Привет, дорогие мои читатели 😉. Вот и добрался я наконец-то до такой замечательной темы, как сварка скруток. Эта статья рассчитана и на тех, кто ни разу ничем подобным не занимался, и на профи.
Если вы из числа профессиональных электриков, то ваши комментарии под статьей будут особенно ценны :)
Наверное, многие из вас слышали, что для осуществления этого нехитрого процесса можно использовать обычный сварочный инвертор. Но думаю, что не все знают на какой полярности осуществлять сварку и какой выставлять ток.
У меня в хозяйстве есть вот такой сварочный инвертор Ресанта САИ-160.
 сварочный инвертор Ресанта САИ-160
сварочный инвертор Ресанта САИ-160сварочный инвертор Ресанта САИ-160
Много чего им варил. Со всем отлично справляется, но вот скрутки варить до недавнего времени не пытался.
И так, сделал две скрутки. Каждая из 3-х проводов сечением 2,5мм2.
Длина каждой скрутки обычно 6-10смДлина каждой скрутки обычно 6-10см
В качестве электрода буду использовать графитовый стержень из обычной солевой батарейки. Но это за неимением нормальных графитовых электродов.
Давайте разберемся какую же силу тока выставлять. Тут всё просто. Меряем штангенциркулем или линейкой диаметр скрутки и умножаем на 10. Диаметр моих скруток 4мм, поэтому я выставил ток 40А. Для скруток 8мм - 80А.
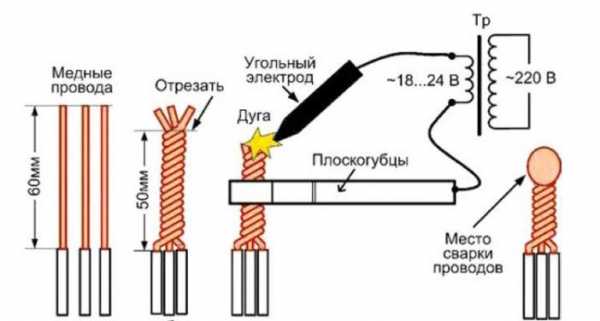
Ну и ещё следует разобраться с полярностью. Картинка ниже всё отлично демонстрирует.
Источник - https://vtmstol.ru/assets/img/stati/poljarnost-3.jpgИсточник - https://vtmstol.ru/assets/img/stati/poljarnost-3.jpg
Первым рассмотрим пример, когда я подключаю сварочные провода к инвертору по схеме ОБРАТНОЙ ПОЛЯРНОСТИ. В этом случае держатель с электродом подключен к "+", а зажим "крокодил" к "-".

Как хорошо видно, никакой сварки не происходит, а просто сгорает электрод.
Поэтому теперь варить скрутку буду на ПРЯМОЙ ПОЛЯРНОСТИ , то есть зажим "крокодил" подключаю к плюсовому выходу инвертора, а держатель электродов к минусу.
Запомните! Варить нужно коротким касанием, так как медь при перегреве на воздухе становится хрупкой.

Как только увидели формирование оранжевой капли, сразу убираем электрод.
Иначе эта капля просто упадёт вниз. И придется варить заново, как на ролике ниже.

После того, как сварили все скрутки, их нужно ещё раз подтянуть пассатижами! Затем согнуть пополам и заизолировать.
Точно также происходит и процесс сварки скруток из многожильных проводов. Я даже попытался раскрутить такую скрутку и отломить каплю. Это оказалось не так легко, как кажется. Все жилы очень крепко сплавились воедино, образовав монолитный шарик.
Кстати, разломать сваренную скрутку из одножильных проводников проще. Все-таки, как я и говорил выше, медь теряет свою эластичность при нагреве. Но, тем не менее, прочность мне показалась достаточной. Да и кто будет ломать сваренные скрутки на практике.
Соединение проводов возможно выполнить двумя способами:
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
Сварка медных проводов имеет следующие особенности:

Зачистка медных проводов для сварки
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
В качестве источника питания для электродов может использоваться оборудование:
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.

Инвертор для сварки
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Для сваривания медных проводников можно использовать следующие электроды:
Угольный электрод обладает рядом следующих особенностей:
Процесс сваривания графитовым электродом имеет следующие особенности:

Электроды для сварки
Соединение проводников аппаратом «Ресанта» выполняют так:
О расплавлении меди свидетельствует появление рыжего наплыва на конце провода.
Поэтапная сварка проводов своими руками в домашних условиях:
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Источник
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Артикул:
Габариты аппарата: 200*188*66 мм.
Вес до 4 кг – сам аппарат, полная комплектация – 5.1 кг
Напряжение питания — 220 в +15/-20%, 50 гц
Потребляемая мощность в режиме сварки до 1.3 кВт.
Комплектация:
Сам аппарат, сварочные кабеля, сетевой кабель, электроды – 10шт., переносная сумка, защитные очки, паспорт изделия, инструкция пользования.Цена аппарата ТС 700-2: 7400 р.
Стоимость дополнительных электродов: 60р/шт. (одного электрода хватает на 500-700 сварок).
При заказе от 50 шт, цена за электрод составит 50р. Гарантия — 1 год.Есть выражение: «Электротехника – наука о контактах».
Почему сварка
Согласно ПУЭ в электропроводке допускается 3 вида соединений: клеммные, пайка и сварка.
Винтовым клеммам свойственно ослабевать, независимо от их материала и конструкции, из-за пластичности самих проводников – медных или алюминиевых. А недостаточное усилие в контакте это искрение, окисление и т.д. – со всеми вытекающими последствиями.
