| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 иσсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| sв | - предел кратковременной прочности, МПа | R иρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | - температура, при которой получены свойства, Град | |
| sT | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn иr | - плотность кг/м3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σtТ | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
Существуют различные виды сталей, каждая из которых имеет свои плюсы и минусы. Поэтому необходимо знать, из какого металла покупать то или иное изделие, чтобы оно прослужило максимально долго.
За характеристики стального предмета отвечает его геометрия, но в большей степени структура металла, которая, в свою очередь, зависит от его состава и необходимой термической, химической и механической обработки. Именно комбинация этих критериев объясняет такое огромное количество марок сталей и готовых изделий. Так как существуют различные приоритеты по характеристикам металлической продукции (иногда нужна только прочность, а иногда только пластичность), то изначально сталь подбирается по своему химическому составу, а получает окончательные свойства при помощи дальнейшей обработки.
Режимы обработки подбираются максимально точно для каждой детали, а при необходимости и ее небольшой части. Зависят они, как правило, от того, какое место в конструкции занимает элемент и какие нагрузки он испытывает (трение, динамические, растяжение, сжатие). Исходя из этого, ставятся и цели: добиться твердости, пластичности или же комбинации этих качеств. Получить одинаковую твердость, прочность, пластичность можно для сталей с разным химическим составом, но при этом они могут давать неудовлетворительный результат по другим критериям. Но одна и та же марка металла может использоваться для деталей различного назначения. Так, к пирмеру, сталь 95х18 может быть основой для изготовления различных частей, но с одинаковыми требованиями по пределу прочности и твердости. Эти предметы и детали могут быть разнородными: втулки, оси, подшипники, но наилучшие свои характеристики сталь проявляет при изготовлении охотничьих ножей.
95Х18 - одна из лучших и практичных сталей, применяемых для изготовления ножей с особо прочными показателями. Как правило, это изделия для охотников. Люди, отдающие свое предпочтение ножам из этой марки, делают свой выбор не случайно. Даже не углубляясь в тонкости металловедения, помогают лучше узнать ножи из стали 95х18 отзывы других пользователей, по которым можно понять многое. А именно: это самый оптимальный материал для такого рода изделий.
Открыли химический состав и свойства этого сплава не так уж давно. Но его нарастающая популярность говорит много о высоких показателях этого материала. Работают с данной сталью в основном профессиональные компании, так как она очень капризная, ей свойственны такие дефекты, как пережог или недостаточный отпуск. Для этого нужны люди с хорошим знанием сталеварного дела и современное точное оборудование, позволить которое может только фирма, профессионально занимающаяся производством ножей или другой продукции из металлов.
Наличие хрома в его химическом составе выдвигает высокопрочную сталь в ряд коррозионностойких или нержавеющих. Помимо этого, сталь 95х18 предназначена для ковки. Для любой структуры металла эта процедура представляет собой «лечение» от многих болезней, самые распространенные из которых микротрещины, заполнение пор вредными элементами водорода, кислорода, ну и, конечно, вакансии (не занятое атомом место, которое образует полость). Кроме «болезней», ковка помогает избавиться от химической и дендритной ликвации, более плотно «укомплектовать» все молекулы. При таком жестком структурировании происходит измельчение зерна металла. Это позволяет увеличить пластичность, не снижая прочности. После этого имеет сталь 95х18 характеристики, способные выдержать большие нагрузки даже на изгиб.
Конструктивные особенности режущих изделий дополняют и увеличивают функциональные возможности. Они правильно распределяют нагрузку и делают использование ножа легким и удобным. При изготовлении клинка большое значение придается форме, размеру, методу заточки кромки и способу крепления рукоятки. Каждый из этих пунктов имеет более детальные приспособления. Они увеличивают удобство и повышают художественную ценность изделия. Существует прямая зависимость от толщины клинка и качества резания. Чем тоньше лезвие, тем лучше им выполнять мелкие работы.
Сталь 95х18, ножи из которой получаются с очень прочной и износостойкой кромкой, должна пройти несколько этапов обработки. Работа начинается с получения отливки небольшого размера, которую перед началом ковки отжигают (нагревают заготовку до температуры 885-920 градусов Цельсия и выдерживают в течение 1-2 часов). Здесь очень важно не пережечь металл. Если это произойдет, то заготовка уже не подлежит дальнейшей обработке. Только после такой выдержки оливок готов к ковке. Из него формируется пластина нужного размера. Плюс даются припуски на механическую обработку (заточка, шлифовка). После окончания ковки заготовка быстро охлаждается в машинном масле. Это называется закалка. На этом этапе сталь имеет очень высокую хрупкость, и если ее не убрать, то металл при несильном ударе будет крошиться, как стекло. Может, иногда и встречается работа неопытного мастера, но в основном сталь 95х18 отзывы получает от потребителей положительные. Процедура отпуска представляет собой нагрев заготовки, но уже до меньших температур - всего до 200-300 градусов Цельсия.
Режущая кромка ножа получает свою форму в два захода. Первый заход позволяет получить только предварительные размеры, второй - более точные. Сразу после первого отпуска проводится окончательная механическая обработка. Клинок на станке стачивается до нужных размеров. Сталь 95х18, термообработка которой проходит в четыре этапа, принимает окончательные свойства после второго отпуска, при котором снимаются все напряжения - и металл становится максимально пластичным. Для этого уже готовый клинок выдерживают при температуре 150 градусов в течение 1-2 часов. Охлаждение проходит на воздухе. Для украшения клинка своеобразными узорами может проводиться травление кислотой.
Несмотря на свою твердость и прочность, сталь подвержена медленному разрушению. Конечно, этот процесс длится не один десяток и даже сотню лет, но его можно сократить до минимума, ускорив неправильным уходом.
Сталь 95х18, имея в своем составе повышенное содержание хрома, отличается своей коррозионной стойкостью, что увеличивает срок эксплуатации. Изделия из нее также обладают этой особенностью, но тем не менее как сама сталь, так и конструктивные особенности ножа требуют к себе бережного отношения.
Технология изготовления ножей, как и других стальных предметов, подчинена ГОСТу, технологическим картам и инструкциям. Данный вид стали высоко ценится не только на территории России. Он так же легко конкурирует с зарубежными марками и многие из них превосходит по основным параметрам. Но, несмотря на это, изделия каждого мастера имеют свои отличия. Это говорит о том, что работа с металлом не только технологический процесс, в первую очередь это призвание.
Нержавеющая сталь 95Х18 используется во многих отраслях промышленности, так как обладает оптимальным соотношением между эксплуатационными показателями и доступной стоимостью. Негласное название сплава – «ножевая сталь», так как именно из этой марки изготавливают качественные охотничьи, туристические, кухонные ножи, а также профессиональный режущий инструмент и элементы конструкций, работающих в условиях повышенных нагрузок.
Маркировка сплава содержит буквы и цифры, указывающие процентное содержание углерода и основного легирующего элемента. Согласно ГОСТ, расшифровка марки выглядит следующим образом:
Основу химического состава 95Х18 составляют три элемента – железо, хром и углерод, что непосредственно влияет на свойства сплава. Большое количество углерода придает металлу повышенную механическую прочность, а хром – коррозионную стойкость. Наличие небольшого количества титана (до 0.2%) и никеля (до 0.6%) улучшают эксплуатационные качества сплава и деталей, изготовленных из него.
Основные технические характеристики 95Х18 выглядят следующим образом:
Сталь выпускается преимущественно в виде круга, прутка и кованых полос различного размера. Также особую ценность представляют кованые элементы, которые подходят для изготовления режущего инструмента и других деталей.
Высокие эксплуатационные качества, коррозионная стойкость и механическая прочность обеспечили сплаву широкое применение в бытовой и промышленной сфере. Кроме ножей и режущего инструмента из материала изготавливают шарикоподшипники разного назначения, втулки, оси и другие элементы конструкций, которые будут эксплуатироваться в условиях повышенных нагрузок.
Наиболее распространенные зарубежные аналоги 95Х18 в разных странах мира:
Указанные марки сплавов максимально похожи по химсоставу, а также обладают практически такими же эксплуатационными качествами, что и оригинал.
У нас можно не только купить нержавейку 95Х18 (или ее аналоги) по выгодной цене, но и заказать изготовление изделий из этого сплава по индивидуальным чертежам.
Влияние зернограничного фазового перехода смачивания границ зерен на микроструктуру редкоземельных постоянных магнитов на основе сплавов системы Nd-Fe-B
Экспериментально показано, что величина коэрцитивной силы спеченных Nd-Fe-B магнитов определяется: исходным химическим составом сплавов, скоростью охлаждения после спекания...
Завод ребристых плит покрытий и перекрытий производительностью 50 тыс.м3/год
Формы со свежеотформованными изделиями краном подаются в пропарочные камеры на пакетировщик. Зазор между поддонами должен быть не менее 30 мм...
Литье по выплавляемым моделям
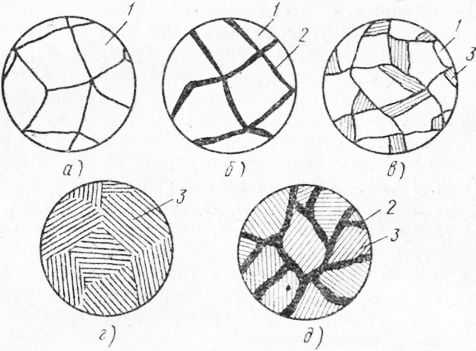
Термообработка литого металла характеризуется некоторыми особенностями по сравнению с термообработкой кованого или прокатанного. В отливках вследствие специфических условий их затвердевания наблюдается крупное зерно...
Проектирование режущего инструмента. Шпоночная протяжка. Метчик
Твердость режущих зубьев и задней направляющей части протяжек, изготовленных из быстрорежущей и легированной инструментальной стали, принимать по таблице 12. Хвостовые части протяжек термически обрабатываются до твердости HRC 40...47...
Процесс химического никелирования
Покрытие имеет плохое сцепление с основным металлом, поэтому термообработка предназначена для улучшения прочности сцепления покрытия с основой и контроля прочности сцепления...
Разработка технологического процесса изготовления штампованной поковки
Качество поковок и изготовляемых из них изделий в значительной степени зависит от термической обработки, которая состоит из двух стадий -предварительной и окончательной...
Расчет цепного конвейера
Основными материалами для валов и осей служат углеродистые легированные стали благодаря высоким механическим характеристикам, способности к упрочнению и легкости получения цилиндрических заготовок прокаткой. Назначаем сталь 40Х...
Расчет цепного конвейера
Для изготовления промежуточного вала назначаем Ст. 45, улучшение. [ув]=900МПа, [уф]=750МПа 3.2.2 Проектный расчет валов Диаметры различных участков вала определяют по формулам: dк ? (6-7) , (3.14) dбк ? dк +3 М f , (3.15) dп = dк -3 М r , (3.16) dбп ?d п +3 М r , (3...
Расчет цепного конвейера
Для изготовления промежуточного вала назначаем Ст. 45, улучшение. [ув]=900МПа, [уф]=380МПа 3.3.2 Проектный расчет валов Подставляя крутящий момент Тпр = 153,1 Нм в выражение (3.14) получим dк ?(6-7) = 16,7-19,4 мм. Назначаем dк = 18 мм. dбк ? 18+3 М 1 = 21 мм...
Свойства металлов. Основные параметры при закалке стали
Высококачественная сталь 12Х1МФ перлитного класса состоит из 0,8-0,15% С, 0,9-1,2% - хрома, 0,25-0,35% - молибдена, 0,15-0,30% - ванадия. Передел длительной прочности (МПа) при = 80 МПа и =60 МПа...
Технологический процесс изготовления круглой протяжки
Термообработка (Т обр) протяжки включает в себя закалку и отпуск. От процесса термообработки зависит качество изготавливаемого инструмента. При Т обр...
Технология автоматической сварки стали 18Г2АФпс автоматической сваркой под слоем флюса
Соединения из низколегированных сталей обладают высокой стойкостью против холодных трещин...
Технология и оборудование литейного производства
В цехе устанавливаются отжигательные печи. Отжиг и нормализация отливок до 300 кг происходит в коробках с отверстиями и установленных на тележках высотой не менее 150…300мм. Отливки улаживаются так...
Технология обработки стали холодом
В последние десятилетия производство стали революционизировалось в результате разработки кислородно-конвертерного процесса (известного также под названием процесса Линца-Донавица). Этот процесс начал применяться в 1953 г...
Штамповка на горизонтально-ковочной машине (ГКМ)
После ковки и штамповки поковки подвергают термической обработке, в результате которой изменяют структуру металла, улучшают механические и технологические характеристики металла, например, обрабатываемость резанием...
Шарик из нержавеющей стали 95Х18Шар из нержавеющей стали 95Х18 ТУ 37.006.080-83, ТУ ВНИПП.080-00 (условное обозначение Ю). Заводом выпускаются стальные шарики любых диаметров в диапазоне от 1,588 мм до 57.15 мм, следующих степеней точности: 10; 16; 20; 28; 40; 60; 100; 200. Шарики по желанию заказчика изготавливаются с термообработкой: закалка (для достижения твердости не менее 56 HRC), закалка с обработкой холодом на минус 70-80 °C, (для достижения твердости не менее 59 HRC). Возможно изготовление шариков с низкотемпературной термообработкой (низкотемпературным и высокотемпературными отпусками). Условное обозначение Ю…Т; Ю…Т1; Ю…Т2 (для эксплуатации при высоких температурах или высоких нагрузках).
Сталь 95Х18 является Российским аналогом стали по американскому стандарту стали AISI 440-С и по немецкому стандарту стали Х105CrМо17. Данные шарики нашли широкое применение в нефтяной, нефтеперерабатывающей, атомной, алмазо- и золотоперерабатывающей промышленностях. ЗАКАЗАТЬ | |||||||
Описание стали 95Х18 может стать очень полезным подспорьем при выборе, особенно если учесть характеристики стали для ножей, ее плюсы и минусы. Обязательно нужно провести сравнение с Х12МФ и другими марками. Внимания заслуживают также применение и твердость стали, ее основные аналоги.
Такая маркировка сразу говорит о многом внимательному читателю. Химический состав стали 95Х18 включает прежде всего железо. Но важную роль играет и углерод, доля которого составляет 0,95%. Доля хрома при этом равна 18%, что оказывает существенное влияние на свойства готового продукта. Концентрация примесей будет сравнительно невелика; сплав считается легированным и стойко переносящим коррозионные воздействия.
Присутствие хрома в количестве свыше 12% дает особенный эффект. Все сплавы с такой его концентрацией имеют уникальную поверхность. Она покрывается сравнительно тонкой, но при этом весьма плотной пленочкой окислов. Это и позволяет застраховаться от дополнительного окисления при контакте с воздухом, даже с соленой водой.
Стоит отметить, что то же самое повышение концентрации хрома делает невозможным получение листового проката из этого металла.
Изготовить сталь 95Х18 весьма трудно. Эта процедура требует совершенного и многообразного по составу оборудования. Обязательно понадобится:
Необходимые условия могут быть созданы только в кислородно-конвертерных цехах. Изготовленный сплав разливают по методике непрерывной отливки. Практически всегда отливают его в слябы. Но при необходимости используют также блюм или формы сортовой заготовки. Полуфабрикаты стали 95Х18 относительно велики. Дальнейшая обработка их в готовом виде была бы затруднительна. Потому полуфабрикаты принято резать в рулонном формате уже перед прохождением валков или после них. Толщина рулонной стали варьируется от 0,12 до 1,2 см. Как рулоны, так и пруты могут дополнительно разрезаться на фрагменты, становящиеся заготовками для различных выпускаемых товаров. На сколько-либо крупном производстве ковка ведется машинным способом.
Для этой цели используют молоты. Деформировать металл нужно при температуре от 900 до 1125 градусов, поскольку при таких условиях изменить кристаллическую решетку проще всего. Выкованные изделия плавно остужают примерно до 750 градусов. Конкретный перечень операций и их последовательность сильно зависят от того, какую продукцию собираются выпускать.
Ручное производство стали 95Х18 едва ли возможно, тем более что она будет иметь тогда крайне низкое качество.
Сразу стоит отметить, что такой сплав очень хорошо переносит пребывание в пресной и насыщенной солями воде. Это открывает широкие перспективы его использования в различных сферах. Нержавеющее углеродистое железо такой марки способно противостоять воздействию щелочей с насыщенностью не более 20%. Отмечается также высокая стойкость к контактам с сырой нефтью и другой активной органикой, с азотной и уксусной кислотами. Сопротивляемость воздействию ортофосфорной кислоты невелика, а соляная и серная кислоты и вовсе активно растворяют этот материал.
Износостойкость стали 95Х18 весьма велика. Этот сплав прочен и тверд. Вероятность коррозии окажется невелика. Такая сталь отлично режет и обрабатывает любые продукты, не вступая с ними в реакцию. Внешний вид неизменно останется привлекателен. Готовые ножи из 95Х18 отличаются дешевизной. Затачивать их будет сравнительно несложно. Такое обстоятельство особенно радует любителей походов, которым едва ли нравится тратить много времени на заточку лезвий. Не понадобится даже брать сложные точильные приспособления. Срок службы металла весьма велик.
В течение всего этого срока он сохранит свою износостойкость. Однако есть и определенные проблемы. Ножи из стали 95Х18 имеют слишком малую ударную вязкость. При любом ударе они могут растрескаться или даже вовсе расколоться — что делает такой нож непригодным для метания или работы с твердой поверхностью. Также стоит отметить критичность грамотной термообработки; при любых отклонениях от оптимальной технологии неизбежны проблемы.
Твердость по шкале Бринелля задается в соответствии с ГОСТ 5949, принятым в 2018 году. По этой системе HB не допускается получение металла тверже 269 единиц. Превышение такого показателя оборачивается резко негативными проявлениями. Надо понимать, что качество по Бринеллю правильно определяется только после завершения термической обработки. Применяться этот показатель может как к кованому, так и к подвергнутому горячей прокатке металлу.
Твердость по Роквеллу также нормируется. Ее определяют на примере образцов, вырезаемых из термообработанных изделий. Нормальный уровень составляет от 57 до 59 HRC. Такой показатель позволяет гарантировать высокое качество продукции. Очень важна правильная обработка режущих кромок. Плотность стали 95Х18 составляет 7750 кг на 1 куб. м. Теплопроводность равна 24,3 Вт/ (м · К). Так как сплав содержит 78% железа, то он отлично магнитится. Доля титана не превосходит 0,2%, а концентрация меди может составлять 0,3% максимум. Стоит отметить, что критична для свойств сплава закалка и отпуск — при любых нарушениях в них неизбежно ухудшаются основные параметры.
Подобно прочим сталям мартенситного типа, 95Х18 при закаливании становится плотнее. Правильный отжиг приводит к появлению ледебуритной структуры. В ней присутствует избыточное количество карбида. Первичный тип карбида возникает после окончания жидкой фазы. Такие включения вытянуты по форме в ту сторону, куда металл куют или прокатывают. Вторичный карбид состоит из более мелких включений. Образовываться они будут при остужении. Такие участки находятся в основных частях и на краях исходных аустенитов. Чем выше температура обработки, тем тверже будет сплав. По ряду причин он не годится для формирования конструкционных деталей. Так, нагреваясь, 95Х18 будет формировать зерна.
