ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.

Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
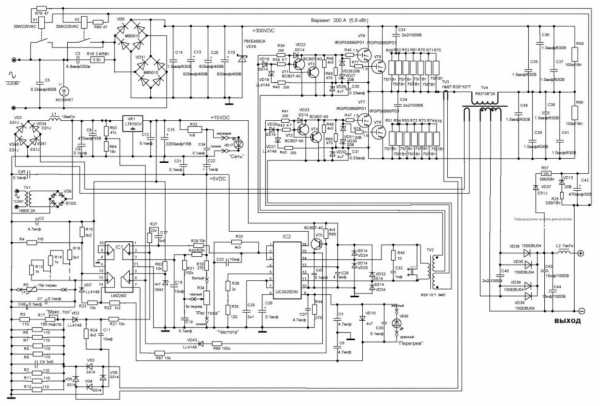
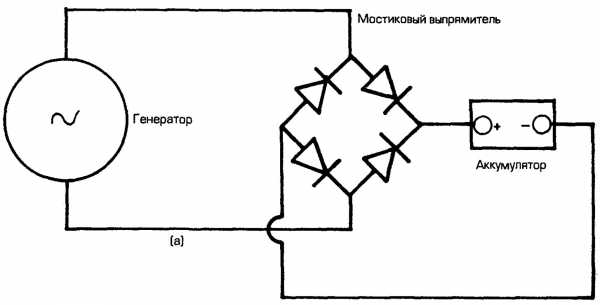
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц. Чтобы эти ключевые элементы работали, нужно скоммутировать на них входной ток, а он поступает с диодного моста высокой мощности. Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
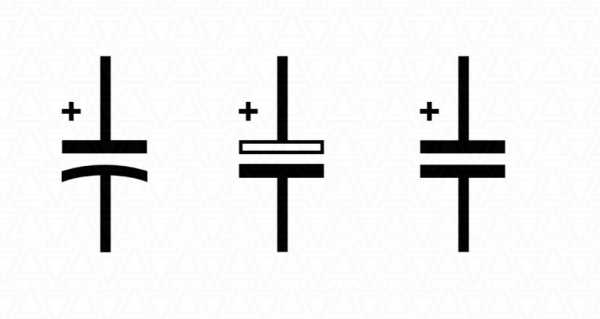
Схема сварочного инвертораВажно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
 Сварочные работы
Сварочные работыПри рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
 Сварочные инверторы
Сварочные инверторыВнутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
 Понижающий трансформатор
Понижающий трансформатор Важно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
К сильным сторонам оборудования важно приписать следующее:
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
 Электронная плата
Электронная платаПроблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
 Плазморезы
Плазморезы Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
 Аппараты аргонно-дуговой сварки
Аппараты аргонно-дуговой сваркиЧтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
 Положение электрода
Положение электрода Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
 Электросхема
ЭлектросхемаКомпоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата. Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы. Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схемаСтандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
 Выпрямитель на схеме
Выпрямитель на схеме Важная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
 Замыкания цепи
Замыкания цепиТакже на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
 Коммутация на обмотке
Коммутация на обмотке Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
 Конденсаторы на схеме
Конденсаторы на схемеПринципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
 Вторичный выпрямитель
Вторичный выпрямительПлюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
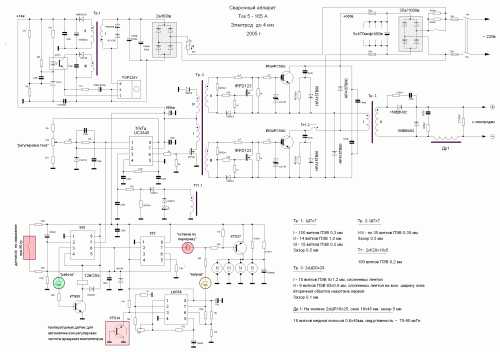
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй - с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
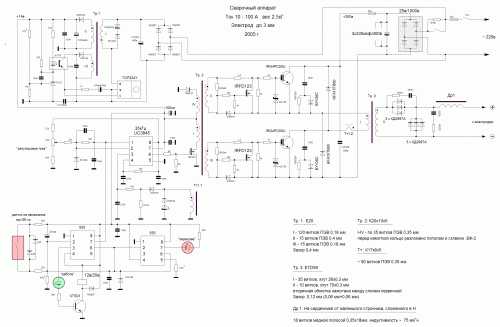
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| uvk.zip |
| 747 kb |
| YBK-7.djvu |
| 557 kb |
| Osc_BK-7.jpg |
| 210 kb |
| Sturm.jpg |
| 470 kb |
| 988342_I.pdf |
| 3.88 Mb |
| 988404_I.pdf |
| 3.10 Mb |
| WT-130S.pdf |
| 599 kb |
| vladimir30.png |
| 220 kb |
| samodel.djvu |
| |
| pst-161.djvu |
| |
| vd306ds4.djvu |
| |
| forsag_sch.pdf |
| |
| 05F7E883d01.pdf |
| |
| 645153BBd01.pdf |
| |
| F4AF7DE0d01.pdf |
| |
| BestWeld.rar |
| 14.4 Mb |
| 687a6e199dc2.jpg |
| 2.96 Mb |
| WT-180S.rar |
| 22.6 Mb |
| Tecnica-114.pdf |
| 1.06 Mb |
| Invertec_STT.pdf |
| 4.98 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
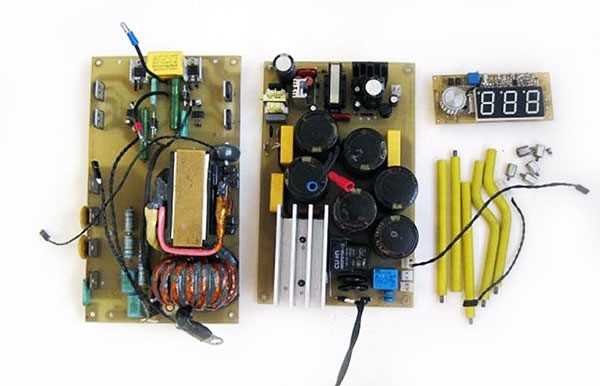
Устройство сварочного инвертора
Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения. Принципиальная схема: Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Один до сих пор жив, прошло уже два года. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
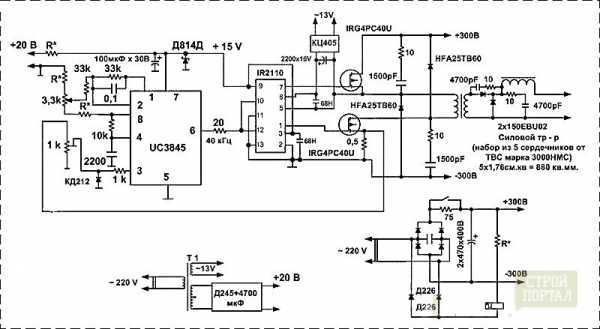
Схема силовой части инверторной сварки Как собрать инверторную сварку: поэтапное описание + Видео Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы: 1 Корпус. Описание данного стенда с чертежом печатной платы. Your browser may also contain add-ons that send automated requests to our search engine.
Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования - Лампа служит ограничителем зарядного тока и индикатором этого процесса. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки: Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44x42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Сварочный инвертор ЮНИМАСТЕР МАСТЕР АСИ 190 относится к бытовым аппаратам, предназначен для MMA-сварки углеродистых и нержавеющих сталей постоянным током. Создан с использованием инверторных технологий на IGBT транзисторах и обеспечивает точную регулировку тока и высококачественную сварку. Может использоваться в помещениях с естественной или искусственной вентиляцией. Напряжение сети - 220 В. Сварочный ток - 10-180 А. ПН при токе 180 А - 60% ПН при токе 155 А - 100% Диаметр электрода - 1. Сварочный инвертор BESTWELD BEST 120 NEW120A полупрофессиональный аппарат для использования в бытовых условиях при проведении сварочных работ в мастерских, гаражах и на садовых участках. Инвертор работает со всеми типами электродов для сварки ММА, ручная дуговая сварка, на постоянном токе черных и цветных металлов, а также их сплавов. BEST 120 прост в обращении и не вызывает трудностей в работе даже у сварщиков без опыта и навыков. Напряжение сети - 220 В. Сварочный ток - 20-120 А. ПН при токе 120 А - 30% ПН при токе 70 А - 60% Диаметр электрода - 1. Сварочный инвертор SDMASTER TECHNIK 220 используется для сварки штучными покрытыми электродами различных металлов. Аппарат изготовлен с учетом использования в быту домашними мастерами. В SDMASTER TECHNIK 220 применены инверторные технологии что обеспечило легкое управление и высокую стабильность сварочного тока. Напряжение сети - 220 В. Сварочный ток - 10-220 А. ПН при токе 220 А - 60% ПН при токе 170 А - 100% Диаметр электрода - 1. Сварочный инвертор PRORAB FORWARD 190 INV подходит для проведения непрофессиональных работ по сварке металлов и сплавов различной толщины. Инвертор подключается к стандартной электрической сети 220 Вольт, и может использоваться в бытовых условиях, в гараже, автосервисе, на дачном участке. При разработке FORWARD 190 INV применялись самые новые, на момент выпуска, передовые технлогии на основе IGBT транзисторов. Напряжение сети - 220 В. Сварочный ток - 20-180 А. ПН при токе 180 А - 20% ПН при токе 80 А - 100% Диаметр электрода - 1. Сварочный инвертор КЕДР MMA 220 F надёжный, удобный аппарат для ручной сварки покрытыми штучными электродами ММА , может использоваться для сварки в среде защитного газа неплавящимся электродом при контактном возбуждении дуги TIG. КЕДР MMA 220 F это современный аппарат способный обеспечить вспомогательные функции: НотStart - легкий поджиг дуги, ArcForce - форсаж дуги с возможностью ручной регулировки, AntiStick - анти залипание электрода, которые облегчают и упрощают процесс сварки. Напряжение сети - 220 В. Сварочный ток - 20-200 А. ПН при токе 220 А - 60% ПН при токе 175 А - 100% Диаметр электрода - 1. Схема инвертора обеспечивает режимы: ANTI-STICK, ARC FORCE, HOT START. Инвертор выдерживает колебания напряжения от 140 до 242 В, не снижая эффективность работы. Напряжение сети - 220 В. Сварочный ток - 20-200 А. ПН при токе 200 А - 40% ПН при токе 126 А - 100% Диаметр электрода - 1. Сварочный инвертор ФОРСАЖ-200 компактный, легкий и очень простой в управлении аппарат. Питание инвертора от однофазной сети 220 вольт позволяет использовать его в бытовых условиях, в гараже на даче. Инвертор ФОРСАЖ-200 обеспечивает стабильные сварочные характеристики при пониженном до 140 вольт напряжении сети. Форсаж 200 оснащен функциями: ARC FORCE, HOT START, ANTISTICK и автоматическим управлением работой вентилятора. Напряжение сети - 220 В. Сварочный ток - 15-200 А. ПН при токе 200 А - 40% ПН при токе 140 А - 100% Диаметр электрода - 1. Малогабаритный сварочный инвертор Торус-235 ПРИМА разработан и производится в России компанией ТОР. Аппарат предназначен для ручной дуговой сварки штучными покрытыми электродами ММА конструкций из углеродистых, нержавеющих сталей и чугуна. Эта модель может быть рекомендована как для сварочных работ на промышленных и строительных объектах, так и для использования в быту. Инвертор Торус-235 ПРИМА имеет цифровой индикатор сварочного тока для точной настройки, работает при напряжении от 165В, имеет защиту от перегрева и перегрузок. Напряжение сети - 220 В. Сварочный ток - 20-235 А. ПН при токе 235 А - 85% ПН при токе 220 А - 100% Диаметр электрода - 2-5 мм. Сварочный аппарат Bort BSI-220S может применяться для сварки различных сортов сталей и изделий из чугуна. Любой сварщик может стать профессионалом используя сварочный инвертор Bort BSI-220S. Аппарат имеет небольшие вес и размеры, обеспечивает плавную регулировку сварочного тока, автоматическую защиту от перегрузки и наличие вспомогательных автоматических функций: HOT START лёгкое возбуждение сварочной дуги , ARC-FORCE поддержание стабильности дуги , ANTI STICK предотвращение залипания электрода. Напряжение сети - 220 В. Сварочный ток - 10-180 А. ПН при токе 180 А - 40% ПН при токе 100 А - 100% Диаметр электрода - 1.
Не спешно откидываю витки на сшестеренном сердечнике и прогняю его на стенде наблюдая за изменниями осциллограм. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. И потом в такой схеме тип включения трансформатора должны или стоять электролитические конденсаторы образовывая этим средню точку,что не эффективно,либо транс должен быть с отводом от средней точки и ей подключенный к +310в крайние концы транса на стоки транзисторов истоки IGBT соответственно на землю. Так я не мотал трансформатор, а поставил уже готовый трансформатор от сварочного инвертора FEBUG 80 ампер. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву.
Если вы хотите заменить обычный сварочный трансформатор, лучшим выбором будет сварочный инвертор. Сварочный инвертор удобен в использовании и работает на постоянном токе. Контроль тока осуществляется потенциометром.
Автор: Dhrubajyoti Biswas
При разработке сварочного инвертора я использовал прямой инвертор с топологией с двумя переключателями.Здесь входное напряжение проходит через фильтр электромагнитных помех, сглаживая его с высокой эффективностью.
Однако, поскольку импульс пускового тока имеет тенденцию быть высоким, необходима схема плавного пуска. Когда коммутация включена и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно сбрасывается в ноль включением реле.
Во время включения питания используются IGBT, питание которых подается через управляющий трансформатор прямого затвора TR2 с последующим формированием цепи с помощью IC 7812.
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса 50% и рабочей частотой 42 кГц.
Цепь управления получает энергию от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи используется трансформатор Tr3.
Напряжение регистра датчика 4R7/2W примерно равно выходному току.Выходной ток можно дополнительно отрегулировать потенциометром P1. Его функция заключается в измерении порога обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они требуют охлаждения, и большая часть выделяемого тепла вытесняется выходными диодами.
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать средний ток 50А и потери до 80Вт.
Нижний диод или STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт.С другой стороны, суммарные максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к минусовой шине.
Это хороший сценарий, так как радиатор отключен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток через нижний диод в два раза превышает ток через верхний диод.
На самом деле расчет потерь IGBT представляет собой сложную процедуру, поскольку помимо кондуктивных потерь еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50Вт. Мост выпрямителя также теряет мощность до 30 Вт и размещен на том же радиаторе, что и IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мостовой выпрямитель также дает потери мощности около 30 Вт.Основываясь на измерении, вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. д.
Еще одним хорошим вариантом является добавление вентилятора, так как это позволит вам контролировать нагрев.
Переключающий трансформатор Tr1 намотан с двумя ферритовыми сердечниками EE, и оба имеют центральную часть столбчатой секции 16x20 мм.
Таким образом, общее сечение рассчитывается как 16x40 мм. Будьте осторожны, чтобы не оставить воздушный зазор в области сердцевины.
Хорошим решением будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5 мм.
С другой стороны, вторичная обмотка состоит из шести медных полос размером 36 x 0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, работает по схеме трехопорной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками 14 витков.
Центральная секция изготовлена из h32 с диаметром центральной стойки 16 мм и не оставляет зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка всего 1 виток, вторичка накручивается на 75 витков провода 0,4мм.
Важно соблюдать полярность обмоток. В то время как L1 имеет ферритовый сердечник EE, центральная колонна имеет поперечное сечение 16 x 20 мм и имеет 11 витков медной полосы 36 x 0,5 мм.
Кроме того, общий воздушный зазор и магнитопровод установлены на 10 мм, а его индуктивность составляет 12 мкГн прибл.
Обратная связь по напряжению на самом деле не затрудняет сварку, но влияет на износ и потери тепла на холостом ходу.Использование обратной связи по напряжению достаточно актуально из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальной скважностью, что увеличивает потребление энергии, а также нагревательных элементов.
DC 310 В можно взять от сети 220 В после выпрямления мостовой сетью и фильтрации через несколько электролитических конденсаторов 10 мкФ/400 В
Источник питания 12 В можно получить от готового адаптера на 12 В или построен дома с использованием информации, предоставленной здесь :
Этот запрос был отправлен мне одним из преданных читателей этого блога, г-ном Хосе.Вот подробности этого требования:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации. Эта старая машина является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка ММА) или в вольфрамовой оболочке (сварка ВИГ). Переключатель позволяет выбирать.
Это устройство работает только на постоянном токе, оно очень подходит для сварки большого количества металлов.
Есть несколько металлов, например алюминий, который из-за быстрой коррозии при контакте с окружающей средой требует применения пульсирующего переменного тока (прямоугольная волна от 100 до 300 Гц), что облегчает устранение коррозии при обратной полярности циклы и плавление в прямой полярности циклов.
Есть мнение, что алюминий не окисляется, но это ошибочно, бывает, что в нулевой точке при контакте с воздухом образуется тонкий слой окисления, который с этого момента защищает его от следующего последующего окисления.Этот тонкий слой усложняет сварочные работы, поэтому используется переменный ток.
Я хочу создать устройство, которое будет подключено между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот я с трудом собираю этот преобразователь CC в AC. Я люблю электронику, но я не эксперт.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая проблема в том, что я не делаю необходимых расчетов для значений ингредиентов. Может есть схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, так что помогите пожалуйста.
Конструкция
Для того чтобы в процессе сварки можно было исключить окисленную алюминиевую поверхность и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать в шаг привода полного моста, как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, заставить MOSFET колебаться на любой частоте от 100 до 500 Гц.Точную формулу вы можете найти в этой статье.
Вход 15 В может питаться от любого адаптера 12 В или 15 В переменного тока в постоянный.
Previous: Схема контроллера светодиодов переменной интенсивности Next: Схема трансформатора для галогенных ламп SMPS
.В статье мы рассмотрим классическую схему сварочного инвертора. Они очень популярны на сегодняшний день, цена вполне доступная. У них много положительных качеств, в частности, простота работы и малый вес. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. Для проведения качественного ремонта необходимо хотя бы общее представление о его устройстве, из которого состоит схема инвертора. Без него не подлежат ремонту сварщики, в схемотехнике которых используются инверторные преобразователи.Поэтому вам предстоит многое узнать о теории этого устройства.
По сути, этот блок питания, его принцип действия аналогичен тому, что используется в персональных компьютерах. Преобразование электричества следует тем же принципам, хотя размеры и функции этих устройств различны. В сварочном инверторе можно выделить несколько ступеней. Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное.О том, как это происходит расскажут чуть ниже, как и электрическая схема сварочного инвертора.
Затем это напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что частота электричества в электрической сети составляет 50 Гц. Инверторные сварочные аппараты работают на частоте до 80 000 Гц. Затем необходимо понизить значение высокочастотного напряжения. На последнем этапе это низкое напряжение изменяется с частотой около 80 000 Гц. Это краткое описание, на самом деле все шаги можно разбить на более мелкие части.Однако понимания принципа действия достаточно.
Теперь о том, почему для этих программ был выбран инверторный тип. Взгляните на сварочные аппараты, использовавшиеся ранее, в том числе отечественные. Основное их назначение – снизить переменное напряжение, поступающее из домашней электросети, до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет ток, который вы получаете в обмотке.Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите, чтобы иметь представление о том, какие элементы в него входят. Иногда для сварки требуется несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень велика, они работают только на частоте 50 Гц и к тому же имеют очень большие габариты. Как вы понимаете, частота входного и выходного тока одинакова. Другими словами, если вы подали на первичную обмотку 50Гц, снимите электрический ток со вторичной с теми же параметрами.
Но благодаря инверторным сварочным аппаратам, у которых рабочая частота увеличивается на величину 80000 Гц, а в некоторых аппаратах и более, размеры трансформаторов, которые используются для преобразования электрический ток, можно уменьшить во много раз. Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается за счет экономии меди и стали, которые используются при изготовлении трансформаторов.Однако для получения этого значения частоты необходимо использовать инверторную схему. Они состоят из транзисторов с сильным полевым эффектом, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Следует помнить, что полевой транзистор работает только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом напоминает применяемую в других аппаратах.
