Металлизация пластика, которая выполняется преимущественно электрохимическим методом, позволяет значительно усилить устойчивость полимерных материалов к механическим повреждениям, воздействию высокой влажности и повышенной температуры. Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.
Хромированный пластиковые детали автомобиля — распространенный пример металлизации пластмассы
Химическая металлизация пластмасс активно используется для производства световых фильтров, катализаторов, печатных плат, заготовок для дальнейшей гальванизации, а также многого другого.
Такие разнородные материалы, как металл и пластик, имеют различные коэффициенты теплового расширения. В связи с этим при нанесении слоя металла на полимерный материал не избежать возникновения внутренних напряжений, стабилизировать которые позволяет подслойная поверхность. Для ее создания обычно используют медь. Когда предварительное меднение пластикового изделия выполнено, на него наносится финишный слой никеля или хрома.
Структура покрытия, полученного в результате металлизации пластика, может формироваться из нескольких слоев, в качестве которых могут выступать:
Типы наносимых на пластик многослойных гальванических покрытий
Наносимый на пластиковое изделие металлизированный слой может иметь не только различную структуру, но и различные декоративные характеристики. Так, это может быть покрытие велюрового, блестящего, осветленного, патинированного, черненого и других типов. Выполняют металлизацию пластика не только для улучшения его декоративных характеристик, но также для того, чтобы продлить срок его эксплуатации. В частности, никель, нанесенный на пластиковое изделие, обжимает его поверхность, тем самым способствуя ее укреплению.
В зависимости от того, для чего осуществляют металлизацию пластика, выполняют ее с применением электролитических растворов различного типа. Такими растворами могут быть:
Никелированные гальваническим способом детали
Металлизировать пластиковое изделие можно не только хромом и никелем, но и цинком и оловом. При помощи пленок из данных металлов, наносимых на пластиковую поверхность после ее пассивирования, обрабатываемая деталь защищается от негативного воздействия повышенной влажности и образования налета.
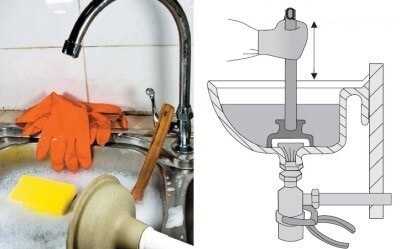
Поскольку металлический подслой, создаваемый на пластиковой поверхности, отличается не слишком высокой электропроводностью, процедуру электрохимической металлизации пластика проводят с использованием тока небольшой плотности (0,5–1 А/дм2). Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах.
Металлизацию пластика с помощью гальванического способа проводят в достаточно плотных электролитических растворах. Устойчивое положение обрабатываемым изделиям, находящимся в таких растворах, обеспечивают подвешиванием специальных утяжелителей.
Схема нанесения гальванического покрытия
Чтобы сформировать на поверхности пластикового изделия качественное гальваническое покрытие, необходимо также большее количество контактов, через которые на подслой обрабатываемой детали подается электроток. Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.
Адгезия, как известно, является характеристикой качества сцепления разнородных материалов между собой. Чтобы сцепление между пластиковой основой и металлическим покрытием было качественным, прочность покрытия на отслаивание должна соответствовать 0,8–1,5 кН/м, а на разрыв – 14 МПа. Современные технологические методы металлизации пластика позволяют добиваться адгезии, величина которой доходит до 14 кН/м.
На сегодняшний день не существует ни одной теории, которая бы могла точно объяснить все нюансы сцепления разнородных материалов между собой. Если ориентироваться на химическую природу адгезии, то она возникает вследствие химических взаимосвязей разнородных материалов. В частности, при металлизации полимерных материалов такие связи появляются между функционально активными группами, имеющимися на поверхности пластика, и наносимым на нее металлом.
Виды разрушений адгезионных соединений
Существует и молекулярная теория, согласно которой адгезия между разнородными материалами возникает вследствие того, что на межфазной поверхности присутствуют межмолекулярные силы, которые и способствуют сцеплению. По этой же теории, адгезия определяется взаимодействием двух полюсов или возникновением водородных связей между разнородными материалами.
Согласно электрической теории, причиной адгезии является двойной электрический слой, появляющийся при взаимодействии пары тел. В таком слое, который не дает телам отходить друг от друга, формируются электростатические силы притяжения положительных и отрицательных зарядов.
Наиболее признанной среди специалистов является диффузная теория, согласно которой адгезия возникает вследствие формирования межмолекулярных связей между разнородными материалами. В результате на границе соприкосновения двух материалов формируется новый промежуточный слой, и такая граница фактически стирается.
Существует еще и механическая теория, которая объясняет, что адгезия возникает вследствие анкерного сцепления между выступающими частями наносимого покрытия и углублениями в основном материале. В результате такого сцепления образуются так называемые механические замки, которые и обеспечивают адгезию.
Для прочного осаждения металла необходима благоприятная структура поверхности пластика
На качество адгезии при металлизации пластика оказывает влияние целый ряд параметров, к которым следует отнести:
Цели металлизации пластмасс
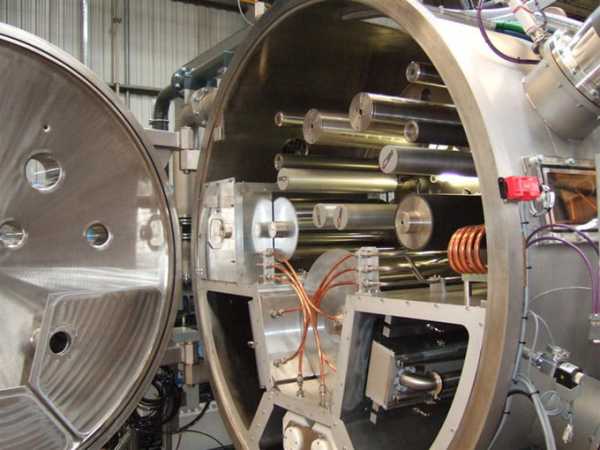
Вакуумная металлизация пластмасс используется для того, чтобы нанести на них нихром или алюминий. Для практической реализации такой технологии, как уже понятно из ее названия, необходима специальная камера, в которой создается вакуум. Наиболее активно вакуумную металлизацию пластика применяют для обработки автомобильных деталей, сантехнических и осветительных приборов, пластиковой фурнитуры различного назначения.
Нанесенному таким образом металлизированному покрытию придают высокую твердость и устойчивость к воздействию повышенной влажности, используя специальные лакокрасочные составы.
