Категория металлопроката низколегированных сталей ГОСТ 19281-89
При обозначении марок низколегированных сталей (ГОСТ 19281-89) после марки стали (через тире) пишется категория металлопроката (пример: 09Г2С-12 , 09Г2С-14 , 09Г2С-15 , 10ХСНД-15 , 15ХСНД-15). Категория обозначает на какие нормируемые характеристики был испытан металлопрокат.
| Нормируемая | Категория металлопроката сталь ГОСТ 19281-89 | ||||||||||||||
| Характеристика | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| Ударная вязкость при +20 C | + | + | |||||||||||||
| Ударная вязкость после механического старения | + | + | + | + | + | + | + | ||||||||
| Ударная вязкость КСU при - 20 С | + | + | |||||||||||||
| - 40 С | + | + | |||||||||||||
| - 50 С | + | + | |||||||||||||
| - 60 С | + | + | |||||||||||||
| - 70 С | + | + | |||||||||||||
| Ударная вязкость КСV при 0 С | + | ||||||||||||||
| - 20 С | + | ||||||||||||||
Марка 09г2с – сталь конструкционная, низколегированная, углеродистая. Количество присадок в ней не превышает 2,5%, а цифровые и буквенные символы в названии обозначают их процентное содержание в металле. Расшифровка маркировки по ГОСТ 5058-65 означает, что содержание углерода в стали – 0,09%, буква «Г» в сочетании с цифрой «2» говорит о добавке 2% марганца, а «С» – однопроцентная добавка кремния. Аналоги этой стали – 09г2, 09г2дт, 09г2т, 10г2с, также также легко расшифровываются по ГОСТ. Главное достоинство этой марки – ее хорошая свариваемость, которая осуществляется и при подогреве и термической обработке, и без подогрева.
Основные характеристики стали 09г2с
Расшифровка марки 09Г2С: Обозначение 09Г2С означает, что в стали присутствует 0,09% углерода, поскольку 09 идет до букв, далее следует буква «Г» которая означает марганец, а цифра 2 – процентное содержание до 2% марганца. Далее следует буква «С», которая означает кремний, но поскольку после С цифры нет – это означает содержание кремния менее 1%. Таким образом, расшифровка 09Г2С означает, что перед нами сталь имеющая 0,09% углерода, до 2% марганца, и менее 1% кремния и поскольку общее кол-во добавок колеблется в районе 2,5% то это низколегированная сталь. Сера и фосфор, негативно влияющие на вязкость стали, используются в марке в незначительных количествах.
Механические свойства стали 09г2с позволяют использовать ее для различных строительных конструкций, поскольку она обладает повышенной прочностью даже в деталях не очень большой толщины. Диапазон ее температурного использования значителен: -70 – +450°С, т.к. она обладает устойчивостью присущих ей качеств.
Ценность технологических свойств марки 09г2 связана с наличием:
Лист г/к из стали 09Г2С называют еще листом низколегированным. Применяется данный лист для конструкций сварных, клепанных или болтовых.
Также из стали 09Г2С изготовляют:
Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 19281-73, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 8239-89, ГОСТ 8240-97.
Лист толстый ГОСТ 19282-73, ГОСТ 5520-79, ГОСТ 5521-93, ГОСТ 19903-74.
Лист тонкий ГОСТ 17066-94, ГОСТ 19904-90.
Полоса ГОСТ 103-2006, ГОСТ 82-70.
Поковки и кованные заготовки ГОСТ 1133-71
Лист 09Г2С изготавливается толщиной от 4 до 160 мм по сортаменту ГОСТ 19903 и с техническими условиями по:
Лист 09Г2С ГОСТ 5520 производится по категориям 2-18 и 19-22. При этом листы:
Лист низколегированный по ГОСТ 19281 производится по классам прочности. Из марки стали 09Г2С листы изготовляют классов прочности 265, 295, 325 и 345.
Еще один важный факт, который относится к маркировке, это обозначение материала в разных отраслях. К примеру, в строительном деле сплав 09Г2С обозначается как С345. Довольно часто в таких случаях возникает множество вопросов у незнающих людей. Все дело в том, что для строителей маркировка с точки зрения легирования не важна. Они отмечают такие сплавы по их пределу текучести, который в данном случае равен 345.
Прокат из стали С345 изготовляют категорий 1, 2, 3 и 4 в зависимости от требований по испытаниям на ударный изгиб. Нормируемые показатели ударной вязкости для проката различных категорий, оговоренных в заказе, приведен в таблице
| Нормируемая характеристика | Категория | |||
| 1 | 2 | 3 | 4 | |
| Ударная вязкость при: | ||||
| -40°С | + | - | + | - |
| -70°С | - | + | - | + |
| Ударная вязкость после механического старения | - | - | + | + |
Свариваемость стали 09Г2С:
Сталь 09Г2С отличается устойчивостью к перегреву, образованию трещин. Ее можно сваривать как после подогрева, так и без предварительного подогрева и какой-либо термической обработки. Подобное стало возможным благодаря низкому содержанию углерода. Если же в сплаве будет больше углерода, то в шве образуются микроскопические поры. При работе с толстыми листами рекомендуется использовать многослойную сварку.
Сталь 09Г2С не перегревается и не закаливается в процессе сварки. Ее пластические свойства остаются на высоком уровне, а зернистость не увеличивается. Все эти характеристики делают такой сплав идеальным для использования в сварных конструкциях. Процесс сварки может осуществляться с предварительным подогревом (приблизительно до 100°-120°) и без него.
Именно эта марка позволяет создавать максимально тонкостенные элементы, что отлично подходит для ее применения в судостроении и строительной области. К тому же материал довольно прочный и долговечный, что обуславливает безопасность сооружения.
Листовой прокат из стали 09Г2С. Это позволяет создавать сложнейшие конструкции для газодобывающей, нефтяной и химической отрасли. В таких сферах стальные изделия из этой марки представлены в виде труб и трубопроводной арматуры.
Сталь можно подвергать разным видам механической обработки: токарная, дробеструйная и фрезерная обработка, поперечная резка, сверловка, правка. При этом металл не теряет своих положительных свойств. Выполнять механическую обработку можно практически на любом оборудовании.
Стоит не забывать, что этот механический показатель напрямую зависит от химического набора соответствующих компонентов, и присутствие в большем процентном содержании какого-либо элемента может сыграть ключевую роль при формировании показателей прочности при обработке этой стали.
Механические свойства стали 09Г2С
В зависимости от класса прочности, изменяется и такой показатель механических характеристик, как твёрдость. Зависимость этих двух показателей прямая: чем выше категория прочности материала, тем выше и значение твёрдости. Обычно твёрдость низколегированных сплавов измеряется по методу Бринелля, и показатель твёрдости обозначается в единицах НВW, но в зависимости от требований, предъявляемых к изделию, и месту контроля (основной материал или материал сварного шва), может изменяться и метод измерения твёрдости. В таком случае, твердость материала может быть выражена в единицах по шкале Роквелла, Виккерса и т.д.
Механические свойства проката из стали С345
Получить консультацию специалиста и узнать окончательную стоимость заказа можно по телефону 8-812-642-21-37 или e-mail: [email protected]
МЕТАЛЛООБРАБОТКА КОНТАКТЫ МЕТАЛЛОПРОКАТ
| Классификация: |
|
||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур. |
||||||||||||||||||||||||
| Одобрения: | TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). | ||||||||||||||||||||||||
| Вид покрытия: | Основное. | ||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме "вертикальной вниз". | ||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки. |
||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (250-300)˚С/1 ч. | ||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||
| Металлы: | Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3). |
||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование. |
Поставляем листовой металл марки стали 09Г2С.
Сталь применяется повсеместно, в основном используют для сварных конструкций. Свариваемость - хорошая, т.к. содержит незначительное количество углерода, < 0,25%.
Повышенные механические свойства и доступная стоимость, делают 09Г2С такой популярной, а так же сталь устойчива к низким температурам, что повышает сферу ее применения для изготовления продукции северного назначения.
Применяется во всех отраслях промышленности: мостостроении, судостроении, машиностроении, нефтяной и др.
Более подробную информацию Вы можете уточнить у специалистов отдела продаж по телефону: (351) 246-35-10, Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра..
марка стали 09Г2ДТ, 09Г2, 10Г2С, С345
Дополнительные условия к металлопрокату по требованию Покупателя в соответствии с ГОСТ, ТУ и др. НТД:
1. 100%-УЗК 0, 1, 2, 3 класса сплошности по ГОСТ 22727-88.
2. Обрезная кромка.
3. Плоскостность: высокая, особо высокая.
4. Термообработанный: контролируемая прокатка, нормализцаия, закалка с высоким отпуском, высокий отпуск.
5. Z-свойства по ГОСТ 28870-90, относительное сужение в направлении толщины проката, не менее 15%, 25%, 35%.
Товары группы:
| НАИМЕНОВАНИЕ | ЦЕНА | |||
ЛИСТ Г/К 09Г2С |
||||
| Лист г/к 09Г2С 2х1200х2300 ГОСТ 17066-94 | 49 000,00 | |||
| Лист г/к 09Г2С 3х1100х2400 ГОСТ 17066-94 | 49 000,00 | |||
| Лист г/к 09Г2С 4х1500х6000 ГОСТ 19281-14 | 49 000,00 | |||
| Лист г/к 09Г2С 5х1500х6000 ГОСТ 19281-14 | 49 000,00 | |||
| Лист г/к 09Г2С 6х1500х6000 ГОСТ 19281-14 | 49 000,00 | |||
| Лист г/к 09Г2С 8х2120х6500 ГОСТ 19281-14 | 38 500,00 | |||
| Лист г/к 09Г2С 10х2100х8000 ГОСТ 19281-14 | 38 500,00 | |||
| Лист г/к 09Г2С 12х2350х7400 ГОСТ 19281-14 | 38 500,00 | |||
| Лист г/к 09Г2С 14х2200х10800 ГОСТ 19281-14 | 38 500,00 | |||
| Лист г/к 09Г2С 16х1900х11200 ГОСТ 19281-14 | 38 500,00 | |||
| Лист г/к 09Г2С 20х2350х8500 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 25х1800х10500 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 27х2100х9900 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 30х2050х10500 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 32х2300х8550 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 36х2450х10500 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 40х2300х10000 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 45х2500х5500 ГОСТ 19281-14 | 38 300,00 | |||
| Лист г/к 09Г2С 50х2500х6800 ГОСТ 19281-14 | 38 300,00 | |||
Наличие, размеры листа, цену уточняйте в отделе продаж.
В наличии листы:
толщина 2мм-60мм
ширина 1500-2500 мм
длина 2500-12500 мм
Химический состав в % материала 09Г2С ГОСТ 19281-14:
| C | Si | Mn | Ni | S | P | Cr | Cu | V |
| <0.12 | 0.5-0.8 | 1.3 - 1.7 | <0.3 | <0.035 | <0.03 | <0.3 | <0.3 | <0.12 |
Механические свойства:
sв - Предел кратковременной прочности , [МПа]
sT - Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 - Относительное удлинение при разрыве , [ % ]
y - Относительное сужение , [ % ]
KCU - Ударная вязкость , [ кДж / м2]
HB - Твердость по Бринеллю , [МПа]
Физические свойства:
T - Температура, при которой получены данные свойства , [Град]
E - Модуль упругости первого рода , [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град]
l - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
r - Плотность материала , [кг/м3]
C - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)]
R - Удельное электросопротивление, [Ом·м]
Свариваемость:
без ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг.
09 - указывает на среднее содержание углерода в стали 0,09%
Г - марганец
2 - 2 обозначает, что сталь содержит менее 2% марганца
С - кремний
Доставка спецтранспортом листа 10ХСНД, 15ХСНД ГОСТ 6713-91 шириной 2,5 метра:
Лист 09Г2С ГОСТ 19281-14 2мм- 140мм:
Лист 09Г2С ГОСТ 19281-14 20мм, 30мм, 40мм, 50мм:
Лист 09Г2С ГОСТ 19281-14 2мм, 3мм, 4мм, 5мм:
| Наименование | Ед.изм | Цена с НДС 20%, руб | Характеристика |
|---|---|---|---|
| Лист г/к низголегированный 2х1250х2500 | т | по запросу | 09Г2С ГОСТ 19281-89 ГОСТ 19903-74 |
| Лист г/к низголегированный 3х1250х2500 | т | по запросу | 09Г2С ГОСТ 19281-89 ГОСТ 19903-74 |
| Лист г/к низголегированный 3х1250х2500 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 4х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 4х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 5х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 5х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 6х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 6х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 8х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 8х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 8х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 8х2000х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 10х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 10х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 10х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 10х2000х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 12х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 12х2000х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 12х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 14х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 14х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 14х1500х6000 | т | по запросу | 10ХСНД-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 14х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 14х2000х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 16х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 16х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 16х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 16х2000х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 18х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 18х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 20х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 20х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 20х1500х6000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 25х1500х5000 | т | по запросу | 10ХСНД-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 25х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
| Лист г/к низголегированный 25х1500х6000 | т | по запросу | 09Г2С-14 ГОСТ 19281-89 Ударная вязкость KCU при -60С |
| Лист г/к низголегированный 25х1500х6000 | т | по запросу | 09Г2С-15 ГОСТ 19281-89 Ударная вязкость KCU при -70С |
| Лист г/к низголегированный 30х1500х6000 | т | по запросу | 09Г2С-12 ГОСТ 19281-89 Ударная вязкость KCU при -40С |
Стальной низколегированный лист является ответственной разновидностью металлопроката. Для улучшения механических свойств этого изделия в плавящийся металл, предназначенный для его изготовления, добавляют легирующие компоненты. Основными легирующими компонентами являются ванадий, молибден, никель, хром. Листы низколегированные подразделяются на холоднокатаные и горячекатаные.
Компания «ДИЛМЕТ» готова обеспечить потребность оптовых и розничных покупателей в этом виде товара. Купить нужный вам товар вы можете непосредственно со склада компании, который находится в Москве. Оперативную доставку вашей покупки мы можем взять на себя.
Листовая сталь этого вида широко используется при производстве арматуры для трубопроводов. Востребована она и при изготовлении разнообразных резервуаров, фланцев, аппаратуры и прочих доборных элементов трубопровода.
Отличительной особенностью листов из стали 09Г2С ГОСТ 19281 89 является их высокая прочность. Благодаря этой характеристике 09Г2С ГОСТ 19281 89 применяют при возведении мостовых сооружений и объектов промышленности, а также в процессе строительства дорог.
Используется это изделие при производстве частей оборудования, для изготовления отдельных частей оборудования, деталей машин и механизмов.
Чтобы изготовить лист низколегированный потребуется листовая горячекатаная сталь. Процент содержащегося в ней углерода не должен превышать 2,14, поскольку в противном случае вместо стали можно получить чугун.
