Благодаря тому, что температура плавления меди достаточно невысокая, этот металл стал одним из первых, которые древние люди начали использовать для изготовления различных инструментов, посуды, украшений и оружия. Самородки меди или медную руду можно было расплавить на костре, что, собственно, и делали наши далекие предки.
Этап плавления меди
Несмотря на активное применение человечеством с древних времен, медь не является самым распространенным природным металлом. В этом отношении она значительно уступает остальным элементам и занимает в их ряду только 23-е место.
Благодаря невысокой температуре плавления меди, составляющей 1083 градуса Цельсия, наши далекие предки не только успешно получали из руды чистый металл, но и изготавливали различные сплавы на его основе. Чтобы получить такие сплавы, медь нагревали и доводили до жидкого расплавленного состояния. Затем в такой расплав просто добавляли олово или выполняли его восстановление на поверхности расплавленной меди, для чего использовалась оловосодержащая руда (касситерит). По такой технологии получали бронзу – сплав, обладающий высокой прочностью, который использовали для изготовления оружия.
Что характерно, температуры плавления меди и сплавов, полученных на ее основе, отличаются. При добавлении в медь олова, имеющего меньшую температуру плавления, получают бронзу с температурой плавления 930–1140 градусов Цельсия. А сплав меди с цинком (латунь) плавится при 900–10500 Цельсия.
Во всех металлах в процессе плавления происходят одинаковые процессы. При получении достаточного количества теплоты при нагревании кристаллическая решетка металла начинает разрушаться. В тот момент, когда он переходит в расплавленное состояние, его температура не повышается, хотя процесс передачи ему теплоты при помощи нагрева не прекращается. Температура металла начинает вновь повышаться только тогда, когда он весь перейдет в расплавленное состояние.
Диаграмма состояния системы хром-медь
При охлаждении происходит противоположный процесс: сначала температура резко снижается, затем на некоторое время останавливается на постоянной отметке. После того, как весь металл перейдет в твердую фазу, температура снова начинает снижаться до полного его остывания.
Как плавление, так и обратная кристаллизация меди, связаны с параметром удельной теплоты. Данный параметр характеризует удельное количество теплоты, которая требуется для того, чтобы перевести металл из твердого состояния в жидкое. При кристаллизации металла такой параметр характеризует количество теплоты, которое он отдает при остывании.
Более подробно узнать о плавлении меди помогает фазовая диаграмма, показывающая зависимость состояния металла от температуры. Такие диаграммы, которые можно составить для любых металлов, помогают изучать их свойства, определять температуры, при которых они кардинально меняют свои свойства и текущее состояние.
Кроме температуры плавления, у меди есть и температура кипения, при которой расплавленный металл начинает выделять пузырьки, наполненные газом. На самом деле никакого кипения меди не происходит, просто этот процесс внешне очень его напоминает. Довести до такого состояния ее можно, если нагреть до температуры 2560 градусов.
Как понятно из всего вышесказанного, именно невысокую температуру плавления меди можно назвать одной из основных причин того, что сегодня мы можем использовать этот металл, обладающий многими уникальными характеристиками.
Согласно техническим условиям, тканые сетки изготавливают из стали или цветных металлов и сплавов. Выбор марки металла зависит от вида изделия.
Используемые материалы:
1. Сталь – основа для сеток из нержавеющей проволоки:
2. Медь марок М1, М2 и М3 применяется для изготовления медной сетки.
3. Проволока марок Л68, Л63 по ТУ 1276-003-38279335-2013 подходит для латунной сетки.
По согласованию с заказчиком допускается изготовление тканых сеток из других сплавов и марок стали. При этом все материалы и вещества, которые используются в производстве металлических сеток, должны отвечать требованиям безопасности и иметь соответствующие документы и сертификаты.
Требования к готовой продукции:
Стандартная ширина сетки в рулоне – 1000–1500 мм. Однако техническими условиями предусмотрено, что производитель может изготавливать сетки с другими шириной и размерами ячеек, использовать проволоку с сечением, которое отличается от номинального.
Проволочные тканые сетки наматываются на картонные гильзы. Под верхний слой сетки вкладывается этикетка с информацией о названии производителя, обозначении сетки, материале проволоки, дате выпуска и т. п.
Рулон может состоять из кусков сетки одного номера. Минимальная длина отрезка – 1 м. Сетка упаковывается в непромокаемую пленку и фиксируется скотчем. Изделия под № 0026–04 перевозятся и хранятся в деревянных ящиках или гофрокоробах. Перед тем, как отправиться из предприятия-изготовителя на склад, сетка проходит технический контроль, о чем свидетельствует клеймо на этикетке.
Рассмотрим тепловые и термодинамические свойства меди.
Температура плавления 1083°С, температура кипения 2573°С, характеристическая температура ΘD 345 К, удельная теплота плавления 239 кДж/кг, удельная теплота испарения 4790 кДж/кг. Удельная теплоемкость меди при 293 К при постоянном давлении Ср= 384,2 Дж/(кг*K), а жидкой (при температуре плавления) 495 Дж/(кг*К). Удельная электронная теплоемкость Срэл = [0,688 мДж/(моль*К2)] *Т. Теплопроводность λ при 293 К равна 397 Вт/(м*К), при температуре 1356 К 165,8 Вт/(м*К).