Самые крупные зерна путем дальнейшего нагрева убрать нельзя. А они станут оказывать негативное воздействие на структуру материала. Сварочные работы с изделиями из этой стали возможны. Однако при температуре ниже -40 градусов рассчитывать на стабильность сварного шва нельзя. При холодной деформации придать изделиям определенный внешний вид будет крайне сложно.
Технологи стремятся обойти подобные проблемы. Они давно выяснили, что введение карбидообразующих веществ сделает металл крепче и понизит вероятность коррозии в зоне сверки. Полезно может оказаться и добавление церия. В присутствии его и некоторых других редкоземельных элементов зернистость структуры сплава резко понижается. Однако правильно использовать присадки получается только у опытных технологов.
Понижение хладоемкости сплава достигается за счет добавок углерода, фосфора, кислорода, марганца и азота. Свою роль может сыграть даже введение серы и кремния. Правда, последние два компонента должны добавляться в очень ограниченных дозах, иначе вред от их использования перевесит. Прочие важные свойства:
Разумеется, за границей также используются материалы с похожими свойствами. В металлургии США такими могут считаться сплавы 440B, 440C. А вот 440A уже не годится в качестве заменителя или идентичного продукта. Зато можно использовать еще 440FSe, A756. В Японии вместо 95Х18 заказывают SUS440C, в Польше h28, а в Чехии — сплав 17042.
Стандарты ЕС классифицируют металл такого типа, как X102CrMo17. Во Франции наряду с маркировкой X105CrMo17 может встречаться и индекс Z100CD17. А вот в Германии встречаются сразу 3 возможных варианта:
Обычно сталь 95Х18 применяется после закаливания с низким отпуском. На ее основе делают лезвия для кухонных и складных ножей, вследствие чего она и заслужила название ножевая сталь. Что немаловажно, режущие инструменты на базе такого сплава имеют высшее качество. Можно изготовить даже тактический кистень (или, более точно, тактический нож-кистень). И на названных позициях область его использования не заканчивается.
Еще этот материал находит применение при производстве шарикоподшипников (включая изделия повышенной твердости), роликовых подшипников. Он нужен для выпуска осей и стержней на различное технологическое оборудование. Без стали 95Х18 не обходится производство втулок и прочих деталей, имеющих высокую износостойкость. Но и это еще не все. Сплав 95Х18 активно покупают для нужд авиационного приборостроения.
Там он используется для выработки ответственных частей механики. Это очень важно из-за привлекательной износостойкости. Гарантирована общая механическая устойчивость при рабочих температурах не выше 500 градусов и умеренно интенсивном воздействии агрессивных сред. Именно в таких условиях работают посадочные колечки на подшипниках.
В машиностроении сплав 95Х18 находит использование в клапанах, валах, пружинах и прочих изделиях; но все равно основная его часть отпускается именно для клинкового оружия.
Значимость такой процедуры уже вполне охарактеризована выше. Начинают с выработки отливок и их отжига. Такие режимы идут при температуре от 890 до 920 градусов. Потом приступают к ковке. В этот момент создается пластина требуемой величины. Следующий шаг — закалка. При этом необходима очень высокая степень нагрева. На пике она достигает 1080 градусов. Завершают термообработку путем отпуска — такая процедура убирает избыточную хрупкость. При повторном нагревании ранее охлажденного металла до 140-150 градусов; обработка продолжается 60 минут.
Отжиг стали 95Х18 должен продолжаться примерно 120 минут. Более точно определить время обработки сумеют только технологи применительно к конкретной партии продукта. Ковка не только влияет на форму изделия. Она еще и лишает металл целого ряда серьезных недостатков. Благодаря ей заполняются микроскопические трещины. Она же помогает вытеснить водород и кислород, таящиеся в порах стальных заготовок. Повышение плотности на молекулярном уровне позволит исключить ликвации. Еще одной положительной стороной такого процесса оказывается увеличение пластичности материала, не вредящее его прочности. В ходе закалки разогретый металл охлаждают в машинном масле.
Надо понимать, что закаленная сталь чрезмерно хрупка. Именно из-за этого и требуется повторный разогрев ее — тот самый отпуск. Полностью готовый продукт может быть отгружен потребителям:
Сопоставлять этот металл с другими типами стали правильнее всего на примере ножевого использования, потому что именно оно доминирует. Часто возникают споры, что же лучше — 95Х18 либо Х12МФ. Оба эти соединения включают незначительные количества:
Сталь Х12МФ опережает соперника по концентрации углерода. Она достигает 1,5%. Благодаря этому металл оказывается прочнее, но ковать его труднее. Увеличение прочности обеспечивается за счет введения вольфрама, ванадия и молибдена. Такие компоненты позволяют поддержать однородность состава. Благодаря ванадию увеличивается твердость материала. Он еще и повышает срок эксплуатации готовых изделий. Минусом оказывается отсутствие титана, который обязательно применяют в 95Х18. Кроме того, Х12МФ с трудом затачивается. Готовые изделия получатся весьма хрупкими.
Можно сравнить 95-й сплав и со сталью 65Х13. Оба вещества классифицируются как мартенситные продукты с большой концентрацией углерода. 65-й металл именуют медицинской сталью. Она неплохо подходит для изготовления кухонных ножей. 65Х13 также выигрывает при выпуске лезвий для пил, но уступает при производстве охотничьих ножей и специализированных инструментов. Еще одна возможная замещающая сталь — AUS-8. Такой продукт классифицируют как дамасскую сталь. Он имеет твердость от 58 до 62 HRC. Этот сплав, однако, проигрывает по стойкости к коррозии, хотя лучше затачивается. 95Х18Ш — просто частный вариант основного соединения; это не просто нержавеющая, но и высоколегированная сталь.
Еще 95Х18 уместно сравнить с 100Х13М. Такие стали одинаково отличаются длительным периодом производства, и выпускают их по отработанной до мелочей технологии. Они не ржавеют и отлично проявляют себя в выпуске ножей. Близки позиции по сопротивляемости износу и возможности применения в химически агрессивной среде.
Разница состоит в том, что 95Х18 все же более стойка к коррозии, но требует более изощренной тепловой обработки и уступает по способности противостоять износу (хотя выигрывает в стоимости).
| Вы отправляете заявку | |
| Мы выставляем вам счет | |
| Вы оплачиваете удобным для вас способом | |
| Получаете свой товар |
Что стоит знать о нас | |
| Поставляемый металлопрокат постоянно имеется в наличии, и хранится на складе «порядка 2000 тонн». | ✔ |
| Собственное производство профнастила. | ✔ |
| Мы предлагаем отсрочку платежа «до месяца». | ✔ |
| Мы делаем все возможное для минимизации сроков обработки и доставки. | ✔ |
| Осуществляем резку металла в размер и по вашим чертежам. | ✔ |
| Предоставляем услугу ответственного хранения на крытом складе. | ✔ |
| Мы предлагаем программу лояльности, позволяющую получать скидки на закупку, обработку или доставку металлопроката. | ✔ |
Актуальную цену Вам подскажет наш менеджер.
Окончательная цена на продукцию формируется, исходя из условий поставки: кол-ва, условий оплаты и места отгрузки. Спросите у менеджера.
Данный прайс-лист носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ст. 447 Гражданского кодекса Республики Казахстан.
Окончательная цена на продукцию формируется, исходя из условий поставки: кол-ва, условий оплаты и места отгрузки. Вам подскажет наш менеджер. Данная информация о товаре, о его цене и наличии, носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса Российской Федерации.Существуют различные типы стали, каждая из которых имеет свои преимущества и недостатки. Поэтому необходимо знать, из какого металла покупать то или иное изделие, чтобы оно прослужило как можно дольше.
Это связано с особенностями стали объекта геометрии, но в большей степени со структурой металла, которая в свою очередь зависит от его состава и необходимой термической, химической и механической обработки.Именно этим сочетанием этих критериев и объясняется такое огромное количество марок стали и готовой продукции. Так как существуют разные приоритеты свойств металлических изделий (иногда требуется только прочность, а иногда только пластичность), то изначально сталь выбирают по химическому составу, а окончательные свойства получают путем дальнейшей обработки.
Режимы обработки подбираются максимально точно для каждой детали, а при необходимости и для малой ее части.Они зависят, как правило, от места в структуре элемента и от того, какие заряды он испытывает (трение, динамика, растяжение, сжатие). При этом также ставятся цели: добиться твердости, пластичности или сочетания этих характеристик. Получение одинаковой твердости, прочности и пластичности может быть для сталей разного химического состава, но они могут давать неудовлетворительные результаты по другим критериям. Но одна и та же марка металла может использоваться для деталей разного назначения. Так, для пирмера сталь 95х18 может быть основой для изготовления различных деталей, но с одинаковыми требованиями к высочайшей прочности и твердости.Эти элементы и детали могут быть разными: втулки, оси, подшипники, но лучшие качества при изготовлении охотничьих ножей проявляет сталь.
95Х18 - одна из лучших и практичных сталей, применяемая для производства ножей с особо высокими характеристиками. Как правило, это товары для охотников. Люди, предпочитающие ножи этой марки, делают свой выбор не случайно. Даже не вникая в тонкости металловедения, они помогают лучше узнать ножи из стали 95х18 обзоров других пользователей, где можно многое понять.А именно: это самый оптимальный материал для подобных изделий.
Химический состав и свойства этого сплава были найдены очень давно. Однако его растущая популярность говорит о высоких показателях этого материала. Работать с этой сталью должны, в первую очередь, профессиональные компании, потому что она очень капризна, для нее характерны такие недостатки, как перегрев или недостаточный отпуск. Для этого нужны люди с хорошим знанием сталеплавильного производства и современное прецизионное оборудование, которое может позволить только предприятие, производящее ножи или другие изделия из металла.
Конструктивные особенности режущих изделий дополняют и повышают функциональность. Они правильно распределяют нагрузку и облегчают использование ножа. При изготовлении клинка большое значение имеют форма, размер, способ заточки кромок и способ крепления рукояти.Каждый из этих пунктов имеет более детальную адаптацию. Они повышают комфорт и повышают художественную ценность изделия. Есть прямая зависимость от толщины лезвия и качества реза. Чем тоньше лезвие, тем лучше они справятся с небольшой работой.
Сталь 95х18, ножи из которой получают очень прочную и износостойкую кромку, должны пройти несколько стадий обработки. Работа начинается с изготовления мелкой отливки, которая перед началом ковки подвергается отжигу (заготовка нагревается до температуры 885-920 градусов Цельсия и выдерживается 1-2 часа).Очень важно не сжечь металл. В этом случае заготовка не подлежит дальнейшей обработке. Только после того, как оливки состарятся таким образом, они готовы к ковке. Из него изготавливается плитка соответствующего размера. Дополнительные припуски даются на механическую обработку (заточка, шлифовка). После завершения ковки заготовку быстро охлаждают в моторном масле. Это называется закалкой. На этом этапе сталь очень хрупкая, и если ее не снять, то металл при легком ударе разобьется, как стекло.Возможно, иногда появляется работа неопытного мастера, но в основном отзывы о стали 95х18 получают от потребителей положительные. Процедура отпуска заключается в нагреве заготовки, но уже при более низких температурах – только до 200-300 градусов Цельсия.
Лезвие ножа имеет форму полукольца. Первый подход позволяет получить только начальные размеры, второй — более точные. Окончательная обработка производится сразу после первого выезда.Лезвие на машинке сшито нужного размера. Сталь 95х18, термообработка , проходящая в четыре этапа, сохраняет окончательные свойства после второй закалки, при которой снимаются все напряжения – и металл становится максимально пластичным. Для этого готовое лезвие выдерживают при температуре 150 градусов в течение 1-2 часов. Охлаждение происходит на воздухе. Кислотное травление может быть использовано для украшения лезвия уникальными узорами.
Несмотря на свою твердость и прочность, сталь медленно изнашивается.Конечно, этот процесс занимает не один десяток, а то и сотню лет, но его можно свести к минимуму, ускорив неправильный уход.
Сталь 95х18, с повышенным содержанием хрома, отличается коррозионной стойкостью, что увеличивает срок службы. Изделия из него тоже имеют эту особенность, но, тем не менее, как сама сталь, так и конструктивные особенности ножа требуют бережного отношения.
Технология изготовления ножей, а также других стальных изделий регулируется ГОСТом, технологическими картами и инструкциями. Этот вид стал высоко цениться не только в России.Он одинаково хорошо конкурирует с иностранными брендами, и многие из них имеют преимущество по основным параметрам. Но, несмотря на это, продукция каждого из них имеет свои отличия. Это говорит о том, что работа с металлом – это не только технологический процесс, но прежде всего призвание.
р >> .| класс | 1 | Si | P 0 | S | CU | CR 0 | NI | MO | Другое | PN | 0.90 1.05 | MAX MAX 0.040 | MAX MAX | MAX 0.30 | 17.00 19.00 | макс 0,60 | - | - | ||
| 95h28 95Ch28 95Kh28 95X18 / 951018 9007 9007 9007 0,90 1,00 | MAX 0.80 | 43 0.80 0 43 0,030 0,025 9006 макс. 0.30 | 17.00 19.00 | Max 0.60 | 0 0.30 | 43 W MAX 0.2019 W MAX 0.20 Ti Max 0.20 x 105 CRMO 17 x 105CrMo17 1 .4125 | W / EN-NR | 0,95 | MAX | MAX 1,00 | MAX 1,0077 | max 0.040 0 | 0 | - 0 | 16.00 - | - 010 | - 010 | SUS440C SUS440C 40 010 | | Открыть как | Нержавеющая сталь X 102 CrMo 17 X102CrMo17 | 1.3543 | DIN W. № 1,20 | | | 07 1,00 MAX MAX 1,00 MAX 0.040 | - 9007 | 16.00 9006 18.007 - 160010 9007 - | 0,40 0,80 | класс, классифицированные как | сталь для коррозионностойких подшипников x 90 Crmov 18 x9016Crmov18 32 7 32 7 1.4112 | | PN - EN W / EN-NR 0.85 | MAX 9006 1,004106 1,004106 MAX 1.00 | MAX 0.040 0 | 0 | 9000 | 17.00 | 0 - 0,90 1.30 | v 0.07-0.12 | JIS | - 9000 | 0.95 1, 20 | MAX 1,00 | MAX 1,00 | макс. 0,040 | макс. 0,030 | 9 0006 - | | 18.00 MAX MAX 0 0 | 4 90 CR 180 90Cr180 | STAS | 0,90 1.00 0 7 MAX 0 | 0 | 0.015 0.030 | Max 0,30 | 19.00 19.00 | 9007 0 MAX 0.2010 | - | S 44004 S44004 440 C 440C | US 2 AISI | 0,95 1.20 7 0 1.00 0 | MAX 0,040 0.0 | MAX 0.030 | - | | 18.00 9007 - Max | - |
| GB / T | 0,95 1.95 1.20 | MAX 0.035 | Max 0,030 | - | 90 007 16.00 18.00 0 | 0 0,75 - | |
Марка Н28 или эквивалент (1.4125, 1.4112, X90CrMoV18, 95X18, AISI 440C) поставляем сортовой прокат, поковки,
круг, кубы, полосовой прокат, листы.
Свойства нержавеющей стали в соответствии с PN-EN 1.4125, X105CRMO17
Свойства при повышенной температуре
100 на C - коэффициент линейного расширения α 20 на C и 10,4 x 10 на C, C, ( K -1 ), модуль упругости E 212 GPA
200 на C - коэффициент линейного расширения α 20 на C и 10.8 x 10 6 на C, C, ( K -1), модуль упругости E 205 GPA
300 на C - линейный коэффициент расширения α 20 на C и 11,2 x 10 6 по C, C, C, ( K -1 ), модуль упругости E 200 GPA
400 на C - линейный коэффициент расширения α 20 на C и 11, 6 x 10 -6 o C, ( K -1), Модуль упругости E 190 ГПа
Механические свойства
Твердость 57-58 HRC
Модуль упругости E 215 ГПа
Процесс и термообработка
Ковка - 1100-900 по C
Rolling - 1100-900
на C
AT C
AT 980-840
на C
Утверждение - 1000-1050
на C
отпуск - 100-300 на
Физические свойства стали 1.4125
Плотность - 7,70 (г * см 90 826 3 90 827)
Теплоемкость Cp 90 828 20 90 826 o 90 827 C 90 829 - 430 (Дж * кг 90 826 -1 90 827 * K 90 826 -1 90 827 )
Теплопроводность λ - 15 (Вт*м -1 * К -1 )
Свойства стали по PN-EN 1.4112, X90CrMoV18
Линейного расширения α 20 O 9 O C C I 10,4 x 10 -6 O C, C, ( -1 ), Модуль упругости E 212 GPA
200 O C - линейный коэффициент расширения α 20 9 на C и 10,8 x 10 -6 -6 -6 -6 на C, ( K -1 ), модуль упругости E 205 GPA
300 C - Коэффициент линейного расширения α 20 o C i 11,2 x 10 -6 9082 6 O C, ( ( K -1 ), модуль упругости E 200 GPA
400 O C - Линейный коэффициент расширения α 20 O C и 11.6 x 10 - 6 или C, ( K -1 ), Модуль упругости E 190 ГПа
Механические свойства
Твердость 55-57 HRC
Модуль упругости E 215 ГПа
Физические свойства стали 1.4112
Плотность - 7,70 (г * см 90 826 3 90 827)
Теплоемкость Cp 90 828 20 90 826 o 90 827 C 90 829 - 430 (Дж * кг 90 826 -1 90 827 * K 90 826 -1 90 827 )
Теплопроводность λ - 15 (Вт*м -1 * К -1 )
В марке h28 или альтернатива (1.4125, AISI 440C, 1.4112, 95Х18) компания поставляет прокат сортовой, кованый, и свободной штамповки.
См. также другие нержавеющие стали
2х23 - хромистая сталь
4х23 - хромистая сталь
х27 - высокохромистая сталь
2х27Н2 - хромоникелевая сталь 1.4057
3х27М - сталь хромомолибденовая, 1.4122
х28 - сталь высокохромистая, 1.4125, 1.4112, 440С
Стали нержавеющие по ПН - EN, DIN, ASTM, AISI, GB/T, AFNOR, ISO и другие, не эквивалент по старым стандартам PN
1.4418 - хромоникелево-молибденовая сталь X4CrNiMo16-5-1
1.4313 - хромоникелево-молибденовая сталь X3CrNiMo13-4
См. также другие высоколегированные стали
сталь для эксплуатации при повышенные температуры
жаропрочная сталь
нержавеющая сталь
PS Собственно, блог Точилки не остался в стороне от этого события…
Чем дальше от войны, тем больше лжи, сказок и искажений памяти.Чем дальше от войны, тем больше они хотят переплести между собой народы тех стран, которые добились победы. Чем дальше от войны, тем больше нас пытаются убедить, что важна не истина, а ее интерпретация...
Не забыты миллионы невинных жертв фашизма. Они остаются в памяти человечества навсегда. Почтим память павших минутой молчания. И доброе слово благодарности за подаренные нам жизни...
Источники: argumentsua.com, rkrp-rpk.ru, wikipedia, google, george-orden
Создано 10.10.14, последнее обновление 01.05.19
PS Отзывы, комментарии, мнения, советы приветствуются. Критика, не подкрепленная конструктивным мнением, трактуется как попытка втянуть автора в ненужный спор и будет удалена... Брюнетка:
- А меня муж отправил в институт благородных девиц и там меня научили говорить " прекрасно" вместо "не гони".
Молитва брюнета:
Господи, молю, дай мне
Мудрость разумного человека.
Любовь к его прощению и терпение к его капризам.
Потому что, Господи, если я попрошу силы...
Я просто убью его до смерти!
Милиционер останавливает брюнетку, перекрашенную в блондинку, на очень хорошей машине, надеясь заработать больше обычного, и дипломатично спрашивает:
- Как вы думаете, почему я здесь стою?
Брюнетка, перекрашенная в блондинку, она без раздумий отвечает:
- Я не думаю, что ты делал в школе то, что должен был делать наилучшим образом...
Объявление:
"Брюнетка, 90-60-90, рост 175 см, длина внутренней стороны бедра - 56 см, окружность плеча - 114 см, расстояние до глаз - 2 см, длина волос - 34 см. ПРОДАМ РУЛЕТКУ ".
Блондинка спрашивает брюнетку:
- У тебя есть личная жизнь?
- Не спрашивай! Начинается на «П» и заканчивается на «С».
- У тебя есть принц?!
Брюнетки умные, могут сделать карьеру и заработать на квартиру и машину. А блондинки дуры, поэтому им просто дают.
***
Стою в очереди в аптеке.Передо мной симпатичная брюнетка.
Лысый дедушка полчаса изучал упаковку какого-то лекарства,
наконец решает его купить. Все вздохнули с облегчением. Очередь из 90 018 брюнеток. Вручает провизору заготовленную сумму денег и
так застенчиво, вполголоса говорит: - Прошу пачку презервативов
и "Пенталгин" от головной боли. Через некоторое время добавляет:
- Так что же делать? Я не хочу, но я должен.
Блондинка, брюнетка и рыжая учатся в третьем классе. У кого больше груди?
- Для блондинки.18 лет.