Стальная заготовка проходит этап подготовки и зачистки, после чего ее подвергают нагреву. Чтобы получить достаточно тонкую горячую пластину из стали, заготовку раскатывают, протягивая через специальные нагретые валки. Благодаря углероду и легирующим включениям, находящимся в заготовке, она обретает не только прочность и ковкость, но и дополнительную пластичность. Такой горячекатаный лист должен соответствовать ГОСТ 19903-74.
Для производства этого вида металлопродукции используют сталь, подразделяющуюся по степени точности на:
- повышенной точности;
- нормальной точности.
Материал первого типа имеет маркировку «А», а второго – «Б».
В зависимости от качества кромки листы подразделяются на те, чья кромка обрезана (маркировка «О») и изделия с необрезной кромкой («НО»).
Вид плоскостности – еще одна характеристика, которая отображается в маркировке готового изделия. Плоскостность бывает:
- нормальной – «ПН»;
- улучшенной – «ПУ»;
- высокой – «ПВ»;
- особо высокой – «ПО».
Отличаются готовые изделия и видом своей поверхности. На эту характеристику тоже следует обращать внимание. Поверхность может быть:
- шероховатой;
- матовой;
- глянцевой.
Когда будущий горячекатаный стальной лист нагревают, на его поверхности может образовываться окалина. Чтобы из-за окалины не возникало неровностей, она должна удаляться. Пути дальнейшего использования готовой продукции влияют и на степень обработки ее поверхности. Например, она может подвергаться шлифовке или обрабатываться специальным антикоррозийным покрытием.
Технология производства горячекатаной продукции позволяет выпускать не только прочную, но и очень тонкую продукцию. При этом изделия, созданные методом горячего проката, стоят дешевле, чем их холоднокатаные аналоги.
Готовая продукция выпускается в виде рулонов или отдельных листов. Толщина рулонного металлопроката составляет от 1,2 см до 1,2 мм, а листового – от 16 см до 0,4 мм. Стандартные параметры листа – 6 м в длину и от 1,5 до 1,25 м в ширину.
Для утепления готовые пластины могут покрываться органикой. Органзолиевое, пластизоливое или лакокрасочное покрытие наносят либо с одной стороны (маркировка цифрой I), либо с обоих сторон (маркировка цифрой II).
Независимо от того, планируете ли вы оптовую закупку или намерены приобрети низколегированные листы в розницу, компания «ДИЛМЕТ» может стать вам надежным партнером. Именно у нас вы можете сделать покупку по привлекательной цене.
Для наших постоянных партнеров и оптовых покупателей у нас разработана гибкая система скидок. Мы регулярно проводим акции, внедряем бонусную систему. Наши склады расположены в Москве, что позволяет покупателям быстро получить нужный им товар.
Характеристики материала сталь 20, фланцы сталь 20.
Самая распространенная марка стали для производства фланцев и фланцевых соединений, сталь конструкционная углеродистая качественная получил самое широкое распространение в производстве трубопроводной арматуры, водо, газо, нефте оборудовании. Фланцы из стали 20 применяются в котлостроении и других элементах тепло газо и нефтеснабжения, работающих при температурах до + 350 С. Ниже мы приводим основные физические, химические, технологические свойства стали 20, применяемой, как основной материал производства стальных фланцев из стали 20.
| Марка стали: | 20 |
| Заменитель стали: | 15, 25 |
| Классификация стали: | Сталь конструкционная углеродистая качественная |
| Применение стали: | трубы перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах до 350 град. |
Химический состав в % материала сталь 20
ГОСТ 1050 - 88
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.17-0.24 | 0.17-0.37 | 0.35-0.65 | до 0.25 | до 0.04 | до 0.04 | до 0.25 | до 0.25 | до 0.08 |
Температура критических точек материала сталь 20.
| Ac1 = 724 , Ac3(Acm) = 845 , Ar3(Arcm) = 815 , Ar1 = 682 |
Механические свойства (характеристики) при Т=20oС материала сталь 20.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Прокат горячекатан. | до 80 | 420 | 250 | 25 | 55 | Нормализация | ||
| Пруток | Прод. | 480 | 270 | 30 | 62 | 1450 | Отжиг 880 - 900oC, | |
| Пруток | Прод. | 510 | 320 | 30.7 | 67 | 1000 | Нормализация 880 - 920oC, |
| Твердость материала сталь 20 после отжига, | HB 10 -1 = 163 МПа |
| Твердость материала сталь 20 калиброванного нагартованного, | HB 10 -1 = 207 МПа |
| Твердость материала сталь 20 , Трубы горячедеформир. ГОСТ 550-75 | HB 10 -1 = 156 МПа |
Физические свойства (характеристики) материала сталь 20 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.13 | 52 | 7859 | |||
| 100 | 2.03 | 11.6 | 50.6 | 7834 | 486 | 219 |
| 200 | 1.99 | 12.6 | 48.6 | 7803 | 498 | 292 |
| 300 | 1.9 | 13.1 | 46.2 | 7770 | 514 | 381 |
| 400 | 1.82 | 13.6 | 42.8 | 7736 | 533 | 487 |
| 500 | 1.72 | 14.1 | 39.1 | 7699 | 555 | 601 |
| 600 | 1.6 | 14.6 | 35.8 | 7659 | 584 | 758 |
| 700 | 14.8 | 32 | 7617 | 636 | 925 | |
| 800 | 12.9 | 7624 | 703 | 1094 | ||
| 900 | 7600 | 703 | 1135 | |||
| 1000 | 695 | |||||
| Т | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
Технологические свойства (характеристики) материала сталь 20 .
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Литейно-технологические свойства материала сталь 20 .
| Температура плавления, °C: | 1.1 - 2.2 |
| Температура горячей обработки,°C: | 3.3 - 4.4 |
| Температура отжига, °C: | 5.5 - 66 |
Обозначения:
Механические свойства материала сталь 20:
sв - Предел кратковременной прочности , [МПа]
sT - Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 - Относительное удлинение при разрыве , [ % ]
y - Относительное сужение , [ % ]
KCU - Ударная вязкость , [ кДж / м2]
HB - Твердость по Бринеллю , [МПа]
Физические свойства материала сталь 20:
T - Температура, при которой получены данные свойства , [Град]
E - Модуль упругости первого рода , [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град]
l - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
r - Плотность материала , [кг/м3]
C - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)]
R - Удельное электросопротивление, [Ом·м]
Свариваемость материала сталь 20:
без ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг
Аналоги стали 20 в классификациях зарубежных сталей
| Россия (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) | Китай (GB) |
| 20 | 1.1151 | 1.0402 | 1020 | 20 |
При обозначении марок низколегированных сталей (ГОСТ 19281-89) после марки стали (через тире) пишется категория металлопроката (пример: 09Г2С-12 , 10ХСНД-15). Категория обозначает на какие нормируемые характеристики был испытан металлопрокат.
| Нормируемая характеристика | |||||||||||||||
| Ударная вязкость при +20 C | |||||||||||||||
| Ударная вязкость после механического старения |
| Ударная вязкость КСU при - 20 С |
| Ударная вязкость КСV при 0 С |
Марка 09г2с - сталь конструкционная, низколегированная, углеродистая. Количество присадок в ней не превышает 2,5%, а цифровые и буквенные символы в названии обозначают их процентное содержание в металле. Расшифровка маркировки по ГОСТ 5058-65 означает, что содержание углерода в стали - 0,09%, буква «Г» в сочетании с цифрой «2» говорит о добавке 2% марганца, а «С» - однопроцентная добавка кремния. Аналоги этой стали - 09г2, 09г2дт, 09г2т,10г2с, а также 19Мn-6 также легко расшифровываются по ГОСТ. Главное достоинство этой марки - ее хорошая свариваемость, которая осуществляется и при подогреве и термической обработке, и без подогрева.
Основные характеристики стали 09г2с
Химический состав определен ГОСТом 19281-89 и некоторыми другими. Предполагается, что в данной марке могут присутствовать иные легирующие элементы, кроме отмеченных в ее названии: магний (до 1,7%), никель (до 0,008%), кремний (до 0,85%) и ряд других. Сера и фосфор, негативно влияющие на вязкость стали, используются в марке в незначительных количествах.
Механические свойства стали 09г2с позволяют использовать ее для различных строительных конструкций, поскольку она обладает повышенной прочностью даже в деталях не очень большой толщины. Диапазон ее температурного использования значителен: -70 - +450°С, т.к. она обладает устойчивостью присущих ей качеств.
Ценность технологических свойств марки 09г2 связана с наличием:
По ГОСТУ19281-89 к марке, равно как и к другим низколегированным сталям, добавляется категория металлопроката. Например, 09г2с -12 будет обозначать, что стальной лист из 09г2с испытывался на ударную вязкость при температуре -40°С.
Лист г/к из стали 09Г2С называют еще листом низколегированным. Применяется данный лист для конструкций сварных, клепанных или болтовых.
Лист 09Г2С изготавливается толщиной от 4 до 160 мм по сортаменту ГОСТ 19903 и с техническими условиями по:
Лист низколегированный по ГОСТ 19281 производится по классам прочности. Из марки стали 09Г2С листы изготовляют классов прочности 265, 295, 325 и 345.
Описание стали 09Г2С: Чаще всего прокат из данной марки стали используется для разнообразных строительных конструкций благодаря высокой механической прочности, что позволяет использовать более тонкие элементы чем при использовании других сталей. Устойчивость свойств в широком температурном диапазоне позволяет применять детали из этой марки в диапазоне температур от -70 до +450 С. Также легкая свариваемость позволяет изготавливать из листового проката этой марки сложные конструкции для химической, нефтяной, строительной, судостроительной и других отраслей. Применяя закалку и отпуск изготавливают качественную трубопроводную арматуру. Высокая механическая устойчивость к низким температурам также позволяет с успехом применять трубы из 09Г2С на севере страны.
Также марка широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 С. Так как углерода в стали мало, то сварка ее довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. К плюсам применения этой стали можно отнести также, что она не склонна к отпускной хрупкости и ее вязкость не снижается после отпуска. Вышеприведенными свойствами объясняется удобство использования 09Г2С от других сталей с большим содержанием углерода или присадок, которые хуже варятся и меняют свойства после термообработки. Для сварки 09Г2С можно применять любые электроды, предназначенные для низколегированных и малоуглеродистых сталей, например Э42А и Э50А. Если свариваются листы толщиной до 40 мм, то сварка производится без разделки кромок. При использовании многослойной сварки применяют каскадную сварку с током силой 40-50 Ампер на 1 мм электрода, чтобы предотвратить перегрев места сварки. После сварки рекомендуется прогреть изделие до 650 С, далее продержать при этой же температуре 1 час на каждые 25 мм толщины проката, после чего изделие охлаждают на воздухе или в горячей воде - благодаря этому в сваренном изделии повышается твердость шва и устраняются зоны напряженности.
Свойства стали 09Г2С: с таль 09Г2 после обработки на двухфазную структуру имеет повышенный предел выносливости; одновременно примерно в 3—3,5 раза увеличивается число циклов до разрушения в области малоцикловой усталости.
Упрочнение ДФМС(дфухфазные ферритно-мартенситные стали) создают участки мартенсита: каждый 1 % мартенситной составляющей в структуре повышает временное сопротивление разрыву примерно на 10 МПа независимо от прочности и геометрии мартенситной фазы. Разобщенность мелких участков мартенсита и высокая пластичность феррита значительно облегчают начальную пластическую деформацию. Характерный признак ферритно-мартенситных сталей — отсутствие на диаграмме растяжения плошадки текучести. При одинаковом значении общего (δ общ) и равномерного (δ р) удлинения ДФМС обладают большей прочностью и более низким отношением σ 0,2 /σ в (0,4—0,6), чем обычные низколегированные стали. При этом сопротивление малым пластическим деформациям (σ 0,2) у ДФМС ниже, чем у сталей с ферритно-перлитной структурой.
При всех уровнях прочности все показатели технологической пластичности ДФМС (σ 0,2 /σ в, δ р, δ общ, вытяжка по Эриксену, прогиб, высота стаканчика и т. д.), кроме раздачи отверстия, превосходят аналогичные показатели обычных сталей.
Повышенная технологическая пластичность ДФМС позволяет применять их для листовой штамповки деталей достаточно сложной конфигурации, что является преимуществом этих сталей перед другими высокопрочными сталями.
Сопротивление коррозии ДФМС находится на уровне сопротивления коррозии сталей для глубокой вытяжки.
ДФМС удовлетворительно свариваются методом точечной сварки. Предел выносливости при знакопеременном изгибе составляет для сварного шва и основного металла (σ в = 550 МПа) соответственно 317 и 350 МПа, т. е. 50 и 60 % о в основного металла.
В случае применения ДФМС для деталей массивных сечений, когда необходимо обеспечить достаточную прокаливаемость, целесообразно использовать составы с повышенным содержанием марганца или с добавками хрома, бора и т. д.
Экономическая эффективность применения ДФМС, которые дороже низкоуглеродистых сталей, определяется экономией массы деталей (на 20—25%). Применение ДФМС в некоторых случаях позволяет исключить упрочняющую термическую обработку деталей, например высокопрочных крепежный изделий, получаемых методом холодной высадки.
Данный сплав относится к классу конструкционных низколегированных сталей. Она используется для изготовления различных металлических деталей и элементов для сварных металлоконструкций, работающих под давлением и при различных температурах.
Этот вид стали относится к кремнемарганцовистым. Выполняется по ГОСТ 27772-88. Соответствует требованиям для строительных конструкций С345.
Сталь является низколегированной, поскольку общее количество добавок колеблется в пределах 2,5%. Помимо основных элементов состав марки 09Г2С дополняют несколько второстепенных.
Сталь 09Г2С не перегревается и не закаливается в процессе сварки. Ее пластические свойства остаются на высоком уровне, а зернистость не увеличивается. Все эти характеристики делают такой сплав идеальным для использования в сварных конструкциях. Процесс сварки может осуществляться с предварительным подогревом (приблизительно до 100°-120°) и без него.
Именно эта марка позволяет создавать максимально тонкостенные элементы, что отлично подходит для ее применения в судостроении и строительной области. К тому же материал довольно прочный и долговечный, что обуславливает безопасность сооружения.
Легко гнется. Это позволяет создавать сложнейшие конструкции для газодобывающей, нефтяной и химической отрасли. В таких сферах стальные изделия из этой марки представлены в виде труб и трубопроводной арматуры.
Удельный вес этого сплава составляет 7,85 г/см3. Свариваемость этой стали не ограничена.
У материала отсутствуют флокеночувствительность и склонность к отпускной хрупкости.
Обрабатываемость резанием доступна в нормализованном отпущенном состоянии δB=520 МПа, Кυ б.ст=1,0 К υ тв. спл=1,6
Лист стальной горячекатаный по ГОСТ 19903-74 .
Лист стальной представляет из себя плоскую металлическую заготовку для последующей обработки и использования, Сферы использования листов не ограничиваются специализированными направлениями, такими как автомобилестроение, кораблестроение, химическая промышленность и др. Стальные листы применяются повсеместно и в быту.
Лист стальной горячекатаный низколегированный сталь 09г2с категория 12 14 15 узк ударная вязкость kcu kcv
