1 / 1
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
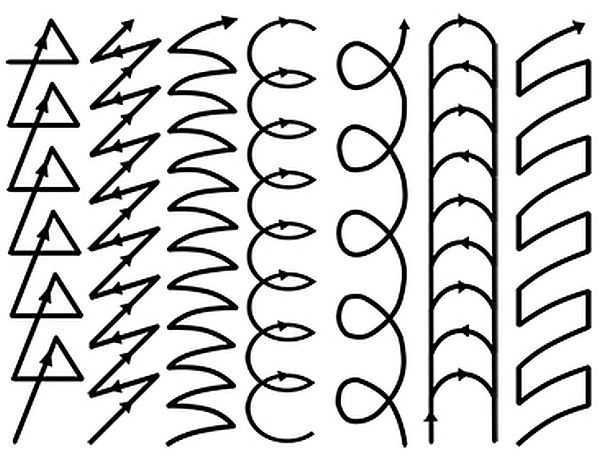
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная - «ёлочка».
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
 Как научиться варить вертикальный шов с отрывом
Как научиться варить вертикальный шов с отрывомВарить вертикальные швы сложней всего, ведь расплавленный металл из-за силы тяготения стекает вниз, образуя большие наплывы. Отсюда возникает много нюансов, связанных с ведением электрода, выдерживанием определённой дуги, и многое другое.
Также важно понимать, какой ток на сварочном аппарате должен быть выставлен. Вертикальные швы варят меньшим током, чем при сварке в нижнем положении. Однако если растекание металла остановить нельзя, то величину сварочного тока поднимают.
Как научиться варить вертикальные швы с отрывом? Что нужно знать, и какие нюансы необходимо учитывать? Обо всем этом вы и сможете узнать из статьи сайта mmasvarka.ru
Два основных принципа, которых следует придерживаться, заключаются в короткой дуге и пониженном сварочном токе. Варить вертикальные швы нужно током на 10% меньше, чем при сварке в нижнем положении. Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
Вертикальные швы варят снизу вверх. Постепенно расплавляя металл и заполняя кратер сварочной ванны, наплавленным металлом. Варить, таким образом, проще всего, поскольку металл, который расположен внизу, как бы играет роль подставки, не давая дальше стекать расплавленному металлу.

В самом начале, когда электрод только поджигается, его расположение должно быть перпендикулярным поверхности металла. Уже при самой непосредственной сварке электрод наклоняется вниз. Его угол по отношению к свариваемому металлу должен быть 40-45 градусов.
Варить вертикальные швы проще всего с отрывом, то есть, с остановкой. Таким образом, металл будет успевать остывать, что замедлит его стекание вниз. Научившись варить один раз с отрывом, дальше все будет происходить уже на автоматизме.

Движения электродом при сварке вертикальных швов лучше всего осуществлять круговые. Как это выглядит на деле:
Варить вертикальные швы, таким образом, проще всего. Металл не будет стекать вниз, и разбрызгиваться, а сварное соединение получится с хорошим проваром, очень надежное и долговечное.

При таком подходе сварной шов образуется «мелкочешуйчатым» и очень красивым. В дальнейшем его не придётся подтачивать болгаркой или как-то обрабатывать по-другому.
Подведя итоги можно сказать о том, что вертикальные швы практически невозможно варить без отрыва. Также их сложно варить электродами с основным покрытием, лучше всего для этих целей подходят рутиловые электроды. Предпочтительные марки электродов для сварки вертикальных швов, это МР-3 и ОЗС-12.
Поделиться в соцсетях
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.

Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
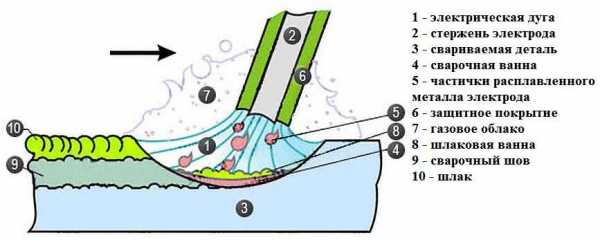
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
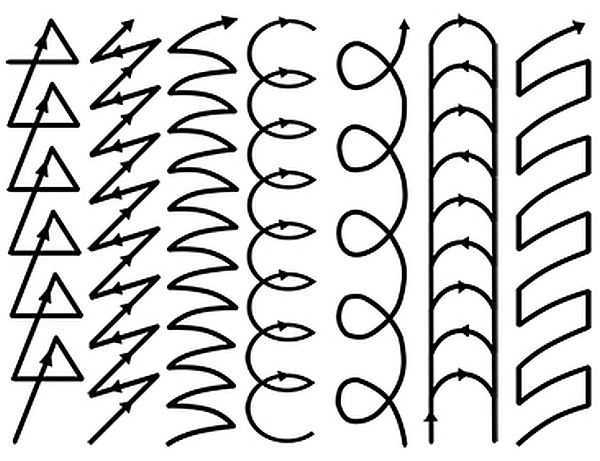
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Сварка тонкого металла представляет собой проблему даже для некоторых опытных сварщиков. У новичков в сварочной отрасли обычно возникают трудности. Здесь не работают правила сварки толстых изделий: существует множество особенностей и трудностей, затрудняющих выбор режимов и электродов. проще сделать с помощью полуавтоматических сварочных аппаратов, но в быту они встречаются довольно редко, гораздо чаще встречаются инверторы.Речь идет о сварке тонкого металлического инвертора, и мы поговорим.
И первая сложность при сварке тонкого металла состоит в том, что его нельзя сильно нагреть: он выгорает, образуются дыры, поэтому они работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях электродов речь не идет. ведение электрода в одном направлении - по шву без отклонений.
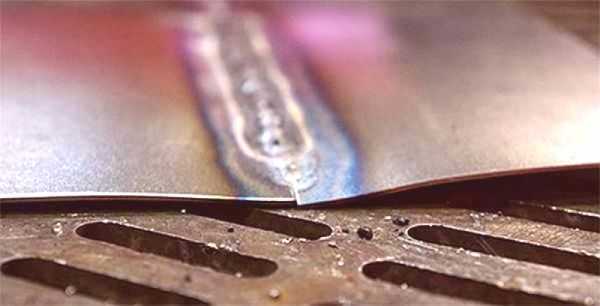
При сварке тонких металлов листы перегреваются и гнутся
Вторая трудность заключается в том, что вам приходится работать при малых токах, что приводит к тому, что мне приходится делать дугу короткой.После небольшого отрыва просто гаснет.Также могут быть проблемы с зажиганием дуги, поэтому используйте аппараты с хорошими вольт-амперными характеристиками (напряжение в цепи выше 70 В) и плавным регулированием сварочного тока, который запускается. при 10 А.
Еще одна неприятность: при сильном нагреве меняется геометрия тонких листов: они изгибаются волнами. Избавиться от этого недостатка очень сложно. Единственный вариант - избежать перегрева или отвести тепло (о методе с теплоотводом прокладки, читайте ниже).
При стыковой сварке тонких листов их края тщательно обрабатываются и очищаются. Наличие грязи и ржавчины сделает сварку еще более трудной. Поэтому все тщательно выровняйте и очистите. Листы располагаются очень близко друг к другу - без зазоров. Детали фиксируются струбцинами, струбцинами и т. Д. Затем детали схватывают через каждые 7-10 см короткими стежками - булавками, которые не позволят деталям реже двигаться и гнуться.

Если края хорошо зачистить, можно получить хороший шов
хороши тем, что умеем готовить с обратной полярностью.Для этого подключите кабель с электрододержателем к «+» и «-» детали. Благодаря такому подключению электрод нагревается сильнее, а металл - минимально.
Информацию о том, как выбрать сварочный инвертор для дома или дачи, читайте здесь.
Готовить нужно самыми тонкими электродами: от 1,5 мм до 2 мм. В этом случае нужно выбирать с высоким коэффициентом плавления: тогда даже при малых токах шов будет качественным.Сила тока задана малой, для электродов 1,5 мм он должен быть в пределах 30-45 ампер, а для «двойки» - 40-60 А. На самом деле они иногда и ниже: важно, чтобы можно было работать.
| Толщина металла, мм | 0,5 мм | 1.0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1.0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Ток, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
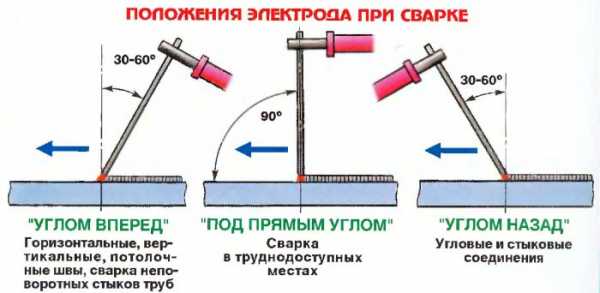
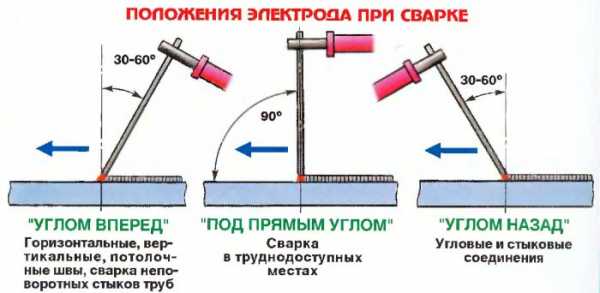
Чтобы металл меньше нагревался, детали размещают вертикально или хотя бы под наклоном.Затем готовят сверху вниз, двигая кончик электрода строго в этом направлении (без наклона и возврата). Угол наклона - это прямой угол, и его значение составляет 30-40 °. Таким образом, нагрев металла будет минимальный, что является одной из важнейших сварочных задач при сварке тонких металлов.
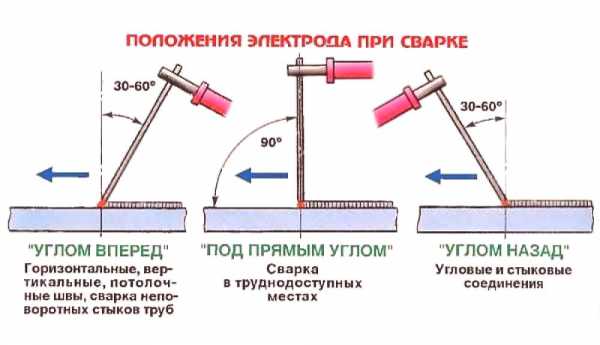
Положения электрода при сварке и их использование
Общие рекомендации по выбору электродов для сварки тонких металлов: приобретайте для этой работы качественные импортные электроды.Проблем будет меньше.
Об изготовлении металлического каркаса сарая читайте здесь.
Иногда тонкие листы приходится сваривать под углом.В этом случае удобнее использовать фланцевый метод: края листа загибают на необходимый угол, фиксируют короткими поперечными швами через каждые 5-10 см, затем их сваривают, как было сказано выше: сплошным швом сверху вниз.
На видео показано, как сварить тонкий лист металла электродом с помощью сварочного инвертора.Применяется метод гофрирования: края деталей отгибают, затем захватывают в нескольких местах короткими швами с последующей сваркой тонким электродом толщиной 2 мм.
При сварке без отрыва не всегда возможно избежать перегорания. Затем вы можете попытаться порвать дугу на несколько мгновений, затем снова опустить электрод на то же место и сдвинуть его на несколько миллиметров. Таким образом, разрыв и возврат дуги и кипение.При этом методе оказывается, что металл остывает по мере разрыва дуги.На видео вы увидите, как меняется цвет точки сварки после снятия электрода, главное, чтобы металл не сильно остывал.
В первой части видео показана сварка тонкого металла с отрывом дуги. Способ сварки внахлест (одна часть перекрывает другую на 1-3 см), электрод с рутиловым покрытием (для конструкционных и низколегированных стали) .Затем показана сварка нержавеющей стали электродом из нержавеющей стали с основным покрытием, и, наконец, соединение черного металла сваривается тем же электродом из нержавеющей стали.Кстати, шов получился лучше, чем при использовании рекомендуемых электродов.
О выборе электродов для инверторной сварки читайте здесь.
Если при сварке тонкого металла непрерывный шов не требуется, используется точечная сварка.При этом методе сварки небольшие прихваточные швы расположены близко друг к другу.Этот метод называется прерывистым швом.

Похоже на прерывистый шов на тонком металле
Тонкое железо сваривать сваркой, как правило, затруднительно.На коленях проще: детали не перегреваются и реже «пробиваются».
Здесь вы можете прочитать о типах сварных швов и соединений.
При стыковой сварке тонкого металла между листами можно проложить тонкую проволоку диаметром 2,5-3,5 мм (на поврежденных электродах можно проткнуть покрытие и использовать их). лицевой стороной он совпадает с поверхностью металла, а внизу выступает почти на половину диаметра.Во время сварки вести дугу по этой проволоке. Она принимает на себя основную тепловую нагрузку, а свариваемые листы нагреваются окружными токами. При этом они не перегреваются, не коробятся, шов гладкий, без признаков деформации. перегрев.После удаления провода трудно учесть следы его присутствия.
Это шов при сварке тонкой металлической колбы с уложенной снизу теплопроводной проволокой
Другой способ - подложить под стык медные пластины, медь имеет очень высокую теплопроводность - в 7-8 раз выше стали.Когда он размещается под сварным швом, он забирает значительную часть тепла, предотвращая перегрев металла. Этот метод сварки тонких металлов называется «облицовкой радиатора».
Как сварить беседку из металла читайте здесь. Возможно, вам будет интересно прочитать, как сделать газовый баллон или металлический гриль? Вещь необходимая и подходящая для освоения сварочных работ.
Оцинкованная сталь - это такой же тонкий лист, покрытый только слоем цинка.Если вам нужно его сварить, вам придется полностью удалить это покрытие с свариваемого края для очистки стали. Есть несколько способов. Первый удалить его механически: с помощью абразивного диска на шлифовальном или шлифовальном станке, наждачной бумагой и металлической щеткой.Есть другой способ - выгорание сваркой.В этом случае электрод дважды проходит по шву.В этом случае цинк испаряется (испаряется при 900 ° C), а его пары очень токсичны, поэтому такая работа может производиться на улице или в рабочей зоне вытяжки.Вы должны сбивать ручей после каждого прохождения.

Гальваническую сварку лучше проводить на открытом воздухе: испарение цинка очень вредно
После полного удаления цинка начинается сама сварка. При сварке оцинкованных труб для получения хорошего шва потребуется два прохода разными электродами. Первый шов проваривают рутиловыми электродами, например МП-3, АНО- 4, ОЗС-4, причем колебания имеют очень маленькую амплитуду, верхний шов - шире.Он примерно равен трем диаметрам электродов. Важно не торопиться и хорошо готовить. В этом канале используются электроды с базовым покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
Более подробную информацию о выборе электродов для инверторной сварки можно найти здесь.
.Современные сварочные инверторы представляют собой небольшое устройство, предназначенное для транспортировки и облегчения сварки (по сравнению с предыдущими трансформаторами). Научиться готовить инвертор намного проще, чем трансформаторный прибор. Таким образом, сварка больше не является прерогативой профессионалов, она стала популярной профессией, которую можно освоить и использовать в своей области.Давайте рассмотрим, как узнать, как сварить металл инвертором.
Устройство и принцип работы инверторного сварочного аппарата.
Инвертор представляет собой небольшой металлический ящик (до 0,5 метра) весом до 10 кг. Основная задача сварочного аппарата - выработка электроэнергии по определенным параметрам. Для этого инвертор преобразует ток из сети (переменный 220 вольт) в сварочный. Сварочный ток большинства бытовых приборов постоянный.
Подключение постоянного и обратного тока.
Каждый инвертор имеет две клеммы: катод (означает «-») и анод (означает «+»). Электрод вставляется в один зажим, а другой соединяется с свариваемым металлом. При подаче электрического тока образуется полная электрическая цепь. При небольшом обрыве цепи (с расстоянием в несколько миллиметров) происходит немедленная ионизация воздуха в месте обрыва, и дуговая сварка.
Основное тепловыделение приходится на дугу.Температура его горения составляет 5000-7000 ° С. Это выше точки плавления всех используемых металлов. При прожигании краев металлической дуги электрод плавится и перемешивается. Солеварня - более легкий материал, всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После замораживания образовался сварной шов.
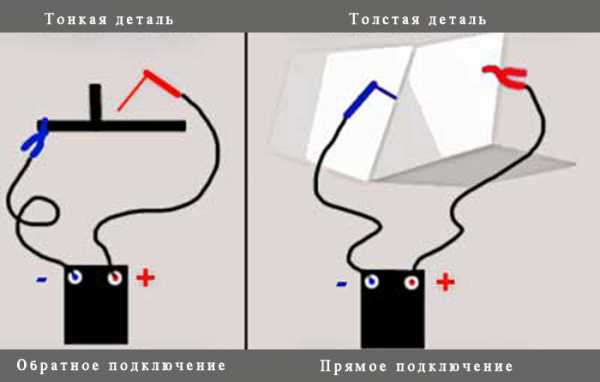
Сварочный ток может переходить от катода к аноду и, наоборот, от анода к катоду.Это создает другую полярность тока. При движении тока от катода - прямая поляризация. На реверсе хода (от анода) - Реверс. Какая нужна прямая и обратная полярность?
Использование другой полярности связано с тем, что более высокая температура будет на выводе, на который подается электрический ток. Если ток прямой полярности, на аноде (то есть на наматываемой поверхности) создается более высокая температура. Это наиболее распространенный вид сварки, с ним работает большинство начинающих сварщиков.Если ток обратной полярности, на катоде образуется более высокая температура (к нему подключается электрод). Это требуется при работе с тонким металлом и теми стальными ступенями, которые нельзя перегреть (например, высокосортные).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и мощность электрического тока пропорциональны друг другу: чем больше толщина электрода, тем сильнее ток. Для примерного расчета сила тока равна диаметру, умноженному на 3,5.То есть для электрода 3 мм сила тока будет: 3 * 3,5 = 105 А.
Поскольку на ток также влияет рисунок шва (горизонтальный, вертикальный или потолочный), материал электрода, начинающему сварщику легче использовать ток, чтобы выдерживать ток до диаметра электрода и выбирать диаметр толщины электрода. вращающиеся элементы (рис. 1 и 2 соответственно). Тогда можно будет приготовить металлический инвертор.
Рисунок 1. Таблица соответствия толщины металла и диаметра электродов.
Во время обучения легче научиться сварке с инвертором. Сварка Металла с инвертором проще, потому что аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит постоянно, металл слегка присыпается. Величина сварочного тока плавно регулируется.
Сварочный инверторCook удобен новичкам за счет наличия дополнительных функций. Например, в инверторе можно спроектировать Горячий старт (Hot-Start), он увеличивает сварочный ток в начале работы (облегчает зажигание дуги).Еще одна функция «сильной дуги» (ARC-Force) включается в работу, когда сварщик находится слишком близко, чтобы повернуть электрод к металлу. В этом случае инвертор автоматически увеличивает ток, ускоряет плавление и не дает ему прилипнуть.
При наклеивании Anti-Zalipa (Anti-Sticking) входит в стоимость. Это снижает ток и позволяет электроду оторваться от металла и продолжить сварку. При работе инвертора потребляется относительно небольшое количество электроэнергии. Например, для сварки электродом диаметром 3 мм требуется ток напряжением 4 кВт (что соответствует работе двух электрочайников).Экономия электроэнергии окупается относительно дорогой ценой инвертора.
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в пределах нескольких метров освобождается от деревянных и других легковоспламеняющихся элементов. Это важно для начинающего сварочного аппарата. Сварочный электрод или его примеси имеют более высокую температуру, они способны поджечь доску, ящик, корзину для бумаг.Необходимо надевать одежду, закрывающую все тело (длинные брюки, куртку с длинными рукавами). Это важно и для новичка, ведь в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Необходимо надеть защитную маску с темным стеклом (светофильтр). Стекло непроницаемо для солнечных лучей. Будет видна дуга, прожигающая светофильтр.
Просмотр дуги без защитного стекла опасен, можно получить ожог глаза.Плохая степень ожога (один раз посмотрел на дугу один раз, два раза) приводит к образованию светлых пятен перед глазами («заедание перелома»). При ожоге средней степени болят и чешутся глаза (в глазах появляется ощущение песка). Ожоги тяжелой степени приводят к частичной или полной потере зрения.
Правила техники безопасности при сварке.
Чтобы сваривать металлические поверхности, вы должны научиться зажигать дугу и поддерживать ее.Сначала необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в катодную («-») клемму вставляем электрод. Удобство использования, возьмите электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует более крупного профессионала. Испытательный ток 100 А (на электрод 3 мм и горизонтальное расположение свариваемых поверхностей). Возьмите клеммник с электродом, включите инвертор (питание) и протрите защитный экран.
Сварка без экрана запрещается во избежание слепоты.
Чувство каких-то неудобств не стоит здоровья глазного аппарата. Перед зажиганием дуги кончик электрода обрезается по металлу, чтобы удалить покрытие с его края. Делает экономию проще. Есть два типа зажигания:
Важно соблюдать небольшое расстояние (3-5 мм) между металлом и электродом. Это расстояние называется длиной дуги.По мере роста лук перестает гореть.
Длина дуги примерно равна диаметру электрода. Это означает, что для сбалансированного горения и гладкого шва с электродом 3 мм необходимо выдерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод находится слишком близко к металлической поверхности, произойдет короткое замыкание: металл электрода прилипнет. Оторвать электрод от свариваемой поверхности, придется его наклонить в другую сторону или выключить инвертор. Когда подача электроэнергии прекращается, электрод замедляется.
Угол наклона электрода может быть другим. Начинающему сварщику лучше держать около 70 ° от металлической поверхности (то есть немного отклоняться от вертикали).
Рисунок 3. Движение траектории электрода при дуговой сварке.
Для качественного вскипания необходимо визуально (через крышку светофильтра) изучить размер свариваемой ванны. Ширина красноватой лужи в светофильтре должна в 2 раза превышать толщину (диаметр) электрода.
На размер ванны влияет скорость электрода. Если он движется слишком медленно, образуется слишком много расплавленного металла и широкая сварочная ванна, которая не позволяет дуге взаимодействовать с свариваемым основанием, создавая неразглашение. Если дуга движется слишком быстро, не будет достаточного оплавления кромок и, как следствие, возникнет помеха.
Первые сварочные операции стоит примерить на любой ненужной металлической поверхности.После того, как дуга загорелась, необходимо держать электрод над металлом, стараясь получить ровный след сварки. Когда дуга станет однородной, можно приступать к сварке поверхности. Их кладут друг на друга, получают дугу и проводят электрод по линии соединения. При этом движения должны быть не прямыми (по шву), а колебательными (то вправо, то влево). Типичная картина движения электрода во время сварки показана на фиг. 3,
После охлаждения слой шлака сбивают молотком и визуально оценивают качество стыка.Хорошие швы должны быть одинаковой толщины, без видимых пустот и трещин.
После одного или двух часов практики большинство начинающих сварщиков находят стабильным сушить дугу и поддерживать ее горение. Из металлических поверхностей можно делать простые соединения. Когда вы научитесь работать со сварочным инвертором, вы сможете проделать самые разные работы на земельном участке.
В частном доме, на даче, в гараже и даже в квартире - везде много работы, требующей сварки металла.Эта необходимость особенно остро стоит в процессе строительства. Особенно часто требуется схитрить или что-то вырезать. А если еще можно отрезать болгаркой, то она надежно соединяет металлические детали, кроме сварки. А если строительство ведется своими руками, то сварочные работы можно провести самостоятельно. Особенно в местах, где не требуется красота шва. Как правильно сварить, мы расскажем в этой статье.
Металлические составы сварные на сегодняшний день - самые надежные: детали или детали сплавлены в одно целое.Это происходит в результате воздействия высоких температур. Самые современные сварочные аппараты для плавки металлов используют электрическую дугу. Нагревает металл в зоне воздействия до температуры плавления и происходит это на небольшой площади. Поскольку используется электрическая дуга, сварка называется электрической дугой.
Это не совсем правильный способ сварить)) хоть
надоЭлектрическая дуга может создаваться как постоянным, так и переменным током.Ток переменный - сварочные трансформаторы, инверторы постоянного тока.
Работа с трансформатором более сложная: переменный ток, т.к. сварные дуги «прыгают», само устройство тяжелое и громоздкое. Шумов все равно много, что дает возможность во время работы и дуга, и сам трансформатор. Есть еще одна проблема: трансформатор - это сильно «сидящая» сеть. Кроме того, наблюдались значительные скачки напряжения. Это обстоятельство не очень радует соседей, и бытовая техника может пострадать.
Инверторы работают в основном от сети 220 В. При этом они небольшие по размеру и весу (диапазоны 3-8 килограмм), работают тихо, практически не влияя на напряжение. Соседи, и вы не узнаете, что начали пользоваться сварочным аппаратом, если только видите это. Кроме того, поскольку дуга возникает из-за постоянного тока, она не прыгает, она легче перемещается, и они ее контролируют. Итак, если вы решили научиться сваривать металл, прочтите это со сварочного инвертора.
В случае возникновения электрической дуги требуются два проводящих элемента с противоположным зарядом.Одна - металлическая деталь, другая - электрод.
Электроды для ручной дуговой сварки представляют собой металлический сердечник, покрытый специальным защитным составом. По-прежнему существуют графитовые и углеродные неметаллические электроды, но они используются для специальных работ, и новичок вряд ли сможет. 90 107
Электрическая дуга возникает при приеме электрода и металла разной полярности. По его внешнему виду, в том месте, куда он направлен, металлические детали начинают плавиться.При этом стригут металлический металл, переносимый электрической дугой, в зону плавления: сварную ванну.
Как образуется сварная ванна. Не разбираясь в этом процессе, вы не поймете, как правильно варить металл (для увеличения размера изображения щелкните правой кнопкой мыши)
Процесс также сжигает защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторые горячие газы. Сваренную ванну окружают маленькие трубочки, предотвращающие взаимодействие металла с кислородом.Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, помогая поддерживать его температуру. Чтобы правильно приготовить сварку, нужно следить за тем, чтобы на сварной ванне виднелся шлак.
Сварные швы получаются при перемещении ванны. И он движется вместе с электродом. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью. Также важно, в зависимости от требуемого типа подключения, правильно подобрать его угол крена и текущие параметры.
По мере остывания металла на нем образуется шлаковая корка - результат сгорания защитных газов. Он также защищает металл от контакта с кислородом воздуха. После остывания его сморщивают молотком. При этом разлетаются горячие осколки, потому что необходима защита глаз (носить специальные очки).
Как сваривать металл
Он научится правильно держать электрод и перемещать ванну, для хорошего результата мало. Необходимо знать некоторые тонкости поведения комбинированных металлов.А особенность в том, что шов «натягивает» детали, из-за которых их можно перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: Перед началом заглушки швов детали стыкуются штукатуркой - короткие швы на расстоянии 80-250 мм друг от друга
Поэтому перед работой детали закрепляют хомутами, стяжкой и другими приспособлениями. Кроме того, делаются ленты - укладываются короткие поперечные швы в несколько десятков сантиметров.Они прикрепят детали, предоставив форму продукта. При сварке стыки используются с обеих сторон: так компенсируются возникающие напряжения. Только после тихих подготовительных действий идет сварка.
Как выбрать сварочный ток
Научиться готовить электросваркой невозможно, если не знать, какой ток выставить. Это зависит от толщины свариваемых деталей и используемых электродов. Их отношения представлены в таблице.
А вот с ручной электросваркой все связано.Например, упало сетевое напряжение. Вы можете просто не отдать требуемый инвертор тока. Но даже в этих условиях работать можно: можно медленно двигать электрод, добиваясь хорошего разогрева. Если не помогает, поменяйте вид движения электрода - несколько раз хождение на одном месте. Другой способ - поставить более тонкий электрод. Комбинация всех этих методов может быть достигнута за счет хорошего соединения даже в этих условиях.
Как варить сварку теперь вы знаете. Осталось отработать навыки.Выберите сварщика, купите электроды и сварочную маску и приступайте к практике.
Чтобы сохранить вашу информацию в безопасности, посмотрите видеоурок по сварке.
Профессиональным новичкам стоит посмотреть видео-уроки сварочных работ, чтобы избежать типичных ошибок и сделать работу качественной и безопасной. Всегда помните, что перед началом работы необходимо надеть спецодежду, а именно:
перчатки замшевые и / или брезентовые; фартук или халат; ; Киззи туфли.
Маска светофильтра подбирается индивидуально для каждого человека в зависимости от чувствительности глаз к свету, толщины электрода и силы тока. Чем выше эти показатели, тем большее количество фильтров защиты следует использовать. После настройки фильтрующей маски необходимо обязательно проверить наличие возможных зазоров, глядя на свет. Замену стекол следует производить по мере появления на них царапин или мусора, не позволяющих хорошо видеть сварочную ванну и шов.
Перед началом работ необходимо тщательно очистить обработанную поверхность от загрязнений, ржавчины или масляных пятен.Только тогда можно ожидать, что сварочные работы будут выполнены качественно, видеоуроки, о которых они размещены на нашем сайте.

(Видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине деталей. Выбор также зависит от используемого материала.
Для стали лучше всего подходят форматы ano и Uony и категории 1, 2 и 3.
Типы легированной сталитребуют электродов 1Y, 2Y и 3Y.Цифры при этом прямо пропорциональны прочности сварного шва.
Подобраны электроды для цветных металлов. А вот и прочная не поддается обычной сварке. К тому же не стоит относиться к чугуну новичков, так как этот процесс требует высокой квалификации и наличия большого опыта.
После подключения электрода к инвертору необходимо установить рабочую силу, которая указана на корпусе устройства для разных материалов.
На уроке сварки для начинающих (видео) видно, что слишком быстро приносить электрод для обработки поверхности нельзя, так как это ведет к оговорке.
Перед началом сварки подключите клемму массы к изделию, и можно начать процесс сварки.

Видеоуроки сварочных экскурсий о том, что необходимо поднести электрод к обрабатываемым деталям под углом к поверхности, который составляет 700.На первый взгляд, это того стоит. Затем необходимо снять электрод с поверхности металла на расстояние, равное диаметру электрода, и приступить к формированию ванны. Для прогрева закаленного металла потребуется 2-3 небольших круговых движения электрода по периметру сварочной ванны. Необходимо следить за тем, чтобы его диаметр был постоянно одинаковым.
Просматривая сварочные работы (видеоуроки), стоит обратить особое внимание на то, что дуговой разрядник не должен изменяться.Это самое важное и сложное, что нужно усвоить начинающим сварщикам. Дело в том, что при сварке электрод постепенно уменьшается, и его необходимо постоянно опускать.
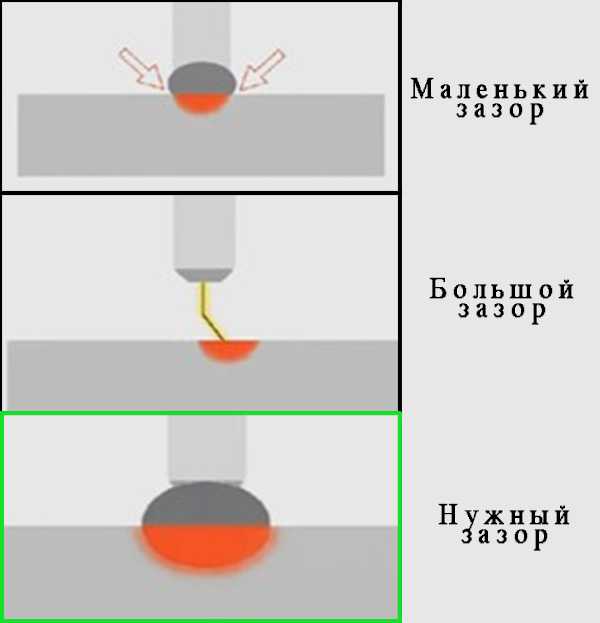
При зазоре меньше нормы основной металл не успевает нагреться, и поверхность колец будет некачественной. При большом зазоре лук трудно удерживать на месте и он контролирует металлическую траву. При постоянном зазоре создается качественный и чистый шов, обеспечивающий надежное соединение деталей.

Сварка Видео-уроки показывают, как правильно выполнять круговые или зигзагообразные движения через электрод для создания правильного шва. Если сдвинуть ванну боком, то в дефекте металла могут остаться ножи, которые имеют небольшие бороздки по краю шва ниже уровня поверхности. Инвертор урока сварки (видео) поможет избежать подобных ошибок и научит применять силу управляющей дуги в ванной. Основная идея заключается в том, что чем больше наклон электрод, тем более выпуклым будет шов, и наоборот.
После остывания сварного шва его осторожно снимают с молотка, как на нашем сайте.

После завершения сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля герметичности и выявления скрытых дефектов. К ним относятся наплывы, порезы, трещины, коррозионность, доходность, наличие шлаковых включений в швах и другие.
Видеоуроки по сварке помогут разобраться в причинах брака. Это могут быть скачки напряжения в сети, неправильно подобранный угол наклона электрода, проскальзывание подающих роликов свариваемой проволоки, изменение скорости сварки при формировании шва и другие.
Сварочные инверторы (низкая цена 7-10 тыс.) Создает качественные швы, даже если они находятся в руках новичков. Конечно, работать хорошо, если соблюдать неприемлемые правила. Все они описаны в статье. Однако перед тем, как работать с новичками, необходимо ознакомиться с инструкцией к устройству. Обычно есть несколько полезных советов, а также средства защиты.Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов. Свое название он получил благодаря тому, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вы можете не беспокоиться о больших счетах за электроэнергию.
Чаша всего, инвертор сварочный работает от сети 220 В, некоторые виды - от 380.Возможна работа при низком напряжении: например, электрод 3 мм можно использовать при напряжении 170 В.
Сварочный инвертор изготовить намного проще, чем трансформатор или выпрямитель. Кроме того, держать лук сможет даже новичок. Поэтому в нем большинство людей обучаются искусству сварки.
Электрод представляет собой металлическую деформацию, покрытую специальной шлаковой смесью.Иногда добавлялись газообразные вещества. Покрытие защищено расплавленным металлом от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионно-стойкой сталью потребуется марка электрода УИОН. Также существуют универсальные электроды. Это касается МАРКА АНО. Они используются в обратном токе и направляют любую полярность.
Электроды разделены диаметром от 1,6 мм до 5 мм.Размер подбирается в зависимости от толщины свариваемого металла: чем он больше, тем он больше в диаметре. Стол может пригодиться при работе со сваркой.
Чем больше толщина стержня, тем больше должна быть мощность инверторной сварки. Поэтому для новичков диаметр не более 4 мм; Тонкий металл можно сваривать электродом до 2 мм.
Толщина расплава металла зависит от фактической прочности. По этому показателю также определяется сила дуги.Размер электрода определяет требуемую прочность при движении.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях он максимальный, на вертикальных - менее примерно 15%, на подвесных - на 20%.
Бытовой сварщик может производить до 200 ампер. На профессиональном инструменте значения 250 и выше. То, в каком направлении будет появляться ток, будет определять полярность. Инвертор, есть возможность менять полярность.
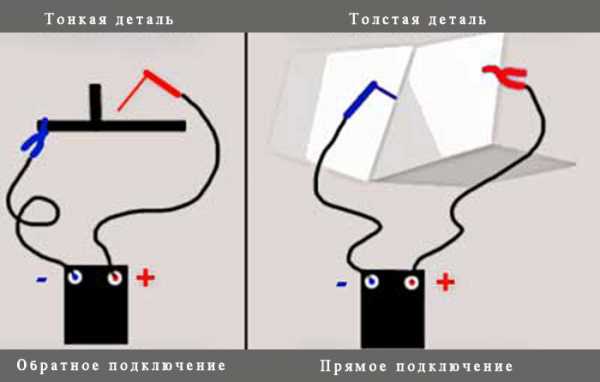
Как известно, ток идет от минуса к плюсу.Следовательно, клемма «+» сильнее. Эта особенность и позволяет качественно сваривать металл. В том случае, если свариваемые детали имеют большую толщину, то к одной из деталей подключается положительный вывод. Этот метод называется прямой поляризацией.
Отрицательный вывод для тонких продуктов. Такой способ подключения называется обратной полярностью.
Прежде чем приступить непосредственно к сварке металлических изделий, следует изучить основные конструктивные особенности инверторного сварочного аппарата.Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент сбоку на металлическом корпусе имеет вентиляционную решетку, не допускающую перегрева трансформатора.
На задней панели есть кнопка включения / выключения. На передней панели есть два разъема: «+» и «-». К ним подключается кабель, на одном конце которого подключается электрод, а на другом - зажим. Сами кабели должны быть достаточной длины и гибкими.
Пошаговая инструкция подскажет, как правильно приготовить инвертор.
- это первый этап, и новички с ним борются. Сначала шток слегка прижимается к металлу, чтобы с него удалилась смазка.Затем он использует метод, похожий на спичку. Электрод протравливают на поверхности изделия и слегка его скрывают. Если вдруг укрылись металлические палки, либо резко снимите сбоку, либо полностью отключите инвертор.
Чирктоп должен казаться яркой дугой. Чтобы дуга не уходила, держите электрод на расстоянии 4 мм от металла.
Электрод может следовать только по заданным траекториям. Их уже показали.Если переместить электрод прямо, шов станет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно - широким и выпуклым. В том месте, где заканчивается шов, электрод задерживают на 3-4 секунды.
Чаще всего неровный шов образуется при слишком быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны.Сварочная ванна - это часть металла, находящаяся в жидком состоянии во время сварки. Эта часть включена в дополнительный материал. Внешний вид ванны - хороший знак, а значит, сварка идет исправно.
Контур ванны лежит ниже поверхности металлической части. Падение обеспечивает хороший шов, если сварочная дуга точно и глубоко проникает в продукт. Необходимо следить за тем, чтобы шов не спадал, а оставался на уровне поверхности. Хорошая связь с облегчением, если делать электрод круговыми движениями.В этом случае ванну необходимо распределить по кругу.
Делая шов по углам, помните, что ванна двигается на тепло. Чтобы контролировать размер ванны, отрегулируйте силу дуги.

Шов не станет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например 45˚), то шов начнет проявляться. А когда электрод полностью приближается к горизонтальному положению, ванна начинает рассеиваться и шов закручивается. Следовательно, оптимальный угол наклона составляет от 45 ° до 90 °.
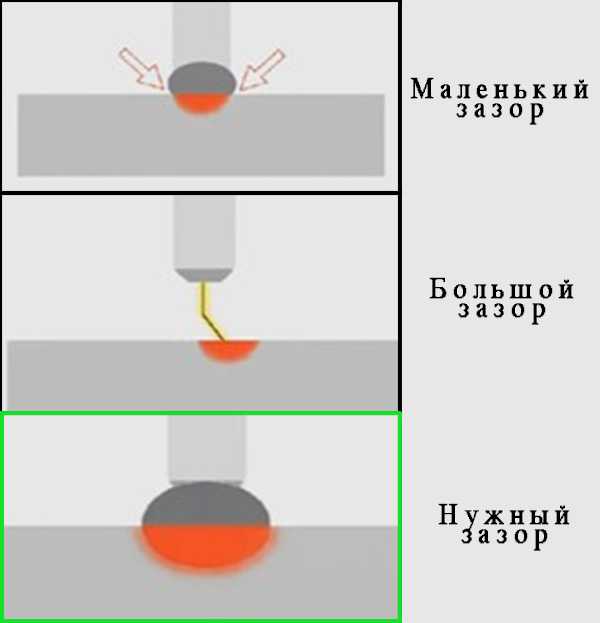
Дуговой промежуток - это расстояние между металлической поверхностью и электродом. Интервал на каждом этапе должен быть одинаковым, чтобы сварка получилась качественной и без дефектов.
Если зазор небольшой, сварной шов будет слишком выпуклым и сам материал плохо сплается. Это потому, что продукт не может нагреваться. При большом зазоре сварочная дуга будет ходить из стороны в сторону, и шов получится криволинейным и хрупким.Показанный на рисунке желаемый зазор даст хорошую провинцию и ровные швы.
Для потребления тонкого металла предпочтительнее использовать инверторное соединение инвертора, т.е. «-» прикрепить к листу. В этом случае сила тока должна быть средней. Электрод лучше выбрать такой, который будет долго плавиться. Хорошо сочетается с моделью МТ-2. Его давно используют сварщики, поэтому он хорошо себя зарекомендовал.
Пруток для тонкого металла можно наклонить примерно на 35˚.Сначала аккуратно поднесите к металлу, дождитесь появления красного пятна, оно превратится в каплю. Плавно продвигает электрод так, чтобы капля оставалась одного размера. Так шов будет ровным.
Свойство электросварки - это умение, которое всегда пригодится в строительстве и быту. В настоящее время нет другого способа соединения металлических деталей сваркой. Вы можете освоить это ремесло самостоятельно, освоив начальные навыки сварщика и выполнив несложные сварочные работы.Подумайте, с чего начать обучение электросварке новичков и что вам понадобится.
Обучение - это практический процесс, требующий некоторой подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика довольно опасна:
Правильный выбор оборудования и оборудования для электросварки - ключевой залог безопасности. Для сварочных работ вам потребуется:
На современном рынке представлен широкий выбор электросварочных аппаратов, ассортимент которых сводится к трем основным типам:
Кабель для начинающих: видео уроки - увидеть и изучить нюансы.
Рекомендуется выбирать электроды типа цельных стержней, покрытых плавким составом. В таких электродах начинающему сварщику будет проще сделать ровные швы. Размер планки для начинающих - 3 мм.
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги.Начать урок сварки удобнее на универсальных электродах диаметром 3,2 мм. Такие электроды имеют более высокую цену, но они значительно облегчают работу сварщика.
Начать пользоваться Azame Electric Spawald Azames необходимо с рулонов - сварочных швов на толстых кусках металла, где развиваются навыки электродуговой сварки и заваривания швов.
Последовательность создания валков следующая:
После того, как металл остынет, необходимо использовать шлаковый молоток с поверхности ванны и провести детальный осмотр выполненных работ. Если есть несложные предметы, нужно прибавить силу тока. Если ток будет слишком завышен, это будет видно насквозь большой металлической культуре.
Электросварка своими руками предполагает создание сварных швов. Практикуя их, вы можете следить за развитием своих коньков. Это требует практических навыков владения сварочным аппаратом, поэтому перед тем, как переходить к сварке компонентов, очень важно отработать свои движения на станках.
Запуск пруда для сварки металлических деталей рекомендуется на небольших полках. Последовательность работ следующая:
После отбирается самый холодный отбойным молотком и проверяется на качество. Если есть недостатки или непонятные пятна, приготовьте повторно.
Электросварка - полезный навык как в быту, так и в строительстве. Вы можете овладеть собой. Такое обучение будет основано на:
Не отчаивайтесь, если первые впечатления от электросварки не удовлетворили вас красивыми швами. Поверьте, у каждого опытного сварщика есть похожие сварочные основы. Умение создавать не только качественные, но и привлекательные внешне швы придет с опытом и частой практикой сварки.
.Часто возникает необходимость соединения металлических частей или фрагментов деталей. Есть несколько способов получить желаемый результат. Самым распространенным методом соединения деталей из чугуна и стали является электросварка.
Изучение метода заваривания металла электросваркой. Стоит узнать кое-что о самом методе. Расстояние и электрический импульс высокой температуры между деталью и электродом называется дугой.Создать такие условия можно двумя способами:
Образовавшаяся дуга не должна погаснуть. В этом случае перед сваркой необходимо очистить швы от окалины.Несоблюдение этого правила приведет к образованию отверстия.
Расчет тока, соответствующего толщине электрода, на практике покажет, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При сильном токе металл будет распыляться и гореть. При использовании сварочного трансформатора электрод на расстоянии 1 мм соответствует току 30-35 А. При использовании сварочного инвертора электрод 3 мм соответствует току 80 А.Если увеличить ток, то утюг может срезаться.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
Все они отмечены индексом и цифрами, что означает, что для металла какой твердости и толщины предназначен каждый тип.
При обучении правильной сварке электросваркой помните, что для получения качественных швов электроды необходимо подбирать по толщине металла.
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, что обеспечивает хорошее схождение скошенных кромок.
Для лучшего совмещения более толстых швов листы (от 3 до 8 мм) следует резать под прямым углом. Между листами оставляйте зазор не более 2 мм. Материал толщиной 8 мм соединен двухсторонней сваркой. Для соединения более толстых плоскостей края обрезаются скосом.
С каждым новым опытом швы будут ровнее и точнее.
Заваривать шов можно не каплями, а так называемой «восьмеркой», однако с этим справится только опытный специалист. Итак, если стоит знать, как научиться готовить вертикальный шов электросваркой, рекомендуется сначала взглянуть на работу опытного сварщика, прислушаться к советам мастеров. И только потом приступайте к процессу самостоятельно.
Приварите полукольцо сначала в одном направлении, затем в другом. При методе ведения шва «сверху вниз» используют электроды 4 мм с органическим напылением. С короткой аркой, опирающейся на сформированный «верх», консоли демонстрируют небольшую поперечную вибрацию.
При работе по методу "снизу вверх" скорость резко падает.Поперечные колебания электрода совершаются на расстоянии 3-5 мм.
При предварительной сварке трубных конструкций необходимо подготовить и разместить весь материал на сварочном столе или стойке. Затем их центрируют и соединяют, чтобы получить необходимый сварной зазор. Собранные соединения соединяются между собой.
Трубы малого диаметра соединяются непрерывно сваркой большого диаметра - периодически. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, затвердевших брызг и шлака.Контрольный осмотр проводится на предмет выявления трещин или ожогов, выхода кратеров или пор. При наличии плохо свариваемых мест производится восстановление шва.
В целях собственной безопасности во время сварки вы должны работать в замшевых перчатках и рукавицах, в маске сварщика, в льняной или толстой кожаной обуви и в хлопчатобумажной мантии. Обязательно имейте поблизости огнетушитель или емкость с водой.
.Сварочный инвертор (низкая цена 7-10 тыс.) Создает качественные швы, даже если они находятся в руках новичков. Конечно, работать хорошо, если соблюдать неприемлемые правила. Все они описаны в статье. Однако перед тем, как работать с новичками, необходимо ознакомиться с инструкцией к устройству.Обычно есть несколько полезных советов, а также средства защиты. Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов. Свое название он получил благодаря тому, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вы можете не беспокоиться о больших счетах за электроэнергию.
Чаша всего, инвертор сварочный работает от сети 220 В, некоторые виды - от 380.Возможна работа при низком напряжении: например, электрод 3 мм можно использовать при напряжении 170 В.
Сварочный инвертор изготовить намного проще, чем трансформатор или выпрямитель. Кроме того, держать лук сможет даже новичок. Поэтому в нем большинство людей обучаются искусству сварки.
Электрод представляет собой металлическую деформацию, покрытую специальной шлаковой смесью.Иногда добавлялись газообразные вещества. Покрытие защищено расплавленным металлом от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионно-стойкой сталью потребуется марка электрода УИОН. Также существуют универсальные электроды. Это касается МАРКА АНО. Они используются в обратном токе и направляют любую полярность.
Электроды разделены диаметром от 1,6 мм до 5 мм.Размер подбирается в зависимости от толщины свариваемого металла: чем он больше, тем он больше в диаметре. Стол может пригодиться при работе со сваркой.
Чем больше толщина стержня, тем больше должна быть мощность инверторной сварки. Поэтому для новичков диаметр не более 4 мм; Тонкий металл можно сваривать электродом до 2 мм.
Толщина расплава металла зависит от фактической прочности. По этому показателю также определяется сила дуги.Размер электрода определяет требуемую прочность при движении.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях он максимальный, на вертикальных - менее примерно 15%, на подвесных - на 20%.
Бытовой сварщик может производить до 200 ампер. На профессиональном инструменте значения 250 и выше. То, в каком направлении будет появляться ток, будет определять полярность. Инвертор, есть возможность менять полярность.
Как известно, ток идет от минуса к плюсу.Следовательно, клемма «+» сильнее. Эта особенность и позволяет качественно сваривать металл. В том случае, если свариваемые детали имеют большую толщину, то к одной из деталей подключается положительный вывод. Этот метод называется прямой поляризацией.
Отрицательный вывод для тонких продуктов. Такой способ подключения называется обратной полярностью.
Прежде чем приступить непосредственно к сварке металлических изделий, следует изучить основные конструктивные особенности инверторного сварочного аппарата.Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент сбоку на металлическом корпусе имеет вентиляционную решетку, не допускающую перегрева трансформатора.
На задней панели есть кнопка включения / выключения. На передней панели есть два разъема: «+» и «-». К ним подключается кабель, на одном конце которого подключается электрод, а на другом - зажим. Сами кабели должны быть достаточной длины и гибкими.
Пошаговая инструкция подскажет, как правильно приготовить инвертор.
- это первый этап, и новички с ним борются. Сначала шток слегка прижимается к металлу, чтобы с него удалилась смазка.Затем он использует метод, похожий на спичку. Электрод протравливают на поверхности изделия и слегка его скрывают. Если вдруг укрылись металлические палки, либо резко снимите сбоку, либо полностью отключите инвертор.
Чирктоп должен казаться яркой дугой. Чтобы дуга не уходила, держите электрод на расстоянии 4 мм от металла.
Электрод может следовать только по заданным траекториям. Их уже показали.Если переместить электрод прямо, шов станет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно - широким и выпуклым. В том месте, где заканчивается шов, электрод задерживают на 3-4 секунды.
Чаще всего неровный шов образуется при слишком быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны.Сварочная ванна - это часть металла, находящаяся в жидком состоянии во время сварки. Эта часть включена в дополнительный материал. Внешний вид ванны - хороший знак, а значит, сварка идет исправно.
Контур ванны лежит ниже поверхности металлической части. Падение обеспечивает хороший шов, если сварочная дуга точно и глубоко проникает в продукт. Необходимо следить за тем, чтобы шов не спадал, а оставался на уровне поверхности. Хорошая связь с облегчением, если делать электрод круговыми движениями.В этом случае ванну необходимо распределить по кругу.
Делая шов по углам, помните, что ванна двигается на тепло. Чтобы контролировать размер ванны, отрегулируйте силу дуги.