Металлизированный пластик можно получить и в домашних условиях. Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.
Вне зависимости от выбранного способа металлизации обрабатываемую деталь следует очистить от механических загрязнений
Металлизацию пластика при помощи меди выполняют в несколько этапов.
После выполнения всех этих процедур вы получите на пластиковом изделии красивое медное напыление.
Металлизацию пластика слоем серебра выполняют в следующей последовательности.
Гальванические серебряные покрытия обладают низкой стойкостью к механическим повреждениям, но хорошо противостоят химическим воздействиям
Если поверхность была недостаточно хорошо обезжирена, то в результате металлизации может получиться покрытие не очень хорошего качества. В таком случае его можно удалить, используя специальный раствор, и повторить всю процедуру заново.
Сформированный на пластике по вышеописанным методикам слой металла лучше всего покрыть защитным лаком. Кроме того, металлизированные таким образом пластиковые изделия можно подвергнуть дальнейшей гальванической обработке (например, выполнить их хромирование или покрыть слоем никеля).
Трехвалентный хром и черный хром используются из соображений экологии. Более глубокий оттенок представляет собой оттенок, отличный от хромированного. Cherng Yi Hsingвложила средства в экологически безопасные технологии отделки поверхностей и может предоставить жизнеспособную альтернативу покрытию шестивалентным хромом для декоративных применений. Процессы покрытия Cr3 (трехвалентный хром), основанные исключительно на Cr3. В некоторых областях применения и при определенной толщине покрытие трехвалентным хромом может заменить шестивалентный хром. Это особенно верно для декоративных применений, где покрытие с трехвалентным хромом может очень напоминать покрытие с шестивалентным хромом. Скорость и твердость покрытия трехвалентным хромированием аналогична покрытию шестивалентным хромом. Ванны с трехвалентным хромом также работают в тех же диапазонах температур, что и ванны с шестивалентным хромом. Обычно диапазон толщины покрытия трехвалентного хрома составляет от 0,005 до 0,050 мил. Ванны с трехвалентным хромом более чувствительны к металлическим примесям, чем ванны с шестивалентным хромом. Примеси могут быть удалены с помощью ионного обмена или осаждающих агентов с последующей фильтрацией.
Наша команда обладает знаниями, основанными на более чем 40-летнем опыте нанесения пластикового покрытия, независимо от размера пластиковых деталей. Мы здесь, чтобы предоставить лучшее гальваническое покрытие и отделку поверхностей в соответствии с вашими международными стандартами.
Для трехвалентного хромирования мы увеличиваем эффективность нашего индивидуального формования с помощью лучшего в отрасли пластика для покрытия - АБС / ПК + АБС, и каждый процесс гальваники контролируется профессионалами.
Наши термопластавтоматы имеют мощность от 100 до 1 200 тонн. Точность каждого оборудования позволила нам проектировать с большой гибкостью.
Одним из видов деятельности нашей компании является нанесение защитных и декоративных гальванических покрытий на поверхность металлических изделий, деталей, запасных частей и т.д. В процессе электрохимической обработки детали (изделия) покрываются тонким слоем металла, образуя при этом прочную пленку толщиной от 2 до 20 микрон. Электролитическая технология позволяет равномерно покрывать детали любых, в том числе, сложных форм. В зависимости от используемого металла, наносимого на поверхность, процессы получили соответствующие названия - цинкование, хромирование, меднение, никелирование и др. Необходимость использования того или иного металла связана с характеристиками, которые следует придать изделию: прочность, антикоррозийная устойчивость, износостойкость, электропроводность, устойчивость к высоким или низким температурам, агрессивным средам.
В процессе гальванизации (электролиза) участвуют электрический ток, основа (деталь) и металлический электролит. Металлические частицы оседают на основу, при этом атомы электролита не просто осаждаются на поверхности, они проникают в верхние слои обрабатываемого изделия. В результате, на его поверхности получается прочная тонкая пленка из необходимого металла.
Электрохимический процесс гальваники на предприятии Укрпласт производится в специальных гальванических ваннах. Для обеспечения хорошего сцепления с основой и качества наносимого слоя, изделия в обязательном порядке проходят тщательную предварительную механическую и химическую обработку. К предварительной обработке относится шлифование, полирование, травление и обезжиривание. Стальные или чугунные обрабатываемые детали обезжиривают горячим (до 90°С) раствором с едким натром или фосфорно-кислым натрием.
Очень важную роль в получении слоя металла с заданными свойствами играет соблюдение технологических процессов, температуры и концентрации электролитов, плотности тока. К примеру, для того, чтобы получить блестящее покрытие хромом, температура электролита должна быть от 35 до 55°С, молочное - от 55 до 80°С, матовое - до 35°С. Для достижения высокого качества на нашем предприятии применяется специальное оборудование, а работы проводятся квалифицированным персоналом. Гальваника в домашних условиях также может производиться (исключая крупногабаритные изделия), однако качество покрытия может не принести желаемого результата, так как соблюсти все условия, не имея достаточного опыта, не просто. Для получения защитного покрытия стойкого к износу необходимо применение тока высокой плотности - до 100 А/кв. дм, что также в домашних условиях достаточно сложно выполнить. Работы следует проводить с соблюдением правил техники безопасности, поскольку речь идет о вредных веществах и высоких температурах.
Гальванические работы пользуются все большим спросом в различных отраслях промышленности, поскольку гальваника является одним из самых качественных и оптимальных, в экономическом отношении, покрытий, служащим защитой металлов и позволяющим значительно увеличить срок их эксплуатации. Благодаря таким свойствам, гальваника широко используется в авиационной и автомобильной индустрии, в производстве электроники, радиотехнической продукции, медицинских и бытовых инструментов, в строительной отрасли, при изготовлении ювелирных изделий. Также изделия с гальваническими покрытиями находят применение в реализации дизайнерских решений (дверные ручки, навесы, замки, карнизы, элементы декора мебели, перила лестниц).
При выборе материала покрытия учитывается множество факторов:
У нас Вы можете заказать услуги гальваники, а также купить оборудование для проведения гальванических работ: ванны различных объемов, установки настольного типа, гальванические линии, выбрав необходимый товар из данного раздела. Для получения более детальной информации, предварительного расчета цены на гальванические работы, заказа оборудования для гальваники, Вы можете обратиться к менеджеру нашей компании.