Зависимость теплопроводности λ, от температуры (чистота 99,999 %):
|
Т, К |
λ, Вт/(м*К) |
Т, К |
λ, Вт/(м*К) |
Т, К |
λ, Вт/(м*К) |
|
2 5 20 50 |
523,5 1487,0 2518,0 1189,5 |
100 150 200 250 |
481,3 428,4 413 406,0 |
300 350 400 |
401,2 397,2 393,7 |
Теплопроводность меди заметно не изменяется под влиянием висмута, свинца, серы, селена, сильно понижается под влиянием незначительных количеств мышьяка, алюминия, снижается под влиянием сурьмы. Температурный коэффициент линейного расширения при 293 К α = 16,7*10-6К-1.
Изменение α в зависимости от температуры (чистота 99,999%):
|
Т, К |
α*106 К-1 |
Т, К |
α*106 К-1 |
Т, К |
α*106 К-1 |
|
5 |
0,0024 |
20 |
0,23 |
400 |
17,58 |
|
7 |
0,01062 |
40 |
2,28. |
600 |
18,92 |
|
10 |
0,0294 |
60 |
5,40 |
800 |
20,09 |
|
13 |
0,06322 |
100 |
10,33 |
1000 |
22,1 |
|
15 |
0,9634 |
200 |
15,18 |
1200 |
24,5 |
|
|
|
|
|
1300 |
27,0 |
Температурный коэффициент объемного расширения при 293 К β = 49,2*10-6 К-1, в диапазоне 293-1356 К: β= (45,0+0,016 Т)*10-6К-1, где β Д коэффициент объемного расширения, К-1; Т Д температура, К.
Молярная энтропия s° в зависимости от температуры:
|
Т, К |
298 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
|
s°, Дж/(моль*К) |
33,39 |
44,8 |
65,28 |
87,19 |
96,20 |
103,24 |
215,53 |
Поверхностное натяжение при 1083 °С σ =1351 мН/м. Поверхностная энергия v =1115 мДж/м2, для грани (100) v =1060, а для (111) v = 926 мДж/м3. Энергия дефекта упаковки 67 МДж/м2. Давление пара р в зависимости от температуры:
|
Т, К |
Р, Па |
Т, К |
Р, Па |
|
700 800 900 |
31,066*10-15 38,514*10-12 97,804*10-10 |
1000 1100 |
82,22*10-8 30,968*10-6 |
Давление пара при температуре плавления Р =50,47 мПа. Энергия активации самодиффузии в интервале 1135Д1330 К Е= 205 КДж/моль.
Параметры взаимной диффузии (предэкспоненциальный множитель Do и энергия активации Е) некоторых элементов в меди:
|
Диффундирующий элемент |
T, К |
Образующаяся фаза |
D0, м2/с |
Е, кДж/моль |
|
Н |
- |
Твердый раствор |
5,6*10-8 |
38,52 |
|
Be |
- |
Твердый раствор |
2,32*10-8 |
117,23 |
|
Si |
- |
Твердый раствор |
3,7*10-6 |
167,47 |
|
S |
1403Д1673 |
Жидкая фаза |
3,44*10-7 |
28,85 |
|
S |
1073Д1273 |
Твердый раствор |
8,24*10-5 |
196,78 |
|
Мп |
973Д1348 |
Твердый раствор |
5*10-5 |
192,59 |
|
Fe |
973Д1343 |
Твердый раствор |
1,4*10-4 |
216,88 |
|
Co |
973Д1348 |
Твердый раствор |
1,93*10-4 |
226,51 |
|
Ni |
973Д1348 |
Твердый раствор |
2,7*10-4 |
236,55 |
|
Zn |
878Д1323 |
Твердый раствор |
3,4*10-5 |
190,92 |
|
Ge |
952Д1288 |
Твердый раствор |
3,97*10-5 |
187,5 |
|
As |
1083Д1328 |
Твердый раствор |
2*10-5 |
176,6 |
|
Rh |
1023Д1328 |
Твердый раствор |
3,3*10-4 |
242,5 |
|
Pd |
1080Д1328 |
Твердый раствор |
1,71*10-4 |
227 |
|
Ag |
973Д1173 |
Твердый раствор |
1,3*10-6 |
161,6 |
|
Cd |
998Д1223 |
Твердый раствор |
9,35*10-5 |
191,34 |
|
In |
1023Д1343 |
Твердый раствор |
1,3*10-4 |
193 |
|
Sn |
973Д1189 |
Твердый раствор |
1,0*10-4 |
190,5 |
|
Sb |
873Д1273 |
Твердый раствор |
3,4*10-5 |
175,85 |
|
Au |
- |
Твердый раствор |
1*10-5 |
187,99 |
|
Tl |
1058Д1269 |
Твердый раствор |
7,1*10-5 |
181,29 |
ВРЕДНЫХ ФАКТОРОВ В ПРОИЗВОДСТВЕ МЕДИ И НИКЕЛЯ
┌───┬──────────────────────────────┬──────────────────────────────────────┐
│ N │ Технологический этап │ Вредные производственные факторы │
└───┴──────────────────────────────┴──────────────────────────────────────┘
1. Подготовка шихты - Аэрозоли сложного состава:
сульфидные и оксидные соединения
меди (2 - 3%) и никеля (до 5%),
мышьяк (1 - 2%), кремнезем (до
20%), оксид железа и др.