Итак, какую работу можно назвать профессиональной, а какую любительской?
Для того, чтобы понять этот момент, следует учесть, что принято называть работу, выполняемую человеком, для которого это профессия и основной способ заработка. С другой стороны, самодеятельностью принято называть деятельность человека, имеющего в свободное время интересное и любимое хобби, а не способ его заработать в другой профессии.
Род занятий (от лат.professio) — вид профессиональной деятельности лица, владеющего совокупностью специальных знаний и практических навыков, полученных в результате специального образования, обучения или опыта, позволяющих выполнять работу в определенной сфере производства за прямое и оговоренное вознаграждение. . Обычно источник его существования. (Википедия)Если попробовать соединить слова профессиональный и профессиональный с профессией, то тоже есть прямая связь - профессия означает оплачиваемый и оплачиваемый труд.
Так что если вы по профессии фотограф (например), то ваш заработок, а значит и благосостояние вашей семьи напрямую зависит от качества и объема предоставляемых услуг, поэтому вы заинтересованы в поддержке и повышении уровня ваши навыки и клиентская база.
Это профессия, которая позволяет вам постоянно заниматься своей работой, каждый день практиковать старые и получать новые навыки и опыт. Конечно, большую роль здесь играет материальный стимул, побуждающий их к порой неблагодарной работе.
Не всегда и не всякая профессия совпадает с любимым делом, но если совпадает, то человек вкладывает в свое дело всю душу. Пожалуй, это можно назвать маленьким чудом. Но, как ни странно, чудеса случаются и в наши дни. В любом случае профессионал – это человек, который зарабатывает на своей профессии. Если ваша профессия фотограф и вы работаете фотографом, то ваши фотографии считаются профессиональными, а если по профессии вы автомеханик, то ваши фотографии будут любительскими.
Профессионал (от англ. prof) — представитель профессии или любое лицо, живущее за счет определенной профессиональной деятельности. Этимология также определяет профессионала как человека, выполняющего определенную профессию, пользующегося репутацией надежного работника. (Википедия)Но у каждого человека есть личное хобби, которое он любит, которому посвящает свободное время и вкладывает в него свои деньги. Но это не влияет на его заработок по основной профессии.
Постепенно, посвящая свободное время любимому хобби, человек сам приобретает новые знания и опыт, которые могут быть соизмеримы или выше уровня профессионала, занимающегося аналогичным хобби.
Такой человек все равно останется любителем, потому что для него это лишь хобби, отнимающее у него свободное время от профессиональной деятельности. Но если любитель в своем хобби может достичь высокого уровня мастерства, и новый заработок становится для него важнее основной работы, то он может стать профессионалом, сделав любимое хобби своей новой профессией.
Любитель (франц. Amateur) — лицо, занимающееся определенной деятельностью, изучением или исследованием, независимо от источника его доходов.Другими словами, это человек, который имеет достаточно ресурсов и свободного времени, чтобы заинтересоваться какой-либо темой, не используя свои любительские знания и навыки для заработка на жизнь. (Википедия)Выше я упомянул материальный раздражитель. Если он на первом месте среди профессионалов, любовь мотивирует любителя заниматься.
Если профессионал в своей работе часто ограничен во времени и своем выборе, то у увлеченного своим делом любителя больше свободы, он выбирает только то, что ему интересно, и благодаря:в и это в творческие (и не только) моменты иногда может достигать больших высот, чем у профессионала.
Скорее всего, любителю для своих действий потребуется хорошее настроение, а профессионал будет вынужден работать упорядоченно и планомерно, ища подход к каждому клиенту и исследуя его потребности, вникая во все нюансы, просчитывая сроки выполнения задачи, даже планирование следующего отпуска для семьи и т.д...
Я часто бываю на технических форумах, где обсуждается не только выполненная работа, но и ее технические аспекты.И я давно заметил, что слова "профессионал", "профессиональная работа" очень распространены, при этом я не помню употребления таких слов, как "любительская" и "любительская работа".
Может здесь есть психологический фактор, когда, по сути, будучи дилетантом в какой-то деятельности, человек не может себя таковым назвать? Или это просто совпадения - банальные предрассудки с ложным, необдуманным суждением о достоинствах?
Теперь у меня нет ответа на эти вопросы. Возможно, в следующий раз, когда я вернусь к этому разговору, мне будет что написать по этим вопросам.
Всем удачи и хорошего дня!
ЗАТ (Днепр, Украина)
| , сталь марки | Тип поставки Поковки - ОСТ 24.013.20–90, ОСТ 24.013.21–85, ОСТ 24.013.04–90. Профили - ГОСТ 5950-2000. | 90 142 90 131 90 132 90 142 90 131 90 148 Критическая температура баллов, ºС | 90 142 ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Механические свойства при комнатной температуре | 90 142 90 131 90 250 Режим термообработки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Операция | Охлаждение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 90 131 90 250 | Не определено | 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стандартизация | Не определено | 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Закалка с помощью TFC | 90 142 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Закалка с помощью TFC | 90 142 90 131 90 200 | Стандартизация | Не определено | 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стандартизация | Не определено | 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 90 142 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 Твердость рабочих роликов. 2 Твердость опорных роликов. 3 Твердость лент. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Встреча. Пилы рамные, ленточные, дисковые, ножи для холодной резки металла, штампы и пуансоны для холодной резки заусенцев, стержней и др. (ГОСТ 5950-2000). Валки рабочие и опорные диаметром более 800 мм для холодной прокатки металла (ОСТ 24.013.20–90). Валки рабочие для рельсо- и сталепрокатных, крупногабаритных и проволочно-гибочных станов и профилей для горячей прокатки металла, подверженные большому износу и работающие в условиях минимальных или умеренных ударных нагрузок (ОСТ 24.013.21–85). Валки рабочие, опорные валки и бандажи для составных листовых опорных валков, станов и профилей для горячей прокатки металла (ОСТ 24.013.04–90). | 90 142 ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| прочность, | Термическая обработка | Ударная вязкость, KCU, Дж/см2, | Термическая обработка | 90 142 90 131 90 170 90 142 90 131 90 170 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технологические характеристики | 90 142 ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Охлаждение готовых поковок | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тип промежуточного продукта | Температура интервал поковки, ºС | из слитков | из пустого | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Размер сечения, мм | Условия охлаждения | Размер сечения, мм | Условия охлаждения | 90 142 |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Все размеры | Рекристаллизационный отжиг, два переохлаждения, отпуск | В эфире | 90 142 ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пустой | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Свариваемость | Обрабатываемость резанием | Чувствительность к стаду | 90 142 ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Не применимо к сварным конструкциям. | Отжиг при ≤ 255 HB, σВ = 690 Н/мм2 К√ = 0,9 (твердый сплав), K√ = 0,6 (быстрорежущая сталь) | Восприимчивый | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Склонность к отпускной хрупкости | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
stalmaximum.ru
Сталь 9ХС, описание свойств и режимы упрочнения, термическая обработка
Сталь 9ХС, описание свойств и режимы упрочнения, термическая обработка
| Химический состав в % стали 90 142 90 131 90 164 С 90 135 | 0,85 - 0,95 | ||||
| Си | 1,2 - 1,6 | ||||
| Мн | 0,3 - 0,6 | 90 142 90 131 90 164 Ni 90 135до 0,35 | |||
| С | отдо 0,03 | ||||
| П | отдо 0,03 | 90 142 90 131 90 164 Кр 90 1350,95 - 1,25 | |||
| Пн | до 0,2 | 90 142 90 131 90 164 Вт 90 135до 0,2 | 90 142 90 131 90 164 В 90 135до 0,15 | 90 142 90 131 90 164 Ти 90 135 отдо 0,03 | 90 142 90 131 90 164 Медь 90 135до 0,3 |
| Fe | ~ 94 | ||||
Расшифровка марки стали 9ХС: первая цифра указывает на то, что сталь содержит 0,9% углерода, а буквы Х и С указывают на то, что данная марка содержит до 1,5% хрома и кремния, отсюда становится понятно, что это легированная сталь ...
Инструмент из стали 9ХС и его термическая обработка: протяжки из быстрорежущей и легированной стали марок Х12М, ХВГ, Х, ХГ и 9ХС.
Для уменьшения деформации протяжки обычно подвергают двум термическим обработкам: первой после предварительной обработки и второй после дополнительной обработки.
Твердость режущей части протяжки из легированной стали Rc = 61-64 и твердость передней части хвостовика Rc = 35-45.
Для всех марок стали при термообработке протяжек необходимо соблюдать следующие правила:
1.Волочение должно быть приостановлено во время всех операций (кроме перевязки).
2. Окончательный нагрев протяжек следует производить в соляных ваннах для малых размеров и в шахтных печах для больших размеров. В случае их отсутствия и применения горизонтальных печей нагрев следует производить на огнеупорных опорах, при этом протяжки следует периодически поворачивать вокруг своей оси для обеспечения равномерного нагрева.
3. Правку протяжек после закалки и отпуска производить в горячем состоянии.
4. После очистки провести правку с нагревом до температуры отпуска сварочной горелкой.
5. Во время закалки перемещайте подвесную протяжку вверх и вниз.
Файлы. Также для производства напильников используется сталь 9ХС, а дополнительно углеродистая, легированная и мягкая сталь с последующим науглероживанием.
Для закалки напильники нагревают в свинцово-солевых ваннах и в камерных печах.Для защиты зубцов файла от обезуглероживания используются специальные покрытия, которые наносятся на надрезанную часть файла. Эти покрытия содержат науглероживающие и связующие вещества.
Напильники с покрытием сушат рядом с печью и осторожно помещают в печь на огнеупорное основание, чтобы не повредить покрытие. При нагревании в свинцовых ваннах необходимо тщательно высушить файлы и медленно погружать их в ванну, чтобы избежать разбрызгивания свинца.
Защита от обезуглероживания покрытиями имеет ряд недостатков:
1.Шлифование лакокрасочных материалов и подготовка покрытия являются очень трудоемкими операциями и требуют специального оборудования (фрезы, желоба и т.п.).
2. При грубом обращении возможно частичное напыление покрытия и в этих местах зубья файлов не будут защищены от обезуглероживания.
Травление файлов в водном растворе кислот намного проще и гарантирует устранение ожогов зубов.
Состав раствора по объему следующий: кислота серная (концентрированная) 7%; азотная кислота (концентрированная) 7%; вода 86%.
Файлы протравливаются в растворе в течение 10-15 минут, затем высушиваются возле печи и прогреваются до отверждения. При нагреве соблюдайте нижний предел температуры.
Напильники из легированной стали, прокатанные в масле; углеродистую сталь науглероживают - в воде (до полного охлаждения), а напильники из высокоуглеродистой стали охлаждают в воде до 140-180° с последующей горячей правкой и охлаждением на воздухе. Напильники при температуре 140-180° легко выпрямляются деревянным молотком или в специальном приспособлении.Кроме того, медленное охлаждение файлов от 140-180°С снижает вероятность их поломки.
Охладить в воде только накатанную часть, а ручку после потемнения замочить, чтобы она не затвердела.
Файлы асимметричной формы должны быть согнуты в направлении, противоположном тому, в котором образуется вогнутость перед отверждением, например, полукруглый файл перед отверждением сгибается к плоскому краю. Загрунтованные файлы легко редактируются в холодном виде. Файлы не закаливаются, а очищаются сразу после закалки.
На предприятиях, оснащенных соответствующим оборудованием, напильники очищаются пескоструйными аппаратами. На заводах, где нет специального оборудования, очистку производят травлением в слабом растворе серной кислоты с последующим крацеванием проволочными щетками. После травления напильники промывают под проточной водой, сушат и смазывают минеральным маслом, эмульсией и т. д. для предотвращения ржавчины.
Для защиты напильников от ржавчины можно рекомендовать следующий способ: в бензине растворяют натертую хлорную известь, к которой примешивают небольшое количество сажи, и погружают в него напильники при частом перемешивании раствора.После высыхания бензин быстро испаряется и на напильниках остается слой светло-серой краски.
Если хвостовик напильника оказывается твердым, после очистки его отпускают в свинцовую ванну до достижения твердости более Rc = 35.
Испытание на остроту зубьев напильников проводят следующим образом: не менее Rc = 54 выполняется плоско на напильнике от кончика до стержня. Пластина должна быть на одном уровне с напильником и должна быть поцарапана. На файле не должно быть следов сколов или сколов зубьев.
Твердость каждого напильника со стальным наконечником следует проверять при одевании или извлечении из воды. Благодаря такому методу контроля брак выявляется в самом начале его появления. Трещины обнаруживаются ударами напильника по наковальне или металлической пластине. Файл издает глухой звук, если он сломан.
Если у многих напильников, особенно личных, при закалке одна сторона мягкая, а другая твердая, то причиной брака является твердость накладки, на которой напилен напильник, так как зубья при напиле затупляются.
Для изготовления насадных и концевых фрез и спиральных сверл применяют стали 85ХФ, 65Х, 6ХВ2С, ХГ, ХВ5, 9ХС, У8А и У10А.
Нагрев концевых фрез и закалочных долот лучше всего проводить в соляных ваннах или, если их нет, в камерных печах.
Насадные фрезы полностью закалены, тогда как у концевых фрез и спиральных сверл закалена только рабочая часть. Хвостовая часть не закалена. Инструмент выпускают из углеродистой стали при 220-260° и из легированной стали при 240-280°.Держите в духовке 20-60 минут. Требуемая твердость Rc = 56-58. Сверла, режущие части которых затачиваются напильником, отпускают при температуре 320-360°. Требуемая твердость Rc = 45-50.
| Краткие коды: | |||||||||||
| св | ε | 90 142 90 131 90 164 σ0,05 90 135 | - предел упругости, МПа | 90 164 Джк 90 135 | 90 142 90 131 90 164 σ0,2 90 135 | 90 164 σизг 90 135 | |||||
| 5, δ4, δ10 | 90 164 σ-1 90 135 | 90 142 90 131 90 164 σсж0,05 и σсж | Дж-1 | 90 142 | |||||||
| ν | - относительное смещение, % | н | |||||||||
| св | R и ρ | 90 142 | |||||||||
| ψ | - относительное сужение, % | м и | м|||||||||
| KCU и KCV | Т | ||||||||||
| НР | 90 164 л и λ 90 135 | ||||||||||
| НВ | - твердость по Бринеллю | С | |||||||||
| ВН | - твердость по Виккерсу | пн и р | - плотность кг/м3 | ||||||||
| HRCE | и | ||||||||||
| ХРБ | 90 164 σтТ 90 135 | ||||||||||
| ВСД | - Твердость по Шору | г | 90 142 90 831 90 737 | 90 135 | 90 135 90 168 Закалка стали 90 135 | 90 135 | 90 135 | 90 142 | |||
| 90 135 | 90 135 | 90 135 | |||||||||
| Инструмент 90 135 | 90 135 | 90 135 | 90 135 90 170 Защита от взлома 90 135 | 90 135 | 90 142 | ||||||
| 90 135 | 90 135 90 170 нагрев, °С 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | ||||||
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 90 170 Среда, 90 135 | 90 135 | 90 135 | 90 142 | ||||
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | |||
| Ножовки: 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| разрезной зуб | 90 142 90 131 90 164 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Пильные диски 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Ленточные пилы: 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| ребро | |||||||||||
| столярные изделия 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Строгальные ножи 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Фрезы 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | ||
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| спираль 90 135 | 90 135 | 90 135 | 90 142 | ||||||||
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | |||
| винт 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Полые долота 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Фрезерные цепи 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Токарные фрезы 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
| Инструмент 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 142 | |
| 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | 90 135 | ||
шпильки.нетто
| Сокращенные обозначения: | ||||||||||
| св | - предел прочности при растяжении (предел прочности), МПа | ε | - относительная осадка при появлении первой трещины, % | 90 142 90 131 90 164 σ0,05 90 135- предел упругости, МПа | 90 164 Джк 90 135 | - предел прочности при кручении, максимальное касательное напряжение, МПа | 90 142 90 131 90 164 σ0,2 90 135- условный предел текучести, МПа | 90 164 σизг 90 135 | - максимальная прочность на изгиб, МПа | |
| 5, δ4, δ10 | - относительное удлинение после разрыва, % | 90 164 σ-1 90 135 | - предел прочности при испытании на изгиб с симметричным циклом нагружения, МПа | 90 142 90 131 90 164 σсж0,05 и σсж- предел текучести при сжатии, МПа | Дж-1 | - предел прочности при испытании на кручение с симметричным циклом нагружения, МПа | 90 142||||
| ν | - относительное смещение, % | н | - количество циклов зарядки | |||||||
| св | - предел кратковременной прочности, МПа | R и ρ | - электрическое сопротивление, Ом·м | 90 142|||||||
| ψ | - относительное сужение, % | м и | м- нормальный модуль упругости, ГПа | |||||||
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами типа У и В соответственно, Дж/см2 | Т | - температура, при которой получаются свойства, град | |||||||
| НР | - предел пропорциональности (предел текучести при остаточной деформации), МПа | 90 164 л и λ 90 135 | - коэффициент теплопроводности (теплоёмкость материала), Вт/(м°С) | |||||||
| НВ | - твердость по Бринеллю | С | - удельная теплоемкость материала (диапазон 20о - Т), [Дж/(кг·град)] | |||||||
| ВН | - твердость по Виккерсу | пн и р | - плотность кг/м3 | |||||||
| HRCE | - Твердость по Роквеллу, шкала C | и | - коэффициент теплового (линейного) расширения (диапазон 20о - Т), 1/°С | |||||||
| ХРБ | - Твердость по Роквеллу, шкала B | 90 164 σтТ 90 135 | - длительная прочность, МПа | |||||||
| ВСД | - Твердость по Шору | г | - Модуль сдвига при кручении, ГПа | |||||||
Почему в России любили мачете, хукри, паранги или боло? Ведь на Руси было очень хорошее, ничуть не хуже, острое оружие - тесак.А как разновидность тесаков - короткие и легкие палаши. Как сделать тесак?
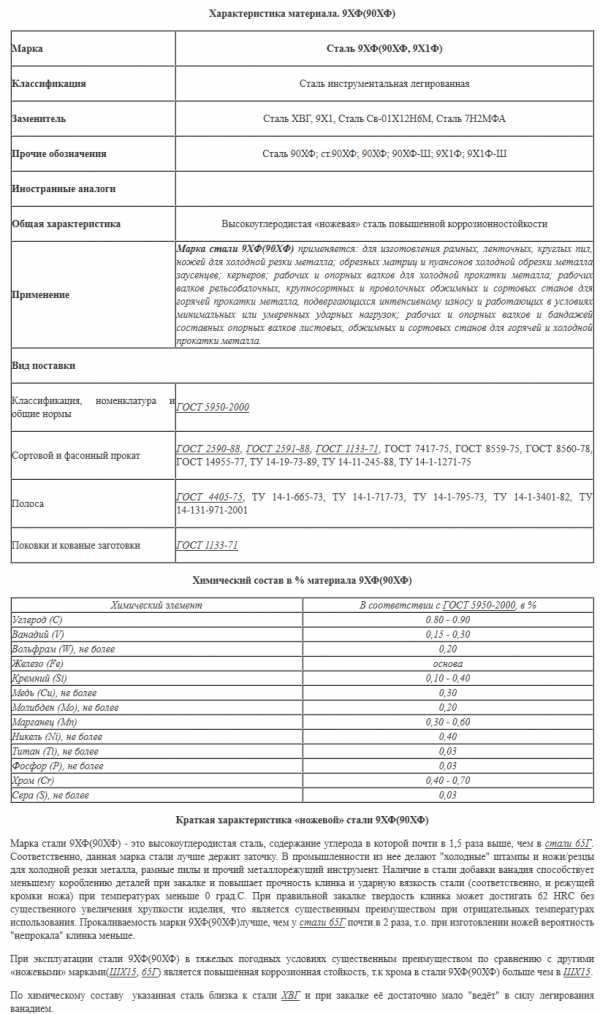
Колун - Палаш не только отличное клинковое оружие, но и полноценный помощник в любом походе - он острый как бритва и крепкий как короткий меч, надежный и прочный, если из соответствующей стали, например советской закалки 9ХФ .
Необходимость палаша-тесака для автономного таежника очевидна, поэтому области его применения перечислять нет необходимости. Отдельно можно отметить, что показанный в фильме палаш не является оружием ближнего боя, по законодательству РФ на отдельном основании - его "коромысло" от оси клинка выше 15 мм.Испытания на заточку в полевых условиях выявили все уникальные свойства стали, из которой изготовлен меч.
Советская сталь 9ХФ заслуживает отдельного внимания.
Современная сталь этой марки не идет ни в какое сравнение со сталью советского периода. Более того, поскольку сталь 9ХФ применялась для резки других сталей, ресурс ее качества был беспрецедентным в советское время. Его применяли не только для резки других сталей. Да, марка стали 9КФ не подходила для сварки. Однако качество, температурные и пластические свойства этой стали сделали ее выбор оптимальным для использования на лесопильных заводах при лесозаготовках.Почему?
Здесь важна одна деталь. А именно - строительство лесопильных заводов, что привело к тому, что в них не было лучшей стали, чем сталь 9ХФ.
Поэтому конструкция пилорамы Р-63 была специфической (таковой она и осталась до сих пор), сложной, вечной, но не очень простой в обслуживании. Если какая-либо из пил для распила ломалась, то всю шкалу пилы приходилось перенастраивать, что приводило к простою пилорамы, а учитывая, что лесозаготовками в СССР в основном занимались заключенные на зонах, такой простой не способствовал карьерный рост собственных начальников.А отправить новые пилы на волю было проблематично.
| Интересный факт на этот счет: Р-63 кое-где, как это ни парадоксально, настраивали заключенные-музыканты. Все полотна 9xf были промышленными, сцепление в раме было одинаковым, но разница натяжения имела небольшой провис. По ГОСТу все получилось хорошо, и ресурс полотна очень приличный. Однако иногда случались казусы из-за несовершенства человеческого настроя пилы. Вот и зэки, не имея возможности точить качественные стальные клинки, быстро забирают их с заводов-изготовителей, хоть по плану и надо было ОТРАБАТЫВАТЬ, придумали клинки из стали марки 9ХФ, прекрасно держащие заточку и невероятно гибкие и прочные , а в ручку вставили бритвы, которые позволяют регулировать раму своеобразным камертоном: дошли до того же звука лезвий в раме, рама завелась, ресурс заправки оказался огромным - все полотна были натянуты одинаково - на одних полотнах перегрузки по натяжению не было, а на других нехватки.Срок службы стали 9хф по дереву огромен. |
 Пилорамы Р-63 ушли в прошлое, как только перестали выпускать знаменитые полотна 9ХФ советской марки. Современные, заявленные как пилы из 9ХФ, и даже не имеют свойств старой стали: не тот состав, и закалка не та, и характеристики соответственно не те. В деревнях и кое-где на заброшенных лесопилках мои дедушки и бабушки оставили целые холсты или фрагменты советских полотен.
Пилорамы Р-63 ушли в прошлое, как только перестали выпускать знаменитые полотна 9ХФ советской марки. Современные, заявленные как пилы из 9ХФ, и даже не имеют свойств старой стали: не тот состав, и закалка не та, и характеристики соответственно не те. В деревнях и кое-где на заброшенных лесопилках мои дедушки и бабушки оставили целые холсты или фрагменты советских полотен.
Ремесленники, зная об удивительных свойствах этой стали, собирают их как и где угодно - из деревень и заброшенных зон. Вот его характеристики:
Эту марку стали 9ХФ советского периода можно рекомендовать любому автономному таежному оператору для изготовления тесака или ножа, так как благодаря своей фантастической гибкости она обладает огромной твердостью, сохраняет остроту лезвия до полугода (если, конечно, , камни и песок измельчаются) и не теряет своих низкотемпературных свойств в Приполярье, на Крайнем Севере, в Сибири и на Дальнем Востоке.
Ничего 12.06.2013 21:33
цитата: обычный нож
djdfy29 12.06.2013 21:39
может товарищ задумался о катане?
Деман 12.06.2013 21:39
Изготовлен из аналогичного материала. Владельцу ножа нравится. Мои впечатления неоднозначны. Он ржавеет, тускнеет быстрее, чем ожидалось. (химическое окисление не делал, а зря). Но кроме того, даже тупой (офисная бумага практически не режет) грызет дерево на ура.
Все это только мое мнение, основанное на опыте, не более того.
тэппо 12.06.2013 21:46
Когда-то делал вот такую пилу. Мягкий.
ник старый 12.06.2013 21:54
Скорее всего 9xf или 6xf.
Удод 12.06.2013 22:19
Необходим перегрев. Все деревообрабатывающие инструменты не очень твердые, но сталь там хороша.
kirsan_kaifat 12.06.2013 22:33
9хф с высокой вероятностью 45-49 HRC
teppo 06.12.2013 22:46
Цитата: Перегрев необходим.
46-росси-46 13-06-2013 05:39
Всем спасибо!
Ва-78 13-06-2013 10:36
цитата: нормальный нож будет от такой пилы?
Шир3000 13-06-2013 12:24
Если звоните, то вставлю свои 5 копеек:
на фото пилы рамки, твердость и сталь уже были указаны выше 9HF, 45-49 HRC.
Ну а теперь главная засада: эта пила и так неплохо работала, выпущена нормально, так что выжать из нее даже 45 единиц будет очень тяжело... только перезакаливать, а то пляски с бубном.
Из такой пилы я сделал 4 ножа, ни один из них не подходит даже для чистки картошки.
ТЕМА Минск 13.06.2013 12:37
У меня была такая пила на дюрометре. Он показал 44 единицы и ни одной больше.
Я сделал из него мачете. Но это правда, дядя уже три месяца не может забрать, поэтому отзывов пока нет.
А один знакомый сделал из такой пилы пару ножей, а заодно напильником срезал скаты. Я, например, не понимаю такой мягкости для ножа...
степной охотник 13-06-2013 13:45
Это случайно не зацементировано? (тогда есть смысл точить с одной стороны для работы с карбоновым слоем)
vlad27k 13-06-2013 14:16
зонная закалка спасет отца русской демократии цементировать не надо, состав стали нормальный
Шыр3000 13-06-2013 14:17
цитата: Изначально написано steppehunter:
случайно не зацементировал?
[e-mail protected] 13-06-2013 17:25
Может u7a или 6fx, сталь не очень и полотно тонкое судя по фото.
Миколай72 13.06.2013 17:51
Цитата: Сообщение от nik ol:
Скорее всего 9xf или 6xf.
цитата: Первоначально написал Shyr3000:
эта пила уже неплохо работала, выпускалась последовательно так что выжать из нее даже 45 будет очень тяжело...только для повторной закалки
Санта 72 14.06.2013 05:51
46-росси-46 14.06.2013 06:32
цитата: Изначально написал Николаич72:
Если не возражаете, можно я вставлю одно ваше фото в свою тему?Я не сразу сфоткал свои пилы, а сейчас они все порезаны вне.
Большой Брат 14.06.2013 11:54
Сталь хороша, но ее нужно нагревать, из нее можно сделать долото.
степной охотник 18-06-2013 22:29
Я хотел сказать, что изначально он мог быть зацементирован.
сергрусский 27.02.2014 21:08
Из точно такой же пилы делал ножи. Для резки дерева вообще отлично подходит, легко обрабатывается, точится. Для повседневного хозяйственного ножа - в самый раз. Я не закаляла, ничем не обрабатывала.Но они ржавеют только в пути, требуют небольшого ухода. Старший брат 28.02.2014 6:23
цитата: Делал из такой пилы ножи, делал только зонную закалку, только ее надо было аккуратно нагреть, где-то до цвета вишни и в воде наверное лопается масло
Выбор ножа хорошего качества кажется легкой задачей. Однако когда человек находится в ситуации, когда от скорости работы этого стрелкового оружия может зависеть жизнь или успешная охота, необходимо обязательно учитывать качество и надежность этого изделия.
Считается, что хорошие складные ножи делают американские и немецкие производители, но неплохая продукция встречается и у нас в России.
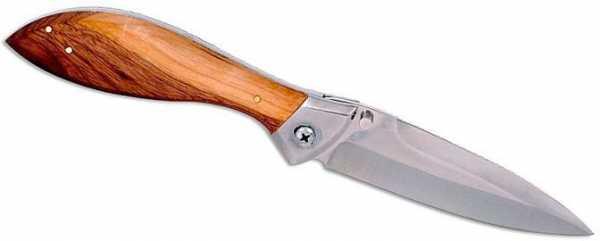
Ножи типа "Город" компактны при ношении, поскольку такое холодное оружие удобно носить в кармане брюк или в небольшой сумочке и им можно пользоваться, просто подставив лезвие запястья. Продукт готов к использованию в течение нескольких секунд.
Складной нож пригодится в машине, поезде, за грибами, а также для мелкого ремонта в квартире. Для охоты рекомендуется приобретать ножи без складных, так как они более надежны, рукоять не выскальзывает из рук.