Эффективным способом защиты металлических изделий от коррозии и воздействия агрессивной среды считается гальваника с порошково-полимерной покраской. Причем заготовки сначала поддают гальваническому покрытию толщиной от 6 микрон, а уже потом – порошковому на полимерной основе. По факту гальваника является одним из способов подготовки изделий к дальнейшей обработке порошковым напылением. Но, применяется только для защиты и декоративного оформления металлических поверхностей. У порошковой краски более широкий спектр использования – она подходит для покрытия металла, пластика, стекла, изделий из МДФ.
Одновременное применение гальваники с порошково-полимерной краской используется для покрытия алюминиевых, стальных элементов, деталей из латунных сплавов и цветных металлов. Сначала наносится гальванический слой на основе никеля, кадмия, смеси олова с висмутом, цинка. Сама технология предполагает применение горячих ванн с электролитическим раствором солей одного из указанных выше металлов. Проводится с условием предварительной подготовки поверхности (полировкой или травлением).
Метод заключается в том, чтобы зарядить деталь отрицательным зарядом и направить к ней соли металла. Соли оседают на поверхности изделия тонким, но равномерным слоем. На молекулярном уровне проникают в верхний слой металла. Образуют сплошное защитное покрытие без пропусков.
Процесс гальванического покрытия считается завершенным, когда перестает подаваться электрический ток на ванну. Заготовку вынимают из раствора и обязательно промывают. Затем подсушивают и направляют в камеру для полимерно-порошковой обработки.
Обратите внимание! При гальваническом методе обязательно учитывают зернистость. Особенно, если защита наносится толстым слоем в 20, 30, 50 микрон. Этот же способ применяется для золочения, серебрения металлических изделий.
Нанесение полимерной порошкообразной краски получило широкое распространение в производстве деталей, элементов из самых разных материалов. Выполняется после предварительной подготовки поверхности. В нашем случае – гальваники.
При высокой температуре слой порошковой краски проходит этап полимеризации, благодаря чему образует тонкое, но очень прочное покрытие. Такая пленка придает изделию определенный цвет, защищает от контакта с агрессивной средой, разрушающим воздействием ультрафиолета. Является эффективной защитой не только от появления ржавчины, но и царапин, механических повреждений на протяжении 5 лет и дольше. Дополнительно выполняет эстетичную функцию – может иметь матовый, глянцевый эффект, подбирается по оттенкам из палитры RAL.
Современная технология нанесения гальваники с полимерно-порошковой краской занимает минимум времени и считается экономически выгодной. Позволяет не только защитить металлические изделия от коррозии, но и придать им декоративный внешний вид. Активно используется в промышленной, производственной, ювелирной сфере деятельности.
Наша компания выполняет широкий спектр гальванических работ любой сложности. Качественное исполнение заказа и привлекательные цены — вот основные характеристики наших услуг.
Гальваника пластика - самый распространенный процесс гальваники в гальванической промышленности. Иногда после нанесения гальванического покрытия на гальванические детали возникают нежелательные явления. Далее, позвольте' s представить нежелательные явления и соответствующий анализ их причин.
1. Неполное нанесение химического покрытия. Регулярная неполная наплавка неподвижных деталей - это проявление концентрации внутренних напряжений. Пластиковые гальванические изделия следует подвергнуть обработке для снятия напряжения. Неполное осаждение происходит нерегулярно и беспорядочно. Сначала найдите причину в огрублении, а потом, возможно, в недостаточной активации. Наконец, эффективность химического нанесения покрытия снижается. Устраните причину.
2. Гальванический слой отслаивается вместе со слоем покрытия, нанесенного химическим способом. Часто наблюдается недостаточная шероховатость, яркие химические покрытия и отслаивание локальных неподвижных частей, которые являются точками концентрации внутренних напряжений. Укрупнение и снятие напряжений следует усилить.
3. Удаление пленки между слоями покрытия. Блестящее покрытие, особенно блестящее никелирование, имеет высокое внутреннее напряжение, что может привести к нарушению баланса отбеливателя. Также возможно, что pH никелированного покрытия слишком высок или промежуточный слой покрытия окислен или пассивирован, что вызывает плохое связывание поверхностного слоя покрытия. Отрегулируйте гальванический раствор и обратите внимание на активацию процесса упрочнения промежуточного покрытия. Часто меняйте решение для активации. Во время хромирования детали какое-то время остаются в гальванической ванне перед предварительным нагревом, а затем наэлектризованы для нанесения гальванического покрытия.
4. Покрытие локально растворяется на детали. Вешалка имеет плохую проводимость и биполярный" происходит явление, при котором часть его становится анодом и растворяется. Учтите, что между подвеской и заготовкой должно быть более двух точек контакта, и должен быть обеспечен хороший контакт.
5. На покрытии АБС есть заусенцы и ямки. На физические загрязнения, осаждаемые на поверхности из-за грязного раствора для покрытия, также может влиять медный порошок и никелированный анодный раствор. Гальванический раствор следует регулярно фильтровать. Все аноды должны быть защищены анодными мешками. В процессе производства никакие детали не утилизируются или раствор для гальваники перемешивается снизу. Его следует накрыть, когда раствор для гальваники не используется. Точечная коррозия пластиковых гальванических изделий в основном связана с низким значением pH блестящего никелевого покрытия, которое усиливает выделение водорода и недостаточным количеством поверхностно-активных веществ. Отрегулируйте pH бани до нормального диапазона и добавьте поверхностно-активные вещества, такие как лаурилсульфат натрия, для уменьшения адсорбции водорода.
6. Детали деформируются после нанесения покрытия. После нанесения гальванического покрытия на АБС-пластик некоторые изделия иногда деформируются, что влияет на сборку или использование. Например, если внешняя рама, крышка, паспортная табличка и соответствующие компоненты деформированы, их нельзя установить и использовать. У этой проблемы с качеством есть три причины. Во-первых, сама конструкция неразумна и есть недоработки. Другой - необоснованная конструкция вешалки. Также наблюдается слабый контроль процесса и неправильная эксплуатация.
Хром — это металл, который отличается хорошей прочностью, приятным внешним видом и высокой защитой от коррозии. На практике изделия из чистого хрома применяются редко в связи с высокой стоимостью металла (сложная добыча, непростое обогащение). Поэтому этот химический элемент обычно наносят тонким слоем на другие металлы, камень, пластик, дерево и другие материалы. Это позволяет улучшить физико-химические и эстетические свойства обрабатываемой детали за сравнительно небольшую сумму. В металлургическом деле процедуру нанесения хрома тонким слоем называют — хромирование.