- Сернистый ангидрид при обжиге и
агломерации руды.
- Аэрозоли сернистого натрия и
флотореагентов при обогащении руд.
- Среднечастотный шум и общая
вибрация на рабочих площадках
дробилок, питателей, мельниц, при
разбуривании негабаритов,
смерзшейся руды и клинкера.
2. Выплавка штейна - Аэрозоли сложного состава:
сульфидные и оксидные соединения
меди (10 - 15%), кремнезем (15 -
20%), сульфидные и оксидные
соединения никеля (8 - 12%), мышьяк
(1 - 2%), оксид железа и др.
- Сернистый и серный ангидриды, окись
углерода при шахтной плавке.
- Канцерогенные углеводороды при
руднотермической плавке.
- Средний и высокочастотный шум при
обслуживании газовых горелок и
фурм.
- Повышенная температура воздуха и
интенсивное тепловое излучение.
3. Конвертирование - Аэрозоли сложного состава:
сульфидные и оксидные соединения
меди (до 30%) и никеля (до 20%),
кремнезем (10 - 15%), мышьяк (1,5 -
2%), оксид железа и др.
- Сернистый и серный ангидриды.
- Высокочастотный шум при чистке
фурм.
- Повышенная температура воздуха.
4. Огневое рафинирование - Металлическая медь и никель, их
металлов оксидные и сульфидные соединения
(до 60 - 70%).
- Сернистый и серный ангидриды при
обжиге полупродуктов никеля в
трубчатых печах и печах "КС".
- Повышенная температура воздуха,
тепловое излучение.
5. Электролитическое - Сернокислые медь и никель, серная
рафинирование меди и никеля кислота, хлор.
- Повышенная влажность воздуха.
───────────────────────────────────────────────────────────────────────────
| Металл или сплав | tпл. С |
|---|---|
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | ~650 |
| Железо | 1539 |
| Золото | 1064?4 |
| Инвар | 1425 |
| Иридий | 2447 |
| Калий | 63,6 |
| Карбиды гафния | 3890 |
| ниобия | 3760 |
| титана | 3150 |
| циркония | 3530 |
| Константин | ~1260 |
| Кремний | 1415 |
| Латунь | ~1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | ~1100 |
| Никель | 1455 |
| Нихром | ~1400 |
| Олово | 231,9 |
| Осмий | 3030 |
| Платина | 17772 |
| Ртуть | - 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1300-1500 |
| Фехраль | ~1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1100-1300 |
Вернуться в раздел аналитики
Запись опубликована автором admin в рубрике Полезные материалы. Добавьте в закладки постоянную ссылку.Температура плавления чистой меди составляет 1083 ° C, поэтому для пайки с медью требуется температура 1100-1200 ° C. Медь обладает хорошими паяльными свойствами. В жидком состоянии хорошо смачивает соединяемые металлы (особенно стали) и создает прочные и относительно пластичные соединения. Однако при пайке медь не должна перегреваться, потому что тогда она легко растворяет газы (кислород, водород), в результате чего полученный припой может быть хрупким и пористым.
Основным преимуществом меди является ее высокая электропроводность.
Предел прочности чистой меди в отожженном состоянии составляет 245-265 МПа, при относительном удлинении до 40-50%. Предел прочности соединений из меди составляет 295-345 МПа.
Чистая медь используется в основном для пайки в атмосфере восстановительного газа (обычно водорода) всех типов сталей, то есть углеродистой, легированной и быстрорежущей стали, а также медных сплавов, особенно тех, которые содержат большее количество никеля.Иногда медь используется для пайки чугуна и жаропрочных сплавов, используемых при строительстве газовых турбин. Хорошие результаты получаются также при пайке пластин из карбида вольфрама и быстрорежущей стали с медью.
При использовании восстановительной атмосферы пайку меди обычно можно проводить без использования флюсов. Пайка на воздухе без флюсов невозможна, потому что в присутствии кислорода в припое образуются газовые поры и трещины в результате эвтектики Cu-Cu2O.
Для пайки рекомендуется использовать электролитическую медь, не содержащую мышьяка (хрупкость). Если раскисленная медь - это фосфор, то количество оставшегося в ней компонента должно; быть как можно меньше, так как фосфор также влияет на хрупкость меди.
В таблице указан химический состав медного припоя по PN, предназначенного для пайки твердосплавных пластин.
Иногда вместо чистой меди используются медные сплавы с небольшим содержанием (от 0,5 до 5,0%) никеля, кобальта или хрома.Эти припои в основном используются для пайки стальных предметов, которые после пайки подвергаются термообработке.