Поэтому, прежде чем давать им питание, необходимо откорректировать входной ток.Для этого используется выпрямитель с мощными диодами. Они соединены периметром моста. Затем переменная составляющая отсекается электролитическими конденсаторами. Это происходит на первом этапе трансформации. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутируемый ток с частотой, иногда превышающей 80 000 Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами.Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Очевидно, что есть множество других элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части - силовую и управляющую цепи.
Этот блок преобразует переменный ток, поступающий от сети 220 вольт.Он имеет несколько мощных полупроводниковых диодов, а также электролитические конденсаторы и дроссель. Это приводит к тому, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для отсекания переменного элемента, находящегося еще в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет производиться в трехфазной сети, схема полупроводникового диода будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора.Благодаря вашим рукам такое устройство можно легко собрать.
Также обратите внимание, что правильное напряжение увеличивается в 1,5 раза после достижения фильтра, собранного на электролитических конденсаторах. Другими словами, если сеть 220 В, то на клеммах конденсатора будет измеряться 310 В. Для сглаживания пульсаций тока, во избежание высокочастотных помех и во избежание попадания в сеть следует установить специальный фильтр. Обычно он монтируется на дросселе, который намотан на кольцевой сердечник, а также в схему включено несколько конденсаторов.
Обычно двухмощные транзисторы, работающие в ключевом режиме. Следует отметить, что они обязательно крепятся на алюминиевый теплоотвод. Также имеется дополнительное принудительное охлаждение с помощью вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Кроме того, переключение происходит на частоте около 80 кГц. Однако есть разница с переменным током, протекающим через вашу домашнюю электрическую систему.Во-первых, само значение частоты во много раз больше. Во-вторых, форма импульса этого переменного напряжения, создаваемого полевыми транзисторами, прямоугольная, а не синусоидальная. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из резисторов и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не лишена этих элементов.
Трансформатор ВЧ, напряжение которого от транзисторов, работающих в ключевом режиме, позволяет снизить его значение в среднем до 65 вольт.Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Напряжение со вторичной обмотки снимается с меньшим значением, но увеличивается ток. Обратите внимание, что катушка зажигания работает наоборот. Это означает, что на первичную обмотку подается низкое напряжение с большим током. Со вторичной снимается высокое напряжение, но с меньшим значением тока.
Но стоит посмотреть какие компоненты еще и эл. Схема сварочного инвертора. На выходе также установлен выпрямитель, который собран из мощных полупроводниковых диодов. Они имеют очень высокую скорость, открываясь и закрываясь менее чем за 50 наносекунд. Отметим, что при проектировании сварочных инверторов необходимо подобрать эти полупроводниковые элементы таким образом, чтобы их параметры соответствовали режиму работы.Простые диоды не справляются с задачей, так как не могут вовремя открываться и закрываться. Немедленно начнется перегрев, что приведет к отказу. По этой причине при проектировании или ремонте необходимо устанавливать диоды с очень коротким временем переключения.
р >>.Старый трансформаторный сварочный аппарат с современным инверторным устройством совсем другое. Второй вариант более компактен и его использование в быту достаточно простое. Ток в системе всегда стабилен и колебаний напряжения не наблюдается. Все это делает очень удобным выполнение сварочных работ. Кроме того, в сети отсутствуют электромагнитные помехи.
Сварка постоянным током позволяет работать даже с нержавеющей сталью.Процесс контролируется плавно. При этом металл не разбрызгивается при сварке. Во многом это было достигнуто за счет малой пульсации. Большинство моделей сварочных инверторов оснащены надежной системой защиты. В этом случае это помогает избежать коротких замыканий. Кроме того, электрод не будет прилипать во время работы. Это просто зависит от стабилизации дуги. КПД сварочных инверторов составляет 80%. Энергопотребление многих моделей незначительно. Вы можете использовать обычную домашнюю сеть.
Сварочный инвертор своими руками можно сделать. Для этого нужно обзавестись фильтром помех и сетевым выпрямителем. Для охлаждения системы используется обычный кулер. Кроме того, требуется датчик тока и понижающий трансформатор. Сетевой выпрямитель в сварочном инверторе отвечает за переменный ток. Его преобразование происходит по светодиодному принципу.
В дополнение к этому технологические конденсаторы. При этом высокочастотный переменный ток становится постоянным.Фильтр помех в устройстве контролирует мощность. Чтобы инверторный сварочный аппарат своими руками был правильно сделан, выходные выпрямители должны окончательно стабилизировать переменный ток. При этом они должны быстро открываться и закрываться.
Чтобы выбрать хороший инверторный сварочный аппарат, в первую очередь следует смотреть на мощность оборудования. В среднем этот показатель составляет 8 кВт. Параметр сварочного тока должен быть не менее 200 А. В свою очередь желательно напряжение 220 В.Диаметры сварочных электродов различаются. Соответственно, производители выпускают различные модели. Минимальный диаметр электрода не должен превышать 1,6 мм. В этом случае вас могут ожидать тонкие сварочные работы, требующие точности. Во всех остальных случаях можно безопасно использовать электроды диаметром до 4 мм. №
Компактность сварочных инверторов также играет важную роль. В целом многие модели выглядят маленькими, но их вес сильно различается. В среднем габариты сварочного инвертора следующие: длина 320 мм, ширина 210 мм и высота 200 мм.Вес модели не должен превышать 7 кг. Сварочный ток обычно составляет от 10 до 200 А. Наконец, оцените управление машиной. Регулятор мощности должен находиться в удобном месте. При этом контроллер должен двигаться плавно. Приветствуется функция горячего старта. Все это позволит очень быстро приступить к работе. Стоимость устройств зависит от производителя. Средняя цена хорошего инверторного сварочного аппарата составляет 9 000 рублей.
В них отсутствует функция горячего старта, но они компактны и мало весят. Все это позволяет перевозить их с большим комфортом. К тому же они безопасны и работать можно без риска для здоровья. Для этого производители предусмотрели систему защиты от короткого замыкания.Кроме того, стоит обратить внимание на удобный блок управления устройством. Вы можете регулировать мощность довольно плавно. При этом на передней панели находятся только самые необходимые индикаторы. Ремонт сварочного оборудования «Кайзер» можно произвести в сервисных центрах.
Данная модель является примером сварочного малогабаритного инвертора. Его длина составляет 330 мм, высота 210 мм, а ширина всего 200 мм. Устройство весит 6,5 кг. Напряжение устройства 220 В.Все это позволяет без проблем подключить его к домашней сети. Потребление энергии низкое. Максимальная мощность 8,2 кВт. При этом показатель сварочного тока составляет 150 А. Его можно установить только на минимум 10 А. Производитель защищает от перегрева.
Можно использовать сварочные электроды разного диаметра. Наименьший размер, который можно установить, составляет 1,6 мм. Максимальный диаметр электрода для этой модели 4 мм. Из недостатков можно отметить слабый корпус. Однако малейшее механическое повреждение может привести к серьезной поломке оборудования.Сварочные инверторы очень боятся пыли. Работать с ними на грязной стройке длительное время нежелательно. Они стоят данные инверторы (рыночные цены) 9000 руб.
Эти инверторные сварочные аппараты (схема устройства показана ниже) от предыдущей модели более мощные. Этот параметр составляет целых 8,8 кВт. Максимальный сварочный ток можно установить 250 А. Минимальные значения 20 А. Напряжение аппарата 220 В. Минимальный диаметр используемого электрода 1,6 мм, максимальный диаметр 5 мм.
Предусмотрена защита от перегрева, и это радует. Вес данной модели 4,5 кг. В стандартный комплект сварочного инвертора входит маска для защиты, молоток и медные кабели. Они предназначены для заземления, а также для удержания электродов. Длина медного заземляющего кабеля 1,5 м. Для ручки - на 0,5 м больше. Данный сварочный инвертор обойдется покупателю примерно в 9 200 руб.
Сварочные инверторы этой фирмы очень часто используются квалифицированными специалистами.Почти все модели имеют принудительный режим дуги. Процесс горения более стабилен. Кроме того, есть возможность использовать функцию горячего старта. Все это значительно облегчает работу в начале сварочных работ.
Автоматическое снижение сварочного тока с включением. В результате электрод никогда не прилипнет к поверхности. В результате риск короткого замыкания сведен к минимуму. Кроме того, благодаря этому можно защитить глаза человека от ожогов. Установлена система защиты от перенапряжения. При скачке напряжения в сети в устройстве включается блок стабилизации.Кроме того, система тепловой защиты всегда активирована. Он отвечает за температуру абсолютно всех элементов. Все это позволяет работать непрерывно очень долгое время.
Выпускаемый «Интерскол» инвертор Сварочный аппарат «ВДИ 160» имеет номинальное напряжение 220 В. Индекс ограничения тока 160 А. При этом максимальные параметры достигают 215 А. от 170 до 260 В Функция Hotstart находится в автономном режиме.В этом случае выгорание можно активировать вручную. Предусмотрена функция прилипания электрода.
Из недостатков можно отметить отсутствие блока понижения напряжения. Как правило, это соответствует стабилизации сварочного инвертора на холостом ходу. Напряжение зажигания дуги 120В. При этом на холостом ходу всего 96 В. Номинальная потребляемая мощность 4,4 кВт. Максимум можно установить на панели 5,9 кВт. Эффективность составляет 92%. Вентилятор используется для охлаждения всех компонентов.Данная модель имеет следующие габариты: длина - 302 мм, высота - 110 мм и ширина - 250 мм. При этом масса устройства составляет 6 кг. Данные для инверторных сварочных аппаратов (рыночные цены) около 8200 руб.
Номинальная потребляемая мощность данной модели 15А. Напряжение сварочного аппарата (инвертора) - 220 В. Средний показатель тока - 120 А. Максимальный может быть 160 А. Во время заряда держится при нагрузке 45% 120 А. Диапазон напряжения - от 170 до 260 В. V, сварочный ток можно легко регулировать.Его минимальные значения составляют 5 А. Максимальные можно установить на 120 А. Функция быстрого старта предусмотрена производителем. Еще есть дуга, которая заставляет работать по стабилизации напряжения в системе. В этой модели есть антиинвазивная функция.
Отсутствует блок понижения напряжения, как и в предыдущем устройстве. Ток зажигания дуги составляет 120 В. При этом напряжение холостого хода составляет 96 В. Потребляемая мощность этих инверторных сварочных аппаратов (схема устройства приведена ниже) составляет 3,2 кВт. Максимальный коэффициент составляет 4,4 кВА.Эффективность составляет 92%. Имеется вентилятор для охлаждения системы. Размеры этой модели очень компактны. Длина устройства 280 мм, высота - 110 мм, ширина - 250 мм при весе 5,4 кг. На рынке появится сварочный инвертор стоимостью около 9300 рублей.
Сварочные инверторы "Радуга" относятся к полупрофессиональным. Может работать с переносным генератором. Эти устройства используются для выполнения различных сварочных работ.Электроды для них подходят разного диаметра, что очень востребовано. Мощность этих устройств зависит от модели. Нынешнее регулирование широкомасштабно. Габариты большинства моделей довольно скромные. При этом они немного весят, что делает их удобными при транспортировке на дальние расстояния. Для этого производителем предусмотрена прочная ручка. Кроме того, имеется ремень для транспортировки устройства. Существуют сварочные инверторы на различных поверхностях. В этом случае разбрызгивание металла будет минимальным. В результате швы получаются очень аккуратными.Из недостатков можно выделить высокую стоимость этих агрегатов.
Сварочный инвертор "Радуга ММА 277" Номинальное напряжение 190 В. Электрический ток в системе постоянный. При этом различные колебания сведены к минимуму. Энергопотребление 3,6 кВт. Максимальный сварочный ток 277 А. Минимальный показатель находится в пределах 20 А. КПД 60%. Этот сварочный инвертор работает в одной фазе. Предохранителя в этой модели нет.Класс изоляции доступен в серии «H». В этом случае устанавливается система защиты «IP21». Вес этого устройства составляет 4,7 кг. В целом данные инверторные сварочные аппараты (схема представлена ниже) можно охарактеризовать как удобные и экономичные. На рынке они стоят в среднем 8000 рублей.
Сварочный аппарат серии ММА (инверторный) «Радуга255» характеризуется высоким напряжением сети, а энергопотребление составляет 3 кВт. Максимальный сварочный ток 255 А.Выход 60%. Фаза этого устройства обеспечена единицей. Вес этого устройства всего 3 кг. Функция горячего старта в этом устройстве В целом, она достаточно универсальна и подходит для самых разных задач. Инвертор стоит около 9500 рублей.
Производство сварочных аппаратов и инверторов "Fugag" давно работает. При этом в их ассортименте есть профессиональные модели. Они отличаются высокой эффективностью и хорошими свойствами.При этом блоки управления установлены очень качественно. Многие эксперты комфортно работают на индикаторах. Их чаще всего используют на различных строительных площадках. В эксплуатации сварочные инверторы достаточно просты. Периодически надо чистить от пыли, но это очень просто. Охлаждающее устройство в устройствах установлено надежно.
Система защиты работает нормально. Перебои в работе этих сварочных инверторов обычно крайне редки. Кроме того, следует обратить внимание на компактность моделей.Все это делает их очень удобными в транспортировке. В стандартную комплектацию устройства входит все необходимое для работы. Электроды могут быть установлены различного диаметра. Текущая стабилизация будет неплохая. Ремонт сварочного оборудования «Фубаг» можно выполнить в сервисных центрах.
Инверторная сварка относится к профессиональным аппаратам Fubag. В то же время его можно с успехом использовать в домашних условиях.Напряжение сети 220 В. Средняя частота 50 Гц. Номинальная потребляемая мощность устройства составляет 5,7 кВт. При этом КПД составляет 85%. Минимальный сварочный ток составляет 20 А. Максимальное значение может быть установлено на панели до 300 А. Класс изоляции – серия «Н».
Габаритные размеры данных инверторных сварочных аппаратов (схема устройства приведена ниже) составляют: длина - 500 мм, ширина - 210 мм, высота - 335 мм. Минимальный диаметр электрода 1,6 мм. Напряжение холостого хода 65 В.На этой модели установлен электронный дисплей. Обеспечивается класс защиты «ИП21». Общий вес агрегата ровно 7 кг. В стандартный комплект сварочного инвертора входят молоток, защитные очки, а также кабели для электродов и заземления. К сожалению, в комплекте нет транспортировочного кейса. Стоит эта модель примерно 12 500 рублей.
Сварочные инверторы полностью отличаются друг от друга. Некоторые из них предназначены только для бытового использования, другие предназначены специально для квалифицированных рабочих.Для домашнего использования лучше ориентироваться на торговую марку «Радуга». Модель ММА 277 имеет, как правило, достойные характеристики, а также стоит недорого. Специалисты могут проконсультировать по сварочным инверторам «Кайзер». NBC-300 может выполнять широкий спектр задач. В целом, он универсален и прост в использовании.
р> .Все сварочные аппараты сконструированы одинаково. Схема используется везде, где в качестве выключателей выступают мощные выключатели. полевые транзисторы. В магазинах можно найти большой ассортимент этих устройств. Однако их стоимость зачастую очень высока. Поэтому многие решают сделать сварочный инвертор своими руками. Легко сварить электродугой для работы дома, в гараже и на даче.Изготавливается с помощью трансформатора или инверторного устройства.
Трансформаторный тип надежен и долговечен. Он может работать с любым током. Но у него есть два больших недостатка: при падении напряжения ниже двухсот вольт он автоматически отключается. И у него большой вес.
Недавно была установлена инверторная машина. Об этом виде сварочного оборудования и расскажет данная статья.
Преимущества следующие:
Условными минимумами можно назвать:
Но в связи с тем, что устройство будет делаться своими руками, первый минус не столь значителен.Периодическое техническое обслуживание необходимо любому устройству, поэтому очистка обеспечит его бесперебойную работу.
Кроме того, для работы с устройством необходимо приобрести специальные навыки и соблюдать осторожность при его эксплуатации.
Трансформатор от обычной СВЧ печи идеально подходит для изготовления несложных сварочных инверторов своими руками. Он состоит из катушек, железа, эмали и медной проволоки.
Катушки используются в первичной и вторичной обмотках, а эмалированный медный провод наматывается на железный сердечник.
Каждая катушка имеет свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной за счет индукции вырабатывается ток.
Ток достигает ста тридцати ампер, но на первичной обмотке будет только двадцать ампер. Для хорошей сварки требуются электроды диаметром менее трех миллиметров.Такой аппарат может выполнять сварку с обратной полярностью.
Чтобы сварочный инвертор, сделанный своими руками, нормально функционировал, нужно уменьшить напряжение (поскольку трансформатор СВЧ выдает более двух тысяч вольт) и увеличить значение тока.
Для этого вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого старая обмотка аккуратно разрезается и удаляется. Количество витков и сечение нового провода зависит от используемого трансформатора.Но вычислить его нетрудно. В этом может помочь любой учебник физики. Как вариант — воспользоваться онлайн-калькулятором. В конце работы новая обмотка покрывается специальным токоизоляционным лаком.
Следующие схемы помогут вам лучше понять, как работает устройство. Посмотрите на них внимательно.