Покрываться хромом могут различные изделия — рабочие инструменты, диски для автомобилей, оборудование для кораблей, посуда, декоративные изделия. Хромирование может выполняться различными способами, а сегодня таких способов насчитывается более 10 штук (хотя на практике применяется 3-4 технологии хромирования). Но возможно ли хромирование в домашних условиях — или его проводят только на фабриках и заводах? Какими особенностями обладает хромирование пластика? И о каких правилах техники безопасности не нужно забывать? В статье эти вопросы будут рассмотрены.
Толщина слоя покрытия обычно невелика — от 0,2 до 0,8 миллиметров (хотя встречаются изделия и с более толстым слоем). Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Покрыть хромом можно посуду, украшения, детали автомобиля или мотоцикла, мебель. Помимо этого хромирование деталей и пластика выполняет следующие важные функции:

Большинство технологий хромирования являются сложными операциями, для проведения которых необходимо специальное оборудование. Во время нанесения покрытия в атмосферу могут выделяться вредоносные вещества, которые представляют опасность для человека при вдыхании. Небольшие дозы испарений слабо влияют на здоровье, однако покрытие наносится долго, поэтому о защите организма необходимо подумать в обязательном порядке. Обычно хромовое покрытие наносят в специальных технологических цехах, где установлено оборудование для удаления вредных испарений, а сами людям носят защитные костюмы.
Однако при соблюдении ряда правил можно выполнить хромирование в домашних условиях. Для проведения работ Вам понадобятся дополнительные средства и оборудование. Перечислим основные из них:

В зависимости от способа нанесения хрома различают порядка 10 технологий хромирования, а основными технологиями являются гальванизация, химическое нанесение, вакуумное нанесение и другие. Ниже эти технологии будут рассмотрены более подробно.
Гальваническое хромирование — простая технология, которая подходит для домашней обработки деталей. Обычно она используется для обработки металлических деталей небольшой формы, однако при необходимости ее можно адаптировать для обработки больших изделий и пластика. Гальваника работает за счет такого явления, которое физики называют электролизом. Электролитическая гальваника выполняется по такой схеме:

Для нанесения тонкого защитного слоя может также применяться химическое хромирование. Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
Вакуумная технология позволяет получить тонкий однородный слой металла на поверхности любого вещества. Она является самой сложной с технологической точки зрения, поэтому выполнить вакуумное хромирование в домашних условиях сложно. Технология не подразумевает проведение сложных химических операций или использование электрического тока, что делает ее более безопасной и универсальной. Для проведения процедуры понадобится специальное оборудование, которое стоит достаточно дорого (вакуумные камеры, насосы, распылители).
Основные этапы нанесения покрытия вакуумным методом:

Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Чтобы защитить металл, пластик, дерево или камень от коррозии или механического повреждения, можно выполнить хромирование поверхности. Выполнить эту процедуру можно разными способами — с помощью гальваники, вакуумным методом, химическим способом и так далее.
Нанесение хрома можно выполнить в домашних условиях при соблюдении правил техники безопасности. Оптимальный способ домашнего хромирования — гальваника. Гальваническое хромирование выполняется в несколько этапов — установка ванночки, подключение источника постоянного тока, внесение электролита, помещение детали в ванночку и запуск электрического тока.
Используемая литература и источники:
Привет
На этом аукционе я предлагаю вакуумный металлизированный центральный болт для дисков BBS RB.
Мы можем хромировать любую пластиковую или металлическую деталь.
Вакуумная металлизация — это процесс, при котором металл напыляется на различные изделия из пластмасс. Происходит это в условиях высокого вакуума, так как в пространстве, не содержащем воздуха, получается большое количество паров, не смешанных с газовыми остатками.В результате получается блестящая полированная поверхность с минимальными затратами энергии. Высокая популярность этого процесса связана с экономичностью, поэтому он успешно применяется в крупносерийном производстве мелких деталей, особенно в автомобильной и бытовой промышленности. Большим плюсом вакуумной металлизации является еще и то, что в покрытие можно добавить краситель и таким образом получить деталь любого цвета, т.е. если упростить - цветной хром! Металлизируем любые пластики и металлы.Единственное требование состоит в том, чтобы их структура была относительно твердой и жесткой.
Оставаясь основным профилем нашей деятельности, т.е. восстановлением элементов автомобилей и мотоциклов, мы должны подчеркнуть главное преимущество металлизации перед классическим гальваническим хромированием (которое мы также делаем). Подготовить элементы к металлизации очень просто. Мы пропускаем утомительный этап шлифовки, омеднения и последующей шлифовки. Достаточно зачистить неровности и выровнять шпаклевкой. Это значительно сокращает время обслуживания и значительно снижает затраты.
Вакуумная металлизация отличается от металлизации распылением. Предлагаемая нами технология позволяет получить гораздо более качественные и долговечные результаты.
Порядок оформления заказа
1. Свяжитесь с нами по "написать продавцу", либо по электронной почте - [email protected]
2. В письме пришлите фото и размеры предмета который хотите хромировать
3. После принятия предложения отправьте нам элементы.
4. После завершения процесса мы отправим их вам обратно наложенным платежом или предоплатой на ваш счет - как вам удобно.
Срок доставки, в большинстве случаев, не превышает 14 рабочих дней с момента доставки нам. Если элемент требует дополнительной работы - мы сообщим вам об этом.
Для получения дополнительной информации посетите наш веб-сайт: https://wrapcollabo.com/metalizacja-prozniowa-chromowanie-plastiku/
.Процесс гальванизации заключается в погружении элемента в гальваническую ванну и последующем закреплении покрытия электрическим током. Применяется для покрытия полимерных материалов, из которых изготавливают изделия автомобильной, авиационной, машиностроительной, электротехнической, бытовой и даже косметической промышленности. Этот процесс имеет много преимуществ: он позволяет использовать дешевые и легкие материалы и влияет на их антикоррозионные свойства.
