Алюминий нашел широкое применение в разных отраслях промышленности и заработал свою популярность благодаря важным характеристикам, таким как прочность, устойчивость к коррозии и низкая плотность. Чистый алюминий применяется в электротехнической, химической и пищевой промышленности, потому как имеет невысокую прочность. В то время как сплавы имеют широкую область применения, некоторые из них в значительной степени превосходят чугун, сталь и другие металлы.
Сваривание алюминия производится с использованием обратной полярности тока. Главной особенностью сварочных работ с алюминием является наличие оксидной пленки, которая покрывает расплавленный металл. Пленку характеризует ее тугоплавкость, потому как температура ее плавления в несколько раз больше температуры плавления алюминия и составляет более 200 градусов по Цельсию.
Помимо этого оксидная пленка нередко появляется на поверхности ванны и в значительной мере препятствует сварочному процессу, сказываясь на стабильности работы и образовывает непровары в металле шва. По этой причине работа с алюминием связана с тщательным подбором рода тока и материалов. Профессионалы советуют использовать специальные электроды из вольфрама, с помощью которых можно производить сваривание алюминия и сплавов с ним. Одни специалисты рекомендуют использовать переменный ток, другие – постоянный, но с условием создания обратной полярности.
Одним из самых перспективных направлений сваривания алюминия является сварка полуавтоматом без газа. Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия.
Ввиду того что флюсовая проволока имеет низкую жесткость, ее следует подавать на поверхность металла шва без прикладывания чрезмерных усилий. Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов.
В наше время полуавтоматическое сваривание не уступает по распространенности дуговой сварке и широко применяется для проведения сварочных работ с металлами и сплавами. Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно.
Сварка металлическим электродом в среде защитных газов (процесс GMAW)
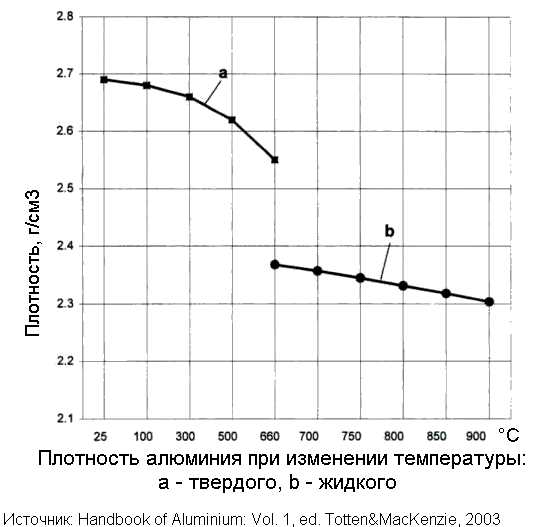
Подготовка основы: для сварки алюминия с его поверхности необходимо полностью удалить слой оксида и углеводородных загрязнений от масла или растворов для резки. Поверхностный слой оксида алюминия плавится при температуре 2040°С, а алюминий под ним – при 650°С. Из-за этого оксид может затруднить проникновение заполняющего материала внутрь соединения. Для удаления оксида можно использовать металлическую щетку из нержавеющей стали, растворители или травильные средства. Если для чистки используется щетка из нержавеющей стали, все движения щеткой можно делать только в одном направлении. При этом к ней нельзя прикладывать слишком большое усилие, так как из-за этого оксид может быть занесен еще глубже. Более того, эту щетку можно использовать только для чистки алюминиевых поверхностей – алюминий нельзя чистить щеткой, которой до того обрабатывали нержавеющую или углеродистую сталь. Если для удаления оксида используются химические травильные растворы, перед сваркой с поверхности обязательно нужно удалить их остатки. Чтобы свести к минимуму риск попадания в шов углеводородов из масла или растворов для резки, их нужно удалить обезжиривателем. В состав обезжиривателя не должны входить углеводороды.
Предварительный подогрев: предварительный подогрев рабочего изделия и алюминия помогает избежать растрескивания шва. Температура подогрева не должна превышать 110°С – поэтому для ее контроля нужно использовать термоиндикатор. Также для предотвращения перегрева в начале и конце свариваемой зоны можно разместить прихватки. Предварительный подогрев также необходим в случае приварки алюминиевых изделий большой толщины к более тонким. При образовании холодных натеков попробуйте использовать вводные и выводные планки.
Техника сварки: при сварке алюминия горелку нужно направлять вперед по отношению к направлению сварки, а не назад. Такая техника обеспечивает меньшее загрязнение шва благодаря более качественной очистке и газовой защите.