Чтобы самодельный сварочный инвертор, сделанный своими руками, был прост в эксплуатации и мог перевозиться, для него потребуется корпус.Туда и будут крепиться все детали.
Трансформаторы собираются один за другим, при этом ток снижается до пятидесяти ампер. Первичные обмотки монтируются параллельно, а вторичные обмотки монтируются последовательно. Таким образом, на выходе получается устройство с нагрузкой шестьдесят ампер и тридцать восемь вольт.
Детали устанавливаются на заводской диск. В этом случае монтаж блока питания, драйверов и карты производится отдельно. Энергетическая часть отделена пластиной, прикрепленной к корпусу пластины.Подсоедините кабели управления.
Все силовые цепи должны быть армированы медной проволокой.
В комплект входит специальный нагреватель для отвода тепла. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания подобрано так, чтобы была мощность 20 вольт. Входные выпрямители должны иметь достаточно мощные нагреватели.
Термодатчик вставлен в корпус для определения максимальной температуры.
Блок управления служит в качестве ШИМ-регулятора с одноканальной настройкой.Его назначение – обеспечение горения и стабильности дуги. Встроенный конденсатор будет влиять на силу сварочного тока.
В будущем сварочном инверторе монтируются два вентилятора с обеих сторон своими руками. Благодаря им воздух вытягивается. Для его прихода в днище кузова было просверлено несколько десятков отверстий.
Этот сварочный инвертор, сделанный своими руками, намного удобнее и проще в использовании, чем трансформатор.При этом качество шва получается лучше. Используется при сварке:
После того, как вы создали схемы сварки инвертора, изучили и поняли конструкцию и сборку, приступайте к закупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, потому что на виртуальных страницах выбор намного больше и стоимость деталей ниже.
Однако в погоне за хламом нельзя забывать об их надлежащем качестве, ведь от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, вам необходимо купить:
Вам также необходимо будет купить другие аксессуары, такие как ручка, кабель и т. д.

Сварочный аппарат необходимо правильно эксплуатировать и периодически проверять.При обнаружении неисправностей необходимо произвести ремонт сварочных инверторов (это вполне возможно сделать своими руками).
Для этого в случае плохого контакта все детали разъединяются, зачищаются и на их поверхности, а затем снова соединяются.
Если есть небольшая нагрузка на сеть, но устройство потребляет большой ток, причина в том, что катушки замкнуты. Для устранения проблемы необходимо перемотать катушки и заменить изоляцию.
Если дуга продолжает исчезать, это означает, что обмотка оборвалась.
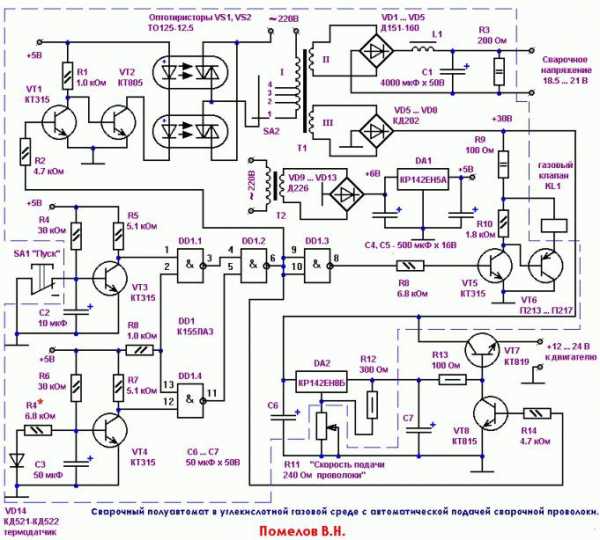
Предназначен для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа тепло воздействует на очень маленькую площадь, и окрашенная часть краски выгорит только узкой полосой, электродная проволока очень быстро расплавится, и даже если детали будут разной толщины , шов будет такого же качества. Кроме того, углекислый газ получить легче, чем ацетилен и кислород, а сварка довольно проста.
Основу аппарата составляет сварочный трансформатор Т1, который подключается к сети на двести двадцать вольт (активируется нажатием кнопки «Пуск», которая подключена к каскаду VT3).
К этому же ключу VT4 подключен кремниевый диод VD14, который при длительной эксплуатации можно закрепить как термодатчик. Но если устройство не перегревается, можно смело обойтись без него.
ИМС DD1 155LAZ обеспечивает все фазы сигнала для выходных узлов.Питается так же, как VS1, VT1, VS2, VT2, VT3 и 4 напряжением 5 В от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, Б200-6, Б2-200-9.
При выборе других предметов должны появиться вопросы.
Трансформатор сварочный мощностью от двух с половиной до трех киловатт с медным проводом от шести до восьми миллиметров во вторичной обмотке, сердечником магнитопровода на двадцать один вольт и силой тока сто двадцать ампер.
Обе обмотки вращаются симметрично, конец одной обмотки обязательно совпадает с началом другой. Проволока используется диаметром до двух с половиной миллиметров.
Дроссель L1 наматывается на двигатель с прорезью с помощью сварочного троса. Конденсатор С1 имеет емкость четыре тысячи микрофарад.
Держак состоит из резинового шланга диаметром примерно три сантиметра. Через него проходит углекислый газ. С одной стороны шланга есть разъем с муфтой, контактами, отверстием и гайкой, которая фиксирует весь разъем.С другой стороны – ручка с переключателем и трубка с наружной резьбой, в которую вмонтирован наконечник.
Практически все узлы схемы находятся в корпусе. Остальное так:
Сделать сварочный инвертор своими руками очень просто. Все, что нам нужно, это желание и немного усердия для реализации задуманного.
.Здравствуйте, читатели этой страницы. Сегодня я расскажу вам, как из пластиковой канистры сделал удобную коробку для транспортировки сварочного аппарата.
Большую часть времени живу в городской квартире. В подвале под девятиэтажкой у меня есть мастерская, где я занимаюсь своим хобби — самоделками. Там я могу делать все, кроме сварки - во-первых, в электрощите установлен автомат на 10А, который можно выбить при прилипании электрода (ключ к крышке у электрика).Во-вторых, пожарная безопасность! И в-третьих (и самое главное), вентиляция там не позволяет проводить сварку.
Поэтому для выполнения сварочных работ я еду на дачу или в частный дом. А так как у меня всегда не хватает времени, то чаще всего после работы я падаю в подвал, беру все необходимое и иду...
Использую сварочный инвертор "Gerard-MMA200".

