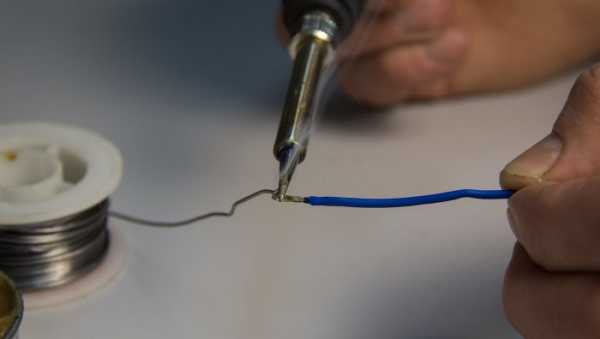
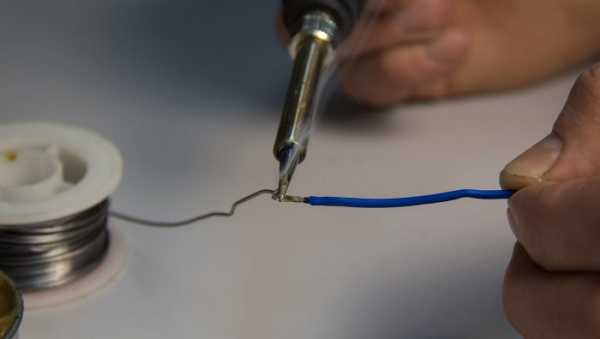
Висит уже много лет на кухне светильник — вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую — то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку — патрон с проводочком. Заодно посмотрел на подключение — всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов — но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше — остаётся только патрон, соединённый с проводом на заводе.
А там…
Вот эти коричневые полу обугленные кусочки — это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой — трескается и отваливается, обнажая медную жилу.

И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт — гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет - соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр. Он не про лужение, шире, про пайку вообще. Но физика остаётся
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
- снижение электропроводности и механической прочности;
- увеличение переходного сопротивления со временем;
- химическая коррозия, вызванная остатками флюсов;
- экологическая небезопасность;
- трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
[Spoiler (click to open)]
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
№ 32/2012
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
- материал проводника и его изоляции;
- число и форму проводов, формирующих проводник;
- площадь поперечного сечения проводника;
- число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
- п. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
- п. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
- примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
- п. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
- снижение электропроводности и механической прочности;
- увеличение переходного сопротивления со временем;
- химическая коррозия, вызванная остатками флюсов;
- экологическая небезопасность;
- трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить . Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс . Окисление приводит к ухудшению контакта между проводами и перегреву соединения . Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Для работы вам понадобится:


Рассмотрим пошагово как лудить провода:
Небрежное лужение провода не позволит обеспечить надежный электрический контакт, что со временем неминуемо приведет к порче соединения. Поэтому, учитывая, что лудить провода паяльником — работа не слишком сложная, сделайте ее качественно.
Где немного остановились на таком этапе пайки, как лужении оголенных медных жил. Сейчас мы более подробно расскажем, зачем лудить провода и как это правильно сделать без наличия опыта в работе с паяльником. Инструкция будет предоставлена следующим образом – сначала поговорим о том, для чего нужно лужение, после чего поговорим обо всех нюансах этого процесса.
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:

Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым .
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.

Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать , всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
 Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
 Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.

Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток - способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы - это преимущество никелевого покрытия. Недостаток - слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток - горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации - наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало - вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием - она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния - так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится - покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом - паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник - так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.

Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Пайка может быть успешной только в том случае, если мастер придерживался всех требований и рекомендаций. Для работы обязательно нужно подготовить качественный флюс, который чаще всего представлен обычной канифолью. Но этот материал не всегда есть под рукой. Из-за этого каждый хозяин должен знать, как залудить провод без канифоли в домашних условиях.
Если новичок хочет разобраться с тем, что значит "залудить провод", тогда ему нужно изучить базовые характеристики. Лужение - это предварительное нанесение тонкого слоя припоя на поверхность двух соединяемых участков. Эта процедура необходима в том случае, если нужно улучшить электрический контакт или повысить качество пайки. Современные технологии позволяют залудить провод без помощи паяльника. Для достижения желаемого результата нужно заранее подготовить небольшую металлическую емкость. Лучше всего задействовать крышку от газированного напитка. В емкость необходимо поместить несколько небольших кусочков оловянно-свинцового припоя.
С концов проводов обязательно снимается изоляция. Емкость с припоем разогревается до полного расплавления. Для этих целей можно использовать свечку, электрическую печку. Оголенный конец провода погружается во флюс так, чтобы он максимально покрыл всю поверхность изделия. Все лишнее нужно удалить быстрым движением руки с помощью тряпки. На проводе должен остаться равномерный слой олова. Если мастеру нужно обработать участок плоской детали, то на ее поверхность насыпают немного наструганного припоя. Источник огня подносится снизу изделия. После расплавления припой растирается по поверхности стальным стержнем. Металлические детали можно обрабатывать паяльной кислотой.
Если заранее подготовить все необходимые приспособления, то залудить провода паяльником можно гораздо быстрее и качественнее:
Залудить провод можно только в том случае, если правильно подобрать флюс. Любой современный припой предназначен для удаления оксидного налета на металлических изделиях, а также предотвращения окисления. Со всеми поставленными задачами прекрасно справляется канифоль, но в некоторых случаях просто необходимо знать, как правильно залудить провода другими средствами. Выбранный материал обязательно должен соответствовать ряду требований:
Чтобы залудить провода от наушников и других изделий, нужно предварительно растопить все три компонента. Конечно, во время работы будет исходить весьма неприятный запах, но результат того стоит. Смесь нужно постоянно помешивать. По составу средство максимально приближено к канифоли, поэтому это идеальный вариант для ее замены.
Если мастеру предстоит обработать железные детали, тогда древесную смолу нужно растворить в пищевом уксусе. Эссенция не подойдет. В качестве флюса можно задействовать обычный янтарь.
Этот вариант считается самым доступным и надежным, когда нужно залудить медный провод. Заменить канифоль плоскими шипучими таблетками не удастся, поэтому предпочтение лучше отдать традиционному аспирину. Медикаментозное средство нужно растереть до состояния порошка и растворить в воде либо винно-водочном спирте. Единственный минус - в том, что процедура должна осуществляться под вытяжкой либо в хорошо проветриваемом помещении. В противном случае мастер может надышаться вредными испарениями. Для достижения желаемого результата также можно задействовать электролит от использованных батареек.
Чтобы залудить провод без канифоли, можно задействовать любое щелочное средство. Дабы избежать нежелательного окисления металла, нужно тщательно зачистить его и сам припой, после чего покрыть их стеарином. В этом случае идеально подойдет обычная свечка. Перед использованием стеарин необходимо расплавить, не перегревая. Защитный слой обязательно исключит вероятность контакта с воздухом. Пайка осуществляется под стеариновым слоем.
Если под рукой нет традиционной канифоли, тогда можно задействовать универсальное средство для натирания смычков. Сообразительные мастера, у которых есть в наличии флюс с припоем, предпочитают замачивать средство в чистом спирте. Компонент должен полностью растворится. Отзывы показали, что именно таким экстрактом можно с успехом заменить канифоль. Спирт постепенно испарится, а сама обработка проводов будет соответствовать всем требованиям.
Чтобы качественно залудить провод, нужно придерживаться следующих рекомендаций:
Многие новички могут столкнуться с определенными проблемами во время работы с паяльником. Чаще всего трудности связаны с обработкой многожильных проводов. Надежное и долговечное соединение осуществляется следующим образом:
Традиционная пайка проводов с помощью флюса отличается такими особенностями:
Для сложных и тугоплавких материалов отыскать заменитель для классической канифоли просто невозможно. В иной ситуации при отсутствии классического материала мастеру пригодятся подручные средства со схожими характеристиками. Но такой подход уместен только в домашних условиях, когда не нужно придерживаться определенных технологий. В условиях отсутствия канифоли нужно помнить о том, что качество пайки снижается, из-за чего нужно быть готовым к дополнительным манипуляциям.
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым .
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.

Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать , всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
 Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
 Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.

Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Вы, наверное, замечали, что когда два соединенных между собой проводника, при долгой работе начинают греться. Особенно это заметно при увеличении мощности проходящего тока. Данное явление происходит при образовании оксидной пленки между проводниками, которая нарушает контакт. Недостаточный контакт между проводами, приводит к их нагреву. Для обеспечения долгого и надежного контакта, используют процесс лужения проводов.
Лудить, это значит покрывать металлические изделия тонким слоем олова, которое в свою очередь предотвращает процесс окисления металлических поверхностей. Но если брать во внимание облуживание паяльника, то тут процесс немного отличается.
Залуживание паяльника пошагово:
Перед тем как облудить паяльник, необходимо подготовить рабочую поверхность. В первую очередь, если паяльник совершенно новый, нужно заточить жало устройства. Для того чтобы сделать это правильно, следует учитывать процессы в которых будет использоваться паяльник.
Жалу паяльника можно придать форму клина. Для этого жало вынимается из устройства, и при помощи напильника или электростанка, жало с двух сторон затачивается под углом до 40 0 . Если паяльник используется для работы с мелкими радиодеталями, то ему придают форму конуса, которая обеспечивает более удобную работу.
Обратите внимание! Ширина острия клина должна быть не менее одного миллиметра. Если жало в виде конуса, то рабочая площадь составляет около двух миллиметров.
Если заводская форма жала устраивает, то важно понимать, что все изделия на заводе изготовителе, покрывают патиной – оксид кислорода и меди, которая имеет зеленоватый оттенок. Перед лужением жала устройства, необходимо используя наждачную бумагу с мелким зерном, удалить данное покрытие.
После этого, жало устанавливается в устройство, и подключается к электросети. Необходимо дождаться равномерного прогрева свей поверхности жала, после которого и производиться лужение.
При нагревании до оптимальной температуры, жало устройства обрабатывают смолой или куском канифоли. Покрывается вся поверхность.
Медь и ее сплавы со временем окисляются под воздействием кислорода. Для того чтобы соединения медных проводников в процессе работы не окислялись, необходимо их залудить оловом.
Для работы потребуется:
Правильно залудить медный провод, получится только хорошо разогретым паяльником. Поэтому пред началом работ, включаем его в сеть и оставляем разогреваться.
После этого, в зависимости от материала обработки, выполняется следующее. Если медная жила покрывается канифолью, то ее помещают в емкость с данным материалом и нагревают паяльником. Если используется флюс, то провод покрывается жидким флюсом и прогревается паяльником.
Обратите внимание! Чем лучше прогрев металла, тем качественнее лужение медного проводника.
Затем, на разогретое жало паяльника берется необходимое количество олова и используя данное устройство, распределяется по всей поверхности обработанного провода.
Для того чтобы залудить медный кабель большого сечения, используют тигель (емкость для плавления). В этом случае, в разогретую емкость до температуры плавления олова, помещаются куски металла. Жила кабеля обрабатывается флюсом или канифолью и помещается в тигель. Таки образом, достигается, нормальный нагрев жилы и равномерное распределение олова по ее поверхности.
Очень часто, под воздействием механических нагрузок, выходят из строя наушники. Эти приводит к обрыву слаботочных проводников. Данные проводники в устройстве, достаточно тонкие, поэтому технология лужения и пайки немного отличается.
Особенности работы:
Начать работу, следует с разборки старого девайса. В первую очередь отпаиваются оборванные проводники. Далее производится подготовка к пайке нового провода.
Так как, слаботочные проводники для наушников, для изоляции друг от друга покрывают лаком, то это в некоторой степени затрудняет процесс припаивания. Для этого, облегчения работ, необходимо удалить слой лака с проводов, тем самым подготовить металл для лужения.
Делается это при помощи разогретого паяльника с использованием канифоли. Жила провода, помещается в канифоль, и разогревается. Затем она кладется на ровную поверхность, на которой легкими движениями от изоляции к концу провода счищается слой лака.
Обратите внимание! Лак следует снять на такое расстояние, при котором касание проводников не приведет к их замыканию.
После этого, используя разогретый паяльник, тонким слоем олова покрываются провода. Стоит отметить, что залуженные провода наушников не только обеспечивают надежный контакт, но и процесс пайки значительно упрощается.
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Обратите внимание! Самым важным при лужении медной проволоки, является не допустить наплывы олова.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
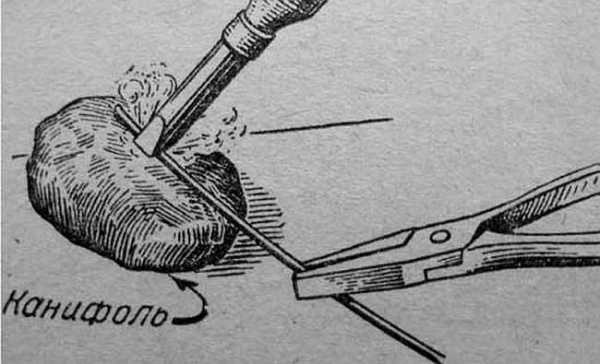
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.

Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.

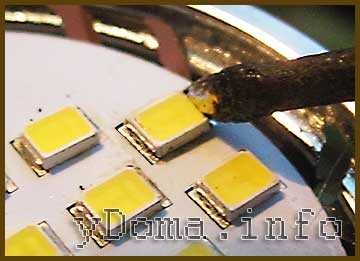
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.

В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.

В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Отпаивать провода и различные паянные соединения, можно соответственно, обратным методом — разогревом места пайки (залуженным и обмокнутым в канифоль, разогретым) жалом паяльника до расплавления припоя.
…И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
А точнее, какие металлы хорошо паять? На первом месте, это, конечно же медь, латунь, золото, серебро, свинец, само собой – олово. Хуже паять (лудить) железо, сталь, цинк. Для залуживания последних придётся воспользоваться специальной паяльной пастой (см. рисунок выше). Есть и такие металлы, которые совсем не поддаются пайке, например – алюминий.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент.
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы.
Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу.
После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно.
Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки. Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом.
К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяльником. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Чтобы заменить отказавший в контроллере транзистор, его сначала надо выпаять. Так как транзистор припаян всей металлической поверхностью корпуса непосредственно к медной фольге печатной платы, то для его извлечения нужно соблюдать определенную последовательность действий.
В первую очередь нужно отсоединить от печатных проводников выводы транзистора. Если транзистор точно неисправен, то самым простым способом отсоединения является перекусывание ножек бокорезами. В случае если необходимо выпаять транзистор с платы для повторного применения, то в таком случае нужно паяльником прогреть место пайки и как только припой станет жидким, тонким шилом приподнять ножку над платой.
Далее паяльник с максимально возможным количеством припоя на жале прикладывается к печатной плате в месте торчащего металлического основания транзистора и удерживается не более 5 секунд. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Припой на месте установки транзистора после его выпайки разглаживается паяльником таким образом, чтобы остался слой толщиной около 0,5 мм.
Запаять транзистор не представляет трудности. Транзистор устанавливается на плату, сначала запаиваются выводы. Затем транзистор с усилием прижимается к плате с одновременным прогревом жалом паяльника со стороны выступа металлического основания, как при выпаивании. Так только транзистор просядет от давления, значит, припой под ним расплавился, и паяльник можно убирать в сторону. Для пайки транзисторов в корпусе TO-252 необходим паяльник мощностью 40 Вт.
Более сложный случай, когда нужно выпаять микросхему у которой толщина выводов более 0,8 мм. Иголка тут не поможет, так как таких иголок для инъекций нет. Если получится найти тонкостенную трубочку из нержавеющей стали с соответствующим внутренним диаметром, то вышеописанная технология может быть применена.
Однако если требуется выпаять радиоэлемент, выводы которого закреплены в термопластичной пластмассе, например разъемы, катушки индуктивности, трансформаторы, то тут есть только один выход, использовать инструмент для отсоса припоя.
Отсос представляет собой металлическую трубку с наконечником из фторопласта. Внутри имеется подпружиненный поршень на штоке и спусковой механизм. По устройству напоминает ручной велосипедный насос. Поршень опускается вниз, при этом пружина сжимается. Когда нажимается спусковая кнопка, поршень освобождается и под действием пружины быстро перемещается в верхнее положение, увлекая за собой через наконечник воздух из атмосферы. Если приставить наконечник к расплавленному припою, то припой вместе с воздухом всосётся внутрь отсоса.
Для того, чтобы освободить вывод радиодетали от припоя, нужно паяльником расплавить припой вокруг вывода, быстро на вывод надеть наконечник отсоса, при этом убрать жало паяльника, и немедленно нажать спусковую кнопку. Припой весь удалится. Если с первого раза не получилось, операция повторяется.
С помощью отсоса можно выпаивать практически любые радиоэлементы, включая резисторы и микросхемы. Но с помощью иглы выпаивать микросхемы намного быстрее и гораздо легче, особенно если выводы ее загнуты.
Вздутие электролитических конденсаторов на материнской плате – наиболее часто встречающаяся причина ее нестабильной работы. Замена негодных конденсаторов новыми, не смотря на кажущуюся простоту, является весьма не простой и ответственной задачей, так как токоведущие дорожки очень тонкие и узкие и при неаккуратности их легко можно повредить жалом паяльника, а восстановить не всегда возможно. В дополнение на плате установлено множество бескорпусных элементов, которые тоже можно случайно разрушить, конденсаторы установлены зачастую плотными рядами или находятся между разъемами, и поэтому их сложно выпаивать, а впаивать на место еще сложнее.
Прежде, чем заняться пайкой паяльником, нужно провести подготовительные работы, вынуть из материнской платы все карты и отсоединить провода. Как вставлены разъемы проводников, идущих от кнопок и светодиодов, установленных в системном блоке, необходимо зарисовать, так как обычно они вставлены без ключей и если не запомнить, как они были вставлены ранее, придется долго разбираться. Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Так как электролитические конденсаторы являются массивными, то и паяльник понадобится 40 Вт. Перед пайкой жало паяльника нужно заправить таким образом, чтобы в торце оно было шириной около 3 мм, и на нем не было острых углов. Это необходимо для того, чтобы в случае соскальзывания жала паяльника не повредить токоведущие дорожки материнской платы.
Так как при пайке паяльником будут заняты обе руки, то материнскую плату необходимо будет зафиксировать в тисках таким образом, чтобы удобно было контролировать процесс пайки с двух ее сторон. Зажимать плату надо не сильно за край, свободный от элементов и проложить между губками тисков и платой картонные прокладки.