Пружинные же (наиболее распространённые «Wago») свободны от этого недостатка, но зато имеют малую площадь контакта и, как следствие, высокое переходное сопротивление. Отсюда – существенный нагрев уже при токах, значительно меньших, чем предельно допустимые для их номинального сечения. Кроме того, такие клеммы весьма дороги.
Пайка – процесс многокомпонентный и трудоёмкий, особенно на высоте. А характеристики соединений с инородным металлом (припоем) тоже далеки от идеала.
При сварке же вообще исчезают какие-либо контакты и переходы: электрический ток проходит лишь по ОДНОРОДНОМУ металлу. Поэтому она – безусловный лидер и по сопротивлению, и по надёжности. А также по скорости монтажа и цене (расчёт окупаемости ниже).
Почему ТС 700-2, а не сварочный инвертор.
Сейчас на рынке присутствует достаточное разнообразие сварочных инверторов и некоторые электрики пытаются приспособить их для сварки скруток. Даже самые маломощные инверторы предназначены для варки стали и, соответственно, параметры у них значительно выше необходимых. В связи с этим, использовать сварочный инвертор для сварки скруток не рекомендуется по причине следующих недостатков:
1) Дуга – при варке инвертором имеет значительно более высокую температуру, тонкие медные жилы могут пережигаться, а медь в расплавленной капле нагревается до выгорания.
2) напряжение на электродах может достигать 90 вольт, что не смертельно само по себе, но достаточно для несчастных случаев особенно при работе на высоте;
3) яркость дуги высока и требует применения таких же защитных средств, как при сварке стали, что очень неудобно при работе с тонкими проводами.
Кроме того, традиционные держатели электродов сварочных инверторов совершенно не приспособлены для монтажа в распределительных коробках.
Наш аппарат специально разработан для сварки скруток. Напряжение на его выходе не превышает 18В, а силы тока достаточно для сварки медных жил с суммарным сечением до 24 кв.мм, что вполне достаточно в большинстве случаев.
Яркость дуги ТС 700-2 такова, что позволяет использовать не слишком затемнённые очки, через которые и в отсутствие разряда видно окружающие предметы. Кто имел дело со сваркой, знает, как это принципиально.
Сам конструктив и дизайн блока преобразователя, кабелей и зажимов рассчитан для выполнения конкретной задачи, максимального удобства работ по оплавлению скруток.
Для создания надежного контакта нескольких медных проводов применяется метод скрутки. С его помощью обустраивают промышленные и бытовые электросети. Дополнительно рекомендуется делать сварное соединение, предотвращающее процесс окисления между жилами и понижающее вероятность раскручивания связки. Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.
Технология сварки медных проводов с помощью графитовых электродов:
Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
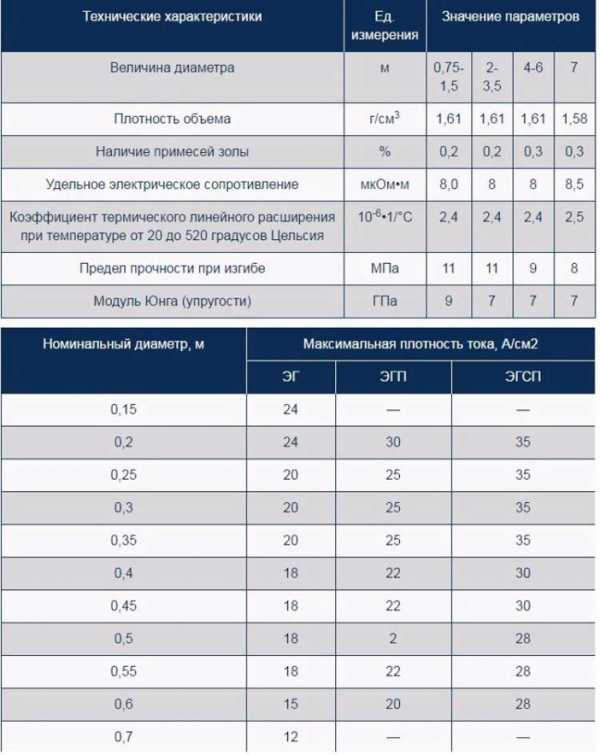
Использование графитовых электродов для сварки медных проводов обусловлено относительно высокой температурой нагрева рабочей поверхности и возможностью их обработки. Выбор диаметра зависит от планируемой плотности тока. Также нужно учитывать их основные технические характеристики.
Так как толщина свариваемой скрутки может быть различна и зависит от количества жил и их диаметра – не существует нормативных значений силы тока. Исходя из опыта, для создания надежного соединения из 3-х медных с сечением каждого 1,5 мм² потребуется ток до 90 А. Время воздействия — около 2 секунд. В результате на конце скрутки должен сформироваться ровный шарик. Важно не допустить перегрева жил, что может привести к потере свойств изоляции.
Для выполнения сварки следует правильно подобрать аппарат. Выбор можно сделать из следующих типов устройств:
Во время сварки необходимо контролировать качество соединения. Должны отсутствовать раковины, неоднородность сформировавшегося шарика.
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.

Также стоит учитывать следующие моменты:
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
Автор Alexey На чтение 8 мин. Просмотров 870 Опубликовано Обновлено
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.
Аппарат для сварки проводовВвиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.
угольные электродыНезависимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
Универсальный сварочный агрегатНа практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.
Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.
Аппарат для сварки проводовСуществуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Инструменты для сваркиЭто означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.
Как происходит сваркаНеобходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
Регулятор для изменения токаОчень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
Таблица выбора напряжения для сварки в зависимости от сечения проводаВыпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Таблица выбора тока для сварки в зависимости от сечения провода и их количестваМастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводовНо сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см., поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
ровная скруткаПрежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.
