Если Вас посетила мысль самостоятельно заняться сваркой, сразу возникает ряд вопросов:
В данной статье мы попробуем разобраться, как выбрать идеальный инверторный сварочный аппарат, расскажем о том, какие функции Вам действительно будут нужны, а за какие не стоит переплачивать.
Поговорим о самом распространенном в быту виде сварки – ручной дуговой. Аппараты ручной дуговой (или MMA) сварки - инверторы и трансформаторы. Когда-то трансформаторы были широко распространены, но с развитием технологий их заменили компактные и легкие инверторы - простые в работе, имеющие возможность автоматических настроек и дающие стабильный ток агрегаты.
Основной параметр при выборе сварочного инвертора – это диапазон сварочного тока. Эта характеристика напрямую связана с объемами, видами и периодичностью работ, которые Вы планируете.
Если говорить о сварке в быту, то это небольшой ремонт по дому (ворота, трубы, арматура) или сварка мелких металлоконструкций (тот же забор, каркас теплицы, бокс и т.п.). Материалом обычно служат мелкий фасонный прокат (уголок, профильные трубы) и листовой прокат из низкоуглеродистой стали с толщинами от 1 до 3 мм. Металл разных толщин варится электродами разного диаметра. А для электродов определенного диаметра нужна определенная сила тока.
Например, для профиля 3 мм нужен электрод 3 мм и сила тока на 120-140 А. Если Вы собираетесь варить металл толще электродом 4 мм, то Вам понадобится максимальный ток до 170 А.
Определиться с выбором этого параметра поможет данная таблица:
|
Толщина металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|
1-2 |
1,6 |
35-45 |
|
2-3 |
2 |
45-65 |
|
2-3 |
2,5 |
65-90 |
|
3-4 |
3 |
80-130 |
|
4-6 |
4 |
130-170 |
|
6-8 |
5 |
180-220 |
Второй важный параметр – продолжительность включения сварочного аппарата, ПВ.
По международному стандарту EN 60974-1 этот параметр показывает, сколько времени от 10-ти минутного цикла аппарат работает на максимальном сварочном токе при температуре окружающего воздуха 40 C°.
При продолжительной работе на максимальных токах, а также в зависимости от температуры окружающей среды, агрегат может перегреваться и выключаться через разные промежутки времени.
Если в паспорте на аппарат указано, что длительность его включения составляет 40%, это означает, что из 10-ти минут на максимальном токе он будет работать только 4, а остальные 6 минут будет остывать.
Некоторые производители вводят потребителя в заблуждение, тестируя свое оборудование при 20 C°, что увеличивает ПВ в 2 раза.
На практике мало кто варит без остановки дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали, сменить электрод и т.д.
В наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Если Вы подобрали сварочное оборудование без учета запаса по номинальному току, проводить сварку будет практически невозможно – ведь мощности аппарата не хватит. Здесь надо либо подстраховаться, переплачивая за запас мощности тока на 30-50%, либо выбирать модель с защитой от перепадов напряжения. Например, инверторы FUBAG стандартно оснащены защитой от перепадов напряжения в диапазоне от 150 до 240 А.
Кроме того, в нашем ассортименте есть модель, разработанная специально для сварки в условиях нестабильного напряжения – IN 206 LVP. Благодаря запатентованной технологии LVP, аппарат показывает великолепные результаты при работе от сети 220В/16А в диапазоне 130-265 В в интенсивном режиме эксплуатации, в том числе на максимальном токе 200 А. Модель оснащена встроенным корректором мощности PFC для работы от удлиненного сетевого кабеля и от генераторов без потери качества сварки.
При Выборе сварочного аппарата для дома и дачи, необходимо также задуматься о том, какие функции аппарата могут облегчить Вашу работу. Эти функции мы рассмотрим ниже.
Сварочные инверторы марки Fubag оснащены дополнительными, облегчающими работу с аппаратом (особенно для начинающих сварщиков) функциями – горячий старт, форсаж дуги и антизалипание. Давайте рассмотрим эти функции подробнее.
Функция Hot Start (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига, аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому, электрод моментально разогревается и легко зажигает дугу. Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc force (Форсаж дуги) автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
АNTI STICK (Антистик) – легкое отделение залипшего электрода без повреждения обмазки.
Если к металлу прилипает электрод, происходит короткое замыкание. Отделить электрод от заготовки в этот момент практически невозможно. Функция АNTI STICK срабатывает при коротком замыкании и сбрасывает значения тока до минимума. Электрод можно легко отделить от заготовки. После этого ток автоматически возвращается к установленным значениям и Вы можете продолжать работу этим же электродом.
Для проведения сварочных работ в нетипичных условиях, некоторые сварочные аппараты оснащаются специальными функциями.
Например, функция VRD (Voltage Reduction Device) – понижение напряжения холостого хода до безопасного уровня, в то время, когда сварочный аппарат включен, но сварка не осуществляется.
Данная функция востребована в экстремальных, стесненных условиях или при высокой влажности среды: шахты, системы тепло и водоснабжения и т.д.
Во время холостого хода аппарата (аппарат включен, но сварка не производится) снижает напряжение до значений, безопасных для человека – 12-17 Вольт. Соприкосновение с электродом не влечет за собой никакого риска для сварщика до возобновления процесса сварки.
Такой функцией оборудованы инверторы FUBAG серии IR, например IR 200 VRD. Функция отключаемая, т.е. подключать ее можно и нужно только при необходимости проведения работ в специфических условиях.
Некоторые инверторы имеют возможность варить в режиме TIG-LIFT сварки TIG-горелкой, что делает такие аппараты универсальными. Примером удачной реализации двух видов сварки в одном аппарате являются инверторы серии IN. Увеличенные параметры надежности и одинаковая пригодность к работе в обоих режимах позволяют использовать их в профессиональной деятельности. Здесь Вам понадобится уже баллон с аргоном и специальная вентильная горелка. Но Вы получите чистый без наплывов и окалин шов.
При выборе аппарата, большое значение имеет его вес и эргономичность. При проведении монтажных работ и работ на высоте это особенно важно.
Например, сварочный аппарат IQ 200 - за счет конструкции можно спокойно обхватить и удерживать одной рукой, ведь вес этого аппарата всего 3 кг, а максимальный ток 200 А.
На пиковых напряжениях сварочный инвертор IQ 200 аппарат именно качественно сваривает металл, а не просто зажигает дугу.
Очень полезным оснащением аппарата будет наличие цифрового дисплея – это позволяет точно выставлять необходимые значения сварочного тока и следить за процессом. Конечно, даже самый навороченный сварочный аппарат не сделает работу за Вас. Для того, чтобы полноценно работать со сварочным инвертором Fubag, просто включить его в розетку и сразу получить идеальный результат не получится. Но качественное, хорошо подобранное оборудование значительно облегчит работу.
Для сварки нам еще понадобятся электроды! Ручная дуговая сварка невозможна без электродов.
Чтобы определить, какие электроды нужны для сварки, мы должны знать тип металла и его толщину. Подробную информацию о том, как подобрать электрод можно посмотреть на нашем канале Fubag.
Опытные сварщики учитывают еще и положение для сваривания и другие нюансы, но для начала нам будет достаточно толщины металла.
Можете воспользоваться таблицей для подбора электродов:
|
Толщина свариваемого металла |
Диаметр электрода |
|
1-2 мм |
1,6 - 2 |
|
2-5 |
2,5 – 4,0 |
|
5-10 |
3,0- 5,0 |
|
Свыше 10 |
4,0 -5 |
|
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для Вас диаметры и виды электродов |
|
При работе со сваркой защита для глаз – обязательное условие! Какую сварочную маску выбрать – также довольно частый вопрос.
Как подобрать сварочную маску – ответ Вы найдете в этом ролике.
В ролике использовалась маска сварщика OPTIMA 9-13 - бюджетная, но надежная модель.
Чтобы избежать ожогов от искр и расплавленного металла, необходимо использовать краги. При работе со сварочным аппаратом желательно использовать спецодежду и обувь.
Какой купить сварочный инверторный аппарат - выбирать Вам. Но лучше всего выбирать магазин, в котором Вам дадут профессиональную консультацию, подробно расскажут о возможностях и устройстве понравившегося Вам аппарата. Очень хорошо, если продавец знает об аппарате не из каталога или интернета, а прошел курс обучения у производителя. Например, компания Fubag проводит обучающие семинары для продавцов – рассказывает об оборудовании, демонстрирует его в работе и дает продавцам поварить своими руками.
Если Вы выбираете сварочный аппарат для дома, дачи или гаража, закажите его в нашем интернет-магазине Fubag и получите полную консультацию по заинтересовавшему Вас аппарату, а также гарантию 2 года на бесплатное сервисное обслуживание по гарантийным случаям.
Подробнее о подборе сварочного инвертора можете узнать тут:
 Какой инвертор выбрать новичку, чтобы научиться варить
Какой инвертор выбрать новичку, чтобы научиться варитьРаньше сварка казалось чем-то сложным и непостижимым, а сварочные работы проводились преимущественно на стройке и в промышленности. Однако серьёзное развитие технологий позволило создать компактные и удобные по размерам сварочные инверторы, которые можно безопасно эксплуатировать в быту.
Например, при помощи сварочного инвертора даже не особо подготовленный человек, может самостоятельно сварить калитку, ограждение, навес для гаража. Единственное с чем придётся определиться, так это с моделью сварочного инвертора, коих на сегодняшний день существует очень много.
Давайте разберёмся, какой сварочный инвертор нужен новичку, чтобы его хватало для бытовой сварки и повседневных нужд.
Первые инверторы для сварки появились в конце прошлого века. Стоили они очень дорого, поэтому многие так и продолжали пользоваться обычными сварочными аппаратами переменного тока. Отличие инвертора в том, что он преобразует переменный ток в постоянный.
Кроме того, современные сварочные инверторы имеют ряд дополнительных функций, которые делают процесс сварки для новичка более легким. Это и форсирование дуги, и антизалипание электрода, и горячий старт. То есть, учиться варить, используя сварочный инвертор, намного проще и удобней.

Поэтому начинающему сварщику лучше отказаться от покупки сварочного аппарата, который изготовлен на базе трансформаторов. Лучшим вариантом станет двухплатный инвертор с диапазоном сварочного тока в 120 или 200А.
Самое большое преимущество сварочных инверторов в их «начинке». Внутри инвертора сложная электронная плата, которая позволяет добиться различных дополнительных функций, которые недоступны обычному аппарату для сварки.
При выборе инвертора важно учитывать не только бренд. Кстати, что касается брендов, то для новичков хорошо себя зарекомендовали инверторы таких производителей, как Fubag, Ресанта или HAMER. Главное их достоинство, это хорошая производительность, наличие большинства возможных функций, а также, приемлемая стоимость.

Кроме того, при выборе сварочного инвертора, новичку следует обращать внимание вот на что:
Сварочный ток — данный параметр указывается в паспорте инвертора. Для бытовых моделей инверторов, достаточно показателя в 160-200А. И, тем не менее, рекомендуется выбирать такой инвертор, который будет иметь небольшой запас по мощности, примерно на 30% к показателю рабочего тока. Это позволит работать инвертором более продолжительное время, без перегрузок и перегрева.
Холостой ход — для бытовых инверторов данный параметр находится в пределах 35-90 В. Чем больше будет холостой ход сварочного инвертора, тем лучше будет зажигаться дуга.

Мощность инвертора — чем выше сварочный ток, тем больше по мощности инвертор. Существуют такие инверторы, которые потребляют всего 4 кВт, но и варить ими можно током не более чем в 160А. Если нагрузки на электросеть критичны, то это стоит учитывать при выборе сварочного инвертора.
Перепады напряжения — очень часто напряжение в электросети не соответствует нормам. Учитывая это, нужно выбирать такой сварочный инвертор, который имел бы хорошую защиту от скачков напряжения. Кроме того, сегодня есть инверторы, который могут варить от пониженного напряжения, даже в 140 Вольт.

Бренд — из импортных производителей сварочных инверторов, популярны такие бренды, как: Fubag, Aurora, Elitech, Champion, Weste, Maxcut, Patriot, PIT, TSS. Однако не стоит забывать и про наших, отечественных производителей, чьё сварочное оборудование не менее качественное. В первую очередь, это: Ресанта, Интерскол, Кратон, Ударник, Калибр, Энкор.
Поделиться в соцсетях
Даже в бытовых условиях нередко требуется оборудование для работы с металлом, поэтому вопросом о том, как выбрать сварочный инвертор, сейчас задаются и неспециалисты. Предшественниками этого устройства были сварочные трансформаторы, которые не отличались стабильной работой и обладали приличными габаритами и массой. Именно эти характеристики являлись сдерживающими факторами для того, чтобы такое оборудование приобретали для собственных нужд частные пользователи.
Как не ошибиться при выборе инвертора?
Современный инверторный сварочный аппарат – это компактное устройство, которое отличается высокой надежностью и простотой эксплуатации. В таком оборудовании реализованы передовые технические разработки, благодаря которым оно становится эффективным и максимально функциональным.
Характеристики бытовых сварочных аппаратов позволяют получать на их выходе сварочный ток различной величины. Это позволяет производить с их помощью сварочные работы с разными металлами и с деталями, отличающимися различной толщиной. Современный бытовой аппарат для сварки отличают следующие преимущества.
Большим преимуществом такого оборудования является его исключительная универсальность. С его помощью можно успешно сваривать как обычную сталь, так и металлы, сложно поддающиеся сварке. Быстро обучиться работе на таком устройстве может даже человек, достаточно далекий от сварочного производства.
Как у любой техники, у инвертора тоже есть недостатки. Одним из наиболее значимых минусов является наличие специальных требований, касающихся хранения аппарата. Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред.
Именно из-за подобных требований к условиям хранения производственные компании и строительные организации выбирают сварочные аппараты, которые не так чувствительны к состоянию внешней среды. Такие устройства, к которым относят сварочные трансформаторы и генераторы, можно спокойно оставлять на открытом воздухе, не переживая за то, что это серьезно отразиться на их технических характеристиках. Минусом инверторов можно считать и их стоимость, которая превышает цену сварочных трансформаторов.
Выбор инверторов сегодня весьма обширен
Кроме того, инверторы требуют соответствующего обслуживания. В частности, для поддержания устройств в рабочем состоянии их необходимо тщательно чистить и продувать после длительного периода эксплуатации, чего не требуют обычные сварочные трансформаторы.
Также важно правильно приступать к работе на таком аппарате, если его только что занесли с улицы. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение. Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
Задаваясь вопросом, как выбрать сварочный инвертор, многие руководствуются стоимостью рассматриваемого оборудования. На современном рынке представлены две основные категории подобных устройств: недорогие — произведенные на китайских предприятиях, и более дорогие — инверторы, выпущенные под известными европейскими торговыми марками. Перед тем как выбрать инверторный сварочный аппарат европейской марки, следует иметь в виду, что большая часть комплектующих в таком оборудовании также может иметь китайское происхождение. Именно поэтому важно ориентироваться не на стоимость выбираемого оборудования, а на его технические характеристики.
Основным параметром любого подобного устройства, позволяющим выбрать его правильно, является его мощность. Принцип работы такого оборудования основан на формировании в нем высокочастотных импульсов, которые поступают от специальных транзисторов, работающих под большим напряжением (силовые ключи). Данные транзисторы предназначены для того, чтобы увеличивать силу тока в случаях, когда в питающей электросети оно понизилось. Для того чтобы такие элементы инвертора не перегорели при значительных скачках напряжения в сети, в нем должны быть предусмотрены защитные устройства.
Как правило, в недорогих моделях инверторов такие защитные устройства не предусмотрены, что может послужить причиной выхода из строя оборудования в случае, если скачки напряжения в вашей электросети бывают достаточно часто. Поэтому ориентироваться при выборе аппарата необходимо и на такие факторы, как качество электроснабжения в месте, где будет использоваться сварочное оборудование. Если такое качество не очень высокое, то лучше выбрать более дорогой аппарат, который оснащен всеми необходимыми защитными системами.
Некоторые из популярных моделей сварочных инверторов
На правильный выбор инвертора оказывает влияние и такой параметр, как потребляемая им мощность. Особенно важно учитывать этот параметр, если сварочное оборудование будет использоваться на максимальных значениях сварочного тока. В таком случае электрическая сеть, к которой будет подключаться данное оборудование, может просто не выдержать повышенных нагрузок и выйти из строя.
В инструкции, снабжающей каждый бытовой аппарат для сварки, обязательно указывается, предохранитель с какими характеристиками должен быть установлен в электрической сети, от которой он будет запитан. Не следует экспериментировать и использовать предохранитель с другими характеристиками, так как вы можете столкнуться с тем, что самые слабые участки вашей электрической проводки просто выйдут из строя.
Прежде чем выбирать инверторный аппарат для сварки, важно также узнать допустимую длительность его непрерывной работы, которая указана в паспорте на оборудование. Такой параметр означает то, как долго можно бесперебойно работать на устройстве при максимальном значении силы сварочного тока. Обычно производители указывают данный параметр в процентах.
Еще несколько моделей, представленных на российском рынке
Так, если в паспорте на аппарат указано, что длительность его включения составляет 30%, то это означает, что из 10-ти минут на максимальном токе он будет работать только 3, а на остальные 7 минут автоматически отключится и будет остывать. Бывают инверторы с показателем длительности включения и 60%, но их приобретение для домашнего использование не имеет смысла, так как редко кто в бытовых условиях использует подобное оборудование на максимальных силах тока.
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит. Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.
Инверторный аппарат от известного производителя Ресанта
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее.
Как видите, если правильно подойти к выбору сварочного инвертора, то можно приобрести аппарат, который даст вам возможность эффективно и качественно решать задачи, связанные со сваркой различных металлических конструкций.
Сварка – это один из самых эффективных способов соединения металлических изделий. По этой причине сварочное оборудование широко используется не только профессионалами, но и любителями. Это не случайно. Даже с простым агрегатом вы сможете самостоятельно заменить трубопровод, отремонтировать металлический забор, сварить каркас для парника, подлатать корпус автомобиля и т.д.
В этой статье мы рассмотрим подробнее, какой сварочный аппарат выбрать для дома и дачи. Сначала подробно расскажем об основных критериях выбора такого оборудования, а в конце дадим список лучших, по нашему мнению, агрегатов.
В первую очередь определимся с типом сварочного оборудования. Есть три варианта:
Сварочный трансформатор - отголоски прошлого

Для многих трансформаторы являются устаревшими аппаратами, место которым на заводах утилизации, но не все с этим согласны. Попробуем разобраться.
Этот тип сварочных аппаратов появился раньше всех. Он использует переменный ток для сварки. Применяется для работы с черными металлами.
Сварочный трансформатор имеет очень простую конструкцию, поэтому его легко обслуживать и ремонтировать. Агрегат имеет низкую цену, при этом довольно надежен и неприхотлив. Использовать его также очень просто. Даже новичок сможет справиться с работой. К сожалению, из-за нестабильной сварочной дуги тяжело получить качественный шов.
Другим минусом сварочного трансформатора является большая нагрузка на электросеть во время работы. По этой причине крайне не рекомендуется подключать аппарат к бытовой электросети. Это чревато перепадами напряжения или даже выбиванием пробок.
Кроме того, сварочный трансформатор громоздкий и имеет вес от 20 кг. Поэтому его неудобно хранить и перемещать с места на место.
Сварочный выпрямитель – настоящий компромисс
По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.

Cварочные аппараты этого типа считаются более качественными и профессиональными. Для сварки используется постоянный ток. Работать можно как с черными, так и с цветными металлами. Благодаря более стабильной дуге, увеличенной глубине проплавления и улучшенной схемой регулирования тока проще сформировать хороший шов.
Однако стоимость таких агрегатов заметно выше, а для работы требуется навык и опыт. Например, непрофессионалу тяжело избежать постоянного перегрева аппарата во время работы. Конструкция выпрямителя также гораздо сложнее, чем у трансформатора. Поэтому самостоятельное обслуживание и ремонт вызовет ряд сложностей у новичка.
Сварочные выпрямители имеют хорошую систему защиты от влаги, пыли и инородных предметов. Заметно снижено искрообразование во время работы.
Сварочный инвертор – современное решение

Отличается малым размером и весом. Одинаково эффективно работает с черными и цветными металлами. Вероятность обрыва дуги и залипания электрода минимальна. Даже начинающему сварщику достаточно легко добиться высокого качества шва. А широкий диапазон регулировок позволяет настроить аппарат практически под любую задачу.
Сварочный инвертор не сильно нагружает электросеть, так что о мигании света и выбивании пробок можно не беспокоиться. При этом агрегат имеет небольшой вес (от 3 кг) и размеры. Поэтому его удобно хранить и можно без проблем переносить с места на место. Более того, инверторы – самые многофункциональные сварочные аппараты из всех. Только они позволяют использовать разные типы сварки.
ВЫВОД
Сварочный трансформатор слишком громоздкий, поэтому его неудобно хранить и перемещать. Кроме того, он сильно нагружает электросеть, что может быть опасно. Уже это не позволяет рекомендовать его для дома и дачи. А при учете низкого качества шва, он оказывается неконкурентоспособным.
Сварочный выпрямитель уже лучше, но требует навыков и опыта. Далеко не все могут похвастаться знанием тонкостей сварки. Прибавите к этому высокую стоимость.
Поэтому мы рекомендуем выбрать для дома и дачи сварочный инвертор. Он сочетает в себе простоту, безопасность, компактность и эффективность. То, что нужно для бытовых условий.
Большинство аппаратов позволяет применять лишь один тип сварки. Однако есть и многофункциональные инверторы. Купив такой агрегат, можно получить многофункциональный сварочный аппарат. Другое дело, что это не всегда нужно. Не смысла переплачивать, если вы все равно не собираетесь использовать весь функционал устройства.
Давайте подробно рассмотрим те типы сварки, которые лучше всего подходят для дома и дачи:
Ручная дуговая сварка MMA
Чаще всего используется в бытовых условиях. Ее главное преимущество – простота во всем. Для работы не требуются ни особые навыки, ни дополнительное оборудование.