Ножи европейских, американских и даже японских брендов заслуженно завоевали свою популярность благодаря постоянно обновляемому ассортименту, безупречному дизайну, надежности, качеству используемой стали, высокой точности в производстве и использованию передовых материалов. Всех этих факторов нет у российского производителя холодного оружия. Однако стоит отметить, что за последние пять лет в нашей стране увеличилось производство отечественных клинков.На рынке появляется все больше качественных современных и недорогих моделей.
В настоящее время более 10 производителей выпускают ножи из дамасской стали российского производства, а цены на такой товар несоизмеримо ниже зарубежных конкурентов.

Отечественная сталь в основном используется для производства неудобных охотничьих ножей. Россия считается лидером по производству и дизайну таких профессиональных клинков, но производство складных ножей российского производства не адаптировано.Объясняется это тем, что спрос на такие товары у наших соотечественников невысок, особенно если брать в пример дорогие модели. В России любители качественных компактных клинков типа «город» выбирают всемирно известных производителей Vegner и Victorinox.
Российские конструкторы холодного оружия консервативны. Для изготовления рукояти используются как современные искусственные материалы (G10 или Micard), так и традиционные натуральные материалы (дерево и кость).Уникальные русские складные ножи ручной работы редко встречаются в магазинах, ведь даже зарубежные мастера с трудом придумывают новый дизайн для этого вида оружия.
Многие замки для складных лезвий уже изобретены и проверены временем, поэтому изобретать что-то новое стало невыгодно. Более того, новые конструкции замков не могут быть учтены в производстве из-за сложности производства. Например, надежная и уникальная система крепления бит WX Lock от Wildsteer завоевала огромную популярность среди покупателей ножей во всем мире.А вот сложная конструкция внешнего замка Toggle от американских конструкторов особого интереса у любителей холодного оружия не вызвала.