Серьезным недостатком медной пайки является относительно высокая температура процесса, что с одной стороны вызывает большие затраты энергии, а с другой - часто вызывает ухудшение механических свойств паяемых изделий из-за изменения структуры при нагревании. .
По этой причине, наряду с чистой медью, в феврале широкое применение нашли ее сплавы. Со многими элементами медь образует сплавы, температура плавления которых ниже, чем у меди.Такие элементы включают, среди прочего цинк, серебро, золото, олово, марганец и фосфор. С другой стороны, никель и железо повышают температуру плавления, и их содержание (за исключением специальных припоев) должно быть ограничено.
По состоянию на февраль, медно-цинковые сплавы (часто с добавками олова и кремния), медь-цинк-никель, медь-цинк-марганец, медь-никель, медь-никель-марганец, медь-золото, медь-палладий, медь-фосфор. (иногда с добавлением серебра или сурьмы) и медно-серебряный.
.Стр. 1 из 3
Медь и ее сплавы обладают чрезвычайно хорошей теплопроводностью и электропроводностью, поэтому они являются очень важным материалом для производства электрических устройств. Благодаря высокой теплопроводности и устойчивости к тепловым ударам медь обычно используется в газовых обогревателях. Медь и ее сплавы обладают хорошей стойкостью к коррозионному воздействию морской воды и химикатов и поэтому также используются в таких продуктах, как химические резервуары, компоненты судов и оборудование для пищевой промышленности.В два раза выше, чем у алюминия, теплопроводность меди и высокая температура плавления (по сравнению с алюминием) означают, что для эффективного плавления меди с помощью электрической дуги необходимо сильно нагревать толстые свариваемые элементы. С бронзами с гораздо меньшей теплопроводностью таких проблем не возникает.
Рышард Ястшембски, Кшиштоф Тшесневски, Павел Щепаньски, Збигнев Барткевич, Веслав Каландык, Войцех Будек
Так как теплопроводность бронз почти такая же, как у сталей, обычных аппаратов для импульсной сварки TIG или MIG достаточно, чтобы сваривать их без нагрева.Поскольку теплопроводность меди вдвое больше, чем у алюминия, и в семь раз больше, чем у стали, методы глубокой сварки лучше всего подходят для сварки меди без нагрева: электроды с покрытием глубоким сплавом, метод A-TIG, функция forceArc, MIG SpeedPulse и гибридные методы: сварка плазменная + MIG, лазерная + TIG сварка [11], [10].
Свариваемость меди
Теплопроводность меди (370-400 Вт / м / К) вдвое больше, чем у алюминия (200 Вт / м / К), теплопроводность латуни (110 Вт / м / К) вдвое ниже, чем у меди. теплопроводность алюминия и вдвое выше теплопроводности стали (58 Вт / м / К), а теплопроводность никелевых бронз ненамного превышает теплопроводность стали.Чистую медь можно разделить на электролитическую металлургическую медь (EPC) и бескислородную медь - раскисленную и бескислородную медь (OFHC). В электролитической меди под действием O2 вредные примеси превращаются в оксиды, поэтому ее электропроводность очень хорошая, но тогда есть риск снижения коррозионной стойкости и водородного охрупчивания.
В таблице 1 приведены типичные типы меди и медных сплавов. Чистая медь имеет в семь раз большую теплопроводность, чем сталь, поэтому тепло от сварки очень быстро распространяется по основному материалу, металл шва трудно расплавить, и возникают дефекты сварки, такие как прилипание / 5 /.
б)
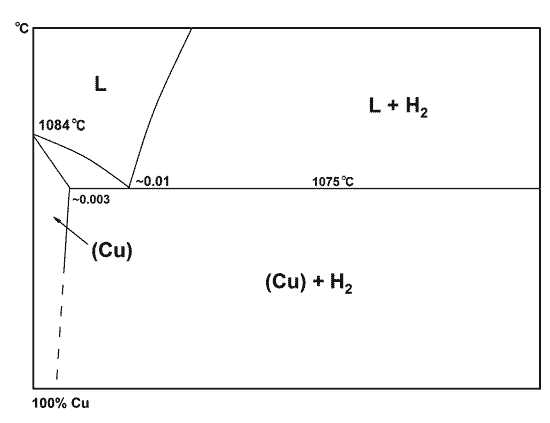
Рис.1 Фазовые диаграммы медь-кислород а) и медь-водород б)
Температура плавления меди и медных сплавов составляет примерно 900-1100 ° C, а диапазон температур от твердого раствора до жидкости очень широк, что вызывает легкое образование кристаллизационных трещин. Коэффициент линейного расширения также высок, поэтому легко возникают сварочные деформации.
Как показано на рисунке 1, диаграмма фазовых переходов медь-кислород показывает, что растворимость кислорода резко уменьшается с падением температуры в меди и при 400 ° C достигает значения, близкого к нулю.Кислород с медью образует очень бедные твердые растворы и эвтектику с содержанием кислорода 0,39% (3,5% красного Cu2O) при температуре 1066 ° C. Eutectics создает сетку по границам зерен сварного шва / 10 /.
