Технологически сварку рельсового стыка можно разделить на две главные операции: сварку подошвы, сварку шейки и головки.
Сварку подошвы производят на остающейся (стальной) или съемной медной пластинке. Длина этой пластинки на 20 мм больше ширины подошвы рельса, а ширина пластинки 40 мм.
Используется несколько вариантов таких пластинок:
Лучшие результаты дает применение керамической и комбинирован ной пластинок.
Подошва рельса – наиболее чувствительное место сварного стыка, где особенно ярко проявляются низкое качество наплавленного металла и другие погрешности сварки.
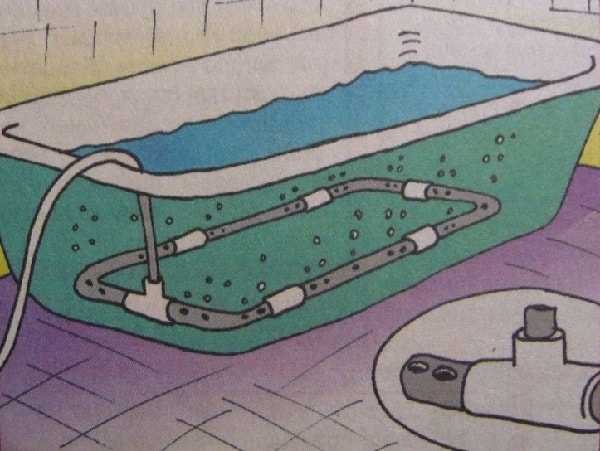
При ванном способе сварки рельсов очень важно удержать в межсты ковом зазоре жидкий наплавленный металл и шлак. Для этого применяют специальные медные и керамические формы многократного пользования: нижние — для сварки подошвы и боковые — для сварки шейки и головки.
Снаружи формы имеют прямоугольную конфигурацию. Внутренний контур их соответствует форме того участка рельса, с которым они сопрягаются. По оси формы имеется выемка, которая при сварке заполняется жидким наплавленным металлом с образованием усиления стыка.
При установке форм их ось совмещают с зазором стыка, а боковые формы, кроме того, еще и фиксируют струбциной.
Зазор в местах сопряжения форм с поверхностью рельсов не должен превышать 1 мм. В противном случае края форм необходимо обмазать огнеупорной глиной.
Перед сваркой стыки рельс разогревают газовыми резаками или индукционным оборудованием до температуры 400 градусов на длину около 100 мм от края стыка.
Сваривая подошву, шов начи нают от края пластинки и, совершая колебательные движения по перек зазора стыка, ведут его к другому концу, тщательно прова ривая углы между торцами рельсов и пластинкой. Второй шов следует накладывать в противоположном направлении, начиная его также от края пластинки.
При выполнении следующих проходов нужно внимательно на блюдать за тем, чтобы жидкая ванна расплавленного металла рас полагалась по всей длине подошвы.
В процессе сварки колебательные движения электродом нужно совершать быстро. Закончить сварку подошвы следует в центре стыка, благодаря чему шов получается с уклоном от центра к краям, что соответствует профилю рельсов. В подошве стыка сварной шов должен иметь усиление в 2—3 мм, а края подошвы — перекрываться плавным швом. Поверхность шва после заварки подошвы нужно очистить от шлака.
После установки боковых форм следует немедленно начинать последующую сварку, чтобы не допустить значительного охлажде ния стыка.
Сварочная дуга возбуждается в месте окончания сварки по дошвы, т.е. у основания шейки, и ведется, непрерывно заполняя наплавленным металлом весь зазор. При сварке рельс покрытым электродом важно достичь быстрой смены электрода, либо производить сварку в двухпостовом режиме, при котором сварщики попеременно меняют друг друга (см. двухпостовые агрегаты DGW500 и DGW400).
Заканчивая сварку стыка , на поверхности катания необходимо наплавить прибыльную часть толщиной 4—5 мм, которая компен сирует усадку при кристаллизации стыка.
После сварки, когда стык еще имеет красный цвет, поверх ность его следует уплотнить ковкой. Если обнаружены какие-либо дефекты, последующую подвар ку можно производить при температуре стыка не менее 300 °С.
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.

Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:

Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьиПрежде чем приступить к подробному описанию технологического процесса термитной сварки рельсов трамвайного пути, целесообразно рассмотреть специфику данного вида работ и применяемых для его выполнения способов. Характерными особенностями рельсовых трамвайных путей выступают:
Следствием перечисленных особенностей рельсовых трамвайных путей становятся следующие требования к исполнителю работ по их монтажу:
Технология широко применяется в различных сферах деятельности для соединения однотипных деталей. Применительно к монтажу рельсовых трамвайных путей принцип действия электроконтактной сварки выглядит следующим образом:
Производство работ происходит с применением мобильных машинных комплексов, выполняющих сварку в автоматическом режиме и передвигающихся по смонтированному участку пути. На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
Основные достоинства технологии электроконтактной сварки трамвайного пути – универсальность, отменная производительность, серьезный уровень автоматизации рабочего процесса. В числе недостатков – высокая стоимость профессионального оборудования и существенные эксплуатационные расходы. В первую очередь, они необходимы для комплектования рельсосварочной станции дорогостоящими контактными головками разного типа в зависимости от требуемого режима сварки.
| Рис. 1. ПРСМ-6 – популярная модель автоматизированной установки для сварки электроконтактным методом |
Электродуговая сварка бесконтактным способом, наряду с термитной, считается наиболее часто применяемой технологией монтажа трамвайных путей. Рабочий процесс ее практического использования выглядит следующим образом:
Главное достоинство описываемого метода – отсутствие необходимости прилагать серьезные усилия при стыковке рельсов и доступная стоимость выполнения работ. Дополнительные и весьма немаловажные плюсы – возможность использования как стационарных, так и мобильных источников электроснабжения разной мощности.
| Рис. 2. Сварка рельсового пути электродуговым способом |
Наибольшее распространение получил так называемый ванный способ электродуговой сварки. В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости - ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
В данном случае применяется совершенно иной принцип соединения стыков рельсов трамвайного пути. Он предполагает сварку отдельных элементов в единую конструкцию при намного более низких температурах, исключающих плавление металла, под воздействием высокого давления. На подготовительном этапе происходит максимально плотное прижатие стыков рельсов друг к другу, которое достигается при помощи специального рельсорезного станка.
Затем место соединения обрабатывается четыреххлористым углеродом или дихлорэтаном, незначительно нагревается с применением комбинированной горелки и сильно сжимается с использованием гидравлического пресса. Воздействие давления с усилием около 10-13 тонн сопровождается разогревом стыка примерно до 1 200 градусов.