Теги: лист, стальной, листовой, прокат, горячекатаный, сталь, 3, 20, 09г2с, 45, 40Х, 30хгса, 12х1мф, 10хснд, 17г1с, гост, 19903, 74, толстый, плита, резка, в, размер, конструкицонный, низколегированный, категория, 15, 14, марка, нержавейка, нрежавеющий, 12х18н10т, 10х17н13м2т сталь листовая горячекатаная горячекатанная листы стальные прокат толстолистовой тонколистовой толстый тонкий нормальная плоскостность нормальной плоскостности с необрезной кромкой необрезная кромка прокат рулон карты сетка труба стальные стальную нержавеющий оцинкованный цинк нержавейка из нержавеющей стали 12х18н10т 20х13 40х13 10х17н13м2т 06хн28мдт 20х23н18 жаропрочная жаропрочка кислотостойкая кислостойкая углеродистая низкоуглеродистая низколегированная низколегированный конструкционная пружинная конструкционный высоколегированная высоколегированный углеродистый жаропрочный кислотостойкий сплав молибден молибденка молибденовая корроизоно стойкая коррозия 3сп5 3сп 3пс пс5 09г2с-12 09г2с-14 09г2с-15 09гсф 13хфа 10хснд 15хснд 10г2фбю 65г 60с2а 30хгса 30хма 12х1мф котельная 20к шх15 хвг 9хс 5хнм у8 у8а у10 у10а с345 с255 гост 19281-89 алюминиевый амг2м амг амг3 амг3м амг2 мягкий нагартованный нагартованый д16 д16т д16ат плита алюминиевая латунная бронзовая латунный бронзовый прокат плоского сечения медный медь алюминий м1 м1м м2 м2м ад1н ад1м а5м амцм амг6 амг6м 1561 в95 л80 л63 л-63 л-80 АТП ГОСТ 17232-99 авиатехприемка УЗК ТУ 1-804-473-2009 ГОСТ 495-75 ГОСТ 931-90 мягкая рифленый рифленный квинтет диамант диаманд амг2нр свинец свинцовый
Толстый стальной лист для морских сооружений и труб большого диаметра производят на реверсивных станах методом горячей деформации полуфабрикатов, т.е. слябов. В процессе производства сталь подвергается ряду технологических операций, в том числе подогреву в печи, очистке от окалины, прокатке в черновых и чистовых станах, ускоренному охлаждению, продольной резке, обрезке кромок, контролю качества, маркировке и др.
Листовая сталь, используемая в производстве труб большого диаметра или стальных конструкций для морских и энергетических объектов, доступна как в горячекатаном, так и в специально обработанном (контролируемая прокатка, термомеханически регулируемая прокатка, нормализованная прокатка) или термообработанном (отжиг, нормализация, закалка и отпуск).
применяется для производства прямошовных труб большого диаметра (одно- или двухшовных).Ключевые требования к этому виду стали — свариваемость, высокая прочность и ударная вязкость (в том числе при отрицательных температурах), коррозионная стойкость, гарантированная прочность благодаря толщине листа (Z-испытание) и другие. Чем больше диаметр одношовных труб, тем важнее обеспечение проката шириной до 4800 мм. В дальнейшем предполагается более широкое применение марок Х80-Х100, чем марок Х60-Х70, для строительства трубопроводов высокого давления. По мере увеличения агрессивности некоторых веществ при транспортировке растет спрос на стальные трубы с гарантированной стойкостью к сероводородным средам.
Сталь для производства труб выпускается в соответствии с требованиями международных и национальных стандартов (EN 10208, API 5L, ТУ 14-1-1921-76, ТУ 14-1-1950-2004, ТУ 14-1-3636 -96, ТУ 14-1-4083-86, ТУ 14-1-5339-96, ТУ 14-1-5540-2006, ТУ 14-1-5515-2005 и др.), а также справочные документы металлургических предприятий и спецификации производителей труб большого диаметра.
| Популярные размеры: Толщина, мм Ширина, мм Длина, мм |
5-65 1500-4800 отдо 15000 |
| Масса, т | до 32 |
| Популярные марки стали | БМ/Л245М; Х42/Л290; Х46/Л320; Х52/Л360; Х56/Л390; Х60/Л415; Х65/Л450; Х70/Л485; X80/L555, X90, X100, X120 (API 5L) и аналогичные марки; 13Г1С-У, 17ГС, 10Г2ФБЮ, 09Г2ФБ, 07ГБФ и др. |
| Условия поставки | прокат стандартный или нормализованный, термомеханически прокатанный, закаленный и отпущенный |
Толстолистовая сталь, используемая при производстве морских платформ и конструкций, должна обладать высокой прочностью, низкотемпературной вязкостью, коррозионной стойкостью и свариваемостью (низкий углеродный эквивалент).Использование конструкций в арктических условиях требует гарантированных значений энергии удара при температурах до -60°С. Для обеспечения надежности конструкции в среде с высокой концентрацией сероводорода (например, в нижних частях океана) требуется гарантированная стойкость рулонного материала к окружающей среде h3S. Дополнительные услуги по дробеструйной очистке и грунтовке также необходимы для защиты поверхности стального проката от ржавчины до дальнейшей обработки.
Для нужд морских сооружений требуются толстые стальные листы с широким диапазоном размеров: толщиной от 6 мм до 300 мм, шириной от 1500 до 4800 мм и длиной до 20 м.Вес стального листа может составлять до 40 т. Поставляемый прокат производится в соответствии с международными и национальными справочными документами, такими как европейский стандарт 10225 и американский стандарт API Specification 2H, API Specification 2Y. Для некоторых применений в этом сегменте необходима конструкционная сталь для производства морских конструкций, соответствующих требованиям EN 10025/ДСТУ EN 10025, судовая сталь, произведенная в соответствии с требованиями морских судовых регистров RINA, LR, GL, DNV, ДНВ-ГЛ, БВ, АБС, РРСР, РСУ, НКК, ИРС и др., а также стали для нефтегазовой отрасли, соответствующие требованиям EN 10208, NORSOK и др.
| Популярные размеры: Толщина, мм Ширина, мм Длина, мм |
6-300 1500-4800 от до 20 000 |
| Масса, т | с по 40 |
| Популярные марки стали | С355Г2 + Н, С355Г5 + М, С355Г3 + Н, С355Г6 + М, С355Г7 + Н, С355Г8 + Н, С355Г9 + Н, С355Г10 + Н, С355Г7 + М, С355Г8 + М, С355Г9 + М, С355Г2010 + М1 + М , S420G2 + M, S460G1 + M, S460G2 + M, S420G1 + Q, S420G2 + Q, S460G1 + Q, S460G2 + Q, S235JR, S235J0, S235J2, S275JR, S275J0, S275J2, S355J0R, S355JR, 5M3J0R, 50S35, S35 . |
| Условия поставки | горячекатаный, нормализованный или нормализованный, термомеханически прокатанный, закаленный и отпущенный |
Прокат стальной для ветропарков должен обладать следующими свойствами: свариваемость, прочность, формуемость, стойкость к коррозии и трещинам (в том числе при минусовых температурах).С целью сведения к минимуму количества сварочных операций при производстве ветробашен используются широкие и длинные листы. Из-за затрат на использование автоматических линий для резки, сверления и сварки заказчики предъявляют высокие требования к точности размеров листов и их плоскостности. Дополнительные услуги по дробеструйной очистке и грунтовке также необходимы для защиты поверхности стального проката от ржавчины до дальнейшей обработки.
Элементы ветроустановок изготавливаются из конструкционной стали, изготовленной в соответствии с международными и национальными стандартами (EN 10025, EN 10149, ДСТУ EN 10025, ГОСТ 19281 и др.) и регламентами производителей ветропарков.
| Популярные размеры: Толщина, мм Ширина, мм Длина, мм |
6-150 3000-3800 отдо 15000 |
| Масса, т | с по 30 |
| Популярные марки стали | S235JR, S235J0, S235J2, S275JR, S275J0, S275J2, S355JR, S355J0, S355J2, S355N, S355M, S355ML, S420M, S420ML, S460M, S460ML, S4601, SQ500, SQL550, SQ500, SQL5501, SQ5005601501, S620Q, S620QL, S620QL1 , S690Q, S690QL, S690QL1 Ст3пс, Ст3сп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, 15пс, 15сп, 20, 25, 30, 35, 40, 45, 09Г2, 09Г2С |
| Условия поставки | горячекатаный, нормализованный или нормализованный, термомеханически прокатанный, закаленный и отпущенный |
Метинвест из низколегированной и легированной толстолистовой стали для труб большого диаметра, морских сооружений и энергетического оборудования характеризуется высокой прочностью и ударной вязкостью (в том числе при отрицательных температурах), коррозионной стойкостью и хорошей свариваемостью.Мы поставляем горячекатаную или термообработанную продукцию после испытаний и обширных операций. Сталь для производства труб можно приобрести через глобальную сеть из 38 торговых представительств в Европе, Азии, Африке и Америке, а также 16 сервисных центров в Украине и у официальных дилеров.
.Сталь 09Г2С ГОСТ 19281-89 часто применяется для всех типов строительных конструкций благодаря хорошей механической прочности. Этот факт позволяет использовать элементы с меньшей толщиной, чем в случае использования других сталей. Свойства этого материала сохраняются в широком диапазоне температур, благодаря чему детали из стали 09Г2С могут эксплуатироваться в диапазоне от -70°С до +450°С.Благодаря легкой свариваемости материала из листового металла можно изготавливать сложные листы для нефтяной, химической, судостроительной, строительной и других отраслей промышленности. Для закалки и отпуска качественную трубную арматуру изготавливают из стали 09Г2С. Высокая механическая стойкость к низким температурам позволяет успешно использовать стальные трубы в северных районах страны.
Химический состав стали 09Г2С можно прочитать следующим образом : Обозначение стали указывает на то, что в металле присутствует углерод в количестве 0,09 процента - это связано с цифрой 09, стоящей перед буквами.Затем появляется буква «Г», что означает наличие марганца, а следующая цифра «2» означает процент марганца, равный 2 процентам. Затем идет буква «С», что означает кремний, но после нее не ставится цифра, то есть кремний в стали присутствует в количестве менее 1 процента. Поскольку общее количество добавок не превышает 2,5 процента, можно сказать, что сталь 09Г2С является низколегированной.
Основные характеристики и область применения низколегированной сталиЭта марка активно используется в сварных конструкциях.Сварку можно производить с нагревом или без нагрева до температуры около 100°С. Так как в составе присутствует некоторое количество углерода, сварка происходит достаточно просто, а металл не перегревается и не затвердевает, благодаря чему пластические свойства стали не снижаются, а размер ее зерна увеличивается. К преимуществам 09Г2С относятся хрупкость и вязкость, не уменьшающаяся после закалки. Вышеуказанные свойства объясняют простоту использования стали в отличие от других марок, содержащих много углерода или добавок, плохо свариваются и меняют свои свойства после термической обработки.
Для сварки 09Г2С можно использовать любые электроды, подходящие для низкоуглеродистых и низколегированных сталей, например Э50А и Э42А. Если свариваются листы толщиной до сорока миллиметров, то это следует делать без разделки кромок. Для многослойной сварки используют каскадный тип, где сила тока составляет около 50 ампер на миллиметр электрода, что позволяет избежать перегрева в месте сварки.
Плотность сталиПосле переработки материала в двухфазную структуру он получает более высокий предел прочности. При этом количество циклов увеличивается примерно в 3 раза до окончательного разрушения в зоне малоцикловой усталости. Повышенная технологическая пластичность стали позволяет использовать ее для штамповки листового металла конструкции сложной конфигурации, что является наибольшим преимуществом. Аналогом стали 09Г2С являются такие марки как:
Коррозионная стойкость этой стали находится на достойном уровне.Если использовать материал 09Г2С для массивных сечений, он должен обеспечивать хорошую прокаливаемость, для этого целесообразно использовать составы с повышенным содержанием марганца или с добавками бора, хрома и прочего.
Высокопрочные марки стали
Сталь марки является одним из важнейших материалов, используемых практически во всех отраслях промышленности. Для высокопрочных сталей (в зависимости от области применения) предъявляются разные требования.Марки стали различаются по структуре, химическому составу и своим свойствам (физико-механическим). Сталью
называют деформируемый сплав железа с углеводами (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочным креплениям предъявляются особые требования. Поэтому, чтобы получить сталь, идеально соответствующую всем свойствам, добавляют специальные примеси – легирующие элементы. Это хром, вольфрам, ванадий, титан, марганец или кремний.
сталь 20
Структурированная углеродистая сталь
трубы пароперегревателей, коллекторы и трубопроводы котлов высокого давления, листы для штампованных элементов, цементируемые детали для длительной и сверхдлительной эксплуатации при температурах от -40 до 350 градусов.
МАРКА СТАЛИ 3
Углеродистая сталь нормального качества.
Этот тип стали наиболее востребован в строительстве. Причиной такой популярности является простота изготовления, долговечность и привлекательная цена.Еще одним преимуществом этого сплава является то, что из него можно изготавливать изделия, выдерживающие высокие нагрузки и обладающие хорошей ударной вязкостью. Сталь
3 выпускается по ГОСТ 380-94, по нему сталь маркируется буквами «Ст» с порядковым номером от 0 до 6. Чем выше цифра, тем большее количество углерода содержится в стали . Это означает лучшую прочность, но в то же время худшие пластические свойства. Сталь 3 хорошо сваривается, не чувствительна к мерцанию, не склонна к хрупкости.Сталь 3 содержит: углерода - 0,14-0,22 %, кремния - 0,05-0,17 %, марганца - 0,4-0,65 %, никеля, меди, хрома - не более 0,3 %, мышьяка - не более 0,08 %, серы и фосфора - до до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше приведенных значений.
Основа стали феррит. Его особенности не позволяют использовать его в чистом виде. Для повышения показателя ферритной прочности сталь насыщают углеродом, хромом, никелем, кремнием, добавляют марганец (сплав) и проводят дополнительную термическую закалку.Сталь
3 выдерживает широкий диапазон температур при различных нагрузках. Хорошо сваривается, холодно и горячештамповано, капот обработан. Используется без термической обработки.
Свариваемость стали
Без ограничений - сварка происходит без нагрева и без последующей термической обработки. В стали, связанной с товаром, содержание углерода составляет менее 0,25%. Свариваются без образования упрочняющих структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура самого холодного пятидневного региона) минус 30.
Максимальная температура применения - плюс 300.
СТАЛЬНЫЕ БРЕНДЫ 35
Высококачественная среднеуглеродистая сталь.
Этот тип стали используется для деталей, требующих высокой ударной вязкости и ударопрочности. Качественные углеродистые стали марки 35 изготавливаются по ГОСТ 1050-88 и маркируются двойными цифрами, которые обозначают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35%). Обладает высокой прочностью (σв=640...730 МПа, σ0,2=380...430 МПа) и относительно низкой пластичностью (δ=9...14%, ψ=40...50%). Кроме того, этот вид стали не подвержен средним напряжениям, обладает деформационной и износостойкой стойкостью, не склонен к растрескиванию и коррозии. Поэтому именно сталь 35 используется для изготовления прочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия Сталь
Сталь 35 сваривается в ограниченном объеме. Способы сварки РДС, под флюсом и в газовой защите АМС, ЭШС.Мы рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали
Конструкционная сталь 35 приваривается ограниченно. С увеличением содержания углерода в стали околошовная зона и шов упрочняются, повышается твердость, сварные соединения становятся более хрупкими и склонными к растрескиванию.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они не очень склонны к растрескиванию, а при правильных условиях сварки получается качественный шов.Для повышения качества сварки часто применяют подогрев.
Температура применения
СТАЛЬ МАРКА 35Х
Легированная сталь, хром
Стальные соединители 35Х обладают высокой конструкционной прочностью и гарантируют надежную конструкцию. Также сталь 35Х хорошо сопротивляется ударным нагрузкам, имеет большой запас вязкости и высокую усталостную прочность. Также сталь 35Х обладает высокой стойкостью к износу, коррозии, трещинам и другим дефектам.
Основным преимуществом крепежа из легированной конструкционной стали 35Х перед углеродистой сталью является более высокая прочность за счет ферритной закалки и более высокая прокаливаемость, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышается за счет термической обработки.
Свариваемость стали
Ограниченная свариваемость.
Температура применения
Минимальная температура применения (температура самого холодного пятидневного региона) минус 40.
Максимальная температура применения - плюс 425.
СТАЛЬНЫЕ МАРКИ 40X
Конструкционная легированная сталь.
Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно сваривается. Поэтому для получения качественного сварного соединения необходимы дополнительные операции. При сварке необходим нагрев до 200-300 градусов с последующей термической обработкой отжигом.
Благодаря добавлению хрома, застежки из ст.40X обладают твердостью, прочностью, термостойкостью и коррозионной стойкостью. Сталь 40X Рассчитаны на большие нагрузки. Механические свойства стали 40х: кратковременная прочность - 570 - 940 МПа, предел пропорциональности - 320 - 800 МПа, удлинение - 13 - 17 %, относительное обжатие - 35 - 55 %, ударная вязкость - 400 - 850 кДж/кв.м. .
Преимущества стали этой марки: стойкость к высоким и низким температурам и их быстрым изменениям, их можно использовать на открытом воздухе и даже в агрессивных, влажных средах.Еще одним неоспоримым преимуществом крепежа из этого вида стали является отсутствие необходимости обработки и очистки поверхности.
Свариваемость стали
Ограниченная свариваемость. Рекомендуется подогрев и последующая термическая обработка.
Температура применения
Минимальная температура применения (температура самого холодного пятидневного региона) минус 40.
Максимальная температура применения - плюс 425.
СТАЛЬНЫЕ БРЕНДЫ 45
Марка стали 45 обладает высокой прочностью и долговечностью.Сталь 45 применяется в производстве деталей механизмов, работающих при высоких нагрузках и требующих сопротивления (удар, трение). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов Цельсия.
При использовании арт. 45 обратите внимание, что:
. прочность снижается при нагреве до 200°С;
. сталь плохо поддается сварке и имеет низкую чувствительность к прогару.
Марка стали 45 - средний уголь; Идеально подходит для производства деталей, требующих высокой поверхностной прочности или твердости, а также деталей со средними нагрузками и отсутствием истирания в процессе работы.
Свариваемость стали
Высокоуглеродистая сталь марки 45 рекомендуем соединение контактной сваркой. Стали с пониженной свариваемостью имеют содержание углерода от 0,36 до 0,45 % и склонны к растрескиванию. Сварка требует обязательного подогрева. При сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура самого холодного пятидневного региона) минус 40.
Максимальная температура применения - плюс 425.
Сталь конструкционная низколегированная.
Использование по назначению 09Г2С указывает, что в стали присутствует 0,09 % углерода, буква «Г» обозначает марганец, а цифра 2 — процентное содержание до 2 % марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Основным преимуществом этой стали является ее высокая механическая прочность, что позволяет использовать более тонкие детали по сравнению с деталями из других сталей. Значит детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще одним преимуществом этой стали является низкая склонность к закалке.
Свариваемость стали
Сталь марки 09Г2С широко применяется для сварных конструкций. Сварку можно производить как без подогрева, так и с подогревом до 100-120 градусов Цельсия.Сварка достаточно проста, и сталь в процессе сварки не затвердевает и не перегревается, поэтому не происходит снижения пластических свойств или увеличения размера зерна. При температуре воздуха минус 15°С и ниже применяют местный предварительный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура самого холодного пятидневного региона) минус 70.
Максимальная температура применения - плюс 450.
Описание стали 09Г2С: Чаще всего прокат из этой марки стали применяют в различных строительных конструкциях благодаря высокой механической прочности, что позволяет использовать более тонкие элементы, чем при использовании других сталей.Стабильность свойств в широком диапазоне температур позволяет использовать детали этой марки в диапазоне температур от -70 до +450 С. Также легкая свариваемость позволяет изготавливать из листов этой марки сложные конструкции для химической, нефтяной, строительство, судостроение и другие отрасли промышленности. С помощью закалки и отпуска производится качественная трубная арматура. Высокая механическая стойкость к низким температурам также позволяет успешно использовать трубы от 09-2С на севере страны.
Маркатакже широко используется в сварных конструкциях. Сварку можно вести как без подогрева, так и с подогревом до 100-120 С. Так как в стали мало углерода, сварка достаточно проста, а сталь при сварке не твердеет и не перегревается, поэтому снижения пластических свойств не происходит. или увеличение его зернистости. К преимуществам использования этой стали также можно отнести то, что она не склонна к хрупкости после закалки, а ее вязкость после закалки не снижается.Вышеуказанные свойства объясняют простоту использования 09Г2С из других высокоуглеродистых сталей или добавок, которые хуже варятся и меняют свойства после термической обработки. Для сварки 09Г2С можно использовать любые электроды, предназначенные для низколегированных и малоуглеродистых сталей, например Э42А и Э50А. Если свариваются листы толщиной до 40 мм, сварка происходит без разделки кромок. При многослойной сварке применяют каскадную сварку током 40-50 ампер на 1 мм электрода для предотвращения перегрева места сварки.После сварки рекомендуется нагреть изделие до 650°С, а затем выдержать при этой температуре в течение 1 часа на каждые 25 мм толщины проката, после чего изделие охлаждают на воздухе или в горячей воде - за счет этого повышается твердость сварного шва и устраняются зоны напряжений.
Свойства стали 09Г2С: s таль 09Г2 имеет повышенный предел прочности после переработки в двухфазную структуру; при этом количество циклов разрушения в области малоцикловой усталости увеличивается примерно в 3-3,5 раза.
Закалка с ДФМС (двухфазные ферритно-мартенситные стали) создает мартенситные сечения: каждый 1% мартенситной составляющей в структуре повышает предел прочности примерно на 10 МПа независимо от прочности и геометрии мартенситной фазы. Фрагментация мелких мартенситных участков и высокая пластичность феррита значительно облегчают начальную пластическую деформацию. Характерной особенностью феррито-мартенситных сталей является отсутствие на диаграмме растяжения площадки пластичности.При том же суммарном значении ( δ всего ) и равномерное ( δ p) Расширения DFMS имеют более высокую прочность и более низкий коэффициент σ 0,2 / σ дюйма (0,4–0,6), чем обычные низколегированные стали. При этом сопротивление малым пластическим деформациям ( σ 0,2) в ДФМС ниже, чем в сталях с ферритно-перлитной структурой.
Все показатели технологической пластичности DFMS ( σ 0,2 / σ дюйма, δ Р, δ Всего , колпак Эриксена, прогиб, высота чашки и т. д.), в дополнение к рисунку отверстий, превосходят таковые из обычных сталей.
Повышенная технологическая пластичность ВСД позволяет использовать их для штамповки листов деталей достаточно сложной конфигурации, что является преимуществом этих сталей перед другими высокопрочными сталями.
Коррозионная стойкость DFMS находится на уровне коррозионной стойкости стали глубокой вытяжки.
Метод DFMS удовлетворительно подходит для точечной сварки. Предел прочности на переменный изгиб распространяется на сварной шов и основной металл ( σ с = 550 МПа) 317 и 350 МПа соответственно, т.е.50 и 60% o в основном металле.
При использовании ВФМС для массивных деталей сечений и необходимости обеспечения достаточной прокаливаемости рекомендуется использовать составы с повышенным содержанием марганца или с добавками хрома, бора и др.
Экономическая эффективность применения ВСМ, которые дороже низкоуглеродистых сталей, определяется экономией веса деталей (на 20-25%). Применение ВФМС в ряде случаев исключает упрочнение термической обработкой деталей, например, высокопрочных крепежных изделий, получаемых методом холодной укладки.
Описание стали 09Г2С: Прокат из этой марки стали чаще всего применяется в различных строительных конструкциях благодаря высокой механической прочности, что позволяет использовать более тонкие элементы, чем другие стали. Стабильность свойств в широком диапазоне температур позволяет использовать детали этой марки в диапазоне температур от -70 до +450 С. Также легкая свариваемость позволяет изготавливать сложные конструкции для химической, нефтяной, строительной, судостроительной и др. промышленности из листов этой марки.С помощью закалки и отпуска производится качественная трубная арматура. Высокая механическая стойкость к низким температурам также позволяет успешно использовать трубы от 09-2С на севере страны.
Маркатакже широко используется в сварных конструкциях. Сварку можно вести как без подогрева, так и с подогревом до 100-120 С. Так как в стали мало углерода, сварка достаточно проста, а сталь при сварке не твердеет и не перегревается, поэтому снижения пластических свойств не происходит. или увеличение его зернистости.К преимуществам использования этой стали также можно отнести то, что она не склонна к хрупкости после закалки, а ее вязкость после закалки не снижается. Вышеуказанные свойства объясняют простоту использования 09Г2С из других высокоуглеродистых сталей или добавок, которые хуже варятся и меняют свойства после термической обработки. Для сварки 09Г2С можно использовать любые электроды, предназначенные для низколегированных и малоуглеродистых сталей, например Э42А и Э50А. Если свариваются листы толщиной до 40 мм, сварка происходит без разделки кромок.При многослойной сварке применяют каскадную сварку током 40-50 ампер на 1 мм электрода для предотвращения перегрева места сварки. После сварки рекомендуется нагреть изделие до 650°С, а затем выдержать при этой температуре в течение 1 часа на каждые 25 мм толщины проката, после чего изделие охлаждают на воздухе или в горячей воде - за счет этого повышается твердость сварного шва и устраняются зоны напряжений.
Свойства стали 09Г2С: сталь 09Г2 после обработки с двухфазной структурой имеет повышенный предел прочности; при этом количество циклов разрушения в области малоцикловой усталости увеличивается примерно в 3-3,5 раза.
Закалка с ДФМС (двухфазные ферритно-мартенситные стали) создает мартенситные сечения: каждый 1% мартенситной составляющей в структуре повышает предел прочности примерно на 10 МПа независимо от прочности и геометрии мартенситной фазы. Фрагментация мелких мартенситных участков и высокая пластичность феррита значительно облегчают начальную пластическую деформацию. Характерной особенностью феррито-мартенситных сталей является отсутствие на диаграмме растяжения площадки пластичности.При одинаковом значении общего удлинения (δобщ) и равномерного удлинения (δр) СТМС имеет более высокую прочность и более низкое отношение σ0,2/σv (0,4-0,6), чем обычные низколегированные стали. При этом сопротивление малой пластической деформации (σ0,2) у ВФМС ниже, чем у стали с феррито-перлитной структурой.
При всех уровнях прочности учитываются все показатели технологической пластичности DFMS (σ0,2/σв, δр, δобщ, вытяжка по Эриксену, прогиб, высота стакана и др.), за исключением расположения отверстия, превышают аналогичные параметры обычных сталей.
Повышенная технологическая пластичность ВСД позволяет использовать их для штамповки листов деталей достаточно сложной конфигурации, что является преимуществом этих сталей перед другими высокопрочными сталями.
Коррозионная стойкость DFMS находится на уровне коррозионной стойкости стали глубокой вытяжки.
DFMS успешно свариваются точечной сваркой. Предел переменного сопротивления изгибу шва и основного металла (σв = 550 МПа) составляет 317 и 350 МПа соответственно, т.е.50 и 60% основного металла.
При использовании ВФМС для массивных деталей сечений и необходимости обеспечения достаточной прокаливаемости рекомендуется использовать составы с повышенным содержанием марганца или с добавками хрома, бора и др.
Экономическая эффективность применения ВСМ, которые дороже низкоуглеродистых сталей, определяется экономией веса деталей (на 20-25%). Применение ВФМС в ряде случаев исключает упрочняющую термическую обработку детали, например высокопрочные крепежные изделия, получаемые методом холодной штамповки.
. Доставка может осуществляться на условиях DDP, свяжитесь с нами.
Тип: универсальный прицеп для разбрасывателя удобрений, трехосный.
Габаритные размеры: высота - 3,66 м, ширина - 2,70 м, длина - 13,17 м.
Габаритные размеры бокса: объем - 30,8 м3, высота - 1,40 м, ширина - 2,20 м, длина - 10,00 м.
Собственная масса: масса прицепа без груза - 14 тонн (+/- 400 кг).
Допустимая масса груза: грузоподъемность - до 32 000 кг.
При подборе важнейших элементов прицепа мы используем только ведущих мировых производителей, зарекомендовавших себя лидерами в своих отраслях:
• Гидравлические системы: HydroKit. Франция
• Тормозная система: WABCO. Мировой лидер в области тормозных систем.
Для производства особо нагруженных узлов и элементов используется износостойкая сталь типа Hardox 450, Domex 450 (Strenx 700 S), остальные элементы 09Г2С, что увеличивает срок службы устройства:
• Корпус: боковые стенки: сталь Strenx 700 S - высокая ударная вязкость, устойчивость к растрескиванию;
• Кузов: шасси: сталь Hardox 450 – износостойкость, повышенная устойчивость к вмятинам;
• Каркас: 300*100*8, труба 09Г2С;
• Шасси: ТВЗ, Италия.
В универсальных прицепах монтируется сварная рама:
• Продольные траверсы - прямоугольная труба с общими размерами 100 х 300 мм; поперечные траверсы - труба прямоугольная, 09Г2С;
• Несущие элементы - горячетянутый швеллер 09Г2С.
• Шасси. Оси подрессорены тягами, балка из прямоугольной трубы, первая и последняя оси - гребные винты. Барабанные тормоза с пневматическим или гидравлическим приводом.
• Равномерное внесение органических удобрений достигается благодаря надежным итальянским вертикальным вибраторам BERMA толщиной
. 15 мм (единственные распорки на рынке).Такая толщина увеличивает их ресурс на 33%, материал изготовления: HARDOX 400. Максимальная ширина разбрасывания навоза 17 м. Норма расхода от 10 до 78 т/га.
• Конвейерная система выдерживает нагрузку до 40 000 Нм при перемещении сырья (навоза, силоса, силоса) в заднюю часть прицепа. Конвейер оборудован гидронатяжителем, системой реверса, 2-мя цепями из горячепрессованных звеньев диаметром 20 мм, скребками сечением 80х45 мм, гидравлическим приводом от трактора.Складная конструкция цепи и скребков позволяет разъединять и заменять запасные части. быстро
• Задняя стенка направляющего типа с вертикальными направляющими; подъем осуществляется с помощью двух соединительных механизмов и двух гидроцилиндров.
• Простой управляющий компьютер позволяет легко запускать оборудование прямо во время работы.
• Требуемая мощность трактора:
310-340 л.с.
Анкерный болт, обычно просто анкер, используется для крепления чего-либо к земле (стене, полу). Он широко используется в различных областях строительства, горного дела и станкостроения.
Другими словами, анкер – это то, чем можно закрепить конструкцию к поверхности, поэтому его применение в различных сферах оправдано надежностью и долговечностью.
Сам анкер, как правило, состоит из расширяющейся и расширяющейся части, но это касается механических анкеров, их больше, но сначала.
Так как их много, слава богу, техника не стоит на месте и крепеж с каждым годом совершенствуется, мы решили перечислить основные, самые популярные виды анкерных соединений из существующих.
Один из самых прочных и надежных анкеров, часто используемый для установки ответственных деталей в бетон и все плотные материалы, такие как камень. Удобен в использовании.
Позволяет выдерживать большие нагрузки, способен надежно фиксировать деталь вплотную к краю стены или полки. Большая резьбовая часть позволяет расположить держатель вдоль своей оси, что не маловажно при монтаже машин на уровне пола.
Использование по назначению
Анкер 20/130 x 280 Первая цифра — это диаметр анкерного отверстия, вторая цифра — длина резьбы, а третья цифра — общая длина болта.