Элементы, покрытые гальваническим покрытием, обладают лучшими эксплуатационными характеристиками, приобретают дополнительные эстетические качества, повышается их устойчивость к механическим повреждениям. Они обладают более высокой термостойкостью, а также обладают высокими антикоррозионными свойствами. Еще одним преимуществом является их меньшая трудоемкость и, следовательно, меньшие затраты. В зависимости от потребностей покрытие может быть сатиновым или глянцевым. Процесс гальваники происходит на автоматизированной производственной линии. Как это выглядит шаг за шагом? Другие объявленияНайдено 31 объявление Было 31 объявление изВаше объявление находится вверху списка? Выделять! | |||||
| |||||
| |||||
| |||||
| 90 138 | |||||
 | Хромирование, меднение, никелирование, гальваническое цинкование.Автомобильные услуги »Другое | ||||
| Андрыхув 3 апр. |
 | Хромирование никелирование гальваническое меднение ремонт деталейАвтосервис »Ремонт и обслуживание | |
| Катовице, Петровице-Охойец 2 апр. |
 | Гальваническое хромирование, реновация, реновация, медь, никель,Автосервис »Ремонт и обслуживание | |
| Лодзь, Балуты 2 апр. |
 | Хромирование Никелирование Меднение Хромирование www_chromuj_enАвтосервис »Ремонт и обслуживание | |
| Плоцк 2 апр. |
 | Chromuj_pl хромирование никелирование меднение хромирование ремонтАвтосервис »Ремонт и обслуживание | |
| Жешув 2 апр. |
 | ПОЛИРОВКА ХРОМА Восстановление деталей автомобиляУслуги для автомобилей »Регенерация и запчасти | |
| Пшеница 2 апр. |
 | Никелирование Хромирование деталей мотоциклов.Услуги для автомобилей »Регенерация и запчасти | |
| Шамотулы 30 марта |
 | Восстановление гальванического хромирования Ремонт хромаАвтосервис »Ремонт и обслуживание | |
| Краков, Подгуже 29 марта |
 | хром хромирование WSK shl junak wfm nsu that pannonia falconАвтомобильные услуги »Другое | |
| Быдгощ 29 марта |
 | восстановление хром бамперов США гальваническое хромированиеУслуги для автомобилей »Регенерация и запчасти | |
| Быдгощ 29 марта |
 | МЕДЬ ХРОМ никель wsk wfm junak shl hd bmwАвтомобильные услуги »Другое | |
| Быдгощ 29 марта |
 | ХРОМ ДЛЯ ЗАПЧАСТЕЙ ДЛЯ МОТОЦИКЛОВ И АВТОМОБИЛЕЙАвтомобильные услуги »Другое | |
| Быдгощ 29 марта |
 | Хромирование распылением, восстановление автомобильных и мотоциклетных дисков.Услуги для автомобилей »Регенерация и запчасти | |
| Лидзбарк-Варминьски 28 марта |
 | Хромирование Никелирование Меднение Хромирование.номерАвтомобильные услуги »Другое | |
| Гданьск, Ангелы 27 марта |
 | Ремонт, восстановление колесных дисков с ЧПУ, рихтовка, покраска хромаАвтосервис »Ремонт и обслуживание | |
| Зелёна-Гура 27 марта |
 | Хромирование алюминиевых дисков - целая партия ПольшаАвтоуслуги » Деталинг и мойка автомобилей | |
| Зелёна-Гура 27 марта |
 | Гальваническое хромированиеУслуги для автомобилей »Регенерация и запчасти | |
| Липно 22 марта |
 | Ремонт хромированных элементов, антикварных элементов, мотоцикловАвтосервис »Ремонт и обслуживание | |
| Познань, Дембец 21 марта |
 | Хромирование исторических деталейАвтомобильные услуги »Другое | |
| Познань, Щепанково 21 марта |
 | Реставрация хрома Регенерация хромирование никелирование меднениеАвтосервис »Ремонт и обслуживание | |
| Варшава, Прага-Север 20 марта |
 | Хромирование никелирование меднение хромирование обновление гальваническое покрытиеАвтосервис »Ремонт и обслуживание | |
| Кельце 20 марта |
 | Ремонт старого хрома ремонт хромирование никелирование меднениеАвтосервис »Ремонт и обслуживание | |
| Зелёна-Гура 20 марта |
 | Хромирование Меднение Никелирование Лофт-мебель www_chromuj_ruАвтомобильные услуги »Другое | |
| Кошалин 20 марта |
 | Хромирование деталей мотоциклов для автомобильных бамперовАвтомобильные услуги »Другое | |
| Барчин 15 марта |
 | Хромирование, никелирование, ремонт, ВаршаваАвтосервис »Ремонт и обслуживание | |
| Воломин 14 марта |
 | Гальваническое хромирование, реновационный ремонт, реновация, никель-медьАвтосервис »Ремонт и обслуживание | |
| Люблин 13 марта |
 | Хромирование никелирование меднение реновация обновление ремонт хромирование.стрАвтосервис »Ремонт и обслуживание | |
| Вроцлав, Псие Поле 13 марта |
 | Восстановление деталей, хромирование, никелирование алюминия, - KRAKÓWУслуги для автомобилей »Регенерация и запчасти | |
| Краков, Кроводжа 12 марта |
Cherng Yi Hsing Plastic Plating Factory CO., LTD. (CYH) является экспертом в области промышленного никелирования и хромирования с более чем 43-летним опытом. В США есть три объекта общей площадью 15 200 квадратных футов и 22 000 квадратных футов складских помещений, которые играют важную роль в общении с производителями и управлении запасами для обеспечения высокой степени удовлетворенности клиентов.На Тайване работает 160 сотрудников, поэтому вся продукция доставляется вовремя.
Обратитесь в CYH для получения услуг по гальваническому покрытию автозапчастей
После литья пластмасс автомобильные аксессуары перемещаются с помощью специального оборудования, которое гарантирует, что каждый элемент не будет поврежден при перемещении на линию гальваники. На гальванической линии персонал прикрепляет автомобильные аксессуары к титановым гальваническим стойкам.
Стенды для гальванических покрытий обычно изготавливаются из титана для обеспечения длительного срока службы; их точное и точное гальваническое покрытие из-за низкого влияния гальванических жидкостей, таких как медь, никель и хром.
Продолжительность всего процесса зависит от материала, желаемой толщины, площади поверхности и количества наносимых образцов. При травлении и активации пластиковых поверхностей в ванне с хромовой серной кислотой, содержащей хлорид благородного металла, ванну перед использованием кипятят в течение времени, достаточного для удаления практически всего присутствующего свободного хлора.Затем поверхность пластика травится и активируется в ванне, а затем химически металлизируется.
Подготовка рабочей поверхности
Наиболее важным этапом всей операции нанесения покрытия является подготовка поверхности для литья под давлением и процесс очистки. Это связано с тем, что внешний вид и приемлемость продукта в первую очередь зависят от хорошей отделки чистой и активной подложки.Точно так же неправильный процесс очистки приводит к браку и снижению прибыльности. Прежде чем на компонент можно будет нанести желаемое покрытие, покрываемая поверхность должна быть чистой и свободной от любых «посторонних» веществ, таких как толстый слой оксидов, ржавчины, грязи и мастерских масел, жира, грязи и любого другого материала. Все это необходимо удалить, чтобы обеспечить прочное сцепление гальванического компонента.
