Трубы стальные водогазопроводные по ГОСТу 3262-75 (сортамент)
По длине трубы стальные ГОСТ должны поставляться:
Метрологические параметры труб стальных по ГОСТ 3262-75
| Номинальный размер | Условный проход | Наружный диаметр | Толщины стенки труб в мм | Теоретическая масса 1м труб без муфты, кг | ||||
| легких | обыкновенных | усиленных | ||||||
| дюйм | д/у | мм | мм | мм | мм | легких | обычных | усиленных |
| 1/8 | 6 | 10,2 | 1,8 | 2 | 2,5 | 0,37 | 0,4 | 0,47 |
| 1/4 | 8 | 13,5 | 2 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 3/8 | 10 | 17 | 2 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 1/2 | 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 3/4 | 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 1 | 25 | 33,5 | 2,8 | 3,2 | 4 | 2,12 | 2,39 | 2,91 |
| 1 1/4 | 32 | 42,3 | 2,8 | 3,2 | 4 | 2,73 | 3,09 | 3,78 |
| 1 1/2 | 40 | 48 | 3 | 3,5 | 4 | 3,33 | 3,84 | 4,34 |
| 2 | 50 | 60 | 3 | 3,5 | 4,5 | 4,22 | 4,38 | 6,16 |
| 2,5 | 65 | 75,5 | 3,2 | 4 | 4,5 | 5,71 | 7,05 | 7,88 |
| 3 | 80 | 88,5 | 3,5 | 4 | 4,5 | 7,34 | 8,34 | 9,32 |
| 3,5 | 90 | 101,3 | 3,5 | 4 | 4,5 | 8,44 | 9,6 | 10,74 |
| 4 | 100 | 114 | 4 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 5 | 125 | 140 | 4 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 6 | 150 | 165 | 4 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
| Трубы водогазопроводные относятся к сварным стальным трубам. Труба ВГП - это другое сокращенное обозначение водогазопроводной трубы. Трубы ВГП производятся по ГОСТ 3262-75 и разделяются по условному проходу, иначе называемому "диаметр условный" ( сокращенно ДУ ) и толщине стенки.
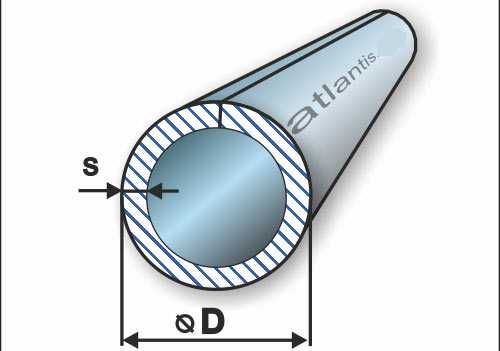
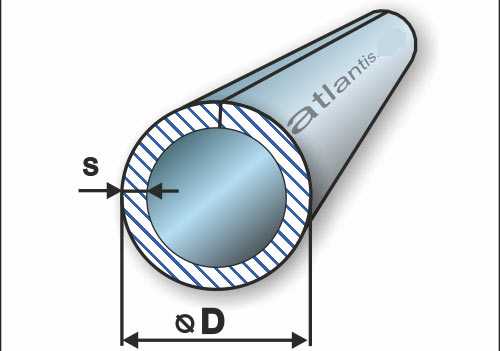
Для труб ВГП, как и для трубы водопроводной и трубы газопроводой принята своя система обозначений, которая отличается от общепринятой для остальных труб, где используются толщина стенки и наружный диаметр трубы. Основным отличием является использование такого параметра как "условный проход" или "диаметр условный", сокращенно "диаметр ДУ". Для более подробного ознакомления с обозначениями в наименовании водогазопроводных труб смотрите рисунок1 и таблицу 1. Например для трубы ВГП ДУ 25 как для легкого, так и для обыкновенного и усиленного вариантов общими будут фраза "ДУ 25" в названии и наружный диаметр d, равный 33,5 миллиметрам. Отличия буду заключаться в толщине стенки s и, соответственно внутреннего диаметра d1: для легкого варианта толщина стенки s = 2,8мм, внутренний диаметр d1 = 27,9мм; для обыкновенного варианта толщина стенки s = 3,2мм, внутренний диаметр d1 = 27,1мм; для усиленного варианта толщина стенки s = 4,0мм, внутренний диаметр d1 = 25,5мм. |
К группе водогазопроводных относятся стальные сварные трубы, используемые для организации газо-, водопроводов, отопительных систем, изготовления металлоконструкций. Способ сварки зависит от технологий, применяемых на заводе-изготовителе. Печная сварка – более дорогой процесс, но он позволяет получать изделия с точной геометрией, полностью удаленным гратом, хорошей гибкостью. Наиболее часто используют сварку токами высокой частоты.
Эта группа трубных изделий классифицируется по Dу – условному проходу. Наружный диаметр водогазопроводных труб, имеющих одну величину условного прохода, остается неизменным, а толщина стенки меняется. Истинный внутренний диаметр точно равен величине Dу в редких случаях. Его значение округляется в соответствии с таблицей. Приведем пример. Для труб с Dу 10 наружный диаметр равен 17 мм, а истинный внутренний: для легких труб – 13 мм, обычных – 12,6 мм, усиленных – 11,2.
Таблица размеров водогазопроводных труб (ВГП) по ГОСТу 3262-75
| Условный проход, Dу | Наружный диаметр, мм | Легкие | Обычные | Усиленные | |||
| Толщина стенки, мм | Масса, кг | Толщина стенки, мм | Масса, кг | Толщина стенки, мм | Масса, кг | ||
| 6 | 10,2 | 1,8 | 0,37 | 2,0 | 0,4 | 2,5 | 0,47 |
| 8 | 13,5 | 2,0 | 0,57 | 2,2 | 0,61 | 2,8 | 0,74 |
| 10 | 17,0 | 2,0 | 0,74 | 2,2 | 0,8 | 2,8 | 0,98 |
| 15 | 21,3 | 2,5 | 1,16 | 2,8 | 1,28 | 3,2 | 1,43 |
| 20 | 26,8 | 2,5 | 1,5 | 2,8 | 1,66 | 3,2 | 1,86 |
| 25 | 33,5 | 2,8 | 2,12 | 3,2 | 2,39 | 4,0 | 2,91 |
| 32 | 42,3 | 2,8 | 2,73 | 3,2 | 3,09 | 4,0 | 3,78 |
| 40 | 48,0 | 3,0 | 3,33 | 3,5 | 3,84 | 4,0 | 4,34 |
| 50 | 60,0 | 3,0 | 4,22 | 3,5 | 4,88 | 4,5 | 6,16 |
| 65 | 75,5 | 3,2 | 5,71 | 4,0 | 7,05 | 4,5 | 7,88 |
| 80 | 88,5 | 3,5 | 7,34 | 4,0 | 8,34 | 4,5 | 9,32 |
| 100 | 114,0 | 4,0 | 10,85 | 4,5 | 12,15 | 5,0 | 13,44 |
Трубы поступают в продажу отрезками 4-12 м.
Сортамент представлен в широком диапазоне, позволяющим выбрать оптимальный вариант для конкретной задачи.
Продукция выпускается «черной» (без защитного цинкового слоя) и оцинкованной, с резьбой (накатанной или нарезанной) или без нее. Для оцинкованных труб оптимальным является соединение с помощью резьбовых фитингов, поскольку сварка сопровождается выгоранием цинкового слоя, что вредит здоровью человека и ослабляет трубы. «Черные» трубы чаще всего сваривают, что позволяет получать долговечный, герметичный стык. Но при самостоятельном проведении монтажных работ или прокладке трубопровода в углах, близко к стене предпочитают использовать резьбовые соединения.
По требованию потребителя предприятие-изготовитель водогазопроводных труб может предоставить следующие услуги:
Стальные ВГП трубы изготавливают методом электросварки, причем применяется усиленный шов. К данному виду металлопроката относятся трубы водогазопроводные стальные (черные) оцинкованные и неоцинкованныес нарезанной или накатанной цилиндрической резьбой и без резьбы, изготовляемые по условному проходу (ДУ)и толщине стенки согласно ГОСТ 3262-75.
На весь сортамент трубной продукции имеется СЕРТИФИКАТ качества, завода изготовителя.
Наличие и цены меняются ежедневно, просим уточнять наличие у менеджеров
+7 (343) 202-60-10 , +7(499)92-48-004, 202-40-77
| Наименование | Наличие на складе |
|---|---|
| Труба ду 15х2,8 ГОСТ 3262-75 | 10.85 |
| Труба ду 15х2,8 ГОСТ 3262-75 (оцинкованная) | 4.86 |
| Труба ду 20х2,8 ГОСТ 3262-75 | 35.86 |
| Труба ду 20х2,8 ГОСТ 3262-75 (оцинкованная) | 7.72 |
| Труба ду 25х2,8 ГОСТ 3262-75 | 9.72 |
| Труба ду 25х2,8 ГОСТ 3262-75 (оцинкованная) | 1.16 |
| Труба ду 25х3,2 ГОСТ 3262-75 | 7.88 |
| Труба ду 25х3,2 ГОСТ 3262-75 (оцинкованная) | 8.14 |
| Труба ду 32х2,8 ГОСТ 3262-75 | 0.95 |
| Труба ду 32х2,8 ГОСТ 3262-75 (оцинкованная) | 3.09 |
| Труба ду 32х3,2 ГОСТ 3262-75 | 7.80 |
| Труба ду 32х3,2 ГОСТ 3262-75 (оцинкованная) | 2.20 |
| Труба ду 40х3,0 ГОСТ 3262-75 | 0.49 |
| Труба ду 40х3,0 ГОСТ 3262-75 (оцинкованная) | 2.71 |
| Труба ду 40х3,5 ГОСТ 3262-75 | 11.11 |
| Труба ду 40х3,5 ГОСТ 3262-75 (оцинкованная) | 2.19 |
| Труба ду 50х3,0 ГОСТ 3262-75 | 12.86 |
| Труба ду 50х3,0 ГОСТ 3262-75 (оцинкованная) | 0.30 |
| Труба ду 50х3,5 ГОСТ 3262-75 | 8.09 |
| Труба ду 50х3,5 ГОСТ 3262-75 (оцинкованная) | 1.24 |