Скорость сварки: сварка алюминия отличается высокой температурой и скоростью."" В отличие от стали, высокая теплопроводимость алюминия требует более высокой силы тока, напряжения и скорости сварки. При меньшей скорости значительно возрастает риск прожигания, особенно в случае тонколистового алюминия.
Защитный газ: в качестве защитного газа при сварке алюминия чаще всего используется аргон благодаря его очищающему действию и профилю проникновения. Для сварки сплавов алюминия серии 5XXX используется смешанный защитный газ из аргона и до 75% гелия, который помогает снизить образование оксида магния.
Сварочная проволока: выбирайте алюминиевую заполняющую проволоку с такой же температурой плавления, как и у материала основы. Чем больше оператор сможет сократить разницу в температуре плавления металлов, тем проще станет сварка. Лучше всего подходит проволока диаметром 1.2 или 1.6 мм. При этом чем больше диаметр проволоки, тем проще наладить ее подачу. Для сварки тонкопрофильных материалов больше подходит проволока диаметром 0.9 мм в сочетании с процедурой импульсной сварки при низкой скорости подачи – 2.5-7.6 м/мин.
Форма шва: в случае алюминия большинство поломок сварных соединений вызывается растрескиванием кратера шва. Растрескивание возникает при быстром термическом расширении и сужении алюминия в ходе сварки и последующего остывания шва. Вероятность растрескивания больше всего в случае вогнутых сварных швов, так как в таком случае поверхность кратера по мере остывания сужается и трескается. Следовательно, сварщики должны наращивать кратеры, чтобы придать шву выпуклую форму. Во время остывания выпуклая форма шва будет компенсировать сжимающие силы.
Выбор источника питания: при выборе источника питания для сварки алюминия в защитных газах в первую очередь стоит рассмотреть метод струйного или импульсного переноса металла. Для сварки со струйным переносом металла можно использовать аппараты с поддержкой режимов падающей (CC) и жесткой (CV) вольт-амперной характеристкой. В таком режиме образуется крохотный поток расплавленного металла, который переносится через дугу в металл основы. В случае толстопрофильного алюминия, для которого требуется сварочный ток силой больше 350 A, наилучшие результаты достигаются в режиме CC.
Импульсный перенос металла обычно используется в сочетании с инвертерными источниками питания. Последние модели включают несколько встроенных процедур импульсной сварки для разных типов и диаметров заполняющей проволоки. Во время импульсной сварки заполняющий металл переносится от электрода к рабочему изделию в момент пика сварочного тока. Такой процесс переноса металла имеет меньшее разбрызгивание и более высокую скорость следования, чем процесс струйного переноса металла. Импульсный процесс сварки также позволяет лучше контролировать тепловложение, упрощает сварку в нестандартных пространственных положениях и позволяет вести сварку тонкопрофильных материалов при низкой скорости подачи проволоки и небольшой силе тока.
Механизм подачи проволоки: предпочтительным методом подачи мягкой алюминиевой проволоки на большое расстояние является пуш-пульный метод, в котором проволока размещается в герметичном отсеке, который защищает ее от воздействия окружающей среды. Расположенный в этом отсеке двигатель с постоянным крутящим моментом и переменной скоростью вращения равномерно «толкает» и направляет проволоку через горелку. В сварочной горелке находится второй двигатель с высоким крутящим моментом, который подтягивает проволоку и тем самым помогает обеспечить стабильность скорости подачи проволоки и длины дуги.
На некоторых предприятиях для подачи стальной алюминиевой проволоки используют одни и те же механизмы подачи. В таком случае для более плавной и равномерной подачи алюминиевой проволоки можно воспользоваться пластиковыми или тефлоновыми направляющими. В качестве направляющих трубок используются долотообразные исходящие и пластиковые входящие трубки, которые удерживают проволоку как можно ближе к приводным роликам и тем самым предотвращают ее спутывание. Во время сварки горелку нужно держать как можно ровнее по отношению к проволоке, чтобы свести сопротивление к минимуму. тобы предотвратить соскабливание алюминия, нужно выровнять приводные ролики и направляющие трубки.
Используйте приводные ролики, специально предназначенные для алюминиевой проволоки. Отрегулируйте натяжение приводных роликов так, чтобы обеспечить равномерную скорость подачи проволоки. Слишком большое натяжение приведет к деформации проволоки и перебоям с подачей проволоки, слишком низкое – непостоянной скорости подачи. В обоих случаях это может привести к нестабильности дуги и пористости материала.