Поскольку чистая медь не может сосуществовать в диапазоне жидких и твердых веществ, считается, что вам не следует беспокоиться о высокотемпературных трещинах. Однако в действительности при большом усилении жесткости или при сварке толстых пластин возникают трещины под напряжением / 6 /.
Причина их образования - низкая линейная энергия и отсутствие нагрева материала при сварке. Это приводит к недостаточному перемешиванию металла шва и металла шва в ЗТВ. Это вызывает образование и рост толстых столбчатых кристаллов, и легко отделить примеси на границах зерен. Особенно опасно присутствие на границах зерен растворов висмута и свинца, не образующих твердых растворов с медью / 10 /.Большая часть оксидов CuO (черных) образуется в результате предварительного нагрева / 10 /.
Табл.1 Типы меди и типичных медных сплавов
Диаграмма Cu-H показывает, что в твердом растворе меди с водородом существует большой диапазон температур между жидкой и твердой фазами, поэтому во время сварки водород из твердого раствора, когда кристаллизация идет слишком быстро, образует свободный водород, что вызывает образование пузырей.
Причиной образования пузырьков в сварных медных сплавах, помимо того факта, что растворимость таких газов, как водород, уменьшается во время затвердевания, также является реакция между оксидами меди и водородом.При понижении температуры уменьшается:
Cu2O + h3 → Cu + h3O
, и именно полученный водяной пар вызывает образование пузырьков.
В сварном шве пластичной меди EPC, содержащем кислород, образуется множество пузырей, а при сварке бескислородной меди или с использованием дополнительных материалов, содержащих раскислители, такие как Ti или Si, пузырьки практически не образуются, поскольку они являются основными. Фактором их образования в меди считается реакция O2 и h3.Кроме того, при дуговой сварке в бескислородной медной защите из инертных газов в сварном шве могут образовываться пузырьки из-за азота, содержащегося в защитных газах [6].
Свариваемость медных сплавов
При газовой сварке латуни цинк окисляется и вызывает образование пузырей. В представленных медных фазовых системах обнаружен различный химический состав твердых растворов. Эти растворы обладают неплохими прочностными и пластическими свойствами, поэтому используются как промышленные сплавы.Медные сплавы, к которым добавлены Al, Si, Sn, Mn, Si, называются алюминиевой бронзой, кремниевой бронзой и т. Д., А сплавы меди и цинка называются латунью.
Двойные сплавы меди с Ni, Mn дают твердые непрерывные растворы, используются другие добавки, например: Zn, Sn, Al, Si. Двойные медные сплавы имеют довольно сложные взаимоотношения из-за наличия в них неоднородных интерметаллических фаз.
Многофазные сплавы используются реже, в них образуются другие растворы на подложке из интерметаллических фаз, что делает их менее пластичными.
Типы, свойства и области применения наиболее важных медных сплавов показаны в таблице 2.
Теплопроводность медных сплавов ниже, чем у чистой меди, а теплопроводность никеля (мельхиора и фосфорной бронзы) сравнима. к черной стали.
Пайка - это метод прочного соединения металлических деталей. В зависимости от температуры плавления присадочного металла пайка делится на твердую и мягкую. Первый способ часто используется для соединения медных поверхностей. Что такое пайка меди и как это сделать?
Это процесс, который происходит, когда температура плавления связующего превышает 400 градусов Цельсия.В этом методе используются медные, серебряные или фосфорные припои. Соединения этого типа чаще всего используются для сплавов углерода, никеля, хрома, вольфрама, пластин карбида вольфрама, а также серебра, золота, меди, латуни и бронзы. Для пайки используются пропан-бутановые, кислородно-ацетиленовые горелки, паяльные лампы или индукционные паяльники. Соединения, выполненные этим методом, обладают лучшими свойствами, чем соединения, выполненные с помощью мягкого припоя. Они отличаются лучшей устойчивостью к высоким температурам, более прочны и устойчивы к растяжению и ударам.Пайка меди - хороший способ соединения компонентов из этого металла.
Чтобы приклеить этот тип детали, выполните следующие действия:
Перед началом работы очистите поверхность припаянных деталей. Если это трубы, протрите их внешнюю оболочку очистителем.Для интерьера используйте стальную щетку.
При пайке меди потребность во флюсе зависит от типа используемого припоя. Он вам не понадобится, если вы хотите соединить два медных элемента медно-люминофорным припоем. Используйте его, например, для склеивания меди с бронзой или латунью.
Выполняйте пайку меди при температуре примерно 750 градусов Цельсия.Материал должен быть темно-красного цвета. Когда закончите, дайте стыку остыть и смойте излишки флюса.
Ополосните конструкцию перед вводом в эксплуатацию. При необходимости провести термическую дезинфекцию водных систем. Возможный нагар удалить металлической щеткой.
Как видите, припаять медь не так уж и сложно. Надеемся, вам понравился наш текст и вы уже знаете, как это сделать.Если вам нужно паяльное оборудование, ознакомьтесь с предложениями нашего магазина.
