Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Сварка тонкого металла инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Как варить тонкий металлКак варить тонкий металл
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Сварка тонкого металла инверторомСварка тонкого металла инвертором
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Как правильно варить тонкий металл электродом?Как правильно варить тонкий металл электродом?
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.

Красивый шов-крепкий шов. Эту поговорку знает каждый сварщик, и это чистая правда. Ведь красивый шов, у которого чешуйки мелкие, будет плотным, а значит и качественным. На толстом металле сделать такой шов намного проще, но сегодня расскажу способ сварки для тонких металлов. Начинающим будет полезно, ведь для них именно сварка тонкого металла наиболее сложна.

Сваривать тонкий металл электродом лучше с отрывом, так будет меньше прожигаться. Электроды для такой сварки нужны с рутиловым, или рутило-целлюлозным покрытием. На фото такие электроды марок МР 3, АНО-21, ОК-46-лучшие в своём классе. Просто такие электроды легко повторно зажигаются.

Наглядная теория такой сварки. Диск от болгарки будет у нас сварочной ванной, которая получилась после зажигания электрода и расплавления дугой металла. Торец ручки моего молотка будет в роли торца электрода!
Зажигаем электрод, металл разогрелся, получили сварочную ванну. В этот момент прерываем сварку, резко убираем кончик электрода в сторону. Через маску мы чётко видим контуры границы этой сварочной ванны. Тонкие металлы лучше сваривать в маске хамелеон. Зафиксировали взгляд на этой границе.
А вот и главная хитрость правильного повторного поджига. Зажигаем электрод, заведя нижний торец электрода на 2-3 мм внутрь границы сварочной ванны. Это правило для электродов диаметром 3 мм.
На канале сотни советов для новичков и самоучек в сварке. После этой посмотри другие статьи, чтобы не терять время методом проб и ошибок!
И так раз за разом, каждый повторный поджиг делаем, углубившись торцом электрода на размер диаметра этого электрода, вглубь от чёткой границы контура сварочной ванны. Естественно, всё это делается на глаз, но следуя такой технике, сварочные швы будут красивые и плотные. Теперь давайте поварим.
Взял 3 куска профильной трубы размером 60 на 30 мм, толщина 2 мм. Получилось 2 стыка. Эти стыки будем заваривать разными электродами для эксперимента. Правый стык заварю электродом АНО-21, а левый более качественным электродом ОК-46. Заварим одинаковой техникой, описанной выше, и посмотри на результат.
Варим с отрывом точка за точкой. Ток примерно 80-90 ампер, у меня на аппарате точных значений до 1 ампера нет, так что примерно в этом диапазоне. Полярность прямая, минус на держак с электродом, так меньше вероятность прожечь. Знаю что в книжках написано по-другому, но на практике лучше делать именно так, проверено сотни раз, и такое же мнение у многих опытных сварщиков.
Заварили оба стыка, отбили сварочный шлак. Теперь рассмотрим эти швы поближе. Я их увеличю в несколько раз, чтобы была видна чешуйчатость шва.
Это фото шва от электрода АНО-21, видно что чешуйки очень плотные. красота и качество такого шва довольно хорошие.
А это две фотки- шов от электрода ОК-46, видно что чешуйки ещё более плотные. Если бы не многократное приближение, то он выглядит как монолитный.
Друзья, надеюсь на своих примерах доступно объяснил правильную технику сварки тонкого металла с отрывом. Попробуйте применить эти правила, и результат вас удивит. До встречи в новых статьях по сварке для самоучек.
Сварочный процесс – это целая наука, требующая помимо знаний, постоянную практику. В сварочном деле встречается достаточно много особенностей и нюансов, одним из которых является сварка тонкого металла. В этой статье мы постараемся рассказать, как поочередно и правильно варить тонкий металл с помощью сварочного инвертора.
При сварке тонких металлов (подразумевается, сваривание тонких листов), листы укладываются один на другой с толщиной 5 мм. Верхний лист металла должен надежно прилегать к нижнему листу, поэтому для их плотного соприкосновения можно пользоваться грузами и другими подходящими, подручными средствами.

Значение сварочного тока для сварки тонкого металла устанавливается в зависимости от толщины и марки стали. Также, от толщины будет зависеть и диаметр электрода. К примеру, для сваривания листов металла с толщиной 1 мм, необходим электрод, диаметром 2 мм. При этом величину сварочного тока стоит установить на 30А. Если для 1 мм листов берется 3 мм электрод, следует установить значение сварочного тока в 50А.
Но, лучше всего перед основной сваркой тонких металлических листов, провести пробную сварку. Таким образом, вы точно откалибруете значение сварочного тока, или решитесь сменить электрод.
От этих параметров будет зависеть и скорость ведения сварочного шва, поэтому если скорость слишком большая, значение тока следует установить поменьше, и, наоборот, если сварочная ванная продвигается слишком медленно.

Для сварки тонкого металла, часто пользуются сварными швами в виде перемычек. Так, эти швы получаются длиной 5-10 мм, и изготавливаются через каждые 50-100 мм соединения стальных листов.
Обратите внимание, что в зависимости от установленных ранее параметров, вы можете делать чуть больше, или чуть меньше размеры сварочных швов. Конечно, не рекомендуется делать слишком маленькие прихватки, поэтому делайте швы такими, как было указано выше.

Для того чтобы сварить тонкие металлические листы встык, используют прерывистый шов. При этом, электрод периодически помещают в новую зону для того чтобы было меньше колебаний во время сварки. Это касается тех случаев, когда длина стыковочной области составляет более 200 мм.
Помните, что вы можете начать со сварки одного края, а потом начать варить с другого края. Во время сварки встык, часто используют вспомогательные прокладки, которые делают сварочный процесс удобнее и надежнее.