Зажим (масса) и электродИспользуя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.
Самодельный сварочный аппаратКонструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.
Держатель (зажим)ЭлектродЛевой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.
Работа со сварочным аппаратомСам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.
Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.
Скрутка после сваркиНужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубкаПодобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов. Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
ИБППоскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНАСварка .. Теперь пора узнать, что беспокоит большинство пользователей инверторных сварочных аппаратов, как будущих, так и настоящих.
Начнем с того, что все производители уже отходят от традиционных трансформаторных источников и заменяют их инверторными устройствами.
Разница между этими источниками заключается в том, что традиционный большой трансформатор, который должен быть «насыщен» энергией из сети, был заменен маленьким трансформатором, который с помощью волшебной пластины с электроникой увеличивает частоту благодаря который может давать такое же электричество в дугу, как и его старший брат.
Дополнительным преимуществом является возможность более точного определения сварочного тока, чем в случае трансформаторного источника. В случае традиционного источника среднего диапазона значения снимались каждые 10–20 А. С помощью инверторного устройства ток может быть установлен с точностью до 1А, поддерживая распространение дуги с помощью дополнительной «индуктивности».
Повышенная частота позволяет производить меньшее и более легкое оборудование. Тем не менее, принцип работы инверторного сварочного аппарата не так прост, тем более что преобразование электроэнергии происходит в несколько этапов.
Первым шагом будет выпрямление и фильтрация переменного напряжения, снимаемого с сети. На следующем этапе начинает работу самый важный компонент источника питания инвертора, то есть инвертор, который преобразует выпрямленный ток в переменный ток, на этот раз с более высокой частотой. Этот процесс оказывается наиболее важным, потому что именно здесь можно точно определить параметры и частоту работы, с которой инверторный сварщик сваривает.Напряжение, снимаемое с инвертора, направляется на трансформатор, где оно понижается до уровня, подходящего для зажигания дуги. В то же время трансформатор служит компонентом, отделяющим сварочную цепь от сети. Ток на вторичной стороне трансформатора выпрямляется и, будучи поглощенным дросселем, может вызвать электрическую дугу.
Как видите, прежде чем ток достигнет сварочной горелки, он несколько раз преобразуется. Если сварочный процесс требует использования переменного тока, необходимо другое преобразование, чтобы заменить полученный постоянный ток переменным током, который подходит для соединения, напримералюминий методом AC TIG.

Устройства этого типа относительно небольшие. К тому же они хрупкие (если вообще можно определить такую особенность, как сварочные аппараты) - нужно обращать внимание, чтобы не вызвать внешних повреждений при сварке. Инверторный сварочный аппарат не отремонтирует электрик со схемой, но сразу расстраиваться не стоит, ведь инверторный сварочный аппарат ломается не очень часто. Этот тип сварочных аппаратов может работать во всех положениях.Они позволяют сваривать практически все металлы, например сталь, чугун или алюминий. К тому же они позволяют соединять даже не очень толстые материалы. Инверторный сварочный аппарат потребляет мало электроэнергии. Мы можем подключить его к любой традиционной розетке 230 В. Он также может работать в однофазной сети вместо трехфазной сети с более высоким диапазоном силы тока. В случае профессиональных источников можно получить около 200 А от сети 230 В и работать с удлинителем длиной 100 м.
Вкратце:
Преимущества
+ низкое энергопотребление
+ небольшие размеры, высокая мобильность
+ большой ток и диапазон регулирования
+ более низкая частота отказов
Недостатки
- использование цены устройства специализированный сервис
На рынке много устройств, от китайских до профессиональных, и сегодня проблем с доступом к ним нет.В этом посте я полагаюсь на профессиональное оборудование, и вы должны иметь в виду, что китайские или «псевдонемецкие» устройства не приведут на 100% к вышеупомянутым преимуществам. Тем не менее, есть исключения, такие как сварочные аппараты MAGNUM, которых достаточно для нужд фермы или небольшого завода, и их цена является привлекательной. Тем не менее, все же рекомендую выбирать профессиональное оборудование.
Если кто-то ищет хорошего инверторного сварщика с мнениями, приглашаю на статью с рейтингом сварщиков здесь https: // трансформации.ru / инвертор-сварщик-обзоры-рейтинг /
.Сварочный аппарат у вас дома дает множество преимуществ. Благодаря такому устройству мы легко справимся с ремонтом металлических элементов, а более совершенные сварочные аппараты даже помогут нам создать свои конструкции. Однако для этого необходимо подходящее оборудование, и его выбор вовсе не очевиден. На рынке мы можем выбрать один из двух основных типов устройств - инверторный и трансформаторный.Специалисты в основном рекомендуют первые, которые обеспечивают более безопасную и эффективную сварку. Однако, чтобы определиться с подходящим инверторным сварочным аппаратом, нужно учесть несколько параметров и убедиться, что он обладает некоторыми полезными функциями. Некоторым потребуются инверторные сварочные аппараты 3в1, другие найдут устройства попроще.
Для начала стоит ответить на вопрос: почему именно инверторный сварочный аппарат ? В цехе сварочного оборудования «» обязательно появятся трансформаторные устройства.Как следует из названия, они питаются от трансформатора. Из-за этого они много весят и их сложно перемещать с места на место. Преимущество трансформаторных сварочных аппаратов - это, безусловно, относительно невысокая цена и простая конструкция. Многие продвинутые энтузиасты DIY - разумеется, по истечении гарантийного срока - могут легко произвести ремонт самостоятельно. В то же время, сварщики трансформаторов нагружают электрическую сеть гораздо больше, чем инверторы их конкурентов.Поэтому они не подходят для использования в местах с большими колебаниями сетевого тока. Как правило, сварщики трансформаторов также имеют небольшой рабочий цикл, составляющий всего 30 процентов. Поэтому они требуют длительного охлаждения. Качество самой сварки во многом определяется теми электродами, которые используются при работе.