.Пайка меди - эффективный способ постоянного соединения двух или более компонентов, изготовленных из этого металла. Его используют не только для ремонта электронных компонентов, но и для создания трубопроводных систем. Так как же создать постоянное соединение? В нашей статье вы узнаете, как выглядит пайка меди, и узнаете о ее видах.
В зависимости от типа подключения и факторов, влияющих на медь, вы можете использовать два метода - мягкую пайку или твердую пайку. Различия между ними в основном связаны с параметрами обработки, которые вы будете использовать при пайке.
Для первого типа соединения необходимо использовать температуру ниже 400 ° C, а также припой и флюс, предназначенные для этого типа работ. Обычно в качестве связующего материала используется припой олово-свинец или олово-медь.
Мягкая пайка меди снижает долговечность соединений. Поэтому необходимо следить за тем, чтобы точки контакта не подвергались воздействию температур выше 110 ° C. Иначе будет течь. С другой стороны, медь не подвергается отжигу во время обработки, что может отрицательно сказаться на долговечности материала. В результате он сохраняет свою естественную твердость.
Мягкая пайка используется, например, при строительстве систем центрального отопления.
Как нетрудно догадаться, пайка меди - полная противоположность ранее описанному методу. Здесь температура обработки превышает 400 ° C, а сварные швы выполняются из меди, серебра и фосфора.
Соединения, выполненные пайкой, имеют гораздо более длительный срок службы. Они способны выдерживать воздействие температуры выше 110 ° C. Они также более устойчивы к растяжению и ударам. Однако повторная обработка снижает твердость меди, поэтому ее следует проводить с осторожностью.Кроме того, высокая температура вызывает выделение вредных веществ из флюса и припоя. Поэтому необходимо обеспечить в помещении соответствующую вентиляцию.
Выбор между пайкой или мягкой пайкой будет зависеть от факторов, влияющих на соединение. Стоит хорошенько обдумать.
Весь процесс, описанный в этой статье, не самый сложный. Главное - правильно подготовиться к работе и соблюдать определенные правила.Они позволят вам установить постоянное соединение там, где это необходимо. Так как же паять медь?
Прежде всего, выберите подходящий флюс и припой. Первое средство используется для очистки точек соприкосновения медных элементов. Он предотвращает образование оксидов во время термической обработки, которые обычно снижают долговечность соединения. Припой, в свою очередь, имеет форму припоя или специальных стержней. При плавлении образует сварной шов, удерживающий оба элемента. Важно, чтобы оба продукта были предназначены для выбранного вами метода пайки - твердого или мягкого.О горелках, паяльных станциях и паяльниках мы поговорим позже в этой статье.
Следующим шагом будет тщательная очистка припаянных предметов. Все сводится к удалению грязи, налета, остатков клея и обезжириванию поверхности. Для очистки можно использовать скребки, шлифовальную ткань или губки. Также следует удалить любые заусенцы от обрезных элементов. Для этого лучше всего снять фаску с краев.
Теперь вы можете нанести флюс на поверхности, которые будут контактировать друг с другом.Важно не использовать слишком много препарата! Он должен быть очень тонким, излишки должны быть удалены мягкой тканью. После нанесения обоих элементов можно приступать к пайке меди. Для этого воспользуйтесь горелкой или паяльником, чтобы равномерно прогреть зону соединения. Будьте осторожны, чтобы не перегреть материал, так как нанесенный флюс не сможет удалить образовавшиеся оксиды.
Когда металл нагревается, можно начинать прикладывать припой к монтажному зазору, который начнет плавиться.Очень важно, чтобы крепеж плавился под воздействием температуры нагретой меди, а не пламени! Так что стоит время от времени передвигать горелку, чтобы припой мог заполнить зазор.
После этого дайте готовому соединению остыть. Ни в коем случае нельзя охлаждать его водой или струей воздуха, так как вы можете повредить сварной шов. По той же причине не прикасайтесь к припою, пока он еще теплый.
Пайка меди используется в основном для создания водопроводных и газовых установок в зданиях.Медные трубы, хотя и дороже пластиковых, по-прежнему часто выбирают профессионалы строительной отрасли. Так как же паять медные трубы?
Весь процесс очень похож на тот, который мы описали в предыдущем разделе. Однако есть несколько вещей, которые вам нужно иметь в виду, если вы хотите правильно выполнить соединения.
Один - правильно отрезать трубы. Бывает, что кабели будут длиннее, чем нужно, и придется их укоротить.Для этого не следует использовать ножницы, которые могут согнуться и, как следствие, уменьшить свет от трубки. Можно использовать специальные инструменты для обработки труб. В конечном итоге подойдет и ножовка, но не забудьте удалить заусенцы с краев. Также не забудьте убрать фрагменты, которые будут соприкасаться с другим элементом.
Пайка медных труб может выполняться с коленами или муфтами или без них. Однако во второй ситуации необходимо будет соответствующим образом увеличить диаметр конца одного из трубопроводов, чтобы в него можно было вставить другую трубку.Затем стоит потянуться за расширителем и осевым прессом для опрессовки, чтобы безопасно выполнить эту работу.