| Труба ду 65х4,0 ГОСТ 3262-75 | 2.63 |
| Труба ду 100х4,5 ГОСТ 3262-75 (оцинкованная) | 0.76 |
ГОСТ 3262-75 - Настоящий стандарт распространяется на не оцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
Диаметры труб ВГП связаны с их обозначением в дюймах. Например, ВГП труба с параметром Ду 15 означает, что перед вами труба полдюйма , а Ду 25 – дюймовая. Соответственно, труба Ду 20, Ду 32, Ду 40 и Ду 50 обозначают три четверти дюйма, дюйм с четвертью, полтора дюйма и два дюйма соответственно. Обозначение труб в миллиметрах несколько упрощает подбор труб нужного диаметра. Поданному стандарту водогазопроводная труба измеряется по диаметру условного прохода (Ду), в то время как электросварная труба измеряется по наружному диаметру. Следовательно при заказе трубы Ду20Вы получаете трубу с наружным диаметром 26,8мм.
Вес трубы ВГП стальной оцинкованного типа отличается от веса чёрных на 3% в большую сторону.
По длине трубы изготавливают:
4-12 метра;
мерной длины кратной;
немерной длины (которая находится в пределах мерной).
Для изготовления труб ВГП стальных повышенной точности применяют стали согласно ГОСТ 1050, причем их состав и механические свойства не подлежат нормированию.
Трубы стальные оцинкованные применяют в газопроводных и водопроводныхконструкциях для изготовления деталей. Трубы предназначены для работы при гидравлическом давлении в 25 кгс/см2 для лёгких труб и 32 кгс/см2 для усиленных.
Предельные отклонения по массе труб не должны превышать +8%. По требованию потребителя предельные отклонения по массе не должны превышать: +7,5% - для партии; + 10% - для отдельной трубы.
Кривизна водогазопроводных труб на 1 м длины не должна превышать: 2 мм - с условным проходом до 20 мм включительно; 1,5 мм - с условным проходом свыше 20 мм.
Для водогазопроводных труб под накатку резьбы в условном обозначении после слова "труба" указывается буква Н.
Для водогазопроводных труб с длинной резьбой в условном обозначении после слова "труба" указывается буква Д.
Для водогазопроводных труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
К данной группе относятся неоцинкованные и оцинкованные трубы стальные сварные, применяемые для водопроводов и газопроводов, а также для системы отопления и деталей конструкций. По длине трубы водогазопроводные изготавливают от 4 до 12 м:
а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм;
б) немерной длины.
По согласованию изготовителя с потребителем в партии немерных водогазопроводных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1 м водогазопроводной трубы подсчитана при плотности стали, равной 7,85 г/см. Оцинкованные водогазопроводные трубы тяжелее неоцинкованных на 3%.
Примечание:Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе водогазопроводных труб. Водогазопроводные трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления.
Водогазопроводные трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
Предельные отклонения по массе труб не должны превышать +8%. По требованию потребителя предельные отклонения по массе не должны превышать: +7,5% - для партии; + 10% - для отдельной трубы.
Кривизна водогазопроводных труб на 1 м длины не должна превышать: 2 мм - с условным проходом до 20 мм включительно; 1,5 мм - с условным проходом свыше 20 мм.
Водогазопроводные трубы с условным проходом 6, 8,10,15 и 20 мм по требованию потребителя сматывают в бухты. Примеры условных обозначений:
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты: труба 20x2,8 ГОСТ 3262-75.
То же, с муфтой: труба М-20х2,8 ГОСТ 3262-75.
То же, мерной длины, с резьбой: труба Р-20х2, 8-4000 ГОСТ 3262-75.
Для водогазопроводных труб под накатку резьбы в условном обозначении после слова "труба" указывается буква Н.
Для водогазопроводных труб с длинной резьбой в условном обозначении после слова "труба" указывается буква Д.
Для водогазопроводных труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
| ДУ Условное обознач. |
Наружный диаметр, мм | Легкие | Обычные | Усиленные | ||||||
| Толщина стенки, мм | Масса 1м, кг | Метров в тонне | Толщина стенки, мм | Масса 1м, кг | Метров в тонне | Толщина стенки, мм | Масса 1м, кг | Метров в тонне | ||
| 6 | 10,2 | 1,8 | 0,37 | 2681,8 | 2,0 | 0,40 | 2472,5 | 2,5 | 0,47 | 2106,4 |
| 8 | 13,5 | 2,0 | 0,57 | 1763,0 | 2,2 | 0,61 | 1631,1 | 2,8 | 0,74 | 1353,4 |
| 10 | 17,0 | 2,0 | 0,74 | 1351,6 | 2,8 | 0,98 | 1019,8 | 2,8 | 0,98 | 1019,8 |
| 15 | 21,3 | 2,5 | 1,16 | 862,7 | 2,8 | 1,28 | 782,8 | 3,2 | 1,43 | 700,1 |
| 20 | 26,8 | 2,5 | 1,50 | 667,5 | 2,8 | 1,66 | 603,4 | 3,2 | 1,86 | 536,9 |
| 25 | 33,5 | 2,8 | 2,12 | 471,7 | 3,2 | 2,39 | 418,2 | 4,0 | 2,91 | 343,6 |
| 32 | 42,3 | 2,8 | 2,73 | 366,6 | 3,2 | 3,09 | 324,1 | 4,0 | 3,78 | 264,7 |
| 40 | 48,0 | 3,0 | 3,33 | 300,4 | 3,5 | 3,84 | 260,3 | 4,0 | 4,34 | 230,4 |
| 50 | 60,0 | 3,0 | 4,22 | 237,1 | 3,5 | 4,88 | 205,1 | 4,5 | 6,16 | 162,4 |
| 65 | 75,5 | 3,2 | 5,71 | 175,3 | 4,0 | 7,05 | 141,8 | 4,5 | 7,88 | 126,9 |
| 80 | 88,5 | 3,5 | 7,34 | 136,3 | 4,0 | 8,34 | 120,0 | 4,5 | 9,32 | 107,3 |
| 90 | 101,3 | 3,5 | 8,44 | 118,5 | 4,0 | 9,60 | 104,2 | 4,5 | 10,74 | 93,1 |
| 100 | 114,0 | 4,0 | 10,85 | 92,2 | 4,5 | 12,15 | 82,3 | 5,0 | 13,44 | 74,4 |
| 125 | 140,0 | 4,0 | 13,42 | 74,5 | 4,5 | 15,04 | 66,5 | 5,5 | 18,24 | 54,8 |
| 150 | 165,0 | 4,0 | 15,88 | 63,0 | 4,5 | 17,81 | 56,1 | 5,5 | 21,63 | 46,2 |
Трубы стальные водогазопроводные оцинкованные и неоцинкованные (черные) с нарезанной или накатанной цилиндрической резьбой и без резьбы изготовляются по условному проходу (ДУ)и толщине стенки согласно ГОСТ 3262-75.
Сортамент труб должен соответствовать ГОСТ 3262-75.
По длине трубы изготовляют:
По группе точности изготовления водогазопроводные трубы подразделяются на:
Стальные водогазопроводные трубы обычной точности изготовляют из сталей по ГОСТ 380 и ГОСТ 1050, повышенной точности - из сталей по ГОСТ 1050.
Электросварные трубы.
К данной группе металлопродукции относятся:
Сортамент электросварных прямошовных круглых труб соответствует ГОСТ 10704-91.
Сортамент электросварных профильных труб соответствует:
Электросварные профильные трубы изготовляют наружными размерами от10 до 100мм толщиной стенки от 1,0 до 5мм немерной длины, мерной длины в пределах от 1,5 до 9м.
Профили стальные замкнутые изготовляют согласно ГОСТ 30245-2003 размером от 80 до 300мм немерной, мерной, кратной мерной длиной в пределах от 6 до 12м.
Электросварные трубы поставляют из стали марок с химическим составом согласно ГОСТ 380, ГОСТ 1050, ГОСТ 19281-89.
ТрубаНе так давно водогазопровод выступал обязательным атрибутом при строительстве практически любого объекта. Но даже сегодня, когда рынок заполнен огромным ассортиментом современных труб, предназначенных для различного назначения, ВГП не сдает своих позиций. Они используются в газовых, водяных и отопительных установках. Эти продукты практически незаменимы при любом общении, более подробно вы можете прочитать ниже.