Сварка тонкого металла — очень важная и актуальная область деятельности в наши дни. Обязательно важно знать, как варить тонколистовой металл 1, 2 и 3 мм, какие электроды лучше. Технология сварки листов включает не только определение необходимой полярности, но и ряд других тонкостей.
Разговор про сварку тонкого металла стоит начать с того, что это очень сложная процедура. Даже опытные специалисты сталкиваются с серьезными трудностями. Что уж говорить про тех, кто только начинает свою профессиональную карьеру. Сварочные работы с изделиями из тонколистового металла отличаются в корне от работ с более толстыми предметами. Нюансы касаются и режимов, и применяемого оборудования, и электродных инструментов.
Чаще всего на практике применяются инверторные системы. Сильный разогрев в любом случае противопоказан — из-за него материал будет прогорать, начнут возникать дырки.
Чем быстрее работает сварщик, тем лучше достигаемый результат. Времени на вождение электродами в разных плоскостях нет вообще. Их надо двигать строго по той линии, по которой формируют шов.
Важно также и то, что сварка тонкостенного металла должна вестись на слабом токе. Это позволяет сократить выделение тепла и исключить перегрев. Однако побочным эффектом оказывается необходимость делать укороченную дугу. В результате она будет затухать даже при небольшом отрыве от поверхности. Проблемы вызывает и розжиг электрической дуги, что вынуждает применять оборудование с приличной вольт-амперной характеристикой и с плавно регулируемым сварочным током.
Проблемы может доставить искажение геометрии при повышенном нагреве. Со стороны смотрится, как будто изделие начало выгибать волнами. Избежать подобной проблемы или устранить ее достаточно трудно. Придется тщательно бороться с перегревом или же заботиться об усиленном отводе тепла. Это можно сделать только путем применения подкладок с повышенной теплопроводностью.
Особенно сложно сварить максимально тонкий (менее 1 мм или примерно того же уровня) металл. Но при умелом подходе эта задача вполне решаема (даже с зазором). Обязательно необходимо применять держатели. Оптимально в таком случае применять 3-миллиметровый электрод, имеющий рутиловое покрытие.
Для изделий толщиной 2 мм целесообразно также ограничиться сравнительно «слабыми» решениями.
Если толщина металла составляет до 1,5 мм, то лучше брать 2-миллиметровый электродный инструмент без покрытия. Похожим образом поступают и при работе по металлу толщиной до 3 мм. Рекомендуется ток силой от 40 до 60 А. Важнейший момент, о котором надо заботиться обязательно, это профилактика прожига. Другие отклонения случаются редко, особенно при строгом соблюдении режимов.
Максимальные трудности, конечно, вызывает работа не с обычной сталью, а с особо тонкой жестью (толщиной от 0,01 до 0,03 см). Ее стараются варить «с проводником». Эта методика, несмотря на трудности, весьма востребована. Действовать придется максимально аккуратно, иначе велик риск прожечь обрабатываемый слой. Если же слишком неплотно окажется прижатие электрода, соединение будет низкого качества.
Сократить опасность прожига помогает работа «внахлест». Но иногда приходится соединять фрагменты листового металла встык. В этом случае до обработки требуется фиксировать заготовки, исключая их сдвиг в ходе манипуляций. Немного иначе обстоит дело при работе с легированными сталями. Для их сварки лучше пользоваться фторированным электродом с добавкой кальция.
Но некоторые специалисты рекомендуют для тонких легированных листов применять газовый сварочный аппарат. Да, пользоваться им сложнее, но зато можно сформировать более качественное соединение.
Для неопытных сварщиков, несмотря на это достоинство, правильнее будет пользоваться все же традиционной электрической техникой. И все-таки постепенно можно будет начать экспериментировать, как только хоть немного «набита рука».
Варить жесть ручной дуговой сваркой или полуавтоматическим аппаратом — дело личного вкуса. Однако второй вариант позволяет эффективнее работать на слабом токе, сокращая деформацию. Стальной лист сваривают прерывисто (точечно), при использовании инвертора. На обрабатываемом изделии формируют сварочные точки, соединяя часто. Главное — перемещать проводник максимально быстро, упреждая остывание металла.
Жесть можно иногда варить и непрерывно. В этом варианте аппарат должен иметь ограничение по силе тока до 60 А. Кроме того, не все могут правильно подобрать темп прохода электрода, обеспечивающий общее сплавление без возникновения дыр. Если выбирают плавкий электрод, то его наибольший диаметр составляет 2 мм, при этом лучше всего ориентироваться на показатель 1,6 мм.
Максимальное внимание сварщик должен уделять профилактике чрезмерного нагрева, что достигается только тщательной тренировкой.
Инверторная сварка тонкого металла подразумевает применение неплавкого электродного инструмента. Она делится на два ключевых подтипа: в одном плавятся (и в жидком виде стыкуются) кромки, а в другом применяется присадочная проволока. Первый вариант пригоден для особо «утонченных» конструкций, когда добавление даже небольшого количества постороннего металла не допускается. Что касается сварки рессорных сталей, то она требует термической обработки как до начала процедуры, так и после ее окончания.
В случае с газовой сваркой наиболее оправданным решением будет выбор ацетиленовой технологии. Из дополнительных компонентов в таком случае понадобятся лишь проволока и флюс. Чтобы влиять на интенсивность огня, применяют специальный редуктор. Газосварщики используют:
При ручной дуговой сварке требуются:
Чтобы правильно варить тонкий металл электрической дугой, требуется верно выбирать полярность тока. Этот параметр прямо влияет на степень разогрева обрабатываемого участка. Прямая полярность показана в тех случаях, когда желательно углубить шовный корень. Но для тонкого слоя это едва ли подходит, гораздо правильнее выбирать обратную поляризацию. Придется, правда, мириться с повышенным расходованием электродов — и тут уже ничего не сделаешь.
В первую очередь требуется очищать связываемый участок, там не должно оставаться даже следов краски и коррозионных очагов. Дальнейшее обезжиривание производится произвольно выбранным растворителем. Максимально тщательно очищают места, где монтируют «массу» сварочного агрегата. Если они будут испачканы, вероятно нарушение контакта.
Наконечники электродов желательно очищать от флюса на 0,5-0,6 см, чтобы дуга проще разжигалась.
Вдоль создаваемого шва формируют заранее точечные прихватки с шагом 10-12 см. В противном случае элементы конструкции будут двигаться. Разжигать дугу можно, ведя стержнем по поверхности, как будто чиркают спичкой. Если предстоит работать на труднодоступном участке, придется стучать стержнем по поверхности. Темп движения электрода должен соответствовать условиям выполняемой работы, при этом тщательно контролируется глубина прогреваемого участка.
Критически важно контролировать плавность хода дуги и предотвращать резкие движения. Даже компенсационные способности современной техники не всегда позволяют исключить деформирование шва из-за колебаний дуги. Сварочная ванна должна подвергаться непрерывному визуальному контролю, электрод можно наклонять минимум на 60 и максимум на 90 градусов. Зигзагообразное поступление присадочного материала гарантирует оптимальные результаты.
Когда соединение кристаллизовано, его очищают от шлака и осматривают, чтобы не было дефектов. Тонкий металл иногда варят шахматным способом, чтобы равномернее распределять тепло. Важно: в качестве подложки под шов использовать металлическую деталь нельзя — она приварится. Если надо увеличивать силу тока ненадолго, то придется использовать прерывистую дугу.
Как делается сварка тонкого металла, смотрите далее.
а для 1мм сколько ампер нужно?
На инверторе это сложно сказать, надо смотреть по месту, по регулятору может быть величина из диапазона 50-100А, зависит и от аппарата, и от самой шкалы, и от того что он выдаёт на самом деле, от длины проводов, напряжения в сети, и т.д. Только опытным путём именно на такой толщине металла, этими электродами и на этом аппарате.
ржавчину я всю уже покромсал ( фото старое) т.е. передо мной нормальный советский металл
И толщина металла стала ещё меньше, сколько осталось там чистого металла? Если меньше 0,7-0,5мм ничего не выйдет - дыра будет сразу при поджиге. Стыковое соединени в зазор не варить категорически.
а что ты имеешь ввиду под хорошим швом?
Ну чтобы сплошной металл был, без шлака, и не надо было много зачищать после.
просто мне не ясна технология сварки. может есть какой определенный способ нанесения шва?
Да, сварка с отрывом дуги, совсем коротенькими касаниями почти стоя на месте почти без колебательных движение от кромки к кромке, очень короткой дугой. Понадобится хорошо подогнать кромки свариваемых деталей
Изменено пользователем Юрий@Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Сварка тонкого металла - проблема даже для некоторых опытных сварщиков.У новичков в сварочном деле вообще возникают трудности.Правила сварки толстых изделий здесь не работают: много особенностей и сложностей, затрудняющих выбор режимов и электродов.Это проще сделать с помощью сварочных полуавтоматов, но в быту они встречаются достаточно редко, гораздо чаще встречаются инверторы.О сварке инвертора из тонкого металла мы и поговорим.
И первая сложность при сварке тонкого металла в том, что его нельзя сильно греть: он выгорает, образуются дырки.Поэтому они работают по принципу "чем быстрее, тем лучше" и ни о каких траекториях движения электродов речь не идет. ведение электрода в одном направлении - по шву без каких-либо отклонений.
При сварке тонких металлов листы перегреваются и гнутся
Вторая трудность заключается в том, что приходится работать при малых токах, что приводит к тому, что мне приходится делать дугу короткой.После небольшого отрыва она просто гаснет.Также возможны проблемы с зажиганием дуги, поэтому используйте аппараты с хорошими вольт-амперными характеристиками (напряжение в цепи выше 70 В) и плавной регулировкой сварочного тока, который начинает на 10 А.
Еще одна неприятность: при сильном нагреве меняется геометрия тонких листов: они изгибаются волнами.Избавиться от этого недостатка очень сложно.Единственный вариант - избегать перегрева или отводить тепло(о способе с отводом тепла прокладки, читайте ниже).
При стыковой сварке тонких листов их кромки тщательно обрабатываются и зачищаются.Наличие грязи и ржавчины еще больше затруднит сварку.Поэтому тщательно все выравнивайте и очищайте.Листы располагают очень близко друг к другу - без зазора Детали фиксируются струбцинами, зажимами и др. Затем детали прихватываются через каждые 7-10 см короткими стежками - булавками.Они не дадут деталям двигаться и реже гнуться.

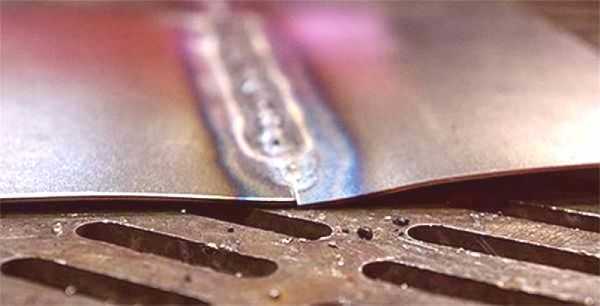
Если края хорошо очищены, можно получить хороший шов
хороши тем, что мы можем варить на обратной полярности.Для этого подключите кабель с электрододержателем к «+» и «-» к детали.Благодаря такому подключению электрод нагревается сильнее, а металл нагревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи, читайте здесь.
Варить нужно самыми тонкими электродами: от 1,5 мм до 2 мм При этом нужно выбирать с высоким коэффициентом плавления: тогда даже при малых токах шов будет качественным.Ток выставляется низкий.Для электродов 1,5мм он должен быть порядка 30-45 ампер, а для "двойки" 40-60 ампер.На самом деле они иногда ниже:важно что можно работать .
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Ток, А | 10-20 А | 30-35 А | 35-45 мм | 50-65 мм | 65-100 мм |
Для того, чтобы металл меньше нагревался, детали располагают вертикально или хотя бы будут под наклоном навстречу.Затем варят сверху вниз, перемещая острие электрода строго в ту сторону (без наклона и возврата).Угол наклона является углом вперед, и его величина составляет 30-40°.Так что нагрев металла будет минимальный, что является одной из важнейших задач сварки тонких металлов.
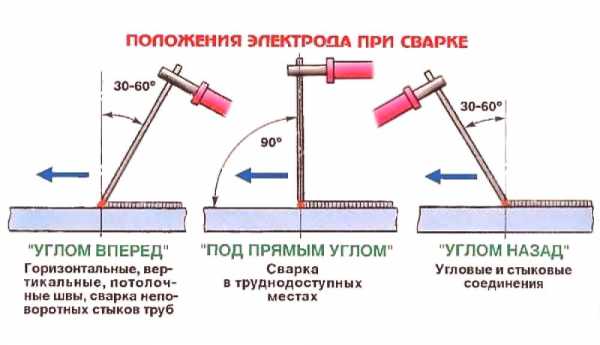
Положения электрода при сварке и их использование
Общие рекомендации по выбору электродов для сварки тонких металлов: покупайте для этой работы качественные импортные электроды.Проблем будет меньше.
Об изготовлении металлического каркаса сарая читайте здесь.
Иногда тонкие листы приходится сваривать под углом, в этом случае удобнее использовать фланцевый метод: края листа загибают под необходимым углом, закрепляют короткими поперечными швами через каждые 5-10 см, затем их сваривают, как было сказано выше: сплошным швом сверху вниз.
На видео показано, как сварить тонкий лист металла электродом с помощью сварочного инвертора.Используется метод гофрирования: края деталей отгибают, затем их захватывают в нескольких местах короткими швами с последующей сваркой тонким электродом толщиной 2 мм.
Не всегда удается избежать прогара при сварке без отрыва.Тогда можно попробовать оторвать дугу на несколько мгновений, потом снова опустить электрод на то же место и сдвинуть его на несколько миллиметров.Так оторвав и вернув дугу и кипячение При этом методе получается, что металл остывает при обрыве дуги.На видео вы увидите как меняется цвет точки сварки после снятия электрода, главное чтобы металл не сильно остыл.
В первой части видео показана сварка тонкого металла с дуговым отрывом.Способ соединения внахлест (одна часть заходит на другую на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низкотемпературных -легированные стали) Затем показана сварка нержавеющей стали электродом из нержавеющей стали с основным покрытием, и, наконец, соединение черного металла сваривается тем же электродом из нержавеющей стали.Кстати, шов получился лучше, чем при использовании рекомендованных электродов.
О подборе электродов для инверторной сварки читайте здесь.
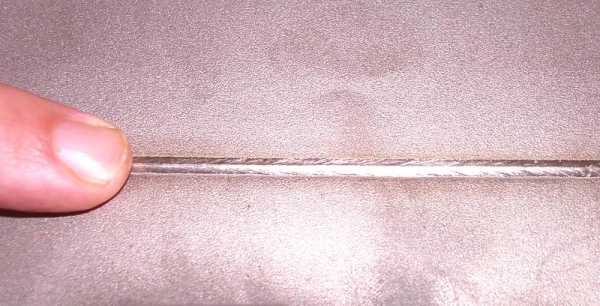
Если при сварке тонкого металла сплошной шов не требуется, применяется точечная сварка.При этом способе сварки небольшие по размеру прихватки располагаются вплотную друг к другу.Этот способ называется прерывистым швом.