В каталогах складных ножей российского производства много интересных моделей. Например, фирма «НОКС» выпускает несколько десятков моделей различных лопастей типа «город». Компания Златоустские ножи может похвастаться 30 моделями складных ножей, и это при том, что город Златоуст исторически выпускал только охотничьи ножи с фиксированным наконечником.
В отличие от крупных фабрик, частные ножевики имеют узкую специализацию. Многие отечественные мастера вообще не делают «городские клинки», занимаясь только выпуском ножей с фиксированным острием.
Многие российские замки для складного ножа требуют высокой точности при изготовлении и сборке деталей. Любая ошибка приводит к финансовым затратам в производстве, которые малый бизнес себе позволить не может.
Дагестанские кузнецы издавна производят качественные клинки с лезвиями. Во времена Советского Союза производство ножей в регионе пришло в упадок, но в начале 2000-х годов в маленьком городке Кизлеар производство открыли 2 компании, которые до сих пор конкурируют друг с другом. Первое предприятие ООО ПП «Кизляр» занимается производством складных ножей различного назначения: универсальных, бытовых и тактических. Второе предприятие «Кизляр Супериор» производит современное холодное оружие со складным и несъемным клинком.
Современные самодельные складные ножи производятся в Санкт-Петербурге, Казани и многих других городах. С каждым годом увеличивается производство и количество мастеров, занимающихся этим делом.
Рассмотрим лучшие фирмы, производящие популярные качественные складные ножи производства России:
Ножи складные Сделано в России, можно приобрести в специализированных магазинах или найти в интернете.Получив хороший самодельный нож из качественных материалов, вы будете уверены, что он прослужит вам долго.
Среди массы моделей самодельных ножей обывателю непросто выбрать качественные, недорогие и надежные. Чтобы сделать правильный выбор во время покупки, ознакомьтесь со списком самых продаваемых холодных ружей.
Лучшие складные ножи российского производства, популярные в магазинах:


За небольшую сумму можно приобрести надежный складной или автоматический нож российского производства. Клинки из знаменитой стали 95х18 обладают высокими механическими свойствами, единственный недостаток этого материала – режущие свойства изделия сохраняются недолго. Устранить такое неудобство можно дополнительной термической обработкой, об этом знают специалисты, но массовое производство не принесет пользы, если стоимость товара возрастет.
Немногие отечественные производители используют сталь марок Ч22Ф1М и Ч22Ф1. Ножи из такого материала обладают очень высокой износостойкостью и ударопрочностью. В 1993 году компания «Ирбис» в городе Ижевске использовала данные из стали для создания охотничьего ножа с клинком толщиной 4 мм. Испытание на прочность производилось следующим образом: в щель между дверью и шарниром вставлялось новое изделие, а затем на ручку вешался груз массой 75 кг. Нож выдержал нагрузку.
Чтобы проверить коррозионные свойства металла, просто поместите лезвие в зернохранилище и оставьте на неделю. Второй способ – разрезать лимон ножом. Отсутствие ржавчины на металле после использования и без протирания доказывает его высокое качество.
Каждое, даже самое дорогое и качественное лезвие требует тщательного ухода. Нож надо точить, лезвие править, и чем качественнее и тверже сталь, тем сложнее за ней ухаживать.
Для дорогих моделей нет необходимости использовать алмазные шлифовальные стержни DMT или Lansky. Они хоть и удобнее наших отечественных алмазных надфилей, но и дороже в несколько сотен раз.
Алмазные бруски и круги также продаются в магазинах.
.Говорить о нанесении надписей на металл специальными красками или лаками не имеет смысла. Кстати, это тоже один из способов гравировки на металлах. Но как долго продержатся такие рисунки, символы, значки на образце? Их довольно быстро можно смыть любым растворителем, хотя из-за банального истирания срок их службы будет невелик. Есть более эффективные технологии гравировки металла, о которых мы и поговорим.
Но все ли они подходят? самопроизводительность и даже дома? Всякий раз, когда вы читаете о них, все ясно и легко. А вот практическая реализация - другое дело.
Этот способ считается наиболее эффективным, так как позволяет нанести на металл узор (рисунок) любой сложности, «написать» на нем тончайшие линии, мельчайшие значки. Но, учитывая тот факт, что для гравировки образцов в этой технике необходимо дорогостоящее оборудование, она допустима только для тех, кто решил заняться этим ремеслом для собственного бизнеса, то есть запустить производство.
Вряд ли кому-то захочется тратить кругленькую сумму только для того, чтобы нанести памятные надписи на несколько ложек или на лезвие охотничьего ножа. Услуги профессионалов в каждой мастерской обойдутся дешевле.
С принадлежностями здесь намного проще - достаточно купить набор необходимых фрез и сам гравер. Часто для этих целей используется бормашина (кто хоть раз посещал стоматолога, знает, что это такое). По желанию - рисование резцами.

Качество субтитров будет высоким, но только при наличии не только знаний в данной области, но и большого практического опыта. Эта работа требует острого взгляда и твердой руки. Кто из нас может похвастаться своими навыками? Получается, что от замысла до фактического исполнения, необходимого для приобретения навыков, пройдет много времени. Кого устраивает такая перспектива? Кроме того, нужно еще уметь правильно наточить ножи (штихель), если работа ведется с их помощью.
Вывод - для нанесения различных надписей на металлы в домашних условиях своими руками, к тому же неподготовленным человеком (а таких подавляющее большинство) оптимальным вариантом является электрохимическая гравировка. Именно с этой технологией стоит разобраться получше.
Рассмотрите метод электрического/химического травления для нанесения надписей. Он относится к разряду самых простых, и те, кто занимался хромированием металлических деталей в домашних условиях, сразу поймут суть.
Что вам нужно:

В емкость наливают воду, загружают соль в необходимом количестве (в зависимости от объема) и тщательно перемешивают до ее окончательного растворения. От этого во многом зависит качество гравировки.
Размеры надписи или рисунка известны, поэтому определить площадь покрытия металла лаком несложно. После того, как слой немного «схватится», прорисовывается необходимый контур. Что — иголка, тонкое шило, зубочистка, остроконечная спичка и тому подобное — решать вам, дорогой читатель. Так как работу удобнее сделать своими руками, сделайте ее. Задача состоит в том, чтобы «обнажить» основной металл вдоль линии рисунка, чтобы обеспечить его непосредственный контакт с электролитом.
Можно по-другому. Дождитесь полного высыхания лака и только потом «процарапывайте» линии. Но это детали, и несложно решить для себя, как лучше это сделать.
Маркируется один - любая металлическая заготовка. Подключается проводом к источнику питания «-». Второй – образец, на который нанесена гравировка (до своего «+»). Технология аналогична.

Время обработки устанавливается визуально.Если глубина переваривания соответствует мастеру, можно отключить зарядное устройство. Обычно для гравировки этой техникой достаточно не более 5 минут.
Осталось вынуть металлическое изделие из ванны, снять лак, хорошо промыть образец под проточной водой и вытереть насухо. Все гравировка готова!
Рисунок, текст может быть поднят.

Для этого необходимо нанести лак на ранее нанесенные линии (полоски) (фломастером, карандашом).А остальной "непокрытый" металл будет вытравлен.
Эта технология гравировки немного сложнее, но для того, чтобы читатель был более информирован, ее тоже нужно учитывать. Отличие заключается в способе нанесения изображения на металл.
Plus - возможность выбора любого рисунка (рисунка) самой декоративной надписи вне зависимости от личных художественных способностей. Вам не нужно воспроизводить его вручную.
Недостатки - Они станут яснее в ходе презентации, а также то, что нужно будет подготовить.
Все необходимое можно легко найти в Интернете и скопировать. Для тех у кого есть компьютерная графика - без проблем. Главное иметь под рукой принтер для печати.
На что обратить внимание:
Изображение аккуратно вырезается после печати.
Внимание! Работу следует проводить в перчатках во избежание соприкосновения пальцев с рисунком.
Очищен от посторонних фракций и обезжирен.
Чтобы в дальнейшем не сползала, желательно зафиксировать (по краям) скотчем.
Заключается в проглаживании шаблона утюгом. Сложность в том, что и время нагрева, и температуру придется подбирать экспериментально. Общая рекомендация – не более 2 минут при полностью прогретом утюге.
Когда температура металла упадет до комнатной, шаблон удаляют.
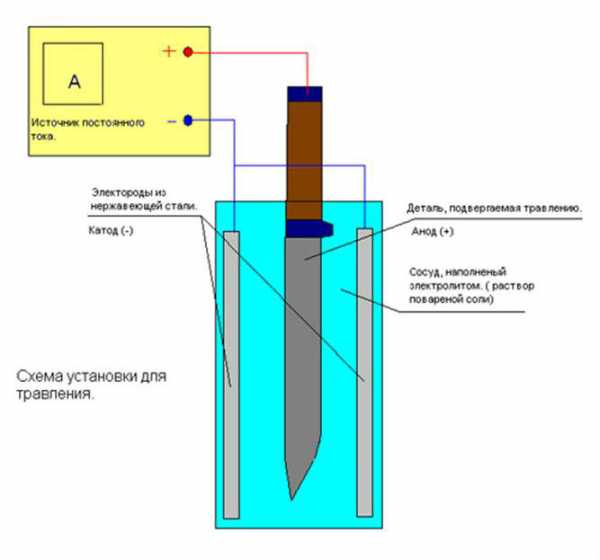
Остается только добавить, что существует множество способов гравировки своими руками - как с помощью растворов, так и без них. Ведь разговор шел о металлах, не уточняя о каких - стали, латуни или других. Вышеперечисленные способы являются одними из самых распространенных и доступных для реализации самостоятельно. Как правило, их используют для гравировки изделий из стали.Любой, кто хочет освоить буквально все технологии, практикуемые в домашних условиях, без труда найдет нужную информацию.
Удачи в гравировке!
Примечания:
Гравировка на металле всегда привлекает внимание. Это ремесло кормило ремесленников с древних времен. И сегодня он не потерял своей актуальности. Умельцы могут превратить предметы быта в настоящие произведения высокого искусства, украсив их причудливыми миниатюрами. Иногда можно увидеть целые картины больших размеров, выполненные граверами.И мало кто знает, что заниматься этим бизнесом может абсолютно каждый.
Фото 1. Сувенирный охотничий нож с гравировкой, отличный подарок охотнику.
Гравировка своими руками может стать прибыльным и интересным делом, если очень захотеть.
Украсить небольшие изделия из металла можно гравировкой своими руками в домашних условиях. Эта профессия вызовет уважение и зависть друзей и знакомых. В Златоусте тысячи мастеров изготавливают это ремесло в домашних условиях.Гравированные вещи стоят дорого. Сабля – около 300 тысяч рублей, охотничий нож – до 100 тысяч (фото №1). Согласитесь, это хорошие деньги. Как сделать гравировку на металле в домашних условиях своими руками? Для этого занятия нужно подготовить самое простое оборудование, которое найдется в любом доме, в любой квартире.
Орнаменты наносятся гравировкой на тарелки, ножи, пистолеты, сабли, медали, кубки, номера квартир. Все узоры и надписи сохраняются практически навсегда и не требуют дорогого и редкого детского кармана и специального оборудования.Рисунок можно наносить на сталь, алюминий, латунь, медь, металлические сплавы. Метод не загрязняет окружающую среду. Смыть или стереть рисунок обычными методами и средствами невозможно.
Рис. 2. На обручальных кольцах обычно выгравированы дата свадьбы и инициалы жениха и невесты.
Работа происходит в следующей последовательности:
Рис. 3. Именные ложки с гравировкой и интересной гравировкой можно делать на различных металлических предметах в простой домашней обстановке.
Таким способом можно обработать любой металлический предмет в домашних условиях. Если сделать надпись лаком, то она будет выпуклой на выгравированном фоне. Для более качественной работы рекомендуется приобрести специальный инструмент – гравер. Может работать от сети и встроенных аккумуляторов. В комплект обычно входят сверла различной формы. Они могут работать со стеклом, пластиком и другими материалами. Обручальные кольца с гравировкой – отличный подарок молодоженам (фото №2). Но сделать это самостоятельно можно только в том случае, если вы полностью уверены в результате работы.
Возврат к индексу
Фото 4. Для домашней гравировки вам понадобится обычная соль, лак для ногтей, лак для ногтей и стакан воды.
Гравировка своими руками на поверхности стекла производится химическим и механическим способом. механический способ заключается в использовании насадки с приводом от электродвигателя. Процедура:
Вернуться к индексу
Принцип гравировки своими руками можно посмотреть в кабинете стоматолога. Специальный наконечник ложится в руку так же, как обычная ручка при письме.Узор можно нанести на любой предмет: кольцо, зеркало, мотоцикл, тарелку и т.д. Можно выгравировать портрет и любое другое изображение. Не забывайте, что цвет гравировки на стекле, керамике, камне, фарфоре всегда белый. Но его можно аккуратно покрыть серебряной, золотой или другой водостойкой краской. Эффект может превзойти все ожидания.
Рисунки и узоры можно наносить на дерево, покрытое слоем краски, на пластик, серебро, пластик. Изготовление своими руками требует терпения и некоторых навыков, которые приходят со временем.Это умение оттачивалось годами.
Для этого потребуются следующие материалы: соль, блок питания, стакан воды, лак для ногтей, жидкость для снятия лака, ножницы, зубочистка, ложка.
Прог. 90 243
1. Сначала наносим лак на поверхность, на которую будет наноситься надпись. Подождите, пока лак немного подсохнет, затем поместите надпись на ручку ложки. Затем оставшуюся часть ручки ложки покройте лаком с обеих сторон. Вся ручка должна быть покрыта лаком, кроме надписи.
2. Насыпать в стакан 2 столовые ложки соли, добавить воды и перемешать. Отрежьте вилку блока питания и разделите провода или подключите 2 отдельных провода к блоку питания, не повредив устройство. Зачищаем концы проводов, к плюсу провода присоединяем ложку (чаще всего провод с белой полосой), которая будет выполнять роль первого электрода (анода), а к ложке присоединяем второй провод, на котором нанесет надпись, превратив ее в катод.
3. Погрузите оба электрода в физиологический раствор.Происходит реакция, при которой меняется цвет воды. Контролируем процесс, время от времени вынимая ложку из воды.
При напряжении питания 12 вольт и силе тока 1 ампер гравировка займет 10 минут.
4. После завершения процесса выключите питание, выньте ложку из стакана и промойте проточной водой. Затем удалите лаковый слой жидкостью для снятия лака. Промойте ложку водой.
Гальваническая гравировка завершена. Также можно рисовать на металле.
На видео наглядно показано как все делать поэтапно.
Также была показана хорошая идея домашнего производства.
Хотите отметить себя набором столовых приборов или написать свое имя на любимой термокружке? Вопреки внешнему виду, он достаточно прост, хотя и требует некоторого внимания. Вы должны сказать «не пытайтесь повторить это дома», но это то, о чем, в конце концов, данное руководство, так что будьте осторожны.

С помощью этого 40-литрового казана мы покажем вам, как легко переваривать домашние методы, независимо от того, какое у вас сердце.



ПРИМЕЧАНИЕ! Поляризация очень важна!

Подбор шаблонов конечно же бесплатный, здесь мы используем шаблоны с номерами.
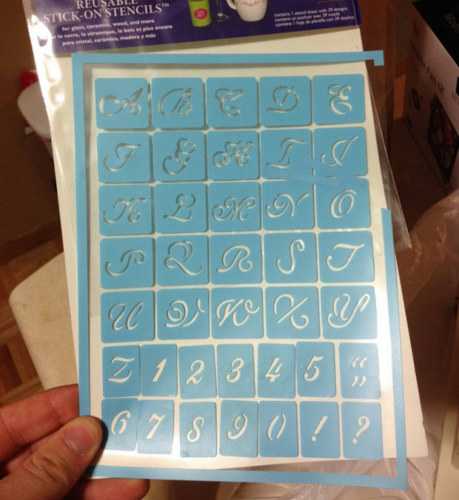
После этих приготовлений окуните кончик палочки в раствор, убедившись, что весь тампон и кончик пробирки влажные. При соприкосновении тампона с казаном слышно шипение или пузыри – это свидетельствует о реакции. Для хорошего и не слишком глубокого пищеварения требуется всего несколько секунд. Конечно, прежде чем погрузиться в глубину, лучше протестировать его на том же материале, что и наша цель, но который не сломается в случае неудачи.