Узнайте об обслуживании оборудования - прочтите статью «Обслуживание электроинструмента». Как правильно за ними ухаживать?
Инверторный сварочный аппарат с первого взгляда отличить от трансформаторного.Это устройства гораздо меньшего размера, поэтому их намного проще использовать в полевых условиях. Они обеспечивают гораздо более эффективную сварку, обеспечивая при этом надлежащее качество сварного шва. Они также не потребляют столько энергии от сети, как трансформаторные сварочные аппараты, поэтому они не так чувствительны к возможным колебаниям напряжения.
Инверторные устройстватакже отличаются большим рабочим циклом. В большинстве профессиональных сварочных аппаратов этого типа значение этого параметра достигает 80 процентов, что обеспечивает длительную и эффективную работу.Поэтому при сварке нет необходимости планировать длительные перерывы для охлаждения устройства, поэтому работы пойдут быстрее, чем в случае сварщиков трансформаторов. Обычно инверторные сварочные аппараты также оснащены рядом дополнительных функций, которые еще больше улучшают весь процесс. Однако следует помнить, что это гораздо более сложные устройства. Поэтому они обычно дороже трансформаторных и в то же время более чувствительны к механическим повреждениям.
Благодаря перечисленным выше особенностям инверторные сварочные аппараты более популярны.Они позволяют выполнять широкий спектр задач, идеально подходят для домашнего использования - в основном благодаря мобильности и универсальности. Выбирая этот вид оборудования, стоит максимально точно настроить его под свои нужды. Помогут в этом знания нескольких важных особенностей сварочных аппаратов.
можно разделить на три основных типа в зависимости от типа сварки. Первые - это сварщики MMA, которых часто выбирают особенно начинающие энтузиасты DIY.Они работают с покрытыми электродами и отличаются простотой управления. Они обеспечивают очень точную сварку, побочным эффектом которой, однако, является образование шлака - сразу после окончания работы его необходимо удалить со свариваемых деталей. Обычно этот вид сварочного аппарата самый дешевый.
Инверторный сварочный аппарат Migomat , соединяющий объекты методом MIG / MAG, позволяет соединять широкий спектр материалов. Он может даже выполнять сварку алюминия и работать в газовой оболочке.Самыми продвинутыми являются сварочные аппараты TIG, которые элегантно и эстетично комбинируют материалы, создавая очень ровные сварные швы. Такие устройства работают с неплавящимся электродом, но обычно они также отличаются относительно высокой ценой. Самым специализированным оборудованием являются инверторные сварочные аппараты 3в1, которые позволяют выполнять все три вида сварки.
Один из основных параметров, на который следует обратить внимание при покупке инверторного сварочного аппарата, - это его сила тока.Он определяет мощность сварочного аппарата. Самые дешевые устройства для домашнего использования обычно имеют силу тока 150-160 А, чего, однако, должно хватить для базовой работы. Также следует помнить, что выбор более мощного устройства будет гораздо более требовательным для нашей электроустановки, поэтому такого типа мощности должно хватить. Если мы планируем более интенсивную работу, мы также должны учитывать ценность рабочего цикла. Чем он выше, тем дольше сварщик сможет работать на максимальной скорости.Это означает более короткое время охлаждения.
Покупку инверторного сварочного аппарата следует тщательно продумать с точки зрения его будущего использования. Если вы планируете частые работы в полевых условиях, когда устройство будет питаться по длинному кабелю, необходимо учитывать возможные падения напряжения. Поэтому сварщик должен быть стойким к подобным ситуациям. Кроме того, перед покупкой стоит уточнить цену на электроды, которые вам понадобятся для работы с данным устройством.Элементы более высокого качества будут дороже и увеличат стоимость эксплуатации сварочного аппарата, но в то же время они позволят более качественное соединение материалов.
Качество жилья также будет иметь значение. Инверторные сварочные аппараты обычно не так хорошо защищены, как трансформаторные, но если вы потратите время на поиски, вы найдете устройства, которые будут достаточно устойчивы к внешним повреждениям. Важным элементом сварочного аппарата также может быть дисплей, что значительно упрощает его использование. Он становится стандартом в новых устройствах, но редко используется в старых типах сварочных аппаратов.
Сварка становится еще проще и эффективнее, если ваш аппарат оснащен несколькими дополнительными функциями. Опция горячего старта может быть особенно полезной, поскольку она облегчает зажигание электрода. Обычно он включается автоматически: дуга возникает при соприкосновении электрода с заготовкой. Менее опытные люди также должны убедиться, что их сварочный аппарат имеет функцию Anti Stick, которая предотвращает прилипание электрода к материалу.Функция Arc Force, в свою очередь, отвечает за регулирование динамики дуги, что позволяет более равномерно направлять электрод.
Подробнее об электродах в следующей статье: Сварочные электроды и их виды. Как их правильно выбрать?
Вернуться к списку товаров
.  Какие характеристики инверторного сварочного аппарата?
Какие характеристики инверторного сварочного аппарата?
К преимуществам инверторного сварочного аппарата можно отнести:
- возможность сварки методами MIG / MAG и MMA / TIG;
- достаточно небольшой вес, что позволяет легко перемещать его в нужное место;
- очень короткое время охлаждения;
- низкое энергопотребление;
- мощность поддерживается на уровне 160А и требуется защита 16А;
- высокое качество шва;
- возможность работать также с электрогенераторами;
- множество дополнительных функций, повышающих комфорт работы с инструментом.