Шов не станет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например 45˚), то шов начнет проявляться. А когда электрод полностью приближается к горизонтальному положению, ванна начинает рассеиваться и шов закручивается. Следовательно, оптимальный угол наклона составляет от 45 ° до 90 °.
Дуговой промежуток - это расстояние между металлической поверхностью и электродом. Интервал на каждом этапе должен быть одинаковым, чтобы сварка получилась качественной и без дефектов.
Если зазор небольшой, сварной шов будет слишком выпуклым и сам материал плохо сплается. Это потому, что продукт не может нагреваться. При большом зазоре сварочная дуга будет ходить из стороны в сторону, и шов получится криволинейным и хрупким.Показанный на рисунке желаемый зазор даст хорошую провинцию и ровные швы.
Для потребления тонкого металла предпочтительнее использовать инверторное соединение инвертора, т.е. «-» прикрепить к листу. В этом случае сила тока должна быть средней. Электрод лучше выбрать такой, который будет долго плавиться. Хорошо сочетается с моделью МТ-2. Его давно используют сварщики, поэтому он хорошо себя зарекомендовал.
Пруток для тонкого металла можно наклонить примерно на 35˚.Сначала аккуратно поднесите к металлу, дождитесь появления красного пятна, оно превратится в каплю. Плавно продвигает электрод так, чтобы капля оставалась одного размера. Так шов будет ровным.
Необходимость создания надежного соединения различных видов металлических изделий существует практически в любом хозяйстве. В большинстве случаев сварка - лучшее решение. Новички, как показывают упражнения, проще всего. Такой аппарат позволяет получить гораздо более надежные отношения по сравнению с результатами ближайших предшественников, особенно при отсутствии надлежащего опыта и навыков.Готовить другой инвертор несложно, нужно лишь полностью изучить инструкцию и следовать всем рекомендациям.
В большинстве случаев владельцы предпочитают сваривать металл, так как сварка дает возможность получить максимально прочные сварные швы, если необходимо обеспечить прочное соединение деталей. Под воздействием устройства материалы подвергаются пластической деформации. Частицы электрода и заготовки прикрепляются друг к другу, образуя сверхпрочную межмеллярную связь.
Разработаны различные технологии современного и высокого функционального назначения. Например, металл можно варить с помощью электронного и лазерного излучения, продукты соединяют с газовым пламенем и варят с помощью ультразвука. Наиболее часто используемый источник энергии - электрическая дуга.
Создает сварочные аппараты или инверторы. Именно от такого агрегата лучше всего начинать знать умение создавать надежные и прочные сварные соединения.
Сварщик без опыта не может считаться мастером своего предприятия.Все навыки, которые развиваются при выполнении различных практических заданий. Поэтому новичку нужно сначала набраться терпения и выделить достаточно времени для тренировок.
Помните, что работа с инвертором потенциально опасна. При пренебрежении можно обжечься пятнами расплавленного металла. Кроме того, выделяются различные токсичные вещества, а риск поражения электрическим током никто не отменял. Радиация может обжечь роговицу. Поэтому перед работой с инвертором нужно обратить внимание на технику безопасности, обучение средствам защиты, рабочему месту и оборудованию.
Преимуществами сварочного инвертора являются его легкий, компактный размер, возможность плавной регулировки силы тока, скорости и высокий КПД. Опытные сварщики рекомендуют новичкам начать осваивать навыки работы с этим аппаратом. На рынке представлено множество дешевых моделей, которые не попадут в бюджет и не займут много места в домашней мастерской.
Плавильные электроды традиционно используются для сварки металлов.Через них идет шов. Одна из основных составляющих такой работы - порошковая проволока. Постепенно подается в зону плавления. На различных курсах обучения вы можете встретить рекомендации, основанные на вашей работе с электродами, которые выпускаются в виде цельных стержней и имеют специальное покрытие плавлением. Благодаря таким электродам вы сможете научиться готовить металлический инвертор и создавать плавные прозрачные линии.
Новичкам лучше всего начинать учиться варить металл с помощью 3-миллиметровых электродов.Для более толстых электродов требуется сварочное оборудование большего размера. Сварка тонкого металла осуществляется электродами на 2 мм. Настоятельно рекомендуется использовать старые электроды, взятые у кого-то на время в присутствии друзей. Их лучше покупать непосредственно перед началом сварки. Составные электроды, скорее всего, будут отправлены, так что в них нет никакого смысла.
Среди преимуществ современных инверторов нельзя не упомянуть и их безопасность.Все провода спрятаны в герметичном пластиковом ящике. Такое решение значительно снижает риск поражения электрическим током, поэтому даже новичок сможет без проблем и трудностей приступить к обучению приготовлению металла. Однако сварочный инвертор, как и любое другое электрическое устройство, представляет собой потенциально опасный механизм. Во время работы нужно соблюдать ряд правил. Главный:
Следует соблюдать инструкции по эксплуатации, прилагаемые к каждому инвертору. Обязательно убедитесь в его наличии. В этом руководстве вы найдете советы, как вести себя в разных ситуациях. В конце руководства обычно есть несколько полезных рекомендаций от сварщика, дается краткое описание первой помощи при различных повреждениях и травмах, убедитесь, что у вас есть безопасное воздействие.Все направления написаны очень понятным языком, благодаря чему даже у новичка не возникнет затруднений.
К инвертору обычно прикрепляют защитную маску и перчатки. Общий вес полностью настроенного стандартного сварочного инвертора составляет примерно 6-7 кг. Это позволяет использовать устройство практически в любом месте.
Варка металла разрешается только при наличии защитного люка и маски сварщика. Эти устройства защищают роговицу глаза от ожогов.
Ожоги можно получить сразу от яркого излучения.Раскаленные брызги могут обжечь незащищенные участки кожи, поэтому быть не должно.
Замшевые или брезентовые перчатки используются для защиты кожи рук. Не подходят изделия из хлопка и трикотажные изделия. Халат и брюки или комбинезон должны быть из плотной ткани. Оптимальный вариант - плотный плотный брезент.
Поставьте ведро с водой рядом с местом работы. Подготовьте старое толстое одеяло. Все это поможет вам потушить случайный пожар, если он возникнет.Лучше всего практикуется на улице, но можно и в интерьере. Достаточно убрать с рабочего места все легковоспламеняющиеся предметы.
Выполните упражнение на ровной поверхности перед тем, как отпустить. Для начала нужно разобраться, как сохранить электрод для заготовки. Стержень следует хранить под углом 70-75 ° к поверхности. Держите лук на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние записывалось по всей длине шва, иначе на нем будут изъяны.
Также нужно знать, как правильно выставить текущий. При работе с электродом диаметром 3 мм достаточно тока до 80 А. Если сила тока слишком мала, вы не сможете поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к металлической каретке.
Основные параметры и свойства должны быть определены до электросети домохозяйства. Это предотвратит короткое замыкание, перегрев электропроводки и раскол сварочного аппарата.
Обязательно обратите внимание на такой параметр, как ограничение работы на полной мощности. В руководстве этот параметр обозначается как «продолжительность» или «PV». Указывается в процентах. Например, если в инструкции написано, что ФЭ для этого устройства составляет 70%, необходимо понимать, что 70% запланированного переходного отсека инвертора смогут работать с полной нагрузкой, оставшиеся 30% нужно оставить в покое. Традиционно используется разделение рабочего времени на интервалы.Чаще всего его делят на 10-минутные интервалы. В приведенном примере устройство можно использовать в течение 7 минут при полной нагрузке, после чего потребуется 3-минутный отдых. Проверьте эти индикаторы для вашего инвертора.
Как правило, новички начинают изучать металл для создания валков на ненужных изделиях. Это просто дает возможность освоить порядок плавки материалов, соединительные швы на этом этапе обучения не создаются. Поверхность защищена от коррозии и любых загрязнений.
Чтобы сделать булочки, выполните следующую последовательность:
Хотя обучение есть, все же не забывайте, что качество шва напрямую зависит от умения держать постоянным расстояние между дугой и металлом. Если расстояние от колебаний, то просто получится бракованный шов. Держите планку под углом к поверхности заготовки. Предпочтительно это 70 °. Электрод можно наклонять вперед и назад. Делайте так, как вам удобнее. Со временем вы сможете выбрать самые лучшие и удобные для вас склоны.
На этом этапе вам необходимо научиться устанавливать силу тока, чтобы обеспечить стабильный канал.
Если тока недостаточно, вы не сможете поддерживать стабильную дугу. При слишком большом потоке тока металл окупится. Оптимальное значение определяется только экспериментальным методом.
Потратьте достаточно времени и найдите правильную стоимость.
Когда вы научитесь делать булочки, установите силу тока и сохраните дугу, вы можете переходить к следующему этапу приготовления металла.Обычно все делается на зарекомендовавшем себя сварочном аппарате с несколькими последовательностями. Магазин следующий порядок работы:
Процесс сварки требует, чтобы все токоподводы от сварочной дуги были изолированы.
Получился сварной шов. Вряд ли сразу получится идеально. Чтобы получить качественные швы, нужен опыт и подготовка. Со временем вы освоите эту работу, и у вас все получится на самом высоком уровне.
Так вы можете воспользоваться услугами сторонних специалистов, заплатив им довольно большие деньги, так что найдите что-нибудь, чтобы сделать это самостоятельно.Я потратил некоторое время на тренировки, вы будете меньше зависеть от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, стыки потолка и другие сложные вещи. Следуйте инструкциям, и у вас все получится. Успешного обучения и работы!
Комментарии:
Инверторы- лучшие сварочные аппараты. Следует знать, что старые трансформаторы имеют большой вес и используют довольно сложные. В инверторе может работать любой человек. Для этого нужно только изучить основные принципы сварки металла с помощью этого приспособления.
Инверторный сварочный аппарат имеет малый вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Преимуществами инверторного сварочного аппарата в первую очередь являются его небольшой вес и большие возможности. Благодаря этому с помощью этого устройства можно выполнять работы, которые используются только для сложных устройств. Электроэнергия, потребляемая этим устройством небольшого размера, будет направлена только на действие дуги, с которой выполняется процесс сварки.
Таблица соответствия диаметра электрода и сварочного тока.
Сварочный инвертор - это экономичный аппарат, которым удобно пользоваться. С их помощью научиться сваривать металл сможет даже новичок. Перед выполнением сварки важно узнать о принципе работы этого устройства. Инвертор - это электронное устройство для сварки, так как основная нагрузка будет приходиться на источник питания.Когда старую сварку включают в электросеть, возникает сильный и максимально возможный толчок электричества. В связи с этим электросеть на всей территории закрыта. Инвертор имеет накопительные конденсаторы, способные накапливать электричество, в результате чего можно обеспечить бесперебойную работу электрической сети. Электроприбор в этом случае будет мягче.
Вы должны знать, что чем больше будет диаметр электродов, тем больше будет потребляться электричество.Следовательно, если есть желание проверить сварочный аппарат в работе, придется посчитать, сколько электричества приблизит аппарат. Это нужно для того, чтобы не обжечься бытовая техника соседей.
Минимальный ток указан для каждого диаметра электрода. Поэтому, если хотите уменьшить силу тока, то шов не пойдет. Если захотелось поэкспериментировать и увеличить силу тока, можно сделать шов, но электрод быстро сгорит, из-за того, что работа будет не комфортной.
Так можно правильно установить сварные металлические пластины, используя зажимы или выступы.
Вернуться в категорию
Прежде всего, нужно знать, какие предметы вам понадобятся для защиты при работе со сварочным инвертором. Вам необходимо купить:
Необходимо настроить сварочный ток и выбрать электрод. Для приготовления сварочным инвертором необходимо будет использовать электроды от 2 до 6 мм. Сварочный ток устанавливается в зависимости от толщины деталей аппарата и свариваемого материала. В большинстве случаев на приборе есть информация о том, какой должен быть ток. Нет необходимости подносить электрод к основанию для быстрой сварки. Если вы сделаете это, может произойти прилипание.
Сварочный процесс должен начинаться с учителя дуги. Его следует уменьшить с помощью электрода под небольшим углом к свариваемой детали, после чего его несколько раз помещают на сварочную основу, что дает возможность использовать электрод для сварки. Электрод удерживается несколькими элементами свариваемой детали. В большинстве случаев это расстояние равно диаметру имеющегося электрода.
В результате появятся сварные швы. Окало (металлическая накипь поверх шва) удаляется небольшим молотком.Вы можете использовать еще одну постоянную тему, имеющую большое значение.
Вернуться в категорию
Рис. 1. Преобразование дуги правильного размера поможет создать хороший шов.
Дуговый промежуток - это зазор, который возникает между металлическими оболочками и электродом во время сварки. Важно постоянно отслеживать и поддерживать значение этого разрыва.
Если вы научитесь контролировать длину дуги, вы сможете получить оптимальный результат. Дуга пройдет через зазор и расплавит основной металл. Получилась сварочная ванна.Arc также сможет переносить металл, указанный в ванне.
Вернуться в категорию
Если электрод при сварке двигается быстро, останется шов с дефектами. Линия ванны находится ниже основания основного металла. Если дуга быстро и глубоко проникнет в основной металл, то она сможет отодвинуть ванну назад, в результате чего образуется шов. При сварке необходимо следить за тем, чтобы шов был на одном уровне с металлом.Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Делая круговые движения, нужно будет контролировать уровень шва, равномерно располагая кадку по кругу. В процессе движений в разные стороны образуется один и тот же шов, поэтому необходимо контролировать внешний вид шва при сварке сначала с одного края, затем сверху ванны и, наконец, с другой стороны. , и так далее.
Ванна будет следовать за нагревом - это важно помнить при изменении направления в процессе сварки.Формирование подложки произойдет, когда металл без электрода начнет полностью заполнять ванну в процессе боковых перемещений. Чтобы не допустить появления подобной боковой бороздки, придется контролировать внешние границы, регулярно следить за ванной. Если есть необходимость, можно сделать тоньше. Чтобы манипулировать ванной, нужно использовать силу дуги, которая находится на конце электрода. В процессе наклона электрода ванна толкается, но не достигает. Следовательно, чем вертикальнее положение электрода во время сварки, тем менее выпуклым будет шов.Когда электрод поставить вертикально, все тепло будет концентрироваться под ним и ванна будет опускаться, он будет хорошо присягать и растекаться.
Когда электрод слегка отклонился, вся сила будет направлена назад, в результате чего шов приподнят (хлопает).
Когда электрод слишком сильно изгибается во время сварки, сила будет приложена к шву, и это не позволит полностью контролировать ванную комнату.
Если вы хотите сделать плоский шов или сдвинуть ванну назад, используйте наклоны электродов под разными углами.
Работу следует начинать от 45 ° до 90 °, так как такие углы позволяют наблюдать за ванной и легко производить сварку.
Сварка металлов - наиболее распространенный способ их соединения в различных отраслях промышленности (строительство, машиностроение, производство трубопроводов и т. Д.). В быту (дома, на даче, в гараже) мы также встречаем необходимость использовать сварку металла. Беспокойной эта работа кажется непонятной, сложной и загадочной. Тем более что это конъюгат с определенным риском для жизни.
Посмотрим, так ли это. Как варить металл металл металл?
В современной торговой сети имеется широкий ассортимент сварочных аппаратов, инверторов, средств защиты при сварке. Поэтому они доступны каждому, купив подходящее оборудование, вы сможете самостоятельно провести эти сварочные работы. Крайне важно использовать эти технологии для сварки металлов, что является требованиями безопасности. Кроме того, необходимо получить необходимую сварочную практику.
Сегодня для сварки металлов разработано множество различных технологий.Например, можно использовать электронное и лазерное излучение, соединять изделия с газовым пламенем и готовить ультразвуком. Но чаще всего такой источник энергии использовался как электрическая дуга.
Вам также следует позаботиться о пожарной безопасности - чтобы удалить все горючие материалы и жидкости из зоны сварочных работ, будьте готовы использовать противопожарное оборудование (если нет специальной воды, даже ведро с водой), чтобы гарантировать, что комната вентилируемые работы, особенно сварка фасада и тыла.
Обязательно прочтите инструкцию по эксплуатации сварочного аппарата и внесите туда все данные.
Прежде чем пытаться на практике освоить сварку металла, необходимо убедиться, что параметры электрической сети, от которой приводится в действие сварочный аппарат, соответствуют его требованиям. В противном случае другие электроприборы, подключенные к сети, могут выйти из строя не только вы, но и ваши соседи. Особенно это касается трансформатора, который существенно влияет на подачу электроэнергии из-за наличия роликов напряжения во время начала сварки и повышенного энергопотребления при залипании электрода в месте сварки.Кроме того, его необходимо расположить так, чтобы он не мог упасть, повредить себя или нанести ущерб людям и предметам во время работы. Кабели, подключенные к машине, должны иметь хорошую изоляцию, быть удлиненными. Следует исключить возможность их повреждения.
Как варить металл? Место сварки должно быть очищенным от металла и сухим. Запрещается производить работы по сварке в суровую погоду, в дождь и при отрицательных температурах воздуха.Нельзя допускать смачивания и электродов.
Сварка осуществляется постоянным или переменным напряжением. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.