Сварочные горелки: для сварки алюминия нужно использовать отдельную направляющую горелки. Чтобы предотвратить перетирание проволоки, постарайтесь зафиксировать оба конца направляющей так, чтобы между направляющей и газовым диффузором горелки не было зазора. Регулярно меняйте направляющие, чтобы свести к минимуму проблемы подачи проволоки из-за абразивного оксида алюминия. Используйте контактные наконечники примерно на 0.4 мм больше, чем диаметр используемой проволоки – наконечник по мере нагревания может принять овальную форму и затруднить подачу проволоки. При использовании сварочного тока выше 200A для предотвращения перегрева и проблем с подачей проволоки часто используются горелки с жидкостным охлаждением.
При выполнении сварки алюминия полуавтоматом нужно не только иметь нужные навыки, но и знать особенности этого металла. Он сложно поддается сварке. Дело в том, что поверхность алюминия постоянно покрыта оксидной пленкой. Она тугоплавкая, поэтому перед работой ее следует удалять.
Трудность сварки этого металла полуавтоматом заключается также в том, что материал обладает высокой теплопроводностью и низкой температурой плавления. Поэтому велика вероятность порчи алюминиевой заготовки — ее можно прожечь либо деформировать.
Условие успешной сварки — предварительная качественная чистка алюминия. Для чистки можно использовать щетки из нержавейки либо средства для травления. При этом нужно обращать внимание на:
Чтобы не допустить растрескивания сварного шва, желательно выполнить предварительный подогрев деталей. Это делается в печах либо с применением газовой горелки.

Сваривание алюминиевых заготовок производится с помощью алюминиевых электродов, имеющих форму проволоки. Так как она достаточно гибкая, в процессе работы появляются проблемы — образование петель. Их причина — залипание в токосъеме.
Защитным газом обычно является аргон. Если в алюминиевых сплавах много магния, лучше применять смесь аргона с гелием, так как она сможет предотвратить образование оксидов магния. Углекислый газ не используется, так как он вступает в реакцию с алюминием и прочного шва ждать не приходится.

Можно варить алюминий без газа при применении порошковой проволоки. Сварную зону обязательно нужно защищать, иначе на поверхности заготовок быстро появится оксидная пленка.

Хотя алюминию необходимо создавать особые условия при сварке и эта работа считается достаточно сложной процедурой, при выполнении всех требований можно добиться высокого качества сварного шва.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Делятся сварочные аппараты и по характеру своей мобильности:
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Чтобы осуществить сварку алюминия, необходимо специальное оборудование, в том числе и баллон с аргоном. Но даже если есть все необходимое, без практики сделать это будет нелегко. Алюминий — непростой металл, и прежде чем начинать работать с ним, надо ознакомиться с его свойствами. Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Этот легкий и прочный материал очень быстро покрывается оксидной пленкой при взаимодействии с воздухом, что и осложняет процесс соединения. Температура плавления этого металла достигает 650 градусов. Даже при воздействии высоких температур он не меняет своего цвета — это и есть его основная особенность. Чтобы избежать напряжения и деформации алюминия, необходимо учитывать коэффициент объёмной усадки, а у этого металла он достаточно большой.
Основные свойства:
Плавится при низкой температуре.
Имеет высокую химическую активность.
Большой коэффициент усадки.
Именно из-за этих особенностей чаще всего сварка алюминия аргоном осуществляется с помощью газа, который в первую очередь нейтрализует химическую активность.
Для качественной сварки алюминия понадобится аргонно-дуговой аппарат — с ним швы получатся надежнее и ровнее. В нем используется электрод из вольфрама в форме дуги, отсюда и название прибора. Его может хватить на длительный период работы. Дуга в таких приборах зажигается между свариваемой деталью и электродом, таким образом разрушается оксидная пленка, что упрощает и ускоряет весь процесс.
Работа должна проводиться достаточно быстро — так металл не успеет перейти в жидкую форму, и не будет течь. При этом обязательно должна использоваться сварочная проволока. Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматическ
Для начинающих сварщиков подойдет аппарат, состоящий из следующих комплектующих:
Электрический источник питания.
Механизм подачи проволоки.
Баллон с газом.
Такая система наиболее распространена и популярна.
Инверторный газ обязательно нужен для сварки алюминия — без него не получится быстрого и ровного соединения.Главное, чтобы он был технически чистым и не содержал примесей, либо их процент должен быть минимальным. Только так можно получить чистый шов.