Выглядит как прерывистый шов на тонком металле
Как правило, сварка тонкого железа затруднена.Внахлест проще: детали не перегреваются и меньше шансов «достать».
О типах сварных швов и соединений можно прочитать здесь.
При стыковой сварке тонкого металла между листами можно прокладывать тонкую проволоку диаметром 2,5-3,5 мм (можно проколоть покрытие на поврежденных электродах и использовать их). лицевой стороной он совпадает с поверхностью металла, а внизу почти на половину диаметра выступает.При сварке ведите дугу по этой проволоке.Она принимает на себя основную тепловую нагрузку, а свариваемые листы нагреваются окружными токами.При этом они не перегреваются, не коробятся, шов ровный, без признаков перегрев.После снятия провода сложно учесть следы его присутствия.
Это шов при сварке тонкой металлической колбы теплопроводной проволокой, проложенной снизу
Еще один способ - подложить под стык медные пластины Медь имеет очень высокую теплопроводность - в 7-8 раз выше, чем у стали.Находясь под сварным швом, он забирает значительную часть тепла, предотвращая перегрев металла.Такой метод сварки тонких металлов называется «теплоотводной футеровкой».
Как сварить беседку из металла читайте здесь. Возможно вам будет интересно почитать как сделать газовый баллон или металлический гриль?Вещь нужная и подходящая для освоения сварки.
представляет собой такой же тонкий лист, только покрытый слоем цинка.Если вам нужно его наварить, вам придется полностью удалить это покрытие со свариваемой кромки, чтобы очистить сталь.Существует несколько способов.Первый удалить его механическим способом: с помощью абразивного диска на болгарке или шлифовальной машине, наждачной бумаги и металлической щеткой.Есть еще один способ-прожиг сваркой.В этом случае электрод проходит два раза по шву.При этом цинк испаряется(испаряется при 900°С),а его пары очень токсичны,поэтому эта работа может производиться на улице или в рабочей зоне вытяжки.Вы должны сбивать поток после каждого прохождения.

Гальваническую сварку лучше проводить на открытом воздухе: испарения цинка очень вредны
После полного удаления цинка начинается собственно сварка.При сварке оцинкованных труб для получения хорошего сварного шва потребуется два прохода разными электродами.Первый шов проваривают рутиловыми электродами, например, МП-3, АНО- 4, ОЗС-4.При этом колебания имеют очень маленькую амплитуду.Верхний шов - шире.Он примерно равен трем диаметрам электрода.Важно не спешить и хорошо проварить.В этом канале используются электроды с основным покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
Дополнительную информацию о выборе электродов для инверторной сварки можно найти здесь.
.Часто обсуждаемая тема – точная и эстетичная сварка листов толщиной менее 3 мм. Профессионалы и любители обмениваются комментариями в поисках подходящих способов сварки тонких листов. Найдите решение своей проблемы и узнайте о методе TIG.
Процесс сварки TIG выполняется исключительно на постоянном токе с отрицательной полярностью n электрода.Характерным элементом сварки TIG является неплавящийся электрод, прилегающий к свариваемому материалу. Между электродом и свариваемым материалом возникает дуга, которая расплавляет материал. Процесс сварки TIG происходит в среде защитного газа, что не влияет на конечный эффект выполняемой работы.
Метод TIG – идеальное решение для тех, кто ценит эстетику работы. Вам интересно, почему? Процесс сварки не способствует образованию шлака, что в свою очередь исключает риск повреждения или загрязнения свариваемой поверхности.Окончательный эффект практически не требует дополнительной очистки, а полученный таким образом шов характеризуется высоким качеством и удовлетворительным визуальным эффектом, отвечающим даже самым высоким требованиям. Обсуждаемый метод прекрасно подходит для соединения нержавеющих сталей и сварки, например, с алюминием или титаном.
Что такое метод TIG для сварки тонких листов? Эффективная сварка этим методом будет возможна при установке в сварочном аппарате соответствующей силы тока с учетом толщины свариваемого материала.Метод TIG требует правильной зачистки кромок свариваемых материалов и правильной подготовки тонких листов, что поможет предотвратить их деформацию в процессе работы. Сварка тонких листов часто связана с угловой деформацией стыка. Под соответствующей подготовкой в данном случае понимается первоначальная деформация кромок свариваемых материалов таким образом, чтобы после окончания работы стык был ровным.
Сварка тонких листов, безусловно, хлопотна.Метод TIG, хотя и кажется сложным, вполне выполним, а превосходный эффект, который он гарантирует, того стоит. Не пугайтесь первых, возможно, неудачных попыток — эффект от этого метода зависит от навыков, а их необходимо приобрести.
Помните о должной защите глаз и кожи лица, выбирайте аксессуары, которые обеспечат вашу безопасность на высоком уровне. Сварка тонких листов потребует много попыток, к ним стоит как следует подготовиться!
.
Сварка тонкого металла электродом – процесс непростой, так как основная проблема здесь – вероятность провара в детали, когда металл просто прогорает из-за большой силы тока. Поэтому все процессы должны выполняться предельно аккуратно, качественно и аккуратно. Не забывайте о скорости работы, так как слишком долгое купание на одном месте может привести к широкому убытку.
Сварка тонкого металла дуговой сваркой требует минимум дополнительного оборудования, так что в итоге все выходит достаточно дешево, но надежность может быть хуже, чем при других способах. При этом необходимо учитывать ГОСТ 2246-70. Во время процесса может произойти деформация заготовки, так как изменения температуры сильно влияют на листы, которые легко деформируются.

Подобным негативным факторам подвержены и другие, но этот наименее защищен.Необходимо использовать тонкие электроды, которые будут иметь соответствующую намотку и материал, отвечающий требованиям технологии сварки металлов. Работа с тонким материалом имеет как преимущества, так и недостатки.
К недостаткам относятся такие свойства, как:
Преимущества:
Перед использованием дуговой сварки для варки тонкого металла необходимо выбрать электроды.Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, указанных в параметрах, так как при работе с тонкими металлами даже незначительное отклонение может привести к перегоранию. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям для сварки рассматриваемого металла.
Прибор должен иметь отличные ВАХ и удобную настройку параметров.Температуру сварки металла следует достигать постепенно, сначала нагревая заготовку, а затем с помощью электрической дуги во избежание термической деформации. Поверхность деталей необходимо очистить и обезжирить, чтобы не было влияния кислорода на шов и участок, подвергающийся нагреву. Заготовку желательно перемещать горизонтально, так как невозможность обеспечить достаточную глубину проваривания затрудняет построение вертикальных швов. Следует использовать только качественные, предварительно высушенные электроды.
Основными материалами для сварки являются электроды. Вариаций может быть довольно большое количество, в зависимости от используемого металла и его толщины. Сварку тонкого металла можно применять даже при толщине заготовки от 2,5 мм и более. Они могут быть неплавкими, как углеродными и вольфрамовыми, так и легкоплавкими, металл которых будет заполнять зазор между заготовками. Их подбирают по составу, чтобы металл осаждался идентичной массой, что улучшит качество соединения.
Дополнительные материалы включают газ и флюс. Флюс используется для улучшения качества сварки металлов. Он используется не всегда, а только по мере того, как того требует технология. Он часто улучшает качество сварки тугоплавких металлов, а также способствует лучшему розжигу электрической дуги. Он содержит различные добавки и дополнительные металлы, которые будут разными для каждого вида. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Для нагрева деталей можно использовать газ, так как если этого не сделать, металл может деформироваться при сварке.Он также может выступать в качестве дополнительной защиты от кислорода из атмосферы, как и покрытие электрода. Дело в том, что при сварке тонкого металла электродом 1,6мм его тоже можно окружить защитными газами, а не только ручной дугой. На последних стадиях переработки газ также можно использовать для нагрева при длительном охлаждении.
При выборе важны два параметра - это металл и покрытие, которые можно включить в общую концепцию марки изделия и диаметра, толщины.В идеале металл должен полностью совпадать со свариваемым. Для него уже сразу было подобрано подходящее покрытие. Количество вариантов здесь очень велико, поэтому выбор делается в каждом конкретном случае.
Чтобы знать, как сваривать тонкий металл дуговой сваркой, нужно правильно выбрать. Зачастую она должна соответствовать толщине свариваемой детали. Только если речь идет о тугоплавких металлах, то их толщина может быть больше на 0,5 мм.Не стоит использовать слишком тонкий, например, металл в электроде 2,5 мм диаметром 1 мм. Это приведет к тому, что расходные материалы закончатся слишком быстро, и шов придется часто прерывать. Материалы перед применением необходимо просушить, так как при тонком шве все огрехи становятся гораздо более выраженными и имеют более разрушительное воздействие. В составе одного шва нужно работать электродами только одной марки.
Если вы не знаете, как правильно сваривать металл электросваркой, вам следует воспользоваться таблицей режимов, которая поможет вам точно определить, какие параметры лучше выбрать, чтобы минимизировать риск брака.Для некоторых толщин заготовок все эти параметры уже рассчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1.6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |

Ниже описана процедура сварки тонкого металла дуговой сваркой:
Если деталь выгорела при сварке тонкого металла электродом 2 мм, то прекратить работу, проверить шов и решить, можно ли его сваривать. "
Соблюдайте стандартные меры предосторожности. Все работы следует проводить в специальной защитной одежде, которая защитит от металлических брызг.Также следует использовать специальные инструменты для обработки горячих и горячих деталей.
Сварочные электроды облегчили жизнь людям и создали много полезных и надежных вещей методом «сварки швов» между двумя металлическими деталями. На самом деле электрод имеет предельно простую конструкцию – это стержнеобразная проволока со специальным покрытием или без него. Сегодня можно найти более 200 разновидностей электродов, различающихся не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее.Но самыми распространенными являются такие функции:
Это самое важное отличие, и следующие функции уже являются производными от этой функции. Например, неметаллические сварочные стержни могут быть только расходными материалами, поскольку они сделаны из графита или углерода. Напротив, металлические электроды могут плавиться и не плавиться. Об этом подробнее, и вскоре вы сами сможете определить, какие электроды варят, какие металлы.
Металлические электроды можно разделить на два типа:
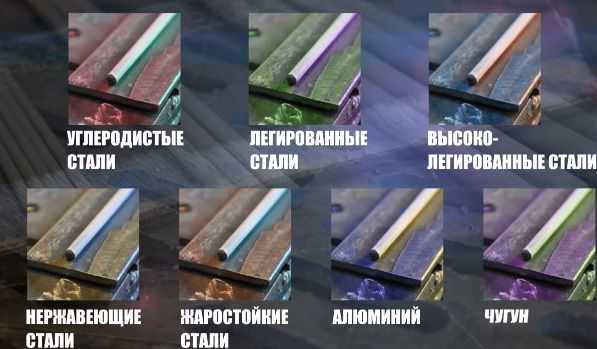
Материалом для производства металлических электродов первого типа являются тугоплавкие вещества, такие как вольфрам, синтетический графит и электроуглерод. Основная область применения этих электродов – защитный газовый шар, плазменная резка и сварка, которые требуют высоких температур, а обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют три вида сварочной проволоки: углеродистую, легированную и высоколегированную.Такие сварочные стержни покрыты специальным защитным составом для защиты электрода от окислительного воздействия кислорода и обеспечения более эффективного горения сварочной дуги.
В настоящее время используемые сварочные электроды (рис. 1) имеют большее разнообразие, чем электроды без покрытия. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но они делятся на несколько видов:
Непокрытые сварочные прутки являются прообразом современных электродов и применялись в самом начале развития технологии сварочного оборудования.Сегодня непокрытый электрод достигает среды защитного газа.
В современном мире сварки стандартным материалом для покрытия электродов является кислое вещество на основе оксидов кремния, железа и марганца. Основная особенность заключается в том, что электродом с оксидным покрытием можно создавать горячие трещины в металле. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки, как на переменном токе, так и на постоянном.По ГОСТу классификация этого бруса имеет название: класс Е38 и класс Е42.
Еще одним видом стержней являются электроды марок Э42 и Э46. Для изготовления покрытия используется рутиловый концентрат, в результате чего получается отличная рутиловая сердцевина для работы с полуспокойной и гладкой сталью. Рутиловый электрод обеспечивает более качественные швы и не дает трещин, как стандартный стержень. Кроме того, при использовании электрода с рутиловым покрытием вы минимизируете потери металла и упрощаете удаление шлака после сварки. Ильменитовые стержни имеют сходные характеристики с раковинами.
I, например, электроды с основным покрытием изготавливают путем нанесения на поверхность стержня соединений фтора и карбоната. Основная область применения – это спокойные металлоконструкции, и в то же время особенностями брусков с таким покрытием является высокий уровень пластичности, а также ударная вязкость. Кроме того, основной электрод имеет сходное с рутиловыми стержнями свойство: препятствует образованию горячих трещин на швах. По ГОСТ этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний вид покрытых электродов – это стержни с целлюлозным веществом в составе, которое содержит природные органические соединения, среди которых наибольшее значение имеет целлюлоза. Основная область применения сварочных стержней с целлюлозным покрытием – стационарная и полуспокойная постоянно. Причем использование таких стержней возможно не только при условии, что конструкция лежит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов. По ГОСТу эти бруски можно встретить под следующим наименованием: Е50, Е46, Е42.
Для того, чтобы точно знать, какие электроды используются для сварки и какие металлы, рекомендуем перед покупкой сварочных прутков внимательно прочитать инструкцию и описание на упаковке, так как прутки для сварки цветных металлов нельзя использовать для сварки литых железо или сталь. Пожалуйста, свяжитесь с продавцом для получения подробной консультации.
Сварка тонким металлическим электродом позволяет выполнять монтаж легких конструкций с большим запасом прочности. Также таким способом можно восстанавливать автомобили и ремонтировать многие другие тонкостенные изделия.Однако такой процесс достаточно сложен, получить высокое качество при отсутствии опыта очень сложно.
В этом материале мы разберем все нюансы работы по сварке листового металла, какие бывают проблемы и как их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку со слабым соединением.
Пригорание – наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Избыточная мощность способствует быстрому плавлению металла и образованию дыр.
Возможны два способа приклеивания электрода: с малой силой тока и близостью острия расходного материала к поверхности металла. Эти два негативных фактора способствуют неравномерному соединению, в результате чего ухудшается качество сварки.
Неразорванный шов — частая ошибка новичков в сварке. Из-за боязни прожечь металл кончик электрода удаляют на большое расстояние, и сплав просто растекается по поверхности. В итоге при зачистке изоляции оказывается, что шов неровный и нет соединенных участков.
Деформация также довольно распространена при сварке листового металла. Это следствие воздействия высоких температур.
Как выполняется сварка тонкого металла и каковы пути решения проблемы брака?
При сварке тонкостенных конструкций лучше всего использовать инвертор.Такие устройства имеют лучшую настройку, в отличие от трансформаторных аналогов.
Сила тока, используемая при такой работе, зависит от толщины детали и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров. Однако при сварке деталей до 3 мм возникают проблемы. В таблице указана примерная совместимость выбранной мощности с материалом и диаметром электрода.
Это приблизительные цифры, более точную настройку прибора можно установить опытным путем, попробовав прокипятить металл.
При использовании тонких видов электродов следует учитывать, что скорость их плавления выше, а значит, шов должен выполняться быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций. Покрытие и состав электрода должны соответствовать свариваемому металлу.
Технологический процесс сварки тонкого металла практически ничем не отличается от процесса соединения более толстых конструкций.Всю работу можно разделить на три этапа:
Основные отличия в некоторых нюансах, которые позволяют качественно варить лист и оцинковку.
Все приготовления начинаются с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массодержатель.
Оцинкованный лист в месте будущей сварки можно очистить от защитного покрытия болгаркой. Но можно варить прямо на нем, цинковый слой в процессе эксплуатации выгорит.
Алгоритм сварки тонких металлов следующий.
В этом отношении начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями антипригара и усиления дуги. Если электрод находится слишком близко к металлу, он снижает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При сильном растяжении дуги инвертор генерирует дополнительное напряжение и процесс сварки не прерывается.
По окончании работ необходимо сбросить шлак и проверить смесь на отсутствие проникновения и пригаров на поверхности металла.
Можно использовать соответствующие методы, чтобы избежать негативных последствий в процессе сварки.
Они перекрываются. Если конструкция позволяет, листы можно укладывать друг на друга.При этом главное не прожечь поверхность снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых канцелярских кнопок. Дуга поджигается, металл проваривается в нужном месте и гаснет. А затем, совместив с шагом 3 диаметры электродов, все повторяется.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить от покрытия один электрод и уложить его по будущему шву.В процессе сварки эти места следует хорошо проварить. Таким же образом можно заварить прожженные дырки.
Кроме того, для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабельное сцепление плюс, а земля минус. Обратная полярность уменьшает количество тепла на конце электрода, что помогает предотвратить ожоги.
При необходимости сварки массивной детали с тонким металлом дуга зажигается на толстостенной заготовке и проходит по сварному шву в месте стыка.
Для отвода лишнего тепла под мельчайшие детали можно подложить медную полоску. Медь является очень термостойким материалом и позволяет избежать возгорания и вытекания расплавленного металла.
Что вы думаете о таком виде работ, как сварка листового металла? Если у вас есть большой опыт сварки тонких материалов, поделитесь им в комментариях к этой статье.
Диаметр электрода является одним из основных параметров при выборе, так как необходимо подбирать расходный материал примерно такой же толщины, как и основной металл.Конечно, рано или поздно приходится иметь дело с тонкими листами, сварка которых не только сложный технологический процесс, требующий большого опыта, но и невозможен без специальных материалов и инструментов. В большинстве случаев их пытаются соединить при помощи газовой сварки, но если такой возможности нет, то нужно использовать самые тонкие сварочные электроды.