Вставной анкер для быстрой сборки.Предназначены для легких конструкций, таких как подвесные потолки или вентиляционные каналы, максимальная толщина закрепляемой детали не превышает 8 мм.
Прост в использовании, просверлил отверстие, вставил, забил, но нужно все тщательно планировать, так как не получится открутить крепление, чтобы поменять или починить.
Применение по назначению
Анкер 6x37, где первая цифра — диаметр просверленного отверстия и фактическая длина самого анкера.
Подробно про клиновой анкер с молотком, в этом видео он почему то называется дюбель, сравнивая с пластиковыми дюбелями, но видео весьма полезное, посмотрите.

Самый популярный тип анкеров. Его можно найти в любом хозяйственном магазине, и это самый дешевый вариант с точки зрения стоимости, но и самый ненадежный анкер, с которым мне приходилось сталкиваться.
Возможны проблемы с установкой, если глубина отверстия будет недостаточной, распорная втулка будет выступать из стены и вытащить ее будет сложно, хотя и возможно. Неудобно пользоваться таким якорем.
Использование по назначению
6,5 x 18 M 5 Первая цифра — диаметр отверстия, вторая цифра — длина самого анкера, а третья цифра — обозначение резьбы.
Видео установки анкера
Анкер — это соединитель, сочетающий в себе конструктивные особенности болта и анкера. Используется для анкеровки в камне, кирпиче, бетоне и других твердых и пористых материалах. Применение анкеров позволяет добиться высокой прочности крепления, значительно превышающей возможности дюбеля или болта.
Название анкера переводится с немецкого как «анкер». Действительно, эта застежка обеспечивает надежную фиксацию.Используется для крепления турника или другого спортивного инвентаря к стене. Применяется для установки кондиционеров, крепления балконных элементов к фасаду, крепления сантехнической арматуры и т. д. Анкерные болты выдерживают высокие динамические нагрузки, вибрации и другие механические нагрузки.
В строительстве выбор анкеров зависит от требований ГОСТ. Для конкретных целей устанавливаются четкие параметры используемых крепежных элементов.
Распорные анкеры являются наиболее популярной конструкцией.Представляет собой винт или штифт с конусообразным носиком. На эту планку надевается рукав с продольным разрезом. Так как его внутренний диаметр меньше конуса на стяжке, он не может сойти со штифта. Специальная гайка в верхней части анкера, выступая из стены, тянет на себя штифт, который не может пройти через втулку, и разблокирует его. В результате последняя деформируется, плотно прилегая к стенкам проема и удерживая всю анкерную арматуру в целом.
Спейсеры обеспечивают эффективную фиксацию только в материалах с плотной внутренней структурой. Это прежде всего бетон. Если такие анкеры устанавливать в пустотелые материалы, особой прочности не получить.
Анкеры с гайками представляет собой зажим для волос, затягиваемый обычной гайкой.Он использует длинную втулку, чтобы обеспечить большую площадь контакта внутри отверстия. Особенность использования такого анкера не только в том, что гайка может прижимать к стене определенную конструкцию, но и позволяет прикрутить к своей шпильке другую гайку. Это может быть рым-гайка или специальный приваренный конец любой формы.
Крючковые или кольцевые анкеры имеют практически ту же конструкцию, что и гайка. Используют дюбель с крепежным кольцом или крючок на конце.Сама деформационная втулка имеет компактный наконечник с намотанной нитью. При отвинчивании штифта втулка расширяется, так как имеет продольные сквозные прорези, делающие центральную часть более пластичной. Эта застежка используется в тех случаях, когда необходимо зацепить шнурок, трос или веревку. Вы также можете использовать его, чтобы прикрепить цепь к стене. В быту их обычно используют для безопасного подвешивания люстры к потолку. Детские качели в квартирах также прилагаются.
Двойные распорные анкеры имеют особую конструкцию. Основное отличие этого крепежа в том, что при выкручивании штифта одна распорная втулка входит в другую. Расширение происходит близко к концу анкера, что особенно важно, если необходимо закрепить его в пористом материале. Так как крепеж крепится на глубину стены, обеспечивается максимально возможное крепление.