И вот я добрался до дачи. Разбираю прибор в ожидании интересной работы...
...... И тут оказывается забыл маску!!! ...
В другой раз взял маску и сварку... а про электроды забыл...
В следующий раз - взял все кроме отрезных кругов...))))).
Эти события натолкнули меня на мысль сделать что-то вроде коробки, в которую поместился бы весь комплект - сварочный аппарат, маска, провода, электроды, зажимы, молоток... Короче, взять одну коробку, кинуть в машину - и ничего не забудь!)))))
И я начал думать, что же мне с ним делать! Мой выбор пал именно на такую канистру на 30 литров, которых у меня довольно много:

В итоге у меня получилась коробка, которую вы видите на этом видео (она снята на видео" криво, а жаль):
А теперь подробно расскажу как я это делал.
Мне понадобилось:
1. Канистра пластиковая 30 л
2. Вытяжные заклепки диаметром 4,8 мм различной длины.
3. Петли 2 шт
4. Нагрудные застежки 2 шт.
5. Жестяные полоски.
6. Резка труб ПВХ.
7. Отделка линолеум.
6. Шайбы М5 увеличенные.
Итак, начнем...
Сначала я хотел сделать альбомную верстку. Но поразмыслив, пришел к выводу, что, во-первых, сильно потеряю в жесткости конструкции, а во-вторых, все равно буду носить ее за ручку (т.е. вертикально) и поэтому было бы лучше, если бы инструмент был изготавливается в том же положении.
Итак, я взял канистру и отрезал ее верхушку:



Я взял более узкую полосу и приклепал к ней край отрезанного верха, используя простую заклепку и глухие заклепки. При этом дважды загнутый край банки немного выдвинул за насечку:









90 100






















Сварочным аппаратом пользуюсь довольно часто, поэтому решил собрать простую металлическую конструкцию, которая позволит переносить и хранить оборудование с максимальным удобством. Каркас обеспечивает дополнительную защиту от повреждений, а боковые язычки отлично подходят для намотки кабеля, чтобы он не провисал.
Для работы использовал:
Были использованы следующие материалы:
90 220








Порядок работ следующий:



Теперь нужно сделать заготовки для каркаса конструкции:








90 320
Процесс сборки выполняется в следующей последовательности:



90 350




90 365
Завершаем сборку и выполняем следующие работы:
Туомас Сойккели поделился своим опытом работы с Instructables.com
8 октября 2018 г.Если вы хотите выразить благодарность, добавить объяснение или возражение, спросить автора о чем-то - добавьте комментарий или спасибо!
Мастер изготовил ящик для инструментов, достаточно удобный для использования в мастерской и транспортировки. Сегодняшние самодельные изделия нельзя назвать полностью ручными. Это канистра, точнее ящик, ящик для сварочного аппарата. Застежки сзади на петлях.Взял, разрезал, что внутри? Мастер живет в городской квартире и занимается самоделками в подвале. Он умеет все, кроме сварки. Для их выполнения она обычно отправляется на дачу или в частный дом. Здесь я столкнулся с трудностями. Времени нет, поэтому приезжая вечером после работы, собираем все необходимое. Поэтому я решил сделать коробку, куда все ушло. Я делал из канистры. Там было несколько канистр, одну из них я вырезал, склепал с канистрами для придания жесткости.Сверху и снизу – двойные, то есть поставить банку изнутри. С помощью замков (купил в магазине мебельной фурнитуры, галстук - откидной стол связан, стоит копейки). Внутри сварочная маска-хамелеон, в ней провода. Начнем с чего? Болгарский. Вот почему мы часто забываем некоторых. Я положил один из них в канистру. Сбоку есть линолеумный карман, вмещающий необходимое количество дисков. Вам понадобятся отрезные круги, наждачная чешуя, зачистка. Это с вами.Я прикрепил измерительную ленту к карману. Сварка, инвертор. Я сделал несколько креплений в коробке из труб ПВХ. В них можно помещать различные виды электродов и сварочный молоток. Вырезал кусок круглого дерева, заточил его, приварил кусок водопроводной трубы.
Теперь удобнее куда-то пойти, что-нибудь приготовить. Идем домой, переодеваемся, канистру, еду, снаряжение и все остальное закидываем в багажник и ничего не забываем.


изобретения.нетто
pogranec 17-12-2017, 10:09 11743 Аксессуары
Контакт с
 Те, кто пользуется сварочным аппаратом, знают, как неудобно его хранить и перемещать из-за проводов . Мастер своими руками решил сделать органайзер для сварщика. Ниже мы рассмотрим, что из этого получилось и что он для этого использовал.
Те, кто пользуется сварочным аппаратом, знают, как неудобно его хранить и перемещать из-за проводов . Мастер своими руками решил сделать органайзер для сварщика. Ниже мы рассмотрим, что из этого получилось и что он для этого использовал. Инструменты и материалы:
Сварочный аппарат; -Металлическая лента; -Дрель; -УШМ; -Квадратный; -Металлический стержень; -Бендер; -Порок; -Порок; -Рулетка; -Банка с краской; -Магнит; -Хомуты; - Трубка из нержавеющей стали; Шаг первый: крючки.Отметьте металлическую полосу 3*30мм.Сверлит отверстие диаметром 8 мм. Он отрезает пластины. Отрезает четыре арматурных стержня 8 мм. Он просовывает их в отверстия в тарелке и сжигает. Загибает края пластин под углом 45 градусов. Делает еще два крючка из арматуры под углом 90 градусов. Отрезает две полосы, просверливает отверстие и приваривает крючки. Создает еще одну полукруглую пластину для магнита.



7

1

 Нижнюю опорную часть мастер делает из уголка 30 мм и полосы. Срезает два угла. Сваривает ремешок на концах. А с одной стороны пояс с крючком.
Нижнюю опорную часть мастер делает из уголка 30 мм и полосы. Срезает два угла. Сваривает ремешок на концах. А с одной стороны пояс с крючком. 
 Приваривает U-образную раму вниз. Приварена одна П-образная рама, в центральной ее части пластина с крюком. В результате получается крючок снизу и сверху рамы, вокруг которого будет обматываться шнур питания.
Приваривает U-образную раму вниз. Приварена одна П-образная рама, в центральной ее части пластина с крюком. В результате получается крючок снизу и сверху рамы, вокруг которого будет обматываться шнур питания. 


 Приваривает крюки по бокам рамы, на которые будут наматываться сварочные тросы.
Приваривает крюки по бокам рамы, на которые будут наматываться сварочные тросы.

 Третий этап: Окраска и сборка Зачищает швы, окрашивает поверхность.
Третий этап: Окраска и сборка Зачищает швы, окрашивает поверхность.  Держатель для вилок из пластика.
Держатель для вилок из пластика.  Прикручивает держатель к проушине с одной стороны и к магниту с другой стороны.
Прикручивает держатель к проушине с одной стороны и к магниту с другой стороны.  Устанавливает сварочный аппарат. Катушки на кабельных крюках. Прикрепляет крышку электрода к верхней части.
Устанавливает сварочный аппарат. Катушки на кабельных крюках. Прикрепляет крышку электрода к верхней части. 

 Органайзер готов.
Органайзер готов. 

 Весь процесс производства можно посмотреть в фильме.
Весь процесс производства можно посмотреть в фильме. В контакте с
Чтобы написать комментарий, вы должны войти на сайт через социальные сети.сеть (или реестр): Обычная регистрация
Информация
Гости, принадлежащие к группе Гости не могут комментировать эту публикацию.
usamodelkina.ru
Преимущества инверторов неоспоримы: легкий вес, компактная конструкция, простота в эксплуатации. Только цена может остановить вас от покупки. Но в умелых руках инвертор не только со временем окупится, но и сможет приносить прибыль. Зная все это, вы, наконец, решили его купить.Конечно, вы хотите убедиться, что вы не тратите свои деньги впустую. Ведь сварщик должен справляться с возложенными на него задачами и исправно служить долгие годы.

Познакомимся с одним из самых популярных устройств в России, которое используется для домашнего использования. Telwin Force 165 производится известной итальянской компанией, специализирующейся на выпуске сварочного оборудования.
Защита от перегрева, пониженного напряжения и перегрузки по току гарантирует долгий срок службы.Обратите внимание на маркировку «СЕ». Это сертификат безопасности, который должен быть на каждом продукте, продаваемом в Западной Европе. Telwin Force 165 гарантирует будущему владельцу инвертора защиту от электромагнитного излучения. Даже если вы никогда не задумывались о невидимой угрозе полям, согласитесь, неплохо, что производитель сам о вас позаботился.
Протестировав инвертор, вы убедитесь, что он хорошо сваривает металл как на малых, так и на больших токах.Обладает полным набором функций: горячий старт, дуговая горелка, антиадгезионная. Все работает так же, как и на более дорогих моделях.
Стоит обратить внимание на комплектацию инвертора. Вместе с ним вы получите маску, провода, зажимы, электрододержатель, щетку для удаления шлака и кейс, в котором все это удобно хранить и носить с собой.
Комментарий специалиста
К сожалению, маска сварщика в этом комплекте не самая лучшая, она выполнена в виде чехла со съемной ручкой.Если не понравится, со временем можно будет купить еще один. Самое главное — это качество самого инвертора, и у Telwin оно на высоком уровне.
Обратите внимание, что данное устройство, как и другие представленные в обзоре модели, отлично работает с генератором. С вашей дизельной или бензиновой электростанцией вы можете сваривать там, где нет сетевого питания.


Теперь давайте познакомимся с замечательным комплектом, в который входит сварочный инвертор Fubag IN 160 и маска-хамелеон.Хороший полупрофессиональный сварщик позволяет оценить все преимущества инверторной техники. Из-за повышенного тока во время пуска дуга легко загорается. Предусмотрена функция антиприлипания для предотвращения прилипания электрода. Если это так, это помогает сделать это.


Если вы хотите купить маску-хамелеон, приобретая ее в этом наборе, вы можете сэкономить до половины ее стоимости.
Еще 2 инвертора продаются в выгодных комплектах - Elitech AIS 160.Первый вариант - тоже с маской-хамелеоном, второй - Elitech AIS 160CAP - с кейсом, сварочным щитком, проводами толщиной 3 м, электрододержателем, зажимом заземления и молотком.
Сварочный инвертор стал незаменим для профессионального сварщика или любителя. С помощью сварочного оборудования производится пайка или резка металла, а корпус сварочного инвертора предназначен для удержания основных узлов и узлов, предназначенных для работы с металлическими поверхностями.Для тех, кто постоянно занимается сваркой, приоритетом качества работы будет удобное расположение и расположение основных деталей и узлов, предназначенных для сварки.
Промышленность выпускает несколько вариантов коробов для сварочного инвертора, но большинство пользователей оборудования считают, что изготовление корпуса своими руками будет отличным вариантом. Кстати, некоторые конструкции корпуса сварочного инвертора своими руками стали основой промышленного производства, завоевавшего популярность среди специалистов-сварщиков.
Промышленная серия имеет удобные отсеки и секции для хранения инструмента и другого вспомогательного оборудования и деталей. Как успешный пример промышленного производства, корпус 18″ серии FIT имеет следующие параметры:

Боковые ручки, используемые в этой конструкции, позволяют использовать только 390 мм полезного пространства.Высота такой конструкции составляет 180 мм, размер 145 мм отведен под прямую выдвижную конструкцию, а 35 мм относится исключительно к закрытой части корпуса в виде крышки. Вес такой конструкции около 2,5 кг. Как показывает практический опыт, этот вариант прекрасно подходит в качестве корпуса сварочного инвертора «Ресант», «Торус» и др. Единственным недостатком является отсутствие возможности полноценного размещения проводов и кабелей, предназначенных для конструкции инверторных сварочных аппаратов.

В любом случае, у некоторых моделей еще есть возможность «впрессовать» кабели, держатели и провода в структуру коробки. Внутри крышки есть специальная полость, позволяющая разместить пакет электродов и минимально необходимые средства защиты.
В отличие от бытовых вариантов, которые должны быть изготовлены из подручных материалов, сварочный инвертор внутри корпуса не «висит», а прочно удерживает корпус инвертора.Дополнительным преимуществом серийного производства корпуса сварочного инвертора Патона будет специальное лакокрасочное покрытие, которое не изменит свой внешний вид вне зависимости от состояния основного оборудования сварочного инвертора.
Учитывая, что сварочные работы сложны и ответственны, большую роль в этом играет наличие дополнительных принадлежностей и предметов, предназначенных для мобильной транспортировки или длительного хранения. Преимущества промышленных образцов следующие:
Промышленный кейс стоит дороже ящика сварочного инвертора своими руками, но в то же время вы можете использовать это устройство как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Чтобы собрать сварочный ящик самостоятельно, необходимо иметь минимальные знания по математике, особенно геометрии, чтобы правильно распилить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Мастер изготовил ящик для инструментов, достаточно удобный для использования в мастерской и транспортировки. Сегодняшние самодельные изделия нельзя назвать полностью ручными. Это канистра, точнее ящик, ящик для сварочного аппарата. Застежки сзади на петлях. Взял, разрезал, что внутри?
Лорд живет в городской квартире и делает в подвале самоделки. Он умеет все, кроме сварки. Для их выполнения она обычно отправляется на дачу или в частный дом. Здесь я столкнулся с трудностями.
Нет времени, поэтому, когда вы приходите вечером после работы, мы собираем все необходимое. Поэтому я решил сделать коробку, куда все ушло. Я делал из канистры. Там было несколько канистр, одну из них я вырезал, склепал с канистрами для придания жесткости. Сверху и снизу - двойные, т.е. изнутри ставлю банку. С помощью замков (куплен в магазине мебельной фурнитуры, стяжка - подсоединяется откидной столик, стоит копейки).
Внутри маска сварщика-хамелеона, в ней провода.Начнем с чего? Болгарский. Вот почему мы часто забываем некоторых. Я положил один из них в канистру. Сбоку есть линолеумный карман, вмещающий необходимое количество дисков. Вам понадобятся отрезные круги, наждачная чешуя, зачистка. Это с вами. Я прикрепил измерительную ленту к карману. Сварка, инвертор.
Сделал крепеж в коробке из труб ПВХ. В них можно помещать различные виды электродов и сварочный молоток. Вырезал кусок круглого дерева, заточил его, приварил кусок водопроводной трубы.
Теперь удобнее пойти куда-нибудь и что-нибудь приготовить. Идем домой, переодеваемся, канистру, еду, снаряжение и все остальное закидываем в багажник и ничего не забываем.
 Благодаря своей мобильности инверторные сварочные аппараты нашли широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными комплектами трансформаторов для сварочных работ. Принцип работы, устройство и их типичные поломки должен знать каждый.Не у всех есть возможность купить сварочный инвертор, поэтому радиолюбители выкладывают в интернет собственные схемы сварочных инверторов.
Благодаря своей мобильности инверторные сварочные аппараты нашли широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными комплектами трансформаторов для сварочных работ. Принцип работы, устройство и их типичные поломки должен знать каждый.Не у всех есть возможность купить сварочный инвертор, поэтому радиолюбители выкладывают в интернет собственные схемы сварочных инверторов.
относительно недороги и просты в ремонте благодаря простой конструкции. Однако они тяжелые и чувствительны к напряжению питания (U). При низком U выполнить работу невозможно, так как возникают значительные перепады U, в результате чего бытовая техника может выйти из строя. В частном секторе часто возникают проблемы с ЛЭП, так как в странах бывшего СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из витков, которые часто окисляются. В результате этого окисления сопротивление (R) этой скрутки увеличивается. При значительной нагрузке они нагреваются, что может привести к перегрузке ЛЭП и трансформаторной подстанции. Если к электросчетчику подключить старый сварочный аппарат, то при низком U сработает защита (автомат "выбивает"). Некоторые пытаются подключить сварочный аппарат к электросчетчику, нарушая закон.
Такое нарушение карается штрафом: потребление электроэнергии незаконно и в больших количествах.Чтобы работа была более комфортной - не надейтесь на U, не поднимайте тяжести, не перегружайте линии электропередач и не нарушайте закон - используйте инверторный сварочный аппарат.
Сварочный инвертор подходит как для домашнего, так и для корпоративного использования. Благодаря малым габаритам он способен обеспечить стабильное горение сварочной дуги, да еще использовать сварочный ток намного больший, чем у обычного сварочного аппарата.Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обычный импульсный блок питания (тот же, что и компьютерный, только с большей силой тока), что упрощает схему сварочного аппарата.
Основные принципы его работы: выпрямление входного напряжения; преобразование выпрямленного U в переменный ток высокой частоты с помощью транзисторных ключей и дальнейшее выпрямление переменного напряжения U в постоянный ток высокой частоты (рис. 1).
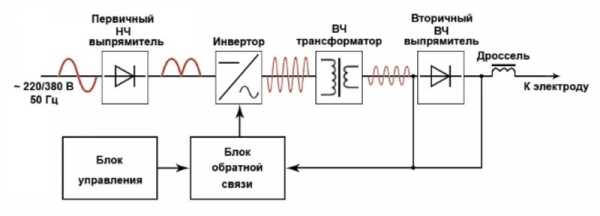
Рисунок 1 – Принципиальная схема инверторного сварочного аппарата.
При использовании мощных ключевых транзисторов постоянный ток преобразуется, выпрямляемый диодным мостом, в ток высокой частоты (30..90 кГц), что позволяет уменьшить габариты трансформатора. Диодный выпрямитель пропускает ток только в одном направлении. Отрицательные гармоники синусоиды «отсекаются».
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей.Конденсаторный фильтр используется для преобразования его в приемлемый постоянный ток для корректной работы ключевых транзисторов, работающих исключительно от постоянного тока. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которые позволяют заметно сгладить пульсации.
Диодный мост и фильтр обеспечивают питание схемы инвертора. Вход схемы инвертора выполнен на ключевых транзисторах, преобразующих постоянное U в переменное высокой частоты (40.0,90 кГц). Это преобразование необходимо для питания импульсного трансформатора, на выходе которого получается ток высокой частоты с низким значением U. С выходов трансформатора питается высокочастотный выпрямитель, а на выходе формируется постоянный ток высокой частоты. выход.
Устройство не очень сложное и поддается ремонту любой инверторный сварочный аппарат. К тому же существует множество схем, с помощью которых можно сделать самодельный сварочный инвертор.
 Монтаж инвертора для сварки прост, так как имеется много цепей. Можно сварить от блока питания компьютера, выбить под него коробку, но получится маломощный сварочный аппарат. Подробно о том, как сделать простой инвертор из компьютерного блока питания для сварки, можно найти в интернете. Большой популярностью пользуется инвертор для приварки к ШИМ-контроллеру UC3845. Прошивается микросхема программатором, который можно приобрести только в специализированном магазине.
Монтаж инвертора для сварки прост, так как имеется много цепей. Можно сварить от блока питания компьютера, выбить под него коробку, но получится маломощный сварочный аппарат. Подробно о том, как сделать простой инвертор из компьютерного блока питания для сварки, можно найти в интернете. Большой популярностью пользуется инвертор для приварки к ШИМ-контроллеру UC3845. Прошивается микросхема программатором, который можно приобрести только в специализированном магазине.
В случае прошивки необходимо знать основы C++, кроме того, вы можете скачать или заказать готовый программный код. Перед сборкой необходимо определиться с основными параметрами сварочного аппарата: максимально допустимый ток питания не более 35 А. При сварочном токе 280 А U питающей сети составляет 220 В. по параметрам, можно сделать вывод, что эта модель превосходит некоторые заводские модели. Следуйте блок-схеме на рисунке 1, чтобы собрать инвертор.
Схема блока питания проста и достаточно проста в сборке (схема 1). Перед установкой определитесь с трансформатором и найдите подходящий корпус для инвертора. Трансформатор нужен для изготовления инвертора мощности. ...
Данный трансформатор собран на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой из провода диаметром (d) 0,25..0,35 мм, число витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
90 624 90 190 15 витков при l = 1..1,5 мм. 90 190 15 витков длиной 0,2..0,35 мм. 90 190 20 витков при d = 0,35..0,5 мм. 90 190 20 витков при d = 0,35..0,5 мм.Перед намоткой ознакомьтесь с основными правилами намотки трансформаторов.
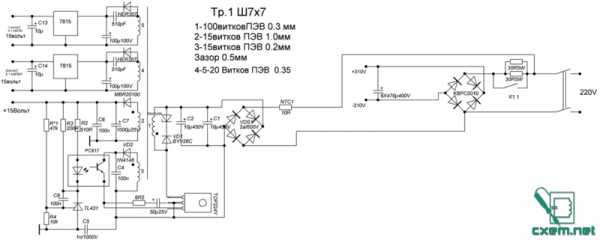
Схема 1 — Цепь питания инвертора
Рекомендуется не соединять детали шарнирами, а изготовить для этих целей печатную плату. Способов изготовления печатной платы много, но стоит остановиться на простом варианте — технологии лазерного прессования (ЛУТ). Основные этапы производства печатных плат:

После изготовления трансформатора и печатной платы приступайте к сборке радиодеталей в соответствии со схемой питания сварочного инвертора. Для монтажа блока питания потребуются радиодетали:

После сборки блок питания не может быть подключен и проверен, так как он разработан специально для схемы инвертора.
Перед тем, как приступить к изготовлению высокочастотного трансформатора для инвертора, необходимо изготовить плату из гетинакса, руководствуясь схемой 2.Трансформатор выполнен на магнитопроводе типа «20×28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (1-й обмотки) необходимо использовать медный лист толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Необходимо сделать:
Высокочастотный трансформатор нельзя наматывать обычным проводом из-за скин-эффекта.Скин-эффект — это способность высокочастотных токов проходить к поверхности проводника, нагревая его. Вторичные обмотки должны быть разделены фольгой из ПТФЭ. Кроме того, трансформатор должен быть надлежащим образом охлажден.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 м2. мм.
Трансформатор тока выполнен на двух кольцах типа «К30×18×7» и намотан медным проводом.Через кольцевую часть продета обмотка l, а обмотка II состоит из 85 витков (d = 0,5 мм).
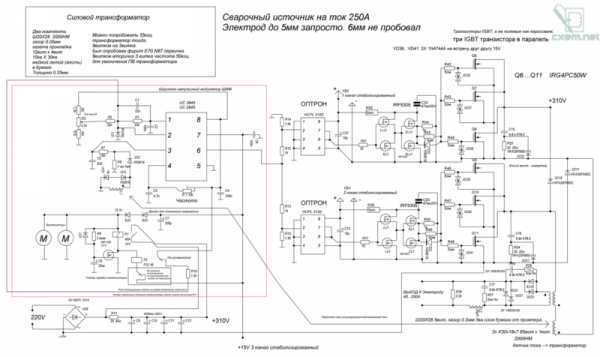
Схема 2 - Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора необходимо установить радиодетали на печатную плату. Перед пайкой обработайте медные дорожки оловом, не перегревайте детали. Список компонентов инвертора:
Перед функциональной проверкой цепи повторно проверьте все соединения визуально.
Перед сборкой следует внимательно изучить сварочную схему инвертора и купить все необходимое для производства: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформатора, медный лист и проволоку, продумать конструкцию корпуса.График работы значительно упрощает процесс сборки и экономит время. При пайке радиодеталей используйте паяльную станцию (индукционную с сушкой), чтобы исключить возможный перегрев и выход из строя радиодеталей. Также необходимо соблюдать правила безопасности при работе с электричеством.
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи следует «посадить» на термопасту и радиатор.Рекомендуется использовать радиаторы от высокопроизводительных микропроцессоров (Athlon). Для охлаждения корпуса необходим вентилятор. Силовую цепь можно изменить, поместив блок конденсаторов перед трансформатором. Приходится использовать К78-2 или СВВ-81, так как другие варианты неприемлемы.
После подготовительных работ приступаем к настройке сварочного инвертора ... Для этого необходимо:

Существуют и более совершенные модели инверторных сварочных аппаратов, в силовую цепь которых включены тиристоры.Также получил распространение инвертор Timval, который можно найти на форумах радиолюбителей. Имеет более сложную схему. Более подробную информацию можно найти в Интернете.
Итак, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не кажется непосильной задачей. Домашний вариант практически не уступает заводскому, а по некоторым характеристикам даже превосходит его.
.Сварка тонких листов инвертором позволяет быстро и качественно изготовить изделие из металла.
Тонкопленочным материалом называют материал толщиной до 5мм, его часто применяют при изготовлении заготовок для автомобилей, моторных лодок, а также для производства труб, различных корпусных конструкций и т.п.
Основная проблема в сварка тонких листов, металл более подвержен повреждениям.
Это может быть связано с неосторожным движением сварщика, что может привести к ожогу детали.
Кроме того, сварка тонкого металла, выполненная неподготовленным человеком, может оказаться некачественной из-за несовместимости с технологией.
Поскольку процесс сварки осуществляется исключительно инвертором с использованием слабого тока, нельзя допускать даже небольшого рабочего расстояния между заготовкой и электродом.
В противном случае невозможно избежать обрыва дуги.Поэтому не рекомендуется начинать сварку тонких листов инвертором, не зная особенностей процесса.
Сварка тонких металлов требует, как и любой другой сварочный процесс, наличия на руках защитной одежды: специального сварочного шлема, перчаток и верхней одежды из грубой ткани, но ни в коем случае не надевать резиновые перчатки.
Устанавливаем сварочный ток и выбираем электрическую направляющую, которая позволит работать с инвертором.
Индикатор сварочного тока основан на характеристиках соединяемых листов.
Обычно производитель указывает силу тока в определенных случаях на корпусе инвертора.
Для инверторной дуговой сварки используются электроды диаметром 2-5 мм. Затем вставляем электропровод в держатель, подключаем зажим заземления к заготовке.
Во избежание прилипания не подносите его слишком близко к детали.
Сварка тонкого металла инвертором начинается с зажигания дуги.
Несколько раз прикасаемся к сваренной линии под небольшим углом к электроду, что активирует его.
Держите электрический кабель на определенном расстоянии от заготовки, соответствующем ее диаметру.
Если все вышеперечисленное сделано правильно, то должен получиться качественный шов.
В этот момент на поверхности сварного шва есть окалина или окалина, удалите их каким-либо предметом, напр.молоток.
В следующем видео для начинающих сварщиков показано, как правильно стыковать тонкие листы с инвертором.
Дуговой промежуток – это расстояние, образующееся при сварке между соединяемыми элементами и электродом.
Убедитесь, что указанное расстояние стабильно, когда инвертор работает.
Если варить инвертором тонкий металл и при этом держать небольшой дуговой промежуток, то сварной шов будет выпуклым, так как основная часть металла плохо прогревается.
Если варить полуавтоматическим инвертором тонкий металл и при этом держать слишком большое расстояние между токопроводом и заготовкой, такой большой зазор может мешать проплавлению.
Электрическая дуга отскочит назад, и металл сварного шва будет перекошен.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом тонкий металл необходимо сваривать инвертором, как было сказано выше, с зазором, соответствующим диаметру электрода.
Накопленный опыт и возможность управления длиной дуги инвертора помогут добиться оптимальных результатов.
Электрическая дуга проходит через зазор и расплавляет основной металл, образуя сварочную ванну. Он также переносит расплавленный металл в сварочную ванну.
При слишком интенсивном движении электрода в процессе сварки единственное, чего можно добиться, - это деформация соединения.
Этот факт объясняется тем, что линия сварочной ванны находится ниже уровня основного металла, и при сильном и быстром проникновении дуги в основной металл она оттесняет сварочную ванну назад, в результате чего шов .
Поэтому необходимо проверить, чтобы линия сварного шва находилась на поверхности листов.
Качественный шов можно получить круговыми и зигзагообразными движениями электрода по соединяемой поверхности.
При выполнении зигзагообразных операций необходимо поочередно следить за формированием линии шва в трех положениях: с одной кромки, над сварочной ванной, с другой кромки.
Здесь не следует забывать, что сварочная ванна перемещается вместе с теплом, что очень важно при смене направления работы.
При отсутствии электродного металла возникает подрез - узкая канавка в основном металле вдоль или по краю сварного шва, вызванная недостатком металла для заполнения ванны при поперечном перемещении.
Во избежание такого бокового вдавливания или подреза рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину разделки.
Работа сварочной ванны позволяет усилию электрической дуги на конце проволоки.
Не забывайте, что при работе со сварочным изделием под углом ванна не растягивается, а толкается.
Таким образом, вертикально расположенный электрический проводник дает менее выпуклые сварные швы.
Процесс объясняется тем, что в данный момент вся тепловая энергия сварочной ванны выталкивается на дно, расплавляется и распределяется.
При слегка наклонном положении изделия все усилие отталкивается, в результате чего сварной шов выскакивает.
Если изделие электрода слишком круто наклонено, усилие передается в сторону линии шва, что не позволяет эффективно контролировать ванну.
Для плоского стыкового соединения наклоните электрический провод под разными углами.
При этом сварку следует начинать под углом 450, что позволит контролировать ванну и правильно соединить металл с помощью полуавтомата.
Для того чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электрическую проволоку соответствующего диаметра.
Например, для тонких металлических листов толщиной до 1,5 мм используйте изделия диаметром 1,6 мм.
Правильная сварка тонкого металла плавящимся электродом предотвращает перегрев в процессе сварки, который может привести к возгоранию изделия.
Электрокабель проходит вдоль свариваемой линии на средней скорости, как только возникает опасность обгорания, скорость увеличивают.
Сила тока при инверторной сварке пластин не должна превышать 40 ампер.
При подборе силы тока для работы стержневым электродом лучше сделать пробный шов, что упростит решение задачи.
При этом тестируемый продукт может готовиться полуавтоматически в различных режимах с учетом скорости движения электрода.
Варить нужно так, чтобы можно было полностью пропитать стальные кромки и при этом не поджечь материал.
Сварка тонкого металла инвертором плавящимся электродом заключается в том, что кромки оплавляются сразу, что не позволяет полностью контролировать сварочную ванну.
Поэтому, набравшись опыта, лучше приступить к полуавтоматической варке тонких листов материала.
В процессе сварки изделий из тонколистового металла может применяться технология точечной или прерывистой сварки.
В результате кратковременного действия дуги образуются контакты, затем электрическая дуга гасится, затем процесс повторяется на расстоянии, равном величине 2 или 3 диаметров электрода.
Лучше всего минимизировать период между образованием точек, чтобы расплавленный металл не успел остыть.
Этот метод идеален, если вам необходимо инверторную сварку негерметичных тонколистовых конструкций. Точечные держатели исключат возможный риск коробления металла.
Поляризация является основой хорошего сварного соединения. Прямая полярность обеспечивает снижение подвода тепла к основному металлу с узкой, но глубокой зоной плавления.
При обратной полярности наблюдается пониженный поток тепловой энергии в материал с широкой и мелкой поверхностью плавления основного металла.
Это полярность электронов, которую следует учитывать перед работой с инвертором.
Если варить металл постоянным током, можно использовать положительный и отрицательный заряд источника.
Но при этом надо знать куда какую зарядку подключать.
Здесь следует учитывать, что если свариваемый материал заряжен положительно, он сильно нагревается.
Если этот заряд соединить с электрическим проводником, электрод сильно нагреется и загорится, что может привести к сжиганию металла.
Выход - обратная полярность инвертора и оптимальная сила тока.
В процессе работы с инвертором электрод подключается «+» к дуге инвертора, а «-» к пластине.
Начинающим сварщикам также будут полезны некоторые из следующих советов и тематического видео:
Изучив вышеизложенную информацию и просмотрев видеоролики, сварить тонкие листы инвертором будет намного проще.
Сварочные инверторы (при их невысокой цене 7-10 тыс.) создавать качественные швы, даже если они в руках новичков. Конечно, работа получится удачной, если соблюдать простые правила. Все они описаны в статье. Однако перед началом работы новичкам необходимо ознакомиться с инструкцией к устройству. Обычно есть несколько полезных советов, а также некоторые меры предосторожности. Помните, что научиться сваривать металл может каждый.
Сварочный инвертор - Инструмент для сварки металлов.Своим названием он обязан тому факту, что преобразует переменный ток в постоянный. И хотя КПД инвертора составляет около 90%, его энергопотребление низкое, поэтому вам не придется беспокоиться о высоких счетах за электроэнергию.
Чаще всего сварочный инвертор работает от 220 вольт, некоторые виды - от 380. При этом возможна работа на пониженном напряжении: например, электрод 3 мм можно использовать на 170 вольт.
Сваривать инвертором гораздо проще, чем трансформатором или выпрямителем.Кроме того, держать лук сможет даже новичок. Именно поэтому большинство людей обучаются искусству сварки именно на нем.
Электрод представляет собой стержень из металла, на который нанесено специальное покрытие - шлаковая смесь. Иногда к нему добавляют газообразующие вещества. Покрытие защитит расплавленный металл от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или нержавеющей сталью нужен электрод марки УОНИИ.Существуют также универсальные электроды. К ним относится бренд ANO. Они используются для обратного и прямого тока любой полярности.
Электроды также классифицируются по диаметру, который варьируется от 1,6 до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. Стол может пригодиться при работе со сварочным аппаратом.
Чем толще прут, тем больше мощности должен иметь инверторный сварочный аппарат. Поэтому для новичков подойдет диаметр не более 4 мм; тонкий металл можно сваривать электродом и 2 мм.
Толщина, до которой можно расплавить металл, напрямую зависит от установленной силы тока. Этот показатель также определяет прочность дуги. Размер электрода определяет необходимую силу тока.
Сварочный ток выбирается в зависимости от поверхности. На горизонтальных поверхностях она максимальна, на вертикальных – ниже примерно на 15 %, на нависающих – на 20 %.
Бытовой сварочный аппарат выдает до 200 ампер.На профессиональном приборе значения достигают даже 250 и более. Направление, в котором течет ток, определяет полярность. На инверторе можно поменять полярность.
Как известно, ток движется от отрицательного к положительному. Поэтому клемма «+» становится более горячей. Эта особенность позволяет производить качественную сварку металла. В том случае, если свариваемые детали имеют большую толщину, к одной из деталей подключается плюсовая клемма. Этот метод называется прямой поляризацией.
К тонким изделиям прилагается отрицательный зажим.Такой способ подключения называется обратной полярностью.
Прежде чем приступить непосредственно к сварке металлических изделий, следует ознакомиться с основными конструктивными особенностями инверторного сварочного аппарата. Они показаны на схеме.