По доступной цене сегодня вы можете купить трубу ВГП, что это такое, узнаете из статьи. Описываемая продукция представляет собой группу стальных водогазопроводных труб. Сегодня есть варианты без оцинковки и без оцинковки. Они могут быть цилиндрическими, полыми, с продольным швом. В этой категории есть три варианта толщины стенки, включая:
Так как ассортимент данной продукции достаточно широк, вы можете использовать ее, выбрав конкретный проект.

Если вас интересует канал AIV, вы можете узнать об этом, прочитав информацию ниже. Когда потребители интересуются факторами, благодаря которым продукция завоевывает все секторы строительства, они начинают лучше узнавать CAP. Если вы один из них, то можете узнать, что на многих участках невозможно установить трубы из других материалов. В данном случае речь идет, например, об открытой дороге.
Даже трубы из металла и полиэтилена подходят не для всех случаев.К некоторым объектам предъявляются достаточно жесткие технические требования, по ним нельзя прокладывать трубопровод из пластиковых труб. Это касается газовых линий. Неважно, насколько хороши рабочие характеристики этих продуктов. Следовательно, крайне важно обеспечить, чтобы сталь долгое время использовалась в качестве передового материала в газовой промышленности.

Если вам попалась труба ВГП, обязательно узнайте, что это такое.Возможно, эти изделия пригодятся вам при проведении той или иной работы. Одним из основных параметров служит ассортимент. Ассортимент продукции можно отсортировать по трем параметрам, например:
Длина трубы может составлять 4 и 12 м. Другими словами, водогазопроводные трубы выполняются в виде размерных отрезков, длина которых может составлять 4 или 12 м. Однако отраслевые стандарты допускают иное размеры.Это может быть немерная длина. Что касается внешнего диаметра, то ассортимент разделен на 17 размеров.
Вас может заинтересовать внешний диаметр, который составляет от 10 до 165 мм. Еще один критерий позволяет классифицировать изделия по толщине стенок. Этот параметр нельзя назвать второстепенным, так как от него зависят внутренние диаметры, а они, в свою очередь, влияют на прочность и пропускную способность, а также на жесткость изделий.
Если вас интересует размер трубки VGP, что это такое, вам обязательно нужно знать.По последним параметрам описанные продукты можно разделить на: легкие
На первой стене толщина может достигать 4 мм, а минимальное значение - 1,8 мм. Обычная может иметь толщину стенки от 2 до 4,5 мм. Однако для армированных труб толщина стенки достигает 5,5 мм, а минимальное значение составляет 2,5 мм.

Толщина стенки также может влиять на вес дорожки качения.Однако вес трубы также определяется поперечным сечением, которое является внешним диаметром. При этом неважно, из какого материала изготовлена труба - оцинкованной стали. Вес счетчика может достигать максимум 21,63 кг, при этом толщина стенки соответствует 5,5 мм при диаметре 165 мм. Наименьший вес на метр соответствует 370 г. Диаметр в данном случае 10 мм, толщина стенки 1,8 мм.
Как только вы узнаете, для чего предназначена труба VGP, вам также следует спросить о весе продуктов.Например, оцинкованные трубы весят больше стали примерно на 5%. Разница в весе обусловлена наличием антикоррозионного покрытия 30 микрон. Все вышеперечисленные характеристики стабильны, так как весь ассортимент изготавливается по единой технологии.

Труба ВГП (ГОСТ 3262-75) изготавливается из углеродистой стали. На первом этапе используются металлические заготовки, которые называются полосками. Они сформированы. Затем с помощью электросварки формируется шов, после которого трубу можно считать законченной.
Шов подвергается рентгенологическому исследованию, и можно утверждать, что это место является зоной повышенного риска. Однако наличие сварочного шва недостатком не назовешь. Трубы ВГП (3262-75) могут иметь разный срок службы в зависимости от условий эксплуатации.
Безопасность продуктов зависит от вещества, используемого для транспортировки, это может быть вода или газ, каждое из которых обладает определенной химической активностью. Кроме того, на трубу могут влиять различные внешние факторы.

Описанные трубы производятся в двух группах точности, в том числе:
В первом случае речь идет о товарах с нестандартным химическим составом. В этом случае трубы можно использовать для устройства систем отопления, прокладки водопроводных сетей и создания газовой сети бытового назначения. Труба ВГП, по указанному выше ГОСТу, может быть высокого класса точности.Эта концепция применима к стальным оцинкованным трубам, которые используются для производства компонентов, составляющих глобальную трубопроводную систему.

Труба ВГП (ГОСТ 3262-75) применяется для различных трубопроводов и конструкций. Если за основу взять ГОСТ 10705-80 и 107 04-91, то в производственном процессе может использоваться сталь следующих марок:
Возможная технология, при которой трубы проходят термообработку или не проходят эту стадию. .Что касается немерной длины, то она может достигать 11 м, но минимальное значение - 4 м. Для измеренной длины минимальное и максимальное значения - 9 и 11,7 м. Размеры изделий определяются их диаметром и длиной. . Если длина трубы от 1,5 до 4 м, отклонение может составить 5%.
Если трубная резьба выполнена накаткой, оцинкованная труба ВГП может иметь меньший диаметр, имеющий отклонение от нормы в пределах 10% по всей площади, где расположена резьба.Вес рассчитывается исходя из плотности стали, которая составляет 7,85 г / см 90 106 3 90 107. В этом случае неионизированные изделия будут весить менее 3% оцинкованной продукции.
На сегодняшний день существует два способа прокладки стальных труб для водопроводных и газовых систем. Монтаж осуществляется при помощи электросварного соединения. Укладка и установка осуществляется с помощью муфт и других приспособлений. Несмотря на то, что сегодня широко распространены полимерные изделия, стальная труба ВГП имеет множество положительных качеств, причем качество у нее на высоте, как и эксплуатационные качества.
Стальная труба ВГП имеет много преимуществ. Среди них следует использовать для производства качественную сталь. Если речь идет о так называемых черных трубах, то у них армированный сварной шов. Эти продукты делятся на три удобные категории, которые обсуждались выше (улучшенные, легкие и обычные). Этот фактор позволяет потребителю выбрать желаемый вариант изделия для дорожного дизайна с теми или иными характеристиками.
По желанию заказчика на конце трубы может быть резьба, причем короткая или длинная.Чертеж может быть выполнен на нужной странице и с необходимыми параметрами. Продукция поставляется с муфтами или без них, это тоже можно назвать большим плюсом. Реализованные трубы проходят гидровихревой контроль на этапе производства, поэтому вы можете быть уверены, что они соответствуют стандартам, а это означает, что они считаются почти идеальными.
Они дешевые, но качественные. Стандарты и нормы, по которым производятся трубы, являются гарантией. Они универсальны в использовании. Подобрав трубы нужного типа, можно провести монтажные и ремонтные работы практически любой категории.В продаже трубы представлены в широком ассортименте, это могут быть электросварные, холоднокатаные, бесшовные и горячекатаные. Легкость монтажа обеспечивается наличием элементов в виде фитингов, фланцев, колен, тройников, а также переходов и прочего.
Описанные трубы являются довольно жесткими изделиями. Они способны выдерживать внешние нагрузки, поэтому их часто сравнивают с металлическим стержнем того же диаметра. Допустимое внутреннее давление может достигать 30 атмосфер, что соответствует 31 МПа.Но конечное давление - 50 атмосфер. Если вы посмотрите на государственные стандарты, то сможете понять, что продукция может подвергаться значительным распределительным нагрузкам, что может привести к увеличению диаметра трубы на 7% от исходного размера. В этом случае стены не пострадают.
Водогазопроводные трубы, как показывает практика, выдерживают сильные гидравлические удары и термические деформации, последние из которых могут быть вызваны транспортируемой жидкостью.Стальные оцинкованные трубы устойчивы к коррозии. У них есть специальное покрытие, толщина которого достигает 30 мкм. Несмотря на то, что этот слой увеличивает вес трубы, срок службы изделия почти на порядок больше.
.В устройстве практически любого трубопровода металлические трубы ... Даже с учетом того, что изделия из полимеров получили широкое распространение, стальная оцинкованная труба остается популярным материалом в трубопроводной системе. Это связано с тем, что такие трубы обладают множеством преимуществ, которые сложно заменить другими видами материалов. Какие особенности имеют стальные оцинкованные трубы, где они используются и что такое процесс цинкования, мы обсудим позже.
В таблице указаны ориентировочные цены на трубы стальные оцинкованные, выпускаемые по ГОСТ 3262-75.
| Объявление | Название продукта | марка стали | Вес счетчика | Длина | Цена за кв.м |
|---|---|---|---|---|---|
| Труба оцинкованная d = 15 | ст3пс-5 | 1,28 кг. | 6 м; 12 м. | злотых 88 | |
| Труба оцинкованная d = 20 | ст3пс-5 | 1.66 кг. | 6 м; 12 м. | 110 руб. | |
| Труба оцинкованная d = 25 | ст3пс-5 | 2.39 кг. | 6 м; 12 м. | 160 руб. | |
| Труба оцинкованная d = 32 | ст3пс-5 | 3.09 кг. | 6 м; 12 м. | 205 рублей | |
| Труба оцинкованная d = 40 | ст3пс-5 | 3.84 кг. | 6 мес.; 12 м. | 250 злотых | |
| Труба оцинкованная d = 57 | ст3пс-5 | 6,9 кг | 6 м; 12 м. | 300 злотых | |
| Труба оцинкованная d = 76 | ст3пс-5 | 7,5 кг. | 6 м; 12 м. | ||
| Труба оцинкованная d = 89 | ст3пс-5 | 9,6 кг | 6 м; 12 м. | ||
| Труба оцинкованная d = 108 | ст3пс-5 | 10.26 кг. | 6 м; 12 м. | 90 025 580 рублей 90 026||
| Труба оцинкованная d = 159 | ст3пс-5 | 14.26 кг. | 6 м; 12 м. | 90 025 890 рублей 90 026
При выборе любого материала всегда происходит невольное сравнение с другими возможными вариантами. Если охарактеризовать стальную оцинкованную трубу в сравнении с существующими трубами из пластика или металла аналогичного типа, можно выделить следующие моменты:

Указанные выше преимущества определены путем сравнения с трубами из полимерных материалов. Последний вид изделий заменяет металл только благодаря устойчивости к процессам коррозии, однако по другим критериям значительно уступает металлическим аналогам.Если давать преимущество перед трубами металлическими, а не оцинкованными, то баллов немного, но они:
Использование такого разнообразия труб до сих пор очевидно после признания их преимуществ перед пластиковыми и неоцинкованными металлическими аналогами.
Если описывать множество типов труб, имеющих цинковое покрытие, следует отметить, что оно ничем не отличается от обычных труб из металла. Отличие от некоторых других труб заключается только в наличии или отсутствии слоя цинка. В данном случае существует четыре различных типа стальных оцинкованных труб:
| Вода и газ | электросварные | Профиль | Бесшовные |
| Этот вид трубы качественный, изготавливается в соответствии с требованиями ГОСТ под номером 3262.Применяется в водопроводах и газопроводах. Его использование возможно только внутри зданий и сооружений. Пролетные размеры от 4 до 12 м. | Такие трубы изготавливаются из стали и производятся по номеру ГОСТ 10704. Использование данной продукции предназначено только в отраслях сельского хозяйства, машиностроении и различных конструкциях. Деление по длине аналогично предыдущему варианту и доступно для диаметров от 110 до 480 мм. | Единственное отличие от предыдущих разновидностей - форма, которая представлена прямоугольником или квадратом.Размерное деление по диаметрам поперечного сечения от 10 до 150 мм. | Этот вид трубы универсален, так как область применения достаточно широка. При производстве труб используется углеродистая или легированная сталь. Благодаря использованию такого материала эта разновидность относят к качественной продукции. Они отлично подходят для длительного использования. |

Каждый из указанных типов труб имеет высокий уровень эксплуатационных свойств.Обычно это размеры и диаметры, которые варьируются от 17 до 159 мм и от 10 до 150 мм соответственно.
Помимо конкретного деления, есть еще градация по весу. Всего таких типов три:
Примечание: По Госстандарту № 3262-75 требуется изготовление труб из стали плотностью 7,85 г / см3 (допустимая погрешность до 3%) и цинкованием до 0,03 мм.
| Сцена | Описание |
| Резьбовое соединение | Резьбовое соединение можно использовать только в процессе сборки, так как во время сварки материал сильно нагревается, что является проблемой для цинка. В первую очередь стоит отметить, что высокий температурный уровень удалит цинковое покрытие с трубы, после чего оно в этом месте начнет разъедать, но это лишь маленькое зло.Пары, которые начинают выходить из изделия при сварке, могут навредить человеку в виде отравления. Если присутствовать при таком процессе несколько часов подряд, отравления не избежать. Симптомы отравления включают озноб, лихорадку и резкое повышение температуры. В таком случае следует пить свежее молоко, так как оно нейтрализует токсические вещества в организме. |
| Уплотнение стыка | Как и во всех других конструкциях, в которых используются трубы, здесь требуется герметичность в месте соединения.Изначально нужно понимать резьбонарезание, для чего нужно использовать специальный станок, предназначенный для нарезания резьбы. в некоторых случаях можно использовать небольшие машины, но если работа должна выполняться в достаточно большом масштабе, они не помогут. Ручные машины хорошо использовать только тогда, когда речь идет о работах, выполняемых в домашних условиях, например, прокладке водопроводной сети. После заправки труб убедитесь, что они правильно подсоединены. Для стальных оцинкованных труб не подходят ленты FMU и различные уплотнительные резьбы.Для этого типа трубы рекомендуется использовать паклю и масляную краску или нитрокраску, которая может обеспечить надежность и герметичность соединения на долгие годы. Они удобны и при необходимости разбирают конструкцию. Кроме того, необходимо максимально плотно затягивать каждое соединение - это будет гарантией надежности соединения. |
| Использование фасонных деталей | Такой процесс невозможен без использования фасонных элементов, таких как фурнитура.Для крепления труб из оцинкованной стали нельзя использовать различные тройники, муфты и втулки. Для монтажа используются только те детали, которые изготовлены специально для оцинкованных труб и также имеют цинковое покрытие. |
Труба из оцинкованной стали может использоваться не только как сооружение водо-, канализационной или газопроводной, но также может применяться при прокладке электрокабеля и других системах связи.

