, сварка полуавтоматическая - это общие названия процесса сварки, как методом МИГ, так и МАГ.
Сварка MIG/MAG в настоящее время является наиболее широко используемым методом сварки, на долю которого приходится примерно 65% всех методов промышленной дуговой сварки.
| Диаграмма сварки MIG / MAG MIG / Mag Welling Ac Glance: Плодовые потоки проволоки плавно из оружия и Melts Contineloury in the Electric. Расплавленный материал проволоки смешивается с расплавленным материалом, подлежащим склеиванию, с образованием жидкой сварочной ванны. После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Через сварочную горелку и ее газовое сопло непрерывно подается защитный газ, который защищает расплавленный металл от атмосферы и охлаждает горелку (используются также дополнительные горелки с жидкостным охлаждением). |
| FCAW Innershield Wegling Schew (Self-Shileding Wire) 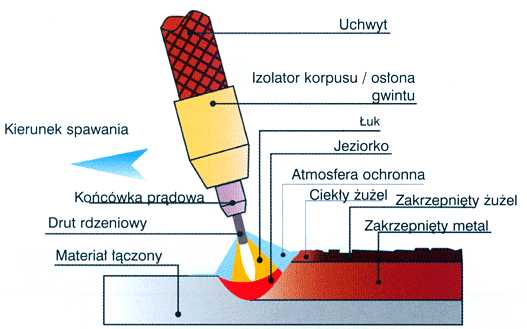 Fcaw innershield Welling in hold: 9008 . Метод MIG/MAG, с той разницей, что вместо сплошной проволоки используется проволока с заполненным порошком сердечником внутри.Под воздействием высокой температуры сердечник проволоки плавится, а содержащийся в ней порошок выделяет защитный газ, создающий защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки. |
Application features MIG / MAG welding method
Advantages:
universal method - various metals and their alloys can be welded in all positions,
high welding performance - намного выше, чем с покрытыми электродами,
относительно низкая стоимость сварочных материалов - общие затраты ниже примерно на 20%, чем затраты на сварку покрытыми электродами,
хорошее качество сварных швов,
возможность механизация и автоматизация метода.
Недостатки:
Качество сварных швов в значительной степени зависит от навыков сварщика,
Относительно высокие затраты на покупку устройств и оборудование,
Mag Welding. и пористость сварных швов.
Применение метода MIG/MAG
Метод MAG применяется для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG – для сварки алюминия, магнезиальных, медь и другие цветные металлы и их сплавы.
Сварка полуавтоматом (мигомат) применяется практически во всех отраслях сварочного производства, в т.ч. тяжелая промышленность и машиностроение, включая верфи, производство металлоконструкций, трубопроводов, сосудов под давлением, а также ремонтно-эксплуатационное производство.
Полуавтоматические сварочные аппараты широко используются в промышленности по обработке листового металла, особенно в автомобильной, кузовной и легкой промышленности. Мигоматы также часто используются для хобби или домашней работы.
Новое в Германии и в соответствии с ISO 857-1, понятие первостепенной важности для всех методов электродуговой сварки, при которых электронная проволока плавится в среде защитного газа, представляет собой дуговую сварку металлическим электродом в среде защитного газа (процесс № 13). Ранее использовавшийся в Германии, более предпочтительным термином была сварка плавящимся электродом в среде защитного газа. Стандарт ISO поясняет метод с переводом на английский язык следующим образом: Метод дуговой сварки плавящейся проволокой, при котором дуга и сварочная ванна защищены газовой защитой от внешнего источника.По типу используемого защитного газа существует дальнейшее разделение на сварку в среде инертного газа (МИГ), процесс № 131, при использовании инертного газа и сварку плавящимся электродом в активной газовой защите (МАГ), процесс № 135. , когда газ используется активно.