Теперь, когда все готово, можно приступать к выпайке неисправного конденсатора. Держите одной рукой конденсатор и прикасаетесь жалом паяльника к одному из его выводов. На жале должно быть достаточное количество припоя, чтобы он слился с припоем пайки ножки конденсатора. Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Как правило, из строя выходит группа конденсаторов, поэтому по такой технологии нужно выпаять их все. Если конденсаторы разных номиналов, то нужно запомнить места их установки.
Следующий шаг, это подготовка отверстий для пайки новых конденсаторов, нужно удалить из отверстий припой. Я делаю эту работу в два этапа. Сначала, разогрев паяльником припой в отверстиях делаю углубления остро заточенной деревяшкой, хорошо подходит зубочистка или спичка.
Далее в эти углубление вставляю стальную швейную иголку диаметром 0,5 мм, закрепленную в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Перед установкой конденсаторов нужно подготовить их выводы, если используется ранее выпаянный конденсатор, то нужно выпрямить его выводы и освободить от излишков припоя. У новых конденсаторов, нужно залудить выводы, а укорачивать лучше после установки. При установке конденсаторов нужно соблюдать полярность, минусовой вывод обычно отмечен белой полосой сбоку на корпусе, а на печатной плате отмечен белым сектором, в дополнение, часто контактная площадка на плате имеет квадратную форму.
Бывает, что расстояние между выводами конденсатора не соответствует расстоянию отверстий на плате. В таком случае нужно заранее сформировать ножки у конденсатора, так как попасть ножками в отверстия на плате бывает очень не просто, из-за мешающих рядом расположенных деталей.
Сформировать ножки легко, если вставить конденсатор в отверстия ножками со стороны запайки выводов деталей. После такой формовки попасть ножками в отверстия печатной платы при установке конденсаторов будет легче.
После установки конденсатора на место желательно перед пайкой смазать его ножки спито-канифольным флюсом, тогда паять будет гораздо легче. По окончанию пайки паяльником нужно удалить с платы остатки канифоли.
Для этого любую небольшую кисточку смачивают в спирте и водят по застывшей канифоли до ее полного растворения, затем на это место накладывают кусочек хлопчатобумажной ткани и водят кисточкой по такни. Ткань впитает канифоль и плата будет чистой. Вот плата и отремонтирована, осталось установить ее в системный блок, подключить провода и проверить на работоспособность.
Технологии пайки стальных и железных деталей паяльником мягкими припоями мало чем отличается от пайки меди и ее сплавов, за исключением типа применяемого флюса. Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Рассмотрим технологию пайки паяльником железа на примере. Имеется ржавый лист кровельного железа с глубокой коррозией.
Самым главным этапом в технологии для получения качественной пайки является подготовка поверхностей. Необходимо металлической щеткой и наждачной бумагой полностью удалить ржавчину. Если железо новое, то часто для предотвращения его от окисления поверхность металла покрывают защитным слоем масла или консерванта. В этом случае поверхность следует очистить от жира, протерев ее ветошью, смоченной в бензине. Вместо бензина для снятия масла и жира можно воспользоваться и моющими средствами для мытья посуды, например FAIRY.
Поверхность очищена от ржавчины, и можно приступать к ее лужению. Глубокие вкрапления ржавчины очистить не удалось, но они занимают не более оного процента поверхности и на качество лужения сильно не повлияют.
На подготовленную поверхность стальной детали кисточкой тонким слоем наносится хлористо-цинковый флюс.
Всего за пять минут работы, ржавая поверхность листа покрыта паяльником слоем припоя, больше ржаветь не будет никогда.
Если под рукой нет кислотного флюса, то его можно с успехом заменить так любимым мною, аспирином. Универсальный флюс, который практически в аптечке есть у каждого, если не в домашней, то в автомобильной аптечке точно.
На подготовленную к пайке поверхность нужно вместо кислотного флюса насыпать немного крошек от таблетки аспирина и далее лудить паяльником с таким же успехом, как и кислотным флюсом. Как видите, припой растекся отлично.
К стальной или железной детали к залуженному месту теперь хорошо припаяется медный или латунный провод. Будет крепко держаться, и обеспечиваться надежный электрический контакт.
Домашнему мастеру иногда приходится сталкиваться с устранением течи жидкостей и газов в металлических трубках, радиаторах и теплообменниках газовой колонки, автомобиля или в других изделиях. Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Но в связи с массивностью радиатора или теплообменника и возможности наличия в них жидкости, технология пайки имеет свои особенности. Подробно, на примере ремонта пайкой теплообменника газовой колонки, техпроцесс пайки рассмотрен в статье сайта «Ремонт теплообменника и медных трубок газовой колонки пайкой».
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля. Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Блок: 1/8 | Кол-во символов: 208
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при подключении светодиодной ленты к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Блок: 2/3 | Кол-во символов: 654
Источник: https://samelectrik.ru/texnologiya-pravilnogo-luzheniya-provodov.html
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Блок: 2/9 | Кол-во символов: 551
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Блок: 3/7 | Кол-во символов: 787
Источник: https://svaring.com/soldering/praktika/luzhenie-provodov
Также мы собрали несколько интересных видео, которые помогут вас сделать лужение ваших проводов правильно.
Как лудить провода в домашних условиях:
Как отремонтировать провода наушников лужением:
Делаем лужение на проводе большого сечения:
Также рекомендуем прочитать: Кабель АСБ: технические характеристики и подробный обзор.
Блок: 4/4 | Кол-во символов: 373
Источник: http://DekorMyHome.ru/remont-i-oformlenie/tehnologiia-lyjeniia-provodov.html
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Блок: 2/8 | Кол-во символов: 3380
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Процесс пайки начинается с лужения проводов
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Блок: 5/8 | Кол-во символов: 2309
Источник: https://elektroznatok.ru/tools/pajka-payalnikom
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
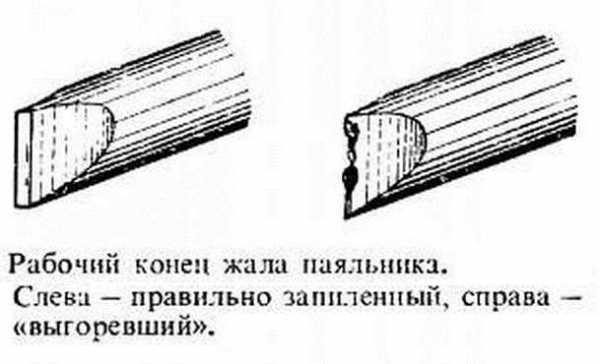
Так надо затачивать жало паяльника

Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Блок: 2/9 | Кол-во символов: 3640
Источник: http://studvesna73.ru/07/23/2781/
Чтобы вы смогли правильно лудить провода, мы решили рассказать вам подробную инструкцию в картинках. Если вы внимательно все прочитаете, то никаких проблем у вас возникнуть не должно.
Подготовка инструментов
Перед тем как приступать к лужению, вы должны собрать следующие инструменты:
Как лудить провода самостоятельно:


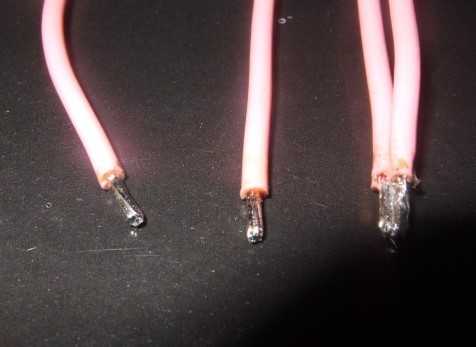
Обратите внимание! Таким способом нельзя лудить провода наушников. У них есть особенности, ведь все проводники эмалированные. Изначально нужно снять всю эмаль, а потом тонким паяльником и проводить лужение наушников.
Если провода совсем тонкие, тогда лучше канифоль не использовать вовсе, ведь сложно угадать с ее количеством. В этом случае оптимально использовать паяльную кислоту. Ею нужно обработать кончик проводника обычной кисточкой. Далее с помощью паяльника уже и наносим припой. Такой способ более надежным назвать нельзя, но с тонкими проводниками по-другому не получится.
Блок: 3/4 | Кол-во символов: 2224
Источник: http://DekorMyHome.ru/remont-i-oformlenie/tehnologiia-lyjeniia-provodov.html
 Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Блок: 5/7 | Кол-во символов: 1045
Источник: https://svaring.com/soldering/praktika/luzhenie-provodov
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
 Приобрести луженую медь можно в строительном магазине
Приобрести луженую медь можно в строительном магазине
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Далее, для придания идеальной равномерности покрытию, проволока проходит через небольшие щетки из резины. Таким образом, устраняются наплывы олова на поверхности проволоки.
Обратите внимание! Самым важным при лужении медной проволоки, является не допустить наплывы олова.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Блок: 5/6 | Кол-во символов: 1928
Источник: http://6watt.ru/elektrooborudovanie/instrumenty/luzhenie-eto
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
Блок: 6/6 | Кол-во символов: 290
Источник: http://6watt.ru/elektrooborudovanie/instrumenty/luzhenie-eto
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Блок: 7/9 | Кол-во символов: 537
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.

Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
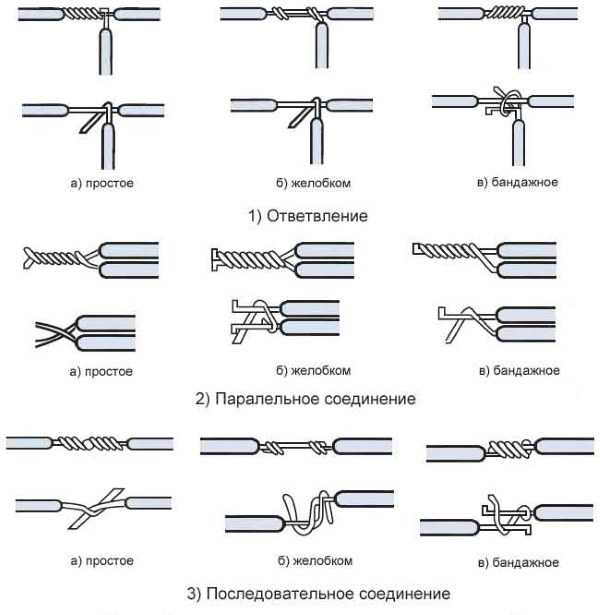
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.

Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Как определить сечение кабеля. Расчет сечения медного кабеля
Цветовая маркировка проводов и жил кабелей
Электропроводка на даче своими руками
Ввод электричества в дом
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии .Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Блок: 7/9 | Кол-во символов: 3202
Источник: http://studvesna73.ru/07/23/2781/
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Блок: 9/9 | Кол-во символов: 1126
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Пайка может быть успешной только в том случае, если мастер придерживался всех требований и рекомендаций. Для работы обязательно нужно подготовить качественный флюс, который чаще всего представлен обычной канифолью. Но этот материал не всегда есть под рукой. Из-за этого каждый хозяин должен знать, как залудить провод без канифоли в домашних условиях.
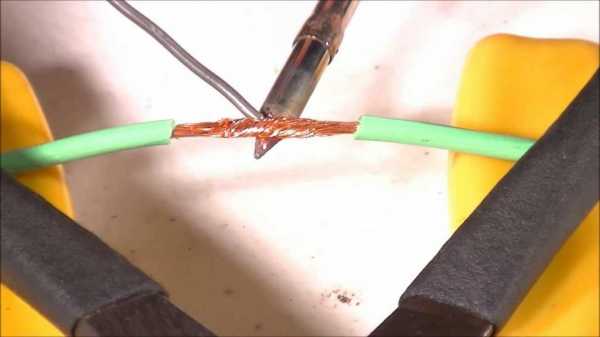
Если новичок хочет разобраться с тем, что значит «залудить провод», тогда ему нужно изучить базовые характеристики. Лужение — это предварительное нанесение тонкого слоя припоя на поверхность двух соединяемых участков. Эта процедура необходима в том случае, если нужно улучшить электрический контакт или повысить качество пайки. Современные технологии позволяют залудить провод без помощи паяльника. Для достижения желаемого результата нужно заранее подготовить небольшую металлическую емкость. Лучше всего задействовать крышку от газированного напитка. В емкость необходимо поместить несколько небольших кусочков оловянно-свинцового припоя.
С концов проводов обязательно снимается изоляция. Емкость с припоем разогревается до полного расплавления. Для этих целей можно использовать свечку, электрическую печку. Оголенный конец провода погружается во флюс так, чтобы он максимально покрыл всю поверхность изделия. Все лишнее нужно удалить быстрым движением руки с помощью тряпки. На проводе должен остаться равномерный слой олова. Если мастеру нужно обработать участок плоской детали, то на ее поверхность насыпают немного наструганного припоя. Источник огня подносится снизу изделия. После расплавления припой растирается по поверхности стальным стержнем. Металлические детали можно обрабатывать паяльной кислотой.
Если заранее подготовить все необходимые приспособления, то залудить провода паяльником можно гораздо быстрее и качественнее:

Залудить провод можно только в том случае, если правильно подобрать флюс. Любой современный припой предназначен для удаления оксидного налета на металлических изделиях, а также предотвращения окисления. Со всеми поставленными задачами прекрасно справляется канифоль, но в некоторых случаях просто необходимо знать, как правильно залудить провода другими средствами. Выбранный материал обязательно должен соответствовать ряду требований:
Чтобы залудить провода от наушников и других изделий, нужно предварительно растопить все три компонента. Конечно, во время работы будет исходить весьма неприятный запах, но результат того стоит. Смесь нужно постоянно помешивать. По составу средство максимально приближено к канифоли, поэтому это идеальный вариант для ее замены.
Если мастеру предстоит обработать железные детали, тогда древесную смолу нужно растворить в пищевом уксусе. Эссенция не подойдет. В качестве флюса можно задействовать обычный янтарь.

Этот вариант считается самым доступным и надежным, когда нужно залудить медный провод. Заменить канифоль плоскими шипучими таблетками не удастся, поэтому предпочтение лучше отдать традиционному аспирину. Медикаментозное средство нужно растереть до состояния порошка и растворить в воде либо винно-водочном спирте. Единственный минус — в том, что процедура должна осуществляться под вытяжкой либо в хорошо проветриваемом помещении. В противном случае мастер может надышаться вредными испарениями. Для достижения желаемого результата также можно задействовать электролит от использованных батареек.

Чтобы залудить провод без канифоли, можно задействовать любое щелочное средство. Дабы избежать нежелательного окисления металла, нужно тщательно зачистить его и сам припой, после чего покрыть их стеарином. В этом случае идеально подойдет обычная свечка. Перед использованием стеарин необходимо расплавить, не перегревая. Защитный слой обязательно исключит вероятность контакта с воздухом. Пайка осуществляется под стеариновым слоем.
Если под рукой нет традиционной канифоли, тогда можно задействовать универсальное средство для натирания смычков. Сообразительные мастера, у которых есть в наличии флюс с припоем, предпочитают замачивать средство в чистом спирте. Компонент должен полностью растворится. Отзывы показали, что именно таким экстрактом можно с успехом заменить канифоль. Спирт постепенно испарится, а сама обработка проводов будет соответствовать всем требованиям.

Чтобы качественно залудить провод, нужно придерживаться следующих рекомендаций:

Многие новички могут столкнуться с определенными проблемами во время работы с паяльником. Чаще всего трудности связаны с обработкой многожильных проводов. Надежное и долговечное соединение осуществляется следующим образом:

Традиционная пайка проводов с помощью флюса отличается такими особенностями:
Для сложных и тугоплавких материалов отыскать заменитель для классической канифоли просто невозможно. В иной ситуации при отсутствии классического материала мастеру пригодятся подручные средства со схожими характеристиками. Но такой подход уместен только в домашних условиях, когда не нужно придерживаться определенных технологий. В условиях отсутствия канифоли нужно помнить о том, что качество пайки снижается, из-за чего нужно быть готовым к дополнительным манипуляциям.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток - способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы - это преимущество никелевого покрытия. Недостаток - слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток - горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации - наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало - вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием - она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния - так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится - покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом - паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник - так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Вы, наверное, замечали, что когда два соединенных между собой проводника, при долгой работе начинают греться. Особенно это заметно при увеличении мощности проходящего тока. Данное явление происходит при образовании оксидной пленки между проводниками, которая нарушает контакт. Недостаточный контакт между проводами, приводит к их нагреву. Для обеспечения долгого и надежного контакта, используют процесс лужения проводов.
Лудить, это значит покрывать металлические изделия тонким слоем олова, которое в свою очередь предотвращает процесс окисления металлических поверхностей. Но если брать во внимание облуживание паяльника, то тут процесс немного отличается.
Залуживание паяльника пошагово:
Перед тем как облудить паяльник, необходимо подготовить рабочую поверхность. В первую очередь, если паяльник совершенно новый, нужно заточить жало устройства. Для того чтобы сделать это правильно, следует учитывать процессы в которых будет использоваться паяльник.
Жалу паяльника можно придать форму клина. Для этого жало вынимается из устройства, и при помощи напильника или электростанка, жало с двух сторон затачивается под углом до 40 0 . Если паяльник используется для работы с мелкими радиодеталями, то ему придают форму конуса, которая обеспечивает более удобную работу.
Обратите внимание! Ширина острия клина должна быть не менее одного миллиметра. Если жало в виде конуса, то рабочая площадь составляет около двух миллиметров.
Если заводская форма жала устраивает, то важно понимать, что все изделия на заводе изготовителе, покрывают патиной – оксид кислорода и меди, которая имеет зеленоватый оттенок. Перед лужением жала устройства, необходимо используя наждачную бумагу с мелким зерном, удалить данное покрытие.
После этого, жало устанавливается в устройство, и подключается к электросети. Необходимо дождаться равномерного прогрева свей поверхности жала, после которого и производиться лужение.
При нагревании до оптимальной температуры, жало устройства обрабатывают смолой или куском канифоли. Покрывается вся поверхность.
Медь и ее сплавы со временем окисляются под воздействием кислорода. Для того чтобы соединения медных проводников в процессе работы не окислялись, необходимо их залудить оловом.
Для работы потребуется:
Правильно залудить медный провод, получится только хорошо разогретым паяльником. Поэтому пред началом работ, включаем его в сеть и оставляем разогреваться.
После этого, в зависимости от материала обработки, выполняется следующее. Если медная жила покрывается канифолью, то ее помещают в емкость с данным материалом и нагревают паяльником. Если используется флюс, то провод покрывается жидким флюсом и прогревается паяльником.
Обратите внимание! Чем лучше прогрев металла, тем качественнее лужение медного проводника.
Затем, на разогретое жало паяльника берется необходимое количество олова и используя данное устройство, распределяется по всей поверхности обработанного провода.
Для того чтобы залудить медный кабель большого сечения, используют тигель (емкость для плавления). В этом случае, в разогретую емкость до температуры плавления олова, помещаются куски металла. Жила кабеля обрабатывается флюсом или канифолью и помещается в тигель. Таки образом, достигается, нормальный нагрев жилы и равномерное распределение олова по ее поверхности.
Очень часто, под воздействием механических нагрузок, выходят из строя наушники. Эти приводит к обрыву слаботочных проводников. Данные проводники в устройстве, достаточно тонкие, поэтому технология лужения и пайки немного отличается.
Особенности работы:
Начать работу, следует с разборки старого девайса. В первую очередь отпаиваются оборванные проводники. Далее производится подготовка к пайке нового провода.
Так как, слаботочные проводники для наушников, для изоляции друг от друга покрывают лаком, то это в некоторой степени затрудняет процесс припаивания. Для этого, облегчения работ, необходимо удалить слой лака с проводов, тем самым подготовить металл для лужения.
Делается это при помощи разогретого паяльника с использованием канифоли. Жила провода, помещается в канифоль, и разогревается. Затем она кладется на ровную поверхность, на которой легкими движениями от изоляции к концу провода счищается слой лака.
Обратите внимание! Лак следует снять на такое расстояние, при котором касание проводников не приведет к их замыканию.
После этого, используя разогретый паяльник, тонким слоем олова покрываются провода. Стоит отметить, что залуженные провода наушников не только обеспечивают надежный контакт, но и процесс пайки значительно упрощается.
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Обратите внимание! Самым важным при лужении медной проволоки, является не допустить наплывы олова.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.
Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник - вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую - то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку - патрон с проводочком. Заодно посмотрел на подключение - всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов - но всё в пределах допустимого за много-то лет.