Сам инвертор имеет средний вес до 7-8 кг. Для качественного инструмента сбоку на металлическом корпусе имеется вентиляционная решетка, предотвращающая перегрев трансформатора.
На задней панели есть кнопка включения/выключения. На передней панели два разъема: «+» и «-». К ним подсоединяется кабель с электродом на одном конце и зажимом на другом. Сами кабели должны быть достаточно длинными и гибкими.
Пошаговая инструкция как готовить с инвертором.
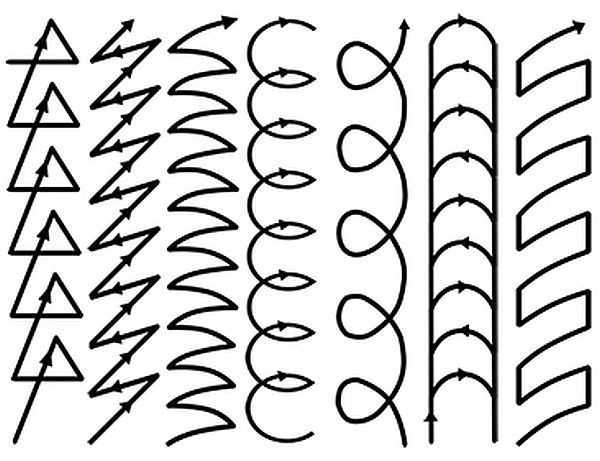
Удар по дуге — это первый шаг, и у новичков с этим возникают проблемы. Сначала стержнем слегка постукивают по металлу, чтобы удалить с него жир. Затем используется метод, похожий на зажигание спички. Электрод проводят по поверхности изделия и слегка касаются его. Если планка вдруг прилипает к металлу, либо ее резко убирают в сторону, либо инвертор полностью отключается.
Вы должны бить, пока не появится яркая дуга. Чтобы дуга не исчезла, держите электрод на расстоянии 4 мм от металла.
Электрод может двигаться только по определенным траекториям. Их уже показали. Если вы двигаете электрод только прямо, шов будет прерывистым. Скорость его движения влияет на свойства шва. Если двигаться быстро, шов будет узким и не выпуклым, если медленно – широким и выпуклым.В месте окончания шва электрод задерживается на 3-4 секунды.
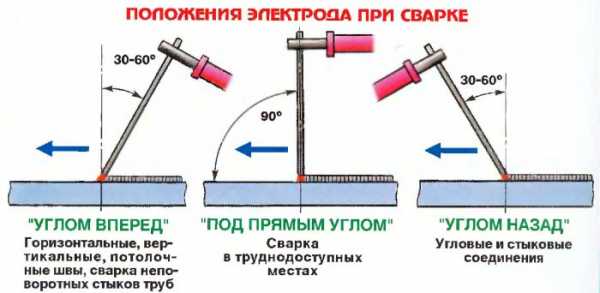
Неровный шов чаще всего получается, когда электрод перемещается слишком быстро. Говоря о создании ровного и качественного шва, следует ввести понятие сварочной ванны. Сварочная ванна – это та часть металла, которая находится в жидком состоянии. Наполнитель входит в эту часть. Появление лужи — хороший признак того, что сварка идет хорошо.
Контур ванны находится под поверхностью металлической части. Ванна создает хороший сварной шов, когда дуга проникает в заготовку равномерно и на большую глубину. Нужно следить, чтобы шов не провисал, а оставался на уровне поверхности. хорошее соединение проще сделать, если делать это электродом круговыми движениями. При этом ванну следует раздавать снова и снова.
При сшивании углов помните, что под воздействием тепла бадья смещается.Отрегулируйте силу дуги, чтобы контролировать размеры ванн.

Шов не будет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить планку (например, на 45˚), шов начнет проявляться. А когда электрод находится очень близко к горизонтальному положению, ванна начинает расходиться и шов загибается. Поэтому оптимальные углы наклона составляют от 45˚ до 90˚.
Дуговой промежуток — это расстояние между поверхностью металла и электродом.Зазор на каждом этапе должен быть одинаковым, чтобы сварка была качественной и без дефектов.
Если зазор маленький, сварной шов будет слишком выпуклым, и материал не будет хорошо плавиться. Это связано с тем, что продукт не может нагреваться. При большом зазоре сварочная дуга будет перемещаться из стороны в сторону и шов выйдет кривым и ломким. Правильный зазор, показанный на рисунке, обеспечит хорошее проваривание и ровный шов.
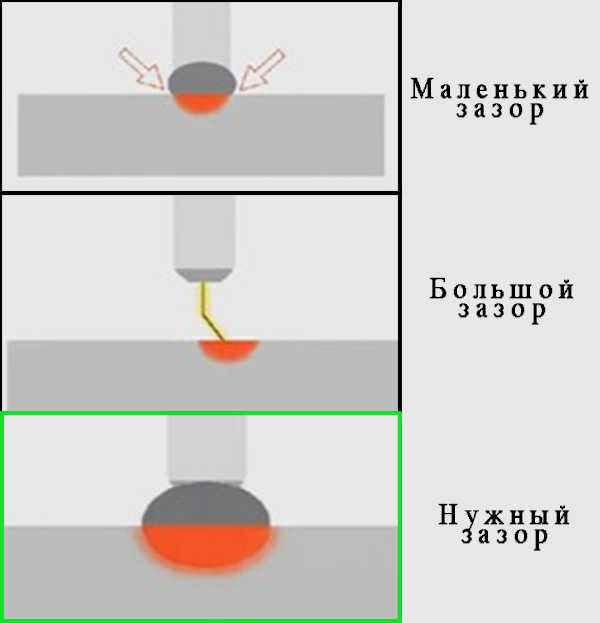
Для сварки тонкого металла предпочтительно подключать инвертор вверх ногами, т.е.«-» прилагается к листу. При этом сила тока должна иметь средние значения. Лучше выбрать электрод, который будет иметь длительное время плавления. Модель МТ-2 подходит хорошо. Он давно используется сварщиками и поэтому хорошо зарекомендовал себя.
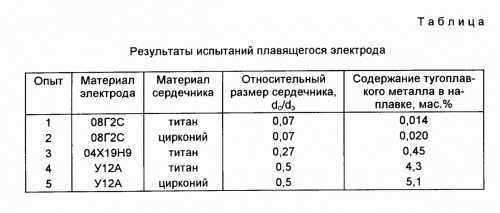
Тонкий металлический стержень можно наклонить приблизительно на 35˚. Сначала вы осторожно подносите его вплотную к металлу, а потом ждете, когда появится красное пятно, переходящее в каплю. Плавно перемещайте электрод, чтобы капля оставалась одинакового размера.Так шов будет ровным.
Чтобы понять, как учиться, сначала нужно точно знать, что это за устройства. Сварочный инвертор имеет достаточно компактную конструкцию, его намного легче перемещать с места на место по сравнению с обычным трансформаторным сварочным аппаратом. Кроме того, работать с современным устройством гораздо удобнее.
Сварка металлических деталей инвертором достаточно надежна, только если знать хотя бы примерное его устройство.Прежде всего, конструкция этого оборудования не занимает много места: все необходимые детали помещаются в небольшую металлическую коробку, не превышающую в длину полметра, в ширину обычно не более 20 см, а около 30 см. в высоту.Общий вес конструкции около 10 кг.
Принцип его действия заключается в излучении электрического тока соответствующей силы и напряжения. Инвертор вырабатывает постоянный ток в районе свариваемой поверхности, который формируется от переменного напряжения в бытовой сети - 220 В.
Приборы всегда имеют два вывода - катод или отрицательно заряженный проводник и анод - положительный. Один из них предназначен для подключения электрода, а другой – для свариваемого металла. При подаче напряжения создается одиночная электрическая цепь. Если сделать в нем небольшой зазор, размер которого будет всего несколько миллиметров (как правило, не более 8), то в этом месте происходит ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы быть правым, следует понимать, что большая часть тепла выделяется именно в электрической дуге, которая горит при температуре около 7000 градусов.Это позволяет качественно оплавить кромки свариваемых металлических заготовок.
Когда дуга искрится, плавятся не только края металла, но и сам электрод, в результате чего все эти материалы смешиваются друг с другом. Если сварочные работы выполнены некачественно, то в толще металла останется шлак, который, как правило, гораздо менее плотный, чем металл. Это значительно снижает качество получаемого сварного соединения.
Как правило, шлак выходит на поверхность и препятствует окислению свариваемых деталей кислородом воздуха или начинает поглощать азот из окружающей среды.После того, как расплавленный металл начинает застывать, создается сварное соединение.
Чтобы учиться на опыте опытных сварщиков, нужно понимать что-то вроде полярности тока, так как она бывает прямой и обратной. Во-первых, когда ток течет от катода к аноду. Обратная полярность достигается в противоположной ситуации.
Если человек умеет правильно готовить, то он поймет, что самая высокая температура будет создаваться на клемме, с которой начинает течь электрический ток.При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, этой технологией пользуются сварщики, которые только начинают осваивать азы этого ремесла.
На электроде возникает более высокая температура при обратной полярности. Эта технология удобна при работе с тонким листовым металлом, а также при работе с металлами, плохо реагирующими на перегрев, что может привести к повреждению заготовки.
Важную роль играет толщина свариваемого электрода или проволоки. Этот показатель напрямую зависит от толщины свариваемых деталей. В принципе, этот показатель следует отодвигать при выборе силы тока. Получается, что чем больше толщина электрода, тем большую силу электрического тока необходимо приложить к нему.
Также следует помнить, что на текущий показатель силы напрямую влияет положение шва – горизонтальное, вертикальное, потолочное и так далее. Для постепенного освоения инверторной сварки следует внимательно изучить таблицу, в которой указаны соответствующие токи, диаметры электродов и другие важные показатели, связанные со сваркой.
Инверторный аппарат намного удобнее для выполнения сварочных работ. Даже большинство профессиональных сварщиков утверждают, что эта технология гораздо лучше и проще примитивного трансформатора. Благодаря применению этот продукт может не только легко сформировать арку, но и в конечном итоге стать максимально устойчивым.
Этот эффект помогает предотвратить чрезмерное разбрызгивание металла. Инвертор хорош еще и тем, что предоставляет ряд всевозможных дополнительных функций.Одной из наиболее полезных функций, в частности, является так называемая «Горячий старт», позволяющий максимально увеличить сварочный ток в самом начале работы. Это значительно облегчает и ускоряет создание дуги.
Еще одна особенность — «Крепкий лук». Этот элемент активируется только тогда, когда электрод находится слишком близко к свариваемым элементам. При таком развитии событий прибор будет увеличивать ток в автоматическом режиме. Это позволяет максимально быстро расплавить металл, благодаря чему электрод не прилипает к заготовкам.
Третьей полезной функцией является опция Anti-Zalip. При необходимости он делает электрический ток настолько низким, насколько это возможно, чтобы электрод можно было очень быстро отсоединить от поверхности металла и продолжить работу. Функция очень полезна для тех, кто еще не до конца разобрался, как правильно отсоединить электрод от заготовки.
Инвертор достаточно экономичен. Если рассматривать электроды диаметром 3 мм, то для их качественного использования достаточно установить напряжение 4 кВт – это полностью соответствует нормальному параллельному соединению двух электрочайников.
Экономичность конструкции по потреблению электроэнергии позволяет всего за один сезон оправдать достаточно высокую стоимость инверторного сварочного аппарата.