Что касается самого процесса цинкования, то также: разные варианты их технологии.Где и почему используются стальные оцинкованные трубы, становится решающим фактором для их свойств и рабочих характеристик. В зависимости от точных свойств, требуемых для трубы, применяется тот или иной метод цинкования. Существует три типа такой техники:
90 170
Кроме того, существуют методы, которые применяются к уже готовой конструкции трубы, обеспечивая таким образом защиту.В их числе:
Что касается основных методов цинкования, то их можно охарактеризовать следующим образом.
| Метод | Описание |
| Горячий | Этот метод цинкования стальных труб позволяет получать изделия высочайшего уровня прочности и надежности. Этот метод цинкования основан на требованиях ГОСТ 9.307-89. Из недостатков этого метода можно выделить дороговизну труб и, в некоторых случаях, появление прогиба снаружи труб.Еще одна особенность этого метода заключается в том, что его можно применять только к сталям с содержанием углерода не более 0,24%. Суть такого процесса заключается в том, что труба погружается в сплав, содержащий цинк, при температуре 450 ° С. Технологический цикл включает: присоединение, обезжиривание, травление, ополаскивание, сушку, нагрев, цинкование и охлаждение. Что касается этапа обезжиривания, то он необходим в связи с тем, что перед нанесением покрытия необходимо убедиться, что материалы могут надежно сплавиться между собой.выполняйте этот процесс с соляной кислотой. Дополнительно кромки труб закруглены, радиус которых превышает 3 мм. Время пребывания трубы в ванне из цинкового сплава составляет примерно 10 минут, а минимально возможное время цинкования - 4 минуты. Положительными сторонами данной технологии являются: 90 170 |
| Электрогальванический | Метод, наиболее часто используемый при цинковании стальных труб. Суть процесса основана на электролизе, при котором цинковые электроды растворяются в результате действия тока. В этом процессе ионы цинка откладываются на внешней стороне трубки. В процессе цинкования используются различные типы электролитов. Они могут относиться к электролитам цианидного, нецианидного и кислотного состава.Наибольшее распространение получили щелочное цинкование. Уровень температуры, сила тока, возникающего между катодами и анодами, напрямую влияет на толщину и характеристики цинкового покрытия. Слой, полученный в этом процессе, прочный и равномерно распределенный. Предпочтительными характеристиками такого цинкования являются:
|
| Термодиффузия | 90 200 Если требования к качественным характеристикам цинкового слоя очень высоки, применяется технология цинкования данного типа.Его суть заключается в том, что поверхности труб обрабатываются парами цинка. Эти манипуляции производятся в специальных емкостях с полной герметизацией, что создает безопасную среду для процесса. Данная технология реализована на основе государственного стандарта под номером R 9.316. К положительным сторонам цинкования стальных труб таким способом можно отнести:
В настоящее время большинство труб защищают от коррозии методом диффузионного цинкования, потому что, во-первых, трудно получить качественное покрытие другими методами труб длиной до 8 м, особенно на их внутренней поверхности, а во-вторых, благодаря этому методу трудно получить качественное покрытие. можно широко механизировать и автоматизировать поточное производство.
Одним из простейших методов диффузионного цинкования является жидкое цинкование. Этот метод, известный в отрасли как горячее цинкование galvanizacija.ru, в настоящее время является наиболее широко используемым для цинкования труб. Так, в Германии около 50% всех стальных труб диаметром 3 / 8-4 дюйма попадает к потребителю, оцинкованным этим методом. В США в 1960 и 1961 гг. Около 30-35% годового производства труб с печным швом было оцинковано этим методом, при общей мощности установки по цинкованию труб около 1 миллиона тонн в год.
Преимуществами жидкостного метода являются скорость нанесения цинкового слоя, относительная простота используемого оборудования, возможность обширной механизации и автоматизации, что позволяет создать мощную производственную линию.
В последние несколько лет в Польше и за рубежом были введены в промышленную эксплуатацию высокоэффективные установки для цинкования труб, непрерывный метод непрерывной работы. №
Технологическая схема цинкования труб жидким способом выглядит следующим образом. После правки выпрямителями и обрезки концов трубы поступают на цех цинкования, где сначала подвергаются подготовительным работам.
Пачку труб (около 5 г) сначала промывают горячей (70-80 ° С) проточной водой, в результате чего с их поверхности удаляются различные загрязнения. Это облегчает последующее обезжиривание. Для обезжиривания чаще всего используются щелочные или другие растворы. Поэтому используют растворы составов, г / л:
Температура растворов 70-80 ° С. Время обезжиривания 10-20 минут. В процессе обезжиривания трубы встряхиваются, для чего чаны снабжены специальным механизмом.
После ополаскивания водой пучок трубок отправляется на травление для удаления известкового налета и ржавчины. Переваривание проводят в водных растворах серной кислоты (180-200 г / л h3SO4) или ингибированной соляной кислоты (180-200 г / л HCl). Во избежание чрезмерного царапания поверхности в травильные растворы добавляют ингибиторы ФМ, «катапин» и другие в количестве 1-3 г / л. Температура травления зависит от концентрации кислоты в растворе (таблица 19). В процессе травления пучок труб несколько раз поднимается и опускается с помощью крана.Это перемешивает раствор и ускоряет пищеварение. Иногда травильные ванны оснащаются механическими трубопрокатными устройствами.
Концентрация кислоты и температура травильных растворов контролируются не менее трех раз за смену.
После травления трубы промывают для удаления с их поверхностей солей железа и остатков кислоты. Обычно в цехе цинкования есть промывочные емкости с проточной горячей и холодной водой. Во время промывки пучок труб поднимается и опускается несколько раз краном.Моечные ванны не реже одного раза в месяц тщательно очищают от отложений и других загрязнений.
На некоторых заводах перед нанесением флюса трубы протравливаются в течение 3-5 минут в растворе соляной кислоты (50 г / л) при 18-20 ° C. После травления трубы промываются горячей и холодной водой, а затем отправлен на флюсовку.
Для «мокрого» метода цинкования труб лучше всего использовать смесь хлорида аммония и хлорида цинка с небольшим добавлением глицерина в качестве флюса, например, 120 частей по массе ZnCl2, 100 частей по массе Nh5Cl и 750 частей. мл глицерина.Использование только хлорида аммония в качестве флюса приводит к усиленному образованию гарцинка. Дело в том, что хлорид аммония очень летуч при повышенных температурах, и при разложении выделяются значительные количества хлористого водорода. Избыток HCl приводит к дополнительному образованию на поверхности труб из FeCb, который при восстановлении расплавленным цинком, в свою очередь, увеличивает содержание железа в ванне, превращаясь в харцин. №
При «сухом» способе цинкования трубы погружают в ванну с флюсом, содержащую водный раствор хлорида аммония и хлорида цинка.Например, на одном заводе используется флюс, состоящий из 600-650 г / л ZnCl2; 80-100 г / л NH5Cl, 1-2 г / л ОП-7 или ОП-10.
Температура раствора 40-50 ° С, время плавления 1-2 минуты.
Трубки можно плавить по отдельности или в связке. Во втором случае время плавления увеличивают до 5-10 минут.
Ванны оснащены специальным механизмом для секционного перемещения труб.
После плавления трубы отправляются в сушильную печь, где нагреваются до температуры 150-200 ° C, а флюс на их поверхности высыхает.Из сушильной печи трубы автоматически попадают в цинковую ванну, где на их поверхности образуется слой цинкового покрытия.
Цинкование обычно проводят при температуре 450-460 ° С. Затем трубы удаляют из сплава специальными приспособлениями, а затем, чтобы удалить излишки цинка, их обдувают сжатым воздухом с внешней поверхности и перегревают. (300 ° C) пар с внутренней поверхности. При «сухом» цинковании труб на автоматах обдувается только их внешняя поверхность.Затем трубы поступают на конвейер для охлаждения и контроля.
Обычно трубы из низкоуглеродистой стали диаметром 17–160 мм (до 350 мм в США) и длиной 6–12 м оцинковываются методом горячего цинкования. В нашей стране этим методом наносят покрытие на водогазопроводные трубы, производимые на аппаратах непрерывной и индукционной сварки, а также на сварочных аппаратах с цепными печами.
Время травления труб, полученных на цепных станах, намного больше, чем у труб, изготовленных на непрерывных станах, потому что, в отличие от последних, они покрыты более толстым слоем окалины и имеют отложения на внутренней поверхности.Длительное травление неизбежно приводит к чрезмерному истиранию поверхности, а шероховатость вызывает увеличение расхода цинка при цинковании и ухудшение качества оцинкованных труб.
Следовательно, водогазопроводные трубы, изготовленные на печах непрерывного действия и индукционных сварочных аппаратах, рекомендуется оцинковывать и предварительно выпрямлять на правильных машинах.
Жидким методом можно получить слой цинкового покрытия толщиной от 50-70 до 80-100 микрон соответственно на внешней и внутренней поверхностях.
Одним из недостатков данного метода цинкования является относительная неровность слоя цинкового покрытия по длине и окружности трубы. Иногда встречаются места с повышенной толщиной цинкового слоя (цинковые отложения), что негативно сказывается на механических свойствах покрытия и расходе цинка.
Отходы при цинковании труб жидким способом - цинк, цинковая пыль, зола, аммиачный шлак. Чтобы уменьшить общее количество хартцинка, тщательно промойте оцинкованные изделия для удаления солей железа после травления, выберите правильный состав флюса и флюса на зеркале ванны, сократите время пребывания труб из цинкового сплава, обеспечьте равномерный нагрев ванны цинка и техническое обслуживание. ; требуемая температура цинкования.
В таблице 20 приведен баланс расхода цинка при цинковании водогазопроводных труб «мокрым» методом и в таблице. 21 сравнивает экономические показатели производства оцинкованных труб на многих заводах.
Оцинкованная труба - это стальная труба, покрытая защитным слоем цинка. Это покрытие обеспечивает надежную защиту от коррозии. Кроме того, благодаря слою цинка внутренняя поверхность труб становится более гладкой, что предотвращает образование отложений, затрудняющих транспортировку жидкостей. В результате оцинкованные трубы, в отличие от изделий без защитного покрытия, намного долговечнее.
Группа «Сталерон» предоставляет широкий ассортимент сертифицированного проката на выгодных условиях с доставкой по Москве и Московской области, а также в другие регионы России. Доставка в день заказа по Москве и области.
При отсутствии на складах готовой оцинкованной трубы с необходимыми параметрами, мы также можем предложить услугу по цинкованию труб в короткие сроки (2-7 дней в зависимости от необходимого объема) и по выгодной цене. Кроме того, мы выполняем другие виды металлообработки: резку, гибку труб, сверление, покраску, изоляцию и т. Д.
Цена на оцинкованную трубу зависит от ее типа и размера. Цену за метр оцинкованной трубы вы можете уточнить, купив оптом или в розницу у наших специалистов.
Оцинкованные трубы часто используются при прокладке водопроводов, а также при возведении различных металлических конструкций, в том числе строительных. В зависимости от способа производства они бывают электросварными и бесшовными, а также круглыми и фасонными.
При этом ГОСТ на трубы непосредственно оцинкованный не предусмотрен.Здесь действуют стандарты, разработанные для определенных видов стальной продукции.
Трубы бесшовные оцинкованные очень прочные. Сфера их применения очень широка - от нефтепроводов до производства машин и механизмов. Трубы бесшовные соответствуют ГОСТ 8732-78 и ГОСТ 8734-75. В зависимости от способа изготовления они делятся на горячедеформированные и холоднодеформированные.
Трубы гальванизированные дешевле цельнотянутых. В основном они используются в машиностроении и строительстве, а также востребованы при производстве дорожных знаков.Трубы электросварные изготавливаются по ГОСТ 10704-91, ГОСТ 10705-91.
Трубы профильные оцинкованные имеют квадратное и прямоугольное сечение. Применяются при возведении зданий и каркасных сооружений: беседок и навесов, заградительных павильонов и др. Такие трубы изготавливают из стали Ст4, 10пс, 20, 10 и ряда других марок в соответствии с требованиями ГОСТ 8639-82. .
Оцинкованные круглые трубы в основном используются для транспортировки жидкостей и газов и наиболее востребованы при строительстве гидротехнических сооружений.Водогазопроводные трубы изготавливаются исключительно из стали в несколько этапов ... Высокое качество ... Сначала применяется непрерывная сварка в печи, затем формовка, и только потом труба покрывается слоем цинка. Готовая продукция выдерживает высокое давление и соответствует ГОСТ 3262-75.