В случае сварки постоянным током есть два варианта подключения сварочного аппарата. При подключении плюса к массе и минуса к электроду (это называется простой полярностью) металл нагревается сильнее, зона плавления образуется глубокая и узкая.Такое включение используется при сварке толстого металла и приводит к экономическому расходу электродов. При обратном включении (обратная полярность) электрод больше нагревается и быстрее расходуется, зона плавления широкая и неглубокая. Поэтому обратная полярность используется только при сварке тонких листов металла.
Как варить металл преобразует переменное напряжение промышленной сети в импульсную последовательность более высокой частоты, а затем создает постоянное напряжение тока.Благодаря наличию электронной схемы, осуществляющей преобразование данных, инвертор мало влияет на мощность, возникающую при работе, имеет более плавную регулировку выходного напряжения, отличается малым весом и габаритами. По полученному инвертору он не уступает другому подобному оборудованию. Соответственно, сварочные инверторы получили в последнее время, когда цены на такие устройства снизились, очень широкое распространение. Достоинством такого устройства является относительная простота его применения при сварке.
Важным параметром инвертора является период нагрузки (PV) источника тока. Это значение производительности инвертора представляет собой отношение времени сварки к времени простоя. Бытовой прибор не работает постоянно. Периодически должно быть весело. Итак, значение фотоэлектрического инвертора означает, что после 3 минут сварки вам придется подождать 7 минут, пока источник остынет. Если вы попытаетесь продолжить работу без перерыва, устройство может сгореть.Или защита сработает и отключится. Поэтому следует выбирать инвертор с PV не менее 60% и максимальным током не менее 140 - 160 А.
Чтобы приобрести опыт, как правильно приготовить инвертор, необходимо Рекомендуется работать с металлом толщиной не менее 2-3 мм и использовать электроды 3 мм. Электроды лучше покупать новые. Старые, закрытые, взятые в долг у других, скорее всего, отгруженные и непригодные для работы.
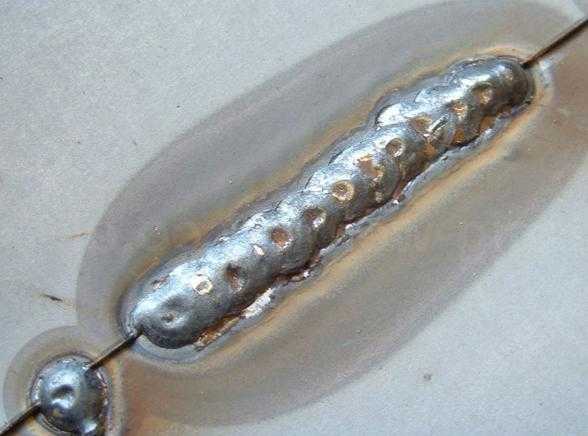
Как варить металл? Если это ваш первый опыт, попробуйте сначала сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения.
Сначала Надо подключить электрод к его держателю, а масса массы к приваренной заготовке пуста с помощью клеммы. Остальные концы проводов следует подключать к выходам инвертора с прямой полярностью.
Второй, Необходимо включить станок и установить рекомендуемые параметры вывода в соответствии с толщиной материала и выбранным размером электрода.
Технология сварки металлов гарантирует, что для прогрева металла до заданной температуры для получения качественного шва необходимо брать электродный материал соответствующей толщины.Чем толще, тем больше слой металла, который он может нагреть, и тем больший ток должен подаваться на инвертор для образования электрической дуги. При этом, чем больше ток, тем быстрее расплавится металл и тем быстрее расходуется электрод. Для тонкого металлического слоя при сильном токе и толстого электрода часто создаются отверстия для переноса материала. При слишком большом токе или электрической дуги не возникает или при ее возникновении оказывается плохой шов, т.н. Не пиар.
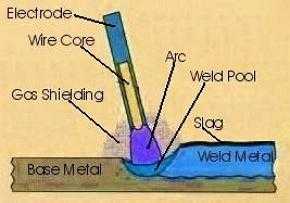
Третий обращает внимание на образование электрической дуги.Для этого необходимо осветлить конец электрода в том месте, которое подлежит сварке, как спичку в поле, не вынимая конец электрода из металла. В случае дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а всего лишь флюс, образованный плавлением порошкового покрытия электрода. Необходимо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, пока металл в месте возникновения дуги не нагреется до образования так называемой сварочной ванны - капли расплавленного металла. , характеризующийся ярко-оранжевым цветом и вытекающий из протекающего тока.
В-четвертых, необходимо продвинуться к шву на один-два миллиметра на конце электрода, снова удерживая его на определенном расстоянии от металла. Дождитесь образования капель снова и так далее, двигаясь по сварному шву. Когда электрод касается металлической поверхности, возникает короткое замыкание, дуга исчезает, и инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между кончиком электрода и поверхностью металла, приближая к нему ступенчатый электрод при прожиге.Скорее, электрод не горит, но расплавленный металл в сварочной трубе в основном образуется из металлического сердечника электрода. Порошковое покрытие поверхности электрода, плавление флюса и газов, препятствующих поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогает в процессе создания качественного сварочного шва.
В процессе сварки рекомендуется держать электрод под углом около 30 градусов от перпендикуляра к свариваемой детали, чтобы образовалась компактная сварочная ванна и место сварки было хорошо видно.Чем сильнее электрод наклоняется к детали в процессе сварки, тем более вытянутым в противоположном направлении будет пятно на нагретой металлической поверхности и тем больше времени потребуется для создания сварочной ванны с такой же силой тока. Самое узкое пятно плавления металла получается, когда электрод расположен перпендикулярно поверхности металла. Но в этом случае наблюдение за сварщиком за процессом сварки затруднено. Поэтому это положение используется только при сварке в труднодоступных местах.

Отклонение в исполнении сварного шва на прямой поверхности может быть передано стыку металлических деталей. Процесс аналогичен, разница в том, что свариваемую деталь необходимо предварительно закрепить в нужном месте с помощью зажима или иным способом, а при появлении сварочной ванны конец электрода не находится прямо по шву и зигзагообразные движения от сначала центр шва в сторону, а затем следующие детали, постепенно перемещаясь по шву, соединяя их таким образом.
Самое главное - успех приходит с опытом. Приобретя его, вы можете вместо того, чтобы пользоваться услугами специалистов сторонних специалистов (за довольно большие деньги), научиться выполнять сварочные работы своими руками. Успешного обучения и работы!
Crazy Builder.ru дает подробное описание сварочного инвертора. Инвертор - это сварочный инвертор, который можно подключать к металлическим листам под действием электрического разряда. Сварочные инверторы стали настоящим прорывом в области сварки, потому что старые трансформаторы достаточно тяжелые и сложные.Инвертор доступен каждому, нужно лишь знать некоторые правила реализации с использованием сварочного процесса. Большим преимуществом является то, что при сварке с инвертором меньше разбрызгивания, чем при сварке от трансформатора.
Характерной чертой инвертора является, прежде всего, малый вес и максимальная мощность, благодаря чему доступна помощь при таких работах, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим маленьким аппаратом, направляется исключительно на работу дуги, с которой процесс сварки выполняется мгновенно.
Оборудование имеет небольшие размеры и чувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас частный дом, есть отличия, при покупке обратите внимание на рекомендованное напряжение в паспорте инвертора. Некоторые источники допускают сварку электродом D = 3 мм даже при 185 Р. В напряжении сети.
Мнения профессиональных сварщиков однозначны: с помощью инвертора легче сохранить сварочную дугу и получить красивый качественный шов.
очень экономичны и максимально удобны в эксплуатации, что очень важно, особенно для тех, кто интересуется сварочными инверторами для начинающих. Какие основы работы с инвертором, техника работы с ним важна для новичков? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор - это электронный сварочный аппарат, то основная нагрузка с ним работать в электрической сети.По сравнению со старыми сварочными аппаратами включение в работу - это сильное и максимальное увеличение электричества, в результате чего есть электросеть всего поселка, у инвертора есть накопительные конденсаторы, которые накапливают электричество и обеспечивают, во-первых, бесперебойное питание. , а во-вторых, аккуратно следить за инвертором электрической дуги. В достаточно доступном виде технику сварочного инвертора можно освоить самостоятельно. А если у вас возник вопрос, как научиться варить инверторную сварку, мы можем дать вам несколько полезных советов, на которые, в первую очередь, стоит обратить внимание при производстве сварки.Очень важным моментом является то, что чем больше диаметр электродов, тем больше электроэнергии они потребляют. Поэтому, если вы решили проверить инвертор на работу, необходимо приблизительно рассчитать максимальное количество электроэнергии, потребляемой устройством, чтобы не обжечь бытовую технику в соседях. Кроме того, для каждого диаметра электрода указан минимальный ток, то есть при попытке уменьшить силу тока шов не выйдет. Если вы решите поэкспериментировать и увеличить силу тока, то шов получится, но электрод сгорит слишком быстро.
Проданный в коммерческую сеть инвертор похож на коробку. Его вес зависит от мощности камеры: 3-7 кг. Перенос оборудования осуществляется ремнем или ручкой. Охлаждение осуществляется через вентиляционные отверстия в корпусе.

На поверхности устройства отображаются следующие ручки и индикаторы управления:
Включение и выключение прибора осуществляется выключателем,
значение тока и напряжения устанавливается ручками на передней панели,
Панель содержит индикаторы, сигнализирующие о питании и перегреве оборудования,
на лицевой панели имеются выходы, отмеченные надписями «+» и «-».
Дополнительно в комплект входят два кабеля. Один из них заканчивается электрододержателем. С другой стороны, есть зажим для бельевой формы для закрепления продукта. Сварочное соединение устройства осуществляется с помощью разъема, который находится на задней панели устройства.
Чтобы узнать, что происходит во время сварки, достаточно взглянуть на предложенное изображение.