Такая технология позволяет получить еще более однородное и прочное соединение рельсов, чем описанные выше способы. Как следствие, чаще всего газопрессовая сварка применяется для монтажа путей, эксплуатация которых предполагаем самые высокие нагрузки, то есть железнодорожных. Основным недостатком метода является высокая стоимость, необходимость в узкоспециализированном дорогостоящем оборудовании и сравнительно низкая производительность.
Каждый из перечисленных выше методом сварки рельсового трамвайного пути не лишен каких-либо существенных недостатков. Наиболее сбалансированным и отвечающим современным требованиям к качеству, стоимости и скорости выполнения монтажных работ справедливо считается термитный способ (другие его часто применяемые наименования – алюмотермитный или метод промежуточного литья).
В его основе лежит реакция, происходящая при контакте алюминия и окиси железа, которые входят в состав специального порошка – термита. Результатом реакции становится образование восстановленного железа. Она сопровождается выделением большого количества тепла, что ведет к дальнейшему нагреву металла до температуры примерно 2 000 градусов. После этого он заливается в специальную форму, которая размещается на стыке рельсов и совпадает с ними по форме. Использование в технологическом процессе термита на основе алюминия стало причиной появления названия сварки – термитная или алюмотермитная.
| Рис. 3. Алюмотермитная сварка рельсового пути |
Технология была разработана достаточно давно – в середине XIX века. Ее постоянное совершенствование в сочетании с разработкой нового более эффективного и производительного оборудования, а также впечатляющим набором достоинств сделали термитную сварку самым востребованным на данный момент способом монтажа и ремонта рельсовых трамвайных путей.
В настоящее время применяются 4 базовых метода термитной сварки. Каждый из них имеет характерные особенности и собственную область практического использования. В указанную цифру входят следующие способы выполнения сварочных работ:
| Рис. 4. Технологическая схема сварки методом промежуточного литья |
Самой популярной и часто применяемой разновидностью термитной сварки заслуженно считается способ промежуточного литья. В большинстве случаев именно он имеется в виду, если речь идет о рассматриваемой технологии. Основными причинами востребованности метода следует считать три фактора:
Для получения объективного и более глубокого представления об особенностях технологии, требуется подробно рассмотреть каждый из перечисленных факторов.
Традиционный метод термитной сварки рельсового пути способом промежуточного литья включает в себя следующие технологические этапы:
Повсеместное применение алюмотермитной сварки в целом и конкретно метода промежуточного литья объясняется рядом серьезных преимуществ, которые достигаются при грамотном использовании технологии. Самыми впечатляющими из них являются такие:
| Рис. 5. Термитная сварка рельсового пути |
К числу недостатков, характерных для термитной сварки рельсов трамвайного пути, следует отнести такие особенности технологии:
Анализ приведенных выше списков достоинств и недостатков наглядно демонстрирует главную причину популярности и востребованности рассматриваемой технологии. Она заключается в сочетании хороших эксплуатационных свойств получаемого на выходе сварного шва с высокой производительностью и доступной стоимостью выполняемых монтажных работ. Очевидным и легко предсказуемым следствием настолько впечатляющего перечня достоинств технологии становится крайне обширная сфера применения термитной сварки в сегодняшних условиях.
Немаловажным достоинством термитной сварки рельсовых путей выступает наличие детально проработанного стандарта, четко регламентирующего требования к технологическому процессу и правила проведения сварочных работ. Речь в данном случае идет о национальном стандарте РФ – ГОСТ Р 57181-2016. Нормативный документ был введен в действие с 1 июня 2017 года и актуален до настоящего времени.
Положения стандарта содержат рекомендации в области грамотной организации работ по монтажу рельсовых путей любого типа – железнодорожных, трамвайных или для других разновидностей городского электротранспорта. Кроме того, стандарт дает основные определения терминам и понятиям, которые используются для описания технологии термитной сварки, а также устанавливает базовые методы контроля над качеством сварного шва.
На протяжении всего периода существования железных дорог велись поиски конструкций рельсовых стыков, которые обеспечили бы такую же надежность пути в местах соединения рельсов, как и вне стыков. Стыки остаются основными возбудителями динамических, а нередко и ударных воздействий подвижного состава на путь. Регулярные динамические нагрузки на рельсовый стык приводят к интенсивному износу как ходовых частей подвижного состава, так и к дефектам рельсов, а в долгосрочном периоде к просадкам в балласте и болезням земляного полотна. Затраты труда на содержание стыков достигают 20 % всех затрат на текущее содержание пути.
Чтобы сократить число рельсовых стыков в пути, десятилетиями стремились увеличить стандартную длину рельсов. Коренное решение проблемы рельсового стыка воплотилось в так называемом бесстыковом пути, благодаря которому число стыков сокращается в десятки, а при сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в тысячи раз.
С укладкой бесстыкового пути значительно уменьшается количество стыковых соединителей для участков с автоблокировкой и электрической тягой поездов. Отсутствие стыков уменьшает сопротивление движению поездов, что экономит топливо для тепловозов или электрическую энергию для электровозов. В бесстыковом пути наряду с упругими деформациями, исчезающими после снятия нагрузки, появляются и постепенно накапливаются остаточные деформации. Эти деформации проявляются как в виде износа элементов железнодорожного пути, так и в виде искажений очертаний рельсовых нитей: просадок, перекосов и т.п.
С каждым проходящим по пути колесом подвижного состава усиливается как процесс старения пути и изменения положения рельсовых нитей, так и интенсивность этого процесса. Например, смятие концов рельсов не исчезает, а наоборот, постепенно накапливается. Увеличивается также износ и по длине рельсов. Таким образом, остаточные деформации элементов верхнего строения пути постепенно накапливаются под воздействием движущихся колес. Интенсивность нарастания остаточных деформаций определяется грузонапряженностью линии и скоростями движения поездов.
Все эти остаточные деформации рано или поздно приводят к выходу из строя части рельсовой нити, которая выявляется передвижными средствами дефектоскопирования.
В результате нить протяженностью более 600 метров приходит в негодность. Сменить целую плеть имея дефект на протяжении 0,5 м было бы бессмысленным, поэтому дефектный участок пути вырезается и на его место ставиться «рубок» рельса который образует в некогда целом рельсе 2 стыка.
Возникает вопрос: как в минимально короткие сроки и с минимальными затратами восстановить целостность рельсовой нити, и вот тут на помощь приходит алюминотермитная сварка рельсов в полевых условиях.