Вам понадобится только сам сварочный аппарат MMA и электроды с обмазкой. Агрегат подключается к электросети. Кабель обратной полярности фиксируется на свариваемой детали, а кабель прямой полярности крепится к электроду. При подаче электричества образуется дуга, плавящая рабочую поверхность и электрод. Так формируется сварочная ванна. Во время плавления электрода его обмазка выделяет пар, который защищает металл от окисления и растрескивания.
Оборудование для MMA сварки дешевое и неприхотливое. Обычно используются компактные агрегаты, которые удобно хранить и переносить. Таким и должен быть сварочный аппарат для дома и дачи.
MMA сварка подходит для работы с разными металлами, но лучше всего справляется с низкоуглеродистой сталью. Толщина детали не должна быть меньше 2 мм. Работать с агрегатом для дуговой сварки можно даже в труднодоступных местах.

При выборе сварочного аппарата обратите внимание на его силу тока. Это определяет толщину деталей, с которыми вы сможете эффективно работать. Для большинства бытовых задач требуется до 200 Ампер. Этой силы тока достаточно для сваривания деталей от 2 до 6 мм толщиной. Вам понадобится электрод до 4 мм диаметром.
Сварочный аппарат на 200-300 Ампер позволит работать уже с деталями 6-10 мм толщиной. В этом случае используется электрод 5-6 мм в диаметре. Более мощные аппараты почти никогда не применяются в быту.
Устройству тяжело удерживать стабильную дугу на своем верхнем значении сварочного тока. Сформировать хороший шов в таких условиях почти невозможно. Потому для комфортной работы со сварочным аппаратом желательно иметь запас по силе тока в 50 Ампер.
Достоинства:
Ограничения:
Полуавтоматическая сварка MIG/MAG
Это дуговая сварка в среде защитного газа с использованием «бесконечной» присадочной проволоки. В быту полуавтоматическая сварка используется не так часто, так как требует особого навыка владения именно этим типом сварки. Однако аппараты MIG/MAG позволяют работать не только со сталью, но и с многими другими металлами: медь, алюминий, титан и т.д.
Есть и другие преимущества, которых нет у MMA сварки. Во-первых, это гибкая регулировка практически всех параметров, что позволяет настроить аппарат для любых нужд. Есть режимы работы для толстых и тонких деталей, а также для декоративных швов. Во-вторых, дуга легко зажигается и удерживается. Благодаря этому легче добиться высокого качества сварки. В-третьих, проволока подается так, чтобы не прилипать к рабочей поверхности и не ввариваться в горелку после остановки.
С аппаратом MIG/MAG можно долго работать без перерывов. Присадочная проволока намотана на барабан и постоянно подается к месту сварки. Электрическая дуга образуется между концом проволоки и рабочей поверхностью. Так образуется сварочная ванна, благодаря чему можно сформировать шов.

Для защиты металла от окисления и образования дефектов к месту сварки подается газ. В полуавтоматической сварке используется два вида газов:
MIG – Metal Inert Gas, т.е. для защиты используется инертный газ. Он не только предотвращает окисление металла, но и уменьшает зону воздействия сварочной дуги. Это позволяет создавать аккуратные швы и избежать ненужной деформации металла. Такой способ защиты больше подходит для сварки цветных металлов. Чаще всего используется аргон, гелий или их смесь. Для работы с медью и кобальтом лучше использовать азот.
MAG – Metal Active Gas, т.е. для защиты применяется активный газ, чаще всего углекислый газ. Благодаря активному взаимодействию с металлом снижается расход проволоки. Обычно активный газ применяют для защиты стали.
Однако защитить металл можно не только с помощью газа. В этом случае понадобится флюсовая проволока. Сгорая, флюс образует защитное облако, которое не дает металлу окисляться.
Cила сварочного тока аппарата MIG/MAG для работы с металлами до 3 мм должна быть до 200 Ампер. Диаметр электрода при этом должен быть 0,8-1,4 мм. 200-300 Ампер и электрода диаметром 1,2-2 мм позволит работать с металлом 3-8 мм толщиной. Также помните про запас в 50 Ампер.
Достоинства:
Сварка с газом:
Сварка флюсовой проволокой:
Ограничения:
Сварка с газом:
Сварка флюсовой проволокой:
ВЫВОД
Абсолютное большинство устройств для сварки в бытовых условиях – это ручные дуговые аппараты MMA. Их проще всего использовать и обслуживать, причем для этого не требуются особые навыки. Кроме того, такое оборудование дешевое и компактное.
Аппараты MIG/MAG используются заметно реже, так как для работы требуется специальные навыки. Однако такие агрегаты позволяют получать швы высокого качества. Также они могут работать как с черными, так и с цветными металлами.
Сила тока сварочных аппаратов для дома и дачи редко превышает 200-300 Ампер. Этого с запасом хватает для решения абсолютного большинства задач. Более мощные агрегаты считаются профессиональными и в быту используются очень редко.
Продолжительность включения (ПВ) – это отношение времени работы к времени, необходимое для охлаждения аппарата. Очевидно, что чем больше этот показатель, тем дольше устройство сможет работать без остановки и тем меньше времени ему потребуется на охлаждение. Выражается продолжительность включения в процентах, где за 100% берется 10 минут работы без перерывов:
Учтите, что эти цифры были получены при температуре 40 C°. Если температура окружающей среды ниже, то и продолжительность включения будет выше. И наоборот.
Кроме того, надо понимать, что речь идет о работе на максимальном токе без перерывов, т.е. когда дуга не гаснет ни на секунду. Если во время работы дуга горит не все время или не используете максимальный ток, то вы сможете реже делать перерывы.
От входного (питающего) напряжения сварочного аппарата зависит то, от какой электросети он может работать. В домашних условиях особого выбора нет, поэтому обычно берут устройство на 220 В. Сварочные аппараты, питающиеся от сети на 380 В, практически не используются в быту.
Однако у сварочных аппаратов также есть параметр напряжения без нагрузки или напряжения холостого хода. Чем выше эта характеристика, тем легче зажечь и поддерживать дугу. С другой стороны, это повышает расход электроэнергии. Начинающему сварщику лучше использовать аппарат с напряжением холостого хода около 70-90 В. Это значительно упростит работу. Более опытному сварщику легче удерживать дугу, поэтому можно сэкономить на электроэнергии. Вам хватит напряжения 40-60 В.
При выборе сварочного аппарата важно обратить внимание на его защиту. От этого зависит, в каких условиях вы сможете его использовать.
Класс защиты в первую очередь предотвращает попадание внутрь аппарата воды, пыли, грязи и инородных предметов:
Класс изоляции определяет устойчивость сварочного аппарата к перегреву во время работы:
Здесь все довольно очевидно: чем выше класс защиты и класс изоляции, тем лучше. Однако лучшая защита повышает цену устройства. Поэтому нет смысла брать аппарат, рассчитанный на тяжелые условия работы, если вы собираетесь работать в гараже.
Мы отобрали 8 лучших сварочных аппаратов, которые вы можете купить на нашем сайте.
| Наименование | Тип сварки | Сила сварочного тока, Ампер | Входное напряжение, В | Продолжительность включения | Диаметр электрода, мм | Класс защиты |
| Eurolux IWM-160 | MMA | 10-160 | 140-260 | 70% | 1,6 – 4 | IP21 |
| FUBAG IQ 160 | MMA | 20-160 | 150-240 | 40% | 1,6 – 4 | IP21S |
| Ресанта САИ 140 | MMA | 10-140 | 220 | 70% | до 3,2 | IP21 |
| Energolux WMI-200 | MMA | 10-200 | 198-242 | 70% | до 3,2 | IP21 |
| Huter R-180 | MMA | 10-180 | 160-240 | 70% | 1,6 – 3,2 | IP21 |
| РЕСАНТА САИ-160 | MMA | 10-160 | 140-260 | 70% | до 4 | IP21 |
| FUBAG IN 176 | MMA/TIG | 10-160 | 150-265 | 60% | 1,6-4 | IP21 |
| BlueWeld Prestige 186 PRO | MMA/TIG | 20-160 | 190-220 | 60% | 1,6 - 4 | IP23 |

| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 7231
Срок поставки: 7 дней
Срок поставки: 7 дней
Поварил всё что нужно спалил электродов пачек 50 = аппарат с виду как игрушка а не уступает дорогим моделям.Советую всём- только относитесь бережно и прослужит долгие годы = пять минут поварил и минутку холостого хода .
Петр

| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
МИНУСЫ
код: 3660
Срок поставки: 7 дней
Срок поставки: 7 дней
Очень удобный компактный аппарат. Сразу видно что эргономику продумывали Немцы. Удобно держать одной рукой или носить на плече. ЦЕНА!!! Преимущества - Купил 4 месяца назад, только положительные эмоции. Все продумано до мелочей, компактный, легкий, удобный, с хорошим ПВ. А главное - серьезный бренд с гарантией и за такую смешную цену. Берите и не сомневайтесь. Недостатки - Короткие провода. Мне иногда не хватало, но другим может в самый раз
Сергей
| Тип сварки | MMA |
| Сила сварочного тока | 10-140 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 7252
Срок поставки: 7 дней
Срок поставки: 7 дней
Отличный, легкий сварочник. Варил забор, конструкцию под заливку бетоном, в гараже варота - все отлично. Незаменимая вещь в саду, на даче, в гараже, да и дома пригодиться! Очень доволен и советую.
Юрий
| Тип сварки | MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 198-242 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 7246
Срок поставки: 7 дней
Срок поставки: 7 дней
Мой первый сварочник. Опыта нет. Пару видео в ютюбе пару электродов и стало получаться. Вообщем кому надо матыги, заборы итд приварить самое то. Маленький, лёгкий. Про надёжность ничего не скажу, так как спалил на нем пока только около 40 электродов. Дешёвый. Легкий. Компактный. При всем этом работает.
Кирилл

| Тип сварки | MMA |
| Сила сварочного тока | 10-180 Ампер |
| Входное напряжение | 160-240 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 7235
Срок поставки: 7 дней
Срок поставки: 7 дней
Пол года назад купил сварочный аппарат huter. Порадовала цена (ниже чем у других брендов) да и начинка там стоит хорошая. Варит качественно, дугу держит хорошо. Для дома самое то! Всем советую.
Евгений

| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-160 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 7254
Срок поставки: 7 дней
Срок поставки: 7 дней
Переварили наверное с полтонны электродов, построили пристройку к дому, обустроили гараж, построили покрасочную камеру, стеллажи для склада и еще много много чего. Первая пала смертью храбрых при пожаре в гараже. Приобрели такую же сразу - без сварки тяжело. Преимущества - удобный в работе, работает даже при пониженном напряжении. Использовали как на даче и гараже, так и на небольшом производстве. Ни разу не подвел. Недостатки - коротковаты провода в комплекте
Alex
| Тип сварки | MMA / TIG |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 1,6-4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
МИНУСЫ
код: 3635
Срок поставки: 7 дней
Срок поставки: 7 дней
Хороший аппарат продвинутого уровня с удобным управлением и эргономикой (спасибо немецким инженерам). Надежный корпус и начинка. Выдержал падение с высоты 3ех метров. Уверенно варит четверкой. На работе пробовал варить в режиме TIG подсоединив вентильную горелку, дугу разжег без проблем. Можно брать.
Павел
| Тип сварки | MMA/TIG |
| Сила сварочного тока | 20 - 160 Ампер |
| Входное напряжение | 190-220 В |
| Продолжительность включения | 60% |
| Диаметр сварочных электродов | 1,6 - 4 мм |
| Класс защиты | IP23 |
ПЛЮСЫ
МИНУСЫ
код: 9135
Срок поставки: 7 дней
Срок поставки: 7 дней
Работал с таким аппаратом в сварочном цехе. Шеф тогда его покупал для нас из соображений компактности и возможности работы при плохом напряжении. Варили им в основном на выездных работах, монтажах. Варить приходилось различными электродами, при различных погодных условиях - работал на ура. Но вот как то раз пришлось срочно ехать на выезд в буран (у заказчика ставню сорвало с петли) и это был последний день жизни сварочника. Снег залетел во внутрь и перемкнул элементы на плате. Ремонт оказался не очень дешевым, т.к производство Италия и запчасти на тот момент достать было не реально. Пришлось палить Ресанты. Как итог: для профессиональных работ самое то, но для домашнего пользования дороговат.
Сергей

Сегодня без навыков работы электросварки обойтись практически невозможно. Даже начальные знания могут пригодиться при возведении небольших металлических конструкций и сооружений. Обучиться сварочному мастерству можно, окончив строительный колледж или специальные курсы. Но если есть желание, получится освоить профессию сварщика самостоятельно. Достаточно приобрести соответствующую литературу, где представлена подробная информация касательно сварочных работ, начиная от стандартных пояснений и заканчивая мастер-классами.
Инвертор – это оборудование, предназначенное для соединения металлических конструкций разных размеров. Принцип работы инвертора аналогичен другим видам сварочных машин. В процессе эксплуатации устройство вырабатывает ток, возникает электрическая дуга, поддержка которой осуществляется за счет сильного напряжения.
В конструкциях аппаратов инверторного типа дуга образуется между рабочей поверхностью и электродом. Для создания мощного напряжения входной ток 220 вольт проходит через выпрямитель и становится постоянным. Затем постоянный ток превращается в переменный. На последнем этапе запуска возникает выпрямление потоков.
Прежде чем приобретать сварочный аппарат инверторного типа, необходимо познакомиться с его устройством, выяснить сильные и слабые стороны аппарата. В инверторных устройствах заключены 4 важных элемента.
Представленные элементы располагаются в корпусе, выполненном из металла или пластика. Поверх него расположена система управления.
Далее предлагается познакомиться с небольшим перечнем преимуществ инверторных аппаратов, которые важно знать новичкам и профессионалам.
Разобравшись с преимуществами инверторных сварок, можно приступать к знакомству с их недостатками.
На протяжении 20 века рынок инверторных сварочных устройств был представлен ограниченным модельным рядом. Сегодня же картинка целиком и полностью изменилась. Профессионал и начинающий специалист может подобрать надежный аппарат с требуемым коэффициентом мощности, подходящий для работы с любым видом металла. Главное при выборе устройства – обратить внимание на некоторые характеристики.
Кроме всего прочего, выбор подходящего инвертора зависит от типа металла, с которым необходимо работать, габаритов конструкции, интенсивности предстоящих работ и условий эксплуатации. Можно рассматривать модели импортного и отечественного производства. Особых отличительных характеристик системы они не имеют.
Однако начинающим мастерам лучше рассматривать более простые модели, предназначенные для бытовой эксплуатации.
Инвертор несет большую опасность. При неправильной эксплуатации он может ударить током. Имеется вероятность получить ожог кожи и глаз. Помимо всего прочего, возможно попадание в легкие вредных веществ, выделяемых при сварке.
По этим причинам любому начинающему сварщику требуется выучить правила ТБ и приобрести специальные средства защиты.
Защитная амуниция сварщика состоит из маски, искростойких перчаток, костюма и обуви. В качестве дополнительной безопасности стоит приобрести респиратор и защитные очки.
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели. Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.
В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат. В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные. В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.
При первичной активации и перемещении инвертора необходимо осуществить проверку сопротивления изоляционного элемента, располагаемого между корпусом и токопроводящими частями. После данной проверки можно произвести заземление.
Если инверторный аппарат длительный срок находился в режиме эксплуатации, необходимо произвести ревизию устройства на предмет выявления пыльных отложений внутри пространства конструкции. При высоком уровне запыления требуется прочистить силовые элементы, блоки управления. Для этого требуется воспользоваться сжатым воздухом.
Чтобы не возникло каких-либо препятствий в работе системы агрегата, требуется создать для него благоприятные условия, а именно расчистить место установки не менее чем на 50 см.
Ни в коем случае нельзя работать инвертором рядом со шлифовальными устройствами. Эти приборы выдают металлическую пыль, которая может нанести вред электронике. Если рабочий процесс протекает на улице, требуется произвести защиту инвертора от влаги и лучей солнца.
При установке инвертора важно придерживаться инструкции. Прибор должен располагаться по горизонтали или под углом, разрешенным техническими характеристиками.
Внешний осмотр прибора необходимо производить самому сварщику. Прежде чем приступать к работе, следует проверить оболочку кабелей. При необходимости заменить их. Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Любому молодому сварщику необходимо познакомиться с азами, научиться работать с нуля. Прежде всего это, конечно, литература. После прочтения ряда книг и статей можно посмотреть несколько простых мастер-классов, где опытные специалисты рассказывают начинающим мастерам тонкости работы. Они же рекомендуют начинать со штучных электродов из металла толщиной 2–3 мм.
Первостепенно необходимо произвести настройку тока. Точно выставленный показатель гарантирует высокое качество сварных швов. Чтобы выбрать показатель, соответствующий толщине металлической основы и диаметру электрода, начинающему мастеру необходимо воспользоваться специальной таблицей, присутствующей в паспорте инверторного аппарата. Далее включается тумблер питания, поворачивается регулятор, устанавливается требуемое значение мощности тока. Некоторые инверторные конструкции оснащены шкалой, где значение показателя силы тока располагается на дуге поворотного регулятора. Однако выставленная величина будет только приблизительной. В процессе работы силу тока придется еще подстраивать.
Теперь необходимо познакомиться с процессом подключения электрода. На одном из концов каждого из них примерно 2–3 см внутренней части стержня являются свободными. Как раз эта часть и фиксируются в держаке. В современных моделях инверторных аппаратов держаки представлены в виде прищепок. Ими очень удобно пользоваться, они дают возможность легко и быстро сменить расходный материал.
Как известно, розжиг сварочной дуги происходит несколькими способами. Первый метод предполагает вертикальное удержание электрода с легким касанием обрабатываемого материала, после чего электрод отводится на несколько миллиметров назад. Второй метод аналогичен первому. Однако перемещение головки производится по типу чиркающей спички.
В процессе эксплуатации инвертора розжиг электрода происходит гораздо проще благодаря наличию опции «горячий старт». Говоря простыми словами, при соприкосновении с металлом создается мощный импульс тока. И как только возникает дуга, ток становится номинальным.
В процессе работы инвертора передвижение электрода происходит так же, как и в технологиях ручной сварки.
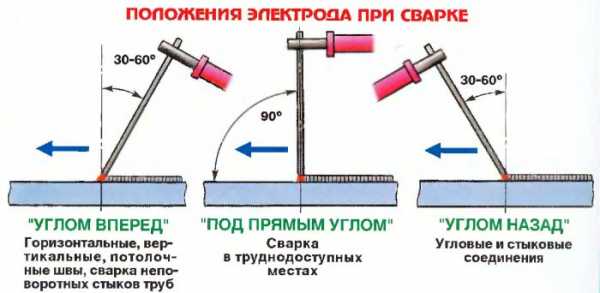
На сегодняшний день практикуется 3 вида наклона относительно движения сварочного аппарата. Многие сварочные швы выполняются по направлению вперед под небольшим углом. Этот вариант идеально подходит для начинающих специалистов. При работе в труднодоступных местах применяется перпендикулярный наклон электрода. Этот метод используется высококвалифицированными специалистами.
Что касается сварки углового и стыкового соединений, в идеале подойдут сварочные работы под задним углом.
Начинающему сварщику очень важно научиться контролировать промежутки дуги. Она возникает в зазоре между электродом и обрабатываемой плоскостью. Благодаря правильному выбору и поддержке требуемой величины получится сделать равномерный, качественный, а самое главное, прочный шов. Согласно техническим требованиям, размер дуги не должен превышать диаметра электрода. К сожалению, начинающим специалистам очень сложно выдерживать одинаковое расстояние длительное время. Поэтому приемлемым показателем является размер диаметра электрода с увеличением его на несколько миллиметров.
Разобравшись с первичными настройками инвертора, можно приступать к пробной сварке. Для примера предлагается воспользоваться небольшим куском тонкого металла, толщина которого составляет примерно 2 мм.
Во время работы крайне важно придерживаться советов специалистов касательно принципов работы и создания швов.
Любой новичок, пытаясь проявить свои профессиональные качества, может допустить немало ошибок. Поэтому, прежде чем приступать к соединению каких-либо конструкций, начинающему мастеру следует потренироваться на старых образцах металла. Таким образом, получится изучить несколько видов швов и техник их выполнения.
Далее предлагается познакомиться с несколькими советами, благодаря которым начинающие мастера смогут быстро освоить навыки работы.
После осваивания навыков работы с инвертором каждый человек сможет проводить сварочные работы в частном доме, на даче, в гараже и в любых других местах, где требуется соединить металлические конструкции.
Таким образом, получится значительно сэкономить семейный бюджет во время строительства либо сделать уникальное изделие.
О том, как выбрать силу тока при сварке инвертором, смотрите в следующем видео.
Содержание статьи:
Выбрать и купить сварочный инвертор для дома значит обеспечить себя постоянной работой, в плане подработок и шабашек. Однако при выборе, многие люди не знают какой сварочный инвертор лучше, тот, который подойдёт именно для их нужд.Приобретение инверторного аппарата на сегодняшний день является оптимальным вариантом для людей, занимающихся сваркой. Однако даже опытные работники не всегда знают, на что обращать внимание при покупке.
На что следует в первую очередь смотреть выбирая сварочный инвертор? Какие характеристики нужно знать, чтобы выбрать надежный инструмент для сварки? Читайте в данном обзоре строительного журнала samastroyka.ru.
Чтобы выбрать правильно такой инструмент для сварки как инвертор, нужно понимать, какие именно работы им предстоит делать в дальнейшем. На сегодняшнее время существуют следующие виды сварочных инверторов:
В зависимости от класса меняется цена, мощность, а также продолжительность рабочего цикла. Так, в случае редкого использования сварочного аппарата, рекомендуется приобретать бытовой инвертор, который и стоит намного дешевле. Его максимальное время работы без перерыва составляет примерно 20 минут.