Тонкие сварочные электроды
Не все марки имеют материалы, которые могут удовлетворить этот запрос, так как в некоторых случаях толщина начинается от 2 мм.Тонкими можно назвать те, что меньше 2 мм в диаметре. Тонкие металлические электроды практически полностью сохраняют соотношение количества покрытия к количеству материала на стержне. Как правило, это треть от общего веса. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших бытовых инверторов с небольшим рабочим диапазоном более популярными стали тонкие инверторы, поскольку мощность этой техники позволяла расплавить максимум 3 мм наполнителя.

Самые тонкие электроды для дуговой сварки довольно сложны в использовании, так как их скорость плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественных результатов. Здесь необходим практический опыт, так как велик риск перескрепления основного металла. Также есть ряд требований к оборудованию, например, держатель должен надежно крепить электрод.Необходима точная регулировка, чтобы можно было точно выбрать желаемую интенсивность. Скорость процесса намного выше, чем в стандартной ситуации.

Защита, обеспечиваемая покрытием, относительно невелика из-за тонкого слоя покрытия. Однако этого может быть достаточно, так как сварочная ванна также мала. Для улучшения сварочных свойств и защиты шва целесообразно использовать металлический флюс. Здесь необходимо отрегулировать баланс глубины хорошего провара так, чтобы металл шва принял основной, но не сделал дырок.Также стоит учитывать, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов следует выполнять не по всей длине, а небольшими полосками. Также нужно сделать варежки по всей длине, чтобы все не гнулось.