Слой цинка на поверхность изделий наносится с помощью различных технологий цинкования:
90 170Горячее цинкование - лучший способ получить прочное и надежное покрытие. Трубу временно помещают в расплавленный цинк, равномерный слой которого в конечном итоге остается на изделии.
Гальваника - это растворение цинка в растворе электролита. Обработка проводится под действием электрического тока ... В результате получается ровное, но очень тонкое и пористое покрытие. Трубы имеют привлекательный внешний вид, но срок их службы невелик.К тому же этот метод нельзя назвать экологически чистым, так как часто бывает сложно избавиться от использованного электролита.
Термодиффузионное цинкование имеет низкую эффективность, но этот метод все еще используется довольно часто, так как позволяет получить очень качественное покрытие с высокой степенью адгезии к поверхности трубы. Процесс цинкования заключается в нагревании порошкообразного цинка до температуры, при которой металл переходит в газообразное состояние и оседает на обрабатываемом продукте.
Кроме того, есть способы защитить уже построенную коммуникацию цинковым слоем.Это холодное цинкование, т.е. покраска труб составом, содержащим цинк, и напыление цинка методом термических газов - нанесение цинкового порошка на поверхность изделий в пламени. В первом случае покрытие может прослужить до 5 лет, во втором - 7-8 лет, но в обоих случаях оно чувствительно к механическим повреждениям.
Продукция из оцинкованных труб - это ассортимент изделий из черных металлов со специальным антикоррозийным покрытием ... Бесшовные оцинкованные трубы благодаря своим высоким эксплуатационным характеристикам сегодня востребованы в химической промышленности, машиностроении, коммунальном хозяйстве и в быту.
Выбрать опции
0
злотыхЗаказать
Металлопродукция с гальваническим покрытием в бесшовной конструкции представлена холоднокатаными и горячекатаными оцинкованными трубами, производство которых регламентировано государственными стандартами в виде ГОСТ 8737-75 и ГОСТ 8732-78. Для термически деформируемых изделий актуальна методика, приведенная в ГОСТ 8737-75. Труба бесшовная с оцинковкой для любой технологии производства изготавливается на основе черной или низколегированной стали.Производство продукции происходит на специализированных заводах без использования каких-либо сварочных технологических приемов. Основу заготовки формируют из круглой заготовки методом холодной или горячей деформации. Затем полуфабрикат обрабатывается и калибруется на валках, получая окончательную форму и размеры перед нарезкой. При этом активно используются такие технологические приемы, как ковка, волочение, прокатка или прессование. На последнем этапе бесшовная оцинкованная труба покрывается защитным покрытием.Процесс бывает горячим или холодным. При самом дешевом варианте цинкования изделия просто погружают в горячий раствор цинка. Однако лучшим качеством является диффузионный процесс, заключающийся в нанесении равномерного защитного слоя толщиной не менее 30 микрон, благодаря чему бесшовная оцинкованная труба имеет длительный срок службы. В процессе цинкования вес изделия увеличивается на 3%.
Самая качественная и точная - это бесшовная оцинкованная труба, изготовленная по технологии холодной деформации.Продукция выпускается в широком диапазоне типоразмеров: внешний диаметр от 20 до 550 мм, толщина стенки от 2,5 до 70 мм. Труба бесшовная оцинкованная стандартизована по весу. Стандарт определяет теоретический вес погонного метра, который для всей бухты составляет 878,57 кг. Металлопрокат мерной стандартной длины реализуется в пределах от 4 до 12,5 метров.
Бесшовная структура трубных изделий способна обеспечить высокую прочность и надежность.Бесшовная труба с оцинкованным покрытием предназначена для транспортировки всех видов сред, жидкостей и газов. Продукция может надежно работать не менее 50 лет в промышленных и жилых помещениях. Часто для устройства систем отопления используют бесшовную оцинкованную трубу класса ВГП. В пищевой промышленности используются отдельные продукты с выбранным химическим составом, не выделяющие Zn-загрязнители. Часто оцинкованную сталь используют для создания систем вентиляции, дымоходных конструкций.
Для строительных целей трубчатые изделия данного типа могут использоваться в строительной плоскости несущих конструкций, работа которых связана с взаимодействием с активными средами или веществами. Бесшовная оцинкованная труба, наряду с линиями и опорами, является основой малых форм и используется для внутренней и внешней отделки. Долговечность изделия позволяет сохранять его эстетичный вид, служа основой для строительства детских и спортивных площадок, различных видов заборов. Компания «Армметалл» предлагает приобрести бесшовную долговечную оцинкованную трубу, которая сертифицирована в соответствии с действующими государственными стандартами и соответствует их требованиям и нормам.
.
В настоящее время большинство труб защищают от коррозии методом диффузионного цинкования, потому что, во-первых, трудно получить качественное покрытие другими методами труб длиной до 8 м, особенно на их внутренней поверхности, и, во-вторых, Благодаря этому способу возможна обширная механизация. и автоматизация производственного процесса.
Один из простейших методов диффузионного цинкования - жидкий. Этот метод известен в промышленности как гальванизация гальваники.ru, в настоящее время наиболее широко применяется для цинкования труб. Так, в Германии около 50% всех стальных труб диаметром 3 / 8-4 дюйма поступает от потребителей, оцинкованных этим методом. В США в 1960 и 1961 годах около 30-35% годового производства сварных труб также было оцинковано с использованием этого метода, при общей мощности гальванического завода по производству труб около 1 миллиона тонн в год.
Преимуществами жидкостного метода являются: скорость осаждения цинкового слоя, относительная простота используемого оборудования, возможность обширной механизации и автоматизации, что позволяет производить производство на мощной производственной линии.
В последние годы в нашей стране и за рубежом введены в промышленную эксплуатацию высокоэффективные установки для цинкования труб жидким способом, работающие в непрерывном режиме.
Технологическая схема цинкования труб жидким способом следующая. После правки на нужных станках и обрезки концов полученные трубы поступают на участок цинкования, где в первую очередь происходит операция подготовки.
Пачку труб (примерно 5 г) сначала промывают горячей (70-80 ° С) проточной водой, в результате чего с поверхности удаляются различные загрязнения.Это облегчает последующее обезжиривание. Для обезжиривания чаще всего используются щелочные или другие растворы. Так наносят состав растворов, г / л:
Температура растворов 70-80 ° С. Время обезжиривания 10-20 минут. В процессе обезжиривания трубы раскачиваются, для чего чаны снабжены специальным механизмом.
После промывки водой пакет трубок отправляется на травление для удаления известкового налета и ржавчины. Травление проводят в водных растворах серы (180-200 г / л h3SO4) или в ингибированной соляной кислоте (180-200 г / л HCl).Чтобы избежать чрезмерной очистки поверхности, в травильный раствор добавляют ингибиторы ФМ, «катапин» и др. В количестве 1-3 г / л. Температура травления зависит от концентрации кислоты в растворе (таблица 19). В процессе травления пакет труб несколько раз поднимается и опускается краном. Это перемешивает раствор и ускоряет пищеварение. Иногда маринование ванн оснащают устройствами для механической намотки труб.
Концентрация кислоты и температура травильных растворов контролируются не менее трех раз за смену.
После травления трубы промывают для удаления с их поверхностей солей железа и остатков кислоты. Обычно в цехе цинкования есть ванны для ополаскивания горячей и холодной проточной водой. Промыв трубный пакет несколько раз, поднимите и опустите кран. Не реже одного раза в месяц моечные ванны тщательно очищают от шлама и других загрязнений.
На некоторых заводах перед флюсом трубы нарезают 3-5 минут в растворе соляной кислоты (50 г / л) при температуре 18-20 ° С.После сброса трубы промываются горячей и холодной водой и отправляются на флюс.
В «мокром» процессе цинкования труб лучше всего использовать смесь хлорида аммония и хлорида цинка с небольшим добавлением глицерина, например 120 частей по весу (ZnCl2), 100 частей по весу (Nh5Cl) и 750 мл. глицерина в виде расплавленного потока. Использование только хлорида аммония в качестве потока приводит к повышенному образованию твердого цинка. Дело в том, что хлорид аммония при повышенных температурах очень летуч, а при его разложении в значительных количествах выделяется хлористый водород.Избыток HCl приводит к дополнительному образованию FeCb на поверхности труб, который при восстановлении расплавленным цинком, в свою очередь, увеличивает содержание железа в ванне, превращаясь в твердое вещество.
В процессе «сухого» цинкования трубы погружают в ванну с флюсом, содержащую водный раствор хлорида аммония и хлорида цинка. Например, на одной установке используется поток, состоящий из 600-650 г / л ZnCl2; 80-100 г / л NH5Cl, 1-2 г / л ОП-7 или ОП-10.
Температура раствора 40-50 ° С, время плавления 1-2 минуты.
Трубки можно плавить по отдельности или в упаковке. Во втором случае время плавления увеличивают до 5-10 минут.
Для частичного перемещения труб ванны оснащены специальным механизмом.
После плавления трубы по отдельности отправляются в сушильную камеру, где они нагреваются до температуры 150-200 ° C, и поток на их поверхности высыхает. Из сушильной печи трубы автоматически попадают в ванну с расплавленным цинком, где на их поверхности образуется слой цинкового покрытия.
Обычно цинкование проводят при температуре 450-460 ° С.После этого трубы извлекаются из сплава специальными приспособлениями, а затем с внешней поверхности удаляется излишек цинка, который продувается сжатым воздухом, а изнутри - перегретым (300 ° C) паром. В случае цинкования труб «сухим» методом в автоматических установках раздувается только их внешняя поверхность. Затем трубы поступают на конвейер для охлаждения и контроля.
Обычно трубы из низкоуглеродистой стали диаметром 17–160 мм (до 350 мм в США) и длиной 6–12 м оцинковываются методом горячего цинкования.В нашей стране этим методом наносятся покрытия на водогазопроводные трубы, производимые в печах непрерывной и индукционной сварки, а также в печах для цепной сварки.
Срок службы труб, произведенных на цепных станах, намного выше, чем у труб непрерывного действия, поскольку они, напротив, покрыты более толстым слоем окалины и имеют шлам на внутренней поверхности. Длительное травление неизбежно приводит к перетравке на поверхности, а шероховатая поверхность вызывает увеличение расхода цинка при цинковании и ухудшение качества оцинкованных труб.
Поэтому рекомендуется гальванизировать водогазопроводные трубы, изготовленные в сварочных печах непрерывного действия и индукционных печах, перед их правкой на соответствующих станах.
При использовании жидкого метода можно получить слой цинкового покрытия от 50-70 до 80-100 микрон соответственно на внешней и внутренней поверхностях.
Одним из недостатков данного метода цинкования является относительная неровность слоя цинкового покрытия по длине и окружности трубы.Иногда встречаются места с повышенной толщиной цинкового слоя (цинковый флюс), что отрицательно сказывается на механических свойствах покрытия и расходе цинка.
К отходам от цинкования труб жидким способом относятся: твердый цинк, цинковая пыль, зола и аммиачный шлак. Для уменьшения общего количества твердого цинка необходимо тщательно промыть цинковые изделия для удаления солей железа после травления, правильно подобрать состав раствора флюса и флюса на зеркале ванны, сократить время пребывания труб в ванне. расплавленного цинка, обеспечивают равномерный нагрев ванны для цинкования и поддержание необходимой температуры цинкования.
На карту. 20 приведен баланс расхода цинка на цинкование водогазопроводных труб «мокрым» методом и в таблице. 21 сравнил экономическую эффективность производства оцинкованных труб на многих заводах.
Металлические трубы - классика электросвязи. Никакая водопроводная, канализация, отопление и т. Д. Не обходится без металлических труб. Чаще всего используется сталь. Здесь все просто, этот металл самый дешевый и имеет хорошие характеристики. Например, в отоплении сталь отлично передает тепло от батареи в комнату, а в водопроводной системе выдерживает высокие температуры.
Труба стальная оцинкованная
Однако при такой универсальности сталь не выдерживает всех окружающих факторов и очень подвержена коррозии. Но проблема решилась благодаря процедуре цинкования.
Это процесс производства трубного материала, при котором стальной лист покрывается тонким слоем цинка. Такое решение позволяет сталям обеспечивать антикоррозионные свойства, большую устойчивость к факторам окружающей среды и, как следствие, долговечность.