Также определяется необходимость полупрофессиональных и профессиональных моделей. Последние сварочные аппарата инверторы способны выдерживать до 8 часов беспрерывного использования. Именно этот фактор является основным при выборе, ведь использование профессиональных инверторов для единичной сварки станет совершенно невыгодным.
Во-первых, они намного мощнее, а значит, используют больше электроэнергии, а во-вторых, из-за толстых электродов профессиональные аппараты требуют особой сноровки в использовании. Также обязательно следует обратить внимание и на мощность приобретаемого сварочного инвертора. В большинстве случаев неопытные сварщики полагают, что оптимальными являются модели, мощность которых не более 4 кВт.
Однако для некоторых сварочных работ (сварка толстого металлопроката) такие сварочные аппараты не всегда подходят. Поэтому выбор сварочного инвертора следует выбирать от поставленных целей.

Также недостаток мощности может привести к быстрой поломке инвертора. Таким образом, рекомендуется приобретать модели, мощность которых равна 5 кВт. Такие сварочные инверторы способны работать даже при питании на низком уровне.
Ещё один важный момент – напряжение холостого хода. Самые лучшие модели оснащены устройством поджога, но также неплохие инверторы такую функцию. Так, учитывая все эти параметры, можно с лёгкостью выбрать качественный аппарат для сварки дома.
Оценить статью и поделиться ссылкой:Трансформаторы считаются одними из самых дешёвых разновидностей агрегатов для сварки. Отличаются простотой конструкции: среди всех внутренних элементов главный — сердечник. На нём присутствуют первичная и вторичная обмотки: первая остаётся статичной, в то время как вторая движется относительно неё. Подачу тока можно регулировать механически, от его максимальной величины зависит вес устройства. Самый лёгкий трансформатор весит от 20 кг, при этом толщина электродов не должна превышать 4 мм, что не позволяет сваривать крупные детали.
Большие масса и габариты — не единственный минус такого оборудования. Главный недостаток связан с переменным током, который вырабатывают приборы: сварочная дуга мерцает, ведёт себя нестабильно, «скачет» по материалу. Из-за этого не получается сделать аккуратный шов, т. к. происходит разбрызгивание металла. Также отмечают сильную нагрузку на электрическую сеть и высокий уровень шума.
Применение аппарата инверторного типа позволит избежать вышеперечисленных проблем. Такие инструменты выступают преобразователями переменного тока 50 Гц в постоянный. В результате преобразования получаются ровные аккуратные швы, глубокий провар и малое количество брызг.
При выборе инверторного аппарата необходимо иметь понятие об используемых в нём транзисторах:
Mosfet. Надёжные устройства, хорошо подходят для обработки чёрных металлов. Тяжёлые, не менее 20 штук в электронной схеме инвертора. При температуре свыше 60° срабатывает защита от перегрева, поэтому отмечается относительно недолгая продолжительность включения.
IGBT. Отличаются меньшим весом — в одно устройство требуется до 10 единиц транзисторов. Перегрев наступает после 90 градусов. Малое количество деталей упрощает сервисные работы.
Преимущества сварочных инверторов многочисленны: высокий КПД и производительность до 95%, функция «горячий старт», лёгкость розжига (зависит от параметров напряжения холостого хода), компактный размер и масса 3-6 кг, стабильный ток и ровная электрическая дуга, управление с помощью электроники и ручная регулировка.

Инверторные тонкие металлические сварочные листы позволяют быстро и эффективно изготавливать металлические изделия.
Тонкостенным материалом называется материал толщиной до 5 мм; часто используется для изготовления заготовок для автомобилей, моторных лодок, а также для производства труб, различных корпусных конструкций и т. д.
Основная проблема при сварке тонких листов - высокая вероятность их повреждения.
Это может быть связано с неосторожным перемещением сварщика, что может привести к выгоранию заготовки.
Кроме того, сварка тонкого металла неопытным человеком может оказаться некачественной из-за несовместимости с технологией.
Поскольку процесс сварки осуществляется инвертором с использованием только слабого тока, не допускается даже небольшой зазор в рабочем расстоянии между деталью и электродом.
В противном случае не избежать разрыва электрической дуги.Поэтому не рекомендуется начинать сварку тонких листов инвертором, не зная особенностей процесса.
Для сварки тонкого металла, как и для любого другого процесса сварки, необходимо иметь под рукой защитную одежду: специальный сварочный шлем, перчатки и пальто из толстой ткани, но ни при каких обстоятельствах нельзя носить резиновые перчатки.
Регулируем сварочный ток и выбираем электрический проводник, который позволит инвертору работать.
Показатель сварочного тока берем исходя из характеристик стыкуемых листов.
Обычно производитель указывает силу тока в определенных случаях на корпусе инвертора.
Мы используем инверторные сварочные электроды диаметром 2-5 мм. Затем вставляем провод в держатель, подсоединяем зажим заземления к заготовке.
Во избежание прилипания не перемещайте его на деталь слишком резко.
Инверторная сварка тонкого металла начинается с зажигания дуги.
Электрод несколько раз касается линии сварки под небольшим углом, активируя ее.
От свариваемого изделия держите электрический провод на расстоянии, соответствующем его диаметру.
Если все вышеперечисленные действия выполнены правильно, вы должны получить качественный шовный шов.
Теперь на поверхности сварного шва есть окалина или окалина, которую необходимо удалить с помощью какого-либо предмета, например, молотка.
Следующее видео для начинающих покажет вам, как правильно подключить тонкие листы к инвертору.
Дуговой промежуток - это расстояние, создаваемое во время сварки между соединяемыми частями и электродом.
Когда инвертор работает, выдерживайте указанное расстояние стабильным.
Если вы готовите тонкий металл с помощью инвертора и в то же время сохраняете небольшой дуговой зазор, сварное соединение будет выпуклым из-за того, что большая часть металла плохо нагревается.
Если вы готовите тонкий металл с помощью полуавтоматического инвертора и в то же время сохраняете слишком большое расстояние между электрическим проводником и заготовкой, такой большой зазор может стать препятствием для проникновения.
Возникнет обратная электрическая дуга, и металлический наплавленный металл будет перекосить.
Правильное и стабильное расстояние позволит получить качественное соединение швов, а варка тонкого металла инвертором необходима, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Приобретя опыт и научившись управлять длиной сварочной дуги инвертором, можно будет достичь оптимальных результатов.
За счет прохождения электрической дуги через зазор и плавления основного металла образуется сварочная ванна. С его помощью расплавленный металл также переносится в сварочную ванну.
Если в процессе сварки движение электрода слишком велико, все, что может быть достигнуто, - это деформированное соединение.
Этот факт объясняется тем, что линия сварочной ванны находится ниже уровня основного металла, и если дуга проникает в основной металл сильно и быстро, она перемещает ванну назад, в результате появляется шов.
Поэтому необходимо проверить, чтобы линия сварного шва находилась на поверхности пластин.
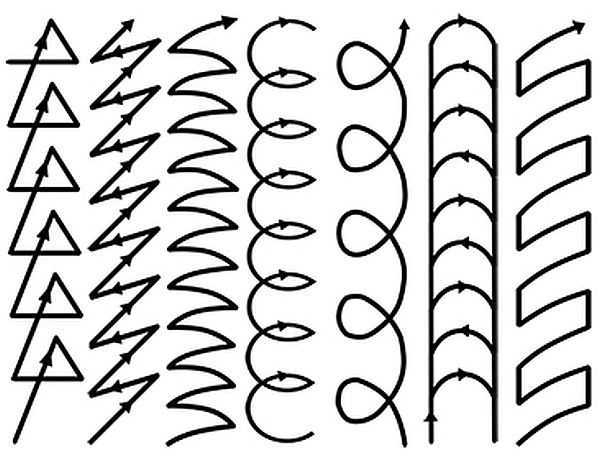
Качественный шов достигается перемещением круглого и зигзагообразного электрода по соединяемой поверхности.
Для зигзагообразных операций необходимо, в свою очередь, контролировать формирование линии шва в трех положениях: от одного края, над сварочной ванной, с другого края.
Здесь не следует забывать, что сварочная ванна движется вместе с теплом, что очень важно при смене направления работы.
Отсутствующий электродный металл создает поднутрение - узкая канавка в основном металле вдоль или по краю сварного шва появляется из-за отсутствия металла для заполнения ванны при боковом движении.
Чтобы исключить образование такой боковой вмятины или поднутрения, рекомендуется контролировать внешние границы и сварочную ванну и при необходимости регулировать ширину канавки.
Сила электрической дуги на конце проводника позволяет работать сварочной ванне.
Не забывайте, что при работе со сварочным изделием под углом ванна не растянется, а будет толкаться.
Таким образом, вертикально расположенный электрический кабель позволяет получить менее выпуклые сварные швы.
Этот процесс объясняется тем, что в это время вся тепловая энергия концентрируется под электродом, сварочная ванна выталкивается на дно, плавится и распределяется вокруг.
При слегка наклоненном положении изделия вся сила отводится назад, и соединение сваривается.
Если электродный продукт слишком перекос, сила передается по направлению к линии шва, что не позволяет эффективно контролировать ванну.
Для соединения с плоским швом используйте наклон кабеля под разными углами.
В этом случае сварка должна начинаться под углом 450, что позволит контролировать ванну и правильно выполнять соединение металла с помощью полуавтомата.
Для успешной полуавтоматической сварки тонкого металла необходимо использовать проводник правильного диаметра.
Например, для тонких листов толщиной до 1,5 мм следует использовать изделия диаметром 1,6 мм.
Правильная варка тонкого металла плавящимся электродом предотвращает перегрев во время процесса сварки, который может вызвать ожог изделия.
Электрический кабель проходит вдоль свариваемой линии со средней скоростью, как только возникает опасность ожога - скорость увеличивается.
Сила тока при сварке листового металла инвертором не должна превышать 40 А.
Выбирая силу тока для работы с плавящимся электродом, лучше сделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом тестовый продукт можно приготовить полуавтоматически в различных режимах с учетом скорости движения электрода.
Готовить нужно так, чтобы можно было полностью обеспечить проплавление стальных краев и в то же время не обжечь материал.
Особенностью сварки тонких металлических инверторов электродом является то, что кромки сразу оплавляются, что не позволяет полностью контролировать сварочную ванну.
Поэтому готовку тонких листов материала лучше начинать полуавтоматически, набираясь опыта.
При сварке листов может использоваться технология точечной или прерывистой сварки.
Из-за непродолжительного действия дуги образуются зацепы, затем дуга гаснет и процесс повторяется на расстоянии 2 или 3 диаметров электродов.
Период между образованием точек лучше всего минимизировать, чтобы расплавленный металл не успевал остыть.
Этот метод идеален, если вам нужно приготовить протекающие конструкции из тонких листов с помощью инвертора. Точечная прихватка устранит потенциальный риск деформации металла.
Поляризация - основа качественных сварных соединений.Прямая полярность обеспечивает пониженный подвод тепла к основному металлу с узкой, но глубокой зоной плавления.
При обратной полярности наблюдается пониженная подача тепловой энергии к материалу с широкой и не слишком глубокой зоной плавления основного металла.
Обратите внимание на полярность электронов перед началом работы с инвертором.
Если вы варите металл постоянным током, вы можете использовать положительный и отрицательный заряд источника.
Но нужно знать где взимать какую плату.
Это следует учитывать, если свариваемый материал имеет положительный заряд, он будет очень горячим.
Если этот заряд подключить к электрическому проводнику, электрод станет очень горячим и сгорит, что может вызвать ожог металла.
Решением данной ситуации является обратная полярность инвертора и индикатор оптимальной силы тока.
Во время работы инвертора электрод подключен «+» к дуге инвертора, а «-» к листу.
Некоторые из следующих советов и тематические видеоролики также будут полезны начинающим сварщикам:
Изучив приведенную выше информацию и просмотрев видеоролики, сваривать тонкие листы с помощью инвертора будет намного проще.
Сварочные инверторы (низкая цена 7-10 тыс.) Они создают качественные швы, даже если находятся в руках новичков.Конечно, работа получится хорошей, если соблюдать простые правила. Все они описаны в статье. Однако новичкам нужно прочитать инструкцию к устройству. Обычно он включает полезные советы, а также меры предосторожности. Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов. Своим названием он обязан тому факту, что преобразует переменный ток в постоянный.И хотя КПД инвертора составляет около 90%, его энергопотребление невелико, поэтому о больших счетах за электроэнергию можно не беспокоиться.
Чаще всего сварочный инвертор работает от сети 220 вольт, некоторые виды от 380. При этом возможна работа и при пониженном напряжении: например, электрод 3 мм можно использовать на 170 В.
Сварка с инвертором намного проще, чем с трансформатором или выпрямителем. Кроме того, держать лук сможет даже новичок. Вот почему большинство людей изучают искусство сварки.
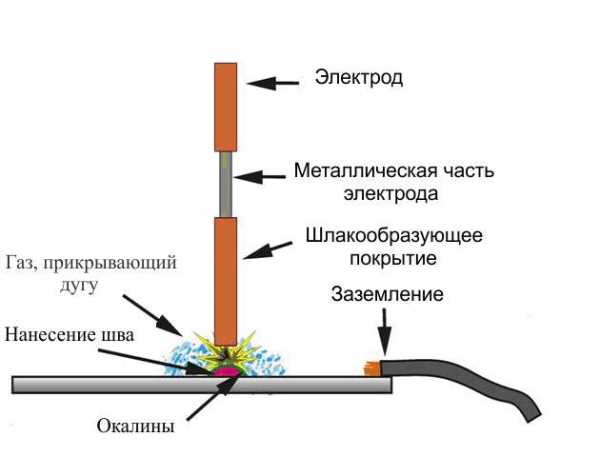
Электрод представляет собой стержень из металла, на который нанесено специальное покрытие - шлаковая смесь. Иногда к нему добавляют газообразные вещества. Покрытие защитит расплавленный металл от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионно-стойкой сталью требуется электрод марки УОНИИ. Также существуют универсальные электроды. К ним относится бренд АНО.Используются для обратного и прямого тока любой полярности.
Электроды также делятся на диаметры от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем он больше, тем больше диаметр. При работе со сварочным аппаратом может пригодиться стол.
Чем толще стержень, тем большую мощность должен иметь инверторный сварочный аппарат. Поэтому для новичков подойдет диаметр не более 4 мм; тонкий металл можно сваривать электродом толщиной 2 мм.
Толщина плавления металла зависит от установленной силы тока. От этого показателя также зависит мощность дуги. Размер электрода устанавливает необходимую силу тока.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях он максимально, на вертикальных - менее примерно 15%, на выступающих поверхностях - 20%.
Сварщик бытового типа может производить до 200 ампер. На профессиональном инструменте значения достигают 250 и более.Направление, в котором течет ток, будет определять полярность. Полярность можно изменить в инверторе.
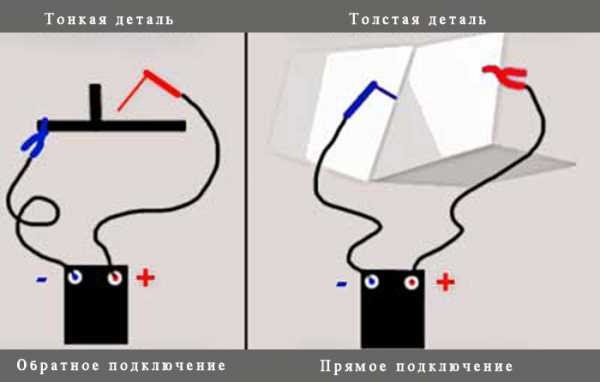
Как известно, ток переходит с минуса на плюс. Поэтому клемма "+" нагревается сильнее. Эта функция позволяет сваривать высококачественные металлы. В случае, если свариваемые детали толстые, положительный зажим подключается к одной из деталей. Этот метод называется прямой поляризацией.
К тонким изделиям прикрепляется отрицательный зажим. Такой способ подключения называется обратной полярностью.
Прежде чем приступить непосредственно к сварке металлических изделий, изучите основные конструктивные особенности инверторного сварочного аппарата. Они показаны на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. Качественный инструмент сбоку от металлического корпуса имеет вентиляционную решетку, предохраняющую трансформатор от перегрева.
На задней панели есть кнопка включения / выключения.На передней панели есть два разъема: «+» и «-». К ним подключается кабель, на одном конце есть электрод, а на другом - зажим. Сами кабели должны быть правильной длины и гибкими.
Пошаговые инструкции по приготовлению с инвертором.
Зажигание дуги - это первый шаг, и у новичков с этим возникают проблемы. Сначала шина слегка постукивает по металлу, чтобы удалить жир. Затем используется метод, аналогичный зажиганию спички. Электрод перемещается по поверхности продукта и мягко касается его. Если планка внезапно прилипает к металлу, ее либо внезапно удаляют сбоку, либо инвертор полностью отключается.
Необходимо зажигать до появления легкой дуги. Во избежание исчезновения дуги держите электрод на расстоянии 4 мм от металла.
Электрод может двигаться только по указанным путям. Их уже показали. Если перемещать электрод только напрямую, шов будет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно - широким и выпуклым.В том месте, где заканчивается шов, электрод задерживают на 3-4 секунды.
Неровный шов чаще всего возникает из-за слишком быстрого движения электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна - это та часть металла, которая после сварки находится в жидком состоянии. Дополнительные материалы включены в этот раздел. Внешний вид ванны - хороший знак, а значит, сварка идет хорошо.
Контур ванны находится ниже поверхности металлической части. Ванна создает хороший шов, если сварочная дуга проникает в изделие равномерно и глубже. Необходимо следить за тем, чтобы шов не спадал, а оставался на уровне поверхности. Легче создать хорошее соединение, совершая круговые движения электродом. В этом случае баню следует расположить по кругу.
Делая шов по углам, помните, что ванна движется вместе с теплом.Чтобы контролировать размер ванны, отрегулируйте силу дуги.