Металлические сварочные электроды 1 мм имеют узкий профиль и редко используются профессионалами. Но альтернативы им нет, поэтому они обязательно должны быть в арсенале профессионала.Главное правильно их подобрать, а потом использовать в соответствии с технологией, чтобы не было большого количества брака.
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и того, что содержится в покрытии.
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линиях присутствуют материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм
Среди марок, выпускающих такие размеры, можно найти:
Электроды для листовой сварки выбираются по тем же принципам, что и стандартные. В первую очередь обратите внимание на состав, чтобы сердцевина сварного шва совпадала с основной. Это обеспечит более качественное соединение, так как они не будут образовывать слабых мест по краям шва, и вся конструкция будет более однородной. Также следует опираться на режимы, поддерживаемые сварщиком, чтобы они совпадали с теми, для которых предназначен электрод.
"Важно! Ни в коем случае нельзя пытаться варить предметы, толщина которых на несколько миллиметров больше толщины электрода."
Главной особенностью приложения является более высокая скорость сварки. С другой стороны, там, где этот фактор обусловлен более высокой текучестью, вязкость остается прежней. Это облегчает соединение между вертикалью и потолком. Это один из немногих случаев, когда электроды можно взять меньшего диаметра, чем основной металл, особенно если речь идет о потолочной сварке. Как видно из таблицы, даже незначительное отклонение в 5 А может привести к нарушению этого режима и заключению брака.Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от типа используемого металла.
Наверное, у каждого есть дача или дом за городом. Именно поэтому инвертор в хозяйстве незаменим. Часто приходится варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, так как процесс имеет свои особенности.О них мы поговорим дальше.
Сварочный инвертор сейчас все более востребован и имеет своих поклонников, поскольку получил ряд преимуществ. На помощь в любой ситуации придет хорошо зарекомендовавший себя полуавтомат: с его помощью можно починить забор, ворота или изготовить из металла различные узоры. Инвертор продается в любом магазине, где представлены сварочные аппараты. Домашний мастер, не имеющий опыта работы с таким оборудованием, должен знать, как им правильно пользоваться или как варить металл инвертором или полуавтоматом, отличающимся от других тем, что содержит электрический блок.В результате его вес намного легче, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность, которая заключается в том, что он отлично показывает себя при низком напряжении. Это очень ценное качество для тех, кто работает над устройством в частном доме за городом. Самое главное, когда нужно что-то приготовить, не забывать о требованиях личной безопасности.
Обязательно наденьте обтягивающий костюм и перчатки из толстого материала, чтобы предотвратить ожоги капающим металлом.Обязательным условием является использование маски сварщика или защитного чехла, так как существует риск повреждения глаз ультрафиолетовым излучением. В большинстве случаев бытовые приборы для сварки металла очень слабые, поэтому рекомендуется выбирать электроды до 2,5 мм. Могут быть более тонкие электроды. Но если взять их потолще, вряд ли они смогут хоть как-то работать.
Конечно, готовить с инвертором намного проще, чем с обычным прибором.Даже такие операции, как установка тока, можно произвести одним движением на ручке, включая ток. Диапазон его мощности составляет 20-100 А. Силу тока выбирают, ориентируясь на особенности предстоящей работы и характеристики электродов.
Понятно, что чем тоньше сварочный электрод и лист, который планируется сваривать, тем меньше значение тока, и наоборот, чем толще сварочный электрод и металл, тем выше значение тока.
Вернуться к содержанию
Как соединить тонкий металл с инвертором? Для этого используются различные способы: встык и внахлест, с несъемной прокладкой и без нее.
Вернуться к содержанию
Сначала листы укладываются друг на друга. Затем плотно соедините края верхнего и нижнего листов друг с другом за счет нахлеста товара. Между металлом не должно быть зазоров. Затем установите такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в пределах от 30 до 50 А. Если толщина листа отличается от приведенной здесь, то ток либо уменьшается, либо увеличивается.
Следующим моментом является защелкивание пластин вместе. Делается это с помощью коротких перемычек по всей площади стыка. Варят с перерывами, беря электрод и прикладывая его сразу (так называемая «дугогасительная»), при этом материал не должен успевать остыть. Затем листы полностью свариваются встык прерывистым способом. Изредка электрод помещают в холодную зону стыка, что позволит материалу не сильно коробиться.
Вернуться к содержанию
Важно учитывать, что при более коротком непрерывном шве металл меньше коробится.Затем стараются сделать так, чтобы зазор между торцами стали был как можно меньше. Лучше, если это не так, конечно. Для сварки тонкого металла требуется подкладка, расположенная под стыком. Без него сварка слишком тонкой стали практически невозможна.
Технология аналогична методу внахлест: задают текущее значение хуками и делают соединение прерывистыми шагами. Мог быть использован такой вариант, как использование стального невыдвижного вкладыша.В этом случае в межузловой зазор укладывается стальная полоса толщиной, равной этому параметру листа.
Важно обеспечить максимально плотное прилегание этой полосы к листу. Тогда подкладка будет сливаться с деталями, даже если между ними будет небольшой зазор. Бывают ситуации, когда невозможно вставить несъемную планку. Затем под стык подкладывают толстую медную ленту, препятствующую прогоранию листов из-за отвода тепла.Полоса вытягивается после процесса сварки. Когда требуется сварить две горизонтально расположенные соединенные трубы, то работу начинают снизу. Процедура сварки будет снизу вверх. Подъем вверх плавный и постепенный, медленный. В противном случае шов будет непрочным или труба сгорит.
При этом обращайте внимание на качество шва и плавление металла. Таким образом, когда металл прогорает, сварочный ток превышается. Потом его просто уменьшают.При некачественной проварке стыка напряжение, скорее всего, будет небольшим и его необходимо добавить. Инверторные устройства для свариваемых деталей позволяют плавно изменять силу тока при работе с ними.
По этой причине было замечено удобство их использования и простота использования.
При сварке следует проявлять предельную осторожность и придерживаться всех требований, тогда о типе неопределенности работы на таком станке можно говорить. Этот процесс под силу осилить даже неопытному человеку, ранее не державшему в руках нечто подобное.Удачи в освоении процесса сварки!
.
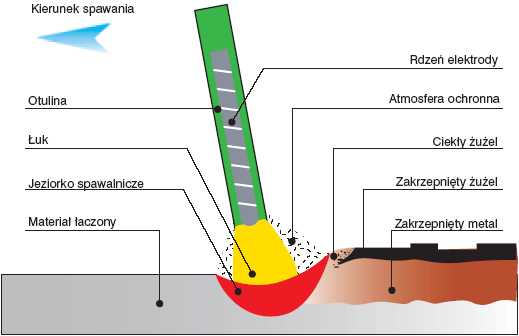
Сварка ММА - метод ММА
Дуговая сварка с покрытым электродом 7 методом ММА (Ручная дуговая сварка) и является старейшим и наиболее универсальным методом дуговой сварки.
В методе ММА используется электрод с покрытием , который состоит из металлического сердечника, покрытого сжатой оболочкой.Между концом электрода и заготовкой возникает электрическая дуга. Зажигание дуги происходит контактным путем прикосновения конца электрода к свариваемому материалу. Электрод расплавляется, и капли расплавленного металла электрода переносятся через дугу в расплавленную сварочную ванну, образуя сварной шов после охлаждения. Сварщик перемещает электрод по мере его приплавления к свариваемому объекту так, чтобы поддерживать дугу постоянной длины, и одновременно перемещает ее плавящийся конец по линии сварки.Плавящееся электродное покрытие выделяет газы, защищающие расплавленный металл от влияния атмосферы, а затем застывает и образует на поверхности ванны шлак, предохраняющий застывающий металл шва от воздействия окружающей среды. При снятии электрода с заготовки электрическая дуга гаснет и процесс сварки прерывается. После укладки одного стежка шлак необходимо удалить механическим способом.
Основное отличие от других методов сварки заключается в том, что в методе ММА электрод укорочен.В методах TIG и MIG/MAG длина электрода все время остается неизменной, а расстояние между горелкой и заготовкой всегда постоянным. В методе ММА для поддержания постоянного расстояния между электродом и сварочной ванной электрододержатель необходимо постоянно перемещать в сторону заготовки, в связи с чем особую роль играет мастерство сварщика.
| Схема сварки MMA Обзор сварки MMA: Когда электрод приближается к свариваемому материалу, появляется электрическая дуга материал и электрод, создавая жидкую сварочную ванну.После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Покрытие электрода под действием тепла выделяет газы, создающие защитную атмосферу, и плавится и после затвердевания покрывает соединение защитным слоем шлака, который после остывания необходимо удалить механическим способом. |
Особенности способа сварки покрытым электродом
Преимущества:
возможность сварки различных типов и марок литых сталей, никеля, сплавов меди и железа: несплавных его сплавы,
возможность сварки в любом положении, в полевых условиях (слабый ветер), на высоте и даже под водой,
высокое качество сварных швов, хорошие механические свойства,
возможность сварки тонких элементов (практически от 1,5 мм) и толстых (швы толщиной более 4 мм рекомендуется выполнять многослойными),
использование простых в эксплуатации, легко переносимых и относительно дешевых аппаратов для сварки ММА.
Недостатки:
низкая производительность сварки (ок. 1-5 кг наплавленного металла/час), особенно раздражает при сварке толстых элементов,
низкая скорость сварки (ок. 0,1- 0, 4 м/мин.),
необходимость удаления шлака и замены электродов, что еще больше снижает эффективность процесса,
качество сварных швов сильно зависит от квалификации сварщика,
высокая чувствительность к влаге - особенно щелочные электроды,
относительно высокая стоимость сварочных материалов (электродов) по сравнению с другими методами,
большое количество газов и сварочных дымов.
Применение метода сварки ММА
Сварка ММА используется во всех условиях и поэтому является наиболее универсальным методом во всей сварочной промышленности. Метод ММА является универсальным из-за типа свариваемой стали, типа конструкции, положения и места сварки.
Основное применение – сварка металлоконструкций в судостроении и большинстве обрабатывающих производств, сварка трубопроводов, при монтажных работах на строительных площадках, сварка в полевых условиях и на высоте и в труднодоступных местах.Это также излюбленный метод любителей и небольших ремонтных мастерских.
.
Сварка покрытым электродом, выполненным из металлического стержня, покрытого спрессованной оболочкой, или сварка ММА, является наиболее универсальным, наиболее часто применяемым и одним из древнейших способов сварки. Этот процесс заключается в расплавлении плавкого электрода с покрытием и свариваемого материала теплом электрической дуги путем ручного перемещения электрода под прямым углом вдоль свариваемого материала. В этом процессе образуется сварной шов из расплавленного стержня электрода, металлических компонентов электрода и расплавленного сварного шва.В процессе образуются газы и шлак, задачей которых является защита сварочной ванны от доступа атмосферного воздуха. Расстояние между границей шлака и сварочной ванной можно регулировать с помощью сварочного тока и угла наклона электрода. К важным функциям крышки также относятся: стабилизация сварочной дуги, введение в зону сварки раскисляющих элементов. Состав покрытия зависит от свариваемого материала. Электроды сварочные обычно выпускаются с диаметром стержня 1,6 - 6,0 мм.Диаметр покрытого электрода выбирают в зависимости от толщины и типа свариваемого материала. На скорость сварки покрытым электродом влияет не только мастерство сварщика, но больше всего диаметр электрода и сила тока.
Основные электроды (Б) - отличаются высокой пластичностью, высокой стойкостью к холодному и горячему растрескиванию. Основные электроды перед сваркой должны быть высушены при температуре 300-350°С в течение ок.1 - 3 ч и хранят в специальных термосах. Сварку основным электродом можно вести во всех положениях, кроме положения сварки сверху вниз. Для этого типа электрода рекомендуется сварка постоянным током с положительной полярностью на электроде. Следует помнить, что полярность влияет на скорость плавления электрода, а также на глубину проплавления. Основные электроды чаще всего используются при сварке толстых профилей.