Но ведь где-то искрит! Разбираем дальше - остаётся только патрон, соединённый с проводом на заводе.

А там…

Вот эти коричневые полу обугленные кусочки - это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой - трескается и отваливается, обнажая медную жилу.


И тут же видна причина. Концы провода на заводе залудили.

Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт - гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет - соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр . Он не про лужение, шире, про пайку вообще. Но физика остаётся
- трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
Материал проводника и его изоляции;
Число и форму проводов, формирующих проводник;
Площадь поперечного сечения проводника;
Число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
П. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
П. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
Примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
П. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
Снижение электропроводности и механической прочности;
Увеличение переходного сопротивления со временем;
Химическая коррозия, вызванная остатками флюсов;
Экологическая небезопасность;
Трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.

Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Поделись статьей:
Похожие статьи
Молниеотвод используется для создания вертикальных и горизонтальных ударов молнии, а также разрядных проводов в системах молниезащиты, также известных как система молниезащиты - LPS. Его задачей является сбор тока молнии с защищаемого объекта и отведение его безопасным для людей и имущества способом на систему заземлителей в земле, где разряд будет рассеиваться.
Атмосферные разряды могут генерировать токи большой силы, поэтому согласно действующим нормам в системах молниезащиты обычно применяют грозозащитные провода диаметром 8 мм, что соответствует сечению 50мм2. В особых случаях применяют также проволоку, громоотвод диаметром 10 мм, тогда как применявшийся ранее 6-мм стержень применяют только для реконструкции или ремонта старых установок.
Наиболее часто из-за цены используется оцинкованная стальная проволока.Он доступен толщиной 6, 8 и 10 мм, упакован в рулоны весом 50 кг. Его преимуществом является относительно низкая цена, а недостатками - большой вес и твердость, затрудняющие монтаж для монтажников, и умеренная коррозионная стойкость. Через несколько лет эксплуатации могут появиться его первые вспышки.
Абсолютно недооцененный и до сих пор редко используемый алюминиевый молниеотвод (AlMgSi или Al), примерно в 3 раза легче стального провода. Он оказывает меньшую нагрузку на крышу и ручки.Он также мягче, восприимчив к форме и удобен для монтажников. Он имеет эстетичную оксидную поверхность и практически не вызывает коррозии при нормальных условиях эксплуатации. Он доступен толщиной 8 и 10 мм, обычно упакован в бухты по 20 кг (148 погонных метров диаметром 8 мм, 95 погонных метров диаметром 10 мм).
Кроме того, на объектах с особыми требованиями (например, в средах с повышенной коррозионной активностью, на консервации, промышленных, портовых и т. д.) применяются грозозащитные тросы из других материалов, например,
• проволока стальная омедненная 8мм,
• медная проволока 6, 8 и 10мм,
• проволока нержавеющая 8мм,
• Алюминиевый трос ALDREY 9 мм.
.Проволочные зажимы
Проволочные пряжки, предназначенные для обвязки лент различной ширины, чрезвычайно универсальны и просты в использовании. По этой причине их чаще всего используют везде, где упаковка и обвязка грузов производится вручную. Эти застежки доступны в упаковках по 1000 штук.Они используются для соединения полиэфирных и тканых полипропиленовых лент.
У нас есть застежки размеров:
Металлические застежки
Застежка металлическая, так же, как и проволочная, используется для соединения обвязочных лент с обвязочным устройством, рассчитанным на один размер застежки.
У нас есть металлические застежки размеров:
Пряжки универсальные пластиковые (полипропилен)
Застежки пластиковые (полипропилен) универсальные применяются вместо проволочных застежек в случаях, не требующих большой силы фиксации груза.
Уголки пластиковые круглые (полипропилен)
Уголки пластиковые круглые (полипропилен) защищают груз от повреждений, вызванных давлением застегнутой на нем лямки.Они также защищают саму ленту от возможного истирания или порезов об острые края упакованных товаров. Сложенные уголки можно согнуть под любым углом, что позволяет точно прилегать к прикрепляемому грузу.
.




