Другими вариантами, указанными в стандарте ISO 857-1, являются: сварка порошковой проволокой с активным газом (номер процесса 136), сварка порошковой проволокой в среде инертного газа (номер процесса 137), плазменная сварка MIG (номер процесса 151) и электрогазовая сварка (процесс номер 73).Сварка MIG/MAG характеризуется тем, что на электродную проволоку, подаваемую с катушки двигателем подачи, подается ток через контактный наконечник незадолго до того, как он выбрасывается из сварочной горелки, благодаря чему дуга между наконечником электрода проволока и заготовка поджигается. Защитный газ вытекает из газового сопла, которое концентрически окружает проволочный электрод.
Таким образом, металл шва защищен от проникновения атмосферных газов, таких как кислород, водород и азот. Помимо защитной функции защитный газ выполняет и другие задачи.Поскольку он определяет состав атмосферы дуги, он также влияет на ее электропроводность и, следовательно, на сварочные свойства. Кроме того, через процессы прогара и окалины он влияет на химический состав образующегося металла шва, поэтому оказывает еще и металлургическое действие.
Помимо новых исключений, сварка MIG/MAG выполняется постоянным током с положительным полюсом источника сварочного тока на электроде и отрицательным полюсом заготовки.Некоторые порошковые проволоки также свариваются с обратной полярностью. В последние годы переменный ток также использовался для очень специфических применений, например, для сварки MIG очень тонких алюминиевых листов.
Сварщик MIG или MAG должен иметь хорошее образование не только в области практической сварки, но и в отношении теоретических особенностей процесса. Это облегчает предотвращение ошибок.
При срабатывании опоры горелки проволочный электрод приходит в движение с заданной скоростью.
При этом с помощью токового реле обеспечивается его токопроводимость и начинает поступать защитный газ. При контакте с поверхностью заготовки происходит короткое замыкание. Из-за высокой плотности тока на кончике электрода материал в месте контакта начинает испаряться и зажигается дуга.
При высокой частоте подачи проволоки эта изначально слабая дуга может снова погаснуть из-за давления на материал проволоки, и зажигание может быть успешным только после второй или третьей попытки.
Поэтому эффективнее зажигать с уменьшенной скоростью подачи проволоки и переключаться на правильную скорость подачи проволоки только тогда, когда дуга горит устойчиво. Современные установки MIG/MAG предлагают возможность установки так называемой «медленной скорости подачи проволоки».
Воспламенение никогда не должно происходить за пределами выемки и только в областях, которые затем снова расплавятся. Трещины могут образовываться в местах сварки из-за высокой скорости охлаждения таких локально нагретых мест.
Сварочная горелка наклонена в направлении сварки приблизительно на 10–20°, и ее можно перетащить или проколоть. Расстояние ее от заготовки должно быть таким, чтобы свободный выход провода, т.е.расстояние между нижним краем контактного наконечника и точкой начала дуги составляло примерно 10–12 диаметров проволоки [мм]. Если сварочная горелка наклонена слишком сильно, существует риск всасывания воздуха в защитный газ.
Колючее ведение сварочной горелки обычно является стандартным при сварке сплошными проволоками, буксование ведения при использовании порошковых проволок, сопровождающееся гангреной. Сварочная горелка также плавно перемещается в положение PG.Сварка сверху вниз (поз. ПГ) применяется в основном в тонких листах.
При использовании более толстых листов существует риск непровара из-за усовершенствованного металла сварного шва. Дефекты сплавления из-за превосходного металла шва могут возникать и в других положениях, если скорость сварки слишком низкая. Таким образом, независимо от положения PF следует по возможности избегать широких колебаний. Стандартная форма колебаний — открытый треугольник.
в конце сварного шва, не выключайте дугу резко и не отводите горелку от кратера.Особенно в случае более толстых пластин, где более глубокие концевые кратеры могут образовываться в более крупных валиках, более выгодно медленно выводить дугу из ванны или, если используемое оборудование позволяет, установить программу заполнения кратера. В большинстве установок вы также можете установить определенное время продувки защитным газом, чтобы последние неограниченные количества материала могли затвердеть под газовой защитой. Однако это эффективно только в том случае, если сварщик держит горелку вблизи сварного шва в течение длительного времени.