Дуга возникает при контакте металлической части электрода и свариваемого металла.Под действием температуры дуга начинает плавить как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический электродный стержень в точке возникновения дуги образуют ванну. Покрытие электрода расплавлено. Часть его переходит в газообразное состояние, и кислородная ванна закрывает его.
Удлинитель жидкого электрода расположен поверх жидкого металла, защищает металл от кислорода воздуха во время сварки и охлаждения.
После окончания сварки металлическая охлаждаемая жидкая часть охлаждающей жидкости превращается в шлак, покрывающий шов снаружи.По окончании охлаждения шлак легко удаляется постукиванием молотком.
Электрод расплавляется во время сварки. Чтобы дуга не проходила, необходимо выдерживать постоянное расстояние между электродом и металлом, так называемое Длина дуги. Получается за счет подачи электрода в зону сварного шва с одинаковой скоростью. При этом старайтесь держать электрод точно на сварном шве.
Дополнительное видео по теме:
1.Для начала работы со сваркой необходимо наличие защитных элементов, а именно:
2. Но одного пускового аппарата мало. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий, направленных на создание безопасных условий. Подготовка сайта выглядит следующим образом:
Оставьте на столе свободное место для сварки. Удалите слишком много пятен.
Предоставим качественный рабочий конверт.
Сварочные работы проводят, стоя на деревянном полу, защищающем от поражения электрическим током.
3. Отрегулируйте сварочный ток и выберите электрод. Использование электрода для сварки инвертором от 2 до 5 мм. Подайте сварочный ток в зависимости от толщины детали и свариваемого материала. Обычно на корпусе инвертора это указывает на то, что должна быть мощность этого тока.
4. Если вы только что приобрели в продаже цепные электроды и уверены в своем качестве, этот раздел можно пропустить.Информация поможет подготовить электроды, хранящиеся в условиях неотапливаемого влажного помещения. Для обеспечения качественного сварного шва их необходимо просушить в течение 2-3 часов при температуре 2000 г. Для этого можно использовать старую электрическую духовку.
Электродывыбирайте строго ориентируясь на марку свариваемых материалов. Для обучения чаще всего можно использовать: Ano или Mr.
5. Присоедините массу земли к свариваемой поверхности (выделено красным).
6.Чтобы сварные швы были надежными и качественными, перед началом работ свариваемый металл необходимо подготовить:
7. Испытание лучше начать с выполнения рулонных швов на толстом листе металла.Первые швы идут на металл, который ставят на горизонтальную поверхность стола. Проведите прямую линию на металле с мелом на металле, вы будете запускать рулон и сосредотачиваться во время работы. Процесс сварки начинается с дуговой дуги. Есть два способа зажечь дугу:
Вы можете попробовать зажечь и удержать лук обоими способами. Желательно разжигать, разжигать, чтобы не оставлять следов за пределами зоны сварки.Дуга образуется при контакте электрода и металла. Сварщик отводит электрод на очень короткое расстояние, соответствующее длине дуги, и начинает сварку.
8. Скорость сварки.
Будет сварной шов. Шпон (сверху металлическая чешуя) Убираем стук небольшого молотка (или другого твердого и вспотевшего предмета).
9. Вот что у нас должно получиться.
Посмотрите видео:
Что такое дуговой разрядник или длина дуги? Это зазор, образовавшийся в процессе сварки между электродом и металлом. Основы сварочного бизнеса гласят, что важным моментом является постоянный контроль и поддержание неизменной величины этого разрыва.
Короткая арка
При короткой дуге около 1 мм металл нагревается небольшой зоной и по ширине шва получается выпуклый. Вместо металлического соединения и шва этот дефект возможен как грунтовка. Это небольшая бороздка возле шва, параллельная.Суплика снижает прочностные характеристики шва.
Длинный лук
При длинном изгибе трудно удерживать его в устойчивости. Дуга плохо защищена от воздуха атмосферы, меньше нагревает металл, и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора с нормальным количеством приведет к образованию нормального шва у хорошего поставщика. Нормальный размер арки - 2-3 мм.
Распространенные ошибки Новичков в сварке:
Я научился контролировать длину дуги, вы можете гарантировать оптимальный результат.ARC создает сварочную ванну, проходя через зазор, плавя основной металл и электрод. Он также обеспечивает перелив в металлическую ванну.
Как научиться готовить сварочным пистолетом и избежать изъянов? Если электрод в процессе сварки быстро перемещается, образуется дефектный шов. Линия ванны находится ниже поверхности металла. Если дуга сильно и глубоко проникает в основной металл, она толкает ванну назад и образует шов.Поэтому в процессе сварки важно следить за тем, чтобы шов был на одном уровне с металлом. Получение качественного шва требуемой глубины обеспечивает мастерство сварщика. Помимо поступательного движения по кромке сварного шва, он совершает поперечные движения, чтобы обеспечить сварку и получить желаемую ширину шва. Выбор выполняемых движений - это личная деятельность сварщика. Для металла толщиной до 4 мм европейские стандарты не рекомендуют использовать поперечные перемещения.
Ванна должна быть теплой - помните об изменении направления во время сварки.Образование подложки происходит, когда металла электрода не хватает, чтобы полностью заполнить ванную комнату во время движения. Чтобы не допустить образования такой боковой бороздки (недооценивать) нужно контролировать внешние границы, внимательно следить за ванной и при необходимости разбавлять.
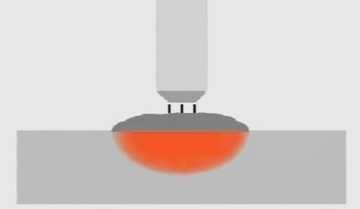
Когда электрод слегка наклонен, вся мощность передается и шов улучшается (POPS).
Когда электрод в процессе сварки слишком сильно наклонен, сила прикладывается к шву, что не позволяет нормально принять ванную.
Чтобы получить плоский шов по мере необходимости, или переместите ванну назад, чтобы использовать наклоны электродов под разными углами. Работа начинается с угла от 45 ° до 90 °, так как такой угол позволяет осматривать ванную комнату и нормально выполнять сварку.
Сварщик во время работы подносит электрод к зоне сварки с определенной тенденцией. Снимите приварной уголок вперед и назад. Этот технологический прием позволяет регулировать параметры шва.
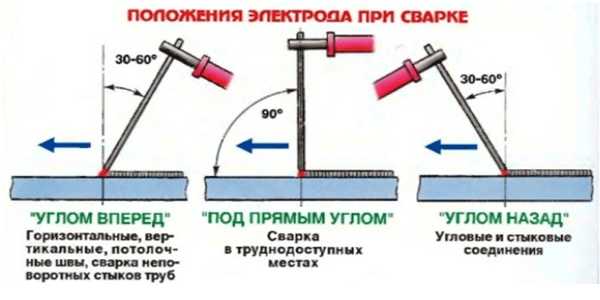
При сварке передний угол получается швом меньшей по глубине, но более широким, что удобно для мелкого металла.Сварка металла Толстого осуществляется через угол сзади, а больший нагрев металла обеспечивает глубину. При выполнении работ желательно выдерживать углы, указанные на чертеже. Большая синяя стрелка показывает направление сварки - сварочное движение.
Дополнительное видео по теме:
Процесс плавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате попадания металла и электрода на противоположные выводы сварочного аппарата.
Есть два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварка прямой и обратной полярностью. При прямой полярности электрод соединяется от минуса и металла к плюсу, а подвод тепла к металлу уменьшается. Область плавления узкая, но в то же время глубокая.
Когда электрод с обратной полярностью подключен к плюсу, а металл к минусу, в изделии присутствует подвод тепла. Область плавления достаточно широкая, но не глубокая.Вы можете наблюдать катодный эффект при очистке прокатанной поверхности.
Какую полярность выбрать при сварке? Сварка выполняется как на прямой, так и на обратной части полярности. При выборе учитывается тот факт, что элемент сети горячий, подключен к плюсу. Окрашенный на рисунке в красную область, он больше всего нагревается при сварке.
При тонкой сварке металла опасны нахлесты и пригорание. Изделие подключается к минусу и готовится с обратной полярностью.Толстый металл заваривается в прямой полярности.
Скорость сварки и подачи электродов должна обеспечивать достаточное количество расплавленного металла для зоны сварки. Недостаток металла приводит к кормлению.
При быстром движении электрода по шву мощности дуги не хватает для нагрева металла, швы мельчают, он ложится поверх металла, не обращая внимания на свариваемые кромки. При медленном продвижении электрода наблюдается перегрев основного металла и электрода, возможно обжечь поверхность и деформировать мелкий металл.
Фактический ресурс установлен на инверторе согласно данным в таблице. Как видите, это догадка.
Сила тока и скорость движения оказывают комплексное влияние на сварной шов. Большой ток увеличивает глубину забивки и позволяет увеличить скорость движения электрода. При оптимальном соблюдении течения и скорости суп получается выпуклым и красивым, обеспечивает необходимую глубину для обеспечения сварных краев.
На что еще обратить внимание в процессе сварки? О поляризации электронов.Это основы сварочного дела. Из-за процесса сварки постоянный ток имеет отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь нужно определиться, какие заряды, куда подключать, исходя из того, что если положительный заряд приваривать, то он нагревается сильнее. Если к электроду приложить положительный заряд, он нагреется и загорится. Обратная полярность типична при сварке инвертора, поскольку предполагается, что свариваются тонкие листы, и они легко обгорают.Поэтому, если вас в первую очередь интересует сварка тонким инвертором, стоит обратить пристальное внимание на установку обратной полярности инвертора, а также на нормальное правильное усилие. Электроды для сварки тонкого металла инвертора подключены плюсом к дуге инвертора и минусом к металлическому листу.
В условиях частного дома это как раз сварка тонких деталей. Так как малейшие ошибки могут привести к металлической горелке. Перед тем как приступить к работе с тонкой деталью, попробуйте освоить основные штампы по толщине металла.
Самым распространенным приложением в Интернете для тех, кто хочет научиться работать, является «Инверторная сварка для начинающих».Предоставляем уникальный видеоролик на страницах сайта, где можно увидеть все принципы работы инвертора для начинающих.
И позвольте нам получить больше советов по изучению инвертора сварочного процесса:
Другие похожие видео:
Посмотрите видео о том, как правильно работать со сварочным инвертором, и мы уверены, что процесс сварки не будет для вас сложным. Перед просмотром видео внимательно прочтите описание сварки, написанное в нашей статье.
Стрелка для видеосварочных работ: 90 400
И наконец, как правильно выбрать сварочный инвертор?
Facebook (X)
Вконтакте (0)
Обычный (37)
Очень хорошая и полезная статья! Мне понравилось читать прямо, спасибо за такой подробный анализ различных нюансов сварного шва. Тренируемся!)
Мистер Майстер. Я опустошен за Заваривати Пікжіт, я Віставі рекомендовал Хьюминг Але Шосо Воно Джентли Спалує Электрод и Полярность Ниви обычно хороши, нет никого, кому ты не можешь понравиться IX.
Киев сварщик, сварочные работы по доступным ценам
Если нужна помощь, тут в комментарии, всегда помогут)
большое спасибо !!!
Очень полезное видео для новичков, полезная информация в целом и полезный сайт! Спасибо! Удачи в работе!
Мне нужен мастер, который бы потратил металлическую корону на зарплатные иконы. Металлическая латунь.
Спасибо, статья очень понравилась и комментирует
Дорогие друзья, в этом месяце статья была просмотрена 8272 раза, что является высоким показателем.Я рекомендую статью друзьям в социальных сетях, чтобы получить еще больше преимуществ для начинающих сварщиков.
подскажите по полярности. + для подключения к электроду или земле. Потом везде по разному написано Надо подключать - подключить Ground + к массе и по инструкции Напротив написано + земля.
Ребята, хочу сказать, что следующей практики сварки металлов достаточно.Сегодня варю металл как пластилин для бака, легко мыслителем, в потолке завариваю дырку диаметром 40-100 мм без заплатки и так далее, короче для удовольствия. Такую способность, а это случилось в 18-е годы, он получил сразу, когда стал видеть и различать цвет металла при нагревании дуги. Поэтому считаю, что самые важные навыки при горении дуги: 1. Отличить шлак от металла. 2. Чтобы увидеть температуру нагрева в цвете. Изучите эти вещи, и вы решите, насколько все просто и легко.
Сварка тонким металлическим электродом оказывается сложным процессом, потому что основная проблема здесь - вероятность проделать дырку в деталях, когда это вызвано большой силой тока, металл просто выгорит. Поэтому все процессы должны выполняться предельно точно, качественно и аккуратно. Не забывайте о скорости работы, ведь слишком долгое пребывание в ванне на одном месте может привести к большим потерям.
Сварка тонкого металла дуговой сваркой требует минимум дополнительных приспособлений, так что в итоге все получается довольно дешево, но при этом надежность может уступать другим методам. При этом необходимо учитывать ГОСТ 2246-70. Во время процесса может произойти деформация заготовки, что приведет к значительному падению температуры на легко деформируемых листах.
Другие тоже подвержены влиянию таких негативных факторов, но этот наименее защищен.Здесь необходимо использовать тонкие электроды, которые будут иметь соответствующую обмотку и материал, отвечающий требованиям технологии сварки данного металла. Работа с тонкими материалами имеет как достоинства, так и недостатки.
К недостаткам можно отнести следующие свойства:
К преимуществам можно отнести:
Электроды должны быть выбраны перед дуговой сваркой тонкого металла.Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, указанных в параметрах, так как при работе с тонкими металлами даже незначительное отклонение может привести к выгоранию. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям к сварке металла.
Прибор должен иметь отличные вольт-амперные параметры и удобную настройку параметров.Температура сварки металла должна достигаться постепенно, сначала путем нагрева заготовки, а затем с помощью электрической дуги, чтобы избежать термической деформации. Поверхность деталей следует очистить и обезжирить, чтобы кислород не воздействовал на шов и зону, прилегающую к сварному шву. Заготовку желательно сместить в горизонтальное положение, так как невозможность произвести достаточную глубину кипения затрудняет выполнение вертикальных швов. Необходимо использовать только качественные, предварительно просушенные электроды.
Основным материалом для сварки являются электроды. Может хватить большого количества разновидностей, в зависимости от используемого металла и его толщины. Сварку тонкого металла можно применять даже тогда, когда толщина заготовки начинается от 2,5 мм и более. Они могут быть плавкими, углеродными, вольфрамовыми или легкоплавкими, металл которых будет заполнять зазор между деталями. Их подбирают по составу, чтобы металл наплавился с одинаковой массой, что улучшит качество соединения.
DO Дополнительные материалы включают газ и флюс. Флюс используется для улучшения качества сварки металлов. Он используется не всегда, а только тогда, когда этого требуют технологии. Часто улучшает качество сварки тугоплавких металлов, а также помогает лучше зажигать электрическую дугу. Он содержит множество добавок и дополнительных металлов, которые зависят от марки. Иногда в качестве флюса используют металлическую стружку того же металла, что и сама заготовка. Для нагрева детали можно использовать газ, так как, если этого не сделать, при сварке может произойти деформация металла.Он также может действовать как дополнительная защита от кислорода из атмосферы, подобно покрытию электродов. Дело в том, что при сварке тонкого металла электродом 1,6 мм он также может находиться в среде защитного газа, а не только в ручной дуге. На последних стадиях обработки газ также можно использовать для нагрева при длительном охлаждении.
При выборе важны два параметра - это металл и покрытие, которые могут быть включены в общую концепцию марки изделия и толщины диаметра.В идеале металл должен быть точно таким, как тот, к которому он будет привариваться. Сразу подобрали для этого подходящее покрытие. Количество вариантов здесь очень велико, поэтому выбор делается в индивидуальном порядке.
Чтобы научиться сваривать тонкий металл дуговой сваркой, нужно правильно выбрать. Часто она должна соответствовать толщине свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть на 0,5 мм больше. Не используйте слишком тонкий электрод диаметром 1 мм, например, для металла диаметром 2,5 мм.Это приведет к слишком быстрому истощению расходных материалов и частому прерыванию шва. Перед использованием материалы необходимо просушить, так как при тонком шве все изъяны становятся намного более выраженными и оказывают более разрушительное действие. В рамках одного шва нужно работать только с одной маркой электродов.
Если вы не знаете, как правильно сваривать металл дуговой сваркой, воспользуйтесь таблицей режимов, которая поможет вам точно определить, какие параметры лучше всего выбрать, чтобы свести к минимуму риск женитьбы.Все эти параметры уже рассчитаны для заданной толщины детали.
| Толщина заготовки, мм | Диаметр заполняющего материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2–2,5 | 35-45 |
| 2 | 2,5–3 | 50-65 |
| 2,5 | 2,5–3 | 65–100 |
Следующая процедура покажет вам, как сваривать тонкий металл дуговой сваркой:
Если при сварке тонкого металла электродом 2 мм выгорела заготовка, остановите работу, проверьте шов и решите, можно ли его сваривать.
Следует соблюдать стандартные меры безопасности. Все работы следует проводить в специальной защитной одежде, защищающей от брызг металла.Также следует использовать специальные инструменты для работы с горячими и горячими частями.
Процесс сварки предназначен для создания тонкого металлического шва с помощью ... Во многих изделиях тонкие детали имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
Как сваривать тонкий металл инвертором и в каких условиях идет сварка?
Часто бывает необходимо соединить листы тонкого металла. Многие детали и механизмы изготовлены из следующих материалов:
Качественная сварка возможна только после знакомства с тонкостями процесса.
Основной особенностью тонкого металлического стыка является вероятность его повреждения электродами, в результате чего объект станет непригодным для использования. Неправильное обращение с электродами приводит к плохому сварному шву и плохому соединению металлических поверхностей. Создать правильную дугу могут только опытные мастера, умеющие выбирать величину сварочного тока.
Еще одна особенность - подготовка кромки пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Перед началом работы нужно выбрать размер электрода с диаметром равным толщине листа. Величина силы тока зависит от диаметра электрода. Уделяйте большое внимание покрытию электродов, выбирайте элементы с длительным периодом плавления.
Сварочный инвертор используется для соединения продуктов, что позволяет гарантировать Хорошую работу ... Сварка тонких металлов осуществляется без особых трудностей с использованием современного сварочного аппарата с малым весом и высокой производительностью.Инвертор работает от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки. При работе с прибором рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм получается высокое качество.
Инвертор имеет идеальные характеристики по вольт-амперной системе, адаптированные к конкретному типу сварки. Потребляемая мощность устройства ниже, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Прежде всего, необходимо осмотреть устройство сварочного механизма, что очень сложно из-за высоких значений напряжения, тока и максимальных рабочих частот.В процессе эксплуатации наблюдается двукратное преобразование напряжения с переменного на 220 В в постоянное и высокочастотное. Инвертор содержит импульсные батареи, состоящие из модулей. Цифровые процессоры с системами программирования координируют работу элементов сварочного аппарата.
Инвертор может запускать несколько программ:
С помощью сварки можно создать своими руками в квартире или на даче много вещей. Отремонтировать машину, подключить металл намного проще, если использовать инвертор.
К работе нужно подготовиться:
Перед началом сварки важно убедиться в правильности напряжения аппарата и сети. Необходимо проверить вилку, розетку и кабель и убедиться, что они исправны. Категорически запрещается работать на неисправном оборудовании.
Ставим сварщика на твердую поверхность, предварительно проверив его заземление. После тестирования толщины изделий подбираются электроды. С помощью ручки на аппарате фиксируется необходимый ток.
Перед тем, как подключить металлоискатель к инвертору, необходимо очистить заготовки от грязи и ржавчины.Затем листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги не отпускайте ее, проводя электрод по листу. Чтобы дуга оставалась стабильной и яркой, необходимо контролировать величину тока. Когда сварной шов остынет, частицы шлака удаляются молотком и поверхность полируется до постоянного блеска.
При сварке необходимо проверять зазоры между металлическим изделием и соприкасающимся с ним электродом.
Те же размеры образовавшегося зазора - стабильная гарантия грамотно проведенного технологического процесса ... При уменьшении размера заданного зазора получается дугообразный шов с участками его расплавленной боковой части. По мере увеличения расстояния процесс сварки становится невозможным: сама дуга искажается и металл сваривается с некоторым отклонением в сторону. Только соблюдение определенного зазора при сварке позволяет сварить ровный красивый шов.
Соединять детали при сварке необходимо, чтобы не изменять скорость движения электрода, иначе не получится образовать ровный шов.Жидкость сварного шва намного меньше веса металла.
Полученная дуга способна захватить весь основной металл, перенести всю ванну на исходное место, создав сварной шов. Работа сварщика - совместить шов с металлом. Создав своими руками зигзаги и описав банты, вы легко создадите ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо учитывать размеры сварного шва.Стоит попробовать и расположить ванну по строгому кругу. За счет равномерных раскачивающих движений образуется шов, но необходимо следить за его образованием на одном крае металлической пластины, а затем контролировать его образование в верхней части ванны.
При перемещении электрода ближе к металлическому объекту создается выступающий шов. Большинство сварщиков добиваются плавного перемещения сварного шва и ванны за счет значительного изменения угла наклона электрода. Лучший вариант: регулировка угла наклона в пределах 45-90 ° для идеального шва и контроля ванны.
Сварщик во время работы руководствуется полярностью электродов. От их значения зависит долговечность стыка и прочность всего стыка.
Электроды обратной полярности создают глубокий шов. При работе определяют, какую нагрузку использовать и как ее подключить. Положительный заряд нагревается сильнее. Образуется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод приближается к металлу и образуется красное пятно, пока не появится капля расплавленного металла.Стык образуется, когда все капли на листах собираются вместе.
Выполняем сварку тонких металлов аппаратами во многих отраслях промышленности в связи с малой материалоемкостью. Сварка металла несложная благодаря высокой стабильности дуги и достижению качественных конечных показателей. Инверторы используются для аргонодуговой сварки, где главной ценностью является качество сварного шва.
Если выполняется полуавтоматическая сварка, инвертор может контролировать движение металла, уменьшая его разбрызгивание.
Самая современная технология - плазменная сварка. При его использовании повышается эффективность работы за счет изменения скорости резания, создается постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотной эксплуатации сложного оборудования, иначе произойдут поломки. Оборудование неисправно, при неправильных настройках нарушаются правила использования товара. Если невозможно выполнить сварку при включенном аппарате, возможно повреждение кабеля.
Если нет сетевого тока, инвертор не включится. Иногда наблюдается прилипание к электроду. Процесс связан с низким напряжением в сети. Недостаточные контакты, образующиеся при окислении стыков, приводят к выходу сварочного аппарата из строя. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях происходит отказ модуля, который устраняет сервисная служба.
Производители сварочных инверторов должны указывать время включения в документации.
Изучив весь объем предлагаемых работ, можно приступать к покупке сварочного аппарата. В первую очередь учитываются параметры свариваемых элементов. Электроды подбираются в зависимости от толщины свариваемых листов. Величина действующей силы определяется в зависимости от типа металла и его размеров.
Режимов работы устройства:
Низкое сетевое напряжение около 190 В приведет к занижению сварочного тока.Не используйте кабели длиной более 15 м. Они дают низкий сварочный ток.
Еще много важного - с учетом особенностей электросети. Если его значение невысокое, необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в исправном состоянии - это учет специфики сварочных работ... Оборудование с уклоном, холостым ходом применяется при работе во влажных помещениях, колодцах, резервуарах.
Инвертор не работает при температуре ниже 0 ° C, но резкие капли способствуют образованию конденсата внутри плат.
При покупке инвертора имейте в виду, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Примечания:
С появлением сварочных инверторов сварка перестала быть исключительно профессиональной деятельностью.Со старыми устройствами было довольно сложно обращаться как из-за их веса (в основном из-за старых трансформаторов), так и из-за сложности их работы. С другой стороны, инвертор предельно простой и легкий, и работать с ним может даже новичок, для чего достаточно усвоить ряд правил и советов, посмотреть несколько видеоуроков. Но, как и в любом деле, опыт, полученный с инвертором, никогда не будет потрачен зря.
Готовить с помощью инвертора, в отличие от других сварочных аппаратов, просто и легко.
Есть определенные задачи, которые непросто решить неопытному сварщику, например, инверторная сварка тонкого металла. Это сложно по многим причинам, но главная из них заключается в том, что неопытному сварщику очень сложно подобрать силу тока и ударить по металлу таким образом, чтобы не сжечь его там, где необходимо подключение.
Итак, сварка тонкого металла требует определенных навыков и внимания к деталям, каждая из которых может увеличить шансы сделать все правильно.
Инверторная сварка - это всегда баланс между двумя крайностями: проколом металлической детали и прилипанием к ней электрода. То есть, в зависимости от расстояния электрода от свариваемой поверхности, тока, используемого для сварки, скорости движения электрода и его плавности зависят характеристики сварки и ее результат. Так что как бы инвертор ни облегчал жизнь сварщикам, сварка тонкого металла является достаточным препятствием для его неопытности.Опытные сварщики не только знают множество мелких нюансов сварки, которые помогают им выполнять свою работу более компактно и лучше, но и обладают полной рукой, опытом и зрением. И они составляют не менее половины успеха в этом виде работы.
Неопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе, чтобы не сжечь листы с одной стороны и надежно соединить их с другой. Сварка тонкого металла с помощью инвертора - слишком сложная задача для новичков или даже опытных сварщиков, которые предпочитают использовать аргонную импульсную дуговую сварку.В этом случае риск выгорания металла снижается до крайне низких значений, а оставшийся в контакте шов будет гладким и красивым. Однако иногда необходимо выполнять сварку инвертором даже тонких листов, поэтому лучше повысить шансы на хорошую работу, прочитав серию советов опытных сварщиков.
Вернуться к содержанию
При работе с инвертором Вашингтон использует электроны для образования электрической дуги. Источник имеет как положительный, так и отрицательный заряд, который можно использовать при сварке тонких металлических деталей.Дело в том, что если на обрабатываемом металле установится положительный заряд, он будет больше нагреваться, а если на электродах будет положительный заряд, у них будет основной заряд и он будет нагреваться и гореть. Большая часть вашей работы зависит от того, где и к какой зарядке вы подключаетесь. Опытные сварщики советуют монтировать обратную полярность с плюсом на электродах, сварочный эффект будет более мягким на металле, но это должно сочетаться с правильным выбором силы тока.Если все сделать правильно, за электродом останется широкая, но неглубокая полоса расплавленного металла, и риск выгорания продукта будет сведен к минимуму.
Для качественной сварки тонкого металла необходимо внимательно следить за электродом и образовавшимся швом, в этом случае не только значительно увеличиваются шансы на правильную сварку, но и оставлять на металле чистый и ровный шов. А для хорошей видимости необходимо держать электроды под углом примерно 30-35 ° к поверхности свариваемых деталей.Советуем сначала поднести электрод как можно ближе к заготовке и дождаться появления красной капли металла, которая соединит обе части. Затем перемещайте электрод плавно и с высокой скоростью, пока капля остается того же размера и цвета и следует за вами. Это значит, что вы закрепляете шов серией таких капель, создавая непрерывную ровную линию. Первое время неопытному мастеру такой шов не удастся, но, немного потренировавшись, можно все преодолеть и добиться своей цели.Главное - не сдаваться.
При сварке тонких стальных листов опытные сварщики подкладывают толстые медные пластины под заготовку, чтобы отводить избыточное тепло и поддерживать равномерную температуру в зоне сварки. Между листами не должно быть зазоров, края должны прилегать плотно и ровно. При прохождении электрода не совершайте поперечных движений к линии стыка, только двигайтесь по стыку с равномерной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полосы стали и направляют по нему электрическую дугу, расплавляя ее таким образом, чтобы ее материал удерживал шов, и на сами листы воздействовало только остаточное тепло электросварки.
Листы толщиной менее 1 мм можно скреплять не по концам, а внахлест, и тогда электрическая дуга, плавящая верхний лист, соединяет его с нижним без особого риска сжечь сразу два листа.
Вернуться к содержанию
Выбор электродов играет важную роль при инверторной сварке в целом и при сварке тонких металлических деталей в частности.Помимо покрытия, электроды различаются еще и диаметром, что тоже немаловажно, если вы хотите сварить изделие без повреждений и ожогов.
Возьмем, к примеру, электрод ОМА-2. Он имеет особый состав, который горит при малых токах и обеспечивает равномерное и медленное горение, что увеличивает шансы плавления тонких металлических деталей без особых проблем. Покрытие дает хорошую жидкую металлическую массу, что делает шов неглубоким и хорошо прилегает к поверхности. Покрытие на треть состоит из титанового концентрата, почти на половину из муки, 15% жидкого стекла, а также содержит такие важные добавки, как марганец, селитру и соединения железа, кремния и марганца.Этот тип состава был рассчитан и подобраен эмпирическим путем большим количеством специалистов для конкретных задач и условий.
Электрод МТ-2 отлично подходит для сварки тонких стальных листов, этот электрод был создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Сваривать тонкий металл сплошным швом очень сложно, поэтому сварка ведется под углом вперед с отрывом дуги. Не забывайте, что при поломке электрода его следует вернуть на прежнее место перед началом процесса кристаллизации сварочной ванны.Если металл затвердеет и вы добавите присадочный материал из электрода, сварка пройдет через шлак. В этом случае нужно остановить процесс сварки, оттолкнуть шлак и только потом продолжить. Контролировать сварочную ванну. Если чувствуете, что металл не поднимается и вы его не сжигаете, можно готовить с задержкой, электроды снимать каждую секунду не нужно. Нет такого однозначного правила, что нужно готовить весь шов с перерывом.
Самая распространенная - сварка тонкого металла при кузовном ремонте автомобиля в гараже.Конечно, толщина корпуса 0,8 мм, в лучшем случае дюйм 1 мм, готовить на полуавтоматическом сварочном аппарате намного проще, но если у вас нет денег на покупку сварочного полуавтомата или он вам не нужен такая покупка из-за одного небольшого пятна, вы можете справиться с ручной сварочной дугой полностью. Их готовят внахлест сплошным швом (но при этом способе будут большие поводки) или точечками с определенным шагом. В случае стыковых соединений сварочный ток следует немного снизить, стыковая сварка выполняется ТОЛЬКО без зазора.Не обращайте внимания на качество шва, в любом случае у вас где-то будет валик побольше, где-то поменьше, так или иначе в будущем швы нужно будет зачистить механически шлифовальной машиной или другим доступным способом , и пробитие будет обеспечено в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных стежков, делали огромное количество ошибок.
При сварке вертикальных швов, поскольку электрод длинный, очень трудно поддерживать короткую дугу.Не бойтесь держать электрод рукой, только в защитном чехле, иначе вы обожжетесь. Так вам будет проще контролировать процесс.
При царапании металла могут появиться зазоры. Что касается металлического корпуса, то их можно сварить или зашпаклевать. Если мы говорим, например, о сосуде высокого давления, то такие дефекты следует устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемого «Металлическая память», если тело ремонтируется в месте удара.
Режимы должны быть такие же, как при сварке тонкого металла, нет необходимости выставлять силу тока на толстой пластине (начинающие сварщики часто допускают такую досадную ошибку и прожигают металл), нагревают металл на толстой пластине, и затем перенесите на тонкий. Это легко, если толстый лист находится вверху, и довольно сложно, если он находится внизу.
Они одни из самых дешевых. Их чаще всего используют в бытовых целях при небольшом объеме работ.Но часто при недостаточном опыте мастера сталкиваются с множеством проблем - от прогорания заготовки до недостаточно прочного шва.
Сварка тонких металлов занимает больше всего времени - советы наших новичков помогут избежать самых распространенных ошибок.
Основные принципы
В первую очередь нужно внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (160 А достаточно для домашнего использования) и напряжение холостого хода (до 80 В).Исходя из этого, можно определить режим работы аппарата для сварки металла определенной толщины.
В дополнение к параметрам, указанным выше, следует учитывать следующие факторы:
Особое внимание следует уделить марке электродов. Если необходимо сваривать низкоуглеродистые стали или металлы со средним содержанием этого компонента, выбирают углеродные электроды. По такому же принципу выбираются расходные материалы для сварных соединений легированных и высоколегированных сталей.
После того, как вы подготовили рабочее место и металл, можно начинать процесс сварки.Для создания комфортных условий рекомендуется использовать специальный. С его помощью можно контролировать качество шва, не останавливая процесс.
Металл должен находиться на удобном расстоянии от рабочего. При необходимости листы (деталь) фиксируются струбцинами. Для максимально качественного сварного соединения рекомендуется следовать рекомендациям профессионалов.
Полярность
Электроды должны быть подключены к положительной клемме. Таким образом, на поверхности металла не возникнут чрезмерные термические напряжения.Используя такое соединение, можно получить качественный широкий шов с неглубоким проваром.
Во время работы место сварки должно находиться в пределах прямой видимости. Независимо от направления угол наклона электрода 30-35 ° к шву. Таким образом можно следить за состоянием металла и газовой бани. Избегайте вытекания излишка расплавленной массы из зоны сварки.
Электрод сначала прикладывается к материалу, но не касается.По мере образования расплавленной капли можно начинать двигать монтажное приспособление по шву. Рекомендуется сначала «набить руку» ненужными кусками металла такой же толщины, а затем приступить непосредственно к основной работе. При сварке пластин толщиной менее 1 мм соединение производится внахлест.
Одна из самых частых ошибок, которую допускает неопытный сварщик - перегрев стали. Особенно это актуально для тонкостенных деталей и листов.Поэтому необходимо организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы тыльная сторона свариваемого металла хорошо прилегала к корпусу, не создавая зазоров.
Это лишь малая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного тонкостенного металлического шва необходимы два элемента - хороший инвертор и опыт. Последнее происходит со временем, и чем больше будет сделано работы, тем быстрее вы научитесь делать хороший сварной шов.
.Сварка - один из самых надежных способов соединения деталей. Применяется в промышленности и вообще… Повседневная жизнь… Каждый домашний умелец время от времени прибегает к сварке. Хорошо, если он умеет готовить сам, но ему часто приходится обращаться к специалистам. Но сварке можно научиться. Начать следует с самого простого: электросварка для новичков - это в первую очередь научиться делать различные швы.Более сложную работу можно выполнять только после приобретения опыта. Давайте рассмотрим основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Для правильного выбора сварочного аппарата следует учитывать все достоинства и недостатки различных типов и моделей сварочных аппаратов.
Трансформаторы - самые простые и традиционные устройства, довольно тяжелые, выполненные на основе понижающего трансформатора, доводящего напряжение до необходимого для работы.Особенностью трансформаторов является воздействие на переменный ток, что создает нестабильную дугу. В сочетании с повышенным количеством примесей шлака и газа такая дуга способствует разбрызгиванию металла и ухудшает внешний вид сварного шва. Качественный шов таким устройством может выполнить опытный сварщик, имеющий навыки работы на трансформаторе.

Простое устройство AC
Выпрямители - сварщики, которые могут преобразовывать переменный ток в постоянный и понижать сетевое напряжение с помощью полупроводниковых диодов.Постоянный ток дает стабильную дугу и позволяет сделать равномерный и плотный сварной шов, прочный и красивый. Выпрямитель универсален, к нему подходят все типы электродов, с таким аппаратом можно варить все виды металлов: нержавеющую сталь, алюминий, медь, титан, различные сплавы.