Кислотные электроды (А) - сварка электродом с кислым покрытием, по сравнению с другими электродами, характеризуется большей склонностью к образованию кристаллических трещин.Сварка может выполняться в положении сварки под наклоном, сварке сбоку и, в ограниченной степени, в вынужденных положениях. Чаще всего с этим электродом мы используем сварку переменным током или также используем постоянный ток с отрицательной полярностью.
Электроды целлюлозные (Ц) - применяются для монтажных работ на воздухе в связи с малой чувствительностью к сложившимся погодным условиям. Они позволяют производить сварку во всех положениях, особенно в вертикальном положении сверху вниз, позволяют делать провары электродами диаметром от 4 мм.Их не сушат, а сварку чаще всего производят переменным или постоянным током с положительной полярностью на электроде.
Рутиловые электроды (R) - самые универсальные электроды, обеспечивают хорошую стабильность дуги, а сами электроды не требуют сушки. Это очень хороший выбор при сварке тонких элементов, сам шов получается гладким, а шлак легко удаляется. Сварка производится переменным током или постоянным током с отрицательной полярностью на электроде.
Электроды специальные - это покрытия РА (рутил-кислотные), RB (рутил-основа), RC (рутил-целлюлоза), RR (толстое рутиловое покрытие электродов).
В процессе сварки очень важную роль будет играть род тока и полярность, которые будут выбраны в соответствии с рекомендациями производителя электрода. Диаметр электрода с покрытием также всегда должен быть соответствующим. Сварка постоянным током с положительной полярностью на электроде приводит к тому, что электрод плавится быстрее, потому что на нем выделяется больше тепла.Сварка с отрицательной полярностью на электроде вызывает большее нагревание материала заготовки, что приводит к лучшему плавлению. Положительная полярность применяется при использовании основных электродов и сварке цветных металлов, таких как алюминий и его сплавы, бронза, никель. Использование переменного тока позволяет при равномерной нагрузке электрической сети и минимальном отклонении дуги производить сварку с большей силой тока и электродами большего диаметра.Минусом использования этого тока будет меньшая стабильность дуги и проблема с оплавлением некоторых типов электродов.
Следующим параметром, который определяется типом материала, диаметром электрода и положением сварки, является сила тока. Его всегда следует адаптировать к диаметру используемого электрода. В зависимости от сварочного тока он влияет на глубину проплавления и скорость сварки. При слишком большом токе электрод с покрытием очень быстро плавится и увеличивает объем сварочной ванны, при слишком малом токе сварной шов имеет неправильную форму и мы не получим сплав. Можно считать общим правилом, что на 1 мм диаметра электрода нам нужно 30-40 А. Если мы видим, что при сварке покрытым электродом наш электрод слишком быстро плавится, то силу тока следует изменить до получения удовлетворительного результата .
Результирующим параметром при дуговой сварке является напряжение дуги, которое зависит от длины дуги, типа покрытия и силы тока. Этот параметр влияет на перенос металла в дуге и глубину проплавления, а также влияет на скорость сварки.По мере увеличения длины дуги она становится менее стабильной и увеличивается количество брызг. Если дуга слишком короткая, тепло, необходимое для плавления материала, не вырабатывается.
При начале сварки электродом с покрытием необходимо правильно подобрать электрод по толщине свариваемого материала и определить силу тока, чтобы эффективность сварки была наилучшей. Следует также отметить, что для того, чтобы процесс сварки проходил максимально эффективно, большое значение для комфорта нашей работы и скорости сварки может иметь качество таких принадлежностей, как сам электрододержатель или сварочный кабель. к укладке шва.
Если мы имеем дело с новым материалом, то стоит подготовить образец материала на материале, на котором мы сможем протестировать несколько настроек. Помните, что свариваемые элементы следует хорошо очистить от ржавчины, например, с помощью углошлифовальной машины или проволочной щетки.
Таким образом, мы будем иметь дело с первой ошибкой, которую мы можем совершить, а именно с неочищенным материалом, который приводит к сбою правильного процесса переплавки. Следующая проблема — слишком низкая или слишком высокая сила тока.Слишком низкий сварочный ток вызывает нестабильность дуги, отсутствие сплавления с основным материалом, мы также заметим, что наш электрод часто прилипает к свариваемому материалу. Визуально мы увидим, что наш сварной шов неправильный. Однако, если мы уверены, что ток дуговой сварки и напряжение дуги подобраны правильно для нашего материала, стоит убедиться, что наш сварочный аппарат MMA имеет дополнительные функции, а именно функцию Anti-Stick, которая облегчит нам отделите электрод, когда он прилипает к материалу.С другой стороны, функция Arc-Force сделает более стабильной дуговую сварку на короткой дуге, а функция Hot-Start, помогающая поджечь электрод при начале сварки, является очень важной функцией не только при сварке на слабом токе, но и при использовании электродов с худшим воспламенением.
В противоположной ситуации, когда сварочный ток слишком большой, мы сразу заметим гораздо большее количество брызг. Когда мы свариваем тонкий материал, мы не можем избежать прожигания материала и образования в нем отверстий.При слишком большом сварочном токе свариваемый материал также будет подвергаться значительной деформации, что отрицательно скажется на прочности нашей конструкции и, как следствие, может привести к повреждению свариваемого элемента.
Еще одна вещь, на которую следует обратить внимание, — это скорость сварки. Этот элемент во многом будет зависеть от мастерства сварщика. Опыт и умение проводить электрическую дугу позволят получить сварной шов наилучшего качества.При сварке покрытым электродом, когда скорость сварки слишком низкая, мы можем сжечь и деформировать наш основной материал, как и в случае слишком большого сварочного тока. Если мы сварим слишком быстро, металл, который мы переносим электрической дугой, не успеет вплавиться в наш основной материал, мы сразу заметим, что наш шов будет узким и неровным в сварном соединении.
Сварочные аппараты ММА Патона << См.
Правильное удержание электрододержателя во время сварки позволит нам влиться в материал.Наклон электрода в направлении сварки позволит добиться большей глубины провара при сохранении меньшей ширины и высоты забоя. Наклон электрода в направлении, противоположном направлению сварки, дает меньший провар, более широкую и большую поверхность. Самый оптимальный угол для держания электрода для начала будет 70 градусов.
Также стоит обратить внимание не только на подбор диаметра электрода, но и на правильное хранение электродов - это тоже ключевой фактор в случае сварки ММА.. Намокать их нельзя, лучше хранить в сухом помещении с температурой около 20°С и влажностью ниже 50%. Однако в случае намокания электродов их следует прогревать около 1-3 часов при температуре около 300-350°С. Помимо электрода, на качество сварки влияет и сам сварочный аппарат.
Если вы хотите купить качественный инверторный сварочный аппарат , обратите внимание на его параметры. Очень важным параметром, помимо мощности сварочного аппарата, определяющим диаметр используемых электродов и толщину свариваемого материала, является рабочий цикл.Он рассчитывается в процентах на 10-минутный цикл, значит, сварочный аппарат с скважностью 40% будет работать на номинальном токе 4 минуты, после чего ему нужно будет охладить аппарат в течение 6 минут. Производители, помимо рабочего цикла, приведенного для максимальной силы тока, также предусматривают 100%-й цикл. Например, аппарат мощностью 200А и рабочим циклом 40% достигает 100%-го цикла при 126А, что позволяет вести непрерывную сварку покрытыми электродами диаметром до 3,2 мм. Если наше устройство используется часто и мы предполагаем сварку более толстых элементов, нам будет важно сделать этот цикл как можно большим.Также стоит обратить внимание на текущее напряжение при зажигании дуги, это параметр, который при достаточно высоком значении облегчит нам начало сварки покрытыми электродами, даже теми, которые имеют проблемы с зажиганием. Очень важной функцией также является защита от перепадов напряжения, что позволяет корректно эксплуатировать устройство даже в диапазоне напряжений 170В - 260В.
Умелая ручная электросварка зависит не только от умения самого сварщика, но и от возможностей сварщика - как уже отмечалось, ключевым будет значение силы тока или стабильное напряжение дуги.Также следует помнить, что низкая скорость сварки будет зависеть и от положения сварки – в вынужденных положениях, где у сварщика гораздо меньше пространства для маневра, процессы сварки ММА всегда будут медленнее, чем, например, метод сварки МИГ-МАГ. .
При выборе стоит опираться на европейских производителей, которые используют комплектующие самого высокого качества, давая своим покупателям уверенность в исправности устройств, гарантийный срок которых может составлять до 5 лет! Сварочные аппараты ПАТОН, предназначенные для ручной дуговой сварки, имеют прозрачное управление, благодаря чему выбор сварочного тока покрытым электродом всегда максимально прост.
Подробнее об ошибках сварки ММА вы можете узнать из видео блогера Pirana.
.Самым старым методом сварки, используемым в настоящее время, является сварка ММА. Его особенно ценят за универсальность и возможность работать во всех положениях. Кроме того, сварочные аппараты ММА довольно просты в использовании, что делает их подходящими для использования не очень продвинутыми людьми. Сегодня мы подробно опишем эту методику и подскажем, какие электроды использовать в зависимости от ваших потребностей.
Сварка ММА(синонимы: метод 111, SMAW и ММА) получила распространение в самом начале 20 века.В то время использовались плавкие электроды, состоящие из стальной проволоки, покрытой смесью глины и кальция или карбонатов и силикатов. Несмотря на то, что это самая старая техника, используемая сегодня, она по-прежнему имеет множество поклонников. Причины – универсальность, дешевизна приобретения сварочного оборудования и относительная простота – для сварки методом 111 не требуется большого опыта.
Чтобы начать сварку покрытым электродом, прикоснитесь его концом к материалу (т.н.контакт). Электрод начнет плавиться, а капли металла образуют сварочную ванну, которая при остывании превращается в сварной шов. При работе с этим типом электрода дугу следует удерживать постоянной длины, перемещая конец электрода вдоль обозначенной оси сварки. Нет необходимости использовать дополнительные источники газа, потому что запаздывание создает газ, защищающий расплавленный металл, а затем образует на его поверхности шлак, также обладающий защитным действием. Его следует удалить после окончания работы, постукивая молотком.Сварка ММА заканчивается, когда она удаляется из материала — тогда дуга гаснет. Электроды в процессе эксплуатации изнашиваются, поэтому их следует последовательно заменять новыми.
классифицируется в зависимости от положения сварки. Они дополнительно обозначены буквами. Различаем следующие:
Также предусмотрены позиции для соединения труб под углом 45°.Если шов идет снизу вверх, он будет маркироваться кодом H-L045, а если сверху вниз — J-L045. Соблюдение технических норм, а также символов для обозначения сварных швов при выполнении пусконаладочных работ очень важно, так как, с одной стороны, это облегчит выполнение сварки, а с другой, приведет к сохранению высокого качества сварки. конечный продукт.
Стоит отметить, что самое простое положение сварки — низкое. Если у нас нет большого опыта, то, по возможности, мы должны в основном использовать эту позицию.
При сварке покрытыми электродами важно знать, каких параметров придерживаться в процессе работы. Различаем следующие:
При выборе сварочного аппарата для работы обратите внимание на силу тока, которую имеет данная модель (имеется в виду максимальный сварочный ток).Коэффициент мощности будет определять тип электродов, оптимальных для сварки, и толщину обрабатываемого материала. Рабочий цикл также важен, он говорит нам, как долго мы можем сваривать без перерыва. В свою очередь, дополнительные функции значительно облегчат нам работу. Мы находим их в сварочных аппаратах инверторного типа, и они включают:
Как упоминалось ранее, сварка ММА является очень универсальным методом. Может использоваться для соединения различных марок стали (легированной, нелегированной), чугуна, никеля, меди и их сплавов.Среди других преимуществ:
Самым большим недостатком сварки покрытым электродом является требуемое время.Работу приходится часто останавливать для установки нового электрода, а накопившийся шлак удалять специальным молотком. Производительность тоже не очень высокая (менее 5 кг наплавленного металла в час). Другими недостатками этого метода являются:
По этой причине сварочные аппараты ММА в основном используются для мелких ремонтно-строительных работ.При выполнении более сложных задач используются методы соединения металлов TIG (может быть роботизированным) и MIG/MAG (даже сварка вручную очень быстро).
Типичный электрод MMA состоит из металлического сердечника, окруженного оболочкой из минералов, органических компонентов, металлов и ферросплавов. В процессе сварки покрытие плавится, выделяя защитные газы, предохраняющие расплавленный металл от неблагоприятного воздействия воздуха.Крышка также облегчает зажигание дуги и стабилизирует ее. Это также создает защитный шлак. Обычно толщина покрытия составляет примерно 60% сердцевины.
Существует 4 основных типа электродов, отличающихся используемым покрытием:
Вы также можете найти рутил-целлюлозные (RC), рутил-основные (RB), рутил-грубые (RR) и рутил-кислотные (RA) электроды.Они сочетают в себе черты различных типов первичных электродов.
Из-за своей гигроскопичности электроды необходимо хранить в сухом месте при комнатной температуре. Щелочной тип, поглощающий воду даже из воздуха, лучше всего дополнительно поместить в специальный термос с рекомендованной производителем температурой. Их нельзя вынимать из оригинальной упаковки или хранить в штабелях.
Перед началом сварочных работ следует проанализировать объем предстоящих работ.Положения сварки, а также вид тока и его полярность (+/-) в этом случае определяют выбор соответствующего электрода.
Стоит отметить, что производитель должен указывать информацию о рабочих параметрах (включая сварочный ток) на упаковке электродов.
Выбор электрода с покрытием также строго зависит от толщины свариваемых деталей и сварного шва. При работе было принято подбирать электроды по их диаметру следующим образом:
Использование соответствующего электрода обеспечивает правильную глубину проплавления и правильную форму сварного шва.Это особенно важно для неопытных людей.
Вертикальная сварка сверху вниз, известная сварщикам как капельная сварка, является довольно сложной техникой. Помимо больших навыков, это также требует использования соответствующих электродов. В этом случае используется только тип целлюлозы. Сварка по ходу используется, например, при соединении элементов трубопровода, а также более мелких объектов с закругленными краями.
Если мы не обучены, материал достаточно толстый (более 6 мм) и угловой шов должен выдерживать большие нагрузки, всегда свариваем вертикально снизу вверх.Для этого подходят целлюлозные, рутиловые и основные электроды. Сварка кислотными электродами может применяться ограниченно.
Все типы покрытых электродов используются для сварки стальных деталей. Правильный выбор будет зависеть главным образом от положения, в котором мы собираемся работать, а также от условий окружающей среды. Все имеющиеся на рынке металлы также подходят для работы со сталью. Только соединение элементов из нержавеющей стали может быть проблематичным.В их случае рутиловые электроды являются наиболее эффективными.
К сожалению, электроды с покрытием не подходят для сварки алюминия. Всегда используйте метод TIG или MIG с защитным газом (например, аргоном). Стоит отметить, что алюминиевый лист достаточно сложно сваривается и требует большого опыта. В основном это связано с тем, что алюминий плавится при низкой для металла температуре, уже при 660,3°С. Если у нас нет опыта, сварка с помощью устройства TIG должна быть проще.
Существуют различные типы сварочных аппаратов. Стержневые электроды всегда следует использовать с трансформаторным сварочным аппаратом. Для работы можно использовать все виды электродов, кроме основных. Следует учитывать, что трансформаторные сварочные аппараты отличаются низкой стабильностью дуги, неточным управлением и достаточно большим весом. С другой стороны, они относительно дешевы, просты в использовании и достаточно надежны.
Многие используют сварочные аппараты время от времени для мелкого домашнего ремонта, самостоятельных или строительных работ. Их используют, например, для строительства ворот, реконструкции балконов или установки металлических пролетов ограждений. Также механики-любители могут, например, сварить глушитель или другие элементы шасси автомобиля.
Такие люди обычно не имеют большого опыта, им важна простота сварки и эстетичный вид шва.Поэтому идеальной для них будет сварка рутиловым электродом, который может работать практически в любом положении и срабатывает даже в случае соединения очень тонких элементов. Его также можно использовать для создания самых разных типов соединений. Кроме того, он может успешно применяться как в трансформаторных сварочных аппаратах, так и в современных аппаратах ММА на основе IGBT-инверторов.
.
Нержавеющая сталь — один из наиболее часто используемых металлов в гастрономии. Этот высококачественный металл также часто используется во многих других отраслях промышленности. В дополнение к чрезвычайно элегантному внешнему виду, обусловленному гладкой поверхностью, он обладает другими полезными свойствами, которые делают его особенно ценным металлом во многих отраслях промышленности. В первую очередь важно помнить о коррозионной стойкости нержавеющей стали. Это имеет особое значение в пищевой промышленности.Это свойство также имеет решающее значение для таких предметов, как перила и почтовые ящики, поскольку оно помогает защитить предметы на открытом воздухе от неблагоприятных погодных условий. Как же тогда избежать ухудшения свойств нержавеющей стали при механической обработке, и особенно при использовании для ее обработки сварочного аппарата? Какие способы сварки можно использовать и как они влияют на качество металла?
В дополнение к промышленным методам сварки нержавеющей стали так называемая нержавеющая сталь также может быть сварена электродами и сваркой TIG или MIG.При сварке инертным газом используйте элементы таблицы Менделеева, такие как аргон или гелий. Эти газы наименее химически реагируют с нержавеющей сталью. При сварке электродами убедитесь, что они не плавятся при той же или близкой температуре, что и свариваемая нержавеющая сталь. Только электроды из нержавеющей стали обладают такими свойствами, как коррозионная стойкость. Поэтому использование других электродов может привести к потере благоприятных сварочных свойств и даже к повреждению поверхностей вокруг сварных швов.
Сварка электродом
— один из самых популярных и дешевых методов, которому может относительно быстро научиться каждый. В сварке ММА используются электроды, которые медленно плавятся после зажигания дуги, создавая сварочную ванну. По сути, озеро придает форму суставу. Сварочный электрод из нержавеющей стали содержит газ для защиты сварного шва от окисления.При сварке электродным способом одновременно образуется защитный слой шлака. Этот слой следует удалить после завершения сварки. Это означает гораздо больше переделок, чем при других методах сварки. Сварной шов можно оценить только после удаления шлака, поэтому проверка качества сварного шва имеет много ограничений по времени.
Если вы хотите сваривать на открытом воздухе, сварка электродами из нержавеющей стали имеет свои преимущества. Метод устойчив к ветру, который в противном случае мог бы рассеять защитный газ.Этот вид сварки лучше всего способствует высокому качеству сварного шва.
Для сохранения сварочных свойств нержавеющей стали следует использовать методы с использованием инертного газа. Защитный газ может быть инертным или активным газом. Преимущество инертных газов в том, что они слабо реагируют на окружающий воздух и таким образом оптимально защищают металл от коррозии. Нержавеющая сталь может потерять свои свойства, если она не защищена от коррозии в процессе обработки.Использование активных газов, как и при сварке MAG, может привести к такому же эффекту. Несоблюдение приведенных выше советов приведет к тому, что нержавейка потеряет свое самое ценное свойство и, как следствие, начнет ржаветь.
Поэтому вам определенно следует придерживаться сварки в инертных газах, что также относится к сварке MIG и TIG. В результате сварные швы получаются более качественными, а самому металлу обеспечивается более эффективная защита при обработке.
Аргон является основным защитным газом, используемым при сварке нержавеющих сталей мигоматом. Смесь с низким содержанием углекислого газа также может быть использована для увеличения тепловложения. Однако не рекомендуется при сварке нержавеющей стали. Чтобы сварной шов был выполнен качественно, следует использовать сварочную проволоку из качественной нержавеющей стали. Качество стали проволоки должно быть максимально приближено к свариваемой стали.
Сварка MIG намного быстрее и относительно проще, чем сварка TIG. Сварочная проволока, отвечающая за создание швов, встроена непосредственно в горелку. Это позволяет производить сварку одной рукой, что значительно облегчает эксплуатацию сварочного приспособления. С помощью сварочного аппарата MIG можно соединять гораздо более длинные куски металла, чем при работе с другими методами. Следует помнить, что сварка мигоматом означает повышенный темп работы, чего невозможно достичь при сварке TIG.Так обстоит дело, например, при сварке таких конструкций, как поручни.
Сварка MIG хорошо видна на металле. Из-за этого шов плохо смотрится на блестящей поверхности из нержавеющей стали. Еще одним недостатком является относительно большой источник тепла, который значительно облегчает повреждение нержавеющей стали. Как правило, метод MIG также предполагает большое количество сварочных брызг, которые повреждают стальную поверхность и часто требуют повторной обработки.В настоящее время существуют сварочные аппараты MIG, оснащенные функцией пульсации, чтобы предотвратить любые недостатки. Эта функция значительно снижает образование брызг, благодаря чему сварка нержавеющей стали осуществляется на гораздо более высоком уровне.
При сварке TIG инертный газ является основой оптимальной сварки нержавеющей стали. Сварочная дуга создается высокочастотной сваркой плавким вольфрамовым электродом.Это создает неглубокую сварочную ванну, которую можно преобразовать в более прочный шов, вставив дополнительный электрод снаружи. При сварке нержавеющей стали электрод также должен быть изготовлен из того же материала. В этом случае создается меньшая сварочная ванна, чем при сварке MIG. Это создает гораздо более мелкие сварные швы, которые редко требуют дополнительной обработки.
Еще одним преимуществом сварки TIG является малое количество сварочных брызг и деформации, что приводит к значительно меньшему браку нержавеющей стали.Хотя эффекты будут видны на первый взгляд, следует отметить, что сварка TIG очень медленная. Таким образом, вы сэкономите много времени, сделав меньше исправлений, но потеряете гораздо больше ценных часов только на сами сварочные работы. Вывод электрода снаружи даст вам максимальный контроль во время сварки, но этот метод потребует большой практики. Это может оказаться своего рода вызовом.
Нержавеющую сталь можно сваривать разными способами, но сварка в среде инертного газа обеспечивает лучшее качество.Для защиты шва и металла шва от коррозии следует использовать метод инертного газа, например, аргона или гелия. Сваривать электродом или порошковой проволокой только тогда, когда дуговая сварка невозможна, например, при работе на открытом воздухе. Недостатком всегда будет гораздо большее усилие, необходимое для обработки, и гораздо более низкое качество сварных швов.
Сварка МИГ— это простой и эффективный метод дуговой сварки.Плавящимся электродом в данном случае является проволока, которую можно прикрепить к свариваемой нержавеющей стали. Устройство подачи проволоки встроено в горелку, поэтому вы можете выполнять сварку одной рукой и наслаждаться полной свободой работы. При небольшой практике сварка этим методом выполняется относительно быстро и позволяет работать с заготовками из нержавеющей стали гораздо большего размера. Наиболее очевидным недостатком являются относительно большие сварные швы и повышенное тепловложение, которое имеет тенденцию прожигать благородные металлы.Это снижает качество конечного результата и вызывает большую потребность в последующей доработке.
При сварке TIG нержавеющей стали сварные швы обычно очень высокого качества. При сварке в среде инертного газа образуются небольшие сварочные ванны, а сам сварной шов при необходимости можно легко увеличить с помощью внешнего электрода. Такие параметры, как сварочный ток, время продувки газа и частота ударов TIG, также могут быть адаптированы к отдельным металлам, включая нержавеющие стали.Этот метод подходит даже для тонких листов нержавеющей стали, но все действия требуют большой практики и большого опыта в профессии.
Если вам понравилась статья, рекомендуем вам также прочитать статью о том, какую сварочную маску купить.
.