А вот так выглядит котел с галлоновым масштабом.
Травление – процесс обработки металла, при котором с поверхности удаляется слой определенной толщины активными химическими веществами (кислотами или кислыми солями), а также постоянным током в электролитной ванне.
Травление металла может служить многим целям и может использоваться в промышленности и в быту. Поверхность изделия, подвергнутого травлению, приобретает ряд технологических и декоративных свойств и позволяет проводить исследование ее микроструктуры в металлографическом микроскопе, удаление с поверхности окалины и других неметаллических включений, получение необходимых ювелирных украшений или подготовку к пайка.
Для травления, называемого также электрохимической гравировкой, в домашних условиях или в гараже чаще всего применяют для получения рельефных изображений на различных предметах с декоративными функциями. Ей чаще всего подвергают стали высокой твердости, обработка которых требует больших усилий обычным гравировальным инструментом. Этот процесс не очень сложен даже при отсутствии художественных навыков, если соблюдать его технологию.
Для того, чтобы процесс травления осуществлялся с высокой скоростью и толщина снимаемого слоя была одинаковой, с поверхности изделия необходимо удалить все загрязнения и следы масла.Для этого подходят обычные моющие и чистящие средства, используемые для мытья посуды и теплая вода. После мытья и сушки поверхность следует протереть смоченной в растворителе фиброй, которая, помимо обезжиривания, способствует удалению остаточной влаги.
Отдельно следует сказать о качестве обработки поверхности. Зеркальная полировка гарантирует хорошую контрастность рисунка даже при небольшой глубине травления. Но если ее выполнение по каким-то причинам невозможно, поверхность можно обработать наждачной бумагой, чтобы риски от нее шли в одну сторону.Это также даст хороший оптический эффект.
Для нанесения рисунка на металл можно использовать массу различных траекторий, работающих по одному и тому же механизму: участки, не подлежащие травлению, защищены от воздействия агрессивной среды или электролита.
Метод № 1
Наиболее доступным методом считается нанесение обычного лака для ногтей на защищаемые участки. Однако он имеет ряд существенных недостатков:

Метод № 2
Сначала нужно нанести защитный слой на всю поверхность изделия. Для этого можно использовать грунтовки ГФ-021, ХВ-062 или битумный лак, доступные в магазинах автозапчастей и бытовой техники. После полного высыхания покрытия гелевой ручкой или тонким маркером можно рисовать контуры будущего изображения. Можно привлечь для этой задачи опытного художника.
Кроме того, из медной проволоки или стержня (можно латунного), диаметр которого подбирается исходя из удобства удержания в руке, необходимо сделать иглу с заостренным концом и процарапать подложку по линии картина на металл.Еще твердый материал иглы может повредить полированную поверхность изделия.

Уже на этом этапе можно судить о рельефности будущего орнамента. Для получения участков с разной глубиной травления металла, таких как контуры и средние тона, процесс можно проводить в два и более циклов.
Важно! При этом подшерсток не должен скалываться. Прежде чем рисовать картинку, рекомендуется поэкспериментировать и убедиться, что она подходит для работы.
Метод № 3
Вам понадобится лазерный принтер, глянцевая бумага, программное обеспечение для обработки изображений и утюг.Выбранное изображение нужно отформатировать (подогнать по размеру, сделать в зеркальном отображении) и распечатать. Самый дешевый источник глянцевой бумаги — женские журналы.
Распечатанное изображение кладут на поверхность, закрывают сверху однотонным альбомным листом (для защиты от утюга) и проглаживают утюгом. После остывания бумагу смывают под проточной водой, а слой тонера остается на поверхности металла.
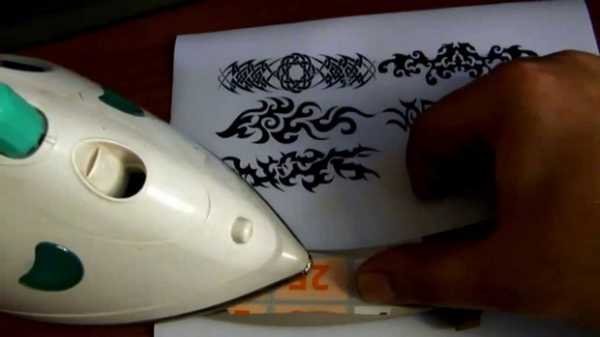
Этот метод часто используется для травления печатных плат.Его главный недостаток в том, что рисунок наносится только на простую поверхность.
Важно! Трудно увидеть блеск под водой. После того, как он высохнет, нужно следить, чтобы его не осталось на изделии.
Позаботьтесь о защите всех поверхностей изделия. Для этого можно использовать самые разные вещества. Заднюю поверхность можно закрыть обычным пластилином: он хороший диэлектрик.
Выбор конкретного метода зависит от многих факторов: химической активности металла, доступности химикатов и соображений безопасности.
химическое травление
Проходит в контейнере с активным веществом. В случае с углеродистыми сталями могут подойти растворы слабых кислот: лимонной, уксусной. Соляная кислота работает нормально. К травлению в аккумуляторном электролите, азотной кислоте и преобразователе ржавчины следует относиться очень осторожно: в процессе могут выделяться токсичные газообразные вещества, поэтому при отсутствии вытяжки и хорошей вентиляции с такими реагентами лучше не работать.
Одним из самых безопасных веществ является насыщенный раствор хлорного железа.Его можно приобрести в магазинах, торгующих радиодеталями. Преимущества раствора – практически неограниченный срок службы (при работе со сплавами железа) и окрашивание протравленной поверхности в ровный серый цвет.

Продолжительность процесса подбирается экспериментально в зависимости от концентрации используемого реагента и активности металла.
Электрохимическое травление
Многие нержавеющие и кислотоупорные стали, например 40Х13, 95Х18, 08Х10х28, 03Х12х24М2 не реагируют с кислотами, поэтому для их травления применяют электрохимический метод.
Для этого вам понадобится пластиковая или стеклянная электролитная ванна, провода, зажимы и источник постоянного тока В качестве электролита достаточно насыщенного раствора хлорида натрия. Выбирая емкость для него, помните, что процесс может быть довольно быстрым, поэтому его объем должен быть в 2 раза больше, чем у электролита.
В качестве источника электроэнергии можно использовать аккумуляторы, но лучше использовать зарядное устройство (3 - 10А) с амперметром и возможностью регулировки параметров тока для подбора их оптимального значения.Заготовка соединяется с анодом (плюсовой контакт) с помощью зажимов и провода, в качестве катода может использоваться любая пластина из нержавеющей стали, помещенная в ванну параллельно торцу заготовки. После этого устройство подключается к сети.
90 390
Весь процесс может занять от двух минут до получаса в зависимости от фактической силы и площади рисунка. Глубину травления следует контролировать, периодически вынимая детали из ванны. В этом случае не забудьте отключить питание.

В конце процесса защитную оболочку можно удалить с помощью подходящего растворителя и оценить результаты. Благодаря хорошей адгезии протравленной поверхности можно создать красочный рисунок.

Для этого всю поверхность изделия выдувают из баллона с нитроэмалью, а после высыхания натирают кусочком чистой кожи, войлока или другого неабразивного материала. Краску удаляют с полированной поверхности, оставляя только каверны.
Уважаемые читатели, если у вас остались вопросы, не стесняйтесь задавать их, используя форму ниже. Рады общению с вами ;)
Способов гравировки металла много, но все они требуют либо специального, порой далеко не дешевого оборудования, либо наличия определенных специфических навыков, либо способы достаточно сложны. Возьмем, к примеру, химическую гравировку. Опять же нужны какие-то меры, которых может и не быть в квартире вообще.Но что делать, если вам срочно нужно сделать постоянную надпись на металле, а оборудования для этого нет? Но выход всегда есть, подробнее читайте под катом :)
Для сборки простейшего гравировального станка нам понадобится:
1) Лампа накаливания (оптимально 100Вт, чем выше мощность, тем больше ток, и тем больше сила тока , тем глубже травление), вставка с подсоединенными гибкими шлангами длиной не менее 20 см. можно вместо лампочки использовать, если не жалко.
2) Кабель двухжильный, сечение подбирается в зависимости от мощности устройства.Для лампочки на 100Вт оптимально будет 1-1,5 квадрата. Можно поставить меньше, но это нежелательно.
3) Изолента, в основном тканевая. Вы также можете использовать ПВХ, но эта тряпка лучше переносит высокие температуры. Если в доме совсем нет изоленты, можно использовать пластиковую изоленту.
4) Обычный графитный карандаш. Чем короче стрежень, тем лучше.
5) Еще короткие провода...
6) Отвертка (на фото тоже отмечена цифрой 5, опечатка).Кроме отвертки хотелось бы иметь индикатор фаз, но если его нет, то и ладно.

Теперь приступим непосредственно к сборке нашей камеры.
На одном конце шнура (2) делаем импровизированную вилку, если в квартире есть дополнительная полноценная вилка, надеваем ее на один конец шнура. Тогда эти два торчащих провода просто втыкаются в розетку.

Проделайте то же самое с другого конца кабеля и наденьте зажимы на обе жилы.Если хомутов нет, то ладно, просто больше зачищаем жилы провода.

Затем нам нужно закрепить кабель от лампочки к жиле, к которой будет подключаться фаза. Удобнее это делать через клеммник, как на моем фото, но если нет клеммников, то можно и скруткой.
К жиле, на которой будет "ноль" - подключите оголенные с обоих концов кабели длиной около 20 см. Крепите как хотите, можно клеммником, можно перевернуть, можно "ваго" терминалы».Должно получиться что-то вроде этого:

Теперь берем обычный карандаш, затачиваем его с одной стороны, а с другой снимаем слой дерева. Чем короче карандаш, тем лучше.

Затем провод, идущий от лампочки, наматываем на карандаш. Наматывать нужно плотно, при плохом контакте между проволокой и стержнем появится дуга, гравировка не получится, а карандаш сгорит.

Обматываем изолентой стержень карандаша и соединение проводов.Как я писал выше, лучше использовать тряпичный скотч, потому что при плохом контакте между проволокой и стержнем участок будет нагреваться и тряпичный скотч выдержит температуру лучше, чем полихлорвиниловый. Конечно, если нет тряпки, можно использовать и ПВХ, а если нет изоленты из ПВХ, можно использовать прозрачную пластиковую ленту.

Ну вот и все, наша машинка готова. После складывания все должно выглядеть примерно так:

Теперь приступим к процессу гравировки: «Ноль» связан с той частью, на которой мы будем гравировать, на карандаше у нас фаза проходит через колбу.Перед началом работы нужно убедиться, что деталь именно нулевая, а не фазовая. Для этого можно использовать индикатор, а если его нет под рукой, подключить деталь к батарее отопления, стояку воды, полотенцесушителю, в общем к любому заземленному предмету. Если лампа загорается, значит на объекте есть скос, который мы будем гравировать. В этом случае просто втыкаем вилку в розетку, еще раз проверяем - лампа не горит, значит все нормально и можно приступать к работе.
Начинаем касаться детали карандашом, в этот момент между деталью и карандашом должна пройти искра и должна загореться лампочка. Как только искра пройдет между карандашом и деталью, она будет выгравирована.

Собственно, чем хорош этот способ: Он предельно прост, не требует никаких затрат, практически у каждого в квартире есть все необходимое для установки такого устройства. Для такой гравировки не нужно особых навыков, достаточно умения рисовать карандашом.Но есть у этого метода и недостатки, ведь мы имеем дело с сетевым напряжением, а этот способ относительно опасен. В результате такой гравировки получаем надпись, выгравированную на металле глубиной около 0,1 мм, при мощности лампы 100 Вт. Чем больше мощность прибора, тем глубже будет пищеварение. Надпись изначально черная, яркая, но ее яркость можно изменить наждачной бумагой до почти незаметной рельефной надписи.

Думаю не лишним будет описать меры предосторожности при работе с данным устройством:
1) Не работать на голом бетонном полу, работать только на утепленной поверхности, желательно на диэлектрическом коврике.
2) Напряжение между карандашом и обнуляемой деталью составляет 220 вольт, поэтому, если вы одновременно возьмете карандаш и деталь, вас может ударить током.
3) Если вы не очень дружите с электрикой, лучше пропустите этот метод.
4) Перед началом работы убедитесь, что часть равна нулю, а не фазе.
Ну а в остальном правила такие же, как и при работе с другими электроприборами.
Для тех, кто не совсем понял, как собрать устройство с моих слов, вот схема.
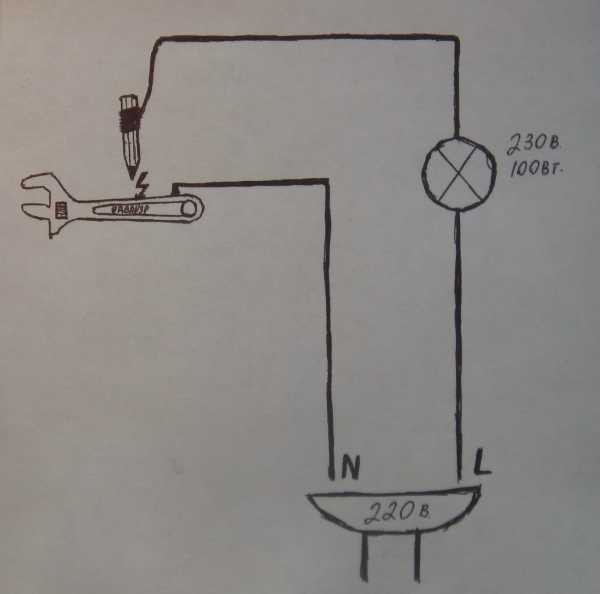
Вот и все, всем спасибо за внимание, до скорой встречи!)
.Ключ к прочности
Хочется купить нож, который будет служить "верой и правдой" много лет и как можно меньше тупиться. В связи с этим стоит обратить внимание на высокоуглеродистую сталь, так как из нее можно сделать самый прочный нож.
Идеальные ножи изготовлены из низколегированной высокоуглеродистой нержавеющей стали. Для получения нужной микроструктуры производственники на стадии плавки задают необходимую температуру и показатели.После того, как сталь отлита, ее химический состав, чистота и структурное качество проверяются под микроскопом. Чтобы изделие было прочным, лезвие должно быть прочным. Поэтому его разрезают в направлении, параллельном направлению прокатки листа. Таким образом, для этого типа сталей применяются методы горячей обработки давлением.
Нержавеющая сталь. Понятие «нержавеющая сталь» не совсем корректно, так как все марки стали со временем или из-за длительного воздействия агрессивной среды теряют цвет и ржавеют.Но сталь можно сделать нержавеющей, добавив в нее хром и уменьшив содержание углерода в материале в процессе плавки. Это положительно сказывается на стойкости стали к окислению. Однако возникает закономерный вопрос: «Можно ли сделать крепкий нож, если занижать содержание углерода в стали? Они могут.
Технология повышает долговечность

Производители изобрели трехслойное лезвие. В виде своеобразного бутерброда. При этом в центре расположена прочная высокоуглеродистая сталь.Рядом с обеих сторон находится сталь с хромированными и низкоуглеродистыми индикаторами. Этот материал защитит сердцевину изделия от повреждений, ржавчины и дополнительно повысит надежность и долговечность ножа. Эта технология называется «Сан Май III», что в переводе означает 3 слоя.
Есть, однако, одно "но". Заточка клинка из такой стали становится сложнее, и он быстрее тупится. Поэтому большинство ножей из нержавеющей стали редко бывают очень острыми. Чтобы преодолеть это, для производства сверхпрочных ножей используется нержавеющая сталь AUS 8A.Он богат углеродом и содержит небольшое количество хрома. Это идеальный компромисс между прочностью, коррозионной стойкостью и способностью к заточке.
Техника закалки
Силовая закалка.

Закалка имеет большое значение для придания прочности изделию. Соответственно требуется технология резкого охлаждения расплавленной лопатки ниже нуля. Этот процесс известен с древности. Многие видели в исторических фильмах, как кузнецы, выковывая железное оружие, резко опускают его в холодную воду.При этом изделие приобретает дополнительную прочность. Этот процесс крайне важен для долговечности стального ножа, но сейчас о нем часто забывают, а зря.
Лучшая сталь
Сталь марки 5150.
Марка 5150 представляет собой низколегированную среднеуглеродистую сталь. Он особенно хорошо подходит для процесса горячей штамповки. Этот вид стали хорошо закаляется, что делает ее идеальной для изготовления прочных ножей, а также томагавков, топоров и т. д. После ковки изделие резко охлаждают, а затем закаляют при 55-60°.В результате получается очень прочное лезвие.