Универсальный сварочный аппарат для всех типов электродов
Инверторы - очень популярны благодаря небольшому весу, отличной функциональности, автоматическим настройкам.Такие спецификации позволяют поработать новичкам. В конструкцию устройства входит ряд блоков, преобразующих переменный ток сети в постоянный ток большой мощности. Преимущество сварочного аппарата данного типа:
Из минусов можно отметить следующие:

Инвертор подходит для начинающего сварщика
Полуавтоматы - двух типов.Первые повышают эффективность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов гладкий, сплошной и без дефектов. Последние работают в газовой среде, а для этого используют кислород, азот и углекислый газ, а также аргон и гелий. Газовая сварка имеет следующие преимущества:

На этом аппарате можно создать качественный сварной шов.
Прежде всего, вам необходимо подготовить оборудование и одежду.
Вам обязательно понадобятся сварщик, набор электродов, молоток и зубило для снятия шлака, металлическая щетка для зачистки швов. Электрический держатель используется для зажима, удержания и подачи электричества на электрод.Также понадобится набор шаблонов для проверки размеров шва. Диаметр электрода выбирается в зависимости от толщины листа. Не забывайте о защите. Мы готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют ширмы и крышки. Льняной костюм, состоящий из куртки с длинными рукавами и гладких брюк без манжетов, кожаных или войлочных ботинок для защиты от брызг металла, а также перчаток или варежек, льняных или замшевых с дублеными рукавами.Эта плотно закрытая одежда защищает сварщика от проникновения расплавленного металла в тело.
Существуют специальные защитные меры, применяемые при работе на высоте и внутри металлических предметов при работе в положении лежа. В таких случаях вам потребуются диэлектрические туфли, шлем, перчатки, коврик, наколенники, подлокотники, а для сварки на большой высоте вам понадобится ремень безопасности с ремнями.
Электроды бывают разных типов и марок.Это связано с необходимостью выбора металла соединяемых деталей и такого же металла электрода.
Каждый электрод имеет маркировку, по которой сварщик получает всю необходимую информацию. Научиться читать маркировку легко.
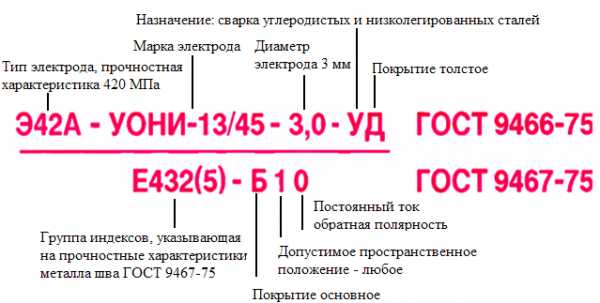
Электроды имеют специальное обозначение
На них часто наносят сверху различные покрытия, которые придают электродам свойства, необходимые для сварки различных металлов и условий эксплуатации. Вот таблица для классификации электродов по типу покрытия и применению.
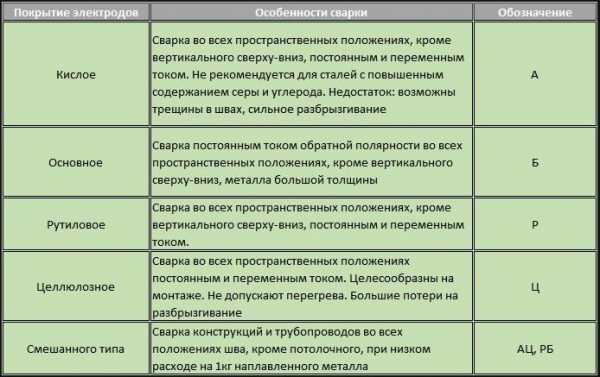
Специальное покрытие придает электродам особые свойства, необходимые для сварки различных металлов
Классификация электродов по типу и назначению отражена на этикетке изделия.
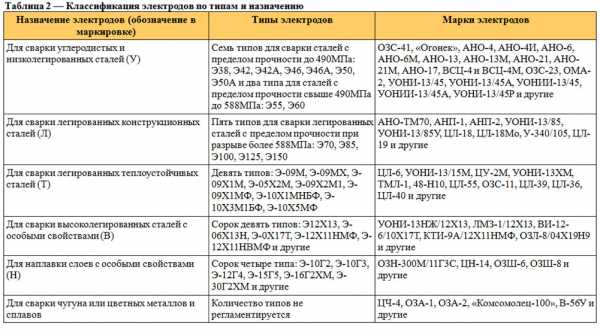
Электроды различаются по типу и назначению
Соединительные сварные швы классифицируются по месту расположения, прочности, технологии, конструктивным особенностям. Типы наложения швов:
Структурная разбивка:
Сварка может выполняться как в один слой, так и в несколько слоев для толстых заготовок.
Сварка - это высокотемпературный процесс. Для его выполнения создается электрическая дуга, которая ведется от электрода к заготовке. Под его воздействием плавятся основной материал и металлический стержень электрода. Как говорят специалисты, образуется сварочная ванна, в которой смешиваются основной металл и электроды.Размер полученной ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости дуги, формы и размера кромки и т. Д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина - около 6 мм.
Электродное покрытие, так называемое покрытие, после плавления создает особую газовую зону в области дуги и над ванной. Он вытесняет весь воздух из зоны сварки и предотвращает взаимодействие расплавленного металла с кислородом. Кроме того, он содержит пары основных и электродных металлов.Поверх шва образуется шлак, который также препятствует взаимодействию сплава с воздухом, что негативно сказывается на качестве сварки. По мере того, как электрическая дуга постепенно гаснет, металл начинает кристаллизоваться и образуется шов, соединяющий свариваемые детали. Сверху есть защитный слой шлака, который затем удаляется.
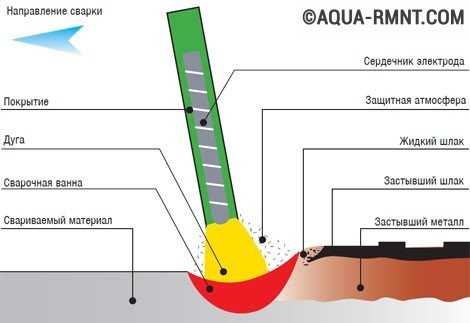
В процессе сварки покрытие электрода плавится, образуя особую газовую зону. Внутри смесь основного металла и электрода.
Начинающим сварщикам лучше всего получить первый опыт под наблюдением специалиста, который сможет исправить возможные ошибки и дать полезный совет. Вы должны безопасно приступить к ремонту детали. В целях пожарной безопасности необходимо поставить рядом ведро с водой. По этой же причине не разрешается проводить сварочные работы на деревянной основе и небрежно очищать даже очень мелкие остатки использованного электрода.
Чтобы сварка прошла безопасно, необходимо подключить аппарат к сети, соблюдая следующие правила:

Сварщик прямой
Сварочный ток является важным показателем сварки и определяет тип и характер шва, а также эффективность работы.Чем выше ток, тем стабильнее дуга и больше глубина проплавления. Сила тока зависит от положения заготовок в пространстве и размера электрода. Максимальное значение устанавливается для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а для потолочных швов - на 20%.
90 200
Сила тока зависит от положения заготовок и размера электрода
Первый способ - прикосновение.Для этого расположите электрод под углом примерно 60 ° к изделию. Медленно рисуем его на поверхности. Должны появиться искры, теперь касаемся электродом металла и поднимаем его на высоту не более 5 мм.
Дуга загорается при правильной работе. По всему стыку должен быть зазор 5 мм. Следует помнить, что при правильной сварке металла электросваркой электрод будет постепенно прожигать, поэтому мы постоянно подносим его немного ближе к металлу.Электрод двигать медленно, если вдруг заклинило, придется немного наклонить в сторону. Если дуга не зажигается, возможно, необходимо увеличить силу тока.
Поразительный способ второй. Нужно приложить электрод к поверхности заготовки и ударить им по детали, как будто зажигая спичку. Облегчить зажигание электрода можно, постучав по покрытию с его края.
Как только вы научитесь легко зажигать и удерживать лук, самое время переходить к растушевке бусины.Зажигаем дугу, медленно и плавно перемещаем электрод по горизонтали, совершая им легкие колебательные движения. В то же время расплавленный металл «вычерпывается» полностью к центру дуги. В результате должен получиться прочный сварной шов с небольшими сварочными волнами.
Угол наклона электрода начинающему сварщику лучше соблюдать около 70 градусов, то есть с небольшим отклонением от вертикали. Схема дуговой сварки ниже.
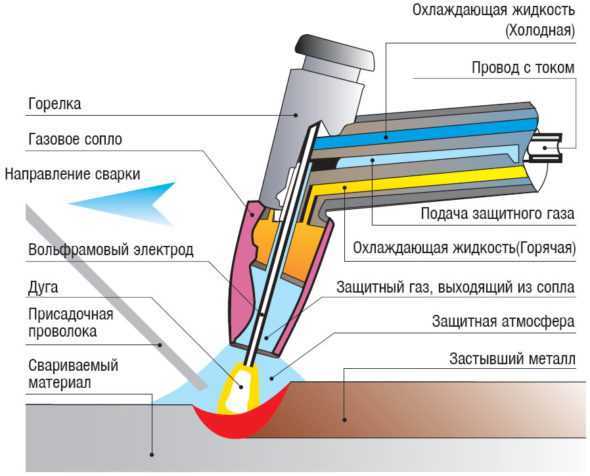
Угол наклона электрода примерно 70 градусов
Если в процессе сварки детали электрод почти полностью выгорел и шов еще не закончился, работы временно прекращают.Заменяем изношенный элемент на новый, убираем шлак и продолжаем работу. На расстоянии примерно 12 мм от углубления, образовавшегося в конце шва, также известного как кратер, зажгите дугу. Подносим электрод к полости так, чтобы из металла старого и вновь установленного электрода образовался сплав, после чего свариваются швы.
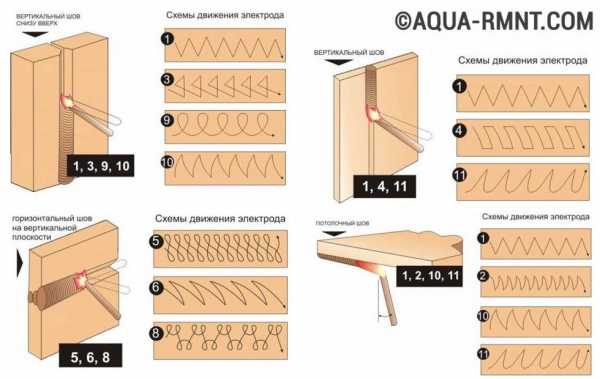
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Придумываются их комбинации.Разные виды швов, чаще всего они показаны на схеме
.Траектория дуги при сварке деталей может производиться в трех направлениях:
На практике используются все три основных движения, которые перекрываются и образуют определенную траекторию. Есть классические варианты, но у каждого мастера обычно свой почерк. Самое главное, чтобы края стыкуемых элементов в процессе работы хорошо стыковались и чтобы получился шов нужной формы.
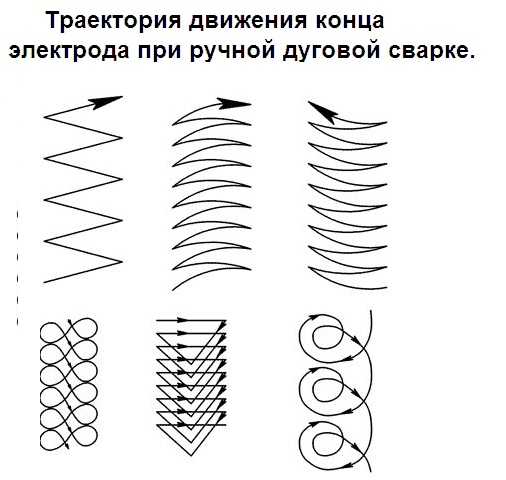
Как правило, действительны все три направления, они могут перекрываться и образовывать траекторию
Этот шов считается самым сложным, так как сварочная ванна перевернута и находится над сварщиком.Электрод выбирают не более 4 мм и немного отодвигают, чтобы металл не растекался. Используйте короткую дугу, полностью сухие электроды и тонкий верхний шов. Движение происходит навстречу друг другу, благодаря чему сварщику легче контролировать качество сварного шва. Это можно сделать несколькими способами:

Шов потолка считается самым сложным
Делая такой шов, вы можете направлять электрод сверху вниз или снизу вверх.Чтобы металл не стекал вниз, электрод следует наклонять под углом 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов за один проход.
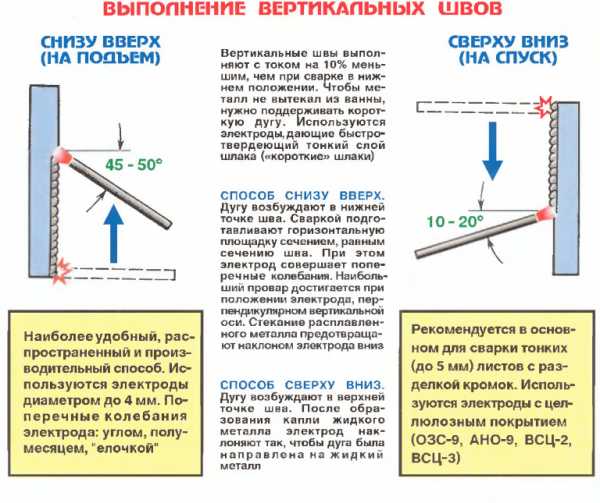
При выполнении вертикального шва электрод располагают под углом 45-50 градусов
23.03
При выполнении такого шва основная сложность состоит в том, что металл стекает вниз. Чтобы решить эту проблему, сварщик должен отрегулировать угол наклона электрода и скорость движения.Сварка выполняется слева направо или справа налево.

При выполнении горизонтального шва угол наклона электрода и скорость перехода должны выбираться соответственно
При формировании угловых или Т-образных швов детали с помощью лодочки укладывают под разными углами так, чтобы расплавленный металл стекал в угол. Затем их склеивают сваркой с двух сторон, один край конструкции должен быть немного выше другого.Движение электрода начинается с самой нижней точки.
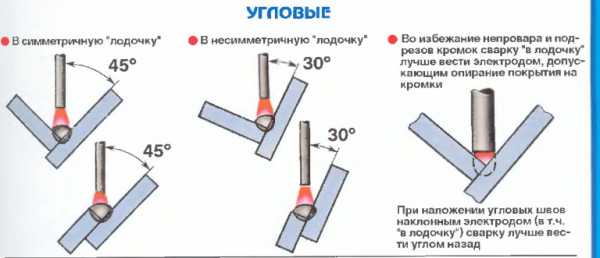
При угловой сварке движение электрода начинается с самой нижней точки
Электродуговая сварка позволяет делать вертикальный шов, который находится сбоку трубы, горизонтальный - по ее периметру. А также потолок и низ, расположенные сверху и снизу соответственно. Причем последний считается наиболее удобным для выполнения. Стальные трубы обычно сваривают встык с обязательным проколом всех краев по высоте стены.Для уменьшения провисания внутри трубы выбирается угол наклона электрода не более 45 ° от горизонтали. Высота стыка - 2-3 мм, ширина - 6-8 мм. При сварке внахлест высота шва около 3 мм, а ширина 6-8 мм.
Перед сваркой трубы электросваркой проводим подготовительные работы:
Теперь можно начинать сварку. Все стыки обрабатываются непрерывно до полной сварки. Поворотные и неповоротные соединения труб с шириной стенки до 6 мм выполняются не менее чем в 2 слоя. При ширине стен 6-12 мм делают три слоя, больше 19 мм - четыре. Особенность сварки труб в том, что каждый шов, который накладывается на стык, необходимо очистить от шлака, после чего сделать следующий.Первый шов - самый ответственный. Он должен полностью оплавить все края и затупиться. Особенно тщательно проверяется на наличие трещин. Если они присутствуют, они расплавляются или разрезаются, а секция повторно сваривается.

Последний слой выполнен максимально ровным с плавным переходом к основному металлу
Второй и все последующие слои изготавливаются путем медленного поворота трубки. Конец и начало всех слоев следует сместить от предыдущего на 15-30 мм.Последний слой выполняется с плавным переходом к основному металлу и с ровной поверхностью. Для повышения качества сварки труб электросваркой каждый последующий слой выполняется в направлении, противоположном предыдущему, а точки их закрытия обязательно разнесены друг от друга.
Самосварка - занятие довольно сложное. Однако при желании все же можно освоить. Вам нужно усвоить основные принципы процесса и постепенно научиться выполнять простейшие упражнения.Вам не нужно тратить время и силы на освоение основ, которые лягут в основу мастерства. После этого можно смело переходить к более сложным техникам, оттачивая свои навыки.
Вы легко научитесь накладывать правильный и качественный сварной шов самостоятельно. Электрическая или дуговая сварка, предназначенная для начинающих мастеров, предполагает первоначальное обучение созданию этих неразъемных соединений. Вам следует начать с самых простых, постепенно переходя к более сложным связям, когда вы накопите достаточно опыта.
Обязательно подготовить соответствующее оборудование для выполнения сварных соединений. Для работы с электродуговой сваркой необходимо взять следующие инструменты и материалы.
При создании разъема помните о соответствующих мерах безопасности. Невозможно выполнять работу без соответствующей маски, оснащенной специальными светофильтрами.
Желательно носить достаточно тесную одежду с длинными рукавами, перчатки из замшевых материалов. Дополнительно возьмите выпрямитель или трансформатор, если оборудование достаточно старое. Однако в последнее время все больше и больше стыков выполняется с использованием инверторных устройств, которые оснащены всем необходимым для преобразования переменного тока в постоянный.
Чтобы правильно разместить расплавленный электрод на образовавшемся стыке, следует учитывать, что сварка - не очень простая и безопасная технология. Прежде всего, это использование высоких температур, которые должны превышать температуру плавления стали.
Под его прямым воздействием основной металл и электрод плавятся. Соответственно, образуется так называемая сварочная ванна, в которой металлы детали и электродов смешиваются, в результате чего образуется сварное соединение или шов.
Размер сварочной ванны напрямую зависит от настроек оборудования, положения в пространстве, скорости движения электрода и расстояния между свариваемыми деталями. Формирование правильного сварного шва предполагает среднюю ширину шва от 4 до 30 мм в зависимости от толщины обрабатываемых элементов.
Дуговая технология основана на использовании электродов т.н. оболочка. При подаче напряжения на электрод и свариваемые детали над ванной создается особая газовая зона.В результате происходит абсолютное вытеснение воздуха, что не позволяет кислороду напрямую контактировать со свариваемыми металлами. При сварке элементов на поверхности стыка образуется шлак, который также препятствует контакту жидкого чугуна с воздухом.
Формирование правильного сварного шва происходит после снятия электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака необходимо удалить после того, как металл затвердеет.
Чтобы сделать надежный сварной шов и правильно расположить расплавленный электродный материал, необходимо уделять особое внимание началу работы.Осваивать эту работу лучше всего под руководством опытного сварщика, который избежит самых распространенных ошибок и при необходимости проконсультирует.
Соединяемые детали должны быть жестко закреплены. В связи с тем, что работы ведутся при высоких температурах, необходимо предусмотреть все меры, связанные с пожарной безопасностью. Рядом нужно установить ведро с водой. Не работайте на деревянных поверхностях.
Зажим заземления крепится к свариваемым деталям.Перед этим следует внимательно проверить качество его утеплителя. Если он поврежден, не используйте этот кабель. Кроме того, он должен быть надежно закреплен специальной клипсой.
Правильно подобранные настройки оборудования позволяют плавно и равномерно наложить электрод, благодаря чему металл осаждается на свариваемых элементах.
По завершении всех подготовительных работ осторожно зажгите дугу. Делать это нужно следующим образом: электрод удерживают под углом примерно 60 градусов к заготовкам, медленно проводят по металлической поверхности до появления искр.Затем они слегка касаются заготовок и отодвигают их примерно на 5 мм от них, создавая электрическую дугу.
Такой зазор необходимо будет поддерживать в течение всего срока службы. Если все сделать правильно, электрод будет постепенно плавиться и выгорать, поэтому его придется медленно подносить к заготовкам, выдерживая необходимое расстояние. Не приближайте его, так как он может прилипнуть. Если дуги не возникает, придется увеличить силу тока на оборудовании.
При сварке электрод необходимо перемещать по одному из трех путей.
Обычно при выполнении работы используются все те движения, которые в сочетании друг с другом образуют определенную траекторию.Обычно у каждого сварщика он разный. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были максимально оплавлены и соответственно получался шов с заданными параметрами.
Следует отметить, что под сваркой понимается создание не только горизонтальных, но и вертикальных швов, что дает возможность сваривать, в том числе и промышленные трубопроводы, которые должны быть выполнены из соединения высочайшего качества.Поэтому такие работы могут выполнять только опытные сварщики, имеющие все необходимые документы, подтверждающие их высокую квалификацию.
В отличие от плоских деталей, при сварке труб электрод держится под углом 45 градусов. Максимальная высота этого шва не должна превышать 4 м. В зависимости от толщины труб ширина шва может быть довольно большой - в некоторых случаях до 4 см. При выполнении промышленных работ для получения полноценного и прочного стыка участки, на которых будет образовываться шов, очищают от жира, ржавчины и других загрязнений, способных снизить прочность шва.
Сварка - это постоянное повышение квалификации, только в этом случае можно будет получить максимально качественное соединение, которое прослужит долго.
Конечная цель любого сварщика - получить качественный сварной шов. От этого зависит прочность и долговечность соединения деталей. Правильное соединение необходимо для успешной работы; выбрать силу тока, угол наклона электрода; хорошее знание техники шва. Правильная работа приведет к надежной сварке металлических деталей.
Сварные швы классифицируются по нескольким критериям. Виды и типы сварных соединений следует рассматривать последовательно, вникая в тонкости процесса. На шов влияет положение, направление и траектория электрода.
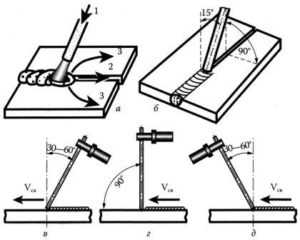 После закрепления выбранного электрода в зажиме, установки силы тока, подключения полярности начинается процесс сварки.
После закрепления выбранного электрода в зажиме, установки силы тока, подключения полярности начинается процесс сварки.
У каждого техника есть предпочтительный угол наклона электрода. Многие считают оптимальным 70 ° от горизонтальной поверхности.
В этом случае создается угол 20 ° от вертикальной оси. Некоторые работают под максимальным углом 60 °. Как правило, большинство рекомендаций по тренировкам находятся в диапазоне от 30 ° до 60 ° от вертикальной оси.
В некоторых ситуациях при сварке в труднодоступных местах необходимо расположить электрод строго перпендикулярно поверхности заготовки.
Вы также можете двигать электрод разными способами в противоположных направлениях: от себя или к себе .
Если материал требует глубокого нагрева, электрод подводят к самому себе. Следуя за ним по направлению к сварщику, рабочая зона расширяется. Образовавшийся шлак покрывает место сплава.
Если операция не очень горячая, электрод раздвигается. Зона сварки «ползет» за ней. Глубина прогрева при такой конструкции шва минимальна. Что касается направления, то вопрос ясен.
Траектория электрода оказывает особое влияние на шов.В любом случае он носит колебательный характер. В противном случае две поверхности нельзя будет сшить.
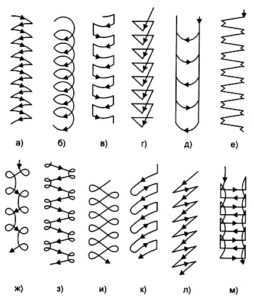
Колебания могут появляться зигзагообразно с переменным шагом между острыми углами траектории. Они могут быть плавными, напоминая движение по смещенной восьмерке. Траектория может быть узором в елочку или буквой Z с монограммами вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, однородность, внешний вид без кратеров, поднутрений, пор и непробиваемости.Название возможных минусов говорит само за себя. Хорошо поработав с навыками, можно удачно накладывать любой шов, сваривать различные металлические детали.
Сварной шов начинает формироваться в рабочей зоне по мере плавления металлов и в конечном итоге образуется после затвердевания.
Существующая классификация группирует швы по различным критериям: типу соединения детали, полученной форме шва, его длине, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений указаны в стандарте на ручную и дуговую сварку ГОСТ 5264. Стыки, выполненные дуговой сваркой в атмосфере защитного газа, стандартизированы документом ГОСТ 14771.
В ГОСТ есть обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности, значения уступа шва.
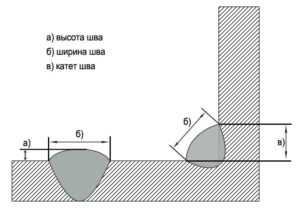 Что такое ножка, легко понять, посмотрев на чертеж соединяемых деталей.Это сторона гипотетического равнобедренного треугольника с максимальными размерами, которые уместятся в поперечный шов. Правильно рассчитанное значение ноги гарантирует надежное соединение.
Что такое ножка, легко понять, посмотрев на чертеж соединяемых деталей.Это сторона гипотетического равнобедренного треугольника с максимальными размерами, которые уместятся в поперечный шов. Правильно рассчитанное значение ноги гарантирует надежное соединение.
Для деталей неравной толщины за основу берется площадь поперечного сечения детали в самой тонкой части. Не стоит безосновательно пытаться увеличить ноги. Это может привести к деформации сварной конструкции. К тому же увеличится расход материалов.
Размеры ножек проверяются по универсальным эталонам, представленным в специальной литературе.
В зависимости от взаимного расположения деталей сварные швы формируют:
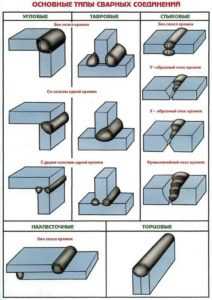 При стыковой сварке концы двух деталей, находящихся в одной плоскости, свариваются. Соединение может быть выполнено со скосом, без скоса и со скосом. По форме скос может напоминать буквы X, K, V.
При стыковой сварке концы двух деталей, находящихся в одной плоскости, свариваются. Соединение может быть выполнено со скосом, без скоса и со скосом. По форме скос может напоминать буквы X, K, V.
В некоторых случаях сварка выполняется внахлест, а затем одна часть частично поднимается на другую и размещается параллельно. Подключенная часть - это закладка. В этом случае сварка выполняется без снятия фаски с двух сторон.
Часто бывает необходимо сделать сварной уголок. Это соединение известно как угловой тип. Он всегда выполняется с двух сторон, на нем нельзя снимать фаску или фаску с одной стороны.
Если Т-образное соединение получено от свариваемых деталей, то выполняется Т-образное соединение.Иногда сварные детали Т-образной формы образуют острый угол.
В любом случае одна часть приваривается к другой. Сварка выполняется с двух сторон без фаски или с фаской с каждой стороны.
 Форма шва может быть выпуклой, ровной (плоской). Иногда возникает необходимость сделать вогнутую форму. Выпуклые соединения рассчитаны на большие нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда возникает необходимость сделать вогнутую форму. Выпуклые соединения рассчитаны на большие нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Плоские швы, которые выполняются чаще всего, универсальны.
Швы должны быть непрерывными по длине без зазоров между сварными швами. Иногда достаточно прерывистых швов.
Интересным промышленным вариантом прерывистой сварки является контактная сварка с образованием стыков. Это делается на специальном оборудовании, оснащенном вращающимися дисковыми электродами.
Их часто называют рулонами, и этот вид сварки представляет собой рулон. На таком оборудовании также можно выполнять постоянные подключения. Полученный шов получается очень прочным, абсолютно герметичным. Метод используется в промышленных масштабах для производства труб, емкостей, герметичных модулей.
Металлический шов может состоять из однопроходного стежка. В этом случае он называется однослойным. При большой толщине свариваемых деталей делают несколько проходов, в результате чего швы последовательно формируются друг на друга. Такой сварной шов называют многослойным.
Учитывая разнообразие производственных ситуаций, в которых происходит сварка, очевидно, что швы располагаются по-разному в каждом конкретном случае.Различают нижний, верхний (потолочный), вертикальный и горизонтальный швы.
Вертикальные швы обычно сваривают снизу вверх. Используется траектория движения электрода по полумесяцу, елочке или зигзагу. Начинающим сварщикам удобнее передвигаться при полумесяце.
При горизонтальной сварке выполняется несколько проходов от нижнего края соединяемых деталей до верхнего края.
Стыковая сварка или сварка под любым углом выполняется в нижнем положении. Хороший результат дает сварка под углом 45 ° «лодочки», которая может быть симметричной и несимметричной.При сварке в труднодоступных местах лучше использовать асимметричную «лодку».
Самое сложное - это сварка над головой. Требуется опыт. Проблема в том, что расплавленный материал пытается стекать из рабочей зоны. Чтобы этого не произошло, сварку проводят короткой дугой, ток снижается на 15-20% по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, необходимо сделать несколько проходов. Диаметр первого прохода должен быть 4 мм, следующего 5 мм.
В зависимости от ориентации шва выберите правильное положение электрода. ... Для горизонтальных, вертикальных, потолочных стыков, сварки неподвижных соединений труб электрод наклоняется вперед.
При сварке угловых и стыковых соединений электрод направлен назад. Труднодоступные места приваривают электродом под прямым углом.
 При сварке образуется шлак. Если в шов попадают включения шлака, его качество ухудшается.Все слои шлака необходимо очистить.
При сварке образуется шлак. Если в шов попадают включения шлака, его качество ухудшается.Все слои шлака необходимо очистить.
Если сварка проводится в несколько проходов, швы очищаются после каждого этапа сварки. В этом случае используются любые методы. Сначала сварные детали забиваются и очищаются жесткой щеткой.
Затем выполняется грубая очистка. Мелкие детали очищают специальными ножами или шлифовальными кругами. Заготовки больших размеров очищаются на станках. На завершающем этапе происходит шлифовка сварного шва.
Для этого часто используется волокнистое колесо.Есть и другие способы полировки сварных швов.
Сварочная промышленность постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями сварочной отрасли, чтобы узнавать много нового и интересного.
В настоящее время известны следующие виды электродуговой сварки:
В домашних условиях эти виды сварки практически не используются. Поэтому перейдем к рассмотрению четвертого вида сварочных работ - ручной электродуговой сварки.
Ручная дуговая сварка основана на использовании в покрытии специального электрода
Электросварочные аппараты для ручной сварки делятся на два типа - переменного тока и постоянного тока. Использование переменного тока позволяет создавать устройства с высоким КПД и мощностью. Преимущество постоянного тока в том, что здесь нет смены полярности, заключается в более гладкой сварке с меньшим разбрызгиванием металла.
Вт 1802 В.В. Петров открыл явление гальванической дуги.
Аппарат для сварки металлов методом «электрогефеста» был запатентован в 1882 году Н.Н. Бенардос.
Русский инженер Н.Г. Славянов в 1888 году первым применил электрод для сварки.
В 1932 году советский физик К.К. успешно сваривали металлы под водой.