Сама мысль о алюминотермитной реакции происходит из второй половины ХVIII века. Французский ученый Антуан Лоран Лавуазье описал принцип экзотермической реакции, практическое внедрение которой в своей эпохе он не мог предполагать.
История термитной сварки насчитывает уже около ста сорока лет. Начало этому процессу было положено еще в 1859 году Русским ученым Н.Н. Бекетовым, который впервые открыл алюминотермию и дал описание алюминотермитной реакции. Ее сущность – получение металлов и сплавов восстановлением их окислов алюминием. Поскольку реакция проходит с выделением большого количества тепла, ее и назвали термитной (от греческого слова therme — теплота).
Алюминотермитная сварка рельсов (полное название: Сварка рельсов алюминотермитная методом промежуточного литья) — процесс, основанный на алюминотермии, при котором используются химические реакции восстановления железа из оксидов, эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава.
Алюминотермическая реакция:
2Al + Cr2О3 = Al2О3 + 2Cr
Fe2O3 + 2Al = 2Fe + Al2O3
Эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава. Для сварки применяется термит, расфасованный определенными порциями. Работу выполняет бригада из двух-трех человек. Общий вес используемого оборудования не превышает 350—400 кг.
При выполнении сварки и сопутствующих технологических операций используются автономные источники энергии.
Свое развитие термитная сварка получила благодаря следующим позитивным факторам:
Термитной сваркой называют способ сварки, использующий тепло сжигаемой специальной смеси. Смесь порошкообразная, в ее состав входят:
Термит на основе алюминия используется для соединения стальных и чугунных изделий.
Термит с использованием оксида железа называется железоалюминиевый. Горение его протекает при температуре в пределах 2700 градусов Ц, что вполне достаточно для плавления железосодержащих сплавов.
Сущность этого технологического процесса практически не меняется уже свыше сотни лет:
Тигель перед началом сварки дополнительно просушивают кислород - пропановым пламенем с избытком кислорода кольцевыми движениями по спирали до верхних краев тигля в течение 55 - 60 с.
Затем на рельсы устанавливают и закрепляют комбинированную стойку, с помощью которой позиционируют горелку и тигель. Полуформы фиксируют относительно стыкового зазора так, чтобы его центр совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без ступенек по периметру стыковки. Место контакта литейной формы с рельсом уплотняют формовочной смесью.
Перед подогревом проводят регулировку пламени до нормального горения: на газовых редукторах – давление пропана 0,1 МПа и кислорода – 0,50 МПа. После этого газовую горелку устанавливают на комбинированную стойку и начинают подогрев торцов рельсов в стыке.
До заливки формы расплавленным металлом торцы рельсов в стыке предварительно разогревают до температуры 1200–1250°C. Процесс плавления термитной смеси и выпуск расплавленного металла в литейную форму происходят автоматически через 20–28 секунд после начала термитной реакции. К этому моменту подогретые концы рельсов успевают остыть до 850–900 °C.
Жидкий металл является одновременно источником тепла и присадочным материалом, соединяющим концы рельсов 1.
Расплавленный металл поступает из тигля в форму и заполняет оставленный между торцами рельсов зазор. Иногда металл заливают через специальный литник. Постепенно заполняя зазор и свободное пространство между рельсами и стенками формы, металл расплавляет соприкасающиеся с ним стенки рельсов, а застывая, образует с рельсами одно целое - сварное соединение. Вытекаюший из тигля за металлом шлак стекает по желобу, оставляя над металлом лишь слой небольшой толщины - этот слой шлака предохраняет термитный металл от быстрого остывания, чем способствует более свободному выделению газов из жидкого металла и получению более плотного металла литого башмака.
После выпуска термитного металла в литейную форму тигель переносят на вспомогательную стойку. Демонтаж комбинированной стойки и литейной формы проводят после кристаллизации металла сварного шва, которая в зависимости от массы порции термитной смеси, длится 3,0–3,5 мин. Затем головку рельса очищают от песка металлической щеткой и с помощью гидравлического обрезного станка в горячем пластическом состоянии удаляют прибыльную часть сварного шва на головке рельса, после чего рабочую часть головки подвергают шлифованию.
Ориентировочное время остывания составляет 90 - 20 мин в зависимости от температуры окружающего воздуха.
Процесс SkV применяется для сварки железнодорожных рельсов типа Р65 и Р50. Особенностью этого процесса является быстрый (не более 2 минут) предварительный подогрев и возможность проведения сварочных работ при температуре окружающего воздуха до минус 5°С.
Последовательность основных операций процесса следующая :
 | 1. Подготовка зазора и рельсов в зоне стыка. Со стыка снимаются накладки, а рельсы в зоне стыка очищаются от грязи и ржавчины. Рельсовые скрепления ослабляются на трех шпалах справа и слева от стыка, при этом на ближних к стыку шпалах – полностью снимаются. Концы рельсов отрезаются рельсорезом абразивно-отрезным диском так, чтобы величина сварочного зазора составила 24- 26 мм . При соответствующем разрешении резку концов рельса можно осуществлять газовым резаком пропан-кислородной смесью по шаблону. |
 | 2. Выравнивание концов рельсов Выравнивание концов рельсов производится при помощи упорных клиньев по метровой линейке специальным измерительным клином. Рельсы выравниваются в двух плоскостях, причем по вертикали устанавливается необходимое превышение концов рельсов для компенсации термической усадки шва и создания припуска для последующей шлифовки. Окончание этой операции – подогрев концов рельса в зоне стыка до температуры ~50 0С для удаления влаги. |
 | 3. Установка литейных форм. На рельсе закрепляется специальное зажимное приспособление, литейные формы устанавливаются в металлические формодержатели и с помощью кронштейнов фиксируются на зазоре. По контуру рельса формы затем уплотняются раствором из огнеупорного песка, а по бокам формодержателей навешиваются чашки для сбора шлака. В завершении этой операции на головку рельсов по бокам форм одеваются защитные крышки. |
 | 4. Установка тигля. На специальный кронштейн навешивается тигель, в который устанавливается тигельная пробка и засыпается термитная порция. Тигель может быть как многоразовый (показан на фотографии), так и одноразовый. Сверху на крышку тигля возможна установка дымового фильтра (не показан) в стальном коническом корпусе, значительно снижающего задымление рабочей зоны и препятствующего разлетанию искр по сторонам. |
 | 5. Короткий предварительный подогрев. Перед началом термитной реакции осуществляется короткий предварительный подогрев концов рельсов. Эта операция проводится пропан-кислородной смесью с помощью специальной горелки. При этом время подогрева зависит от профиля рельса :- для рельса Р50 оно составляет 1,5-2 минуты; - для рельса Р65 соответственно 2-2,5 минуты. |
 | 6. Термитная реакция и заливка форм. Немедленно после окончания подогрева горелка вынимается из формы и термитная смесь поджигается при помощи специального запала. После завершения термитной реакции (через 20-25 секунд) на дне тигля автоматически открывается тигельная пробка и происходит выпуск жидкой термитной стали в литейную форму. В процессе заливки расплавленной термитной стали в зазор концы рельсов проплавляются и свариваются. |
 | 7. Снятие грата. После окончания заливки сталь в форме выдерживается в течение 3,5…4 минуты для полного завершения процессов кристаллизации. По окончании указанного времени снимаются формодержатели, зажимное приспособление, удаляется верх форм, а грат срезается по поверхности качения головки рельса и боковой грани при помощи гратоснимателя с комплектом специальных ножей. |
 | 8. Шлифовка стыка. Шлифовка стыка по поверхности катания и боковым граням головки рельса выполняется шлифовальной машиной в два приема : - черновая шлифовка, проводимая сразу же после снятия грата *; - чистовая шлифовка, проводимая после остывания стыка и затяжки рельсовых скреплений. * После черновой шлифовки стыка допускается движение (пропуск) поездов со скоростью не более 25 км/ч . |
 | 9. Ультразвуковая дефектоскопия После чистовой шлифовки и полного остывания стыка проводится контроль качества сварного шва переносным ультразвуковым дефектоскопом в соответствии с действующими правилами ПР 07.41-2006. |
Особенности алюминотермитной сварки в тоннелях метрополитена.