Инверторный сварочный аппарат отличается довольно технологичной конструкцией, которая может создавать проблемы для неопытных энтузиастов DIY. Таким образом, если у нас нет соответствующего опыта использования такого инструмента, мы не сможем с его помощью сваривать.
| Осторожно! Этот тип сварочного аппарата также менее устойчив к механическим повреждениям и внешним факторам, чем модель с трансформатором.Поэтому следует соблюдать осторожность, чтобы не уронить устройство при его перемещении - иначе оно быстро потеряет свои свойства. |
Сварочный аппарат трансформатора - преимущества и недостатки этого решения 
Перечисляя преимущества трансформаторного сварочного аппарата, отметим:
- возможность сварки методами MMA и MIG / MAG;
- простая конструкция устройства;
- возможность регулирования силы электрического тока;
- высокая стойкость к механическим повреждениям и внешним факторам.
Сварочный аппарат-трансформатор отличается довольно большими размерами, что затрудняет его перемещение с места на место - поэтому это стационарное решение, которое мы можем разместить в специально отведенном месте в мастерской и использовать только там.
У элементатоже довольно невыгодные технические параметры - для работы нужен номинальный ток 160А с защитой 25А. Этот сварочный аппарат также имеет длительное время остывания, а это значит, что при длительной работе необходимо запланировать несколько перерывов, чтобы устройство могло остыть.
 В случае трансформаторного сварочного аппарата тип электрода, используемого во время сварки, также играет важную роль. Если выбрать некачественный электрод, получится слабый сварной шов, который быстро потеряет свои свойства.
В случае трансформаторного сварочного аппарата тип электрода, используемого во время сварки, также играет важную роль. Если выбрать некачественный электрод, получится слабый сварной шов, который быстро потеряет свои свойства.
Инверторный или трансформаторный сварочный аппарат?
Ключ к выбору одного из этих решений - решить, будете ли вы использовать инструмент для профессиональной работы или только для периодического ремонта. В последнем случае сварщик трансформатора будет намного лучше.Однако, если нам нужен инструмент, который можно использовать чаще и для более сложных задач, стоит выбрать модель инвертора немного большего размера.
.Сварка стержневыми электродами - очень популярный метод сварки, который часто незаменим в труднодоступных местах. Это решение идеально подходит как для крупных производственных предприятий, так и для индивидуальных клиентов. На что обращать внимание при покупке сварочного аппарата MMA и как выбрать модель, которая будет соответствовать всем нашим ожиданиям?
Сварка стержневым электродом (ручная дуговая сварка), то есть дуговая сварка покрытым электродом, является старейшим и наиболее популярным методом дуговой сварки.Для соединения металлов используем расходный электрод. Что для него характерно? Это металлический сердечник, покрытый сжатой оболочкой. Электрическая дуга возникает между концом электрода и заготовкой. Сварка заключается в контакте кончика электрода со свариваемым материалом. Во время работы электрод плавится, и капли расплавленного металла перемещаются по дуге в так называемый «Жидкая сварочная ванна», которая при охлаждении скрепляет материал.
Во время сварки электрод необходимо прижать к заготовке, чтобы всегда поддерживать качество дуги.Сварщик должен одновременно перемещать свой конец по линии сварки. Утеплитель плавится во время сварки и выделяет газы, защищающие расплавленный металл от атмосферы. Затем происходит затвердевание и так называемый шлак, задачей которого является защита затвердевающего материала от воздействия окружающей среды. Как только мы отодвигаем электрическую дугу от свариваемого материала, весь процесс прерывается. Также стоит помнить, что, когда шов будет готов, следует удалить шлак механическим способом.
Основное отличие метода MMA от вышеупомянутых решений заключается в том, что электрод укорачивается во время сварки , а не как в методе TIG, где электрод не плавится. В методе MIG / MAG мы используем сварочную проволоку, которая подается к держателю с постоянной скоростью, сварщик удерживает держатель на постоянном расстоянии от свариваемого материала. При использовании метода MMA расстояние между сварочной ванной и электродом должно быть постоянным, мы должны перемещать электрододержатель в сторону свариваемого материала.
Основные преимущества сварки MMA включают:
Сварочные аппараты PATON MMA отличаются большими возможностями, небольшими габаритами и точной регулировкой рабочих параметров. Выберите одну из моделей серии MINI, ECO или PRO и наслаждайтесь профессиональным устройством MMA. Вы профессионально управляете мастерской или вам нужен сварщик для работы дома? Независимо от того, чем вы занимаетесь и на каком уровне навыков, выбор подходящей машины очень важен.
PATON MINI серии
Инверторные сварочные аппараты MMA - MINI используются для ручной дуговой сварки на постоянном токе.Серию MINI могут использовать пользователи, которые ценят возможности портативного устройства, которое полностью функционально с номинальным током до 150 А. Серия MINI подойдет для сварки любыми электродами для сварки элементов от 1,0 мм до 4,0 мм. , с рабочим циклом 40%.
Специалисты отмечают, что такое устройство отлично подойдет для дома или небольшой мастерской. Сварщик отличается малым весом и защитой от перепадов напряжения. Серия MINI обеспечивает стабилизацию в диапазоне от 170 В до 260 В.Кроме того, мощность, потребляемая аппаратом, была снижена на 50% по сравнению с другими сварочными аппаратами.
Paton VDI 150 M DC MMA сварочный аппарат обеспечивает:
ПАТОН серии ЭКО
Проверка сварочных аппаратов серии ЭКО при ручной дуговой сварке. Сварочные аппараты MMA ECO сочетают в себе экологичность и экономичность. Почему сериал называется ЭКО? Это проэкологическое решение, заключающееся в минимизации расхода материалов во время всего производственного процесса оборудования и в снижении потребления энергии во время сварки. С другой стороны, рентабельность устройства связана с конкурентоспособными ценами по сравнению с остальными изделиями конкурентов.Выбор серии ECO позволяет нам сэкономить при выборе оборудования.