Анкер Шестигранная головка имеет почти ту же конструкцию, что и гайка.Разница лишь в том, что вместо шпильки и гайки используется обычный болт. При затяжке конус на конце начинает притягивать втулку к головке болта, сминая при этом его стенки. В результате он плотно сжимает втулку и деформирует ее до полного заполнения отверстия. Эта конструкция может быть рассчитана как на ключ, так и, кроме того, на отвертку. Эти анкеры редко бывают большими и обычно не превышают 12 мм в диаметре.
Клиновые анкеры представляют собой длинные металлические штифты с распорной втулкой.По мере вкручивания дюбеля маленькие лепестки расширяются. Происходит в глубине стены, вдали от лица, благодаря чему исключается растрескивание материала.

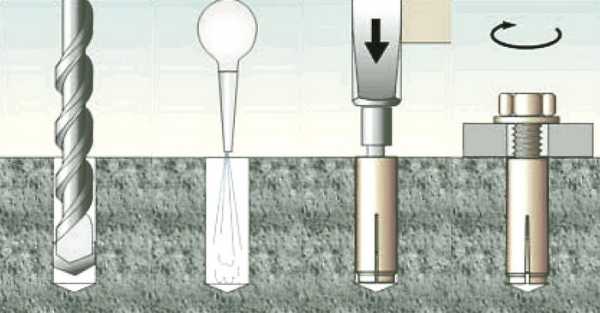
Забивной анкерный болт принципиально отличается от других конструкций. Чтобы обеспечить ее открытие, необходимо сначала посадить саму втулку, а уж потом вкручивать шпильку. Для использования таких креплений необходимо подготовить отверстие, а затем вставить в него анкерную втулку.После этого на установленную втулку уже надевается штифт, по которому необходимо ударить молотком. Это позволяет втулке деформироваться и плотно прижиматься к стенкам канала ствола. После этого вынимается штифт и затягивается винт, к которому осуществляется крепление.