 | Применяемая нами технология SkV позволяет производить термитную сварку рельсов в тоннелях метрополитена и полностью отвечает требованиям Технических указаний "Алюминотермитная сварка рельсов метрополитена", "Инструкции по обеспечению безопасности при производстве рельсосварочных работ алюминотермитным способом в тоннелях метрополитена" №18-03.00-04 и ППБО 147 "Правила пожарной безопасности на метрополитенах". Для выполнения требований, изложенных в этих документах, технологией предусмотрено применение специального дымового фильтра в стальном коническом корпусе, который может использоваться как с одноразовым тиглем (см. фото), так и с многоразовым тиглем. Фильтр значительно снижает задымление рабочей зоны и не допускает разлетание искр при термитной реакции. В остальном технологический процесс алюминотермитной сварки рельсов в тоннелях метрополитена идентичен вышеизложенному процессу для железных дорог. |
2018 / Том 22, №6 (137) 2018 [ МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ ]
ЦЕЛЬ. Проанализировать работы в области сварки высокопрочных рельсовых сталей для бесстыкового пути с позиции структурообразования в сварном рельсовом стыке, выполненные в России и за рубежом. МЕТОДЫ. Авторами выполнен сравнительный аналитический обзор различных технологий сварки рельса. Проведен анализ структурного фактора в сварном рельсовом стыке на основе металлографических исследований. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ. Рассмотрены основные направления исследований и полученные разными авторами результаты в области сварки рельсов. Проанализированы особенности, предъявляемые к бесстыковому пути, в области сварки для различных технологических способов (алюминотермитная сварка, стыковая контактная сварка оплавлением, газопрессовая сварка, сварка трением, ручная дуговая сварка). Выполнен анализ работ с учетом получаемых структур в сварочном шве и зоне термического влияния для основных способов сварки рельса: алюминотермитного, газопрессового, стыкового с оплавлением, линейного способа трением, электродугового, электрошлакового. Выполнен сравнительный анализ макроструктуры и твердости сварного рельсового стыка для анализируемых способов сварки. Проведен анализ технологий сварки рельса, внедренных на дорогах РФ и мира. ВЫВОДЫ. Показано, что алюминотермитную сварку рельсов с позиции структурного фактора, низких значений ударной вязкости и трещиностойкости при отрицательных температурах, высокого уровня дефектообразования в рельсовом стыке нельзя рекомендовать при строительстве и реконструкции скоростных бесстыковых путей, поскольку этот способ не обеспечивает высокое качество рельсового стыка и снижает безопасность движения. Другие способы сварки рельса по физико-механическим свойствам в сварном шве обеспечивают высокое качество рельсового стыка и являются более перспективными. Однако необходимо провести дополнительные исследования процессов структурообразования в сварочном шве и зоне термического влияния в условиях отрицательных температур и высоких удельных нагрузок на рельсовый стык.
Ключевые слова:
алюминотермитная сварка,стыковая контактная сварка с оплавлением,сварка трением,электрошлаковая сварка,структура,перлит,феррит,аустенит,дефекты рельса,контроль качества,твердость рельса,отказы,неисправности,бесстыковой путь,рельсовые стали,aluminothermic welding,resistance flash welding,friction welding,electroslag welding,structure,perlite,ferrite,austenite,rail defects,quality control,rail hardness,failures,faults,continuous welded rail,rail steels
Авторы:
Библиографический список:
Файлы:
Фирма ООО «Сварочные технологии» является специализированной организацией для практического применения алюминотермитной сварки рельсов по немецкой технологии SkV. Для этой цели с фирмой Elektro-Thermit GmbH & Co. KG (ET) (Германия) – разработчиком и владельцем технологии – заключено соответствующее лицензионное соглашение. Данная технология прошла комплексные испытания в ОАО «ВНИИЖТ» и на основании положительного заключения института допущена Департаментом пути и сооружений ОАО «РЖД» к применению на сети железных дорог.
Алюминотермитная сварка железнодорожных рельсов является достойной альтернативой электроконтактному способу, а при работах в пределах стрелочных переводов – единственно возможной. А по сравнению с традиционным способом электродуговой сварки, широко применяющемуся для соединения рельсов трамвайных и подкрановых путей, алюминотермитная сварка имеет существенные преимущества:
Применение АТ-сварки рельсов позволяет:
Требуемая твердость, необходимая пластичность и безупречное исполнение являются непревзойдёнными преимуществами алюминотермитного сварного шва, что позволяет установить срок его эксплуатации равным сроку службы рельса. Применение алюминотермитной сварки для решения задачи получения высококачественного сварного шва наиболее эффективно при соединении тяжелых рельсов больших сечений.