Чтобы научиться готовить с помощью инверторной сварки, сначала нужно понять основные стандарты безопасности. Дело в том, что сварочные работы особенно опасны для здоровья и жизни человека, поэтому подходить к ним следует с осторожностью.
Если вы хотите научиться готовить на инверторном сварочном аппарате, сначала потренируйтесь правильно зажигать дугу и поддерживать ее на протяжении всего рабочего цикла.
На первом этапе нужно соединить клеммы в зависимости от того, с какой полярностью вы хотите работать - прямой или обратной. Если опыта сварки на данный момент нет, следует использовать только прямое соединение.Для начинающего сварщика лучше взять универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Использование более толстых электродов нежелательно, так как они могут вызвать сильные колебания дуги и нестабильное горение дуги. Работа с такими расходными материалами требует более высоких навыков.
Изначально ток должен быть установлен на 100 А. Использование маски по привычке может вызвать некоторый дискомфорт, но можно пожертвовать ею ради сохранения зрения.Перед непосредственным зажиганием дуги слегка постучите электродом по металлу, чтобы сбить покрытие с края.
Лук можно поджечь одним из следующих способов:
Если учесть все рассмотренные моменты, не составит особого труда разобраться, как варить сварочным инвертором. Кроме того, его можно использовать для различных материалов.
Если вы не знаете, как научиться варить сварочным инвертором, видео и подготовленная пошаговая инструкция помогут вам разобраться во всех нюансах этого процесса.Нередко начинающие сварщики берут в руки станок для сварки кузовов автомобилей, латания дыр в металлоконструкциях и т.п.
Можно научиться варить кузова автомобилей или другие детали для начинающих сварщиков с помощью инвертора. Правильно использовать сварочный инвертор не так сложно, как многие думают. Даже если вы никогда не брали в руки этот инструмент и плохо разбираетесь в видах электродов, он не станет преградой на пути к самостоятельному ремонту автомобиля или изготовлению какой-либо металлоконструкции.
Есть много причин научиться готовить с инвертором. В вашем распоряжении Сварис 160, Сварис 200 или любой другой хороший аппарат, освоить сварочное дело будет еще проще. Аппарат, используемый в процессе сварки, играет не последнюю роль.
Весь процесс разделен на три основных этапа:
90 160
Инвертор сварочный аппарат.Это устройство обеспечивает соединение металлических элементов путем их сварки между собой. Благодаря этому вы сможете правильно сварить кузов собственного автомобиля, заделать дыры в металлическом заборе, починить решетки на окнах и сделать массу других домашних дел.
Подготовка состоит из нескольких этапов.
Следующим шагом является зажигание дуги инвертора. Здесь следуйте нескольким рекомендациям, чтобы заставить устройство делать то, что вы от него ожидаете.
Помимо сварного шва, нужно понимать суть сварочной ванны. Только так можно добиться желаемого результата.
Многие новички, которые впервые начинают варить пиво, ошибочно думают, что Swaris 160 или 200 сделает за них всю работу. Не спорим, Сварис 160 и Сварис 200 действительно хорошие инверторы. Но одного качественного устройства недостаточно для качественного выполнения работы.
Основная ошибка - прямолинейные движения при создании шва. Профессионалы так не готовят. Для того чтобы отремонтировать кузов автомобиля или выполнить ряд других операций, необходимо научиться правильно пользоваться устройством и соблюдать шов.
Сварка – одна из достаточно сложных, но востребованных технологий металлообработки.Куда ни глянь, обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительное предприятие, ремонтное или сервисное предприятие. Сварка становится незаменимой при строительстве и благоустройстве собственного дома.
Но вот беда - сварка требует определенной подготовки. Можно конечно при необходимости обратиться к мастерам по сварке по объявлениям или к знакомым обладающим нужными навыками. Но лучше спросить себя – как научиться работать с электросваркой самостоятельно, чтобы ни от кого не зависеть.Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, возможность выполнения таких работ, особенно для владельца индивидуальной квартиры, является неоценимым плюсом, так как многие проблемы просто перестанут существовать.
Но прежде всего вам необходимо понять основные принципы электросварки и приобретения оборудования. Сварка – это технологический процесс, где качество работы напрямую зависит от оснащения рабочего места.
Сама суть электросварки заключается в следующем.Электростанция вырабатывает мощный сварочный ток, который по кабелям доставляется на рабочее место. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга - устойчивый разряд, характеризующийся самыми высокими значениями температуры. Это приводит к расплавлению металла и присадочного материала. Так называемой сварочная ванна - область плавки, контролирующая и направляющая сварщика формирует шов. После снятия дуги расплавленный металл кристаллизуется и образуется прочное монолитное соединение деталей.
Эта очень упрощенная схема реализована в нескольких технологиях сварки:
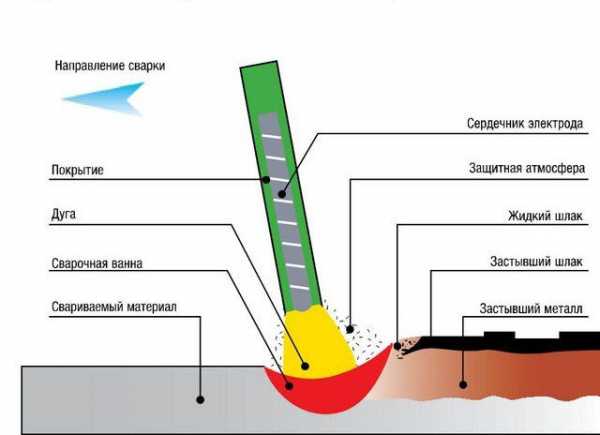
В подавляющем большинстве случаев, когда вы рассматриваете сварку на бытовом уровне, имеется в виду именно эта технология.
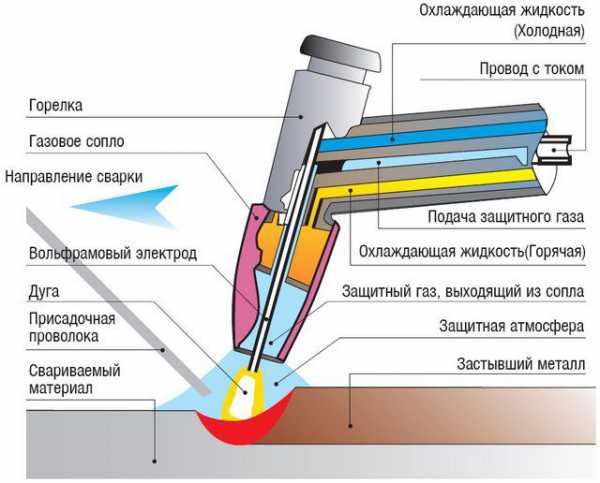
Сварка по данной технологии имеет много преимуществ, но требует наличия специализированного оборудования и высококвалифицированных работников.
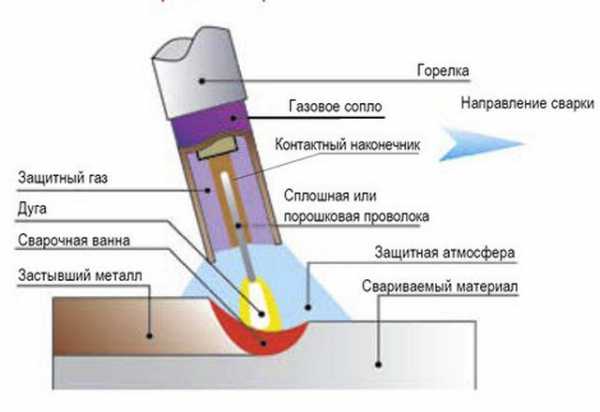
Эта технология обеспечивает высокое качество сшивания в каждой плоскости и очень высокую производительность. В какой-то мере он даже проще м МА, но требует сложного и достаточно громоздкого оборудования - самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки со специальной гильзой, через которую подается проволока и защитный газ.

Каждый новичок всегда начинает с освоения приемов ручной дуговой сварки (ММА), поэтому все вопросы ниже будут посвящены им.
Чтобы начать заниматься самостоятельно, вам необходимо иметь в наличии соответствующее оборудование, расходные материалы и расходные материалы.
Для сварки ММА используется один из трех видов оборудования:

Недостатков у трансформатора гораздо больше - сварочная дуга и переменный ток не отличаются стабильностью, нередки случаи залипания электродов, большие брызги металла, швы не аккуратны.Кроме того, потребуются специальные электроды именно для «сдвига». Сварочные трансформаторы очень зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просадить» сеть. Они не отличаются компактностью и легкостью. Словом, начинать тренировки на таком оборудовании нежелательно. Как правило, для работы на таких устройствах требуются хорошие навыки.

Однако недостатки остаются - та же массивность и габариты, даже большие, чем у сварочных трансформаторов, зависимость от питающего напряжения и высокая нагрузка сети. По цене они дороже трансформаторных устройств.
Очень современное решение - сварочный инвертор
Все это дает целый "букет" достоинств такого аппарата:
- Оборудование спокойно переносит достаточно серьезные колебания м=напряжения сети, что особенно важно в подмосковные поселки, где такие проблемы очень часты.
- При этом инверторы имеют минимальное энергопотребление по сравнению с другими устройствами - практически не нагружают сеть.
- Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Практически не разбрызгивается.
- Устройство компактное и легкое.
Выпускается широкий спектр таких устройств - от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков самое оптимальное решение.Цены на качественные инверторы достаточно высоки, но, во-первых, они имеют тенденцию к снижению, а, во-вторых, такая разовая покупка полностью себя оправдает.В продаже появилось много недорогих устройств с весьма сомнительной сборкой. Поэтому очень важно правильно подойти к проблеме. выбор инвертора - необходимо обратить внимание на ряд важных нюансов:
90 160- «Горячий старт» значительно упрощает начальное зажигание дуги.Электроника автоматически увеличивает значение тока зажигания в импульсах.
- "ArcForce" поможет вам справиться с извечной проблемой новичков - прилипанием электрода к металлической поверхности. Поскольку требуемый зазор между электродом и металлом уменьшается, ток увеличивается, предотвращая эти проблемы.
- "Антизалипание" - функция, которая предотвратит перегрев машины, если все же не удалось избежать залипания. В этом случае питание просто отключится автоматически.
Еще один важный совет. «Ахиллесова пята» инверторов – это определенная сложность выполнения ремонтных работ в случае выхода из строя цепи. При выборе устройства лучше отдать предпочтение моделям с многоплатной электронной схемой. Покупать такие устройства несколько дороже, но диагностика поломки становится проще, ремонтопригодность намного выше.
Сварочные инверторы обычно уже оснащены кабелями, электрододержателем и зажимом заземления.Однако при покупке этих предметов также следует быть внимательным – иногда можно встретить некачественную продукцию.

Один из самых распространенных - ручки - "прищепки", плоскогубцы типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать их не только перпендикулярно, но и под углом 45°. Не поленитесь и проверьте материал контактной части - это должна быть медь или латунь, но не омедненная сталь. Это явный признак дешевой подделки, которую легко обнаружить с помощью небольшого магнита. Необходимо проверить надежность крепления электродов, особенно малого диаметра (2 мм) — это часто проблема некачественных захватов, например пассатижей.
Важным фактором является удобство рукоятки, ее сбалансированность, «развесовка» — работа с ней не должна вызывать быстрого утомления рук. У него должна быть ручка достаточной длины, чтобы обеспечить наиболее удобное положение руки, гофрированная поверхность, чтобы он не соскальзывал с руки в перчатке. Не забывайте, что для держателей также определено максимальное значение сварочного тока.


Это устройство защищает глаза от легких ожогов, закрывает лицо от металлических брызг или искр, а также органы дыхания в определенной степени от поднимающихся газов.При этом светофильтр должен обеспечивать хорошую видимость наложенного шва после зажигания дуги – подбор производится индивидуально. Светофильтр должен быть закрыт защитным стеклом.
Сама маска изготовлена из термостойкого пластика. Он не должен быть тяжелым и громоздким, вызывающим быструю утомляемость. Следует проверить удобство ремешка и его крепление в нужном положении, возможность подгонки под необходимый размер.
Маски - "хамелеоны", снабженные специальными жидкокристаллическими фильтрами, быстро меняющими светопропускание при зажигании дуги.Удобство неоспоримое – нет необходимости постоянно сгибать маску для визуального осмотра выполненного шва, а также упрощается процесс зажигания дуги. Такие маски имеют определенную степень регулирования скорости реакции и степени затемнения — это еще одно существенное преимущество. Недостатком у них является довольно высокая цена.

Обувь должна быть кожаной, полностью застегнутой, верх хорошо прикрыт брюками. Руки должны быть защищены кожаными или толстыми льняными перчатками или перчатками (гетрами) с длинными манжетами, полностью закрывающими область запястья.

Электрод представляет собой стальной стержень, покрытый слоем покрытия. Пруток одновременно является проводником сварочного тока и присадочным материалом. Под воздействием высоких температур покрытие образует защитный слой из шлака и газа, предохраняющий сварной шов от временного окисления кислородом и азотом воздуха.

Очень важно правильно подобрать электроды
Бывают случаи, когда оборудование хорошее и вроде бы все делается по правилам, а сварка не получается. Возможно, причина в неправильном подборе электродов. К сожалению, многие начинающие мастера выбирают именно их, ориентируясь только на толщину сечения стержня, упуская из виду остальные характеристики. Между тем классификация электродов довольно сложна и разнообразна. Конечно, можно получить консультацию при покупке, если только сам продавец в этом не разбирается.Но вы можете попытаться исправить некоторые проблемы самостоятельно.
Например электрод E42 A-U ОХИ-13/45— 3,0-УД (ГОСТ 9966-75) или Э-432 (5) - Б 1 0 (ГОСТ 9967-75). О чем могут говорить цифры и буквы?
90 160По следующему ГОСТу расшифровка следующая:
"Б" — классификация покрытий. В данном примере основной. Кроме того Вы можете встретить следующие обозначения:
- "ALE" - кислотное покрытие, подходит для постоянных, И чередующихся, для всех видов швов, но с сильными выкрашиваниями.
- "Б" – основной, применяется для сварки прочных толстых деталей с обратной полярностью.
- "Р" - рутиловое покрытие - одно из самых распространенных, отлично подойдет для начинающего сварщика и для работы в домашних условиях.
- "С" - Покрытие с целлюлозным компонентом. Он очень удобен для масштабных работ, но требует от сварщика особой квалификации, так как не терпит перегрева.
- "РЦ", "РЦЖ" - комбинированного типа.Буква «Ж» дополнительно указывает на включение в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- "один" - универсальный;
- "2" — все, кроме вертикального сверху вниз;
- "3" - "потолок" и стояк недопустимы, как в п.п.2;
- "4" - Электродом можно делать только нижние швы.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей.Можно легко ориентироваться на следующие параметры:
- Для заготовок толщиной до 2 мм - Ø 1,5÷2,5 мм;
- 3 мм - 3,0;
- 4 ÷ 5 мм - Ø 3,0 ÷ 4,0;
- 6 ÷ 12 мм - 4,0 ÷ 5,0;
- более 12 мм - Ø 5,0.
Для начала практических занятий необходимо подготовить рабочее место:

Оптимальное решение – металлический сварочный стол
90 160Когда все будет готово, можно переходить к практическим действиям. Для начала лучше всего подготовить очищенный от грязи и ржавчины листовой металл – на нем лучше делать первые шаги, не торопясь сразу приваривать какие-либо детали.