Химические или клеевые анкеры являются очень надежными креплениями и обеспечивают надежную фиксацию. Эта застежка представляет собой набор из обычной заколки и клея. Для использования таких креплений сверлится отверстие, которое очищается от пыли, а затем заполняется клеем.Затем в нее вставляют заколку и дают застыть. Недостаток таких креплений в том, что для достижения максимальной прочности требуется много времени. Крепеж можно использовать сразу с обычными анкерами.

Химические крепления применяются при необходимости крепления в мягкий или пористый материал, не выдерживающий больших нагрузок. Чтобы получить максимально возможную удерживающую силу для штифта, отверстие должно быть правильно подготовлено.Сначала сверло зенкуют на необходимое расстояние, после чего круговыми движениями отбирают образец из конусообразной полости. Крайне важно, чтобы дно отверстия было значительно шире его горловины. Это позволит налить больше клея. Как только он затвердеет, он не только будет удерживать шпильку за счет прилипания к стенкам, но и физически не сможет вырваться из проема из-за узкого выхода.
Чтобы анкер работал на полную мощность, его необходимо правильно установить.В первую очередь нужно выбрать, какой из них будет соответствовать диаметру анкера. Не обязательно, чтобы он был на доли миллиметра толще, потому что при сверлении или полученном отверстии всегда будет чуть больше, из-за дребезжащего инструмента в руках. Стоит контролировать глубину, чтобы не переусердствовать, так как это снизит эффективность крепежа. После этого необходимо взорвать отверстие, чтобы удалить из него крошки и пыль. Это можно сделать баллоном со сжатым воздухом или, в крайнем случае, шприцем.Только после этого можно вставлять и затягивать анкер.
Некоторые строители предпочитают дополнительно использовать клеи для повышения надежности своих креплений при работе с пористыми материалами. В частности, используются жидкие гвозди. В отверстие вдавливается небольшое количество массы и в него забивается анкерный болт. На самом деле после затягивания распорки обеспечивается жесткая фиксация не только с помощью ребер, но и с помощью клея.
Обычно при установке анкера его достаточно сложно забить в подготовленное отверстие.Если с этим проблем нет, отверстие оказалось слишком толстым, и на надежное соединение рассчитывать не приходится. Если это произойдет, вам придется выбрать более толстый анкер.
Крепеж можно забить в подготовленное отверстие. В этом случае необходимо использовать мягкую накладку. Если в конце застежку зафиксировать крючком или кольцом, можно прямо оббить. Если наконечники анкеров представляют собой резьбовые соединения, удары могут повредить анкер. Необходимо соединить кончик штифта и сторону гайки на одном уровне.Затем прикладывают деревянный брусок и делают удары молотком. Как только застежка полностью села, ее можно затянуть.
Соединение, полученное с помощью анкера, очень надежно, но иногда необходимость заканчивается. В этом случае необходимо снять крепеж со стены. Это достаточно сложно, но вполне выполнимо. Для работы вам понадобится гаечный ключ, а также молоток и т. д. Сначала нужно выкрутить болт, чтобы он больше не ломал втулку.Эта процедура отличается в зависимости от анкерного устройства. В одних случаях достаточно просто затянуть болт, а в других ослабить гайку и забить штифт в отверстие.
После отпускания рукава его можно вытащить. Большую часть времени его невозможно поймать плоскогубцами, поэтому вам придется разрушить небольшую стенку вокруг отверстия, в котором находится якорь. Для этого около анкерной втулки подкладывают стамеску и делают канавку глубиной около 1 см.После этого можно будет захватить гильзу клещами и вытащить ее.
Типовой анкерный болт представляет собой стержень размером от 45 до 200 мм из легированной стали (09Г2С-6) 6-8 категории прочности. Винт имеет шестигранную головку и резьбовой крепежный конец. Основные признаки анкерного болта обеспечиваются втулкой с продольными шлицами и конической гайкой, движение которой по стержню реализует принцип анкеровки. В этом документе подробно описаны технические характеристики анкерных болтов.
Способ крепления анкера определяется характером нагрузок, обеспечивающих его прочное сцепление с материалом основания. Это и сила трения и сопротивления в бампере, и адгезия при нанесении химикатов или трансформация поверхности в термических условиях.
Самый дешевый и популярный тип анкерных соединителей — это соединение с землей за счет приложения силы трения, создаваемой болтом в отверстии фиксирующего тела.Для тонкостенных материалов более эффективен наружный упор, в котором наружная часть крепежного конца позволяет протянуть опорную пластину между собой и головкой винта. Наиболее перспективным и универсальным по своим возможностям считается химический анкер, содержащий в системе крепления синтетические смолы или клеи. Фактически способ крепления анкера определяет тип анкера.
Преимуществом анкерных муфт является возможность эффективного комбинирования различных способов соединения исходя из конкретного проектного задания и характеристик материала соединяемых конструкций.
Основа классификации анкеров определяется :
Простые в установке механические анкерные болты с расчетом внутреннего давления, напряжений и нагрузок.Ошибка может привести к тому, что винт сломается или сломается даже в части основания. Кроме того, необходимо прогнозировать возможный изгиб выступающей части и химические реакции на воздействие окружающей среды.
Пластиковые анкеры - Различные анкеры, используемые в землеустройстве. Крепежи изготавливаются цельными изделиями из композиции на основе полимеров с ударо- и морозостойкостью. Это удилища длиной от 60 до 120 см. Комплект состоит из пуансонов, пластиковых анкеров и клипс ATR (для крепления звеньев), полиамидной струны.
Анкер в форме буквы Тэ, забит в землю пробойником.При установке на зажим ATR он позволяет натянуть полимерный трос для закрепления георешетки. В качестве несущего элемента пластиковый анкер устанавливается до удаления грунта.
Не боится грунтовых вод, коррозии, воздействия химикатов. Применяется при строительстве трубопроводов, дорожных насыпей, укреплении берегов водоемов.
являются гигантами среди анкерных соединений : длина стержней достигает 15-22 метров, что обусловлено их практическим назначением.Грунтовые анкеры применяются для укрепления откосов строительных выработок и обеспечения безопасности проводимых на них строительных работ, а также для устройства подпорных стен и укрепления оползней.
При работе высокопрочная анкерная арматура вставляется в отверстие, просверленное под углом 40 градусов, а ее нижний конец закрепляется бетоном. Анкер натягивается до необходимого усилия с помощью лебедки, закрепленной коническими гайками над анкерными пластинами.
В статье рассмотрены особенности грунтовых анкеров.
Для увеличения сцепления конструкции с фундаментом применяют фундаментные болты : съемные, глухие и закладные. Их изготавливают прямыми, изогнутыми, наборными или даже совмещают с анкерной пластиной, что позволяет монтировать их непосредственно в жидкий бетон. Наибольшие сложности с установкой заглушек: их положение тщательно выверяют с помощью стальных направляющих (подставок и стяжек), так как после заливки бетона ничего нельзя починить. Узнайте больше об анкерах для фундамента.
В зависимости от массы соединяемых конструкций и материала выбирается способ соединения анкеровки или комплексный подход к ее применению.
В данной статье описаны анкеры для гипсокартона, бетона, газобетона и кирпича.
 Нет конструкции или типа материала, для которых нельзя использовать анкерное соединение. Фундаменты, потолки, полы, стены, внутренние перегородки, конструктивные элементы, гидравлические устройства, коммуникационная проводка — места, которые позволяют быстро и дешево закрепить распорным дюбелем. Установка анкера доступна как профессионалу, так и домашнему мастеру. Все необходимое для данного вида работ в изобилии представлено на строительном рынке.Узнайте больше о монтаже анкерных болтов.
Нет конструкции или типа материала, для которых нельзя использовать анкерное соединение. Фундаменты, потолки, полы, стены, внутренние перегородки, конструктивные элементы, гидравлические устройства, коммуникационная проводка — места, которые позволяют быстро и дешево закрепить распорным дюбелем. Установка анкера доступна как профессионалу, так и домашнему мастеру. Все необходимое для данного вида работ в изобилии представлено на строительном рынке.Узнайте больше о монтаже анкерных болтов.
Расчет основан на коэффициенте размеров болта, его категории прочности и разрушающих усилиях (динамических нагрузках) от массы соединяемых конструкций (статические нагрузки):
Из чего складывается цена анкерных болтов.
Разброс цен на рынке строительных материалов всегда позволяет товару найти покупателя.При сравнении прайс-листов видно цены на анкерные болты состоят из отличий :
Подробнее о расчете нагрузок на анкерные болты и их ценах рассказано здесь.
В строительно-монтажных работах наиболее желательной операцией является соединение различных типов элементов как между собой, так и с помощью крепежных элементов с неподвижными основаниями, т.е.: стены, пол, потолок, балки и т. д. Для этих целей используются различные виды крепежа, но в некоторых специфических случаях оптимальным решением будет анкерное крепление.
Если открыть витрины специализированных магазинов и посмотреть на фото анкерного болта, то можно заметить большое разнообразие рисунков, размеров и других отличительных признаков. Каков принцип надежного крепления? Что такое якорь? - обо всем этом читайте в этой статье.