ДАТА: 29.08.2015
Соединение рельсов на железнодорожных путях в Польше производится посредством сращивания, электромуфтовой сварки или термитной сварки. В данной статье представлены основные сведения о термитной сварке, рассмотрены требования инструкции ИД-5 и показаны этапы выполнения сварного соединения.
Термитная сварка рельсов заключается в соединении соседних рельсов путем заполнения слабины сварного шва наплавленным металлом, образующимся в результате термитной реакции, протекающей в тигле. В настоящее время предпочтительным методом бесконтактного соединения рельсов в сети PKP PLK S.A. существует электромуфтовая сварка, которая, в отличие от сварки, не вводит в соединение никаких посторонних материалов. Сварка используется как альтернативный метод, применяемый в местах, недоступных для сварочной головки, а также в месте соединения старой и новой поверхностей.Кроме того, термитная сварка применяется как основной способ соединения рельсов в стрелочных переводах и переездах, а также при ремонте сломанных рельсов. Принципы сварки рельсов термитом в сети PKP PLK S.A. указанные в инструкции Id-5 [1], описаны далее в этой статье.
Методы термитной сварки
Основным способом термитной сварки, предусмотренным инструкцией ИД-5, является метод SoWoS, представляющий собой способ сварки без стояка, с верхним подогревом концов рельсов.Другие методы, среди прочего:
По величине сварочного зазора способы сварки также делятся на сварку с нормальным зазором (25 мм), используемую стандартно, и сварку с широким зазором (50, 68, 75 мм), применяемую при ремонтных работах.
Условия термитной сварки
Сварке подлежат только рельсы с одинаковым износом - разница их высот не должна превышать 1 мм, а кромки и поверхности качения должны быть заподлицо.По общему правилу перфорированные рельсы сварке не подлежат (исключение: пути с v max ≤ 50 км/ч), а неразрезными рельсами считаются рельсы, у которых расстояние конца рельса от края ближайшего отверстия составляет не менее 100 мм. Сварка рельсов в сети PKP PLK S.A. может выполняться только сварщиками с соответствующим идентификатором, выданным Centrum Diagnostyki PKP PLK S.A. Номер сварщика выбит на внешней боковой поверхности головки рельса в районе стыка, что позволяет однозначно присвоить данный сварной шов исполнителю.
Технология термитной сварки SoWoS
Описание технологии сварки рельсов проиллюстрировано фотографиями сварки трамвайного рельса, которая существенно не отличается от сварки рельсов.
Перед началом сварки необходимо провести ряд подготовительных работ. Чтобы обеспечить правильное позиционирование рельсов для сварки, необходимо ослабить опорные болты или снять эластичные выступы не менее чем на трех шпалах с каждой стороны стыка.Установите металлическую пластину, предохраняющую щебень от загрязнения, зачистите рейки на лицевой и боковой поверхностях не менее чем на 100 мм с обеих сторон от производимого стыка. На следующем этапе проверяют перпендикулярность торца рельса к его продольной оси и устанавливают концы рельсов таким образом, чтобы зазор сварки составлял 25 ± 1 мм, а концы рельса были приподняты на 2,4 - 2,8 мм. беговая поверхность. Высота концов рельса измеряется рейкой длиной 1 м.
После позиционирования концов рельсов устанавливается подставка для удержания горелки, форм и тигля. На следующем этапе проверяется состояние пресс-форм, устанавливаются в зажимы и крепятся к стенду. Зазоры между формами и рельсом и хомутами заделывают формовочной смесью или герметизирующим песком. Емкости для шлака размещаются на формах.
Дальнейшая процедура зависит от типа используемого тигля. Если используется многоразовый тигель, проверьте его состояние вместе с состоянием футеровки, снимите изношенную сливную втулку, закройте сливное отверстие, наполните тигель навеской термита, накройте тигель крышкой и поставьте на подставку. в положении, позволяющем наблюдать за концами рельсов.В случае одноразового тигля достаточно подготовить его для размещения в центральном положении, непосредственно на формах. Затем горелку помещают на стенд и концы рельсов нагревают до температуры 1000°С, которую сварщик распознает по желтому цвету свечения. Это ключевой момент в процессе сварки, при котором субъективный способ оценки температуры рельса несет в себе риск недогрева или перегрева концов рельса, что приводит к некачественному соединению, пригодному для его разделки [2].Следующим шагом является размещение тигля над формой на подставке (тигель многоразового использования) или непосредственно на форме (тигель одноразового использования) и с мгновенным рвением подожгите термитную часть. В тигле протекает быстрая реакция восстановления оксидов железа алюминием, сопровождающаяся выделением большого количества энергии (экзотермическая реакция) [3]:
Fe 2 O 3 + 2Al = 2Fe + Al 2 O 3 + 850 кДж/моль
Слив расплавленного металла, образовавшегося в результате реакции жидкого металла шва, из тигля в изложницу происходит автоматически за счет оплавления сливной втулки.Наплавленный металл заполняет форму, а шлак сливается в емкости, прикрепленные к зажимам формы.
После завершения слива подождите минимум 3,5 минуты, пока металл затвердеет, затем снимите хомуты. На следующем этапе выступы удаляются с головки рельса с помощью гидравлического резака.
Последним этапом является обработка стыка шлифовкой, проверкой прямолинейности и проставлением клейма сварщика с датой сварки.
Литература
[1] Ид-5 (Д7) Инструкция по сварке рельсов термитом. Единый текст. PKP Polskie Linie Kolejowe, Варшава 2005.
[2] Stencel G.: Сварка элементов дорожной одежды в условиях содержания железных дорог и безопасности движения. Транспортная инфраструктура 4/2011, стр. 78-83.
[3] Богданюк Б., Товпик К.: Строительство, модернизация и ремонт железных дорог. Kolejowa Oficyna Wydawnicza, Варшава, 2010 г.
.90 000 Отремонтировано сотни метров пути. Январь ТОРЭВОЛЮЦИЯ 9000 1 MPK Wrocław - Иллюстративное фотоЗамена отводов, стрелочных переводов и сварка рельсов. В январе МПК не простаивал. ТОРЭВОЛЮЦИЯ продолжается.
TORYwolucja реализуется программа по ремонту путей, стрелочных переводов или контактных линий по всему городу. На эти цели город Вроцлав ежегодно выделяет 80 миллионов злотых.
- В этом году мы выделили 80 миллионов злотых в рамках TORYolution. на улучшение трамвайной инфраструктуры, - сказал он в конце 2021 года.Президент Яцек Сутрик. - В основном это были ремонты пути, но также и стрелки, крестовины, стрелочные переводы и воздушные линии. Все эти элементы необходимы для того, чтобы трамваи ходили безопасно, быстро и комфортно.