Ремонт морского трубопровода
Работа сварщика заключается в создании электрической дуги на стыке двух металлических частей. Высокая температура (до 7000 o C) переводит материал в жидкое состояние и происходит диффузия - перемешивание на молекулярном уровне.
Главное отличие сварки от склейки - отсутствие вспомогательных материалов - соединяемые детали превращаются в монолитную конструкцию.
Следовательно, следует четко понимать, что для правильного выполнения сварки можно использовать только однородные металлы. Не сваривайте алюминий с железом или медь с нержавеющей сталью. Температура плавления различных материалов различается, а образование сплавов выходит за рамки возможностей сварочного оборудования.
Есть разные типы сварочных аппаратов для сварки черных конструкций.

Основным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также значительное уменьшение веса и габаритов установки (по сравнению с прямыми трансформаторами).Кроме того, появилась возможность плавно регулировать выходной ток, что значительно повысило КПД устройства и позволило легко зажигать дугу во время работы.
Но есть и недостатки:
Перед началом сварки необходим сварщик и оборудование:

Место проведения сварочных работ не содержит горючих материалов и оборудовано огнетушащими средствами - водой, песком, технической содой. Если это закрытое помещение, необходимо предусмотреть приточно-вытяжную вентиляцию.

Необходимое противопожарное оборудование для каждого объекта
Чтобы успешно освоить технику неразъемного соединения металлических деталей, необходимо овладеть 4 базовыми навыками, без которых не обходится ни один «сварочный сеанс» делать.
Основой конфигурации сварочного аппарата является правильный выбор выходов тока и напряжения для клемм. Несмотря на простоту формулировок, тема персонализации заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:

Для точного подбора текущего значения проще всего использовать готовые таблицы.
Но в связи с тем, что каждое устройство имеет свои конструктивные особенности и технологические нюансы, решающее слово по-прежнему остается за «методом научного подталкивания» - эмпирическим подбором требуемого тока экспериментальным путем.

Установка сварочного тока в зависимости от диаметра электрода
Режим выбора тока для сварки стандартных стыковых соединений:
Односторонний шов соединяет поверхность детали с одной стороны , двусторонний шов с двух противоположных сторон.
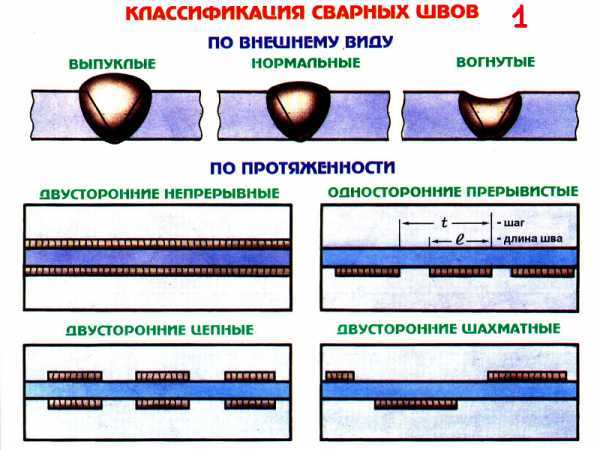
Примеры сварки деталей с разными швами
Также можно использовать общую таблицу для широкого диапазона:
Начинающему сварщику легко запомнить простое правило.Если ток превысит необходимое значение, электрод обожжет заготовку. Если сила тока ниже необходимой, деталь не сваривается, наплавленный металл отрывается под действием механического воздействия.
Электрод может быть подключен к выходу положительного или отрицательного тока. Если к детали подключен «+», полярность называется прямой. Если «-» - наоборот. Соответственно, при прямой полярности на электроде стоит «минус», а при обратной полярности - «плюс».Разница между этими положениями в том, что на положительном выводе всегда выделяется больше тепла. Опытные сварщики используют это явление для решения конкретных задач. Так, например, манипулируя полярностью, можно сварить тонкий лист нержавеющей стали, чувствительный к перегреву. Для этого на электрод наносят «плюс», а на лист тонкого металла - «минус».
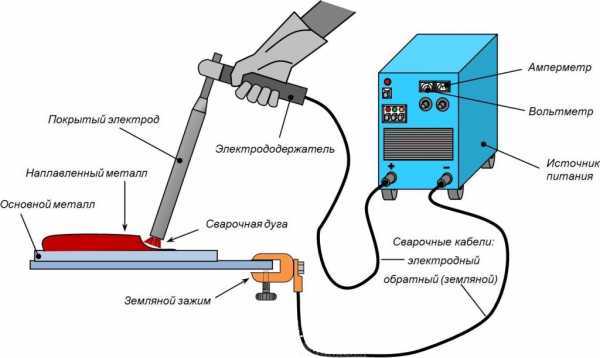
Один из вариантов подключения электродов
Процесс сварки начинается с зажигания электрической дуги.Во всех типах ручной сварки дуга создается путем короткого прикосновения электрода к заготовке. В этом случае кончик электрода быстро нагревается до температуры, достаточной для возникновения дугового разряда.

Процесс зажигания дуги требует определенных навыков.
После короткого замыкания, если дуга загорелась, необходимо выдержать расстояние между концом электрода и заготовкой 3-5 мм. При этом необходимо учитывать тот факт, что длина электрода при сварке уменьшается.При превышении расстояния 5 мм. дуга разрывается, когда перепад составляет менее 3 мм. электрод может прилипнуть к заготовке или вызвать большое разбрызгивание расплавленного металла.
Для создания хорошего шва были разработаны различные рисунки для направления дуги вдоль зоны сварки. В этом случае важно не только расплавить края свариваемых деталей, но и заполнить сварочную ванну необходимым количеством металла, наплавленного с электрода.
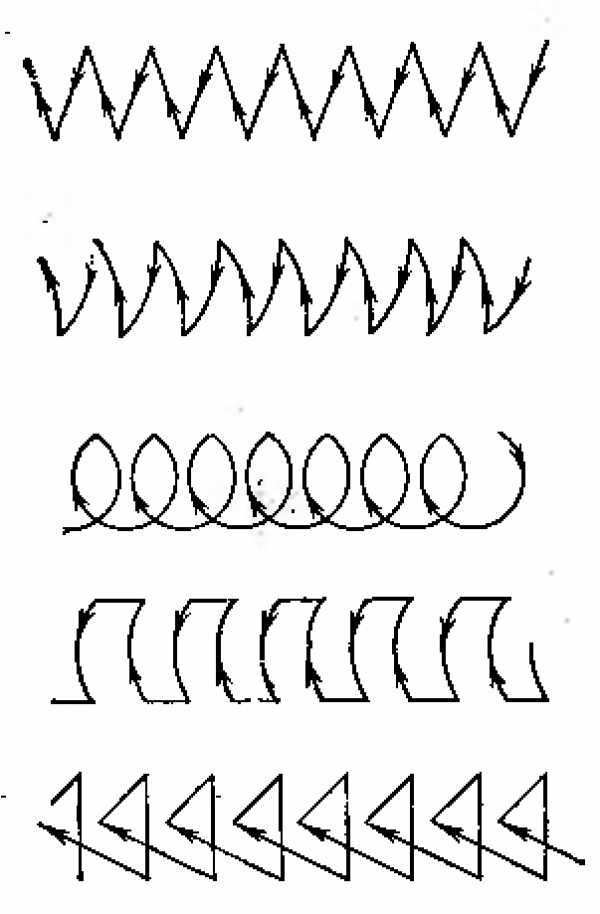
Различные варианты траектории конца электрода
Этого можно достичь, поддерживая постоянную длину дуги и систематическое движение конца электрода по определенной траектории.
При выполнении шва без поперечных перемещений ширина шва обычно составляет b = (0,8–1,5) xd эл. Где b - ширина сварного шва, а d - диаметр электрического стыка
strbuild.ru
В настоящее время существует множество различных способов соединения металлических изделий.Их можно разделить на две группы:
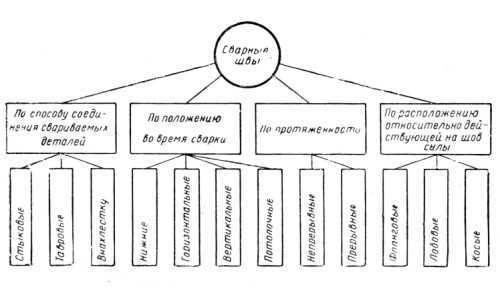
Классификация сварных швов.
К соединениям первой группы относятся детали, которые можно отсоединить, не нарушая соединительных элементов, например, болт и гайку. Это второе наиболее надежное соединение. В этом случае части невозможно разделить, не повредив соединительную деталь. Это соединение сварно-клепаное. Когда требуется качественное и надежное соединение, лучшим считается сварной шов.Многие люди покупают сварочные аппараты для сварки деталей, но у них нет никакого опыта. После нескольких неудачных попыток возникает вопрос: как правильно оформить сварной шов? Для этого нужно знать несколько основных правил.
Процесс сварки заключается в соединении металла электродуговой сваркой. Соединяемые детали оплавляются электрической дугой, а также электродом, состоящим из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет множество различных факторов:
Схема сварки металлическим электродом с покрытием.
Используемые в быту и промышленности виды сварки делятся на несколько групп:
Для газовой сварки под давлением используется открытое кислородно-ацетильное пламя.Положительной стороной этого метода считается высокая производительность. Этот метод широко используется в газовой и нефтяной промышленности. Часто возникает при прокладке трубопроводов. Этот метод широко используется в машиностроении.
Сварку сопротивлением проводят при низком напряжении, но при большом электрическом токе. Используя этот метод, вы можете приготовить блюдо методом острие и встык.
Схема сварочного полуавтомата.
Для освоения технологического процесса сварочного производства необходимо прежде всего иметь соответствующее сварочное оборудование.Вы можете арендовать его или купить. Сегодня в магазинах представлен широкий ассортимент сварочных аппаратов, в которых есть устройство, позволяющее регулировать силу тока. Домашний умелец может сам сделать сварочный аппарат, но без преобразователя не обойтись. электричество ... Эти устройства бывают нескольких разновидностей.
Трансформатор. Предназначен для генерации постоянного тока, когда вам нужно использовать бытовую розетку. Покупая такой прибор, всегда помните, что недорогие модели не способны поддерживать стабильную работу электрической дуги.Очень часто напряжение падает. Их вес также является отрицательной стороной, они тяжелые и неуклюжие.
Выпрямитель. Это устройство, преобразующее бытовую электроэнергию в постоянный ток. Устройство отличается от трансформатора стабильной работой электрической дуги. Качество сварного шва достаточно высокое.
Инвертор. Новейший преобразователь, позволяющий работать на любом типе тока. Это всегда обеспечивает высокое качество сварки. При этом швы ровные и гладкие. Устройство очень компактное, легкое и легко воспламеняется.Инвертор отличается высоким КПД и быстрым откликом.
Для нормальной работы электросварки должно быть стабильное горение дуги. Такая консистенция зависит от правильного выбора зазора между заготовкой и покрытием электрода. Лучше всего дуга горит при зазоре 5 мм.
Техника выполнения сварных швов.
Высокая температура дуги плавит деталь и металлический стержень электрода. За это время заливаются все углубления, образовавшиеся при плавлении.При медленном движении электрода по поверхности шва заливаются пустоты.
Чтобы гордиться получившимся швом, нужно правильно выбрать электрод. Для этого нужно знать металлический состав детали, которую нужно будет сварить. Выбор электрода основывается на этих параметрах. Есть несколько типов электродов. Это могут быть: сталь
Выбрав электрод, вы можете определить вязкость получившегося шва, цифры скажут вам твердость металла.Главное правило при выборе электрода - это его размер. Он должен соответствовать толщине металла.
При качественной электросварке, чтобы шов оставался чистым и прочным, необходимо выбрать соответствующий наклон электродов. Обычно этот угол составляет 75 градусов от направления дуги. Для того, чтобы появилась дуга, нужно ударить по металлической поверхности, а при появлении вспышки быстро подобрать электрод. Когда появится дуга, медленно ведите ее по шву. Дуга возникает также при постукивании электродом по поверхности.
Для стабильного горения дуги требуется правильное регулирование тока. Если этого недостаточно, дуга очень быстро погаснет, и электрод «прилипнет». Когда сила тока высока, металл разбрызгивается во все стороны, он начинает гореть.
В процессе работы электрод плавится, постепенно уменьшаясь в размерах. Соответственно, необходимо постоянно перемещать его к детали, выдерживая необходимое расстояние для получения стабильной дуги. Если этого не сделать, дуга быстро погаснет.
В процессе сварки образуется сварочная ванна, которая представляет собой жидкую смесь расплавленного металла и расходуемого металлического сердечника с покрытием. При постоянном плавном движении электрода с упорным зазором качество шва будет самым надежным, механические показатели - лучшими. Швы будут смотреться эстетично.
После сварки по всей поверхности шва образуется шлак.
Удаляется небольшими ударами молотка. Затем шов зачищается металлической щеткой.Чтобы научиться качественно варить металл, нужны постоянные тренировки, желание получить работу отличного качества. Перед тем, как приступить к самостоятельной работе, стоит посмотреть, как работают опытные сварщики.
Сварка, конечно, очень сложная и требовательная. Сразу освоить все нюансы этого дела практически невозможно. Освоить все сварочные приемы придется долго. Когда появится опыт и навыки работы, с помощью сварки можно будет получать оригинальные и красивые изделия.
moyasvarka.my1.ru

Верхний сварной шов считается одним из самых сложных типов сварных швов, поскольку сварочная ванна перевернута. Сварка верхних швов требует четкой последовательности действий. Если не следовать правилам и рекомендациям, можно получить некачественный стык с прожилками горячего металла.
При выполнении шва потолка примите меры по защите лица и рук от возможных горячих капель металла.
Внимание! Подготовительные работы перед сваркой швов потолка связаны с рядом трудностей. Это связано с тем, что в процессе сварки расплавленный металл может стекать вниз и случайно упасть на кожу человека, выполняющего сварку. Поэтому опытные специалисты, умеющие сварить такой шов, применяют особые приемы сварки, обеспечивающие неукоснительное соблюдение правил безопасности.

Перед стыковкой швов потолка необходимо четко понимать все требования и не пренебрегать выполнением обязательных условий... Эта информация особенно важна для начинающих сварщиков.
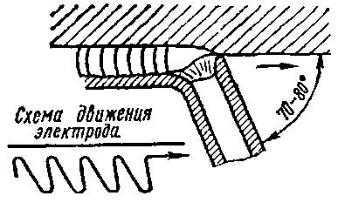
Если ваши заготовки имеют толщину более одного сантиметра и вы не умеете готовить потолочный шов, то знайте, что сварку нужно проводить поэтапно. В самом начале работы следует использовать электрод диаметром не более 3 мм, на всех остальных этапах берут электрод диаметром 4 мм.
Примечание! Сварка потолочного шва - это создание не только горизонтальных швов, но и стыков по определенному уклону (от 10 до 80 ° С).В этом случае может использоваться как ручная сварка, так и сварка полуавтоматом. Также может использоваться дуговая сварка MMA.
Как уже было сказано, главной отличительной особенностью такой сварки является перевернутая сварочная ванна и удержание раскаленного металла растягивающим усилием. Очень важно, чтобы ванна была как можно меньше по размеру и иногда отодвигайте электрод в сторону, чтобы металл успел остыть и затвердеть. Кроме того, такой способ сварки защитит ваше соединение от растрескивания.
Первый способ считается наиболее простым и хорошо подходит для неопытных сварщиков.Варианты лестничной и возвратно-поступательной сварки более сложны и требуют много времени. Но такое соединение будет более качественным.