Сварочные аппараты ECO идеально подходят для работы в домашних условиях . К основным преимуществам можно отнести возможность сварки покрытыми электродами в различных диапазонах, низкое энергопотребление во время работы и первоклассная защита от перенапряжения. Сварщик оправдает ожидания пользователей, которым необходимо устройство с полным номинальным током, равным 250 А.
Доступные модели серии ECO:
Серия PATON PRO
Сварочные аппараты MMA PRO мощные и мощные. надежных устройств, которые будут выполнять свои задачи в полупромышленном и промышленном секторе.Серия PRO характеризуется максимальным сварочным током 350 А при питании от трехфазной сети 400 В или сварочным током 250 А от сети 230 В. Таких параметров достаточно для эффективной работы с электродами диаметром от 1,6 мм до 6 мм. Версия PRO объединяет дуговую сварку MMA, дуговую сварку TIG и полуавтоматическую сварку MIG / MAG. Сварка МИГ / МАГ возможна только после покупки механизма подачи проволоки ПАТОН.
Серия PRO отличается функцией PULS , которая обычно встречается в более дорогих моделях сварочных аппаратов.Это связано с тем, что при сварке возникают два типа тока (первичный и вторичный импульсный ток). Первый используется для поддержки сварочной дуги и плавления связующего и краев соединяемых материалов. Вторая задача - передать расплавленный металл в сварочную ванну. Функция ИМПУЛЬС позволяет увеличить количество тепла, подводимого к заготовке. Благодаря этому вы можете получить более качественный сварной шов с точки зрения внешнего вида и профиля. При выборе версии PRO сварочного аппарата функция PULS также доступна для других методов сварки, напримерв MMA, TIG / LIFT, MIG / MAG.
Для кого предназначена серия PRO? Сварщик идеально подходит для сварки, в том числе металлические трубы из нержавеющей стали, дымоходы и желоба. Такие устройства часто используются сварщиками в производственных сферах (судостроение, фермы, строительство, ремонт и обслуживание. Сварщики MMA серии PRO хорошо зарекомендовали себя в компаниях, которым в повседневной работе требуется надежное устройство.
Надежность - не единственное преимущество этого устройства . PRO позволяет:в Сварка с полным набором покрытых электродов и обеспечивает отличную защиту от низкого и высокого напряжения. Кроме того, электронные компоненты сварочного аппарата защищены от грязи и влаги. Все благодаря использованию в производстве материалов высочайшего качества.
Выберите одну из моделей:
Сварочные аппараты MMA - это устройства, которые хорошо зарекомендовали себя при работе в домашнем гараже и профессиональной мастерской . Небольшие размеры, вес в сочетании с надежностью делают ПАТОН одним из лидеров в производстве сварочного оборудования.Все устройства ПАТОН имеют систему стабилизации работы, благодаря которой их можно запитать от генератора, и они могут работать от длинных источников питания. Купите средство, которое оправдает все ваши ожидания, и воспользуйтесь помощью специалистов, которые проконсультируют вас и ответят на все ваши вопросы.
Свяжитесь с нами по адресу https://paton.pl/kontakt/
.
Электросварочная станция с покрытым электродом
Станция для сварки покрытым электродом включает:
Источник постоянного или переменного тока с системой управления. Популярные названия: сварочный аппарат, сварочный аппарат MMA, сварочный трансформатор, сварочный выпрямитель, сварочный инвертор.
кабель с электрододержателем для подачи сварочного тока на электрод,
кабель заземления с зажимом, соединяющий заготовку с источником питания.
Как выполнять сварку методом MMA - основная информация
Перед началом сварки рекомендуется тщательно проверить состояние источника, кабелей, электрододержателя и зажима заземления. Если источник оборудован панелью управления или системой дистанционного управления, необходимо также проверить их работу.Кроме того, необходимо проверить правильный выбор марки и диаметра электрода для применения. Покрытие электрода не должно быть повреждено.
Сварка начинается при ударе сварочного электрода о сварную канавку. Затем электрод следует вынуть, не вызывая чрезмерного удлинения дуги, и перемещать ее медленно и равномерно, все время наблюдая за поверхностью образовавшейся сварочной ванны. Сварочный электрод следует перемещать с наклоненным вперед держателем - в направлении, соответствующем направлению сварки.За сварочной ванной виден слой шлака. Расстояние от линии шлака до сварочной ванны можно регулировать с помощью сварочного тока и угла наклона сварочной горелки.
При сварке основное внимание следует уделять длине дуги, которая должна быть как можно короче. Длина дуги во время сварки может легко увеличиваться по мере износа электрода. Первоначально управление движением электрода может быть несколько затруднительным, но с практикой это становится легче.
После износа электрода удалите шлак с стыка и очистите его стальной щеткой.Зажигание дуги в следующем электроде должно быть начато в месте немного впереди участка сварного шва, затем его следует переместить обратно в этот участок сварного шва, и процесс сварки следует продолжить.
Чтобы закончить укладку стыка, следует слегка вывести электрод по стыку, а затем уверенным движением отодвинуть его.
Основные параметры процесса сварки покрытым электродом
Тип и полярность сварочного тока - процесс ручной дуговой сварки может быть постоянным или переменным током с частотой сети 50 Гц.Тип тока выбирается в зависимости от типа используемого электрода. На упаковке электрода производители указывают тип и полярность тока, который следует подбирать для данного типа электрода.