Подробнее: МПК планирует отремонтировать трассу в Надодже и Олбине
Поэтому у путевых рабочих в январе было полно работы. В первую очередь завершили работы по замене поворотов и стрелочных переводов возле пл. Доминиканский. Последняя очередь охватывала западную часть перекрестка — со стороны.ул. Казимир Великий. Заменена еще одна важная часть пути на пл. Иоанн Павел II. Там дорожники заменили повороты и стрелочные переводы со стороны ул. Легницкая.
- ТОРИВОЛЮЦИЯ не останавливается ни на мгновение. В течение всего года мы интенсивно работаем над повышением безопасности, комфорта и надежности движения трамваев MPK Wrocław, и январь не стал исключением. Мы рады, что завершили важную инвестицию на пл. Доминиканский и ход на пл. Иоанна Павла II, но мы уже решаем другие важные задачи, напр.замена поворотов и разворотов на пересечении улиц Едности Народовой и Славянской, а также улиц Нововейской и Едности Народовой, - поясняет Кшиштоф Балавейдер, президент MPK Wrocław.
Также:
В аварийной ситуации путевики произвели 413 сварных швов сломанных головок рельсов и путей. Также было сварено 8,35 м рельсов (регенерация и защита от коррозии).Круглосуточная служба скорой помощи потратила на экстренные выезды 54 часа.
.дыня дыня Если вы можете себе это позволить, то это термит.
Я сделал термит для пацана. Лом ржавчины, мелкий алюминий, полученный напильником, измельчают, смешивают в пропорции по объему 1:1. Кусочки магниевой стружки из химической лаборатории для обжига.Вспышка и красивый клуб дыма.
Конечно, от такого термита для сварки еще далеко.
В этом рельсовом термите еще могут быть какие-то флюсы (чуть-чуть буры?) И, может быть, что-то для замедления реакции и обеспечения правильного химического состава сварного шва (что-то, что стекает с корундом вверх и не влияет на химический состав?). Итак, я ищу ...
Вот как вы свариваете с термитом:
http://www.drogizelazne.org/wp/spowanie-termitowe-szyn/
ферромит представляет собой смесь мелких фракций железа и оксиды алюминия с легирующими добавками
Легирующие добавки дают металл шва с химическими свойствами, подобными свойствам стали сварных рельсов.
Конструкция самодренируемого рукава позволяет отделить металл сварного шва от шлака за счет задержки выпуска врезки на несколько секунд после прекращения термитной реакции. Металл шва, будучи более тяжелым, располагается на дне тигля, он подтекает первым, оплавляя концы рельсов, и заполняет сварочный зазор.
Сварка рельсов с ферромитом внешне очень проста, но требует умения и практики чтобы качество контакта соответствовало требованиям. Причем факторами, влияющими на качество контакта, являются, в первую очередь, ферромит, а затем сварочный аппарат.Следует отметить, что ферромитная сварка работает надежно, при условии, что она сделана аккуратно ... любой нормально квалифицированный, но очень старательный рабочий может легко освоить их
После многолетнего опыта рельсы сваривают с 1930-х годов, в настоящее время для термитной сварки используется готовый комплект, а процедуры обеспечивают соответствующие эксплуатационные характеристики рельса:
В момент нарезки сталь заполняет подошву и шейку рельса и частично головку в нижней часть, затем, поднимаясь вверх, расплавляет в нижней части грудины легирующие элементы, которые остаются в верхней части головки рельса, образуя сварной шов со свойствами рельсовой стали.В распоряжении сварщика будут различные виды мостов, использование которых будет зависеть от сварки рельсов из стали с определенным химическим составом и параметрами. Таким образом, в конечном итоге мы получим сварной шов, в котором основание и шейка будут пластичными, а головка будет иметь более высокую стойкость к истиранию.
Источник: http://spawalnictwoszyn.pl/wp-content/u ... ziolka.pdf
Также имеется соответствующая инструкция с процедурами для отдельных этапов сварки:
https: //www.plk-sa.pl/files/public/user...d/Id-5.pdf
Стоит заглянуть в источники профессиональных и практических знаний, чтобы лучше понять, что же так приятно смотреть в кино
сохраняя спокойствие означает способность действовать
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ép
Во время сильной жары в средствах массовой информации часто появляется информация о выпирающих рельсах, сошедших с рельсов поездах и задержках на линиях. Железнодорожников и водителей трамваев лето не удивило, но с температурой они борются неравномерно. В то время как современная инфраструктура может лучше противостоять экстремальным условиям, ее старая версия может выйти из строя в любой момент.
Регулярный стук движущегося поезда вызывают рельсы, соединенные болтами (шлицевое соединение). Новая железнодорожная и трамвайная инфраструктура уже использует бесконтактное соединение (например,сваренный термитом). Это создает рельс длиной даже в несколько километров. Преимуществом такого решения является отсутствие вышеупомянутого характерного шума колес, а значит, более низкий уровень шума и больший комфорт для пассажиров.Проблема длины
Однако у этого решения есть недостаток. Кто помнит уроки физики, знает, что сталь увеличивается или уменьшается в объеме под воздействием температуры. Если добавить к этому уравнению рельс длиной в несколько километров, загруженный тяжелыми шпалами или встроенный в дорогу, то окажется, что рельс имеет только одну траекторию роста - в длину.
Сталь имеет коэффициент теплового расширения 0,000012 м на 1 °С. Следовательно, при повышении температуры на один градус 5-километровый рельс удлинится на 6 см. При увеличении на 10 градусов длина увеличится на 60 см. Рельс, заблокированный креплениями, может расти только на своих концах, при условии, что он ничем не ограничен, например вторым рельсом.
Рельсы обычно рассчитаны на температуру 27°С. Это означает, что проблема вздутия рельсов может возникнуть при значительном превышении нормы ртутного столба.- По этой причине через определенные промежутки устанавливаются так называемые распорные контакты, которые позволяют двум секциям рельса двигаться навстречу друг другу. Без использования компенсаторов высокие температуры очень быстро привели бы к вздутию пути, а зимой произошла бы деформация из-за усадки рельсов, — говорит Богуслава Крук, руководитель технического отдела Tines. Компенсаторы также используются на мостах и виадуках. Еще одним решением, предохраняющим путь от напряжения, являются компенсирующие устройства из рельсов.Критическими местами, где рекомендуется использовать эти путевые устройства, являются окрестности развязок, переездов, переездов, путепроводов и мостов. Сталь является хорошим материалом и хорошо выдерживает растяжение и сжатие. Однако, как и все во Вселенной, оно имеет свои ограничения.