Этот процесс выполняется на поверхности металла перед гальванопокрытием.Она более эффективна, чем влажная уборка, и значительно сводит к минимуму химическое воздействие на поверхность металла. Элемент становится катодом (прямая очистка) или анодом (обратная очистка) или, альтернативно, катодом и анодом в щелочном растворе.
Протравленные части должны быть нейтрализованы. Даже при идеальных условиях полоскания Cr 6+ может задерживаться в пищеварительных полостях или других труднодоступных местах. Это приводит к дефекту, известному как «пропуск диска».Бисульфит натрия является широко используемым нейтрализатором. Ванна часто заменяется из-за ее важной функции и низкой стоимости.
Перед тем, как впрыснутый продукт начнет гальванопокрытие, любые неправильные или дефектные продукты будут удалены на этом этапе. Детали, подлежащие гальванопокрытию, загружаются на стеллаж с помощью электрических клемм. Гальванический стенд подключен к источнику питания для управления процессом гальванического покрытия электричеством.Линия гальванического покрытия состоит из ряда резервуаров, в которые погружаются детали для нанесения меди, никеля и трехвалентного хрома, где требуется декоративная отделка. Инженеры работают с заказчиком, чтобы определить толщину покрытия в соответствии с требованиями заказчика.
Гальваническое покрытие с огромными улучшениями в технологии химического осаждения никеля и меди в сочетании с развитием техники травления, которая обеспечивает высокопроводящее покрытие с удовлетворительной адгезией к поверхности пластика.
Медная пластина предназначена для получения соответствующей толщины меди (0,0001 дюйма) для предотвращения потери электрического контакта со шкафом. Ванна из блестящей меди образует толщину примерно от 0,0005 до 0,001 дюйма блестящей меди. Эта пластичная медь предотвращает вздутие и растрескивание и сглаживает любые мелкие косметические дефекты, чтобы подготовить поверхность к последующему покрытию сатиновым никелем.
Никелирование представляет собой процесс осаждения никеля на деталь, погруженную в раствор электролита и используемую в качестве катода, при котором никелевый анод растворяется в электролите в виде ионов никеля, проходя через раствор и оседая на поверхности катода.Толщина покрытия измеряется в мкм.
В качестве ингибитора коррозии никель используется для защиты сплавов железа, меди или цинка от коррозии в сельской, промышленной или морской атмосфере в зависимости от толщины слоя никеля.
Никель, благодаря своим характеристикам выравнивания и заполнения пор, также является отличным грунтом для драгоценных металлов, уменьшая общее количество драгоценного металла, необходимого для достижения технических характеристик химического никелирования.
Хромирование является основным процессом всей процедуры гальванопокрытия. Хромирование, заключительный этап гальванического покрытия, на самом деле представляет собой защитное покрытие блестящего никеля, которое предотвращает потускнение никеля. Хромовая ванна содержит хромовую/серную кислоты и, как и большинство переходных металлов, может находиться во многих степенях окисления. Температура имеет решающее значение для хороших (или любых) результатов. Поддерживать температуру лучше всего автоматически, используя электронагреватель с термостатическим управлением непосредственно в ванне, контролировать температурный диапазон по всему покрытию.
Для хромирования необходим постоянный ток, строго. Причина в том, что хромовая кислота оказывает сильное травящее действие на большинство металлов при отсутствии тока, а хром осаждается на заготовке только при наличии тока. Количество образующегося тумана хромовой кислоты зависит от нескольких переменных, таких как частичная нагрузка, время, плотность тока и концентрация. Наконец, на сатинированный никель наносится слой электролитического хрома для повышения долговечности никеля. Этот слой часто имеет толщину от 5 до 10 дюймов, и используются ванны как с шестивалентным, так и с трехвалентным хромом.
Свяжитесь с CYH для получения услуг по гальваническому покрытию автозапчастей
В 2011 году были добавлены линия по производству сатинированного хрома и линия по производству отделки для обеспечения различных вариантов поверхности. На данный момент есть хромированные линии и "Светлая" отделка, хромированные линии и "Сатин" отделка и "Темный"-Три Хромированная линия и отделка.
После 4-х часов процесса покрытия нужные хромированные автоаксессуары выгружаются и тщательно осматриваются визуально.Любые несовершенные автомобильные аксессуары немедленно удаляются.
Для первой проверки автомобильные аксессуары доставляются в испытательную лабораторию, лабораторию, сертифицированную по ISO / IEC 17025 - TAF, для проведения различных испытаний. Основными элементами испытаний являются толщина покрытия автоаксессуаров , CASS, тепловое испытание, испытание на скалывание и т. Д.
Толщина покрытия имеет решающее значение для рабочих параметров, таких как долговечность, проводимость, твердость и смазывающая способность.Автомобильные аксессуары тестируются химическими веществами, чтобы проверить толщину покрытия и убедиться, что их толщина соответствует стандартам.
Испытание CASS (уксусно-солевой спрей с медным ускорением) в настоящее время широко используется для испытания декоративных отложений никелирования/хромирования. Требования к коррозионной стойкости автомобильных хромированных декоративных компонентов являются наиболее важным элементом. Таким образом, тест CASS был разработан для проверки коррозии гальванических медно-никель-хромовых покрытий на пластмассах и обычно характеризуется расширенным требованием к тесту CASS в автомобильных стандартах.Эффективность теста CASS тесно связана с микропористостью, среди других свойств отложений.
Тестер термического цикла используется для термического цикла продуктов между горячими и холодными температурами для ускоренных испытаний на долговечность. Испытываемыми компонентами являются автомобильные и авиационные теплообменники, а также компоненты, оборудование и измерительные приборы.
Испытание на скол (гравельометр) проводится для оценки долговечности оцинкованных изделий.Гравелометры и их использование для проверки адгезии и стойкости покрытий к скалыванию, как правило, хорошо известны.
Гравелометр предназначен для оценки стойкости покрытий (красок, лаков, гальванических, гальванических и др.) к выкрашиванию гравием или другими летящими предметами.
Автомобильные аксессуары с гальваническим хромированием проходят испытания на ударопрочность с помощью гравийной машины.
Производитель хромированных автомобильных аксессуаров с гальваническим покрытием и калибром для гравия, которые камни заказали в Японии для испытаний на стружку.