Первоначально свариваемые участки необходимо хорошо обработать, очистив края шлифовальной машиной или металлической щеткой. Затем корень шва сваривается электродом (3 мм). С его помощью образуется шар из расплавленного металла. Если необходимо, чтобы вал находился с обратной стороны, электрод направляют в прорезь небольшими бросками.Следите и контролируйте равномерное горение дуги. Образовавшийся шов необходимо очистить от шлака. Если его форма слишком выпуклая, обязательно доводить до чистого металла. Как уже упоминалось, на следующих этапах используется электрод большого диаметра (4 мм).
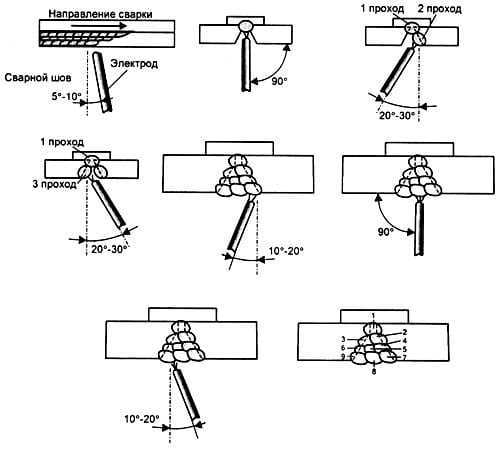
Соблюдайте все правила техники безопасности для получения надежного и прочного шва. Соблюдение правил зависит не только от качества шва, но и от личной безопасности.
В заключение еще раз отметим, что сварка швов потолка - довольно трудоемкий и энергоемкий процесс. Новичку-сварщику сделать такое соединение сложно. Чтобы качественно выполнить работу и создать хороший прочный шов, необходимо приобрести специальные знания, освоить технику работы со сварочным аппаратом и ознакомиться со всеми нюансами этого вида работ. Перед этим лучше попрактиковаться в сварке некоторых деталей. Если у вас недостаточно знаний и опыта, лучше доверить этот процесс специально обученным людям.В любом случае, как опытные сварщики, так и новички должны строго соблюдать правила техники безопасности. Строгое соблюдение всех правил и инструкций - гарантия вашей личной безопасности.
Одно из самых неудобных и сложных положений при сварке - над головой. Но освоить этот вид соединения стоит из-за автоматического роста, который научился использовать качественные швы в таком пространственном положении.Востребован на кладочных предприятиях и на строительных площадках. Этот навык пригодится в быту при сварке отопления или беседки. Некоторые элементы металлического гаража невозможно собрать без сварных стыков вверху. Как сварить потолочный шов электросваркой? Каковы основные меры предосторожности и оптимальные настройки машины?
Многие сварщики не любят потолочные швы из-за сложности их изготовления. Результат новичка часто может быть плохим, что мешает обучению.Но если понимать основные проблемы и максимально их предотвращать, то вскоре после тренировки вы сможете освоить эту непростую комбинацию.
Сварка потолочного шва с помощью инвертора или трансформатора существенно отличается от работы на аналогичном изделии в нижнем положении. Когда металл приваривается к полу, сварочная ванна разливается по сварному шву, и сварщику нужно только убедиться, что сварной шов заполнен должным образом, избегая попадания шлака перед сварочной ванной. Когда потолок служит рабочей поверхностью, расплавленный металл имеет тенденцию тонуть под собственным весом.
Шлак в жидком состоянии также постоянно капает, нарушая шов. Когда они ударяются о землю, эти брызги рассеиваются еще больше, попадая на сварщика и окружающие предметы. Основная сложность при дуговой сварке в верхнем положении шва - соединение сторон изделия. Сварочная ванна формируется с одной стороны, но металл не может быть склеен с обеих сторон.
Сварка потолочных швов выполняется на пониженном токе, что связано с частым прилипанием электрода и отсутствием оплавления.Другой. Положение тела с запрокинутой головой и поднятой рукой быстро утомляет сварщика. Поэтому для правильного выполнения работы необходимы частые перерывы. Понимание этих тонкостей поможет вам настроиться на трудности и предпринять шаги, которые помогут вам реализовать процесс.
Чтобы научиться правильно выполнять этот вид соединения, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно на видео вы можете увидеть, как сварить потолочный шов электросваркой.Вот самая важная информация:
Потолочные соединения могут быть выполнены с помощью инвертора или обычного трансформатора. Важно правильно выставить силу тока, которая на 25% ниже, чем при сварке на полу. Например, для доски толщиной 5 мм достаточно 100А. Работать будет легче, если кабель не будет тяжелым. Так будет легче контролировать конец электрода, и рука будет меньше уставать. Вы также можете обернуть кабель вокруг руки, чтобы уменьшить нагрузку на запястье.
Электроды подходят для сварки потолков диаметром 3 и 4 мм. Важно уменьшить количество брызг. Использование коротких электродов для начинающих позволит более уверенно управлять дугой.
При швах сверху надевать облегающую куртку и брюки. Перчатки должны закрывать манжеты, иначе чешуя скатится до локтей и обожжет кожу. На голову обязательна кепка или кепка без козырька. Важно выбрать брюки так, чтобы они закрывали воротник обуви, чтобы предотвратить попадание расплавленных частиц.
Поскольку брызги будут продолжать распространяться при попадании на землю, поблизости не должно быть легковоспламеняющихся предметов. Шлак должен отражаться в защитных очках, потому что он упадет на сварщика. Частый отдых разгрузит мышцы шеи и плеч, и работа будет выполняться качественно.
Сварка в верхнем положении осваивается не сразу. Это требует практики и терпения. Хорошей идеей будет выделить несколько минут в день и приварить к столу два куска трубы или уголка и попытаться приварить их снизу.Освоив этот метод, можно смело готовить трубы и металлоконструкции любой сложности.
›Как правильно готовить электросваркой: сваривать металлические трубы и делать красивые швы.
Сварка - один из самых надежных способов соединения деталей. Используется в промышленности и быту. Каждый домашний умелец время от времени прибегает к сварке. Хорошо, если он умеет готовить сам, но ему часто приходится обращаться к специалистам. Но сварке можно научиться.Начать следует с самого простого: электросварка для новичков - это в первую очередь научиться делать различные швы. Более сложную работу можно выполнять только после приобретения опыта. Разберем основы технологии и несколько хитростей сварочного процесса.С чего начать - подготовительный этап ПЕРЕД всем необходимым для подготовки оборудования. Вам обязательно понадобятся сварщик, набор электродов, шлаковый молоток и щетка. Диаметр электрода выбирается в зависимости от толщины листа.Не забывайте о защите. Готовим сварочную маску со специальным светофильтром, облегающую одежду с длинными рукавами и перчатки, желательно замшевые. Вам также понадобится сварочный выпрямитель, трансформатор или инвертор - устройства, которые преобразуют переменный ток в постоянный, необходимый для сварки. Перед началом работы необходимо подготовить защитное снаряжение, в которое входят специальная маска со светофильтром, замшевые перчатки и одежда с длинными рукавами, а также необходимые инструменты.Технология сварочного процесса Сварка - это высокотемпературный процесс.Для его выполнения создается электрическая дуга, которая ведется от электрода к заготовке. Под его воздействием плавятся основной материал и металлический стержень электрода. В результате, как утверждают специалисты, сварка
В частном доме, на даче, в гараже и даже в квартире везде много рабочих мест, требующих сварки металла. Особенно остро эта потребность ощущается при строительстве. Здесь особенно часто приходится что-то варить или резать. А если еще можно отрезать болгаркой, то надежно соединить металлические детали кроме сварки нечем.А если конструкция выполняется своими руками, то сварочные работы можно провести самостоятельно. Особенно в тех местах, где не требуется красота шва. В этой статье вы узнаете, как правильно приготовить сварку.
Сварные соединения металла сегодня самые надежные: детали или детали соединяются в единое целое. Это происходит в результате воздействия высоких температур. В большинстве современных сварочных аппаратов для плавления металла используется электрическая дуга.Нагревает металл в пораженной зоне до точки плавления, причем происходит это на небольшом участке. Поскольку используется электрическая дуга, сварку еще называют электрической дугой.
Это не совсем правильный способ сварить)) Хоть
надоЭлектрическая дуга может создаваться как постоянным, так и переменным током. Сварочные трансформаторы переменного тока завариваются, инверторы постоянного тока.
Работать с трансформатором сложнее: ток переменный, поэтому сварная дуга «скачет», само устройство тяжелое и громоздкое.Также существует множество раздражающих шумов, которые издают дуга и сам трансформатор во время работы. Есть еще один недостаток: трансформатор сильно «гнет» сеть. Кроме того, наблюдаются значительные скачки напряжения. Соседи не очень довольны этим обстоятельством, и ваши устройства могут пострадать.
Инверторы работают в основном от сети 220 В. При этом они небольшие по размеру и весу (около 3-8 кг), малошумны и практически не влияют на напряжение. Соседи даже не узнают, что вы начали пользоваться сварочным аппаратом, если не увидят его.Кроме того, поскольку дуга управляется постоянным током, она не прыгает, и ее легче смешивать и контролировать. Итак, если вы решили научиться сваривать металл, начните со сварочного инвертора.
Для создания электрической дуги требуются два токопроводящих элемента с противоположными зарядами. Один - кусок металла, а другой - электрод.
Электроды, используемые для ручной дуговой сварки, представляют собой металлический сердечник, покрытый специальным защитным составом. Существуют также графитовые и углеродные неметаллические сварочные электроды, но они используются для специальных работ и вряд ли пригодятся начинающему сварщику.
Когда электрод и металл, имеющие разные полюса, соприкасаются, возникает электрическая дуга. После его появления в точке, куда он нацелен, металл детали начинает плавиться. При этом расплавляется металл стержня электрода, который переносится электрической дугой в зону плавления: сварочную ванну.
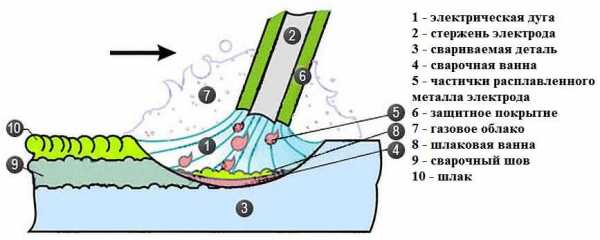
Как образуется сварочная ванна. Не разбираясь в процессе, вы не поймете, как правильно варить металл (Для увеличения размера изображения щелкните по нему правой кнопкой мыши)
При этом защитное покрытие также горит, частично плавится, частично испаряется и выделяет немного раскаленных газов. Газы окружают сварочную ванну, защищая металл от кислорода. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, помогая поддерживать его температуру.Для правильной сварки необходимо следить за тем, чтобы шлак покрыл сварочную ванну.
Соединение получается перемещением ванны. И он движется вместе с электродом. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью. Также немаловажен, в зависимости от требуемого типа подключения, правильный подбор его угла наклона и текущих параметров.
При остывании металла на нем образуется шлаковая корка - результат горения защитных газов.Он также защищает металл от контакта с кислородом воздуха. После остывания его забивают молотком. В этом случае разлетаются горячие осколки, поэтому необходима защита глаз (носить специальные очки).
Как правильно сваривать металл
Для хорошего результата недостаточно научиться правильно держать электрод и перемещать ванну. Вам необходимо знать некоторые тонкости поведения соединяемых металлов. А особенность в том, что шов «натягивает» детали, поэтому их можно перекосить.В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом шва детали стыкуются прихватками - короткими швами на расстоянии 80-250 мм друг от друга
Поэтому перед работой детали закрепляют струбцинами, стяжками и прочими приспособлениями. Дополнительно есть прихватки - короткие поперечные швы, расположенные через несколько десятков сантиметров. Они скрепляют детали вместе, чтобы придать изделию форму.При сварке стыков их используют с двух сторон: таким образом компенсируются возникающие напряжения. Начинайте сварку только после бесшумных подготовительных действий.
Как выбрать сварочный ток?
Невозможно научиться готовить электросваркой, если не умеешь регулировать силу тока. Это зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
А вот при ручной электродуговой сварке все взаимосвязано.Например, упало сетевое напряжение. Инвертор просто не может обеспечить необходимый ток. Но даже в этих условиях можно работать: можно двигать электрод медленнее, получая хороший нагрев. Если это не помогает, измените тип движения электрода, пройдя по одному и тому же месту несколько раз. Другой способ - поставить более тонкий электрод. Комбинируя все эти методы, даже в этих условиях можно получить хороший сустав.
Теперь вы умеете готовить сваркой. Осталось отработать навыки.Выберите сварщика, купите электроды и сварочную маску и приступайте к практике.
Посмотрите видеоурок по сварке, чтобы обобщить информацию.
Может быть полезно прочитать
.90 000 скульптур сварщика Давида Мадеро. Искусство художественной сварки металлических статуэток от Welding .
Сварщик и сварщик - разные вещи, и если кому-то сложно зарабатывать на жизнь, то для Давида Мадеро сварка - это безграничная область творчества. Однако, чтобы не умереть от голода, творчество все же нужно продавать, поэтому Дэвид старается не повторяться, чтобы сохранить свою личность и работать, не щадя себя.



Трудно описать, насколько впечатляют эти работы. Давид Мадеро (Давид Мадеро) - ни одна фотография не может передать размер или изящество его статуй.Но, говоря о себе, Дэвид говорит, что не считает себя выдающимся. «Технически я не считаю себя хорошим сварщиком. Я так и не научился этому ремеслу, я просто рос в окружении всех этих инструментов - мой отец был сварщиком. Так что как-то интуитивно все вышло так же. Но я стараюсь заполните мои бланки ".



«До сегодняшнего дня я не встречал даже более талантливого скульптора по металлу, чем мой отец.Он начал работать в этой сфере в 1950-х годах, у него был настоящий талант ». Дэвид часто публикует на своем сайте процесс создания своих скульптур. «Я делаю это специально. Заказчики редко задаются вопросом, сколько усилий и труда было вложено в создание скульптуры. Они не видят всего шума, металлического лома, тепла от сварочного аппарата, ожогов, им сложно представить все в Эта атмосфера, в которой создается произведение, кажется, будто одновременно создаются блестящие скульптуры совершенной формы на пьедестале.Поэтому размещаю на сайте видео о процессе создания ».



Самый быстрый и надежный способ крепления металлических деталей - электросварка. Кто угодно может научиться с этим справляться. Купив или инвертор, а также потратив на получение практических навыков полпачки электродов, можно смело пробовать делать поделки из металла своими руками. С этого момента доступен строительный монтаж, ремонт дома, производство садовых принадлежностей и многое другое.
Многие люди теперь владеют сваркой. Устройство часто покупают для строительства или ремонта. Вам это даже не нужно. Если есть такая необходимость, можно вызвать соседа-самоучки или известного сварщика-специалиста. По окончании работы устройство просто простаивает.
Но рано или поздно наступит момент, когда стоит принять решение и попробовать приготовить что-нибудь самостоятельно. В этом нет ничего плохого, было бы желание.Самое главное на этом этапе - не обжечься и не поймать «зайчиков», а опыт приходит с практикой. Если есть или дачный дом, всегда есть приложение для сварки. С его помощью можно намного быстрее решить проблемы, связанные с развитием территории.
Не всегда и не все можно купить в магазине. Сварить калитку, соорудить основу для скамейки или стола, «зацепить» металлический столб за крючок для крепления веревки или дополнительную опору для плетения винограда - дело мелкое, но вызывать сварщика по такому случаю кажется неудобным.Так что нужно овладеть азами и решать повседневные проблемы своими руками.
Конечно, сразу не стоит браться за серьезные работы с ответственными соединениями. Можно потренироваться на куске металлолома. Первый шаг - научиться зажигать дугу и поддерживать ее, сохраняя постоянный рабочий зазор между заготовкой и электродом во время зажигания.
Затем разработайте технику формирования сварного шва путем наплавления слоя металла на плоской поверхности.Затем можно приступить к регулировке силы тока для различной толщины свариваемых элементов. Сварка - это метод соединения двух металлических частей путем плавления их поверхностей в точке соприкосновения. Их соединяют вместе, добавляя слой материала для приклеивания электродов.

Ток подбирается таким образом, чтобы плавился только поверхностный слой, не создавая дыр. Лучше освоить технику на электродах диаметром 2,5-3 мм. Они не должны быть старыми и всегда сухими, иначе первый опыт, скорее всего, будет неэффективным, что может отбить охоту научиться делать поделки из металла.
Сварка позволяет исправить мелкие, а иногда и серьезные дефекты в работе или ошибки сборки. Вам просто нужно разрезать шов «обвязки» и детали разъединятся. Очистив место неудачной сварки, процесс можно повторить.
У каждого дачника или хозяина коттеджа на ферме будут металлические отходы. Это могут быть остатки труб от монтажа газопровода, водопровода или системы отопления. Настоящий хозяин обычно не выбрасывает остатки канализации или куски арматуры.Вы также можете найти использованные гвозди, болты и гайки.
Этот лом очень часто становится материалом для нового ремонта или доработки старого. Садовый инвентарь, цепи, старая посуда, а также запчасти от автомобиля, мотоцикла или велосипеда, которые еще не сданы в пункты сбора, безусловно, устаревшие в гараже или сарае.
Все это может пригодиться и в практической поделке из металла. Своими руками, с помощью сварщиков и имеющихся помощников можно отремонтировать старые садовые инструменты или сделать новые из отходов, учитывая личный опыт, свои предпочтения и условия ведения бизнеса.

Обустроить комфорт во дворе можно без покупки новой техники. Из использованного, но все же прочного металла можно соорудить основу для дачного стола или скамейки. Подобрать подходящий лист ДСП для столешницы и доски стола - не проблема. Подставки могут быть сделаны даже из нестандартных дюймовых труб.
Если есть запас материала, можно качнуть на качелях. Лучше заняться капитальным строительством, с бетонированием земли.Вам понадобятся две боковые стенки из угловых трубок с перемычками для жесткости. Чем массивнее сиденье-качели, тем этот угол должен быть больше. Перемычки можно приварить на уровне земли или даже ниже, чтобы их не было видно.
Вешалки лучше всего делать из цепей, но можно использовать и надежную веревку. Крепежная балка должна быть прочной. Подойдет толстостенная труба, кусок рейки или швеллера. Детали рамы и подвесные опоры лучше всего сваривать.
На каждой даче, за редким исключением, есть мангал или другое подобное приспособление. Несколько бревен, на которых можно сидеть, старый пень в качестве стола и обожженные кирпичи для бордюра топки и шампуров - для кого-то это может расслабить, но лучше и удобнее использовать более совершенную конструкцию.
Котел может быть грамотным. Его можно взять с собой на дачу, также может иметь постоянное место прописки с возможностью транспортировки к месту хранения. Для такого решения подойдет бойлер из старой стальной бочки.Его можно сделать своими руками, а я справляюсь только болгаркой и дрелью. Однако будет лучше и проще, если вы воспользуетесь сварочным аппаратом.

Пустой и вымытый барабан разрезан по вертикальной средней линии на две половины. К одной детали привариваются ножки из бруса, фитингов или отрезков труб. Верхняя часть служит навесной крышкой и может быть удобно установлена на приварные старые дверные полотна.
Ремесла из листового металла можно скрепить только сваркой, получив некоторый опыт.Чтобы детали надежно сваривали и не прожигали электродом, необходимо тщательно выбирать сварочный ток и работать с короткими прихватками с постоянным контролем качества шва.
Сад вокруг загородного дома - это не только территория, где выращиваются деревья и кусты для сбора фруктов и ягод. Это еще и место для отдыха! Садовая скульптура станет прекрасным дополнением ухоженных насаждений.
Не обязательно из бетона или гипса. Для человека с творчеством нет предела его выражению.Если в этот момент только сварщик, полпачки электродов, подручные материалы и желание творить, из всего этого можно построить оригинальную и неповторимую композицию. Причем сложность исполнения может быть разной.

Это зависит от материала и имеющейся идеи. В одном случае такая металлическая поделка для сада может состоять из десятка разных, на первый взгляд, несовместимых деталей разного происхождения и назначения. В противном случае он может состоять из сотен повторяющихся элементов одного и того же типа, сваренных вместе, чтобы сформировать трехмерную модель.
На этот вопрос нельзя ответить однозначно. Кто-то, видя случайно найденные детали в одном месте, представляет, как они будут сочетаться друг с другом, если их объединить в общую композицию. Другой намеренно идет на свалку и бродит по горам этого мусорного контейнера в поисках подходящей детали для выбранной скульптуры.
Вы можете почерпнуть идеи или просто взять за основу чью-то уже реализованную идею из специализированных книжных изданий по металлу.Нечего стесняться создавать из имеющихся в домашних условиях материалов то, что вам нравится.
В любом случае поделки из металла своими руками, созданные по существующему чертежу или эскизу, будут оригинальными. Сварка - это не копирование, а разновидность творчества. Любой, кто выполнен по декоративной концепции и повторяет узор или композицию, воспринимается как своего рода шедевр.

Будьте осторожны, чтобы мастера по металлу своими руками не вспоминали о плохом опыте сварки из-за ожогов или травм.Работать без маски или козырька категорически запрещено, иначе можно получить ультрафиолетовое излучение.
Защитный костюм защитит одежду и кожу тела от летящих искр и брызг расплавленного металла, а плотные перчатки или перчатки из плотного материала защитят ваши руки. Не рекомендуется выбивать чешую из шва без защитных очков, летящие во все стороны острые осколки могут попасть в глаза.
При работе вблизи деревянных предметов и поверхностей, подверженных возгоранию, будет полезно ведро с водой и мокрая тряпка.Случайные искры или обломки электродов, отражающиеся от таких материалов, могут вызвать тление с последующим возгоранием. При работе в помещении обеспечьте соответствующую вентиляцию.
"В1.ру" - Волгоградский новостной портал
 Совершенно неожиданно я наткнулся на страницу японского художника-скульптора Нориюки Сайтоха в Facebook. Ссылка на его профиль - www.facebook.com/noriyuki.saitoh ... Посмотрев на эту страницу, я понял, что Нориюки занимается скульптурой и в 2018-2019 годах он создавал миниатюрные скульптуры насекомых из бамбука.Он также передает свое мастерство своим ученикам.
Совершенно неожиданно я наткнулся на страницу японского художника-скульптора Нориюки Сайтоха в Facebook. Ссылка на его профиль - www.facebook.com/noriyuki.saitoh ... Посмотрев на эту страницу, я понял, что Нориюки занимается скульптурой и в 2018-2019 годах он создавал миниатюрные скульптуры насекомых из бамбука.Он также передает свое мастерство своим ученикам.
 Рабочее название этой скульптурной композиции - «Чукотка». Я получил срочный заказ от моих друзей Czukocki в октябре 2019 года. Композиция должна была представлять Чукотку на Днях Дальнего Востока в Москве в начале декабря. Пришлось ускорить процесс работы и в короткие сроки сделать довольно большую (высотой 3 метра) скульптуру моржа и нескольких чаек.
Рабочее название этой скульптурной композиции - «Чукотка». Я получил срочный заказ от моих друзей Czukocki в октябре 2019 года. Композиция должна была представлять Чукотку на Днях Дальнего Востока в Москве в начале декабря. Пришлось ускорить процесс работы и в короткие сроки сделать довольно большую (высотой 3 метра) скульптуру моржа и нескольких чаек.
 Ярмарка на Новом Арбате: 12.04.2019 - 12.08.2019.
Ярмарка на Новом Арбате: 12.04.2019 - 12.08.2019.
в Экспоцентре: 12 октября 2019 - 14 декабря 2019.
Дни Дальнего Востока в Москве - масштабное мероприятие, на котором представлены все 11 регионов Дальнего Востока. В 2019 году это мероприятие проводится в третий раз, и на этот раз выставочные залы Дальневосточной ярмарки расположены в самом центре столицы - в районе Нового Арбата. Я привез сюда скульптурную композицию «Морсы и чайки», созданную специально для этого события, и одну из собак Чукоцкого.
Не удалось сделать хорошие фотографии с места происшествия, поэтому предлагаю вам взглянуть на фото скульптурной композиции
Обычно слово «сварка» никак не ассоциируется с красотой, романтикой и высоким искусством. Но сварка - это не только железные каркасы, мосты и трубопроводы ... В умелых руках плавление металла под сварочной дугой может принять любую форму и превратиться в цветы, животных, изящные статуи и элементы декора.
Оцените работу киевлянина Дмитрия Кушнирука, выполненную инновационным методом художественной сварки титана.Они покорили не только посетителей выставки в Киеве, но и стали сенсацией на выставках в Хельсинки, Санкт-Петербурге и многих городах Америки.


Не менее удивительны работы россиянина Юрия Шурупова, который с помощью плазменной резки и сварки создает фантастические скульптуры, украшающие многие частные коллекции.



Работы Григория Дочкина, руководителя школы сварщиков при ИнститутеВ.И. Патон. Он создает изящные цветы, вазы и шкатулки из холодного металла.
Художественная сварка увлекла мастера еще в юности, когда он работал над конструкцией «Лунохода». Различные температурные режимы позволяют получать на металле интересные цветовые оттенки, что натолкнуло на мысль о создании необычных скульптурных произведений. Идея была реализована. Посмотри, что случилось.
.