Рельс может нагреваться до 50°C в течение всего дня на солнце. Это на 23° выше нормы, что означает увеличение на 1,38 м на образцовом 5-километровом участке, а также на прилегающих к нему рельсах. В конце концов что-то должно произойти.Сталь начинает толкаться вбок или вверх, вырываясь из креплений, полностью разрушая участок пути, на котором произошло явление. В крайних случаях вздутие рельса может привести к сходу трамвая или поезда с рельсов.
Водяное охлаждение
Техническая служба мало что может сделать из-за температуры. Если отрезать данный фрагмент и заменить его новой рейкой, то вся система еще горячая и при остывании может появиться зазор или трещина. Все, что можно сделать в жаркую погоду, — закрыть трассу или применить импровизированное временное крепление.Бороться с выпячиванием можно и превентивно – обливать водой горячие дорожки в чувствительных точках. Только в Кракове в 2014 году для этой цели в жаркую погоду ежедневно выливали на трамвайные пути 32 тысячи литров воды. Высокие температуры также снижают скорость рельсовых транспортных средств, что вызывает задержки.
Это ответ на вопрос, почему рельсы не любят жару. Однако это не единственная проблема, вызванная высокими температурами. Тяговые тросы изготовлены из меди, и хотя системы натяжения тросов в значительной степени поглощают шипы, старые установки могут испытывать значительную потерю тяги.Также основание гусеницы, усыхая и сжимаясь, может стать причиной неровностей гусеницы.
Жаркое лето - настоящая проблема. То же самое и в очень холодные зимы, но это тема для отдельной статьи.
Integrity Consulting — компания по подбору персонала, работающая с компаниями строительного сектора. Мы работаем с 2007 года и сотрудничаем с ведущими польскими строительными и проектными компаниями, помогая им найти технический и управленческий персонал. Мы агентство по трудоустройству, зарегистрированное на КрАЗе (№4175).
В настоящее время мы ищем сварщика трамвайных рельсов, готового работать в Норвегии. Наш клиент — норвежский подрядчик.Компания предлагает постоянную работу и заработную плату в размере 185 норвежских крон за час работы.
Референтный номер: S / jobs.pl
Место работы: Норвегия
Требования:
Обязанности:
Наш клиент предлагает:
90 018 90 019 трудоустройство по трудовому договору (на неопределенный срок) 90 019 месячная заработная плата 30 525 норвежских крон (ставка 185 норвежских крон / час)
Резюме на польском языке необходимо отправить с помощью кнопки «Подать заявку».Отправляемое резюме должно содержать следующий пункт:
«Я даю согласие на обработку моих персональных данных в базе данных Integrity Consulting Michał Świerczewski с целью предоставления мне услуг, связанных с поиском работы (осуществление процесса найма, в настоящее время или в будущем) в соответствии с Законом от августа 29, 1997 о защите персональных данных. (Вестник законов 2014 г., ст. 1182, с изменениями) '
www: целостность-консалтинг.pl
.90 000 Ответ на запрос о техническом состоянии и модернизации железнодорожной линии Варшава - Люблин 9000 1Ответ статс-секретаря в Министерстве инфраструктуры - от имени министра -
по запросу № 4856
о техническом состоянии и модернизации железнодорожной линии Варшава - Люблин - Дорогуск
Уважаемый господин Маршал! В ответ на сообщение в начале письма № СПС-023-4856/08 от 8 сентября 2008 г. запрос депутата Збигнева Матущака о техническом состоянии и модернизации железнодорожной линии Варшава - Люблин - Дорохуск, касающийся заданные вопросы, я любезно объясняю.
Проект Модернизация линии № 7 Варшава – Люблин – Дорогуск вместе с реконструкцией линии № 13 на участке Пилава – Миск Мазовецкий включен в ориентировочный перечень отдельных ключевых проектов, в том числе крупных, планируемых к реализации в рамках NSRF ( Национальная стратегическая основа) на 2007-2013 гг. для Оперативной программы по инфраструктуре и окружающей среде (первоначально утвержденной Советом министров 27 февраля 2007 г.), среди резервных проектов для приоритетного направления VII: Экологически чистый транспорт.
Ориентировочная общая стоимость инвестиций определена на уровне 1 200,00 млн евро, срок реализации проекта – 2009-2013 годы.
В результате проверки списка отдельных проектов для POIi (Операционная программная инфраструктура и среда), которая состоялась в августе 2007 года, этот проект был удален из ориентировочного списка отдельных ключевых проектов.
Вышеупомянутое решение принято по согласованию с Министерством регионального развития, которое является управляющим учреждением POIi.
Уведомление министра регионального развития от 29 августа 2007 г. о перечне отдельных проектов Оперативной программы «Инфраструктура и окружающая среда» на 2007-2013 гг. и Оперативной программы «Инновационная экономика» на 2007-2013 гг. (Министерство финансов Польши от 2007 г. № 69, поз. 757) этот проект больше не упоминается. Причиной удаления проекта стало недостаточное продвижение подготовительных работ к вышеупомянутому инвестиции и исчерпание доступных ассигнований в соответствии с мерой 7.1.
При этом сообщают, что в соответствии с программными документами и указаниями министра регионального развития внесение проекта в перечень является условным декларированием его реализации, а получение финансирования - при условии выполнения проекта формальные и содержательные требования в отношении подготовки соответствующей документации и готовности к реализации.
Ситуация с железнодорожным транспортом вынуждает сосредоточить усилия по модернизации на железнодорожных линиях, которые являются маршрутами международных транзитных перевозок, включенными в Трансъевропейскую транспортную сеть, созданную ЕС, и линиями, охватываемыми соглашениями AGC (Европейское соглашение о магистральных железнодорожных линиях - подписано в Женеве 31 мая 1985 г.) и СЛКП (Европейское соглашение о важных железнодорожных перевозках для комбинированных перевозок и связанных с ними объектах – подписано в Женеве 1 февраля 1991 г.). Стратегические инвестиционные планы управляющего инфраструктурой на 2007–2013 годы и последующие годы строго связаны с Оперативной программой правительства «Инфраструктура и окружающая среда» и объемом средств ЕС, выделяемых на железнодорожный транспорт.