Нижний предел возможного применения метода для стыковых сварных швов составляет примерно 0,7 мм для обычной стали, 1 мм для нержавеющей стали и примерно 2 мм для алюминиевых материалов. Корни и листы обычно свариваются короткой дугой или в более низком диапазоне мощности импульсной дуги. Слои наполнителя, покровные слои и сопрягаемые стыки на толстых листах затем выполняются с высокой мощностью распыления или с настройкой длинной дуги.
Однако эти ремонтные работы можно выполнять и без брызг с помощью импульсной дуги. Значения тока и напряжения сварщика для информационных целей можно прочитать на измерительных приборах, обычно установленных на оборудовании. При импульсной сварке на индикаторных приборах отображается среднее арифметическое значение тока и напряжения дуги, рассчитанное по фазе импульса и основной фазе при заданной частоте импульсов.
Таким образом, таблицы также могут служить в качестве ориентировочных значений для импульсной сварки MIG/MAG.Если манометры не установлены, измерение можно выполнить с помощью внешних манометров или сварщик должен ориентироваться на скорость подачи проволоки, также указанную в таблицах. Затем необходимо установить правильную длину дуги в соответствии с тем, что он видит и слышит.
Дополнительную информацию о сварке MIG/MAG можно найти в нашем Кодексе сварки.
.
Дополненная реальность (AR дополненная реальность ) — это решение, которое соединяет реальный мир с компьютерным миром. Используется реальное изображение с двух камер, на которое накладывается трехмерная компьютерная графика, сгенерированная в режиме реального времени. Понятия дополненной реальности (AR) не следует путать с виртуальной реальностью (VR). Виртуальная реальность, в отличие от дополненной реальности, не допускает взаимодействия с реальным миром, а только с созданным компьютером виртуальным миром.
Сварка в дополненной реальности осуществляется симулятором SOLDAMATIC испанской компании Seabery. Это единственное устройство на рынке, использующее дополненную реальность (AR), а не виртуальную реальность (VR), в отличие от конкурентов. Использование дополненной реальности позволяет модели взаимодействовать с реальными элементами сварки для повышения реалистичности и выполнения реальных практических упражнений.
Один полный стандартный стенд SOLDAMATIC состоит из:
Сварочные рукоятки и шлем SOLDAMATIC настоящие, а не копии. Это значит, что при сварке на SOLDAMATIC тренируется и мышечная память, что повышает навыки сварщика в реальной сварке. Панель управления сварочного аппарата SOLDAMATIC такая же, как и у настоящего сварочного аппарата.
Симулятор сварки SOLDAMATIC позволяет значительно снизить затраты на обучение за счет отсутствия необходимости строительства специального помещения с вытяжкой и низким потреблением электроэнергии, как в случае с ПК.Расходы, связанные с приобретением расходных материалов, технических газов или защитной одежды, можно свести к нулю. Эта система также на 100% безопасна в использовании, что немаловажно для неопытного сварщика, поскольку позволяет быстрее обрести уверенность и избавиться от страха перед настоящей сваркой. Двигаясь к «зеленому соглашению», SOLDAMATIC значительно снижает выбросы загрязняющих веществ при сварке по сравнению с традиционным процессом обучения сварке.
Следует подчеркнуть, что обучение SOLDAMATIC предназначено не для полной замены традиционного обучения сварке, а для его дополнения.Обучение в соответствии с этим видением должно состоять из обучающей части на SOLDAMATIC, а затем дополнительной части на реальном сварочном аппарате.
Ориентировочная стоимость одного стенда SOLDAMATIC примерно от 65 000,00 злотых + НДС 23%.
| SOLDAMATIC | брошюра Сравните решение | SOLDAMATIC - проектов в мире |
|
|
|
| ||
| SOLDAMATIC | растворПрезентация SOLDAMATIC IE 4.0 | SOLDAMATIC IE 4.0 - демонстрационное упражнение |
| Вебинар: Как дополненная реальность может помочь в решении задач обучения сварщиков? |