Шов не будет выглядеть слишком выпуклым, если держать электрод вертикально. Если наклонить планку (например, 45˚), шов начнет подниматься. А когда электрод оказывается совсем близко к горизонтальному положению, ванна начинает расходиться и шов загибается. Следовательно, оптимальный угол наклона составляет от 45 ° до 90 °.
Дуговой промежуток - это расстояние между металлической поверхностью и электродом.Интервал на каждом этапе должен быть одинаковым, чтобы шов получился качественным и без дефектов.
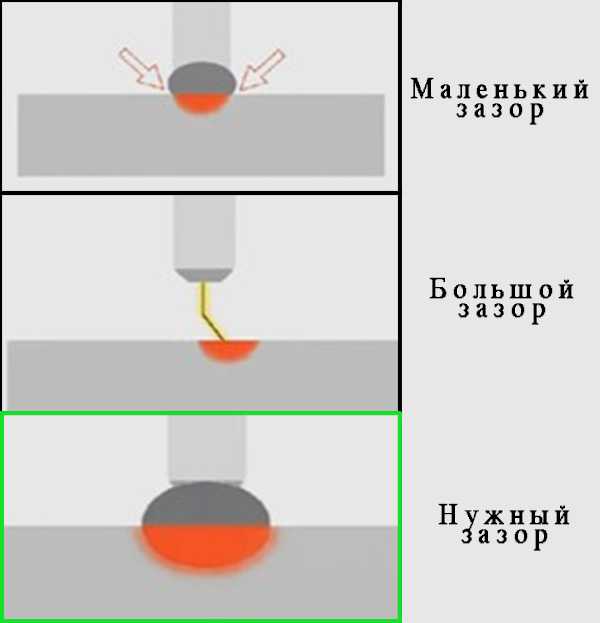
Если зазор небольшой, сварной шов будет слишком выпуклым, и материал будет плохо плавиться. Это потому, что изделие не может согреться. При большом зазоре сварочная дуга будет проходить из стороны в сторону и шов получится кривым и тонким. Требуемый зазор, показанный на рисунке, обеспечит хорошее проплавление и ровный шов.
При сварке тонких металлов рекомендуется использовать инверторное подключение, т.е.«-» проставляется на листе. В этом случае сила тока должна быть в средних значениях. Лучше выбрать электрод, который будет долго плавиться. Модель МТ-2 подходит. Его давно используют сварщики, поэтому он хорошо зарекомендовал себя.
Для тонкого металла пруток можно наклонять примерно на 35 °. Сначала осторожно проведите им по металлу, затем дождитесь появления красного пятна, и оно превратится в каплю. Осторожно переместите электрод, чтобы сохранить размер капли.Так что шов будет ровным.
Чтобы понять, как учиться, сначала нужно выяснить, что это за устройства. Сварочный инвертор имеет довольно компактную конструкцию, его намного проще перемещать с места на место по сравнению с обычным сварочным аппаратом, работающим на базе трансформатора. К тому же работать с современным устройством намного удобнее.
Сварка металлических деталей инвертором достаточно надежна только в том случае, если знать хотя бы примерный прибор.Во-первых, конструкция этого оборудования не занимает много места: все необходимые детали помещаются в небольшую металлическую коробку, длина которой не превышает полуметра, обычно не более 20 см в ширину и около 30 см в высоту. Общий вес конструкции примерно 10 кг
Принцип его работы заключается в испускании электрического тока соответствующей силы и напряжения. Инвертор генерирует постоянный ток в области свариваемой поверхности, создаваемый переменным напряжением в бытовой сети - 220 В.
Приборы всегда имеют два вывода - катод или отрицательно заряженный проводник и анод - положительный. Один из них предназначен для подключения электрода, а другой - для соединения свариваемого металла. При подаче напряжения создается единая электрическая цепь. Если сделать небольшой зазор, величина которого составляет всего несколько миллиметров (обычно не более 8), то в этой точке воздух ионизируется и возникает соответствующая электрическая дуга.
Чтобы быть правильным, следует понимать, что большая часть тепла производится именно в электрической дуге, которая горит при температуре около 7000 градусов.Это дает возможность качественно оплавлять кромки свариваемых заготовок из металла.
Когда возникает искра, плавятся не только края металла, но и сам электрод, в результате чего все эти материалы смешиваются вместе. Если сварка выполнена некачественно, шлак, который, как правило, намного менее плотен по сравнению с металлом, останется в толщине металла. Это значительно снижает качество получаемого сварного шва.
Обычно шлак выходит на поверхность и не позволяет элементам окисляться кислородом, содержащимся в воздухе, или они начинают поглощать азот из окружающей среды.Когда расплавленный металл начинает затвердевать, образуется сварное соединение.
Чтобы учиться на опыте опытных сварщиков, вам необходимо иметь дело с таким понятием, как полярность тока, поскольку она может быть прямой и обратной. Первый - это когда ток течет от катода к аноду. Обратная полярность достигается в противоположной ситуации.
Если человек умеет правильно готовить, он поймет, что на терминале будет самая высокая температура, с которой начнет течь электричество.При использовании прямой поляризации температура непосредственно на заготовках будет выше. Как правило, такую технологию используют сварщики, которые только начинают разбираться в азах этого ремесла.
При обратной полярности на электроде создается более высокая температура. Эта технология полезна при работе с тонким листовым металлом, а также при работе с металлами, плохо реагирующими на перегрев, что может привести к повреждению заготовки.
Толщина электрода или сваренной проволоки играет важную роль. Этот показатель напрямую зависит от толщины свариваемых деталей. В принципе, от этого индикатора следует отказаться при выборе силы тока. Получается, что чем больше толщина электрода, тем большую силу электрического тока необходимо приложить к нему.
Также следует помнить, что расположение шва - горизонтальное, вертикальное, потолочное и т. Д. - имеет прямое влияние на показатель силы тока. Для постепенного развития инверторной сварки необходимо внимательно изучить таблицу, в которой указаны соответствующие токи, диаметры электродов и другие важные показатели, относящиеся к сварочным работам.
Инвертор намного удобнее для сварки. Даже большинство профессиональных сварщиков утверждают, что такая технология намного лучше и проще примитивного трансформатора. Благодаря использованию этого продукта можно не только легко сформировать арку, но и получить ее максимально устойчивой.
Подобный эффект предотвращает разбрызгивание чрезмерно тяжелых металлов. Инвертор хорош еще и тем, что предоставляет ряд различных дополнительных функций.В частности, одной из наиболее полезных функций является так называемый «горячий старт», который позволяет максимизировать сварочный ток в самом начале работы. Это позволяет легче и быстрее создавать дугу.
Еще одна особенность - Strong Bow. Этот элемент активируется только тогда, когда электрод приближается к свариваемым деталям. При таком развитии событий устройство будет увеличивать силу тока в автоматическом режиме. Это дает возможность максимально быстро расплавить металл, чтобы электрод не прилипал к заготовкам.
Третья полезная функция - опция Antisalip. В случае необходимости это приводит к тому, что электрический ток становится минимальным, так что электрод можно очень быстро отделить от металлической поверхности и продолжить работу. Эта функция очень полезна для тех, кто еще не до конца понял, как правильно отсоединить электрод от заготовки.
Инвертор - довольно экономичное устройство. Если рассматривать электроды диаметром 3 мм, то для их качественного использования достаточно установить напряжение 4 кВт - это полностью соответствует нормальному параллельному соединению двух электрочайников.
Экономичная по потреблению электроэнергии конструкция позволяет всего за один сезон оправдать довольно высокую стоимость инверторного сварочного аппарата.

Чтобы понять, как готовить с использованием инверторной сварки, вам сначала нужно понять основные стандарты безопасности. Дело в том, что сварочные работы особенно опасны для здоровья и жизни человека, поэтому подходить к ним следует осторожно.
Люди, которые пытаются научиться готовить с помощью сварочного инвертора, должны сначала потренироваться, чтобы правильно зажечь дугу и поддерживать ее горение в течение всего рабочего периода.
На первом этапе необходимо подключить клеммы, в зависимости от того, какая полярность планируется работать - прямая или обратная. Если на данный момент нет абсолютно никакого опыта сварки, вам нужно использовать только прямое соединение.Начинающему сварщику лучше использовать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Нежелательно использовать электроды большей толщины, так как они могут вызвать сильные колебания дуги и нестабильное горение. Работа с этими ресурсами требует лучших навыков.
Сначала необходимо установить силу тока на 100 А. Использование маски без привычки может вызвать некоторый дискомфорт, но вы можете пожертвовать ею для сохранения зрения. Перед непосредственным зажиганием дуги осторожно постучите металлом по электроду, чтобы сбить штукатурку с края.
Вы можете зажечь лук одним из следующих способов:
Если учесть все рассмотренные моменты, то разобраться, как приготовить с помощью сварочного инвертора, не составит большого труда. Более того, его можно использовать для различных материалов.
Если вы не знаете, как научиться готовить на сварочном инверторе, видео и подготовленная пошаговая инструкция помогут разобраться во всех нюансах этого процесса.Часто начинающим сварщикам приходится выбирать аппарат для сварки кузовов автомобилей, заделки отверстий в металлоконструкциях и т. Д.
Научиться готовить кузов автомобиля или другие детали начинающим сварщикам можно с помощью инвертора. Правильно использовать сварочный инвертор не так сложно, как многим кажется. Даже если вы никогда не выбирали этот инструмент и плохо разбираетесь в электродах, он не станет препятствием для самостоятельного ремонта автомобиля или изготовления какой-то металлической конструкции.
Есть много причин научиться готовить с помощью инвертора. С помощью Сварис 160, Сварис 200 или любого другого хорошего станка освоить сварочное предприятие станет еще проще. Не последнюю роль играет аппарат, используемый в процессе сварки.
Весь процесс разделен на три основных этапа:
Инвертор - это сварочный аппарат.Это устройство обеспечивает соединение металлических элементов путем их сварки между собой. Благодаря этому вы сможете правильно сварить кузов своего автомобиля, закрыть дыры в металлическом ограждении, закрепить решетки на окнах и выполнить множество других хозяйственных задач.
Подготовка состоит из нескольких этапов.
Следующим шагом будет зажигание дуги инвертора. Вот несколько рекомендаций, чтобы устройство соответствовало вашим ожиданиям.
Помимо сварного шва, нужно понимать суть сварочной ванны. Только так можно добиться желаемого результата.
Многие новички, которые готовят впервые, ошибочно полагают, что Varis 160 или 200 сделает всю работу за них. Мы не говорим, что Сварис 160 и Сварис 200 действительно хорошие инверторы. Но для правильного выполнения работы недостаточно иметь качественное устройство.
Основная ошибка - прямолинейность движений при создании шва.Специалисты так не готовят. Для того чтобы отремонтировать кузов или выполнить ряд других операций, нужно научиться правильно пользоваться устройством и следить за швом.
Сварка - одна из достаточно сложных, но востребованных технологий металлообработки. Куда ни глянь, обязательно используются сварные соединения. Без этого процесса не обходится ни одна производственная, строительная, ремонтная или сервисная компания.Сварка становится незаменимой при строительстве и улучшении собственного дома.
Но вот проблема - сварочные работы требуют определенной степени готовности. При необходимости вы, конечно, можете обратиться к мастерам-сварщикам для рекламы или к друзьям, которые обладают необходимыми навыками. Но лучше спросить себя - как научиться работать электросваркой, чтобы ни от кого не зависеть. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, возможность выполнить такие работы, особенно для хозяина отдельной квартиры, является неоценимым плюсом, так как многие проблемы просто перестают существовать.
Но прежде всего нужно понимать основные понятия электросварки и приобретения оборудования. Сварка - такой технологический процесс, при котором качество работ напрямую зависит от оборудования рабочего места.
Суть электросварки заключается в следующем. Электростанция вырабатывает сильный сварочный ток, который по кабелям подводится к рабочему месту. Между электродом и поверхностью свариваемого металла образуется электрическая дуга для сварки - стабильный разряд, характеризующийся высшими температурными показателями.Это приводит к плавлению металла и присадочного материала. Так называемый Сварочная ванна - область сплава, которая контролирует сварщик и определяет, какой сварщик формирует шов. После снятия дуги расплавленный металл кристаллизуется и образуется прочное монолитное сплавление деталей.
Эта очень упрощенная схема реализована в нескольких технологиях сварки:
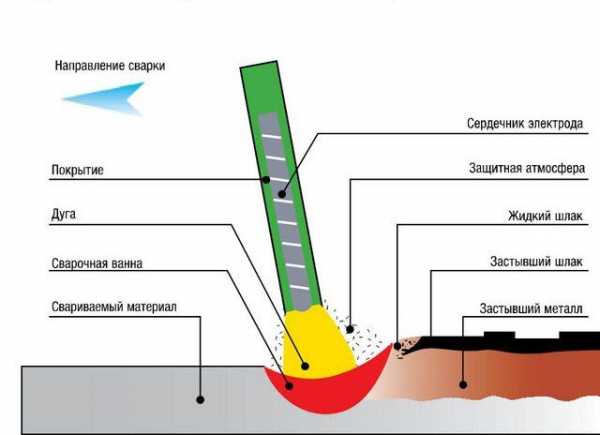
В подавляющем большинстве случаев, если вы рассматриваете сварку на бытовом уровне, эта технология предназначена.
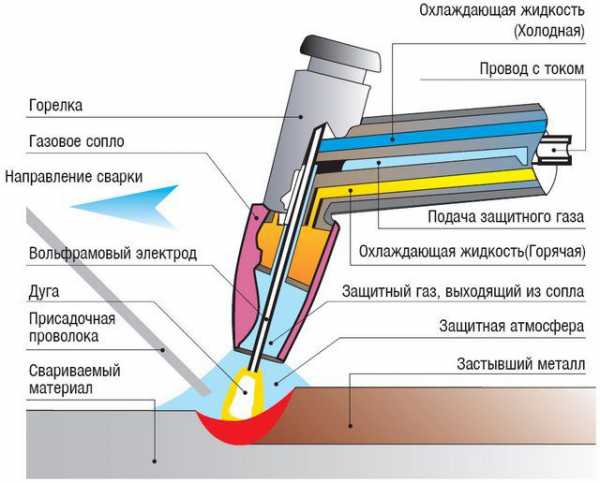
Сварка по аналогичной технологии имеет много преимуществ, но требует специального оборудования и высококвалифицированного рабочего.
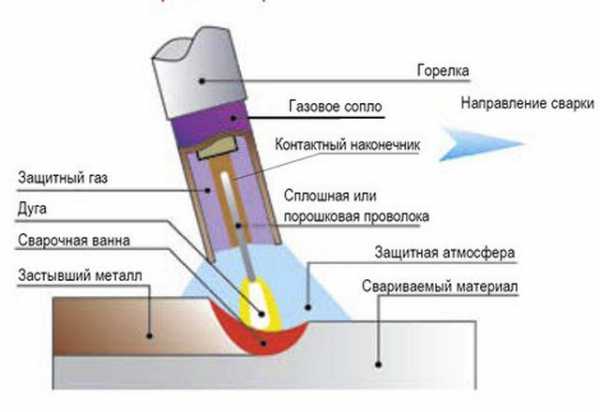
Эта технология позволяет делать качественные швы на любой плоскости и с очень высокой производительностью. В некоторой степени это даже проще, чем M.МА, но требует сложного и довольно громоздкого оборудования - собственно сварочного аппарата, механизма подачи проволоки, газового баллона, горелки со специальной гильзой, через которую протекает проволока и защитный газ.

Как новичок, ручная дуговая сварка (MMA) сначала осваивается, поэтому все следующие темы будут посвящены этому.
Чтобы начать заниматься самостоятельно, вам необходимо подготовить определенное оборудование, материалы и принадлежности.
Для ручной дуговой сварки используется один из трех типов аппаратов:

У трансформатора еще много недостатков - сварочная дуга переменного тока не отличается стабильностью, примерами налипания электродов, крупными брызгами металла, неточными швами. Кроме того, вам понадобятся специальные электроды специально для «смены». Сварочные трансформаторы очень зависят от сетевого напряжения и сами могут серьезно «опустошить» сеть во время работы.Они не отличаются компактностью и легкостью. Словом, начинать тренировки с таким оборудованием нежелательно. Как правило, работа на таких устройствах требует хороших навыков.

Однако недостатки остаются - та же массивность и габариты, даже большие, чем у сварочных трансформаторов, зависимость от напряжения питания и высокая нагрузка сети.По цене они дороже трансформаторных блоков.
Самым современным решением является сварочный инвертор
Все это дает целый «букет» достоинств такой камеры:
- Оборудование спокойно переносит довольно серьезные колебания напряжения m = напряжение сети, что особенно важно в загородных поселках, где такие проблемы возникают очень часто.
- При этом инверторы по сравнению с другими устройствами имеют минимальное энергопотребление - практически не перегружают сеть.
- Стабилизированный ток и возможность точной настройки позволяют делать точные и аккуратные швы.Брызги практически отсутствуют.
- Устройство компактное и легкое.
Выпускается широкий спектр подобных устройств - от бытовых инверторов до профессионального оборудования. Для начинающих сварщики - самое оптимальное решение.Цены на качественные инверторы достаточно высокие, но, во-первых, имеют свойство падать, а, во-вторых, такая разовая покупка полностью себя оправдывает. В продаже появилось много недорогих устройств и очень сомнительной сборки. Поэтому при выборе инвертора очень важно правильно подойти к проблеме - стоит обратить внимание на ряд важных нюансов:
- «NotStart» значительно упрощает первоначальное зажигание дуги.Электроника автоматически увеличивает импульс тока при зажигании.
- «ArcForce» поможет вам разобраться с извечной проблемой новичков - приклеить электрод к металлической поверхности. Уменьшая необходимый зазор между электродом и металлом, ток увеличивается, что предотвращает эти неудобства.
- «AntiStick» - это функция, которая предотвращает перегрев устройства, если оно все еще не может прикрепиться к нему. В этом случае питание просто отключится автоматически.
Еще один важный совет.«Ахиллесова пята» инверторов представляет определенные трудности при проведении ремонтных работ в случае выхода из строя электрической цепи. При выборе устройства лучше отдавать предпочтение моделям с электронным чипом с множеством табличек. Такие устройства покупать немного дороже, но диагностика поломки становится проще, а ремонтопригодность намного выше.
Сварочные инверторы обычно уже оснащены проводами, электрододержателем и зажимом заземления.Однако при покупке этих товаров стоит также обратить пристальное внимание - иногда можно встретить некачественные товары.

Один из самых распространенных - держатели - «прищепки» типа клещей
Держатель должен иметь надежный электродный зажим, позволяющий устанавливать не только перпендикулярно, но и под углом 45 °. Необходимо не полениться и проверить материал контактной части - это должна быть медь или латунь, а не сталь с медным покрытием. Это явный признак. дешевую подделку легко обнаружить с помощью небольшого магнита. Необходимо проверить надежность фиксации электродов, особенно с малым диаметром (2 мм) - это часто бывает с некачественными держателями пассатижей.
Комфортность рукоятки, ее балансировка, «распределение веса» являются важными факторами - работа с ней не должна вызывать быстрого утомления рук. У него должна быть достаточно длинная ручка, позволяющая занять наиболее удобное положение руки, волнистая поверхность, чтобы предотвратить скольжение в руке при ношении перчатки. Не забываем, что для держателей также определяется максимальное значение сварочного тока.


Это оборудование защищает глаза от легких ожогов, закрывает лицо от брызг металла или искр, а органы дыхания в некоторой степени - от поднимающихся газов.При этом фильтр должен обеспечивать хорошую видимость шва при зажигании дуги - выбор делается индивидуально. Фильтр следует накрыть защитным стеклом.
Сама маска изготовлена из термостойкого пластика. Он не должен быть тяжелым и громоздким, вызывающим быстрое утомление. Необходимо проверить удобство головного убора и его фиксацию в правильном положении, возможность подгонки под необходимый размер.
Маски - «хамелеоны», оснащенные специальными жидкокристаллическими фильтрами, которые мгновенно меняются, стали очень популярными для передачи света в момент зажигания дуги.Несомненное удобство - нет необходимости постоянно наклонять маску для визуального осмотра готового шва, упрощается процесс зажигания дуги. Такие маски имеют определенную степень регулирования скорости реакции и степени затемнения - это еще одно существенное преимущество. Их недостаток - довольно высокая цена.

Обувь должна быть кожаной и полностью закрытой; их верх должен быть надежно прикрыт штанинами. Руки следует защищать кожаными или толстыми льняными перчатками или перчатками (гетрами) с длинными манжетами, полностью закрывающими область запястья.

Электрод представляет собой стальной стержень с покрытием. Пруток является проводником сварочного тока и присадочным материалом. Покрытие при воздействии высоких температур образует защитный слой из шлака и газа, который защищает сварной шов от немедленного окисления кислородом и азотом.

Очень важно правильно выбрать электроды
Бывают случаи, когда оборудование хорошее и вроде все делается по правилам, а сварка не получается.Возможно, причина в неправильном выборе электродов. К сожалению, многие начинающие мастера их берут в руки, ориентируясь только на толщину сечения штанги, упуская из виду другие качества. Между тем классификация электродов довольно сложна и разнообразна. Конечно, можно получить консультацию при покупке, если, конечно, сам продавец это понимает. Но вы можете попробовать исправить некоторые проблемы самостоятельно.
Например, электрод E42 A-u OHи-13 / 45— 3.0-UD (ГОСТ 9966–75) или E-432 (5) - B 1 0 (ГОСТ 9967-75).Что могут сказать цифры и буквы?
По ГОСТу расшифровка следующая:
"В" - это классификация покрытий. В приведенном выше примере файл main. Кроме того, могут встречаться следующие маркировки:
- «А» - Кислотное покрытие, подходит для постоянных и любых разрывных швов, но дает сильный спрей.
- «Б» - базовый, применяется для сварки прочных толстых деталей с обратной полярностью.
- «П» - Рутиловое покрытие - одно из самых распространенных, идеально подходит для начинающего сварщика и для работы в домашних условиях.
- «Ц» - Покрытие с целлюлозным компонентом. Это очень удобно при работе в больших объемах, но требует особой квалификации сварщика, так как плохо переносит перегрев.
- «RC», «RCG» - комбинированного типа. Буква «G» дополнительно указывает на включение в состав порошка железа. В основном он используется опытными профессионалами для особого вида работ.
- "1" - универсальный;
- "2" - все, кроме вертикальных сверху вниз;
- "3" - «потолок» и подступенок не допускаются, как в п. 2;
- "4" - Электродом можно делать только нижние швы.
Диаметр электродов выбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
- Для объектов толщиной до 2 мм - Ø 1,5 ÷ 2,5 мм;
- 3 мм - Ø 3,0;
- 4 ÷ 5 мм - Ø 3,0 ÷ 4,0;
- 6 ÷ 12 мм - Ø 4,0 ÷ 5,0;
- более 12 мм - Ø 5,0.
Для начала практических занятий необходимо подготовить рабочее место:

Лучшее решение - верстак для сварки металлов
Когда все будет готово, можно переходить к практическим занятиям. Для начала лучше всего подготовить очищенный от грязи и ржавчины лист металла - лучше делать первые шаги по нему, не торопясь сразу сваривать какие-либо детали.

Зажим заземления крепится к заготовке.Очень важен хороший контакт на перекрестке - его следует очистить металлом при помощи щетки
Тренировку лучше всего начинать с электродов диаметром 3 мм - с ними легче «достать руку». Величина сварочного тока в этом случае будет порядка 80-100 А. Электрод вставляется в держатель, проверяется надежность его крепления.
Нормальный зазор - это зазор, который приблизительно равен толщине стержня электрода - это называется короткой дугой. При использовании инверторной сварки высококачественными сухими электродами обычно не возникает проблем со стабильностью дуги.Увеличение зазора до 4-5 мм дает длинную дугу, которая не обеспечит качественного шва. Если электрод находится слишком близко к поверхности, он может прилипнуть. В этом случае сразу же наклоните ручку в сторону, пока стержень не перегреется.
Поддерживая дугу, помните, что электрод постоянно выгорает и вам необходимо отрегулировать его положение относительно металлической поверхности.
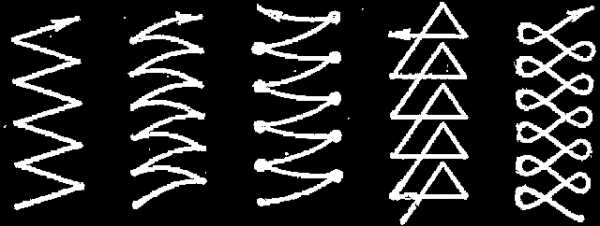
После того, как этот «шов» был наложен, он должен остыть, а затем слой шлака должен быть отрезан для визуальной оценки качества.Могут потребоваться текущие исправления. Это, например, будет видно в сырых помещениях - электричества явно не хватает. Более высокие значения могут сжечь лист. Все это определяется только экспериментально, четких рекомендаций дать сложно.