| Разрыв страницы для результатов поиска |
27.05.2010 19:15:27 - карамба
Мне нужно прикрутить глушитель к планеру.Из-за вибраций,и прежде всего27-05-2010 19:18:52 - братПит
Мне нужно прикрутить глушитель к планеру.Из-за вибраций,и прежде всего а не лучше ли сделать как это делается на заводе? Штифты
вкручены в головку из одного материала, гайки крепления коллектора из материала
с другим термическим расширением чем штифты (дополнительно
омедненные), чу.. открутить,
брат
27.05.2010 19:38:36 - карамба
продевание провода должно быть другое оборудование
не будет выпущено для полета (обзор).
с гайками будет сложно сделать, т.к. придется сверлить еще и винты
, а высверливать отверстие в болте
и гайке для продевания проволоки будет тяжело.
Предложение ОК. только где купить такие болты, гайки с разным расширением
, наверное когда спрошу в магазине
, увижу глаза навыкате :)
27-05-2010 21:27:19 - братПит
Проволока ах да, я забыл, что у авиации другие требования, ориентированные на отн. для безопасности
,
штифты коллектора и гайки, это наверное механикам выбирать размер,
тип М8х40, гайки, только что бы вскрывать,
думаю что механики производящие разные марки автомобилей смогут выбрать его или, при необходимости,
глушители,
можно купить эти гайки с защитой от откручивания
, они либо омедненные, либо омедненные снаружи и на резьбе
покрыты чем-то вроде цинка?
аск,
брат
27.05.2010 22:45:36 - Павел О'Паяк
Здравствуйте,> с гайками это будет сложно сделать, так как придется сверлить
> еще и винты и высверливать дырку в болте
> и в гайку продевать провод будет тяжело.
В чем проблема? Аккуратное новое кобальтовое сверло, и это можно сделать.
Наверное, на настольной дрели будет неудобно, но и
вручную. Без проблем просверлил латунное кольцо
, установленное на стальной вал, и нарезал всю резьбу М3.
Pozdroofka,
Pawel Chorzempa
-
-Папа, откуда ты знаешь низкую социальную вредность?
-После крупной личной утраты (копирайт: С. Мрожек)
******* >>> !!! ВНИМАНИЕ: Я ОТВЕЧАЮ ТОЛЬКО НА ЭЛЕКТРОННЫЕ ПОЧТЫ ->:
> pavel (this_funny_mark) aster.номер
28.05.2010 11:18:55 - карамба
> В чем проблема? Аккуратное новое кобальтовое сверло, и это можно сделать.
> Наверное, на настольной дрели будет неудобно, но и
> далеко.Я без проблем просверлил латунное кольцо, установленное
> на стальной вал, и нарезал всю резьбу М3.
>
> Pozdroofka,
> Pawel Chorzempa
Сверлить не проблема, но необходимо перед сборкой, т.к. нет места для
.
Проблема, как я писал выше, в том, что когда я накручиваю гайку и затягиваю ее,
может пройти проход отверстия
в гайке и болте.
28.05.2010 00:23:25 - ПБ
Чт, 27 мая 2010 г. 10:38:36 -07:00 (PDT), на пл.разное авто, karamba>продевание провода должно быть иначе оборудование не будет допущено
>летать (обзор).
это называется счетчик ...
-
С уважением
Петр Бегала Варшава
Benelli Pepe LX 0.05l BVA ;-)
Renault Clio 2008 - 1.5dci Societe
Renault Safrane Initiale Paris 2.5 T5 BVA
28.05.2010 11:02:02 - карамба
>> karamba писал(а):> Piotr Biegała написал:
> это называется счётчик...
Как он это назвал, ты ничего не внес.
Введите счетчик goodgle, и вы увидите, что вы получите.
Эта гостиница называется Рим.
привет
27.05.2010 19:47:31 - Дэнни
Чт, 27 Мая 2010 10:15:27 -0700 (PDT), karamba писал(а):>Мне нужно прикрутить глушитель к мотодельтаплану.Из-за вибраций и прежде всего
>вся моя безопасность должно быть безопасное соединение.Головки болтов
> просверлены крест-накрест (1мм) и я их закреплю, продев через
> всю проволоку.Однако дополнительно хочу промазать резьбу термостойким клеем
>, но так, чтобы потом можно было be
> выкручено Есть что-то такое? и какой герметик нанести на
>прокладку(она имеет внутреннее кольцо из листового металла).Глушитель имеет фланец
>прикрученный к цилиндру 4 болтами.
Что касается клея - для резьбы используется анаэробный клей - но я не знаю, есть ли
в высокотемпературном варианте.Что касается герметика - есть пасты, которые используются при сборке глушителей
- так что думаю они должны подойти к вашему корпусу
-
С уважением
Daniel
en.openoffice.org/ - бесплатная версия MS Office
www.mozillapl.org - веб-инструменты не только для орлов
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 60 мм и шагом 30 мм.
2,85
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 60 мм и шагом 15 мм.
2,85
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 90 мм и шагом 30 мм.
2,95
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 120 мм и шагом 15 мм.
2,95
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 120 мм и шагом 30 мм.
3,05
злотыйВ корзину
продукт был добавленпродукт недоступен
Специальное предложение
Ручка-распылитель для проволочной подвески 65 или 75 ммДержатель - подвес проволочный, оцинкованный, для банок диаметром 65 или 75 мм.Подвеска имеет две ручки для крепления на перфорированные пластины.
9,50
злотыйСтарая цена: 11.00
В корзину
продукт был добавленпродукт недоступен
Держатель - подвес проволочный, оцинкованный, для банок диаметром 65 или 75 мм. Подвеска имеет две ручки для крепления на перфорированные пластины.
95,00
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 60 мм и шагом 15 мм.
265,00
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 60 мм и шагом 30 мм.
265,00
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 90 мм и шагом 30 мм.
275,00
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 120 мм и шагом 15 мм.
275,00
злотыйВ корзину
продукт был добавленпродукт недоступен
Закрытая подвеска для инструментов из оцинкованной проволоки с диаметром проволоки 3 мм, длиной 120 мм и шагом 30 мм.
285,00
злотыйВ корзину
продукт был добавленпродукт недоступен