Баллон с аргоном устанавливается на сварочный аппарат либо применяется газовая ванна. Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Вся работа должна быть пошаговая, то есть выполняться поэтапно. Перед началом работ алюминий необходимо зачистить, ведь от этого зависит качество шва. Для начала поверхность обезжиривается с помощью таких растворителей, как бензин, уайт-спирит или ацетон. Затем химическим или механическим способом снимается оксидная пленка.
Когда металл просохнет, проводится его обработка специальными составами. Если выбран механический способ, то используется жесткая щетка из проволоки или наждачная бумага. Химическая обработка сложнее, и в домашних условиях её редко используют. В данном случае применяется щелочной раствор.
Технология сварки этого металла включает в себя несколько действий, при сочетании которых и достигается качественный шов. Присадочная проволока, используемая при этом, устанавливается перед вольфрамовым электродом строго вдоль шва.
Сварка может проводиться в разных положениях, но аргон — тяжёлый газ, поэтому лучше работать в горизонтальной плоскости.
Если требуется вертикальная сварка, например, на стенах, то лучше использовать более легкий газ, такой как гелий. Электрод должен располагаться максимально близко к поверхности алюминия, а проволоку подавать нужно плавно, без рывков. Из-за рывков возможно разбрызгивание металла, что нередко случается у неопытных новичков.
Электрод надо держать под углом в 80 градусов. Он и присадочная проволока двигаются вдоль шва. Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Весь процесс начинается с разогрева дуги: она удалит вновь образовавшуюся оксидную пленку и очистит поверхность, а затем прочно закрепит металл. Присадочная проволока добавляется только тогда, когда в ней действительно есть необходимость. Сварка должна проводиться быстро, чтобы стыки были ровными. Вот, пожалуй, в этих нюансах и заключается вся инструкция по сварке алюминия.
Похожие статьиОсобенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток — ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные — это сварка полуавтоматом, а также аргоновая сварка.
Такой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность — ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование — выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки — со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода — минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Сварной шов нержавейки при сварке полуавтоматомВарить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана — 50 литров/мин, нержавеющей стали — 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали — довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
Сварной шов нержавейки при сварке аргоном
Процесс сварки алюминия широко используется при производстве различных алюминиевых компонентов. Алюминиевые элементы также свариваются и проходят процессы ремонта или регенерации. При сварке алюминия, а в принципе и его сплавов особое внимание следует уделять правильному выбору процесса и параметров сварки. Что вам обязательно нужно запомнить? Мы советуем!
Алюминий – металл с многочисленными преимуществами и широкими возможностями использования в различных отраслях промышленности.С одной стороны, он мало весит, а с другой – чрезвычайно прочен, несмотря даже на плотность в три раза меньшую, чем у стали.
Чистый алюминий является относительно мягким металлом и имеет низкую прочность на растяжение .
Ввиду вышеизложенного обычно используются довольно разные алюминиевые сплавы с добавлением, например, кремния, магния или марганца . Применение легирующих добавок оказывает существенное влияние на улучшение его свойств. Алюминиевые сплавы используются в широко понимаемой промышленности, автомобилестроении, пищевой и декоративной промышленности, а также в строительстве.
Чистый алюминий имеет хорошую свариваемость. Однако уже свариваемость алюминия с легирующими элементами (что является наиболее используемым) может быть разной . Это свойство зависит главным образом от типа используемых легирующих веществ. Некоторые алюминиевые сплавы даже считаются несвариваемыми!
Поэтому для правильной сварки алюминия необходимо хорошее знание его сплавов - их свойств и того, как они «ведут себя» при сварке.Качество сварного соединения зависит от используемого процесса, также крайне важен опыт сварщика.
можно сваривать с использованием метода MMA , однако наиболее часто используемыми методами сварки алюминия являются MIG и TIG . Независимо от выбранного метода рекомендуется использовать только благородные газы высокой чистоты, т.е.Аргон или гелий (чистота более 99,5%).
Ключом к успеху в сварке алюминия с помощью migomat является правильная подготовка как оборудования, так и материала . Конечно, перед началом работы следует выяснить, с каким алюминиевым сплавом вы имеете дело – от этого зависит выбор соответствующих параметров процесса.
Поверхность алюминия должна быть тщательно очищена хорошо очищена . Это нужно сделать непосредственно перед сваркой — нельзя оставлять материал незакрепленным даже на час-два. Если это произошло, очистите материал еще раз непосредственно перед началом работы.
Определенно стоит инвестировать в сварочный аппарат MIG с двойным импульсом (Dual Puls, Twin Puls) - этот тип устройства гарантирует лучшее качество сварного соединения, и в то же время уменьшает количество брызг и позволяет увеличить контроль процесса. Особо рекомендуемые сварочные аппараты:
Сварка алюминия MIGобеспечивает хорошее качество сварки и высокую эффективность процесса . Однако для некоторых применений он значительно уступает методу TIG.