Первое упражнение - формирование гладких роликов
Пористость стыков, включение частиц шлака в структуру металла не допускается - этот состав не отличается прочностью.
Во время практики вы сможете определить, какое направление сварки будет наиболее удобным - к себе или от себя, вытягивая ванну за электродом, или наоборот, толкая ее вперед.Однако многие мастера рекомендуют сварку, если начинают появляться ровные и качественные валки, можно переходить к следующему этапу - сварке двух заготовок.
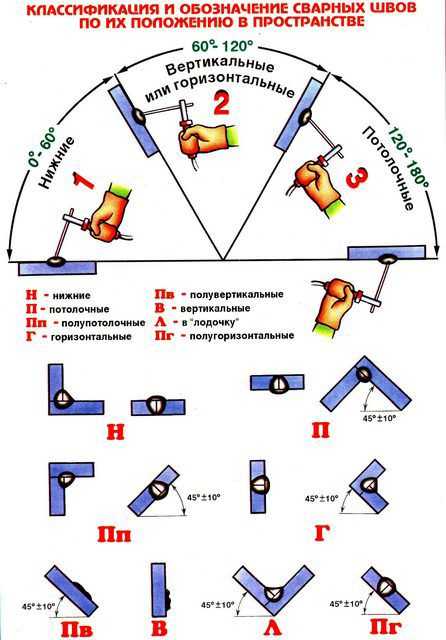
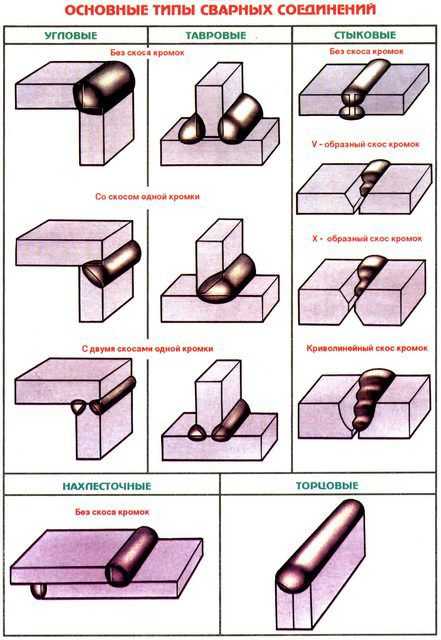
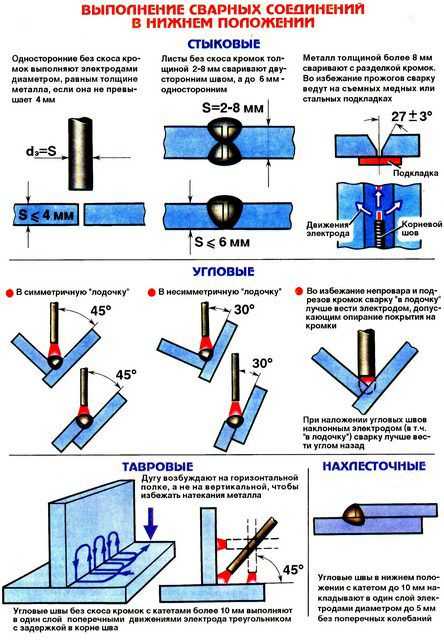

Не стоит бояться первых неудач - опыт придет
Словом, все остальное будет зависеть только от усилий и регулярной практической подготовки начинающего сварщика.Хорошо, если есть возможность обратиться к специалисту, чтобы он оценил результаты. Если нет, то можете сравнить результаты своей работы с видео, размещенными в Интернете, с мастер-классами по дуговой сварке. Обязательно придет опыт, твердость рук, умение правильно подобрать параметры и уверенность в себе.
Для сварочных работ огромное количество оборудования. С помощью этих устройств можно работать как с покрытыми электродами, так и со специальной проволокой, которая постоянно подается в рабочую зону. Это эффективные устройства, а из недостатков отмечаются только большие и неудобные габариты. Также это оборудование будет сложно освоить новичкам.
Тем более, что с такими трансформаторными устройствами можно производить не все работы.Недавно появился новый вид оборудования - инвертор сварочный полуавтомат. Попробуем разобраться в принципах работы, познакомимся со схемой этого устройства, а также особенностями данной группы устройств.
Один из самых молодых и очень перспективных аппаратов. Их серийное производство началось только в 80-х годах. Это были выпрямители с транзисторным инвертором. В этом устройстве электричество может менять свои характеристики даже в несколько раз.Полуавтоматическая сварочная система позволяет вам все это увидеть более четко.
Ток сначала выпрямляется при переходе в полупроводник. Затем выполняется сглаживание с помощью системы фильтров. Кроме того, постоянный ток стандартной частоты меняет свое состояние на переменное, но его частота намного выше. Когда частота изменяется, ток подается на небольшой трансформатор, где напряжение падает, а ток увеличивается. Затем подключаются высокочастотные фильтры и выпрямители, создающие электрическую дугу.Среди достоинств - вес, это довольно компактные аппараты. Здесь можно использовать разные типы электродов. Это позволяет работать с чугуном и цветными металлами. Инверторы также имеют более высокий КПД. Может достигать 85%. Экономическая эффективность также является одним из преимуществ и возможность плавной регулировки рабочего тока, стабильная дуга, подходящая для всех типов операций.
Сварка полуавтоматических инверторов значительно упрощает работу новичкам.В руках профессионала это высокочастотное устройство способно производить качественные и максимально надежные швы.
Главный недостаток - довольно высокая цена.
Стоимость обычно намного выше цены трансформаторного оборудования. Также придет дорогой и ремонт, если прибор вдруг выйдет из строя. Например, блок силовых транзисторов составляет треть стоимости устройства.К тому же аппарат не любит пыль. В случае с кулерами они устанавливаются для охлаждения - пыль поглощается в большом количестве.В воздухе может присутствовать металлическая пыль, которая может вызвать короткое замыкание.
Даже среди недостатков специалисты отмечают композитную электронику, которая очень чувствительна к низким температурам воздуха и влажности. Существует опасность скопления конденсата. Также могут возникнуть проблемы с работой зимой, да и устройство требует правильного хранения.
От простых инверторных сварочных аппаратов Полуавтоматы отличаются наличием механизма подачи специальной электродной проволоки к месту сварки.Чтобы начать кормление, эксперт нажимает на специальный спусковой крючок. Участок, на котором выполняются работы, обязательно продувают защитными газами. Это может быть гелий, аргон или диоксид углерода для систем MAG или MIG. Бытовая техника работает с углекислым газом. Аргон для работы дома слишком дорог, но он необходим для работы из алюминия или нержавеющей стали.
Какой сварочный полуавтомат вы выберете, состоит из источника для генерации электрической дуги, редуктора и двигателя, горелки с гильзой, кабеля для подключения к детали с зажимом.Также есть шланг подачи газа, баллон с редуктором и система управления.
Данный вид полуавтоматической сварки позволяет работать в различных условиях - для этого аппарат имеет широкий диапазон настроек. С их помощью можно просто выбрать нужный режим работы.
Дуга видна при любом положении резака. Плюс, в частности, инверторных моделей - возможность работать в любом положении. Это необходимо для работы в труднодоступных местах.Этот станок может работать с тонколистовыми материалами или материалами, которые сложно сваривать.Если есть необходимость сваривать более массивные детали, то можно работать без газа. Газ предназначен для удаления кислорода, чтобы предотвратить окисление металла. Реакция с кислородом во время сварки приводит к образованию швов шлака, фольги и других проблем, влияющих на надежность.
С этой камерой можно использовать разные типы проводов. Настройки позволяют регулировать токи в довольно широких пределах. Таким образом, с помощью полуавтоматической сварки этого типа можно добиться равномерной работы кузова.При сварке нужна высокая точность - такую точность обеспечивает инверторный аппарат.
Первый минус - это цена. Тогда цена на расходные материалы, в частности стоимость газа, тоже довольно высока. Для использования такой технологии сварки необходимы газовые баллоны, либо необходимо подключить оборудование к газовой сети. Также это практически полное отсутствие подвижности. Кроме того, сварочный полуавтомат не позволяет работать с ним на улице, а по возможности очень неудобен - необходимо защищать горелку от ветра.
Как и любое другое оборудование, здесь оборудование также условно делится на профессиональное и любительское. Но я не думаю, что любительские устройства имеют ограниченную функциональность. Нет, это не так. По функциональности домашние модели не сильно уступают профессиональной группе. Проще говоря, любительский инвертор рассчитан на небольшие нагрузки. Работа включает краткосрочные подходы. Отечественная модель не выдерживает 8-часовой смены.Многие устройства оснащены дополнительными функциями, которые делают работу с ними проще и лучше.
Многие бытовые приборы на рынке можно купить для вашего гаража или дома. Система сварочного полуавтомата может работать от домашней электросети. Если есть необходимость работать вне розеток, устройство оснащено функцией работы с дизель-генераторами.
Выбор необходим по некоторым важным факторам. Рассмотрим их подробнее.
Полуавтоматы питаются от однофазной или трехфазной сети.
Но для домашнего использования вам понадобится устройство на 220 В.Многие продукты, представленные сегодня на рынке, очень чувствительны к нестабильным нагрузкам. Они регулярно выходят из строя или просто не горят. Ремонт сварочного полуавтомата - удовольствие дорогое, поэтому производители оснащают свои устройства защитой от перенапряжения. Домашний блок часто отличается расширенным 15% диапазоном. Профессионал может работать при напряжении 165-270 В. Есть модели инверторов, которые хорошо работают на невысоких показателях.
Это более важно для обычного сварочного оборудования. Эта характеристика показывает, как та или иная модель может загореться, а затем сохранить горящую дугу. Эти параметры ограничены ГОСТом на 80 В для переменного тока и 90 В для постоянного тока. Практика показывает, что устройство может зажигать дугу и до 30 В. Это интеллектуальные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение холостого хода, тем лучше устройство.
В данном руководстве для сварочного полуавтомата содержится вся информация о аппарате. Там же указано максимальное энергопотребление для этого типа работы. Это число также соответствует уровню пиковых нагрузок в сети. Эта мощность указывается в кВт или кВА. Первый вариант - активная мощность, второй - полная мощность. Если вы знаете, сколько потребляет то или иное устройство, вы можете тщательно контролировать правильность подключения.
Даже если машина может работать при нормальном низком напряжении, производительность может снизиться.Зная это, рекомендуется приобрести более мощный сварочный полуавтомат (выбор которого зависит от поставленных целей). Эксперты говорят, что запас хода должен составлять не менее 30%. Кроме того, не используйте устройство по максимуму.
Фактическая мощность может быть определена только силой тока, который она может распределять. От этой особенности зависит толщина металла, с которым может работать та или иная модель. От этого зависит и максимальная толщина электрода.
Для бытовых нужд достаточно агрегата до 250 А.Что умеет полуавтомат? Отзывы владельцев позволяют понять, чего ожидать. Таким образом, максимальная толщина металла - 6 мм, а диаметр электрода - 4 мм.
Это самая полезная и самая важная информация для тех, кто выбирает данное оборудование. Этот параметр позволяет оценить производительность. Инженеры берут ограниченный по времени цикл и делят процентное соотношение - сколько модель может работать непрерывно и сколько машине нужно отдыхать, ремонтов делать не нужно Полуавтоматическая сварка.Например, в европейских странах нужно считать 10 минут. В нашей стране базис составляет 5 минут. Если ПВО 30%, европейская модель отключится через 3 минуты непрерывной работы, а перезагрузить устройство можно будет только через 7 минут. Конечно, практика показывает, что так никто не работает.
Электроэнергия от генератора - правильный вариант. Однако не на каждом устройстве он есть. Современное сварочное оборудование часто оснащается и другими приятными опциями.Например, инверторным системам присущи Hot Start, Arc Force, Anti-Adherence и другие. Не обращайте на них внимания - они по умолчанию.
Если вам нужен полуавтомат, какой выбрать?
Имеет широкий диапазон регулировки, систему защиты от перегрузки. Кроме того, устройство должно быть безопасным, простым в обслуживании, эргономичным.Приборы различаются комплектацией, уровнем, стоимостью. Механика также различается по типу.Так, в бытовой технике в качестве механизма подачи проволоки используется выталкивающий механизм. В этом случае система просто проталкивает сварочную проволоку в гильзу, что иногда может вызвать заедание.
В держателе резака расположен вытяжной механизм, подходят модели среднего класса. Кабель идет либо от катушки, находящейся в корпусе, либо от маленькой, которую можно установить в ручку.
Есть еще двухтактный привод. Оснащены дорогими профессиональными моделями.Здесь оба устройства работают синхронно.
Что касается провода, то большая часть профессионального и любительского оборудования может работать с проводом от 0,6 до 1 мм. Кроме того, сварочный полуавтомат без газа изолирован. Это очень удобный вариант с учетом цены на аргон.
Подающие механизмы могут быть оснащены одной или двумя парами роликов.
Наиболее популярны однопарные механизмы. Они используются с горелками с длиной рукава до 3,25 м.Каждый полуавтомат оборудован регулятором скорости подачи проволоки.Доступны как пошаговые исправления, так и плавные. Некоторые модели питают провод в зависимости от напряжения.
Лучший полуавтоматический сварочный аппарат, который я рекомендую, очень сложен. Это группа устройств, в которой универсальной модели для всего просто не существует. Однако можно купить недорогие устройства, которые подойдут как новичкам, так и профессионалам. Итак, и эти, и другие хвалят модель Aurora. Бренд предлагает широкий ассортимент различных полуавтоматов.
.Часто появляется домашний хозяин, когда без электросварки не обойтись. Раньше в таких ситуациях чаще всего приходилось обращаться в мастерскую к профессионалам, поскольку сварщик может позволить себе далеко не каждому любителю. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), но традиционные трансформаторные машины очень требовательны к электросетям.Подключив его к электросети, вы, скорее всего, получите «неисправные машины или предохранители. вес и компактные размеры. К тому же они отличаются. Довольно демократичная цена. Но покупать, все равно наполовину правильно, главное научиться готовить. Аппарат инверторной сварки Производит двухступенчатое преобразование обычного переменного тока. Энергосистема.
Сначала преобразование в ток с высокочастотной характеристикой, а после - в постоянный ток. При этом КПД (КПД) достигает порядка 90%. Практически все инверторные устройства предназначены для домашнего использования. и рассчитан на напряжение 220 В. В идеале подготовить электроды диаметром от 2 мм до 4 мм. Важным преимуществом такой дуговой сварки для новичков является сравнительная простота зажигания и удержания дуги.
Основание чайника в работе ручного сварочного аппарата - Понимание того, как формируется шов.Электрическая дуга возникает при взаимодействии сердечника электрода с металлической поверхностью. Оболочка загорается и начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочную ванну) и препятствует проникновению воздуха.
Расплавленный металл из активной зоны попадает в сварочную ванну, частично смешивается с расплавленным оттуда металлом и зависает, образуя шов. Покрытие, ранее перешедшее в жидкое состояние, застывает, образует шлак, его нужно удалить после сварки.Вы можете пойти на уроки сварки для начинающих или потренироваться.
Понимание заранее Электросварка фундамента, Необходимо подготовить все необходимое:
Не забудьте подготовить рабочее место - Уберите все мешающие и легковоспламеняющиеся предметы. На случай возникновения чрезвычайной ситуации рекомендуется иметь под рукой огнетушитель . Для перешейка сетчатки глаз («Прикоснись к кроликам») придется покупать специальные глазные капли или пользоваться народными методами.
Итак, все готово и можно разобраться в технике электросварки для начинающих. Курс обучения лучше всего начинать с сварки двух разрезов металла или труб толщиной около 5 мм. В первую очередь необходимо очистить место сварки от ржавчины и грязи обычной металлической щеткой. Если так не закончится, электрод будет сложно зажечь и соединение будет с дефектами.
Для приготовления деталей определенной толщины используйте электрод F3 мм.В случае использования такого электрода инверторное устройство должно быть настроено на ток около 100 А. Чаще всего шкала регулировки на инверторе врет и должна быть скручена «положение», если металла не хватает, чтобы добавить, если горит - уменьшаем.
Работы по сварке начинаются с зажигания дуги, нужно конец электрода сбить о металл или крикнуть, как спичкой. С первого раза скорее всего не сработает Но вот случай, когда надо постараться, а не смотреть.После зажигания дуги электрод необходимо провести по линии шва на расстоянии около 2 мм, при этом «начертание» рисунка как бы прошито свариваемыми деталями. Благодаря этому шов становится прочнее и шире.
Теперь при длине дуги оптимальное расстояние в большинстве случаев составляет 2 мм, при большем расстоянии дуги дуга нестабильна, место сварки недостаточно нагревается, а соединение очень слабое. Если выдерживать слишком мало, шов становится очень выпуклым, площадь сварки недостаточна, из-за чего соединение становится хрупким.В зависимости от условий и предпочтений сварщика существует три метода ведения электрода по шву:
После сварки деталей легким постукиванием молотком следует отделить шлак и проверить, что получился шов. Вы не можете ожидать, что все произойдет с первого раза. Чтобы начать готовить более-менее правильно, искать желаемый результат и прочувствовать процесс сварки, нужно выявить более десятка килограммов электродов.
Самое главное - практика, но она должна подкрепляться теоретическими знаниями.Если вы начинающий сварщик, это руководство будет полезно для обучения. Вы также можете посмотреть видеоуроки в Интернете.
Сварка - самое надежное сочетание твердых деталей. В повседневной жизни широко используется при изготовлении живых изгородей с использованием цепных сеток, каркасов теплиц, банных печей и гаражей или различных резервуаров Думарта сайта .. Навыки сварочных работ можно создать на своем панстоне. Настоящие шедевры ажура, кровли и прочего необходимого в повседневной жизни.
По прочности создания соединений Deline сварка занимает лидирующие позиции. Это обеспечивается скоростью нагрева различных металлов. Использование электрической дуги, которая приводит к пластической деформации используемых материалов. В этом случае произойдет взаимное проникновение частиц первичного электрода в структуру соединяемых материалов. В результате создаются молекулярные пучки сверхвысокой прочности.
Благодаря современным инновационным технологиям, теперь можно использовать лазеры и электронные лучи для сварки, ультразвуковые и газовые горелки. Но для сварки бытовые условия по-прежнему являются наиболее оптимальными для электродуговой сварки., Источник энергии для создания электрической дуги, которая сваривается различными типами устройств, в том числе инверторами.

Методы сварки следующие:
Кроме этого применяют роликовую и электроваголовную сварку, сварку трением и термическую сварку, а также многие другие разновидности.
Если вы решили освоить технику сварки, вам понадобится сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки. Сварочное оборудование оснащено устройством, позволяющим увеличивать или уменьшать нужную прочность. Любители сделать все своими руками могут сделать сварщика из первичных средств. В любом случае вам понадобится один из следующих преобразователей электроэнергии:
** Рекомендации. Наиболее эффективным из перечисленных устройств является инверторный, он отличается КПД и высоким КПД.

Для наиболее распространенной дуговой сварки требуются электроды, которые предназначены для объединения в сварной шов.В большинстве случаев это проволока, состоящая из специального плавящегося порошка. Но тем, кто перед сварочными работами стоит работа, лучше использовать электроды, в виде сплошных стержней, покрытых плавящимся составом. Они даже позволяют новичкам сделать ровный шов. Оптимальный диаметр электродного стержня для данной категории сварщиков - 3 мм. Электроды меньшего диаметра с тонкими листами металла прикрепляются, и для использования

электродов большего диаметра требуется более мощное силовое оборудование.
Сварочные работы сопровождаются яркими световыми лучами и множеством брызг горячего металла. Поэтому сварщик должен позаботиться о защите кожи лица и глаз от ожогов. Для этого потребуются специальный щит и маска. Но в защите нуждаются не только лицо и глаза. Кожа руки обожжена от летящих металлических брызг большего размера. Поэтому брезентовые или замшевые перчатки - незаменимое средство безопасности. Отличный вариант - наличие халата или комбинезона из плотного брезента или прорезиненной ткани.

В целях безопасности, противопожарной безопасности Должен быть водозабор или другие средства защиты от возгорания при случайном попадании искры в места сварки.
** Рекомендации. Чтобы шов получился ровным, без дефектов, необходимо, чтобы величина зазора оставалась постоянной на протяжении сварочных работ.В противном случае дуга прервется и качество сварки ухудшится.
Овладев техникой выполнения рулонного сварного шва, можно сразу переходить к разноплановым швам.Работа начинается с создания дуги. Затем сварщик переходит к непосредственному соединению детали. При этом его рука должна колебаться от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т. Д. По окончании работы необходимо очистить шов от образовавшегося шлака.
Освоив основные навыки сварки, можно переходить к выполнению более сложных операций, изготовлению стыковых и тавровых составов, а также пайке и прохождению поворотов, перемещаясь в разные стороны.Как только рука обретет уверенность, можно приступать к изготовлению более сложных изделий.