После очистки и подготовки материалов можно приступать к пайке. Начните с нанесения флюса на внешнюю часть трубки, которую вы разместите во втором элементе. Затем вставьте его в соединитель или другой провод скручивающим движением. Благодаря этому препарат будет равномерно распределен по всей поверхности стены.
Следующим шагом является нагрев медных трубок и нанесение припоя.Помните, что проволока должна оплавляться температурой металлической проволоки, а не пламенем или паяльником! Также избегайте перегрева проводов. Ведь дайте соединению остыть.
Выбор подходящей горелки для пайки меди очень важен, если вы хотите, чтобы ваши соединения были долговечными. На ваше решение повлияет метод пайки и условия в помещении.
При пайке мягким припоем наиболее распространены узкопламенные газовые горелки, работающие на пропан-бутановой смеси или только на бутане. В свою очередь, для пайки стоит обратиться к горелкам, работающим на пропано-кислородной смеси или ацетилене. Также можно использовать специальные пропан-бутановые паяльные лампы.
Все вышеперечисленные устройства объединяет одно - они излучают пламя. Однако бывают ситуации и места, где невозможно работать с открытым огнем.Именно поэтому были созданы индукционные паяльники, оснащенные плоскогубцами. Между ними помещается медная трубка, которая затем из-за воздействия высокой температуры соединяется с другим проводником.
Как уже было сказано, пайка меди не сложная задача. Все, что вам нужно сделать, это выбрать подходящие материалы, горелку и определиться с твердой или мягкой пайкой. Конечно, не забывайте и о правилах безопасности!
Поскольку вы будете работать с жаром и огнем, вы должны одеваться соответственно.О пластиковой одежде вообще не может быть и речи. Они могут таять, вызывая болезненные ожоги. Итак, давайте наденем что-нибудь из натурального хлопка.
Наденьте защитные перчатки на руки. Благодаря им вы избежите ожогов, а также контакта с флюсом, который может содержать агрессивные компоненты. Также обратите внимание на то, что медь очень быстро нагревается. Поэтому ни в коем случае не трогайте его голой рукой сразу после пайки!
.
 Они легкие, безопасные, прочные и надежные. Одним словом только плюсы? Почему стоит использовать медные трубы?
Они легкие, безопасные, прочные и надежные. Одним словом только плюсы? Почему стоит использовать медные трубы?
Медные трубы - действительно хорошее решение. Их можно использовать в различных типах установок: с горячей и холодной водопроводной водой, в системах отопления, а также в установках газа и охлаждения.Их можно использовать
в теплых полах. Вам просто нужно проверить, не содержит ли бетон пластифицирующих добавок
и удлинителя схватывания, например аммиака или нитратов. Медь не должна контактировать со свежим влажным бетоном или свежим строительным раствором. По этой причине медные трубы защищены пластиковыми крышками.
Медные трубы нельзя объединять в одну систему с трубами и деталями из других металлов. Допускаются установки из углеродистой стали и меди или оцинкованной стали и меди.Однако, чтобы избежать коррозии стальных элементов, необходимо соблюдать правило, согласно которому медные трубы размещаются за стальными трубами, ориентируясь на направление потока воды. Установки
можно запускать поверх стен, под штукатуркой и в полу, а также в пазах и шахтах
, то есть в дымоходах.
В зависимости от типа медные трубы могут иметь разный диаметр:
Их можно приобрести в виде гантелей (прямой длины) 3 или 5 метров. Мягкие трубки также можно свернуть в бухты. В разложенном состоянии они могут составлять 10, 25 или 50 м.
Мягкие трубы можно свободно гнуть, поэтому их намного проще установить, чем
полутвердых и жестких труб. У них также меньше связей по сравнению с ними. К сожалению, они обладают худшей механической прочностью. Поскольку они могут быть легко повреждены, не рекомендуется использовать их там, где они должны быть открыты, напримерв котельной. Жесткие жесткие трубки лучше всего подходят для длинных прямых линий.
Они имеют низкий коэффициент теплового расширения (0,0166 мм), что означает, что медная труба линейно расширяется под воздействием высокой температуры в меньшей степени, чем пластиковая труба. Это очень выгодное явление: трубы и муфты подвергаются меньшим нагрузкам, многие элементы и крепежные опоры не нужны.

Медные трубы устойчивы к высоким температурам.Если они были спаяны, они могут выдерживать 450ºC. Благодаря этому его можно использовать везде, где есть риск очень высокой температуры - в котельных, отопительных установках или при питании от камина с водяной рубашкой. Медь начинает плавиться при 1083ºC, тогда как ПВХ - при 120ºC. Чем выше температура плавления, тем лучше. При горении медь не выделяет токсинов, классифицируется как пожаробезопасная и может использоваться в спринклерных системах. Относится к первому классу огнестойкости.