Ограниченные финансовые ресурсы и отсутствие требований по приведению параметров линии в соответствие со стандартами, вытекающими из международных соглашений, означают, что объем работ ограничивается только работами, обеспечивающими безопасность движения поездов и обеспечивающими, по возможности, максимальный комфорт проезда .Эти работы проводятся на постоянной основе. В рамках ремонтно-эксплуатационных работ, запланированных управляющим инфраструктурой на 2008-2011 гг., планируется, среди прочего:
- Изменение категории трехуровневых переездов, модернизация пути (замена шпал, рельсов, дорожного покрытия на переездах, очистка балласта) на участке Дблин - Люблин и Люблин - Дорохуск (госграница). Ориентировочная стоимость этих работ составляет 50 311 000,00 злотых.
- Поверхностные работы, участок Пилава - Дблин (ремонт подъездного пути, разовая замена стрелочных переводов, замена стрелочных частей, текущий ремонт стрелочных переводов, доработка жировки), участок Дблин - Люблин (ремонт подъездного пути с чисткой, модернизация пути, замена шпал, рельсов, дорожного покрытия на переездах), участок Люблин - Дорогуск (госграница) (ремонт пути с чисткой, разовая замена шпал, рельсов, шпал стрелочных переводов, сварка рельсов, ремонт ходового стрелок, дополняющих откормочное место).Путевые работы на участке Пилава - Дблин и Люблин - Дорогуск (госграница) (прорезка колеи, восстановление боковых канав). Ориентировочная стоимость этих работ составляет 71 168 000,00 злотых.
- Наземные работы, участок Пилава - Дблин (замена стрелочных частей, рельсов, сварка и сварка рельсов, жировка жировка), участок Дблин - Люблин модернизация пути (замена шпал, рельсов, дорожного покрытия на переездах, очистка балласта) , разовая замена шпал, части стрелочных переводов, откормочный откорм, участок Люблин - Дорогуск (госграница), ремонт бегового пути, строительство стрелочных переводов и путей, пополнение откормочных.Путевые работы на участке Пилава - Дблин и Люблин - Дорогуск (госграница) (прорезка колеи, восстановление боковых канав). Ориентировочная стоимость этих работ составляет 49 058 000 злотых.
- Наземные работы, участок Пилава - Дблин (ремонт ж.д. с очисткой, ремонт ж.д. стрелочных переводов, термитная сварка рельсов, откормка ж.), участок Дблин - Люблин модернизация пути (замена подкладок, рельсов, дорожного покрытия на переездах, очистка балласта ), текущий ремонт пути, термитная сварка рельсов, разовая замена стрелочных переводов, части стрелочных переводов, текущий ремонт стрелочных переводов, подкормка, участок Люблин - Дорогуск (госграница), ремонт ходовых стрелочных переводов, строительство стрелочных переводов и путей, подкормка.Рельефные работы на участках Люблин - Дорогуск (госграница) и Пилава - Дблин (нарезка колеи, восстановление боковых канав). Ориентировочная стоимость этих работ составляет 79 790 000,00 злотых.
До 2015 года ремонтная программа будет ограничена шлифовкой и текущим ремонтом, в частности, на участках Пилава – Дблин и Люблин – Дорогуск (госграница). Выполнение этих работ улучшит технические и эксплуатационные параметры рассматриваемой линии, что позволит сохранить текущие скорости расписания, и, таким образом, сохранить транспортное предложение на уровне не ниже, чем в настоящее время.
После 2015 года планируется комплексная модернизация железнодорожной линии № 7 Варшава - Дорохуск, которая в настоящее время находится в стадии подготовки. 2 июня 2008 г. Управляющий железнодорожной инфраструктурой подаст заявку на софинансирование проекта: Предпроектная документация по заданию: Модернизация железнодорожной линии № 7 Варшава Восточная Особова - Дорогуск на участке Варшава Восточная - Люблин - Дорохуск - госграница, от ТЭН-Т в рамках конкурса.
20 июня 2008 г.Завершен прием предложений по совместному финансированию представляющих общий интерес проектов в области трансъевропейской транспортной сети из фонда TEN-T Европейского Союза. Польша подает в Европейскую комиссию 7 форм заявок, в том числе вышеупомянутые дизайн. Решение Европейской комиссии. Что касается предоставления финансовой помощи Сообщества представленным проектам, то это ожидается на рубеже октября-ноября 2008 года.
С уважением
Государственный секретарь
Тадеуш Ярмузевич
Варшава, 30 сентября 2008 г.
Всего предстоит заменить 2850 м рельсов. Работы будут вестись на обоих путях линии М1. Работы будут выполняться поэтапно на следующих участках:
Подготовительные работы по замене уже ведутся.В районе СТП Кабаты готовятся отдельные участки новых рельсов. На этой неделе рельсы были доставлены в туннель и развернуты в местах замены.
Основные работы в туннеле, связанные с заменой рельсов, могут выполняться только во время ночных 3-х часовых перерывов. В ночь с 23 на 24 мая начнутся работы на первом участке, на маршруте между станциями Стоклосы и Урсынов на пути Т2.
Замена рельсов, в связи с необходимостью отключения напряжения в 3-м автобусе, производится только в ночные перерывы.Это многоэтапная задача.
В качестве новых рельсов вставляются рельсы длиной 120 м или несколько рельсов. Необходимый для замены участок рельса (тоже 120 метров) вырезается, а на его место вставляется новый и соединяется с существующими рельсами так называемым аварийные разъемы.
В связи с тем, что время отсечки составляет около 3 часов, а эффективное время работы еще меньше, за одну ночную смену выполняется только один 120-метровый участок. Только в течение следующих ночей происходит сварка вышеупомянутых секций рельсов.В среднем через каждые 100 ÷ 120 м выполняется дополнительный клеено-напряженный стык как обязательный элемент системы управления движением.
В связи с тем, что между фрагментом нового рельса и старым имеется разница по высоте, в целях безопасности движения необходимо ввести ограничение скорости 15 км/ч. Во время очередного ночного перерыва секции упомянутых рельсов свариваются между собой, что позволяет постепенно увеличить скорость до 40 км/ч.
После замены проверяется геометрия участка пути, на котором были заменены рельсы, и после необходимых корректировок пути восстанавливается скорость на рассматриваемом участке.Завершающий этап – шлифовка рельсов. Подрядчик обязан выполнять работы таким образом, чтобы свести к минимуму трудности, связанные с ограничением скорости на отдельных участках, и выполнить следующие этапы замен в кратчайшие сроки.
Единственными трудностями предвидится введение временного ограничения скорости в местах, где проводилась замена пути, что может привести к увеличению времени в пути и более длительным стоянкам поездов на станциях.
Приносим извинения за неудобства.
.