Электросварка - самый распространенный способ получения лифтового соединения. Доступность и простота оборудования для сварочных работ позволяют даже начинающим электросварщикам самостоятельно собирать простые металлоконструкции.
Тем, кто хочет научиться сваривать детали, нужно начать с основ электросварки с помощью электродов.
Перед обучением вам понадобится самодельный мастер. В первую очередь это касается сварочных аппаратов и электродов, а потом переехать в Азам.
Для разовой работы можно арендовать сварочный аппарат в специализированных компаниях, но если для работы есть гораздо лучшее решение, то оно будет безопасным, при достаточном уровне мощности аппарата.
Можно выполнить газовую сварку, но это более дорогой метод. Выпускаются следующие виды оборудования различного назначения:
Новичкам необходимо знать, что электроды используются для дуговой сварки. Информация об электродах принадлежит АЗАМ-тренингу. Успех сварки зависит от качества электрода и правильного состава сердечника.
Изделие отличается простотой в конструкции. Это стальная проволока из различных материалов и сплавов, на которую нанесено специальное покрытие (с покрытием).
Покрытие предотвращает попадание нежелательных газов в сварочную ванну.Для домашнего использования Наиболее подходят электроды с толщиной стержня 3 мм. выполнены электродами сечением 2 мм.
Когда сварочный электрод имеет сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклянным хамелеоном, при этом степень диммирования стекла можно регулировать.На руки необходимо надевать перчатки или защитные перчатки. Защитная одежда должна использоваться независимо от того, начинаете ли вы сварщиком или специалистом.
Место сварки должно контролировать защитные экраны, чтобы предотвратить посторонние глаза, особенно дома. Сварочные башмаки нельзя колоть гвоздями.
С такой колодкой сварщик будет постоянно танцевать даже при небольшом количестве влаги в воздухе. Перед сваркой убедитесь, что рабочая зона правильно заземлена.
Подготовительные работы проделаны Можно приступать к изучению сварки и получения АЗОВ.
Пошаговые инструкции предназначены для выполнения нескольких видов работ. Для начала нужно оборудовать сварочный инвертор. От него снимается 2 кабеля. Один предназначен для подключения заземления к земле.
Для другого промышленного или самодельного держателя достаточной длины. Процесс обучения электросварке - дело довольно сложное и занимает много времени.
Инструкции по сварке содержат информацию о настройках аппарата. Обязательная регулировка зависит от сварочного тока . Изначально нет необходимости устанавливать максимальное значение этого значения.
Все данные указаны в таблице на упаковке электродов. Надо меньше проявлять важность и начинать учиться.
С опытом, когда получается зажечь дугу и сделать простейший шов, надо выставить большее значение сварочного тока. Это позволит лучше нагреть металл и сделать более качественный шов.
Уроки сварки для начинающих нельзя перенести, не научившись зажигать дугу.Во-первых, электрод постоянно прилипает к металлу. Рекомендуются 4 метода зажигания дуги:
В первом случае существенных следов в деталях нет, важен второй способ с большим слоем покрытия на кончике электрода. Иногда перед сваркой приходится ловить концы электродов.
Учиться очень просто. Просто постукивать и при игнорировании дуги главное не приставать электрод к расплавленному металлу и не тянуть его на большие расстояния. В первом случае лук выйдет наружу. Второй вариант приведет к образованию сильных пятен и нарушению рулона шва.
Лучше учиться у толстого металла. Только научившись зажигать дугу и поддерживать ее горение, можно перейти к следующему этапу обучения.
Наиболее распространенное положение электрода - наклон от 30 ° до 60 °.Готовить нужно очень редко, сердцевину держит под прямым углом. Выбирая уклон, нужно следить за поведением шлака в сварной ванне.
Он должен быть надежно укрыт, но без растекания металла. Сильно выходить из ванны нельзя. Для начала поставьте ручку под прямым углом, и постепенно угол наклона будет более резким, добейтесь нормального заполнения сварочной ванны.
Качество сварки зависит от развития нормального положения электрододержателя.Начинающему сварщику следует работать, устраивая швы только в нижнем положении, на толстом металле.
Освоив бассейны, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины детали отрегулируйте угол. Со временем на станке будет производиться операция.
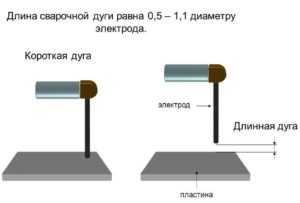 Для этого необходимо держать концы сердечника электрода на расстоянии не менее 2 мм и смотреть на сварочную ванну.
Для этого необходимо держать концы сердечника электрода на расстоянии не менее 2 мм и смотреть на сварочную ванну.
Задача новичков - выполнять несколько заданий одновременно.Для наилучшего заполнения соединительный вал должен направлять электрод в нескольких направлениях.
Для сварки металла толщиной более 6 мм лучше использовать движение треугольником. Меньшая, чем эта толщина, лучше подходит для сварки ломаной зигзагообразной линией.
Сначала требуются только эти электроды. Обратите внимание на постоянный размер колебательных движений. Сначала вам нужно держать электрод на прямой линии для умения.
Не думайте, что у вас получится с первой попытки.Это долгий процесс, поэтому вам нужно набраться терпения, чтобы правильно понять основы.
 После того, как мы отработаем сварку, нужно подготовить сами металлоконструкции, переходить к простейшим операциям по сборке и перемещению узлов в домашних условиях. Обычно дом Мастера. Толстый металл не разваривается, поэтому обрезка кромок не требуется. Начнем с того, что можно потренироваться в соединении профильной трубы .. Для этого потребуется на концах деталей кусочек острых углов поставщика большого квадрата.
После того, как мы отработаем сварку, нужно подготовить сами металлоконструкции, переходить к простейшим операциям по сборке и перемещению узлов в домашних условиях. Обычно дом Мастера. Толстый металл не разваривается, поэтому обрезка кромок не требуется. Начнем с того, что можно потренироваться в соединении профильной трубы .. Для этого потребуется на концах деталей кусочек острых углов поставщика большого квадрата.
Детали Вставьте B. угловой зажим и закрепите тканевую планку. Теперь осталось несколько страниц. Для этого зажгите дугу и поставьте низкую температуру.
Необязательно противостоять тяжелому палачу, достаточно отремонтировать детали. Проверив диагонали, коснитесь всех доступных лотов. Теперь снимите конструкцию и проведите ее надежным и качественным швом.
Если уроки на углу откоса, укладка металла в секретной сварочной ванне, то операции по сборке металлоконструкций не вызовут затруднений даже у котлов в сварочном деле.
Изучил основы сварки и, взяв теоретические знания, необходимо как можно больше потренироваться, израсходовать сварочное оборудование, включить сварочный аппарат и надолго закрепить свои навыки. Только практика позволит сварщику высокого класса.
Сварочный инвертордля начинающих имеет свои особенности и требования, потому что те, кто первым достанет такой агрегат, должны знать, для чего он используется и как работает. Это оборудование используется для соединения металлических листов за счет электрического разряда.В отличие от старых моделей, инверторы намного проще в эксплуатации и сами по себе ничего сложного.
Популярность такой техники обусловлена тем, что, несмотря на компактные габариты, многофункциональное устройство позволяет выполнять достаточный объем сложной работы, которую старые трансформаторы делать не могли. Вся потребляемая электроэнергия участвует в образовании дуги и процессе сварки, поэтому эффективность будет выше, а потребление электроэнергии будет ниже.
удобны в использовании тем, кто впервые встретится со сварочной компанией. Во-первых, они экономичны, во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Тогда инвертор исправно работает от электросети, в рабочем процессе все нагрузки идут на него. Но в отличие от старых прототипов, при включении такого оборудования не будет резких скачков электричества, кроме того, устройство подразумевает наличие специального конденсатора аккумулятора.
Вернуться в категорию
Сварочная проволока имеет свои основные ступени.Если к ним осторожно окажется незнакомец, все у вас получится. Но сразу стоит сказать, что лучше всего приступить к обучению ненужным деталям. Пока твоя ручная набивка. Это нужно для того, чтобы пощупать технику, а также понять, как правильно держать электрод, чтобы швы были тонкими, но качественными и аккуратными.
Итак, инструкция к действию выглядит так:
В сварочном инверторе нет ничего сложного, поэтому любой желающий может изучить процесс.
Вернуться в категорию
Конечно, сама работа довольно проста: электрод выводят на поверхность, а затем назначаются. Но дело в том, что качество шва во многом зависит от умения оператора контролировать зазор между электродом и поверхностью. В зависимости от этого показателя могут возникнуть их проблемы:
И первый, и второй случаи существенно влияют на качество свариваемой детали, кроме того, кроме того, на внешний вид Такое соединение оставит желать лучшего.
Если соблюдается правильный зазор, вертикальный или горизонтальный шов будет иметь однородность сцепления. Кроме того, новичкам следует знать, что существует такое понятие, как сварочная ванна.
Вернуться в категорию
Как и у любого другого новичка, на начальных этапах есть проблемы с созданием аккуратного пересечения.И это нормально, потому что с первого раза получается редко.
На 50% качество сварки зависит от того, насколько оператор научился зажигать дугу и насколько равномерно и правильно она выдерживает разрыв. Именно в эти моменты движется электрод, с какой скоростью он движется, по какой траектории (зигзагообразная, обратная и т. Д.), Какова сила применяемого тока и под каким углом находится рабочий элемент.
Тип металла имеет большое влияние на технику сварки. На этом этапе, как уже было сказано выше, будет влиять размер электрода.Введение скорости подачи проволоки может быть другим. Если вы сделаете это слишком быстро, это, скорее всего, создаст дефекты на поверхности пересечения.
Оптимальный метод сварки - круговое или зигзагообразное движение.
Но в первом случае необходимо постоянно следить, на каком уровне расположен шов, чтобы сварочная ванна равномерно распределялась по площадке. Как и при зигзагообразных движениях, важным моментом является контроль сустава со всех сторон.
Грузоотправитель должен знать, что сварочная ванна всегда будет перемещаться туда, где находится точка нагрева.Этот момент важен при смещении электрода.
Порез может образоваться при отсутствии металлической проволоки в ванной при боковом движении. Чтобы этого не произошло, важно соблюдать не только сварочную ванну, но и границы шва.
Новичок Оператор должен знать, что выпуклость перехода напрямую зависит от полярности электрода, которая больше, меньше объем. Это связано с тем, что максимум тепла сосредоточено под проводом, поэтому и падает сама ванная.При небольшом уклоне энергия возвращается, а само пересечение поднимается вверх, а если электрод резко наклонить, то вся его мощность уйдет на шов, что создаст проблему в управлении санузлом.
Следовательно, за счет регулировки угла наклона рабочего элемента можно управлять перемещением сварочной ванны. Чтобы весь процесс проходил удобно, лучше всего делать это в пределах 45-90 °, чтобы ванна всегда оставалась под контролем.
На самом деле, сварка проволокой проста, требует опыта и громкой связи.Поэтому, конечно, новичку лучше начинать обучение с ненужных металлических элементов, когда отдано время на серьезную работу, он умел впервые и аккуратно сделать шов.
Уметь выбрать хороший сварочный аппарат и как приготовить инвертор, хватит каждому, чтобы в повседневной жизни не возникало проблем, связанных с необходимостью качественного сочетания различных изделий из стали и металла.
Завоевал инверторное оборудование настоящую любовь В доме мастеров благодаря тому, что позволяет каждому выполнять сварочные работы своими руками.В стандартный конструктивно сварочный инвертор входят:
Современное устройство такого оборудования обеспечивает отличный сварной шов, доступный любому человеку. В данном случае инвертор представляет собой очень компактный блок. Не занимает много места.Да и вес оборудования 5-15 килограмм, что дает возможность использовать его как мобильный сварочный аппарат.
Просто научитесь правильно пользоваться инвертором, и он станет вашим надежным помощником в бытовых вопросах. В инструкции к инверторному оборудованию производителя обычно подробно описывается, как необходимо подключить сварочный инвертор, какие электроды выбрать для соединения изделий из сплава, углерода и различных металлов.

Правда, бывают случаи, когда инструкция по устройству не включается.Или доступно, но на иностранном языке. Понятно, что необходимо четко понимать, как правильно приготовить такую «недопустимую» установку, иначе работа по работе со сварочным инвертором вместо того, чтобы довольствоваться деятельностью, приведет к тому, что хозяин столкнется с некоторыми проблемами. Об основных правилах Об использовании сварочного оборудования мы поговорим ниже.
Перед началом сварки приготовьте маску, защитную обувь и одежду.Без этого оборудования готовить сварочный аппарат категорически запрещено. Также необходимо будет подобрать определенные марки электродов для соединения деталей и конструкций из определенного металла (о правилах выбора сварочных стержней мы также расскажем). Не повредит и щетка со стальной щетиной, с помощью которой можно будет очистить свариваемую поверхность.

После этого необходимо произвести соответствующее подключение сварочного аппарата. Поскольку описываемое оборудование имеет значительную мощность, необходимо заранее проанализировать возможности энергосистемы, от которой будет запитана топочная установка.Все модели сварочных инверторов рассчитаны на бытовую эксплуатацию с подключением к сети 220 В. В этом плане у вас не должно возникнуть проблем.
Важно установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и других проблемах с сетью. Затем нужно подготовить площадку, на которой будут производиться сварочные работы. На нем не должно быть посторонних предметов и структур, ограничивающих движения сварщика. Рядом с рабочим местом нелегко совмещать вещи, пожарные и взрывоопасные соединения.

Займитесь безопасностью на рабочем месте, наденьте спецодежду и защитные средства, затем:
Теперь с помощью прибора можно готовить самые разные продукты.
Чтобы использовать сварочный аппарат для запуска, необходимо зарегистрировать зажигание дуги.Для этого поднесите конец электрода под углом к стальной (металлической) поверхности и сделайте движение «Щебучий свет». При удачном подходе появится небольшая вспышка, металл начнет плавиться. Можно начинать сварку.
Варка металла необходима таким образом, чтобы в процессе сварки стержень находился от свариваемой поверхности на расстоянии, примерно равном сечению выбранного электрода. Как правило, углеродистая сталь и многие другие металлы подключаются к току напрямую по полярности.Однако некоторые сплавы свариваются только при обратной полярности тока. Не забывай об этом. Выполняя запланированное мероприятие, он постоянно контролирует качество полученного шва и продукта.
Обратите внимание - сварочный ток на инверторе регулируется очень эффективно и плавно одновременно. У вас не должно возникнуть проблем с установкой желаемого значения. При небольшом показателе силы тока соединение может быть слабо пробито. Но если также выбран сильный ток, есть шанс обжечь поверхность.При использовании сварочных прутков малой толщины (до полутора лет) возможно без труда приготовить металл толщиной от одного до трех миллиметров.
Мощность тока при выполнении таких работ обычно потребляется от 20 до 60 ампер. Если используются электроды большего сечения, можно сваривать металл толщиной 4-5 миллиметров. В этом случае нужно выбрать ток около 100 ампер. После завершения процесса сварки выберите шкалу (легкое нажатие), образованную сваркой, а затем очистите щетку для шва.
Такое простое мероприятие обеспечит его привлекательный внешний вид. И не очень работает в этих случаях, если первые шаги в области сварки оказались неудачными. Поверьте, с каждой последующей процедурой сварки все будет лучше. В данном случае практический опыт - это гораздо больше, чем все советы по правильному использованию инверторного агрегата.
Производительность инвертора во многом зависит от типа используемых электродов.При выборе сварочных стержней для инвертора есть несколько общих рекомендаций. Так, для сварки углеродного электрода рекомендуются стали со средним и низким уровнем выбросов ( ОЗС-4, WONI 13/45, МП-3 и другие). Но лучше готовить с батончиками TSL-11. , которые изготавливаются в Госстандарте 10052. Чугунные поверхности хорошо склеиваются при использовании прутков Ож-2. , нержавеющая - TSL-11. .
Если вы свариваете стали с низким содержанием углерода, лучше всего иметь в наличии электроды серии «АНО» с рутиловым или ильменитовым покрытием ( АНО-4 и АНО-6 соответственно).
Добавляем, что специалистами при выполнении комплексных сварочных работ используются электроды марки «WONI». Но для сварки без нагрузок с критическими параметрами лучше использовать более дешевые «Ано» и «МР-3». Практически подходит для любого типа сварки как на собственном, так и на отечественном производстве.

Еще одна важная рекомендация. Если бытовая электросеть не отличается особой стабильностью, периодически возникают периодические скачки напряжения, желательно обзавестись инверторной техникой, которая может работать от генератора, а также на пониженном (повышенном) напряжении. Указанные технические возможности Инвертор обязательно указывается в паспорте.
.
Невозможно переоценить важность такого устройства, как сварочный аппарат. Для многих мастеров это просто незаменимый инструмент. С его помощью можно сделать металлический забор, сварить трубы, повесить петли в гараже и многое другое. Но большинство людей покупают такое оборудование впервые и просто не знают, как выбрать сварочный аппарат, а вот важных деталей достаточно.Давайте рассмотрим этот вопрос подробнее и посмотрим, как совершить удачную покупку, и мы не ошибемся. 
Этот вид сварочного аппарата получил в последнее время широкое распространение благодаря своему появлению в 80-х годах. Принцип работы инвертора довольно прост. Входящий ток выпрямляется полупроводником, а затем сглаживается специальным фильтром. Это позволяет преобразовывать постоянный ток с частотой всего 50 Гц в переменный, но с частотой в десять раз большей.Как правило, это может быть 10 и более килогерц. Это ваша собственная инверсия частоты. Проходя через специальный трансформатор, напряжение снижается, нужный нам показатель - сила тока. Это позволяет получить оптимальные результаты при сварке.
Поскольку выбрать сварочный аппарат не так просто, как может показаться на первый взгляд, и особенно это касается инверторов, стоит внимательно отнестись к покупке. Во-первых, сегодня на рынке представлена масса товаров, а это уже затрудняет выбор.Все устройства имеют разную стоимость, мощность и другие параметры. Поэтому нужно определиться, с какими целями и под какой нагрузкой устройство будет работать. Давайте рассмотрим все за и против.
Если вы собираетесь использовать сварочный аппарат только дома, вам, вероятно, не нужно покупать профессиональный инструмент. Это связано с тем, что инвертор промышленного назначения намного эффективнее, производительнее, а его габариты больше.Кстати, его главное отличие от традиционного сварочного аппарата заключается в небольшом весе и габаритах, учитывайте это при покупке. Иногда в малом деле больше силы не утаишь, но ее надо искать. Одним из наиболее важных параметров является коэффициент полезного действия, называемый КПД. Современные инверторы имеют довольно высокий КПД, порядка 85-95%. Следовательно, чем выше число, тем меньше энергии теряется. В любом случае подключить сварочный аппарат к бытовой розетке несложно.

Еще одним важным показателем является время непрерывной работы устройства. В профессиональной технике этот параметр важнее, но у нас нет цели поработать на инверторе 12 часов. Если вы хотите выбрать сварочный аппарат, достаточно минимального времени работы. Не забывайте, что для использования другого набора электродов необходимо отрегулировать силу тока. Рекомендуется приобрести инвертор с таким же драйвером. Оптимальным диапазоном можно считать 15-165 А.Именно этот показатель есть у сварочного аппарата «Ресанта», который позволяет использовать даже ультратонкие электроды.
Мы описали далеко не все параметры, поэтому продолжим. Иногда покупатели жалуются на невозможность плавной регулировки силы тока, что сильно усложняет процесс сварки. Чтобы этого избежать, проверьте, насколько стабильна функция при тестировании. Благодаря наличию микропроцессоров дуга должна легко зажигаться и стабилизироваться. Если ваша локальная сеть нестабильна и вы часто наблюдаете падение напряжения, то купите защищенный инвертор.Это позволит закончить изделие без искажения дуги и повреждения оборудования.
Стоит обратить внимание на то, что шов должен быть качественным. Это главное условие для всех инверторов в разных ценовых категориях. Вы спросите, а как выбрать сварочный аппарат для дома? Купите известную торговую марку, но не переплачивайте за само название. Но не стоит отдавать предпочтение самым дешевым моделям, особенно если на них есть умопомрачительные скидки. Возможно, у такого инвертора плохая электрическая защита или большая скорость распыления.Давайте рассмотрим конкретный пример, для этого мы используем аппарат Ресанта, который очень популярен среди начинающих и профессиональных электросварщиков.
Производитель Ресанта предлагает широкий выбор сварочных аппаратов различного ценового диапазона. За самый простой агрегат придется заплатить всего 4000 руб. За эти деньги вы получите довольно хорошее качество. Сила тока может варьироваться в широких пределах (10–140 А), что вполне достаточно для домашнего использования.Преимущество - небольшой вес всего 4,3 кг. Модель «Ресанта САИ 140» подходит только нетребовательному начинающему сварщику, но для выполнения более ответственных и сложных работ лучше покупать АИС 190. Покупатели рекомендуют этот аппарат, и практически во всех случаях он сопровождается положительными отзывами. . Сварочный аппарат «Ресанта» будет стоить около 6000 рублей, но оно того стоит.
 Ток регулируется от 10 до 190 А, а максимальный диаметр электрода составляет 5 миллиметров.Главное достоинство этого устройства - не только качественная сборка, но и то, что есть множество дополнительных полезных функций, например, датчик, следящий за температурой устройства во время работы. После превышения порога инвертор выключится. Конечно, есть и функция автоматического прилипания, которая практически исключает приваривание электрода к рабочей поверхности. В целом, сварочный аппарат Resanta SAI 190 - идеальное решение для повседневного использования дома или за городом.
Ток регулируется от 10 до 190 А, а максимальный диаметр электрода составляет 5 миллиметров.Главное достоинство этого устройства - не только качественная сборка, но и то, что есть множество дополнительных полезных функций, например, датчик, следящий за температурой устройства во время работы. После превышения порога инвертор выключится. Конечно, есть и функция автоматического прилипания, которая практически исключает приваривание электрода к рабочей поверхности. В целом, сварочный аппарат Resanta SAI 190 - идеальное решение для повседневного использования дома или за городом.
Принцип работы такого устройства заключается в том, что с помощью специального устройства сварочная проволока подается непосредственно в рабочую зону. Проволока попадает в активные газы и одновременно плавится и попадает в сварочную ванну. Поскольку в рабочей зоне находится кислород, он вытесняется активным газом, так что можно получить высококачественные соединения. В качестве активных газов используются гелий или аргон, также возможны их комбинации.Покупая такой прибор, следует понимать, что его главное преимущество - сварка самых разных материалов. Фактически, сварочный полуавтомат подходит для работы с алюминием, нержавеющей сталью, легированной сталью и т. Д.
При выборе просто необходимо обратить внимание на эффективность работы аппарата. Для дома необязательно покупать очень производительный полуавтомат, достаточно минимальной или средней мощности. Всегда обращайте внимание на то, насколько легко изменить различные настройки: скорость подачи проволоки, изменение силы тока и т. Д.Часто в автомобильных сварочных цехах применяется сварочный полуавтомат, так как этот аппарат идеально подходит для работы с тонкостенной сталью. Качество шва, как правило, намного лучше, чем у обычных сварочных аппаратов. Самый простой полуавтомат придется заплатить около 6000-7000 рублей (модель SSVA-PU-2). Более дорогие модели, такие как Mig Tesla или Volta Mig, будут стоить около 12 тысяч, но устройства будут более мощными.
Этот показатель чрезвычайно важен для нормальной работы устройства.Если вы покупаете недостаточно мощный прибор, то при работе на полную нагрузку его ресурс скоро иссякнет, и вам придется покупать новый полуавтомат или инвертор. В случае, если мощность слишком велика, ничего хорошего нет. Кстати, вполне нормальными считаются запасы до 30%. Так как мы будем работать только дома, нам понадобится всего 200-250 А. При такой мощности можно использовать электрод 4 мм, но его всегда нужно брать с определенным запасом. Правило состоит в том, что если вы собираетесь работать с электродом 3 мм, вам следует купить сварочный электрод 4 мм.Это решение будет оптимальным. 
Чрезвычайно важно учитывать широкий диапазон регулирования мощности при работе, в этом плане лучшие сварочные аппараты - инверторы, выполняющие такую функцию, как плавное регулирование. Из вышесказанного можно сделать простой вывод: вам нужно покупать агрегат, который намного мощнее, чем вам нужно. Желательно, чтобы минимальный запас составлял не менее 10-20%. Теперь перейдем к не менее важной функции.
Нельзя забывать, что любой сварщик должен периодически отдыхать.Для этого обеспечивается определенное рабочее время (TAC). На каждой модели есть специальная маркировка, которая показывает, сколько устройство может работать непрерывно. Например, TAC = 30% означает, что устройство должно завершить свою работу в течение 3 полных минут. Затем 7 минут отдыха. Что касается практической ситуации, то здесь все немного иначе. Дело в том, что сварщику предстоит выполнить определенное количество работ. Сюда входит замена электрода, проверка качества сварного шва, очистка его от шлака и т. Д.Все это дает инвертору достаточно времени, чтобы остыть. Эта опция полезна, когда вам нужно выбрать два примерно одинаковых устройства.