Медные трубы очень гладкие - их коэффициент шероховатости всего 0,0015 мм, что означает, что он в семь раз меньше, чем у пластиковых труб. Это означает, что при одинаковых установочных размерах поперечное сечение медных труб намного меньше, чем у других труб, потому что сопротивление потоку воды также ниже. Чем ровнее поверхность, тем меньше коэффициент шероховатости. Это очень важно, потому что на них нет отложений, которые могли бы уменьшить их диаметр и ухудшить свойства трубы.Гладкость труб также снижает потери гидравлического давления.
Медные трубы обладают высоким коэффициентом теплопроводности. Это важно, если вы хотите использовать их для систем горячего водоснабжения. Горячая вода, протекающая по установке, остывает быстрее, чем в трубах из ПВХ. Выход есть: трубу нужно утеплить.
Трубы медные:
Тематический отдел - Эксперты Bosch Thermotechnical Ворота, двери, рамы, приводы - Эксперты Hörmann Polska Ворота, окна, двери и заборы - Специалисты WIŚNIOWSKI Ворота, окна, двери и оконные жалюзи - Специалисты Krispol Центральная чистка пылесосом - Эксперты Aerovac Керамика для ванных комнат - Эксперты Koło Строительство химикаты - IS эксперты Knauf Кровли, водостоки, фасады - Rheinzink эксперты Электрические полы и антиобледенительное отопление - эксперты FENIX Polska Фасады, гидроизоляция, полы и керамзит - эксперты Weber Силиконовые краски и пропитки - эксперты Польские силиконы Rettig Heating Стекло и изоляция из минеральной ваты - Эксперты Isover Брусчатка - Эксперты Polbruk Электрические котлы и обогреватели, возобновляемые источники энергии - Эксперты Kospel Инструменты - Эксперты Bosch Бетонные ограждения, садовая архитектура - Эксперты Joniec Мансардные окна - эксперт Fakro Мансардные окна - эксперты Velux Окна и двери из ПВХ - эксперты OKNOPLAST Вспененный перлит, грунтовки, стяжки, строительные растворы, штукатурки - эксперты Perlit Polska Кровельные - эксперты Blachy Pruszyński Производитель дверей и дверных замков - эксперты Gerda Professional Building Chemicals ISp.z oo - Эксперты Termo Organika Системы отопления - Эксперты Viessmann Системы отопления, возобновляемые источники энергии - Эксперты De Dietrich Системы вентиляции - Эксперты Alnor Системы вентиляции с рекуперацией тепла - Эксперты Pro-Vent Тепловая техника - Эксперты Buderus Тепловая техника - Эксперты GalmetWapno - эксперты Ассоциации Lindentabylation
Допустимые форматы файлов: jpg, jpeg, gif, bmp, png.Добавление нескольких файлов - нажмите CTRL.
Администратор персональных данных: AVT-Korporacja sp. Z o.o. со штаб-квартирой: ул. Leszczynowa 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Администратор персональных данных: AVT-Korporacja sp.z o.o. со штаб-квартирой: ул. Leszczynowa 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Период обработки данных: Ваши данные будут обрабатываться до тех пор, пока не появится основание для их обработки, то есть в данном конкретном случае, пока не будет дан ответ. Вы имеете право: получать доступ к своим данным, исправлять их, удалять, ограничивать обработку, возражать против обработки ваших данных или их передачи.Вы можете: отозвать свое согласие на обработку ваших персональных данных, потребовать удаления всех ваших данных. Правовые основания: ст. 5, 6, 12, 13 Общего регламента по защите данных (GDPR). читать далее
. Латинское название «Cuprum»
ОСНОВНАЯ ИНФОРМАЦИЯ
* Артикул: Cu
* Атомный номер: 29
* Атомный вес: 63,55
* Относительная плотность: 8,92 г / см 3
* Точка плавления: 1083 0 C
* Точка кипения: 2567 0 C
ХАРАКТЕРИСТИКИ
Медь податлива, пластична, пластична, является отличным проводником электрического тока, устойчива к коррозии, немагнитна, является питательным веществом для жизни, поддается механической обработке, формованию, имеет отличные свойства теплопередачи, долговечна, переработана, она является биостатическим (т.е.на его поверхности не растут бактерии).
Латунь
* Сплав меди и цинка (содержание других металлов не более 5% - 6%, содержание цинка 20 - 45%)
* Свойства: Латунь легко поддается формованию и обработке, она прочная, пластичная и устойчивая к коррозии.
* Разновидности латуни: (1) холодная обработка (содержание цинка до 25%) (2) горячая обработка (содержание цинка около 40%)
бронза
* Медно-оловянный сплав (содержащий до 25% олова плюс небольшое количество других металлов, включая свинец)
* Цвет: желтый или коричневый
* Свойства: Бронза тверже чистой меди, устойчива к коррозии, пригодна для литья.
ЗАЯВКА
* Электропроводящие кабели и провода,
* Электроприборы,
* Электродвигатели,
* Электроника,
* Водопроводные трубы (водопровод),
* Телефоны,
* Панели солнечных батарей,
* Транспортное оборудование (автомобили),
* Медь -содержащая краска для защиты корпусов судов,
* Кухонная утварь,
* Орнаменты,
* Монеты,
* Архитектура,
* Кровля,
* Строительные конструкции,
* Столовые приборы и посуда.