Метод TIG позволяет сваривать алюминий с почти хирургической точностью. Сварщик имеет полный контроль над ходом процесса, а само качество сварки действительно высокое. Тем не менее, как и в случае сомнений по поводу сварки МИГ, тоже ответ на вопрос типа: как сварить алюминий "тигием"? всего один - правильная подготовка оборудования залог успеха!
Помимо правильной подготовки оборудования, необходимо также тщательно очистить свариваемый материал (точно так же, как и при сварке мигоматом).
Главным соображением при выборе является, конечно же, возможность сварки переменным током . Стоит выбрать устройство, предназначенное для сварки алюминия и позволяющее сварщику лучше контролировать весь процесс.
Для сварки алюминия мы чаще всего рекомендуем:
Необходимо использовать все средства индивидуальной защиты, необходимые для сварки - фартук, защитные перчатки, нарукавники и сварочные маски .При сварке алюминия также необходима дополнительная защита органов дыхания.
Сам сварочный пост должен быть оборудован вытяжным шкафом с соответствующими параметрами.
1. Какое устройство следует использовать для сварки алюминия?
Лучше всего выбрать аппарат для сварки MIG/MAG с функцией двойной импульсной сварки или аппарат для сварки TIG на переменном/постоянном токе с регулировкой баланса переменного тока.
2. Какой газ следует использовать для сварки алюминия?
Аргон, гелий или смесь газов.Особое внимание следует уделять газам высокой чистоты.
3. Что нужно помнить при сварке алюминия?
В первую очередь необходимо проверить свариваемость сплава. Также важен правильный выбор способа сварки, правильная подготовка (очистка) материала непосредственно перед сваркой и установка оптимальных параметров сварки.
Хорошего дня!
Командный трейдер-rs
© Торговец-RS
Текст членов команды продавцов, написанный на основе собственных знаний, приобретенных прав и опыта, а также информации, полученной из специальной литературы.Запрещается полное или частичное копирование без ведома и согласия автора.
.Алюминий — легкий металл, отличающийся отличной прочностью. Его плотность в три раза ниже, чем у стали. Кроме того, он обладает высокой устойчивостью к ржавчине. Алюминий является относительно дешевым материалом, поддающимся вторичной переработке, поэтому он охотно используется в металлургии, промышленности, а также в производстве автомобильных деталей, деталей бытовой техники, а также деталей самолетов и жестяных банок.Однако при работе с алюминием стоит помнить, что сварка алюминия довольно сложна, но не невозможна.
Тема сварки алюминия обсуждалась в течение многих лет, поскольку этот материал имеет очень широкий спектр применения. Его используют не только в производстве автомобилей или самолетов, но и в отделке интерьеров. По этой причине сварка алюминия является постоянно развивающейся темой. Главное помнить, что для разных типов металлов используются разные виды сварки, так как каждый из них имеет разную температуру плавления.Что касается алюминия, то это действительно популярный в сварке материал, поэтому с годами появляется все больше способов его сварки.
Процесс сварки алюминия очень похож на сварку других металлов. Это также соединение элементов путем их нагревания с использованием связующего или без него. Есть, однако, одно существенное отличие, отличающее сварку алюминия от сварки других металлов, так как алюминий сваривают переменным током (AC), а другие металлы обычно сваривают постоянным током (DC).
По сравнению с другими металлами алюминий имеет довольно низкую температуру плавления, которая составляет 660,3 °С. Именно по этой причине сварка алюминия является достаточно сложным процессом (несмотря на пластичность материала). Более того, при его соединении на поверхности образуется тонкий слой оксидов. Когда дело доходит до промышленных применений, обычно используется не чистый элемент, а литейные сплавы и деформируемые сплавы, т.е. сплавы алюминия с добавками других металлов.В такой ситуации создается материал очень высокой прочности без существенного увеличения производственных затрат. Однако перед началом сварки стоит убедиться, с каким сплавом вы собираетесь работать, ведь примеси оказывают очень большое влияние на выбор конкретного способа сварки.
Двумя наиболее популярными методами сварки алюминия являются сварка MIG и сварка TIG. Как для первого, так и для второго способа необходимо использовать нейтральный газ, который будет действовать как защитный экран.Аргон отлично справляется с этой ролью. Выбор метода сварки также должен соответствовать опыту сварщиков и толщине металла.