Хотя здесь есть свои нюансы. Например, модели европейского производства рассчитаны на температуру воздуха до 40 градусов по Цельсию, а более дешевые китайские аналоги - до 20 градусов. Исходя из этого, можно сделать вывод, что «европеец» будет лучше, так как сможет работать в более сложных условиях.Знание всего этого поможет понять, как выбрать сварочный аппарат.
Все современное сварочное оборудование, независимо от ценового диапазона, должно быть защищено от внешних факторов. Это касается пыли, воды, промышленных отходов и т. Д. Каждая модель имеет свой собственный ярлык (IP). Перед этой надписью должны быть две цифры, например IP21. Два в данном случае означают, что никакие предметы толщиной более 1,2 см не упадут в корпус, что, конечно же, не защищает от пыли и мусора.Вторая цифра, в нашем случае это единица, хотя может быть 2 или 3, это значит, что вода, упавшая вертикально на сварочный аппарат, не повредит. Предпочтительны модели IP23. В этом случае вода не проникает в тело даже под углом 60 градусов. Если вы не знаете, как выбрать инверторный сварочный аппарат для работы во влажной среде, покупайте с классом защиты IP22, IP23. И это точно неплохо. Но не забывайте, что сварка под дождем запрещена, и если вы не будете следовать этому простому правилу, то, скорее всего, никаких гарантий вы не получите.

Если вы приобрели инвертор, который работает только на нескольких ножках, его сложно назвать хорошим. При этом отсутствуют сварочные аппараты, позволяющие работать с железом и полипропиленом. Для работы с повторным использованием механических и ручных приспособлений. Первые подходят, когда необходимо сварить трубы большого диаметра, и для их соединения требуется большая нагрузка. Если вы собираетесь использовать устройство только дома, вам понадобится портативное устройство.Можно соединять трубы разного диаметра. В большинстве случаев максимум составляет 125 мм, тогда нужно покупать механическое устройство. Вы спросите, как выбрать аппарат для сварки полипропиленовых труб? Все довольно просто. Купить агрегат типа "утюг" малогабаритный. В идеале с тефлоновым покрытием, которое практически полностью исключает налипание материала при работе. Что касается настройки, то здесь многое зависит от разнообразия и объема работ. Кстати, как и в случае работы с железом, современные инверторы бывают ручными.дуговой сваркой MMA этикеткой и аргонодуговой технологией (для цветных металлов) является TIG.
Мы с вами и задаемся вопросом, как выбрать сварочные аппараты. Отзывы об одной модели совершенно разные. Если Volta MMA 240 среди покупателей оценивается как качественный прибор, несмотря на стоимость всего 7000 рублей, то инвертор Dnipro Mini 210 уже не очень нужен из-за некачественной сборки. Есть еще такие отличные модели, как Zenit ZSI 200/2.Покупатели выделяют многие свои сильные стороны, такие как небольшие габариты, возможность работать с электродом толщиной 3 мм и т. Д. И все это за относительно небольшие деньги, всего 6000 рублей. Конечно, здесь есть свои недостатки, например, короткие выводы и слабый электродный режим. В основном бывают разные типы сварочных аппаратов: выпрямители, трансформаторы и инверторы. У каждого типа есть свои достоинства и недостатки. Вы можете использовать это и найти идеальный чиллер для достижения ваших целей. Не забывайте о производителе, как уже было сказано выше, проверенная марка намного лучше, чем никакая неизвестная компания.Теперь вы знаете, как сделать правильный выбор, поэтому у вас не должно возникнуть проблем.
.90 000 отзывов, ГАИ, ГАИ ПН, цены, сервисБренд Resanta имеет балтийское происхождение - компания зарегистрирована в Латвии, заводы, которые познакомились, находятся в Китае, на российский рынок поставляется несколько линеек сварочных инверторов:

Так выглядит низковольтный сварочный инвертор Rsant SAI-250 PN. Отзывы об этом оборудовании в основном положительные
Продукция в обзорах в целом хорошая, с их преимущества Если вам нужен сварочный аппарат для домашнего использования - Ресанта - хороший выбор.Как говорят профессионалы: лук не такой тяжелый, как лук других брендов в той же ценовой категории, но качество нестабильное: кто-то годами работает с постоянной нагрузкой (в магазинах и на заводе), а кто-то ремонтирует каждые две-три недели (тоже на заводе) Единственное отличие - производство и сварщики. А от тех, кто эксплуатирует сварочные инверторы Ресанта в бытовых целях - в частном доме, на даче, в гараже, те, кто положительно отзывается о работа агрегатов.
Режим работы любых поточных сварочных аппаратов от 70% до 30%.То есть при работе на 140А от Можно готовить / резать 10 минут за 7, а 3 надо отдыхать - подождать, пока устройство остынет.Фактор не самый плохой и режим в целом комфортный.
Для домашнего хозяйства стоит выбирать агрегат из двух линеек - АИС и АИС Пн.
Ресанта АИС - стандартная модификация, работающая в сети с небольшими отклонениями напряжением 220 В. Заявлен такой диапазон: + 10% (до 242 В) и -30% (от 154 В).Вроде этих возможностей должно хватить, но действительно хорошо работает при напряжении 190 В. Если упадет еще ниже, начинаются проблемы и нужно ставить электроды меньшего диаметра.

Это сварочный аппарат Ресант САИ 220 - малые габариты и вес
В сельской местности напряжение часто ниже 190 В. Благодаря таким параметрам сети не все сварочные аппараты могут нормально работать. В ситуации нужно выбирать инвертор из линейки SAI PN. Обычно он сваривается при напряжении 140-160 В.
Есть еще одна линейка - Compact. Отличается еще меньшими размерами и весит на полтора фунта меньше. При обозначении моделей этой линейки цифре, обозначающей максимальный сварочный ток, присваивается буква «К». Если вес и размер важны для вас - выбирайте сварочный инвертор из этой линейки.
Все остальные больше подходят для профессионального или полупрофессионального использования.Для домашнего использования их «навороты» и повышенная мощность бесполезны.Если можно их купить, то не для начинающих сварщиков.
После выбора линейки выберите максимальный сварочный ток. Он ставится в названии каждой модели после аббревиатуры AIS. Например, SAI-160 - максимальный сварочный ток 160 A, SAI 220 - может выдавать 220 A.
Каким образом зависит от работы, для которой он был приобретен, или размера электрода, с которым вы предпочитаете работать. Например, устройства на 140 и 160 ампер подходят для работы с электродами 3 мм. Но 140 будут работать с limit и 160 будут работать в обычном режиме.Вы также можете подумать о покупке 190, но он может уже работать с 4-миллиметровыми электродами. И запас мощности всегда хороший. Правда, за это придется доплачивать.
Более мощные модели SAI 220 и 250 могут работать с электродами 5 мм и 6 мм соответственно. Если вам не нужны эти возможности, вам не нужно за них платить. Но, как всегда, выбирайте сами. Возможно, вы предпочитаете работать с электрод 3мм, но с повышенным сварочным током 190 и более ... Такие сварщики редкость.
Выбрать было проще, в таблице перечислены наиболее важные характеристики сварочных инверторов Resant серий AIS и SAI PN и серии AIS KI
| Модель сварочного инвертора | Максимальный потребляемый ток, А | Напряжение холостого хода, В | Напряжение дуги, В | Максимальный диаметр электрода, мм | Масса, кг | Цена |
|---|---|---|---|---|---|---|
| САИ-140 | 20 | 75 | 25 | 3,2 | 4,3 | 110 $ |
| САИ-160 | 22 | 80 | 26 | 4 | 4,5 | 120 $ |
| ГАИ -190 | 25 | 80 | 27 | 5 | 4,7 | 155 долларов США |
| ГАИ -220 | 30 | 80 | 28 | 5 | 5 | 180 $ |
| SAI-250 | 35 | 80 | 29 | 6 | 5.2 | 220 $ |
| САИ-60ПН | 22 | 80 | 26 | 4 | 5,7 | 170 $ |
| САИ-220ПН | 25 | 80 | 27 | 5 | 6, 4 | 200 $ |
| САИ-250ПН | 35 | 80 | 29 | 6 | 7,7 | 250 $ |
| САИ-160К | 28,5 | 85 | 4 | 3,4 | 130 $ | |
| SAI-190K | 32,5 | 80 | 5 | 4,3 | 155 долларов США | |
| SAI-220K | 36 , 5 | 80 | 5 | 4,5 | 180 $ | |
| САИ-250К | 42,5 | 80 | 6 | 4,6 | 210 $ |
Основным преимуществом этих сварочных аппаратов является то, что они работают в домашней сети 220 В без особых требований.Самое главное, чтобы розетка была заземлена. Класс защиты всех устройств - IP 21, что означает, что устройство заземлено через шнур питания. Поэтому для защиты от поражения электрическим током необходимо запитать инвертор от заземленной розетки. .
САИ-160 нормально работает на автоматах 10-16А, но вы не можете установить максимальный сварочный ток до десяти А. Если вы планируете работать с AIS 190, вам потребуется минимум 16А.
Все отзывы о инверторе Resant сварочные аппараты можно разделить на две части: к 2012 г.До 12 лет все отзывы очень хорошие и не от новичков, а от тех, кто использует сварку в профессиональной деятельности. Дальше хуже. В 2012 году цена на эти устройства значительно упала - почти вдвое. Выглядит неплохо, но Как оказалось, качество тоже сильно упало, после этой даты отзывы неоднозначные, но все же положительные.
В наших мастерских Ресанта 250 (AIS) я работал каждый год в течение года, пока кто-то не вставлял мне ноги.Никаких претензий к работе не было, только кабели короткие.Потому что купили новый. Через 3 месяца этот перестал сразу готовиться. Сервис не задавал вопросов, просто все починил. Сейчас все нормально, работаем взрослым. Кроме кабелей нету жалобы.
Виталий, Кинешма, 2013
Я технолог, купил инструмент. Мне нужен был инвертор для сварщиков - они работали как трансформатор, поэтому я решил не покупать его дорого - вдруг не стали » Куплю у них Ресанта САИ 250. Ни одной проблемы в работе не было.Трансформатор сейчас стоит, а этот всегда занят. И специалистам, и тем, кто только видел, как работать, обычно приходится на нем готовить. Ничего, пашет. Говорят, Ресанта - это лотерея. Мы вроде вытащили хороший билет. Заменили сварные кабели - поставили 10-метровые участки площадью 25 мм2: предыдущие пятиметровые были неудобны.
Миколай, Санкт-Петербург
Ремонт в четвертый раз ... У меня Ресанта 220. Всего предыдущих ремонтов хватило на две недели работы.Прошлый раз ремонтировал вытаскивая (накатал) на другом сайте Ставили нормальную зарядку как сказали проработал месяц и это нормально грешил на качество девайса сейчас потерялся может сервис такой? Ставят фиговые детали, чтобы заплатить им - мало.
Григорьевич, Волгоград
У меня Ресанта 190. Работаю с ней периодически по три года. Все нормально, только нужно выставить минимальный сварочный ток при включении и выключении по инструкции.Мне это легко, и мне это удается, периодически очищаю от пыли, а это актуально для таких устройств.
Виталий Сергеевич, Сергей Посад
Три года работаю с Ресантой 220. Все время менял только радиатор. Но регулярно промываю, стараюсь не резать, не ставлю он в чужих руках.Кроме сварки болгаркой или болгаркой не работаю - от них много пыли, но очень вредно для инверторов.Если приходится работать болгаркой, терплю Ресанта .Если все это вам в тягость, ищите другое устройство.Они европейцы, не так требовательны к условиям работы, но в разы дороже, и даже с нашим партнером по танцам работать не хотят. если вам нужен европеец, который работает в наших условиях, купите еще и стабилизатор.
Анатолий, Московская область
Ресанта не сварщик, а г ... связка. Устала носить в ремонт. Все ломается. Просто перестает готовиться и все.Я возьму еще одну.
Александр
Приобрел Ресант АИС 190 в мае 2014 года. Снят с производства в ноябре. В гарантийной мастерской обнаружено много металлической пыли, поэтому они сгорели. Хотели вернуть его для послегарантийного ремонта (за мой счет), но после спора сделали ремонт по гарантии.Теперь я на грани.Но как дальше работать не знаю.
Влад, Кировоград
Как видите, положительные отзывы об АИС Ресат преобладают, хотя и отрицательные.Некоторые выводы можно сделать из опыта эксплуатации по безаварийной сварке.
В инструкции по эксплуатации этих сварочных аппаратов требования и рекомендации следующие:
Перед включением аппарата убедитесь, что выключатель находится в выключенном положении. Подключите шнур питания и рабочие, подключите к розетке. Установите минимальный сварочный ток на регуляторе, а затем нажмите кнопку Кнопка "вкл". Способ: сначала открутить до минимума, потом выключить выключателем, потом отключить от сети.По окончании работы отключите провода и верните их на место.
При прокладке кабелей или использовании удлинителя убедитесь, что все провода полностью развернуты и не пересекаются.Не оставляйте кабели свернутыми в катушки: это приводит к образованию индуктора, который отрицательно влияет на оборудование.
Преобразователи сопротивления AIS имеют защиту от перегрева Автоматически выключает устройство, когда температура приближается к критической.Но лучше не вешать.Работайте с перебоями: варите 7 минут, дайте прибору остыть 3-5 минут, выключать его в эти промежутки времени не нужно.
Нет необходимости выключать питание, даже если оно отключено из-за перегрева. Подождите 5-7 минут. Не отключайте, даже если у вас небольшой перерыв в работе: чем меньше вы включаете оборудование, тем Пусковые токи, хотя есть функция «Мягкий старт», пагубно сказываются на этом типе оборудования.Поэтому выключайте инвертор только тогда, когда перерыв длится более часа.
Если вы хотите, чтобы Resanta AIS работала правильно, периодически очищайте внутреннюю часть от пыли, особенно если вы работали рядом с источником пыли или после длительного простоя.
Готовить резанту из нержавеющей стали необходимо с обратной полярностью.
Если вы собираетесь удлинить рабочие кабели, увеличить их диаметр, то натяжение будет меньше, если вы установите 10 метров, то сечение предпочтительно будет 25 мм 2 .
Если у вас есть навыки для выполнения этой работы, вам помогут приведенные ниже схемы, а также некоторые рекомендации, основанные на вашем «домашнем» опыте.
Через полтора года эксплуатации Ресанта 220 начал отключаться из-за перегрева, если работал на токах больше 140 А. Гарантия закончилась, стоило посмотреть самому. Только ввод кабель вытащили по ошибке, кстати, износился - полтора года работал каждый день.Он заменил кабель, затянул зажимы не по-женски и продолжил вытирать пыль.
Тимати, Приморский край
Купил Ресанта 250 Проф Шов заедает отлично, варится аккуратно. Отремонтировал, ждал 45 дней. После ремонта, через месяц произошла поломка. Это происходит при проводе не зажимается в держателе.Ждать еще 45 дней не хотелось, открутил сам.Там провода с трудом прикручивались к плате.Только приманка. А как наблюдали обслуживающий персонал? Или они специалисты? Сгорел кусок печатной платы. Немыслимо, но работает.
Виталий, Краснодар
Мой Ресанта САИ 220 после месяца работы тройкой перестал подавать признаки жизни.Открыл, проверил, сгорело два транзистора ФГ50Н60СФД.Нашел, купил, поменял все четыре, правда два сгорели. Заодно заменил резистор 12Вт на 51 Ом. Заработало но ненадолго. Транзисторы сгорели на несколько оборотов. Видимо нарвался на бракованную партию. купил другие, дескать, работает нормально.Да для моего 220 схема от 250 подошла - с небольшими неточностями.Что сказать, плата в норме, дорожки не отклеиваются.Хотя мне нравится. Хотя детали могут быть прошли испытания перед запуском в производство.
Анатолий, Нижний
Невозможно работать со сваркой без маски сварщика - сразу получите ожог сетчатки, который называется «зайчик». Фильтры защищают глаза от поражения инфракрасным и ультрафиолетовым излучением. От летящих брызг и накипи - корпус маски, которые должны быть надежными и обеспечивать максимальную защиту.
РесантаСварочные маски: МС-1, МС-2, МС-3 и МС-4
Ресанта производит несколько типов сварочных масок:
Все основные технические параметры сварочных масок Ресант МС приведены в таблице.
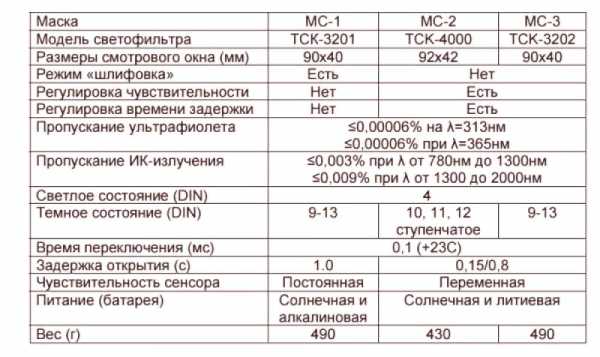
Технические характеристики масок
и видеообзор сварочной маски Ресант МС-1.
Несколько схем сварочного инвертора:
Схема сварочного инвертора Resant SAI 220PN
Схема сварочного инвертора Resanta SAI 160
Схема сварочного инвертора Resanta SAI 220
.- недорогие и простые в использовании устройства. Они позволяют быстро получить швы, отвечающие самым строгим требованиям. Функционирование механизма возможно при его включении для генерации переменного напряжения. Применяется в процессе дуговой сварки плавлением.
При плавке ток к шву подводится через специальные металлические стержни, электроды. Их правильный выбор зависит от технических характеристик и марки, под которой выпускается продукция.
Металлические стержни делятся на 2 большие группы:
Обычно для сварочных электродов различают:
В рабочем состоянии изделие:
Удилища различаются по длине от 30 до 45 см. Диаметр основных фигур - 1,6; 2, 3, 3-4; четыре; 4-5.
Осторожно! Неопытным сварщикам лучше начать отработку металла толщиной 3-4 см и сварочного электрода диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла.Например, для арматуры 4 мм подойдет стержень аналогичного диаметра. Чем толще металл, тем больше калибр диаметра. Для каждого диаметра и марки - своя толщина покрытия.
Электропроводящие стержни необходимо выбирать в зависимости от вида работ и использования металла:
Кроме того, существуют электроды для наплавки и ремонта металлических изделий.
Работа с постоянным или переменным током, а рабочие характеристики зависят от типа покрытия или покрытия.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует выбирать электрод с основным покрытием.
Оболочка бывает:
Инвертор - неприхотливое устройство, способное работать с сотнями расходных материалов.
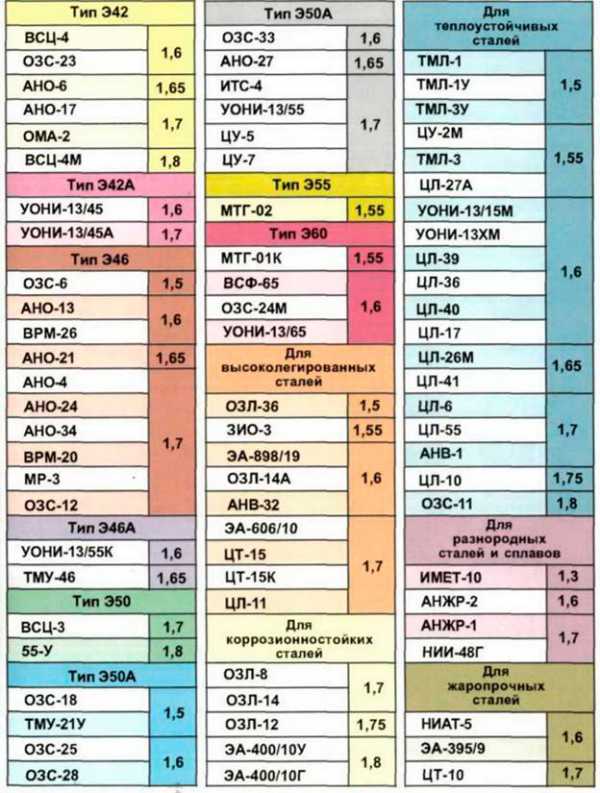
Совет. При изготовлении сварочных стержней часто встречаются подделки и продукция недостаточного качества. Рекомендуется практика прекращения выбора на проверенных вариантах.
Популярные сварочные электроды:
Исходя из предоставленной информации, выбрать подходящий тип сварочного стержня несложно. Начнем с - определитесь с выбором металла, его толщины. Тогда подберите электрод известной марки, желаемого типа, диаметра и покрытия. Рациональный выбор обеспечит желаемый результат сварки.
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно принимать решение о приобретении необходимых принадлежностей для выполнения сварки.И очень важные соображения включают выбор правильных электродов. Этому вопросу стоит уделить особое внимание, так как от качества этих изделий зависит сила образования.
Вот уже много лет инверторы отлично сваривают в случае спроса среди обычных потребителей Что является более продвинутым вариантом по сравнению со стандартными трансформаторными автомобилями, которые были распространены до появления этого устройства .Недвижимость. Эти устройства были дешевыми и удобными в использовании. С их помощью можно обойтись с минимумом затраченного времени и достаточно удачно комбинировать различные геометрические изделия и детали.
Чаще всего такое оборудование используется в ситуации, когда необходимо провести дуговую сварку путем оплавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди преимуществ, которыми обладают инверторы, следует выделить постоянство и стабильность сварочного тока, благодаря чему можно создать высокопрочный состав, что достигается за счет качественного шва.
Инверторная сварка - это процесс, для которого используется специальное оборудование для обслуживания при включении источника питания. 90 120 переменного напряжения. . При проведении таких работ с помощью инверторного устройства используются и другие устройства, также входящие в схему сварки: система управления
Основная роль при сварке инвертора отводится применяемым электродам.Эти изделия имеют вид токопроводящих стальных стержней, которые используются для обеспечения током зоны сварки. Важным моментом является то, что в любом оборудовании должен использоваться электрод для сварочного инвертора. По этой причине необходимо выбрать все функции для выбора текущих питающих стержней.
В качестве материала, на основе которого изготавливаются электроды плавильного типа, которым балуются инверторная и дуговая сварка, сварочная проволока имеет сварочную проволоку, имеющую необходимые характеристики , определенные ГОСТом 1970 г. .На номер 2246 . Отдельный стандарт предусматривает классификацию электродов в зависимости от области применения инверторного аппарата: сплав
Стержни электродов должны иметь специальное покрытие, которое создается опрессовкой.Назначение этого покрытия:
Если владелец сначала планирует сварить инвертор, он должен помнить, что электроды, используемые для сварочного инвертора, можно разделить на на две категории . Первая представлена изделиями, с помощью которых свариваются важнейшие металлоконструкции.
Вторая группа включает электроды, используемые для соединения конструкций при нормальной эксплуатации. По мнению специалистов, когда дело касается соединения ответственных конструкций, лучше всего проводить инверторную сварку электродами WONI. Если вам нужно сварить проект простого размещения, выбор можно остановить на Anno или MR-3.
Следует сказать, что электроды для сварки инвертора Woney trace отличаются достаточной сложностью. Сварку с подобными прутьями может проводить только опытный специалист, и такая работа может быть связана с определенными трудностями, не гарантирующими развития постоянного союза.
В настоящее время наиболее важными являются сварочные электроды следующих производителей:
90 120 Запах 13/55. . Прежде всего, его используют свои опытные сварщики. Особенность этих планок в том, что с их помощью можно создать очень надежный шов, который отличается лучшим показателем плотности.
МП-3С. . Выбор останавливается в тех ситуациях, когда необходимо создать шов с высшими характеристиками прочности и надежности. При использовании таких стержней сваривают элементы с полярностью переменного и постоянного тока.
МР-3. . Характерная особенность электродов этой марки - универсальность. Они подходят для металлического соединения с загрязненной поверхностью. Кроме того, их можно использовать для сварки мокрых и ржавых конструкций.
НЕТ. . Это батончики этой марки и пользуются наибольшим спросом в нашей стране. Среди их преимуществ - отсутствие необходимости в предварительном прокаливании. Их процедура розжига достаточно проста, их использование обеспечивает создание высокой прочности и сверхлегкости.К тому же уровень подготовки того, кто выполняет сварочные работы, не влияет на конечный результат.
Если вы планируете сваривать определенные конструкции, необходимо учитывать, что выбор сварочного преобразовательного электрода будет зависеть от материала, из которого изготовлено стыковочное изделие. По мнению экспертов, лучшими для сварки являются следующие изделия:

Приобретая любой из рассмотренных выше сварочных стержней в любой торговой сети, имеющей эпидемиологические сертификаты, вы можете быть уверены, что образованное с их помощью соединение будет самым надежным. высочайшее вращение 90 120 и надежность .При этом человеку, который будет проводить сварку инвертора, будут обеспечены максимально безопасные условия работы.
Говоря об инверторе, необходимо отметить, что возможности этого оборудования позволяют подключать любую поверхность, используя большинство имеющихся электродов. По этой причине существует высокий интерес к этому устройству. При этом в продаже можно найти такие бруски, с помощью которых можно добиться желаемого результата сварки и обеспечить шву привлекательный вид. Более того, не все электроды могут гарантировать необходимый уровень безопасности при использовании такого оборудования.Поэтому при выполнении инверторной сварки необходимо использовать электроды, рекомендованные для таких работ.
Подавляющее большинство профессиональных конкурентов и домашних мастеров обычно сдерживает выбор инверторных устройств, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих электродов для такого оборудования, то здесь необходимо придерживаться схемы , которая была выделена выше. Поэтому при покупке любого из рекомендованных стержней для сварки можно не переживать за качество соединения.Используйте их вместе со сварочными аппаратами REANCT, чтобы обеспечить безопасность вашей работы.
Среди имеющихся инверторов этой марки сегодня многие устройства отличаются наибольшим уровнем функциональности:

Хотя инверторные сварочные аппараты имеют много преимуществ, обеспечивая качественные компаунды , конечный результат по-прежнему во многом зависит от типа электродов, используемых для сварки. По этой причине подход к выбору этих изделий должен быть максимально точным и свариваемым.Особенность предлагаемых электродов , не все они обеспечивают одинаковое качество знакомств. Здесь важную роль играет материал, из которого изготовлены соединяемые поверхности.
При этом отдельные электроды требуют определенных навыков работы с ними, так как предназначены для специалистов и используются для решения узких задач. Поэтому во избежание ошибок при выборе электродов для инверторного сварочного оборудования рекомендуется отдавать предпочтение универсальным электродам, которые идеально подходят для качественной сварки большинства конструкций.
Инверторызначительно расширили возможности сварщика. Такие устройства в зависимости от назначения позволяют готовить различные штампы и нержавеющую сталь, а также практически любой цветной металл. Но такой универсализм возможен только при использовании дополнительных материалов, в том числе расходных материалов.
Какие электроды выбрать сварочный инвертор в разных режимах и что нужно учитывать при выборе тех или иных расходных материалов для работы с таким оборудованием? Обо всем обо всем вы узнаете в нашей статье.
Эти материалы обычно делятся на два основных типа: плавящиеся и устаревшие.
Первый вариант используется для большинства видов сварки соединений различных марок сталей и некоторых цветных металлов и сплавов. Их принцип заключается в плавлении стержня и оболочки вместе с материалом детали во время сварки, которая закрепляется сама по себе.
При аргонной сварке используется незаписанный тип электрода. Основная задача такого стержня - направить дугу к металлу, и, подняв их, они создают соединение.Как правило, весь процесс проходит в атмосфере защитного газа.
В свою очередь, эти два основных типа расходных материалов имеют большую классификацию, что продиктовано их совпадением.
Расплавленные сварочные стержни требуют выбора правильного диаметра в зависимости от толщины свариваемого металла. Конечно, при небольшом объеме работы и создании неправильных структур вы можете использовать разные электроды для инвертора. Останется только выбрать подходящие настройки прибора (например, уменьшит текущую выносливость).Но в большинстве случаев лучше выбрать нужный диаметр. Как это сделать?
Примерные параметры подбора диаметра электрода к толщине металла можно посмотреть в таблицах в Интернете.
Электроды с номерами шесть и выше в большинстве случаев требуют большей мощности, которая обычно не подается.
В среднем максимальная сила тока инверторных сварочных аппаратов находится в диапазоне 220-250 ампер.
Почему выбирают диаметр прутка? В сварочном соединении главное - обеспечить качественные швы.Это зависит от степени кромки (то есть от того, насколько глубоко и широко расплавились металлические пластины).
Расходные детали малого диаметра не могут подавать достаточно расплавленного металла, а слишком толстые расходные детали могут просто сжечь заготовку.
Кроме того, слишком тонкие бруски не добавят в шов достаточного количества добавок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, , структура вложения.
Однако, за исключением диаметра, необходимо выбрать расход свариваемого металла.
Рабочие сварочные электроды Falter подбираются в соответствии с материалом, с которым вам нужно работать. Поэтому расходные материалы производятся. Какие электроды лучше подходят для инвертора при работе с разными материалами? 
Такие расходные материалы для металлического прутка и его состава, а также с другим покрытием.
При электросварке инвертор осторожно стоит для выбора электрода. Нельзя и медные расходные материалы, которые «специализируются» на стальных конструкциях. Это не даст положительного результата и продукт испортится.
Покрытия, в свою очередь, делятся на несколько классов.
Разница в использовании с разными режимами инвертора.
Электроды из основной марки и целлюлозы были выбраны для работы на постоянном токе (пример -). Расходные материалы с рутилом используются как в постоянном, так и в обратном токе. Они прекрасны и имеют небольшую степень разбрызгивания в процессе приготовления. Кислотные оболочки, такие как рутил, используются при работе с низковольтным инверторным устройством.
При выборе электродов по покрытию также необходимо руководствоваться маркой и типом металла.
Должен быть известен выбор электрода для работы оператором, нужно обращать внимание на их диапазон. Покрытие должно быть сухим, без следов влаги и формы, цельным.
Сварочные материалы очень чувствительны к влаге. После раскрытия информации они продаются в герметичной упаковке, которая быстро покрывается (в течение 8-24 часов). Их просушивают методом пирсинга. Если для сварки использовать необработанные электроды, они будут прилипать к поверхности. Что очень помогает зажечь дугу и нормальный процесс сварки.
Если с задачей и классификацией основных видов расходных материалов все понятно, то какие электроды лучше для варки инвертора, учитывая сегодня в предложении сотни различных марок и производителей? А как определить необходимую маркировку планок?
Для сварки углеродистой и необоснованной стали отлично подходят электроды с маркировкой Woni 13/55. Они выполнены с основной оболочкой, а это значит, что на инвертор подается постоянный ток.Этот сорт расходных материалов позволяет создавать долговечные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора, используя ниже.
Однако у этой марки есть недостатки. Во-первых, высокие требования к изготовлению свариваемых поверхностей, во-вторых, устройство должно иметь высокое напряжение холостого хода (от 65 вольт).
Это рутиловые электроды. Как упоминалось выше, они подходят как для инверторов переменного, так и постоянного тока. Используется при сварке углеродистой и низколегированной стали. Преимущество таких электродов - стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходные материалы из металла отлично готовятся без предварительной подготовки. Ржавчина или влажность не мешают созданию качественных швов.
В инверторном режиме возможна обратная полярность при работе с МП-3.
Эти различные марки сварочных материалов используются при сварке алюминия или сплавов.
При работе с «Крылышком» металл показывает прямую полярность (т. Е. Кабель пистолета отрицательный, а земля - положительный).
В большинстве случаев алюминий варят методом аргона ARC, но при отсутствии такого оборудования с электродами этих штампов можно будет произвести качественное соединение.
Эта марка создана специально для. Другие типы электродов при сварке инверторного типа не подходят, так как невозможно поставить качественный шов.
Их можно использовать как горизонтального, так и вертикального типа.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
Эти электроды предназначены для инверторной сварки тонкостенных конструкций из углеродистой стали. Подходит для варки труб или профилей.Настройки могут быть любой полярности, переменного или постоянного тока.
Также могут продаваться электроды зарубежных марок, имеющие собственную маркировку.
Самыми популярными расходными материалами являются изделия шведской компании ESAB. Все маркировки на их электродах начинаются с букв ОК. Какой из них можно выбрать для работы с инвертором в домашней мастерской? 
С учетом всех факторов, приведенных в этом материале, можно выбрать основные элементы, для которых подбираются электроды для инвертора. Вначале их выбирают исходя из материалов, которые будут вариться, затем нужно определить желаемое покрытие режима сварки и только потом определять желаемый диаметр.
Электроды сомнительного происхождения покупать тоже не стоит, лучше брать известных производителей, правда они будут стоить дороже. Половину постоянного подключения обеспечивает качественный потребитель.
А какие электроды вы используете при работе с инверторными устройствами? Поделитесь своим опытом выбора расходных материалов в дискуссионном блоке для этой статьи, ваш опыт и мнение не заменят никакого теоретического материала.
Выбор сварочных электродов - неотъемлемый момент с аналогичными процессами. Современный дизайн используется редко, когда речь идет об использовании такого рода работ. Причем это касается малоэтажных домов (частных и загородных домов) и построек крупных коммерческих построек.
Качество сварки, в первую очередь, зависит от качества электрода, который был изготовлен, проведен, поэтому к выбору необходимо подходить особенно внимательно и ответственно.
Каркасы, резервуары, основания гаражей и навесов, элементы кровли - все металлические части этих конструкций соединяются сваркой. Чтобы шов был качественным, надежным и долговечным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор электродов для сварки - один из основных при подготовке к работе.От того, насколько правильно подобраны электроды, зависит качество сварного соединения.
Есть несколько способов сварки:
Но газовый пресс и контакт изолированы. При сварке газом используется пламя ацетилинизированной крови. Этот метод выбирают, если необходимо добиться высокого КПД. Поэтому отделениями, где применяется сварка специфическим газом, являются нефтегазовые при укладке магистральных трубопроводов на большие расстояния.
При контактной сварке процесс осуществляется с использованием электрического тока низкого напряжения и высокой силы тока. Этот метод выполняется вручную или механически. При этом контактная сварка может производиться из муфты, красителя, детали можно накладывать друг на друга под любым углом. От того, как заимствован способ изготовления шва, зависит выбор необходимого оборудования. В результате от качества выполняемых работ зависит выбор электродов, сварочных агрегатов.
Выбор сварочного оборудования должен основываться на конкретных условиях выполнения работы.А именно:
Напряжение электросети бытового сварочного аппарата 220 В.
Помимо сварочного оборудования, электрод используется для сварки 2 или более металлических деталей. Выбор, к которому следует подходить ответственно. Это зависит не только от качества и прочности шва, но и от количества металла в металле, его состава.
Вернуться в категорию
Производитель сварочного оборудования обычно рекомендует, какие марки и типы электродов можно использовать с ним. Проволока под электродом изначально должна быть качественной. Кроме того, покрытие является определяющим параметром для использования определенного типа электрода.
Выбор электродов необходимо производить исходя из параметров и характеристик раневых поверхностей. Следует помнить, что у каждой из марок электродов есть свои особенности. Если тип электрода не используется, сварка не может работать.
Электроды согласно нормативным документам можно разделить на несколько параметров:
Вернуться в категорию
Крышка провода может быть:
В качестве материалов для покрытий используются соединения карбоната и фтора.
Они устойчивы к изменению температуры окружающей среды.Но существенным недостатком электродов этого типа является то, что их применение ограничивается только деталями, не имеющими ржавой кромки. Однако его можно использовать при работе в любом положении и направлении (сверху вниз, снизу вверх). Они используются для сварки конструкций, которые в будущем будут эксплуатироваться при низких температурах с переменными или ударными нагрузками. Особенностью использования рассматриваемых электродов является то, что их можно использовать только при сварочных работах, которые проводятся постоянным током обратной полярности.
Кроме того, существуют рутил-основные и рутил-целлюлозные покрытия. Электроды, которыми накрывается первый из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. На проволоку наносится второе покрытие, которое будет использоваться при сварке толстого покрытия.
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен с использованием публикаций журналов «Сварка и диагностика», «Металлургический вестник» и других специализированных источников.В статье обобщены в Интернете мнения профессиональных сварщиков о продукции разных производителей.
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорыв» в этой сфере уже был представлен. Российская электродная продукция производится в немногих, а совместные предприятия уже не уступают многим маркам материалов по стабильности качества. Он начал «подтягивать» к ним и некоторые растения домашнего подчинения.Однако в случаях, когда требуется уверенно обеспечить качественный шов, профессионалы все же предпочли использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходит любой тип электрода, и не все типы подходят для сварки на переменном токе.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
Для корректного сравнения цен мы включили только наиболее часто используемые электроды диаметром 3 мм.
Главный параметр любого сварочного электрода, определяющий большинство его свойств - от легкости зажигания до качества шва - это состав его покрытия. Наиболее распространены на сегодняшний день следующие виды покрытий:
15 лет опыта в сварке и большой выбор сварочных аппаратов онлайн . Магазин Allweld.pl предлагает широкий ассортимент товаров от крупнейших производителей и дистрибьюторов Польши; Магнум, Идеал, Шерман, Спартус, Патон, EWM, Trafilux, Kuhtreiber-Tiger. В магазине более 5000 наименований товаров, в основном сварочное оборудование - сварочные аппараты MIG MAG, TIG и MMA . В предложении магазина также другое металлообрабатывающее оборудование; плазменных резаков, точечных сварочных аппаратов, индукционных нагревателей, сверл, компрессоров или столов с ЧПУ. Продукция предназначена для людей, которые начинают свое приключение со сваркой, энтузиастов и любителей DIY, а также для профессионалов, компаний и мастерских, производства и обслуживания, ремонта и автомобилей .
Постоянное развитие сварочной промышленности влияет на растущее предложение магазина Allweld. С развитием технологий на рынке появляются новые устройства по доступным ценам. В течение многих лет ядром продаж были инверторные сварочные аппараты MIG MAG , работающие от 230 и 400 В .Для мастерских, обслуживания или периодической работы на производственных предприятиях предпочтительны полуавтоматы 200A , которые обеспечивают реальный провар до 5 мм, что позволяет качественно соединять сварные элементы даже толщиной 10 мм. В интернет-магазине Allweld популярны как классические конструкции с регулировкой основных параметров, таких как , напряжение и подача проволоки , так и продвинутые сварочные аппараты , которые автоматически выбирают параметры .
В бюджете до 2000 злотых есть возможность приобрести полуавтоматы с процессорным управлением , т.н. синергетический. Точно и без необходимого опыта они позволяют установить правильные параметры сварки практически для всех свариваемых материалов, например, черной стали , нержавеющей стали или кислотостойкой , различных сплавов алюминия или проволоки CuSi в процессе пайки .При закупке сварочных аппаратов в диапазоне от 2000 до 2500 злотых , можно приобрести самые современные модели с функцией импульсов и двойных импульсов . Благодаря таким решениям улучшается качество сварного шва, он ровный и мы получаем эффект так называемого напольные весы. Сварщикам, которым нужны более мощные источники, мы рекомендуем большие мигоматы с блоком питания на 400В . Сварочный ток больше, чаще всего он составляет минимум 250А можно использовать катушки до 15 кг и проволоку диаметром от 1,2 мм.
Другие группы продуктов, на которые стоит обратить внимание: инвертор TIG-i постоянного тока DC , доступный по цене от 1000 злотых , а также переменный переменного тока от 2000 злотых . Благодаря этому методу сварки мы максимально контролируем сварочный процесс с процессом сварки и получаем лучшее качество сварки . Команда опытных специалистов неизменно помогает в выборе оптимального сварочного оборудования. Прислушиваясь к потребностям клиентов, он советует найти лучшие решения.Надежные устройства с высочайшими параметрами. В предложении компании есть модели с классической регулировкой потенциометра, а также современные конструкции с поддержкой всех необходимых параметров pre-gas , post-gas , нарастание и спад тока, импульс и его баланс и частота. Ignition HF , память настроек или управление - это лишь несколько критериев, которые следует учитывать при выборе правильной сварки TIG.
В настоящее время марка Allweld является одной из самых узнаваемых в стране и за ее пределами.Постоянное развитие предложения позволило привлечь широкую группу из иностранных клиентов . Все клиенты, которые ищут сварочные аппараты , а также других аппаратов , позволяющих обрабатывать металла , имеют возможность найти что-то для себя. Взаимодополняемость предложения - залог успеха и большое преимущество магазина. Помимо сварочных аппаратов и необходимого сварочного оборудования , клиенты могут приобрести другое оборудование в виде: плазменных резаков для резки металла, споттеров листового металла для ремонта кузова, индукционных нагревателей и компрессоров .
.