Самый мощный нож может быть изготовлен из высокоуглеродистой стали 5150 и AUS 8A. Такое изделие будет особенно прочным, надолго останется острым и прослужит вам долгие годы.
Анатолий Шишкин
Стоит ли при создании рабочего ножа заморачиваться выбором редких сталей с особыми свойствами для лезвия? И стоит ли восхищаться новой лопаткой клапана Hamer?
Меня часто спрашивают: "Какая сталь лучше для ножа?"
Лично я начал делать самодельные ножи в детском саду.Конечно, не сталь, пластилин. Потом, в школе, вырезал из дерева кинжалы и сабли. А первый настоящий стальной нож он сделал еще в школе, на уроках труда. Когда откуда-то выходил возмутитель спокойствия (учитель труда), я включал и выключал наждак и, пользуясь тем, что наждак крутился тихо, стачивал кусок ткани от ручной пилы до металла. Как всегда были проблемы с ручкой и я недолго думая просто обмотал ручку изолентой. К счастью, примерно в это же время появилась разноцветная пластиковая лента.Если на лезвие ножа намотать кусок газеты, а затем обмотать получившиеся ножны изолентой, то получится нож с ножнами.
Еще лучший способ получить ножны - сделать их из двух кусков кожи. Многие бытовые ножи обычно останавливаются на этом уровне. Для этого уровня квалификации нет марки стали. То, что у них есть, нормально. А если такая самоделка еще и хлеб с колбасой режет, то вообще ничего страшного.
Следующий этап квалификации начинается с коллекционеров.Коллекционеры просто покупают ножи, которые им нравятся. Но иногда цена на нож настолько высока, что о практическом использовании этого ножа уже не может быть и речи. С такого ножа сдувается пыль, такие ножи не принято точить. К лезвиям других уборочных ножей нельзя даже прикасаться, от пятен на лезвии потом не избавиться. То же самое касается всевозможных кинжалов, иностранных сувениров, рубящего оружия и прочего музейного инвентаря.
В данном случае марка стали опять же не важна.Нож все равно будет висеть на стене, под стеклом или собирать пыль глубоко в ящике с бельем. В любом случае, этому ножу не нужны колюще-режущие свойства, а также неважно, какие у такого ножа ножны.
Практическое использование ножей вынуждает владельца точить нож, подвергая его химическому и физическому воздействию различных агрессивных сред. Большое значение имеет и санитарно-гигиеническое качество как самого ножа, так и места его хранения, т.е. наличие определенных ножен.В итоге получается? Что рабочий нож по своей природе недолговечен. Один год, другой, бесполезный и нож. Получение рабочего ножа через века практического использования — бессмысленное занятие. Здесь начинается объяснение обычно используемых материалов и, в частности, марок стали для лезвия.
Ножи рабочие, как инструмент, имеют широкий спектр применения и в каждом конкретном случае требуется определенная марка стали, а также определенное качество используемой стали и щита.Полезность этого ножа не менее важна. Например, поварские ножи (не путать с кухонными) могут быть изготовлены из очень твердой стали. Затачиваются эти ножи специалистами по заточке на специальном стационарном оборудовании. То же самое касается и сапожных ножей, но эти ножи затачивает сам владелец также на специальном стационарном оборудовании (наждаке с набором необходимых для твердости камней).
Самодельные кухонные ножи обычно делают из любого подходящего куска железа.Посмотрите, какие ножи у хозяина на кухне, один и тот же хозяин. Самодельные кухонные ножи покупаются другими владельцами или приобретаются другими способами, поэтому в этом случае владелец должен квалифицироваться как покупатель. Что в целом тоже говорит о "беспомощности" владельца.
В этом случае не всегда нужно обижаться на "беспомощность". Виртуозный повар не обязан сам делать ножи, он может купить подходящий нож или набор ножей. Хозяину, который использует нож только для нарезки хлеба и колбасы, специальный нож тоже не нужен.Но для умелой хозяйки, желающей накормить хозяина повкуснее, хозяину все равно придется покупать или делать хорошие профессиональные ножи самому, даже для своей кухни. Ведь умелой кухарке на собственной кухне иногда приходится разделывать замороженное мясо, а вам еще и курицу забивать. А хороший нож это сложно, нужны и руки и определенные профессиональные навыки, в частности знать свойства стали.
Самодельные ножи. Фото: TheDraco wikipedia.org
Представьте, что ваш нож для замороженного мяса сделан из механического ножа для резки металла.Такой нож хорошо держит остроту лезвия, но легкий поворот ножа (в замороженном мясе) и нож сломается, разбрызгивая осколки лезвия во все стороны. Хорошо, если повар не поранится таким ножом.
Некоторые эксперты считают, что лезвия для механической резки металла, используемого для изготовления ножей, следует испытывать, бросая их на пол или сильно ударяя ими о твердый предмет. Уточнение, что не все лезвия одинаково закалены, а некоторые лезвия не ломаются при легком изгибе.Эти специалисты видимо не жалеют своего повара, а это их жена, мать, дочь, сестра или любимая женщина. На самом деле повара вообще не разбираются в качестве стали и полагаются исключительно на "доморощенные" знания. Тем не менее, делать самодельные ножи нужно с умом. Нож должен, прежде всего, быть безопасным для владельца и всех, кто им пользуется.
Особый разговор об охотничьих и походных ножах. Конечно, лучше, если лезвие ножа будет из нержавеющей стали, но в любом случае особая твердость клинка не нужна.Ведь такие ножи нужно точить в полевых условиях по первому встречному камешку. Закаленные лезвия за 50 штук на осколке обычного кирпича больше нельзя заточить. Так что если нет возможности сделать хорошую нержавейку то какая разница из какой черной стали делать лезвие ножа.
Если металл закален до 40 единиц или чуть больше, этого будет достаточно. Методом холодной ковки можно сырую, т. е. незатвердевшую «железку» довести примерно до одинаковой твердости путем клепки.Если вы в состоянии сами выковать и закалить лезвие ножа, то из обычной арматуры (или шестигранника) можно сделать хороший клинок.
Хорошие ножи, на мой взгляд, получаются из пильных полотен, которые распиливают бревна на доски. Толщина стандартной пилы 2,8 мм, при ширине ножа три сантиметра, на такой нож можно смело опираться, выходя из отверстия, нож не сломается. Опять же, "по Закону об оружии" такая толщина клинка не считается общественно опасной или воинственной.Сталь клинка ржавеет при неправильном уходе и обычно черного цвета, но хорошо точится и просверливается под заклепки для эфеса.
Лично я, наверное, перепробовал все варианты крепления рукоятей к ножам, и теперь делаю рукоять ножа из двух деревянных пластин, обмотанных красивой бечевкой на эпоксидном клее. Неплохие ручки получаются, если вместо бечевки взять трикотаж соответствующего цвета. Спрячьте или заверните, а затем пропитайте клеем.
В магазинах продаются уральские ножи из дамасской стали с берестяными рукоятками.Ножи продаются без ножен, часто в специальных коробках, и само собой разумеется, что эти ножи только для коллекционеров, а не как рабочие для туристов или охотников. Такие ножи быстро теряют свой внешний вид.
Дамасский нож Вандререна. Фото: Андрей Животов wikipedia.org
также страдают плохой фиксацией лезвия и не подходят для серьезных испытаний на выносливость. Товарищей на вкус и цвет нет. Во время своих путешествий я видел охотников-рыболовов, которые ходили в тайгу на рыбалку с кухонными ножами из магазинов.Вместо ножен в карман кладут свернутую газету или нож лезвием вверх. Это для того, чтобы вы не резали себе карманы и помнили о собственных руках. Не думают они и о том, что нож может выпасть или что вы можете в него упасть. Это в глухой тайге...
Не лучше так называемые якутские охотничьи ножи, без упора для пальца, в деревянных ножнах с прорезями. Сами ножи опасны, пальцы могут скользить по лезвию, а ножны начинают вонять через несколько дней использования. Грузинские кинжалы также не предназначены для охотников или туристов.Попробуйте разрезать осколок, чтобы выстрелить кинжалом или почистить рыбу среднего размера, так как это не сработает.
В общем, среди экстремалов можно найти все, что угодно. В лучшем случае у них есть водолазные ножи, но ножны рабочего ножа следует складывать для периодической чистки.
Так стоит ли при изготовлении рабочего ножа заморачиваться выбором для лезвия редких сталей с особыми свойствами? И стоит ли восхищаться новой лопаткой клапана Hamer? Если не путать коллекционные ножи с служебными, то сталь для ножа не самое главное, главное сам нож.
В этой статье рассматриваются основные марки стали для ножей.
Описаны самые популярные ножевые стали, кратко рассмотрена каждая сталь.
Импортные ножевые стали:
1095/1080/1070/.../ 1050/...
Обычная углеродистая сталь, используемая в производстве ножей. Страна производства - США. Низкая коррозионная стойкость. Цифра «10» в начале номера говорит о том, что сталь специально разработана для производства ножей.Последние две цифры в номере показывают количество углерода - чем меньше, соответственно - тем мягче сталь и меньше шлифуемость. Стали этой серии с низким содержанием углерода используются в производстве мечей, где требуется пластичность. Для ножей обычно берется 1095. Используется для ножей Ka-Bar и Cold Steel. Аналоги наши У8, У10А.
12С27
Нержавеющая сталь, производство Швеция. Содержание углерода составляет 0,6%. Простая и качественная сталь. Загрязнения нет.Аналог - 420HC.
15Н20
Инструментальная сталь. Страна происхождения - Швеция. Используется для производства дамасской стали.
154 см
59-62 HRC. Подшипник из высокотехнологичной нержавеющей стали. Страна производства - США. Аналог АТС-34. Высокая жесткость. Одна из лучших сталей для ножей, достаточно дорогая. Используется в ножах Spyderco и Benchmade.
1770 SS / 1778 SS / 1870 SS
SS — стандарт Швеции. Серия хороших шведских конструкционных сталей.
3Cr13
Нержавеющая сталь, страна производства - Китай. Это модификация стали 440А, закаленная до твердости 57 HRC. Используется в производстве ножей среднего ценового диапазона.
Также входит в производство осей.
3G
Композитная порошковая сталь для ножей. Страна производитель - Швеция. Содержание углерода составляет 1,4%. Показатели твердости, жесткости, ударной вязкости, износостойкости и коррозионной стойкости находятся на самом высоком уровне.
420
Содержание углерода 0,5%.Самая простая и дешевая ножевая сталь. Высокая коррозионная стойкость. Мягкий, плохо держит заточку, но заточит без проблем. Область применения - дешевый Китай и различные кухонные ножи. Аналог - японский AUS-4.
Если на дешевом ноже есть надписи "Нержавеющая сталь", "Инокс", "Суперсталь" и т.п. - это скорее всего 420-я сталь.
420J2
Японская нержавеющая сталь, дешевая, обычно используется в композиционных сплавах, легко поддается обработке. Плохая износостойкость. Он используется в недорогих ножах, производимых на просторах Юго-Восточной Азии.Чтобы компенсировать мягкость стали 420, необходимо увеличить толщину лезвия.
420HC
Лезвия из высокоуглеродистой стали. Простой в обращении, антикоррозийный, средней прочности, но хорошо держит режущую кромку. Довольно низкая стоимость. Наибольшее применение он нашел у фирмы «Бак», а 420НС фирмы «Бак» значительно превосходит 420НС ножей других производителей. Это достигается постоянной криогенной обработкой. Аналог шведской 12С27.
440A
56 HRC. Нержавеющая сталь. Содержание углерода составляет 0,75%.Хорошая коррозионная стойкость. Качественный сплав, хорошо выдерживает нагрузки. Он широко используется в ножах SOG. Если лезвие имеет маркировку «440» или «440 серия из нержавеющей стали», скорее всего, это 440A.
440 В
58 HRC. Содержание углерода составляет 0,9%. хорошая коррозионная стойкость. Качественный сплав, хорошо выдерживает нагрузки. Аналогом является японский AUS-8, широко используемый фирмой Randell.
440C
60 HRC. Высокотехнологичная нержавеющая сталь, содержание углерода 1,2%.хорошо держит РК. Одна из самых сбалансированных по своим свойствам ножевых сталей. Сталь 440С дороже 440А и 440В. Аналог - японский AUS-10. Обратите внимание, что 440С в испанских ножах мягче, чем в других европейских.
5160
Профессиональная высококачественная пружинная сталь. Очень прочный, хорошо держит РК. Популярен в тяжелых ножах.
52100
Подшипниковая сталь. Низкая прочность и коррозионная стойкость.Но точит хорошо. Аналог - ШХ15. Он широко используется в производстве охотничьих ножей.
8Cr13MoV
56-58 HRC. Резка сталей с высоким содержанием углерода, хрома, ванадия и молибдена. Страна производства Китай. Хорошо точит и точит хорошо. Используется «Спайдерко». Близок к японскому AUS-8.
8Cr14MoV
То же, что и 8Cr13MoV, но за счет повышенного содержания хрома обладает более высокими антикоррозионными свойствами. Из этой стали было изготовлено множество китайских реплик.
9Cr14MoV
Из-за более высокого содержания углерода он немного тверже, чем 8Cr13MoV.Широко используется в китайских репликах. Он хорошо режет ножи в этом ценовом диапазоне и легко затачивается.
A-2
60-62 HRC. Американская самозакаливающаяся инструментальная сталь. Высокая прочность и возможность непрерывной заточки. Используется Крисом Ривом в боевых ножах.
ATS-34
58-60 HRC. Высокотехнологичная нержавеющая сталь. Страна производитель - Япония, Hitachi. Аналог 154СМ. Высокая жесткость. Одна из лучших ножевых сталей, достаточно дорогая.Используется в ножах Spyderco и Benchmade, а также в лезвиях для бритв и реактивных турбин.
АТС-55
В отличие от АТС-34 не содержит молибдена, что делает его дешевле. Найден в Спайдерко.
AUS-4
54 HRC. Редкая нержавеющая сталь дешева из-за низкого содержания углерода. Страна производитель - Япония. Быстро теряет остроту, но легко затачивается. Аналог - сталь 420.
AUS-6
56 HRC. Нержавеющая сталь. Страна производитель - Япония.Аналог 440А. Используется Аль Мар.
AUS-8
58 HRC. Лезвие из нержавеющей стали. Страна производитель - Япония. Аналог 440В. Он широко используется из-за его хорошей износостойкости. Используется Cold Steel.
AUS-10
60 HRC. Лезвие из нержавеющей стали. Страна производитель - Япония. Аналог американского 440С, но из-за меньшего содержания хрома менее устойчив к коррозии. Хорошая износостойкость.
Бета-титановый сплав
Титановый сплав.Водолазные и кухонные ножи.
BG-42
60-64 HRC. Японская нержавеющая сталь для ножей. Высокая жесткость, хорошо держит РК. Эта сталь используется Крисом Ривзом в ножах Sebenza.
Синяя супербумага
Легированная сталь. Сделано в японии. Он занимается производством профессиональных поварских ножей.
Уголь V
Марка стали, принадлежащая компании Cold Steel. По свойствам эта ножевая сталь аналогична О-1 и 1095.
CowryX (RT-6)
63-67 HRC.Коррозионностойкий аморфный металлический сплав. Страна производитель - Япония.
сайда Y (CP-4)
61-64 HRC. Аморфный металл, коррозионностойкий сплав. Страна производитель - Япония.
CPM 440V
Хорошая нержавеющая сталь для ножа. Держит РК хорошо, точит с трудом. Эта сталь используется Шоном МакВильямсом /
D-2
60-62 HRC. Инструментальная сталь, также называемая «полусталь». Обладает большей коррозионной стойкостью, чем углеродистые стали, но уступает «нержавеющей стали».Высокая стойкость, хорошо точит. Аналог - наш Х22МФ. Страна производитель - Япония. Используется в ножах Bob Dozier, Benchmade. Идеально подходит для универсального ножа. Не подходит для окончательной полировки.
Хорошие ножи D2 производства SteelClaw.
DAMASTEEL
Сталь, полученная методом порошковой металлургии. Не останавливайся.
ELMAX
Инструментальная сталь. Он широко используется скандинавскими кузнецами.
ГИН-1 (Г-2)
Хорошая нержавейка для ножа.Достаточно редко. Используется в ножах Spyderco.
N-1
58 HRC. Нержавеющая сталь для ножа. Отличная коррозионная стойкость, хорошие режущие свойства, отличные свойства заточки. Трудно справиться. Обычно используется в ножах Spyderco.
INFI
Эксклюзивная ножевая сталь, используемая только Busse.
Нержавеющая сталь
54-57 HRC. Высокопрочная нержавеющая сталь для ножей. Повышенная коррозионная стойкость. Он широко используется Opinel.
Контроль качества
Легированная сталь, Япония, Hitachi. Используется в производстве ножей и бритв.
L-6
Сталь для ленточных пил. Высокая прочность, хорошо держит РК.
LAK41, LAK42
Ножевая сталь, используемая для изготовления дешевых кухонных ножей.
М-2
61-66 HRC. Быстрорежущая инструментальная сталь, используемая в производстве ножей. Отлично держит край. Низкая коррозионная стойкость и чувствительность к ударам. Используется для производства фрез и сверл.Используется Benchmade.
Mars 500
Нержавеющая сталь. Он широко используется в шведских ножах.
N690Co
58-60 HRC. Так называемый «австрийский 440С». Отличается от 440с наличием кобальта и ванадия – за счет этого улучшаются коррозионная стойкость и более высокая твердость. Ударопрочный. Он широко используется в походных ножах.
O-1
60-64 HRC. Хорошая закаленная в масле углеродистая сталь для изготовления лезвий. Несмотря на невысокую стоимость, обладает хорошей износостойкостью.Используется Randall Made Knives. Легко подделать. Он быстро ржавеет.
Rostfrei
Нержавеющая сталь, Германия.
Sandvik 12C27 — шведская мартенситная нержавеющая хромированная сталь. Гибкая и гибкая сталь, и в то же время устойчивая к износу. Хорошо точит даже в полевых условиях "на коленке". Достаточно чистый для загрязнения. Он широко используется в производстве ножей Helle.
S-Gwiazda
Недорогая нержавеющая сталь используется для производства кухонных ножей.
S30V (CPM S30V / S60V / S90V)
Нержавеющая мартенситная порошковая сталь для ножей. Дизайн Криса Рива и Дика Барбера. Высокая износостойкость. Используется многими производителями ножей. Высокая коррозионная стойкость и долговечность. Все это семейство острых лезвий стало хорошо, особенно S60V и S90V. Но они более хрупкие, чем S30V, и их труднее затачивать. Эти стали оптимальны для универсальных ножей. Другое название этих сталей — «металлическое стекло». Широко используется Leatherman и Zero Tolerance.
S30V - 58-61 HRC
S60V - 55-57 HRC
S90V - 56-59 HRC
И другие из этой линейки:
CPM S110V
CPM S125V
CPM 1V - 57-59 HRC
CPM 3V - 58-60 HRC
- 54 CPM 9V6 HRC
CPM 10V - 60 HRC
CPM 15 V - 61-63 HRC
CPM M4 - 60-64 HRC - специальная быстрорежущая инструментальная сталь
CPM D2- 60-62 HRC
Серебро 1,3,5
Японская нержавеющая сталь. Используется для изготовления кухонных ножей и ножниц.
SG2
64 HRc
SRK-8
Японская инструментальная сталь.Обычно используется при изготовлении сельскохозяйственных орудий.
Стеллит 6К
42-46 HRC
T508, T113
Французская сталь.
Талонит
44-49 HRC
Vascower
Очень редкая сталь из-за сложности обработки. Отличная износостойкость
VG-10
59-61 HRC. Японская ножевая сталь. Сохраняет среду для заточки. Высокая коррозионная стойкость. Хорошо усваивается. Как правило, из него делают поварские ножи.
W1 W2
Углеродистая сталь, используемая в производстве напильников
YXR7
61-65 HRC
ZDP-189
Сталь с порошковым покрытием высочайшего качества.Страна производитель - Япония, Hitachi. Аналогов этой стали пока нет. Используется в ножах премиум-класса. Высокая цена. Очень сложно точить. Идеально подходит для ножей, которые предназначены исключительно для своей основной функции — резки.
Бытовая сталь для ножей:
100Х13М
Сталь хромомолибденовая. Используется в производстве медицинских инструментов.
30ХГСА
Другое название «хромансил». Высококачественная среднелегированная сталь. Создан советскими учеными в 1940-х годах.ХХ века для нужд авиации. Выдерживает высокие переменные нагрузки. Отличная долговечность. Достаточно легко подвергается термообработке. Идеально подходит для метания топориков.
40Х13/65Х13/95Х18/110Х18
Отечественные аналоги из стали 420 и 440. Наиболее широкое применение при изготовлении клинков - 95Х18. Достаточно прочный и гибкий, хорошо подходит и затачивается. Сопротивление ржавчине.
40Х13 - 53 HRC,
95Х18 - 57-60 HRC
65Х13 - хирургическая (медицинская) сталь.Наш «Кизляр» тоже делает из него ножи.
65G
Конструкционная пружинная сталь. Быстро ржавеет, плохо держит РК. Зато отличная выносливость. Идеально подходит для рубки ножей.
R6M5
Быстрорежущая сталь. Используется для производства пильных полотен. Хорошо точит, но деликатно. Низкая коррозионная стойкость.
У7-У16
Самодельная инструментальная сталь, используемая в производстве ножей. У7-У9 - стали повышенной вязкости, ножи из этих сталей можно смело рубить.У10-У13 – стали повышенной твердости, боятся ударных нагрузок. Все это точит постоянно. Не устойчив к коррозии, коррозия проникает глубоко в лезвие.
X12MF
Легированная инструментальная сталь, используемая в производстве ножей. Хорошая коррозионная стойкость при тщательной полировке лезвия. Хорошо точит. Ударопрочность - средняя.
XB5
65-67 HRC. «Алмазная сталь». Самая высокая твердость среди инструментальных сталей.
SHX15
Конструкционная подшипниковая сталь, используемая для производства ножей.Хорошо точит. Не устойчив к коррозии, ржавеет поверхностно. Аналог - 52100.
Охотничий нож станет вашим верным помощником в любой ситуации, но только если он изготовлен из хорошей стали. При выборе здесь следует в первую очередь обратить внимание – ведь от качества материала зависит, насколько легко будет заточить лезвие и как долго оно будет оставаться острым. Давайте посмотрим, из какой стали делают лучшие лезвия охотничьих ножей.
Хороший материал лезвия должен быть прочным и долговечным.Важно, чтобы охотничий нож хорошо резал, а не пилил и не прокалывал – для таких целей есть другие инструменты.
Одной из важнейших характеристик является содержание углерода. От количества этого элемента зависят полезные свойства ножа и, прежде всего, его долговечность.
По этому параметру сплавы делятся на высокоуглеродистые и низкоуглеродистые. При повышении содержания углерода до 2,14 % и более сплав превращается в чугун — хрупкий и ржавеющий материал, непригодный для производства лезвий.
Основные параметры материала, от которых зависят эксплуатационные свойства ножа:
Твердость сплава измеряется по так называемому Шкала Роквелла в специальных единицах – HRC. Чем выше содержание углерода, тем выше этот параметр. Лезвия из твердого материала затачиваются максимально долго, но при этом отличаются повышенной ломкостью. Кроме того, охотничьи ножи из высокоуглеродистого сплава довольно сложно затачивать, что может стать проблемой, особенно в полевых условиях.
Ножи из стали твердостью 55-60 HRC подходят для охоты. Такие лезвия хорошо режут, но не режут и не пилят. Сплавы ниже 55 HRC слишком мягкие, лезвия из этого материала быстро тупятся после заточки. Если лезвие тверже 60 HRC, его будет непросто заточить, особенно в полевых условиях. К тому же такое лезвие довольно легко сломать.
Прочность не менее важна, чем твердость.Чем выше этот параметр, тем меньше вероятность появления сколов на лезвии в процессе эксплуатации. Кроме того, прочные лезвия будут гнуться под нагрузкой, но не ломаться.
Чем выше прочность сплава, тем ниже его твердость, и наоборот ... Поэтому улучшение одного из этих свойств неизбежно ведет к ухудшению другого. Однозначного ответа на вопрос, какая сталь лучше для охотничьего ножа, нет. Каждый производитель лезвий стремится найти оптимальный баланс твердости и прочности материала.
Этот показатель характеризует способность стали противостоять воздействию внешней среды. В результате постоянного контакта с водой и кровью материал начинает ржаветь. Повысить коррозионную стойкость сплава можно только за счет ухудшения других его свойств.
Также можно найти ножи с титановым покрытием. Их всегда можно отличить по черному или золотистому цвету. После нанесения слоя титана твердость клинка значительно увеличивается – она может достигать до 90 HRC, благодаря чему клинок получает дополнительную защиту от коррозии и хорошо сохраняет первоначальную заводскую заточку.При этом прочность остается неизменной.
Для улучшения свойств сплава содержит легирующие добавки. Наиболее часто используемые:
Следует также упомянуть такие материалы, как дамасская сталь и дамасская сталь. Их используют при производстве охотничьих ножей, но это случается не часто.
– это материал с твердостью около 60 HRC, который отличается повышенной прочностью и высокими режущими свойствами, долго сохраняет заточку. Клинки из нее выглядят очень красиво благодаря причудливым узорам, создаваемым неоднородной структурой такой стали.