При сварке постоянным током количество тепла в положительном полюсе составляет примерно 70% от общего количества тепла, выделяемого в дуге. Таким образом, полярность влияет на скорость плавления электрода и глубину плавления.
При сварке на переменном токе количество тепла распределяется равномерно, но дуга менее стабильна.
Сварочный ток - параметр, регулируемый непосредственно в сварочном аппарате.Величина сварочного тока выбирается в зависимости от диаметра электрода, его типа и положения сварки. Примерно значение сварочного тока в амперах можно выбрать по формуле I sp = (30 ÷ 40) × d , где d - диаметр электрода в миллиметрах. Меньшие значения выбираются при выполнении первого стежка и при сварке в принудительных положениях: потолок, стена.
Слишком низкая сила тока вызывает нестабильность дуги, а слишком высокая сила тока вызывает чрезмерное разбрызгивание, чрезмерный нагрев и повреждение покрытия электрода.
в том, что диаметр покрытого электрода определяет диаметр м.в плотность сварочного тока. Это напрямую влияет на форму сварного шва и глубину его проплавления. Это также влияет на возможность сварки в принудительном положении. Увеличение диаметра электрода при постоянной силе тока вызывает уменьшение глубины проплавления с одновременным увеличением ширины сварного шва. Правильный выбор диаметров электродов требует определенного опыта.
См. Типы стержневых электродов.
Технологические подсказки
Ручная сварка покрытым электродом позволяет производить различные типы соединений: стыковые, тройники, угловые, крестовые, внахлест, внахлест и отверстие. Разъемы могут возникать в разных положениях. Нормальная толщина свариваемых элементов составляет порядка 1 ÷ 2 мм для однопроходной сварки и 3,0 ÷ 10,0 мм для многопроходной сварки. В зависимости от толщины соединяемых элементов их края перед сваркой необходимо тщательно подготовить.Только такая подготовка обеспечит правильное соединение и высокие сварочные характеристики. Глубина проплавления покрытых электродов при номинальном сварочном токе обычно составляет около 3,0 мм, а толщину стыка можно сваривать без снятия фаски. Листы большей толщины должны иметь фаску с обеих сторон или с одной стороны. Края материала могут иметь фаски следующих форм: V, X, U, Y и 2U. Перед сваркой края соединяемых элементов всегда следует тщательно очищать от любых загрязнений. В противном случае качество стыка может ухудшиться.В этом отношении особенно опасно загрязнение от остатков жира, краски и лака. Края соединяемых элементов можно скашивать кислородной, плазменной или механической обработкой. Сохранение постоянной геометрии соединения и расстояния между соединяемыми объектами во время сварки гарантирует, что элементы будут закреплены в сварочных зажимах или выполнены прихваточные швы. Их длина должна быть 15-30 мм с шагом примерно 30 толщины соединяемых предметов. Толщина прихваточных швов не должна превышать 1/3 поперечного сечения шва.При выполнении соединения прихваточные швы следует тщательно проплавить.
.
Ручные сварочные аппараты с покрытыми электродами (MMA сварщики) состоят из:
источника постоянного или чередование с системой управления.
кабель с электрододержателем для подачи сварочного тока на электрод,
кабель заземления с зажимом, соединяющий заготовку с источником питания.
Сварка стержневым электродом не требует использования защитных газов, так как сварочная ванна защищена покрытием плавящегося электрода. Затем создается защитная газовая атмосфера и слой шлака. Многие аппараты TIG также могут использоваться для сварки MMA - и наоборот, некоторые аппараты MMA могут использоваться для сварки TIG.
Ручные аппараты для ручной дуговой сварки (аппараты MMA) предлагаются как источники питания переменного или постоянного тока с положительной или отрицательной полярностью.
В настоящее время в коммерческое предложение входят следующие аппаратов для ручной дуговой сварки :
трансформаторные сварочные аппараты (сварочные трансформаторы) - это простейший источник электроэнергии для сварки покрытыми электродами. Сварочные трансформаторы питают электрод переменным током с частотой сети 50 Гц. Регулируемый параметр - сварочный ток. Большая популярность сварочных трансформаторов обусловлена простотой конструкции, невысокой ценой и малой интенсивностью отказов.По этим причинам его чаще всего выбирают энтузиасты DIY, небольшие мастерские или компании для случайной работы. Аппараты для сварки трансформаторов
имеют ряд недостатков:
низкая стабильность дуги, разбрызгивание,
не устойчивы к колебаниям напряжения в электросети,
неточное регулирование сварочного тока,
нет подходит для сварки основными электродами,
большой вес устройства,
без дополнительных функций для облегчения сварки
сварочные выпрямители - подавать на электрод постоянный ток.Тиристоры позволяют плавно и точно регулировать сварочный ток. Они лишены большинства недостатков трансформаторных сварщиков, но все же остаются очень тяжелыми аппаратами. Чаще всего они предлагаются как аппараты с большим сварочным током (400 ÷ 600А) для производственных работ как более дешевая альтернатива инверторным аппаратам.
инверторные сварочные аппараты (инверторные выпрямители, сварочные инверторы) - все чаще выбираемые аппараты для промышленных работ.Благодаря развитию технологий они практически лишены недостатков сварочных трансформаторов и выпрямителей. Инвертор преобразует ток с частотой 50 Гц в ток высокой частоты. В результате в высокочастотном и легком трансформаторе происходит преобразование напряжения. Выходной ток выпрямляется, и на электрод подается постоянный ток.
Инверторные сварочные аппараты - дорогие устройства, но имеют много преимуществ:
малый вес,
легкий розжиг и стабильная дуга, влияющая на качество сварного шва,
возможность сварки всеми типами покрытых электродов ,
возможность цифрового управления параметрами,
возможность компенсации колебаний напряжения, бесперебойная работа с длинными удлинителями и при питании от генератора,
встроенные функции для облегчения зажигания дуги и сварочный процесс,
высокая энергоэффективность.