Метод сварки алюминия MIG, также известный как метод MIG (Metal Inert Gas), используется, когда толщина металла превышает 1 мм. Сам процесс требует использования связующего в виде проволоки, которая подается через электрододержатель. Сварка МИГ также позволяет соединять алюминиевые элементы толщиной менее 1 мм, но для этого необходимо использовать импульсный ток.
Сварка алюминия ВИГ (вольфрамовый металл) используется для сварки очень тонкого алюминия - менее 1 мм. Что касается максимальной толщины алюминия, который можно сварить этим методом, то она составляет 10 мм. Для сварки TIG в основном используется неплавящийся вольфрамовый электрод с защитой от инертного газа. Этот электрод имеет чрезвычайно высокую температуру плавления, а благодаря его форме свечение дуги очень стабильно.
При сварке алюминия методом TIG наилучшие результаты достигаются при использовании переменного тока (AC). В результате не только поддерживается чистота сварочной ванны, но и без проблем удаляются оксиды металлов, образовавшиеся на поверхности алюминия.
Алюминиевая сварочная проволока играет очень важную роль в процессе сварки алюминия. А выбор действительно огромен. Каждый тип отличается в основном толщиной, а также толщиной катушки и типом.Обычно проволока для сварки алюминия намотана на катушки диаметром 200 мм и весом 5 кг. При выборе проволоки для сварки алюминия самым важным фактором является ее толщина. Диаметр проволоки должен быть тем больше, чем толще свариваемый материал. Если проволока тонкая, то и плотность, и глубина сварного шва довольно малы. Поэтому для первого костра лучше всего выбирать проволоку диаметром от 0,8 до 1 мм. Он обеспечивает очень эффективную сварку стандартных алюминиевых элементов.Такая проволока для сварки алюминия станет отличным выбором для самодеятельных работ, а также для использования в слесарных мастерских, а также автомастерских.
Аргон — лучший газ для сварки алюминия методами TIG и MIG. Он пользуется большой популярностью, а также является универсальным продуктом. Кроме того, он обладает прекрасными свойствами. Прежде всего, он допускает значительную токовую нагрузку при воздействии кислорода или азота.Его большим преимуществом является тот факт, что он обладает высокой способностью к ионизации в дуге. Гелий - еще одно предложение. Его можно использовать отдельно или в сочетании с азотом. Его использование гарантирует качественный сварной шов.
Как алюминиевая сварка сварки шаг за шагом в снимке представлен ADAM из канала YT . Стоимость сварки алюминия может варьироваться в зависимости от выбранного завода, его местоположения, а также толщины свариваемого материала.Обобщая, однако, можно констатировать, что стоимость сварки одного сантиметра алюминия средней толщины составляет 2,5-3,5 злотых. Сварка очень тонких алюминиевых деталей будет немного дешевле. Так может стоит заняться сваркой самостоятельно? Стоимость покупки базовой модели сварочного аппарата составляет несколько сотен злотых. В свою очередь, профессиональные устройства требуют вложений не менее двух тысяч злотых. Также можно выбрать б/у устройство, тогда выйдет немного дешевле. Однако стоит помнить, что помимо этого необходимо также приобрести такие аксессуары, как провода, цанги, электроды, изоляторы, газовые линзы, а также сварочный газ.Это очень высокая стоимость, поэтому перед покупкой сварочного аппарата стоит хорошенько подумать, действительно ли он нужен или стоит доверить сварку на профессиональном сварочном предприятии.
В следующих статьях мы описали:
Сварка латуни
Сварщик алюминия - какой купить?
Сварочная маска какую купить?
Проволока сварочная - виды и какую выбрать?
Полировка алюминия - как и чем полировать алюминий?
Резка алюминия - как и чем резать?
Флюс - что это такое и для чего он нужен?
.Алюминий - это от лат. элемент алюминий (Al) – металл, отличающийся малым весом и высокой прочностью. Он в три раза менее плотный, чем сталь, и в то же время обладает высокой устойчивостью к коррозии. Он относительно недорог и может быть переработан. По этим причинам он широко используется в промышленности, в металлургии, для производства бытовой техники, автомобильных запчастей и даже деталей самолетов и банок для напитков. Однако правильная сварка алюминия непроста , и когда наше качество изготовления не соответствует норме, это приводит к трещинам, порам и дефектам сварки.