В самом общем виде под анкером следует понимать специальное крепление, устанавливаемое в опорное, неподвижное основание и предназначенное для удержания какой-либо конструкции или ее части.

Это соединение разборное. Другими словами: при необходимости конструкцию, закрепленную анкером, можно разобрать, а затем установить заново, не меняя самих креплений.









Если следовать этимологии названия, то слово анкер имеет немецкие корни и переводится как «якорь», что полностью отражает его принцип действия.

Конструктивно анкерные болты выглядят как особый вид дюбеля, который закладывается в глухое или сквозное отверстие, и при определенных условиях зажимается в нем, причем для механических анкеров справедливо одно свойство - чем больше нагрузка на дюбель, тем больше плотно он будет удерживаться в отверстии.В некоторых вариантах можно использовать болт и гайку особой формы, но принцип остается тот же.

В отверстие помещается специальная капсула с раствором клея. При сборке капсула разрушается и после затвердевания надежно фиксирует штифт в отверстии.
90 365
Основным преимуществом является возможность установки в полое основание.





Это наиболее часто используемый тип на практике.В этом случае принцип действия анкерных болтов основан на эффекте расклинивания или расширения стальной втулки.

Необходимые размеры анкерных болтов выбирают в зависимости от веса и усилия, прикладываемого к возводимой конструкции. В случае механических креплений учитывают технологию сборки, характеристики основания и другие внешние факторы. В этом контексте различают следующие типы, отличающиеся тем, как реализуется принцип, изложенный в идее соединителей.

Это специальная клиновая гайка, которая устанавливается внутрь отверстия, при этом втулка устанавливается сверху. При затягивании болта гайка, стремясь выйти наружу, заклинивает втулку и прочно удерживается в отверстии.

Данная конструкция представляет собой втулку с коническим отверстием внутри и нарезной резьбой. После завинчивания анкера втулка расклинивается в отверстии и таким образом фиксируется.

Забивной якорь "бабочка".Главной особенностью является то, что его можно устанавливать как в сквозные отверстия, так и в тонкостенные основания. Принцип работы основан на деформации центральной части и раскрытии лепестков при завинчивании анкера.

Распорные анкеры. Это наиболее распространенный тип и не требует особо тщательного определения размеров отверстий. Принцип действия основан на расширении втулки при извлечении из нее штифта с коническим или сферическим утолщением на конце в процессе навинчивания и снятия гайки.

Таким образом, мы определили основные типы анкеров, которые используются на практике. В некоторых особых ситуациях требуется специальный крепеж, по установленным правилам эксплуатации он аналогичен рассмотренным, но имеет конструктивные особенности, поэтому ниже в качестве примера представлены две его разновидности.
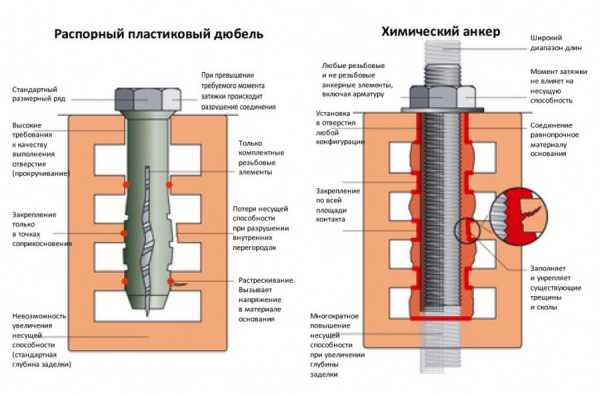
Анкерный болт с кольцом - в этом случае на конце анкера имеется специальное кольцо, через которое продевается трос, струна или различные виды напряжения.Используется для монтажа и усиления дистанционных тросов при установке мачт, мачт, баннеров, а также в других особых случаях.






Другим типом являются анкерные болты с крюками. Сфера их применения аналогична предыдущей, вся фишка в возможности надевания колец, т.е. нет необходимости протягивать кабели через отверстие.

В первую очередь выбирают размер и длину анкеров в зависимости от толщины основания и веса армируемой конструкции.

Просверлите отверстие в основании. Рукав должен плотно прилегать. Глубина чуть больше длины рукава.

Внимание! По завершении сверления тщательно очистите отверстие от остатков основания, крошек и т. д.
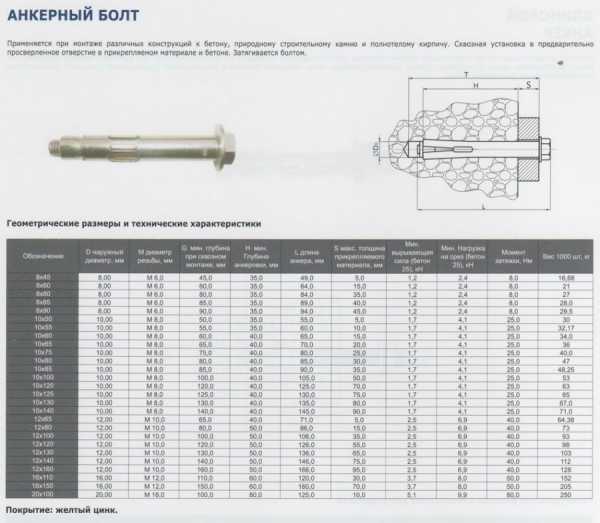
В отверстие устанавливается анкер, после чего производится сборка конструкции. Установку необходимо производить легкими ударами молотка. Сила, прилагаемая при повороте, должна постепенно увеличиваться.Не переусердствуйте: анкер должен крепко держаться, но не повреждать основание.



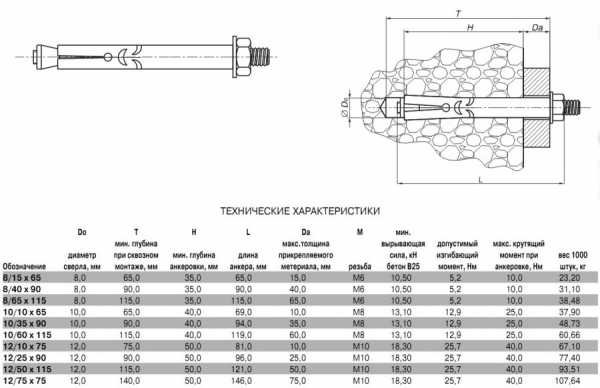

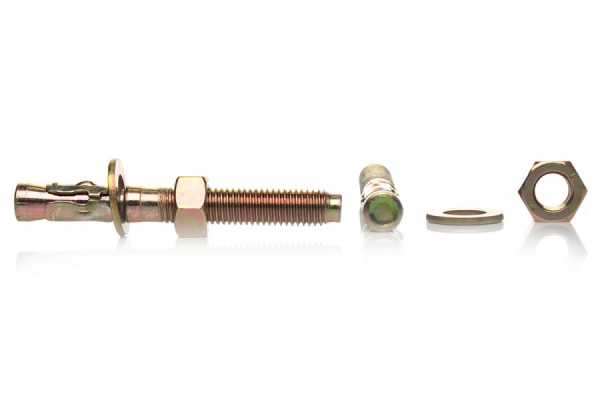























Если говорить о надежности кирпичных и бетонных креплений, то анкер лучше дюбеля.Главной «удерживающей силой» для него является не трение, а сопротивление материала разрушению. Эти силы приводятся в действие особым анкером, образованным ослабленным зазорами участком втулки.
Вопреки названию, этот вид крепления представляет собой резьбовой стержень с клином в металлической втулке. В центральной части втулки имеются уплотнительные планки и четыре «окошка» с прорезями до клина. Гайка служит «приводом» для приведения якоря в рабочее состояние.

Размеры клина подобраны таким образом, чтобы диаметр основания конуса был равен наружному диаметру втулки, а «узкая часть» совпадала с диаметром штифта.
Установка проста:
Также подойдет анкер с потайной головкой. Роль гайки с шайбой играет полый цилиндр с внутренней резьбой, внешне напоминающий подходящий винт для крестовой отвертки.

Этот тип анкера чем-то похож на предыдущий, но имеет короткую втулку, которая надевается на стержень перед клином.
Принцип работы: Втулка плотно «сидит» в отверстии, а при вращении гайки перемещается штифт, который втягивает клин и расширяет лопасти втулки.
Это тип клинового анкера. Отличие в том, что лепестки муфты перемещаются не за счет вращения клинового штифта, а за счет усилия вытягивания якоря из потолка.

Этот тип металлической втулки имеет то же устройство, что и болт с анкерной гайкой - полый цилиндр с четырьмя окнами и прорезями до самого клина. Но накидная гайка используется как клин.Клин запрессовывается во втулку обычным болтом с шестигранной головкой.

Помимо шестигранной головки винт может иметь монтажный «штифт» в виде кольца или крючка.
Это усиленная версия анкерного болта.

В дополнение к этому варианту эти анкеры могут заканчиваться крюком или крепежным кольцом.

Втулка данного якоря выполнена в виде полого цилиндра с четырьмя широкими прорезями на конце и стопорной плоской пружиной, удерживающей лепестки в исходном положении. Внутри втулки находится четырехгранный элемент, каждая грань которого входит в свой паз. Чтобы элемент не выпал из анкера перед сборкой, каждый лепесток заканчивается небольшим бортиком.
Тип и длина болта выбираются в зависимости от втулки. Это может быть обычный болт с шестигранной головкой.
Штифт с крючком или кольцом и гайкой.

При вкручивании винта квадратный элемент расширяет сегменты втулки.
Основное назначение – крепление оконных рам и дверных блоков к земле.

Втулка имеет прорези со стороны конической гайки и со стороны головки винта.После завинчивания болта анкер «заякоривается» с обеих сторон. Специальные ребра предотвращают вращение втулки вместе с винтом.
Специальный тип для фиксации элементов на слабых поверхностях (в строительных блоках с большими пустотами).
Втулка имеет ослабленную прорезь сверху и посередине и заканчивается гайкой на конце.

По мере ввинчивания болта в гайку втулка деформируется, ламели расширяются настолько, насколько позволяет углубление в основании, и образуют удерживающий «пояс».
.