90 044 миль). Испытание на отслаивание (испытание на адгезию):
Свойства гальванического пластика привели к значительному прогрессу в технологии, поэтому машина для испытания на отслаивание необходима для проверки адгезии гальванического слоя. Этот метод испытания на отслаивание можно использовать для определения того, находится ли адгезия покрытия к подложке в требуемом диапазоне (между количественно определяемым низким уровнем и количественно определяемым высоким уровнем). Определение фактической силы сцепления требует более сложных методов измерения.Лента 3M также используется во время теста.
При гальванике автомобилей, где важна коррозионная стойкость, медь герметизирует поверхность, а никель обеспечивает коррозионную стойкость. При испытаниях на коррозионную стойкость по всей поверхности оцинкованного пластика жидкость содержит 10% раствор сульфата магния и 60 град.
Испытание на адгезию краски методом поперечной штриховки является испытанием адгезии плакированных изделий, а также проверяет объект с покрытием на наличие пузырей на тесте поперечной штриховки.Свежеотвержденная краска часто показывает лучшие результаты в тестах на гибкость и адгезию, чем когда ей дают состариться.
Оцинкованные изделия тщательно проверяются и упаковываются слоями упаковочных материалов, чтобы гарантировать, что они не будут повреждены по прибытии.
Свяжитесь с CYH для получения услуг гальванического покрытия автозапчастей
Cherng Yi Hsing (CYH) три строгие проверки соответствуют вашим высоким стандартам.
.Хромированный пластик — это более сложный процесс, чем хромирование металлов, но это экономичный процесс, который позволяет получить защитное, яркое, твердое покрытие, которое выглядит эстетично. Последние разработки в гальванической промышленности включают напыление проводящего слоя специально разработанной серебряной или алюминиевой краски на пластиковую заготовку в процессе, называемом металлизацией. Серебряная краска стоит очень дорого: от 175 до 200 долларов США за контейнер объемом 8 унций (224 грамма).Краска на алюминиевой основе значительно дешевле: от 75 до 100 долларов за контейнер на 10 унций (284 грамма). Независимо от используемого метода металлизации покрытие обладает достаточной проводимостью, чтобы можно было обрабатывать заготовку как обычный металл в процессе хромирования.
Хромирование возникло как процесс нанесения очень тонкого слоя хрома на металлическую поверхность, обычно путем погружения покрываемого объекта в специальную ванну, которую необходимо нагревать, перемешивать и заряжать электрическим током.Хром присутствует в ванне в виде хромовой кислоты, и по мере прохождения электрического тока через ванну к заготовке хром мигрирует из ванны к заготовке, прикрепляясь к ней. Большинство предметов, покрытых хромом, на самом деле сначала покрываются медью, а затем никелируются, прежде чем покрываться хромом. Этот процесс, также называемый гальванопокрытием, работает, потому что металлический предмет проводит электричество. Пока не будет разработан процесс металлизации, изделия, изготовленные из непроводящих материалов, таких как пластик и стекловолокно, как правило, не могут быть оцинкованы.Хромирование пластика методом металлизации обычно требует, чтобы металлизированный предмет был сначала гальванически покрыт никелем, а только потом хромом.
Другим методом хромирования пластмасс является химическое покрытие. В этой системе используется химическая ванна, такая как гальваника; однако, в отличие от гальваники, при этом не используется электрический ток для нанесения хрома на заготовку. При гальванике химическим способом химическая ванна содержит восстановители, которые разрушают молекулы сплава, который затем восстанавливается на изделии.Химическое покрытие обычно используется для никелирования, после чего стандартная хромированная пластина может быть нанесена на пластиковый объект в обычной гальванической ванне.
Хромированный пластик обеспечивает лучшую защиту от коррозии и атмосферных воздействий, а пластик или другие непроводящие поверхности, такие как стекловолокно, практически идентичны хромированным металлическим деталям. Надежные и экономичные методы хромирования пластмасс являются значительным достижением во многих отраслях, особенно в автомобилестроении и производстве игрушек.Однако эти системы столь же трудоемки и требуют много времени — пластиковые заготовки должны быть подготовлены так же тщательно, как и их металлические аналоги перед нанесением покрытия. Некачественная подготовительная работа и укорачивание углов процесса приведут к некачественной готовой продукции.
В автомобильной промышленности мы имеем дело со многими покрытиями, задачей которых является не только защита от коррозии, но и уход за внешним видом автомобилей. Современный автомобиль привлекает внимание не только своим цветом, который может быть сногсшибательным, но и различными видами аксессуаров. Для этих элементов используется хром, а также цинк и никель.
И тут возникает много вопросов, в т.ч. что характерно для данного покрытия и процесса его создания.Как известно, лак привлекает внимание, а мелкие элементы, покрытые слоем хрома или никеля, привлекают внимание к деталям.
Что такое гальваника?
Давайте начнем с определения того, что такое гальваническое покрытие. Если мы узнаем об этом процессе, мы сможем безупречно ориентироваться в мире металлов, применяемых в электричестве. Гальваника — универсальный и эффективный метод нанесения защитного покрытия не только на стальные, но и на пластмассовые детали.Название «гальванизация» происходит от физика Луиджи Гальвани, который впервые объяснил, как работает гальваническое электричество. Предполагается, что золочение предметов гальванопокрытием было известно уже в древности. Гальваника – это процесс, в котором используются электрохимические явления, сопровождающие протекание тока между электродами, помещенными в гальваническую ванну. По мере прохождения электричества по цепи электролит расщепляет некоторые атомы металла, которые затем осаждаются тонким слоем на компоненте.Чаще всего гальваническое покрытие относится к практическим характеристикам постоянного прилипания тонких металлических покрытий путем осаждения одного металла на другой (например, хромирование, цинкование, никелирование, золочение).
Цинкование
Стоит остановиться на функциональном гальванике, т.е. цинковании. Это гораздо более дешевый метод, чем использование стали с добавками, соответствующими антикоррозионным свойствам. Можно выделить несколько видов цинкования. Первым выделяют горячее цинкование пакетным способом.Подготовленные изделия оцинковывают погружением в расплавленный цинк. Рабочая поверхность полностью покрыта, она образует равномерное покрытие из слоев цинка и цинково-железного сплава, толщина которого в основном определяется массой оцинкованной стали. Этот метод имеет преимущества по сравнению с другими, поскольку расплавленный цинк в ванне для покрытия покрывает углы, герметизирует края, швы и заклепки и проникает в полости, полностью защищая области, которые являются потенциальными точками коррозии в других системах покрытия.Тип горячего цинкования — это метод непрерывного цинкования, используемый для покрытия стальных листов, труб или проволоки. Этот процесс позволяет точно контролировать толщину покрытия, в результате чего получается широкий ассортимент продукции, отвечающей различным требованиям.