Как сварить алюминий? Алюминий – чрезвычайно полезный металл для производства различных изделий. От изготовления самолетов и автомобилей до внутренней отделки — этот материал является одним из самых популярных в мире для сварки. Сварка — это процесс, при котором тепло и электричество соединяют вместе два или более куска металла.Различные типы сварки ориентированы на разные типы металлов, поскольку каждый металл имеет уникальную температуру плавления. Алюминий является очень популярным материалом, поэтому с годами появились различные методы сварки алюминия.
Сварка алюминия существенно не отличается от сварки других металлов . Это то же самое соединение элементов путем нагревания с использованием клея или без него. Помимо того, что каждый металл ощущается по-разному, во всем этом есть одно существенное отличие. Алюминий сваривается переменным током (AC) , в то время как другие металлы в основном свариваются постоянным током (DC).
Узнайте также, что такое сварка пластика и пластика, о чем мы писали в другой статье.
имеет относительно низкую температуру плавления - 660,3°С , а это значит, что хоть он и достаточно пластичный металл, сварка его не самая простая.Кроме того, при соединении кусков алюминия на поверхности металла образуется тонкий слой оксидов. Стоит помнить, что для промышленного применения часто используют не чистый элемент, а литейные сплавы, а для пластической обработки – алюминиевые сплавы с примесями других металлов. В результате можно получить даже в несколько раз большую прочность при несколько больших затратах. Однако прежде чем приступить к сварке, мы всегда должны убедиться, с каким сплавом мы имеем дело.Во многих случаях примеси оказывают очень существенное влияние на выбор соответствующих рабочих параметров.
В настоящее время в основном используются два метода сварки алюминия: Migomat и TIG. В случае ограждения в качестве защитного газа необходимо использовать нейтральный газ — это может быть, например, аргон. Выбор подходящего метода должен в первую очередь зависеть от опыта сварщика и толщины металла, который он хочет сварить.
Метод MIG ( Metal Inert Gas ) используется в основном для металла толщиной более 1 мм. Он предполагает использование связующего вещества, которое подается в виде проволоки через специальный электрододержатель. Современная сварка мигоматом также позволяет соединять алюминиевые фрагменты тоньше 1 мм — для этого необходимо использовать пульсирующий ток.
TIG - Tungsten Metal Gas - это метод, который можно легко использовать при сварке даже очень тонкого алюминия, толщиной менее одного миллиметра.Максимальная толщина алюминиевых деталей, которые можно сваривать методом TIG, составляет около 10 мм. Для этого используется неплавящийся вольфрамовый электрод с защитой от инертного газа. Вольфрамовые электроды отличаются очень высокой температурой плавления, а благодаря соответствующей форме свечение дуги стабильно. В случае сварки алюминия методом TIG использование переменного тока (AC) дает очень хорошие результаты. В то же время он позволяет поддерживать чистоту сварочной ванны, благодаря чему мы сможем без особых проблем удалить оксиды металлов, образовавшиеся на поверхности алюминия.
 Какой сварочный аппарат выбрать?
Какой сварочный аппарат выбрать? Основой сварки алюминия будет правильный выбор сварочного аппарата. У многих людей, особенно неопытных в сварке алюминия, возникает проблема, какую модель выбрать: сварочный аппарат TIG или мигомат. Оба типа сварочных аппаратов имеют свои достоинства и недостатки, поэтому и находят своих сторонников. Однако различия между моделями видны не только с точки зрения пригодности — они также затрагивают простоту использования, стоимость использования и вопросы обслуживания.
Узнайте больше о сварочном аппарате для алюминия в этой статье.
Чаще всего неопытным людям рекомендуют сварочный аппарат TIG - это связано с тем, что им намного проще пользоваться. Обычно они идеально подходят для сварки тонких деталей из алюминия. Иная ситуация при использовании мигоматов, которые требуют от оператора гораздо больших навыков. С другой стороны, опытные сварщики ценят сварку с помощью мигоматов — они позволяют соединять более толстые куски металла и получать очень чистые сварные швы, свободные от окислов.
Безусловно, при покупке сварочного аппарата стоит выбирать модели известных, зарекомендовавших себя производителей, которые славятся своей надежностью. Мы всегда должны обращать внимание на эргономику. Сварщик алюминия должен быть удобным и удобным во время работы, иначе мы очень устанем. Потребляемая мощность также имеет большое значение, что отразится на мощности и эксплуатационных расходах. Мощные модели (свыше 200А) предназначены для промышленного использования и покупка их для любителей будет несколько преувеличена.