Встроенные функции инверторных сварочных аппаратов:
Hot Start - «горячий старт» - функция, облегчающая начало сварки. Когда зажигается дуга, сварочный ток временно увеличивается, чтобы нагреть материал и электрод в точке контакта и правильно сформировать проплавление и поверхность шва на начальном этапе сварки.
Anti Stick - функция защиты от короткого замыкания - эта функция снижает сварочный ток до минимального значения, когда сварщик ошибается и электрод прилипает к свариваемому материалу.Это упрощает отсоединение электрода от заготовки и защищает электрододержатель от повреждений.
Arc Force - регулировка тока короткого замыкания - приводит к тому, что сокращение длины дуги сопровождается увеличением сварочного тока, что стабилизирует дугу независимо от колебаний длины.
Основные параметры аппаратов для ручной дуговой сварки
Максимальный сварочный ток (сила тока) - основной показатель мощности каждого сварщика.Он решает, какой толщины электроды и какой толщины мы можем сваривать.
Рабочий цикл - определяется для заданного значения сварочного тока. Это процентное деление 10 минут на время, в течение которого устройство может свариваться с заданным значением сварочного тока и необходимым временем простоя. Необходимы перерывы в работе из-за нагрева систем сварочного аппарата. После превышения заданной температуры сварочный аппарат автоматически отключается для охлаждения.
Рабочий цикл увеличивается при уменьшении сварочного тока. Например, сварщик может сваривать с током 250 А в цикле 35% и током 170 А в цикле 100%.
Как выбрать аппарат для ручной дуговой сварки?
Напомним, сварка покрытыми электродами - универсальный и популярный метод сварки, незаменимый в труднодоступных местах. Однако он неэффективен из-за необходимости замены электродов и удаления шлака.
Выбор сварочного аппарата MMA следует начинать с определения максимального сварочного тока , который мы хотим иметь.Чтобы определить это, нам нужно знать, какую максимальную толщину материала мы будем сваривать и, следовательно, какую толщину электродов мы будем использовать (см. Диаметр электродов).
Второй очень важный и часто упускаемый из виду параметр - это рабочий цикл , в котором мы хотим сваривать с предполагаемым максимальным сварочным током. Для полупрофессиональной работы он должен составлять не менее 25 ÷ 35%. Если мы хотим работать с высокой эффективностью и не хотим, чтобы сварщик перегревался и отключался, предполагаемый сварочный ток должен быть доступен в минимальном цикле 60%.
Избегайте покупки сварочных аппаратов, у которых не указан рабочий цикл! - может оказаться, что при заданном максимальном токе «сварить» практически невозможно. С другой стороны, не стоит выбирать сварочный аппарат, который слишком велик по отношению к вашим потребностям, потому что перемещение дополнительной массы с одной станции на другую затрудняет и замедляет работу.
Следующим шагом будет выбор типа сварочного аппарата. На выбор есть практически две конструкции сварочных аппаратов: трансформатор и инвертор .Собственно, единственное преимущество трансформаторных сварщиков - невысокая цена. Краткое описание преимуществ и недостатков устройств приведено выше.
Итак, если вы уже знаете, какой тип сварочного аппарата вам интересен и его требуемые параметры, вы можете перейти в соответствующую категорию и выбрать конкретную модель.
.
Тяжелые, большие и, следовательно, громоздкие трансформаторные сварочные аппараты теперь заменяются более компактными и в то же время определенно более универсальными аппаратами нового поколения. Инверторные сварочные аппараты - это современное оборудование небольших размеров, легкое, а значит, чрезвычайно мобильное, приспособленное для работы в различных условиях, характеризующееся низким энергопотреблением и способностью поддерживать постоянный уровень силы тока, что облегчает сварку и делает сварные швы хорошего качества. .

Использование современной конструкции, основанной на передовых электронных компонентах, благодаря которым инверторные сварочные аппараты являются оборудованием с меньшим энергопотреблением и большей эффективностью, чем старые версии трансформаторных сварочных аппаратов, также влияет на универсальность их применения. Это оборудование предназначено для популярной сегодня MMA-сварки - с использованием покрытых электродов, без использования баллона с защитным газом, методами MIG и MAG, а также TIG - неплавящегося электрода в газовой защите.Выбирая корпус инвертора, стоит проверить его основные параметры, а значит, определиться с его возможным назначением. Производитель должен в каждом случае указывать, какие методы сварки можно использовать с конкретной моделью устройства.
В зависимости от используемой техники сварки на современном инверторном сварочном аппарате мы можем соединить практически все виды стали, в том числе нелегированные и легированные.Мы также можем сваривать другие металлы и их сплавы, например, никель, медь, алюминий, а также чугун и латунь. Эффективность работы зависит от возможностей конкретного устройства. Практически все инверторные сварочные аппараты стоимостью до нескольких сотен злотых подходят для простых задач, которые не требуют много времени. Более дорогое, более профессиональное оборудование отличается большей эффективностью и предназначено для непрерывной работы в мастерских или небольших производственных цехах.
Дешевый, компактный инверторный сварочный аппарат подойдет для любой мастерской и во многих домашних хозяйствах. Это оборудование позволяет сваривать практически все типы металлов, особенно сталь, в том числе тонкие и гораздо более толстые элементы. Конечно, в последнем случае ограничением будет мощность устройства и скорость работы. С помощью профессионального сварочного оборудования, предназначенного для сварки TIG, можно успешно сваривать алюминий и латунь.
.