Последний метод цинкования – термическое напыление. Это процесс напыления частично расплавленного цинка, других металлов или их сплавов на промышленные изделия. В большинстве случаев термическое напыление обходится дороже, чем горячее цинкование погружением в расчете на партию эквивалентного сечения, но эти процессы дополняют друг друга и используются вместе в крупных конструкциях.
Хромирование
Декоративное цинкование, т.е. Хромирование у всех нас ассоциируется со способом нанесения хромового слоя. Хромирование применяется для повышения износостойкости, улучшения термических свойств или для декора. Этот электролитический метод осуществляется в ваннах, наполненных растворами солей хрома, нагретыми до нескольких десятков градусов Цельсия, в которые погружается покрываемый объект.
Мы различаем три основные поверхности, которые можно найти в автомобильной промышленности.Первый — стальной. В этом случае процесс начинается с подготовки элемента, затем мы переходим к нанесению слоя меди, никеля и, наконец, хрома. Благодаря этому мы получаем идеальную хромированную поверхность. Для получения идеальной поверхности медный слой полируется, а затем наносится еще один слой.
Вы наверняка задаетесь вопросом, а если я хочу иметь медную или сатинированную поверхность, состоящую только из никеля, нужно ли тогда уменьшать количество покрытий? Точно.Просто ограничьтесь слоем, который будет окончательным. Слои тонкие, но процесс нанесения может быть расширен до более толстого покрытия. Помните, однако, что в случае более мелких элементов и большего количества закоулков напыление может иметь неприглядный эффект, поскольку металлический слой распределяется неравномерно.
Гальваника
Многие из нас, наверное, задаются вопросом, можно ли оцинковывать пластмассы? Ответ - да, но не все.Пластмассы имеют другую структуру полимера и поэтому могут не подходить для использования в гальванических ваннах. В автомобильной промышленности мы используем материалы, изготовленные в основном из АБС (акрилонитрил-бутадиен-стирольный терполимер) или ПК (поликарбонат). Такое гальванопокрытие значительно сложнее в связи с тем, что материал требователен, так как часто образуются электростатические заряды, влияющие на качество получаемого покрытия (поэтому перед хромированием применяют отжиг пластиковых элементов).
Вкратце: весь процесс можно свести к предварительной обработке, когда компонент протравливается, чтобы создать нужные поры для прочного покрытия. Мы используем палладий, который благодаря своей активности дает начало нашему новому декоративному слою. Первый слой на пластиковом элементе - медь, что позволяет наносить дополнительные покрытия. Важно отметить, что чем ровнее будет этот слой, тем лучше будет конечный результат. Тогда пришло время для никеля. Во многих случаях это конец процесса глянцевания.Но никель многолик: матовый, блестящий и даже с потрескавшейся структурой. Мы используем треснутый никель на внешних элементах. Благодаря ему хром создает структуру, предотвращающую видимую коррозию. Последний слой — самый тонкий — это хром, придающий ему характерный металлический блеск.
ЗАВОД ТЕХНИЧЕСКОГО ХРОМА
Бартломей Маньковский
05-800 Прушкув
Ал. Иерусалимские 418А
тел/факс: (22) 728 15 78
электронная почта: [email protected]
Мы работаем:
7.00-15.00
С понедельника по пятницу
Chromownia Techniczna (Гальванический завод) семьи Маньковских предоставляет свои услуги более 50 лет и является одной из старейших компаний в этой отрасли на рынке.С самого начала мы ориентировались на качество наших услуг и на протяжении многих лет совершенствовали процесс нанесения технического хрома методом гальванического покрытия. Опыт плюс сотрудничество с различными научно-исследовательскими институтами (Варшавский технологический университет) привели к тому, что мы наносим хромовое покрытие очень высокого качества и стойкое к очень тяжелым условиям работы в различных средах. Мы предоставляем свои услуги многочисленным предприятиям, которые заботятся о качестве своей продукции, таким как Стекольный завод Воломин, Институт резиновой промышленности «СТОМИЛ», заводы по производству поддонов и мачтовых тележек «ЗАКРЕМ», Буроугольная шахта «БЕЛХАТОВ», Варыньская гидравлика и многие другие предприятия, занимающиеся при производстве или регенерации всех видов гидропневмоэлементов и деталей и т.д.
Техническое хромирование имеет множество применений, таких как упрочнение поверхности (70 HRc) и уменьшение поверхности трения в семь раз, что связано со значительным увеличением срока службы элемента.
Регенерация изготовленного элемента (увеличение размера до 0,5мм слоя -1мм по диаметру).
Хромированные формы для пластика, стекла, резины и т.п. лучше выполняют свою задачу, т.к. продлевается срок службы формы и получается более качественный продукт (литье любого материала не прилипает к хромированной поверхности формы), что тем более, что основной материал формы не подвергается контакту с кислотными и едкими материалами.
Материал не прилипает к технически хромированным элементам, что немаловажно в химической и пищевой промышленности (все типы смесителей и производственных линий).
Техническое хромирование выполняется гальваническим методом и, как один из немногих, все без исключения детали хромируются на профильных анодах, в результате чего получается равномерная структура покрытия, равномерная твердость на всей поверхности элемента и равномерное покрытие толщины, что исключает эффект конуса на овальных элементах.
Компания занимается нанесением хромового покрытия на детали из стали, бронзы, меди, чугуна и других металлических сплавов.
Мы хромируем формы для всех пластмасс, резины, стекла и многих других материалов.
Поршневые штоки, приводы, валы, печатные валы.
Автомобильные компоненты, такие как коленчатые валы, распределительные валы, валы турбин, гильзы цилиндров, втулки, клапаны, штифты, тормозные поршни, многопильные станки, режущие инструменты и все элементы, требующие защиты от истирания или изношенные и требующие регенерации.
Все компоненты, контактирующие с липкими веществами (хром предотвращает прилипание вещества).
Мы можем хромировать любой элемент, по желанию заказчика, на любом эпизоде или фрагменте.
Мы можем хромировать элементы размером 1200 мм X 1000 мм X 500
Штоки поршня до Ø300х2000, но готовим ванну для валов до Ø600Х4000мм
.