Использование правильной сварочной проволоки имеет большое значение при сварке. Их выбор на рынке достаточно велик. Они отличаются параметрами: толщиной, толщиной шпули или породой. Чаще всего алюминиевые провода наматывают на катушку диаметром 200 мм и весом 5 кг. Толщина проволоки очень важна: диаметр проволоки должен быть тем больше, чем толще свариваемый материал. Тонкая проволока уменьшает плотность и глубину сварного шва.Производители обычно предоставляют таблицы с соответствующими параметрами. Однако в начале вполне безопасным выбором будет проволока диаметром 0,8–1 мм. Этот тип проволоки позволяет эффективно сваривать типовые алюминиевые элементы. Эти типы проводов прекрасно подходят для любительского применения, а также в небольших слесарных и автомобильных мастерских. При покупке алюминиевой проволоки всегда стоит обращать внимание на то, чтобы она была точно намотана на катушку. В противном случае процесс сварки будет несколько затруднен.
Многих интересует стоимость сварки алюминия. Стоимость услуги сварки различается в зависимости от города, завода и толщины материала. Однако чаще всего стоимость сварки 1 сантиметра алюминия средней толщиной составляет около 2-3 злотых. Мы заплатим немного дешевле, когда свариваемые элементы будут очень тонкими. Стоимость приобретения сварочного аппарата для любительского использования начинается от нескольких сотен злотых. Мы заплатим не менее двух тысяч злотых за качественное профессиональное устройство.Затраты на покупку, конечно, можно немного снизить, выбрав подержанное устройство. Для этого вам понадобятся соответствующие аксессуары, такие как: провода, электроды, зажимные втулки, газовые линзы и изоляторы, а также сварочный газ - около 300-400 злотых. Когда у вас есть все элементы, сваренные вместе, вы, вероятно, хотите, чтобы они выглядели хорошо. Так уж получилось, что в нашем блоге мы написали, как полировать алюминий.
Газ, используемый для защиты, оказывает огромное влияние на процесс сварки и качество сварного шва.В настоящее время наиболее часто используемым и наиболее универсальным газом для методов TIG и MIG является аргон (Ar). Это связано с его свойствами: он допускает значительную токовую нагрузку при воздействии кислорода или азота. Несомненным достоинством аргона является его высокая ионизационная способность в дуге. Еще одним газом, используемым при сварке, является гелий (He). Газ используется отдельно или в сочетании с азотом. Он позволяет получить качественный сварной шов, но может мешать свечению дуги.
Если вы хотите начать свое приключение со сваркой, вас обязательно должен заинтересовать метод сварки Migomat без защитного газа. Он не требует больших навыков и опыта. Процесс относительно похож на процессы MIG и MAG. Его также можно использовать для сварки на открытом воздухе. В результате процесса горения на сварном шве образуется быстро схватывающийся шлак.Как выглядит сварка мигоматом без газа? Мы объясняем!
Сварочные проволоки различаются не только по назначению. Они также характеризуются разным составом и структурой. Благодаря этому их можно использовать по назначению. Такой кабель позволяет проводить сварку без дополнительной газовой защиты, так как он образуется при сварке. Он имеет сердечник, заполненный специальным порошком, который выделяет защитный газ при расплавлении проволоки. Его задача – защитить дугу и сварной шов от прямого контакта с атмосферным воздухом.
Метод сварки самозащитной проволокой очень похож на метод MIG и MAG. Главное отличие в том, что вам не нужно подавать газ из баллона. Это значительно упрощает процесс сварки. Сварка этим методом требует соответствующей регулировки рукоятки. Также важно отрегулировать напряжение и длину сварочной проволоки. Нужно учитывать тип и толщину свариваемого металла. При расплавлении кабеля создается соответствующая защитная атмосфера.
Самозащитная проволока для сварки этим методом может использоваться в популярном мигомате. При стандартных настройках и процедурах конец проволоки должен выступать примерно на 15–19 мм. Образовавшийся естественным образом шлаковый шар при горении необходимо удалить перед началом следующей сварки. В идеале вы должны сломать или разрезать кабель прямо. Затем нужно отрегулировать ручку под небольшим углом и потянуть за проволоку, чтобы шлак удержался за образовавшейся электрической дугой.Кабель выходит из терминала, и напряжение тока может варьироваться. Это зависит от положения, толщины свариваемого материала и места сварки.
Вы уже знаете, что такое сварка мигоматом без газа. Вы узнали, что сварка этим методом является относительно простой операцией. Это не только очень эффективно. Это также обеспечивает большую мобильность и гибкость в работе. Так что стоит обзавестись катушкой самозащитного провода. Благодаря этому вы расширите возможности использования своего сварочного оборудования.Вы найдете его среди нашего широкого предложения.
.