К заготовке крепится зажим заземления. Очень важен хороший контакт в месте пересечения - их нужно зачищать металлом Матовый
Начинать тренировку лучше всего с электродов Ø 3 мм - ими легче "набить руку". Величина сварочного тока в этом случае будет около 80 - 100 А. Вставьте электрод в держатель и проверьте надежность его крепления.
Нормальным зазором считается такой, который примерно равен толщине электродного стержня - это называется короткой дугой.При инверторной сварке качественными сухими электродами обычно не возникает проблем со стабильностью дуги. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая не обеспечит качественного шва. Поднесение электрода слишком близко к поверхности может привести к его прилипанию. В этом случае нужно сразу отводить рукоятку в сторону, пока удилище не перегреется.
При удержании дуги помните, что электрод постоянно горит, и его положение по отношению к металлической поверхности необходимо корректировать.
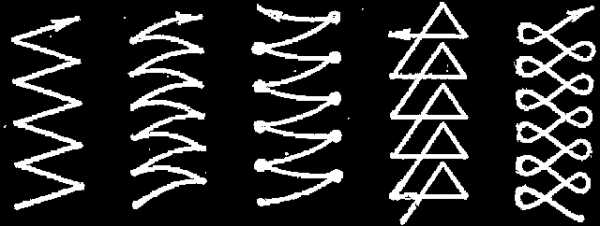
После наложения этого «шва» его необходимо охладить, а затем срезать слой шлака для визуальной оценки качества. Возможно, вам потребуется отрегулировать силу тока. Это будет заметно, например, на непрожаренных участках — электричества явно не хватает. При более высоком значении лист может сгореть. Все это определяется только экспериментальным путем, четких рекомендаций дать сложно.

Первое упражнение - создание гладких валков
Пористость швов, включение частиц шлака в структуру металла недопустимо - такое соединение не является постоянным.
В ходе практики вы сможете решить, какое направление сварки будет наиболее комфортным - к себе или от себя, потянув ванну за электрод или наоборот, выдвинув ее вперед. Однако многие мастера рекомендуют сварку, если начинают появляться ровные и качественные валики, можно переходить к следующему этапу – сварке двух заготовок.
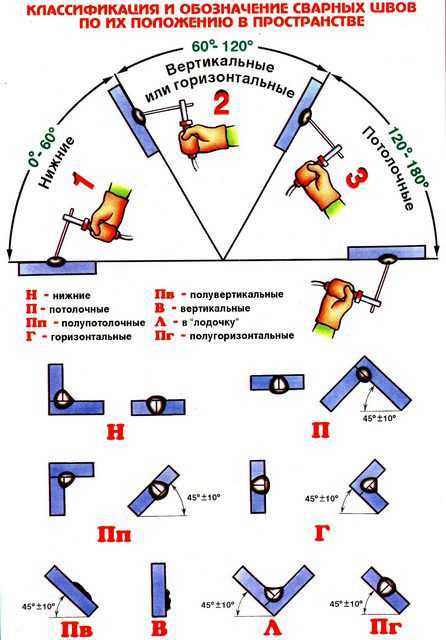
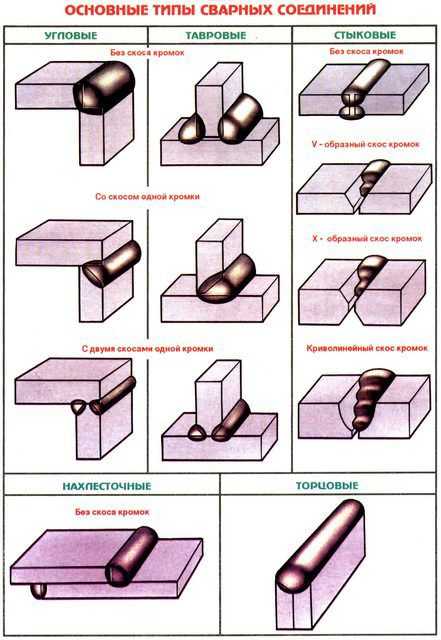
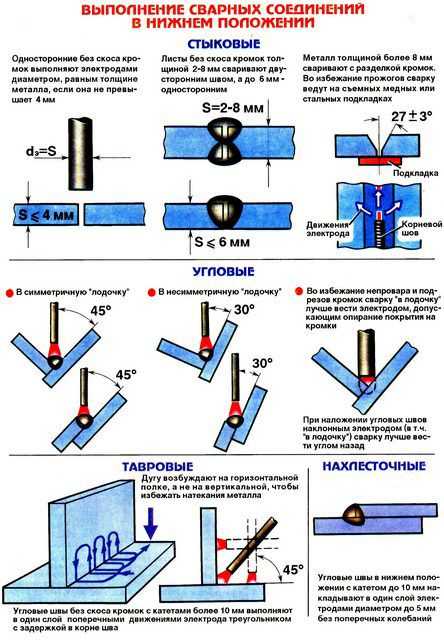

Не бойтесь таких первых неудач - опыт обязательно придет
Иными словами, все остальное будет зависеть только от усердия и регулярных практических занятий начинающего сварщика. Хорошо, если есть возможность обратиться к специалисту, чтобы он смог оценить результаты.Если нет, то можете сравнить результаты своей работы с выложенными в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость рук, умение подобрать нужные параметры и уверенность в себе обязательно придут.
Перед запуском машины прочитайте этот документ и руководство по эксплуатации, чтобы ознакомиться с процедурами эксплуатации и рекомендациями по технике безопасности для безопасного и правильного использования машины.
Это руководство относится к конкретному продукту и должно быть передано конечному пользователю инвертора.
Рекомендации по безопасности
Перед установкой и/или вводом в эксплуатацию инвертора внимательно прочтите данное руководство и сопроводительную документацию.
В данном руководстве рассматриваются только процедуры профилактического обслуживания и обслуживания. Внимательно прочтите инструкцию по эксплуатации перед выполнением работ по техническому обслуживанию и ремонту. Руководство пользователя можно скачать с нашего сайта.
В данном руководстве приведены два уровня рекомендаций по безопасности: ПРЕДУПРЕЖДЕНИЕ и ОСТОРОЖНО.
Предупреждение
Указывает, что неправильное обращение может привести к опасности, которая может привести к серьезной травме или смерти.
Осторожно
Указывает на то, что неправильное обращение может привести к возникновению опасностей, которые могут привести к травмам средней и легкой степени тяжести или материальному ущербу.
Обратите внимание, что даже в ситуации, отмеченной символом, последствия могут быть серьезными. Обязательно соблюдайте все инструкции по технике безопасности, содержащие важные вопросы безопасности. Также следует обратить особое внимание на рекомендации и инструкции в разделах «Примечания».
ОСТОРОЖНО
На многих рисунках в данном руководстве инвертор показан со снятыми крышками и/или мешающими деталями.
Не используйте инвертор так, как показано на этих рисунках. Если крышки и/или детали были сняты, обязательно установите их на место перед началом работы и следуйте всем инструкциям руководства при эксплуатации инвертора.
1. Установка
ОСТОРОЖНО
Установите инвертор на негорючей поверхности (например, наметалл). В противном случае существует риск возгорания.
Не размещайте легковоспламеняющиеся материалы рядом с установленным инвертором. В противном случае существует риск возгорания.
Не беритесь за верхнюю крышку устройства при переноске инвертора. В противном случае существует риск получения травм и повреждения инвертора при падении устройства.
Следите за тем, чтобы посторонние предметы (например, обрезанные куски проволоки, сварочные брызги, железные опилки, кабели и пыль) не попали внутрь инвертора.В противном случае существует риск возгорания.
Установите преобразователь на поверхность, способную выдержать вес, указанный в руководстве. В противном случае существует риск получения травмы при падении инвертора.
Установите инвертор на вертикальной стене без вибраций. В противном случае существует риск получения травмы при падении инвертора. Не устанавливайте и не эксплуатируйте преобразователь, если он поврежден или отсутствуют детали. В противном случае существует риск получения травмы.Устанавливайте инвертор в хорошо проветриваемом помещении, защищенном от прямых солнечных лучей. Избегайте мест, где инвертор будет подвергаться воздействию высокой температуры, высокой влажности, конденсата, пыли, взрывоопасных, коррозионных или легковоспламеняющихся газов, тумана шлифовальной охлаждающей жидкости или морской воды. В противном случае существует риск возгорания.
Инвертор является прецизионным устройством. Оберегайте их от падений и сильных ударов. Не наступайте на него и не ставьте на него тяжелые предметы.Это может повредить инвертор.
2. Электропроводка
ПРЕДУПРЕЖДЕНИЕ
Обязательно заземлите инвертор. В противном случае существует риск поражения электрическим током или возгорания.
Все работы с электропроводкой должны выполняться квалифицированным электриком. В противном случае существует риск поражения электрическим током или возгорания. Перед подключением проводки убедитесь, что питание отключено. В противном случае существует риск поражения электрическим током или возгорания.Подключайте проводку только после установки инвертора. В противном случае существует риск поражения электрическим током или травмы.
Инвертор должен быть выключен перед изменением настроек ползункового переключателя. В противном случае существует риск поражения электрическим током или травмы.
ОСТОРОЖНО
Убедитесь, что напряжение питания переменного тока соответствует номинальному напряжению инвертора. В противном случае существует риск получения травмы или возгорания.
- Не подавайте однофазный ток на трехфазный инвертор.В противном случае существует риск возгорания.
- Не подключайте напряжение переменного тока к выходным клеммам (U, V и W). В противном случае существует риск получения травмы или возгорания.
- Преобразователи серии NE-S1 не оснащены клеммами тормозного резистора. Резистор не должен быть подключен. В противном случае существует риск возгорания.
- Подключите УЗО к входной цепи питания. В противном случае существует риск возгорания.
- Используйте только шнуры питания, УЗО и магнитные контакторы, соответствующие указанным номиналам. В противном случае существует риск возгорания.
- Не используйте магнитный контактор, установленный между первичной и вторичной сторонами устройства, для остановки работы инвертора.
- Каждый винт должен быть затянут с указанным крутящим моментом. Убедитесь, что все винты затянуты должным образом. В противном случае существует риск возгорания.
- Отключите питание перед использованием ползункового переключателя на инверторе. В противном случае существует риск поражения электрическим током и травм.
- Убедитесь, что винт заземления затянут правильно и полностью.
- Сначала проверьте, правильно ли затянуты винты выходных клемм (U, V и W), а затем затяните винты входных клемм (R, S и T).
3. Эксплуатация
ПРЕДУПРЕЖДЕНИЕ
- После включения питания инвертора не прикасайтесь ни к каким клеммам или внутренней части инвертора, проверяйте сигналы, а также не подключайте и не отключайте какие-либо провода или разъемы.В противном случае существует риск поражения электрическим током или возгорания.
- Обязательно закройте верхнюю крышку перед подачей питания на инвертор. Не открывайте верхнюю крышку, когда инвертор находится под напряжением или находится под напряжением. В противном случае существует риск поражения электрическим током.
- Выключатели нельзя трогать мокрыми руками. В противном случае существует риск поражения электрическим током.
- После включения инвертора не прикасайтесь к клеммам, даже если инвертор остановлен.В противном случае существует риск получения травмы или возгорания.
- Если был выбран режим повторной попытки, преобразователь перезапустится без предупреждения после паузы отключения. В этом режиме держитесь на безопасном расстоянии от машины, управляемой инвертором. Устройство должно быть сконструировано таким образом, чтобы гарантировать безопасность человека даже в случае неожиданного перезапуска инвертора. В противном случае существует риск получения травмы.
- Вы не должны выбирать режим повтора для управления парящим или движущимся устройством, поскольку оно движется по инерции в режиме повторения.В противном случае существует риск получения травмы или повреждения машины, управляемой инвертором.
- Если команда запуска отправлена на инвертор до кратковременного сбоя питания, инвертор может возобновить работу после восстановления питания. Если такой перезапуск представляет опасность для людей, разработайте схему управления, предотвращающую повторный запуск инвертора после восстановления питания. В противном случае существует риск получения травмы.
- В дополнение к кнопке остановки на встроенной и/или дополнительной панели управления необходимо использовать дополнительную кнопку аварийного останова.В противном случае существует риск получения травмы.
- Если команда запуска была отправлена на инвертор до того, как он перешел в состояние тревоги, инвертор перезапустится без предупреждения после сброса аварийного состояния. Перед сбросом аварийного состояния убедитесь, что команда запуска не была отправлена.
- Не прикасайтесь к внутренним частям инвертора и не вставляйте какие-либо предметы в инвертор после включения инвертора. В противном случае существует риск поражения электрическим током или возгорания.
- Функции запуска/остановки/сброса объединены в одну кнопку. Прежде чем нажимать эту кнопку, убедитесь, что устройство можно запустить.
- В противном случае существует риск получения травмы или повреждения машины, управляемой инвертором.
ОСТОРОЖНО
- Не прикасайтесь к радиатору, который нагревается во время работы инвертора. В противном случае существует риск ожогов.
- Инвертор позволяет легко контролировать скорость двигателя или работу машины.Перед использованием инвертора подтвердите мощность и номинальные характеристики двигателя или машины, управляемой инвертором. В противном случае существует риск получения травмы.
- При необходимости установите внешний тормоз. В противном случае существует риск получения травмы.
- При использовании инвертора для работы со стандартным двигателем с частотой выше 60 Гц перед эксплуатацией инвертора уточните допустимые скорости двигателя и приводимой машины у производителей для утверждения.В противном случае существует риск повреждения двигателя и машины.
- Во время работы инвертора проверьте направление вращения двигателя, ненормальный шум и вибрацию. В противном случае существует риск повреждения машины с приводом от двигателя.
- Независимо от настройки команды «Пуск» (A002 / A202), нажатие кнопки запускает инвертор. Если вы выбрали запуск «Выполнить» (панель управления или терминал), используйте кнопку, убедившись, что запуск устройства безопасен.
4. Техническое обслуживание, проверка и замена деталей
ПРЕДУПРЕЖДЕНИЕ
- Перед осмотром инвертора отключите питание и подождите не менее 10 минут. В противном случае существует риск поражения электрическим током. (Перед началом проверки убедитесь, что индикатор питания инвертора не горит.)
- Если индикатор питания на панели управления не загорается после включения питания, инвертор может быть неисправен.В таком случае выключите питание, подождите не менее двух часов и осмотрите его. В противном случае существует риск поражения электрическим током и/или травмы.
- Для технического обслуживания, осмотра и замены деталей поручайте только квалифицированному персоналу. (Не забудьте снять часы и металлические аксессуары, такие как браслеты, перед выполнением технического обслуживания и осмотра, и используйте изолированные инструменты.) В противном случае существует риск поражения электрическим током и травм.
5. Другое
ОСТОРОЖНО
- Не утилизируйте инвертор вместе с другими бытовыми отходами. Обратитесь в местную компанию по сбору промышленных отходов, которая может утилизировать их надлежащим образом, не загрязняя окружающую среду.
ПРЕДУПРЕЖДЕНИЕ
- Запрещается вносить изменения или модификации в инвертор. В противном случае существует риск поражения электрическим током и травм. Не утилизируйте инвертор вместе с другими бытовыми отходами.Обратитесь в местную компанию по сбору промышленных отходов, которая может утилизировать их надлежащим образом, не загрязняя окружающую среду.