Основным недостатком материала является низкая коррозионная стойкость ... Для продления срока службы клинков из дамасской стали их необходимо оберегать от влаги, после использования вытирать насухо и регулярно смазывать специальными маслами. Для изготовления охотничьих ножей этот материал используется редко.
Как и дамасская сталь, дамасская сталь имеет своеобразную внутреннюю структуру и отличается оригинальным внешним видом. Основными компонентами этого материала являются железо и углерод, причем содержание последнего очень велико, и по этому параметру булат близок к чугуну.При этом он сочетает в себе высокую гибкость с прочностью благодаря особой структуре.
Распространенное мнение о булате как о вершине совершенства не совсем соответствует действительности, поэтому не стоит думать, что из него получаются лучшие охотничьи ножи. Сегодня этот материал имеет прежде всего художественное значение. ... Модель с булатным клинком может быть отличным сувениром, но по эксплуатационным параметрам не имеет преимуществ перед "обычной" сталью.

Один из самых дешевых сплавов для изготовления лезвий с содержанием углерода 0,5%.Легко затачивается, обладает высокой коррозионной стойкостью и долговечностью. Минус марки в том, что изготовленное из нее лезвие быстро теряет остроту. Это не самая лучшая сталь для охотничьего ножа, 420 серия в основном используется при изготовлении кухонных ножей, а также из нее делают недорогие охотничьи модели.
Твердость этой стали 56 HRC, содержание углерода 0,75%. Самый популярный из всех сплавов серии 440.
Сплав с твердостью 58 HRC, содержащий 0,9% углерода.Обладает хорошей коррозионной и стрессоустойчивостью.
Высокотехнологичный сплав нержавеющей стали с содержанием углерода 1,2% и твердостью 60 HRC для хорошего захвата лезвий. Это чуть ли не лучшая сталь для охотничьего ножа по соотношению цена-качество.
, аналог сплава 420.
Японский аналог сплава 440А.
, эквивалент 440B.
Японский эквивалент 440C с более низким содержанием хрома, что делает его менее устойчивым к коррозии.
Нержавеющая сталь для ножей твердостью 58 HRC. Этот материал долго сохраняет остроту и обладает высокой устойчивостью к коррозии. Ножи Spyderco изготовлены из сплава H-1.
Прочный, долговечный и устойчивый к коррозии сплав для производства лезвий с твердостью 54-57 HRC. Opinel делает из него ножи.
Сегодня на рынке представлен широкий ассортимент сталей для лезвий охотничьих ножей, и выбор за вами. Лезвие из хорошего сплава может служить долго, не теряя своих функциональных свойств, такой нож прослужит вам верой и правдой долгие годы даже при интенсивном использовании.
Конечно, качество материала не единственный важный момент, при выборе также следует обращать внимание на размер и форму лезвия, удобство рукоятки. Не торопитесь с покупкой и вы получите действительно качественный, удобный и надежный нож.
Но сначала вы хотите изучить теоретическую часть, потому что поглощение не из бюджета.
Как вы думаете, какой параметр является ключевым при выборе ножа? Его вид? Дизайн? Как насчет размера? Нет. Нож начинается со стали. От этого зависит качество, функциональность и долговечность будущего лезвия. Это определяет его стоимость. Мы постарались кратко описать основные виды стали, их сравнение и характеристики.
С физико-химической точки зрения сталь представляет собой сплав железа и углерода, в который добавлены специальные легирующие элементы. Они позволяют придать металлу нужные свойства и, по сути, определяют тип стали.Его производительность также зависит от процессов производства, прокатки и закалки.
Стоит отметить, что самое высокое значение HRC не является показателем высокого качества стали. Такой материал будет отлично держать режущую кромку, но на нем достаточно быстро появятся трещины и сколы. Более того, слишком твердое лезвие может разбиться, как стекло. А вот слишком мягкую сталь нельзя считать качественной — она вряд ли разрежет большинство материалов.
Сила не имеет стандартной школы измерения. Также стоит учитывать, что твердая сталь, скорее всего, будет иметь меньшую прочность, и наоборот.
Как ни странно, почти коррозионностойкая сталь снижает общую производительность лезвия. Поэтому коррозионная стойкость рабочего ножа должна быть умеренной.
При рассмотрении двух лезвий с одинаковым значением твердости более износостойким будет то, в составе которого больше карбида.
Казалось бы, для того, чтобы купить идеальный нож, нужно выбрать модель, клинок которой обладает максимальным выполнением всех описанных выше характеристик. На практике все сложнее, ведь если твердость лезвия будет максимальной, то оно окажется очень хрупким и не выдержит даже минимального взаимодействия с твердыми материалами.Если усилие максимальное, лезвие не затачивается. Поэтому идеальным может считаться только тот нож, в котором все указанные параметры сбалансированы между собой.
В настоящее время в производстве ножей активно используются три вида стали:
| сталь | Особенности состава | Технические характеристики | Заявка | 90 571
| 1095 90 334 | Содержит приблизительно 1% углерода. | Хорошо держит режущую кромку, не боится коррозии и не скалывается. Его можно заточить до бритвенно-острой кромки. | Это одна из наиболее широко используемых сталей благодаря хорошим эксплуатационным параметрам и недорогому производству. Незаменим в производстве больших ножей с фиксированными лезвиями, используемых туристами и прочими при выполнении тяжелых работ. | 90 571
| 13C26 90 334 | Материал аналогичен стали 440А, но процентное содержание хрома и углерода несколько выше. | Версия AEB-L от Sandvik. Устойчив к окислению, довольно твердый. | Сталь специально разработана для бритвенных лезвий. | 90 571
| 420 ХК 90 372 | Повышенное содержание углерода. | Считается лучшим представителем серии 420. Обладает высокой твердостью. Благодаря качественной термической обработке может проявлять отличные антиоксидантные свойства и прочно удерживать режущую кромку. | Поскольку эта сталь считается одной из лучших по стойкости к коррозионным процессам, ее используют многие известные производители, например, Buck. | 90 571
| 440А 90 372 | По сравнению с 420CH этот материал содержит больше углерода. | Твердая сталь, которая долго удерживает режущую кромку. Он боится коррозии. | Широкий спектр применения. |
| сталь | Особенности состава | Технические характеристики | Заявка | 90 571
| N680 90 334 | 17% хрома; 0,2% азота | Отличные антикоррозионные свойства.Легко точить. Достойно держит режущую кромку. Считается недорогой модификацией Н2, но по поведению на кромке сильно уступает АТС-34 и 154СМ. | Подходит для ножей и других предметов, которые часто попадают в соленую воду. | 90 571
| h2 90 334 | Отличная коррозионная стойкость, почти не ржавеет. Но он не очень хорошо держит край. | Эта сталь - лучший нож для дайвинга. А вот для EDC лучше использовать другой материал. | 90 571 |
| ВГ-10 90 372 | Содержит ванадий для дополнительной прочности. По содержанию хрома превосходит сталь 154СМ и АТС-34. | Отличается высокими показателями коррозионной стойкости и прочности. В нем достаточно силы. Сохраняет лезвие острым, но есть риск сколов, так как сталь хрупкая.В целом хороший, а главное, проверенный вариант. | Активно используется брендом Spyderco и другими компаниями, работающими в аналогичном ценовом сегменте. | 90 571
| Д2 90 372 | Его называют «полунержавеющим», потому что он содержит меньше хрома, чем его аналоги, но при этом устойчив к коррозии. | По твердости превосходит сталь 154СМ и АТС-34, хорошо держит заточку.По прочности - самоуверенный "средний", плохо заточенный. | Подходит для производства качественных и недорогих ножей. | 90 571
| 154 см 90 372 | В состав входит молибден. Количество хрома значительно ниже, чем в стали 440С. | Считается улучшенной версией 440C. В равной степени выдающаяся стойкость к окислению и достойная прочность.Отличное сцепление с кромкой. Отлично затачивается при использовании абразивов. | Широко используется ведущими производителями, в том числе Benchmade. | 90 571
| АТС -34 90 372 | Состав аналогичен 154CM. | Японский эквивалент 154CM. Отличается высоким качеством. По сравнению с 440С он более подвержен коррозии, но лучше держит заточку. | Популярная сталь для многих горшков. |
| сталь | Особенности состава | Технические характеристики | Заявка | 90 571
| ЦПМ S30V 90 334 | Содержит карбиды ванадия и ниобий. | Не боится коррозии и отлично держит заточку. Он имеет очень твердую матрицу сплава. Благодаря ниобию легко обрабатывается. Баланс твердости и прочности практически идеален. | Американские производители любят использовать эту сталь для производства профессиональной кухонной утвари, различных моделей карманных ножей. | 90 571
| ЦПМ С35ВН 90 334 | Имеет мелкозернистую структуру.Содержит ниобий. | Эта сталь является улучшенной версией чрезвычайно популярного материала S30V. Отличается исключительной прочностью и легкой заточкой, стойкостью к окислению и способностью крепко схватывать лезвия. | Используется так же массово, как сталь С30В. Считается суперстальной моделью. | 90 571
| СРМ M4 90 372 | Углеродный материал с высокими эксплуатационными характеристиками, обеспечивающий лучшее удержание края.Отличается высокой прочностью, износостойкостью и обрабатываемостью. Из-за малого количества хрома в составе боится коррозии. Трудно точить. | Хороший вариант для случаев, когда нож должен быть одновременно прочным и износостойким. | 90 571
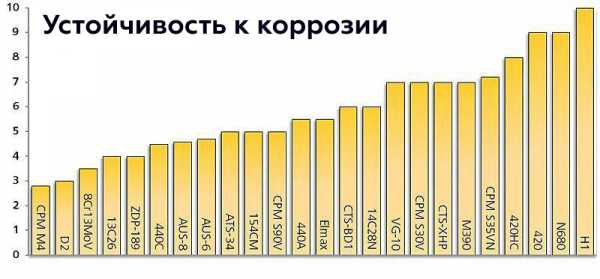
В описаниях выше вы наверняка заметили аббревиатуру CPM в названиях некоторых сталей. На русский язык эту аббревиатуру можно перевести как тигель порошковой металлургии. Crucible — название американского бренда, выпускающего инструментальные стали исключительного качества.
Компания использует специальную технологию, которая превращает расплавленную сталь в мелкий порошок.Его прессуют в заранее подготовленные формы, в которых затем выпекают. В такой порошок легко вводятся различные добавки, что позволяет получать сталь с заданными эксплуатационными параметрами.
О дамасской стали ходили легенды. Строили с таким успехом, что люди, непосвященные в искусство изготовления ножей, до сих пор считают, что такая сталь — настоящий эталон. Спешим развеять этот миф. Дамасская сталь уступает большинству современных сплавов.Он интересен только тем необычным, закрученным узором, который чаще всего демонстрируют коллекционеры.
Как видите, идеальной стали не бывает. Но для каждой задачи есть оптимальный вариант металлического сплава. Его должны были выбрать. Также советуем обратить внимание на другие особенности готового изделия: его дизайн, конструкцию, исполнение и т.д. Ведь все современные ножевые стали полностью удовлетворяют потребности рядового пользователя. Разница видна только профессионалам.
В данной статье объясняется тема, но если у вас есть дополнительные вопросы, пожалуйста, свяжитесь с нами по телефону для консультации и помощи в выборе или оставлении заявки на сайте.