В результате стальные оцинкованные трубы используются в тех же сферах, что и обычные, но они пользуются большим спросом и имеют неоспоримые преимущества. Например, обычным явлением в стальных водопроводных трубах является накопление внутреннего осадка, который в конечном итоге может забить продукт и сделать его непригодным для использования. Оцинкованная сталь не собирает пластину, поэтому вода независимо от температуры беспрепятственно проходит по трубам. А благодаря своей гладкой поверхности они также идеально подходят для питьевой воды.
Существует несколько типов труб, которые классифицируются по толщине:

Наружный диаметр стальных оцинкованных труб составляет от 17 до 159 мм, а условный переход - от 10 до 150 мм. Толщина стенки делится на три типа:
На стенах ГОСТ обычно допускает отклонения до 15%, при диаметрах в пределах 17-48 мм - 0,4-0,5 мм, при диаметрах от 60 до 159 - 0,8-1%.
Вес трубы зависит от ее размера и плотности. Он колеблется от 1 кг продукта размером в метр до 35 кг. Вес обычно используется для расчета конструкции. Но он купил трубы по метру.
Также следует отметить, что оцинкованные трубы не имеют определенного единого стандарта. Поэтому они производятся по нормам обычных стальных труб.Несмотря на то, что это не совсем правильно, ГОСТ используется один, в 91.
Вообще материалов для труб коммуникаций сегодня много. Однако оцинкованная сталь не только не уходит с рынка, но и занимает на нем определенные позиции. В основном из-за его особенностей. Кроме того, оцинкованные трубы в зависимости от вида находят применение в различных отраслях промышленности и строительстве.

Часто используются оцинкованные изделия для вентиляции и дымоходов.Это потому, что материал не накапливает отложений даже в дымоходе.
Кроме того, большим преимуществом оцинкованных труб является простота монтажа. Конечно, если говорить о домашних масштабах. Например, вентиляционные трубы соединяются просто без использования сварки, а соединения получаются плотными и практичными. А в случае с дымоходом эти изделия обеспечивают хорошую тягу, то есть обладают прекрасными аэродинамическими свойствами, которые необходимы для правильного отвода продуктов сгорания.
Электрокатаный прокат - линейка изделий из черных металлов со специальным антикоррозийным покрытием.Благодаря своим высоким характеристикам оцинкованные бесшовные трубы в настоящее время востребованы в химической промышленности, машиностроении, производстве инструментов и в быту.
Выбрать опции
0 руб.
Заказать
Производство стали с бесшовным оцинкованным покрытием исполнения, показанного на холодных и горячих оцинкованных трубах, производство которых регулируется нормами государственных стандартов ГОСТ 8737-75, ГОСТ 8732-78.Для теплодеформированных изделий соответствующая процедура описана в ГОСТ 8737-75. Бесшовные трубы с гальваническим покрытием при любой технологии изготовления изготавливаются на основе технического углерода или низколегированной стали. Производство осуществляется на специализированных резаках без применения каких-либо технологических методов сварки. Заготовки с горячей или холодной деформацией основы формируют в виде слитков. Затем заготовка обрабатывается и калибруется на валках для получения окончательной формы и размеров перед резкой.Поэтому находят широкое применение такие методы обработки, как ковка, волочение, прокатка или штамповка. На последнем этапе оцинкованная бесшовная труба покрывается защитным покрытием. Процесс осуществляется горячим или холодным способом. При цинковании самого дешевого варианта изделия просто погружают в горячий раствор цинка. Однако для высочайшего качества диффузионного процесса используется равномерный защитный слой толщиной не менее 30 мкм, при этом бесшовные трубы с гальваническим покрытием имеют более длительный срок службы.В процессе цинкования вес изделия увеличивается на 3%.
Самые точные и качественные бесшовные трубы с применением гальванической технологии холодной штамповки. Продукция доступна в широком диапазоне размеров: внешний диаметр составляет от 20 до 550 мм, а толщина стенки от 2,5 до 70 мм. Трубы бесшовные оцинкованные нормируются по весу. Среднее значение представляет собой теоретический вес на метр, который слишком тяжел для свертывания большинства труб 878.57 кг. Мерный металл стандартной длины выполняется в диапазоне от 4 до 12,5 метров.
Бесшовная структура трубных изделий способна обеспечить высокую прочность и надежность. Бесшовная труба с гальваническим покрытием предназначена для транспортировки всех видов сред, жидкостей и газов. Продукция может надежно работать не менее 50 лет как часть промышленных и жилых систем.Часто при монтаже систем отопления используется бесшовная оцинкованная труба марки ВГП. В пищевой промышленности используются отдельные продукты с выбранным химическим составом, не выделяющие примесей Zn. Часто используют оцинкованную сталь для создания систем вентиляции, дымоходных конструкций.
Для строительных целей трубы этого типа могут использоваться на конструктивной плоскости несущих конструкций, эксплуатация которых требует взаимодействия с активными средами или веществами.Оцинкованная бесшовная труба, наряду с магистралями и опорами, является основой малых форм и используется для внутренней и фасадной отделки. Долговечность изделия позволяет сохранять эстетичный вид, являясь основой дизайна детских игровых и спортивных площадок, различных ограждений. Компания «Армметалл» предлагает возможность приобретения бесшовных оцинкованных труб с длительным сроком службы, сертифицированных в соответствии с действующими национальными стандартами и соответствующих их требованиям и нормам.
Оцинкованная труба - это стальная труба, покрытая защитным слоем цинка.Это покрытие обеспечивает надежную защиту от коррозии. Кроме того, благодаря слою цинка внутренняя поверхность труб становится более гладкой, что предотвращает образование наростов, затрудняющих транспортировку жидкостей. Итак, оцинкованные трубы, в отличие от изделий без защитного покрытия, намного долговечнее.
Компания «Сталерон Групп» предлагает широкий ассортимент сертифицированной трубной продукции на выгодных условиях с доставкой по Москве и Московской области, а также в другие регионы России. Доставка в день заказа по Москве и области.
При отсутствии на складах готовой оцинкованной трубы с необходимыми параметрами, мы также можем предложить услугу по цинкованию труб в короткие сроки (2-7 дней, в зависимости от необходимого объема) и по разумной цене. Кроме того, мы выполняем другие виды металлообработки: резку, гибку труб, сверление, покраску, изоляцию и др.
Цена на оцинкованную трубу зависит от ее типа и размера. Цену за метр оцинкованной трубы при покупке оптом или в розницу можно уточнить у наших специалистов.
Трубы оцинкованные часто используются для прокладки водопроводных труб, а также для возведения труб различного типа в металлических конструкциях, в том числе в строительстве. В зависимости от способа производства они бывают электросварными и бесшовными, а также круглыми и фасонными.
При этом напрямую ГОСТ на оцинкованную трубу не предусмотрен. Разработаны стандарты на отдельные виды металлопродукции.
Трубы бесшовные оцинкованные обладают повышенной прочностью.Сфера их применения очень широка - от нефтепроводов до производства машин и механизмов. Бесшовные трубы соответствуют требованиям стандартов 8732-78 и 8734-75. В зависимости от способа производства они делятся на горячие и холодные.
Электросварные трубы дешевле бесшовных изделий. В основном они используются в машиностроении и строительстве, востребованы также при производстве дорожных знаков. Трубы электросварные изготавливаются по ГОСТ 10704-91, ГОСТ 10705-91.
Трубы профильные оцинкованные имеют квадратное и прямоугольное сечение. Применяются при возведении каркасных зданий и сооружений: беседок и навесов, остановочных павильонов и др. Такие трубы изготавливают из стали Ст4, 10пс, 20, 10 и многих других марок в соответствии с требованиями ГОСТ 8639-82.
Круглые оцинкованные трубы в основном используются для транспортировки жидкостей и газов и наиболее востребованы при строительстве водопроводов. Водогазопроводные трубы производятся в несколько этапов из высококачественной стали.В процессе непрерывного обжига сначала применяется сварка, затем - формовка, и только потом труба покрывается слоем цинка. Готовая продукция выдерживает высокое давление и соответствует ГОСТ 3262-75.
Слой цинка наносится на поверхность изделий с использованием различных технологий гальваники:
Горячее цинкование - лучший способ получить прочное и надежное покрытие.Трубу временно помещают в расплавленный цинк, последний слой которого остается на изделии.
Электрооцинковка основана на растворении цинка в растворе электролита. Процедура проводится под воздействием электрического тока. В результате получается гладкое, но очень тонкое и пористое покрытие. Трубы имеют привлекательный внешний вид, но срок их службы невелик. К тому же этот способ нельзя назвать экологически чистым, так как часто возникают трудности с удалением использованного электролита.
Горячее цинкование методом термодиффузии отличается низкой производительностью, но этот метод все еще используется довольно часто, поскольку позволяет получить очень качественное покрытие с высокой степенью адгезии к поверхности трубы. Процесс цинкования включает нагрев цинкового порошка до температуры, при которой металл переходит в газообразную форму и осаждается на обрабатываемом изделии.
Кроме того, существуют способы защиты коммуникаций с помощью цинкового покрытия.Это холодное цинкование, то есть покраска труб составом, содержащим цинк, и нанесение цинка газотермическим методом - нанесением цинка в виде газового пламени на поверхность изделий. В первом случае покрытие может прослужить до 5 лет, а во втором - 7-8 лет, но в обоих случаях оно чувствительно к механическим повреждениям.
В устройстве трубы используются почти все металлические трубы. Даже с учетом того, что изделия из полимеров стали довольно распространенными, оцинкованные стальные трубы по-прежнему остаются популярным материалом в трубопроводной системе.Это связано с тем, что такие трубы обладают множеством преимуществ, которые сложно заменить другими материалами. Какие именно характеристики у стальных оцинкованных труб, где они используются и из чего состоит процесс гальванизации, будет рассказано ниже.
В таблице указаны ориентировочные цены на трубы стальные оцинкованные, выпускаемые по ГОСТ 3262-75.
| Предварительный просмотр | Название продукта | Марка стали | Вес счетчика | Длина | Цена за м. |
|---|---|---|---|---|---|
| Труба оцинкованная d = 15 | ст3пс-5 | 1,28 кг. | 90 170 6 м. 12 м. 90 170 88 руб.|||
| Труба оцинкованная d = 20 | ст3пс-5 | 1,66 кг. | 90 170 6 м. 12 м. 90 170 110 руб.|||
| Труба оцинкованная d = 25 | ст3пс-5 | 2,39 кг. | 90 170 6 м. 12 м. 90 170 160 руб.|||
| Труба оцинкованная d = 32 | ст3пс-5 | 3,09 кг. | 90 170 6 м. 12 м. 90 170 205 руб.|||
| Труба оцинкованная d = 40 | ст3пс-5 | 3,84 кг. | 90 170 6 м. 12 м. 90 170 250 руб.|||
| Труба оцинкованная d = 57 | ст3пс-5 | 6,9 кг. | 90 170 6 м. 12 м. 90 170 300 руб.|||
| Труба оцинкованная d = 76 | ст3пс-5 | 7,5 кг. | 90 170 6 м. 12 м.|||
| Труба оцинкованная d = 89 | ст3пс-5 | 9,6 кг. | 90 170 6 м. 12 м.|||
| Труба оцинкованная d = 108 | ст3пс-5 | 10,26 кг. | 90 170 6 м. 12 м. 90 170 580 руб.|||
| Труба оцинкованная d = 159 | ст3пс-5 | 14,26 кг. | 90 170 6 мес.12 мес. 90 170 890 руб.
Когда какой-то материал невольно всегда сравниваю с другими возможными вариантами. Для описания стальных оцинкованных труб по сравнению с существующими трубами из пластика или металла аналогичного типа используются следующие:

Вышеуказанные преобладающие характеристики были определены на основе сравнения с трубами из полимерных материалов. Последний вид изделий заменяет металл только благодаря устойчивости к процессам коррозии, но по другим критериям значительно уступает металлическим аналогам. Если оценка больше преимуществ металлических труб, но не прошла оцинковка, то баллов не так много, но есть:
Использование такого разнообразия труб становится очевидным, когда они известны своими преимуществами перед пластиковыми и неотцинкованными металлическими аналогами.
Описано много типов труб с цинковым покрытием, следует отметить, что оно не отличается от обычных труб из металла.Отличие одной трубы от другой только в наличии или отсутствии слоя цинка. Существует четыре различных типа стальных оцинкованных труб:
90 153 90 154

Каждый из перечисленных типов труб имеет высокий уровень эксплуатационных характеристик. Стандартные размеры и диаметры составляют 17–159 мм и 10–150 мм соответственно.
Помимо этого разделения, существует еще градация по весу продукта. Всего таких типов три:
Справка: По Госстандарту № 3262-75 требуется изготовление стальных труб плотностью 7,85 г / см3 (допускается погрешность до 3%) и цинкованием до 0,03 мм.
| Этап | Описание |
| Резьбовое соединение | В процессе установки можно использовать только резьбовое соединение, так как при сварке материал сильно нагревается, что является признаком неисправности цинка.В первую очередь стоит отметить, что высокий температурный уровень снимет цинковое покрытие с трубы, после чего она подвергнется процессам коррозии, но это лишь незначительное зло. Пары, которые начинают выделяться при сварке, могут навредить человеку в виде отравления. Если участвовать в этом процессе несколько часов подряд, отравления не избежать. Симптомы отравления включают озноб, лихорадку и резкое повышение температуры. В случае такого происшествия следует пить свежее молоко, которое нейтрализует токсичные вещества в организме. |
| Создать прокладку стыка | Как и в случае с другими конструкциями, в которых используются трубы, в месте соединения необходимо уплотнение. Изначально следует понимать, для каких ниток нужно использовать специальный станок, который предназначен для обрезки. В некоторых случаях можно использовать небольшие компьютеры, но если вам нужно много работать, они не помогут. Ручные машины можно использовать только тогда, когда речь идет о работе, выполняемой дома, например, для подачи воды.Сделав резьбу на трубах, убедитесь, что они правильно соединены. Для стальных оцинкованных труб не подходят полосы FMM и другие уплотнительные резьбы. Для этого типа трубы рекомендуется использовать паклю и масляную краску или нитрокраску, которые способны обеспечить надежность и герметичность стыка на долгие годы. Они удобны и при необходимости разбирают конструкцию. К тому же обязательно каждое соединение затягивать максимально плотно - это станет запасом прочности для крепления. |
| Использование фасонных деталей | Такой процесс не будет полным без использования фасонных деталей, таких как фитинги. Для крепления трубных конструкций из оцинкованной стали нельзя использовать различные тройники, муфты и втулки. Для установки используются только те детали, которые специально изготовлены для оцинкованных труб и также имеют цинковое покрытие. |
Стальная труба, прошедшая процесс цинкования, может использоваться не только в качестве гидравлической или газопроводящей конструкции, но также может использоваться в процессе прокладки электрических кабелей и других систем связи.

Что касается самого процесса цинкования, то он также имеет разные варианты по технологии. Где и почему используются стальные трубы с цинковым покрытием, становится фактором, определяющим их характеристики и параметры. В зависимости от метода, которым необходимо получить характеристики трубы, применяется тот или иной метод цинкования. Есть три типа этой техники:

Кроме того, существуют методы, которые применяются к готовой конструкции трубы, обеспечивая таким образом защиту. В их числе:
Что касается основных методов цинкования, то их можно охарактеризовать следующим образом.
| Путь | Описание |
| Горячий | Таким образом, из стальных оцинкованных труб можно получить изделия с высочайшим уровнем прочности и надежности.Этот метод цинкования осуществляется на основании требований ГОСТ № 9.307-89. К недостаткам этого метода можно отнести дороговизну труб, а в некоторых случаях - появление провисаний на внешней стороне труб. Особенность этого метода в том, что его можно применять только к стали, углеродный состав которой не превышает 0,24%. Суть этого процесса в том, что труба погружается в сплав, содержащий цинк, при температуре 450 ° С. Что касается технологического цикла, он включает в себя: петлю, процесс обезжиривания, травления, промывки, сушки, предварительного нагрева, цинкования. и охлаждение.Что касается этапа обезжиривания, это необходимо, потому что перед нанесением покрытия необходимо убедиться, что материалы могут безопасно соединяться друг с другом. выполняйте этот процесс с соляной кислотой. Кроме того, они закругляют края труб, если радиус превышает 3 мм. Трубка в ванне из цинкового сплава занимает около 10 минут, а минимальное время гальваники составляет 4 минуты. Положительными сторонами данной технологии являются:
|
| Гальваника | Метод, наиболее часто используемый при цинковании стальных труб. Суть процесса заключается в проведении электролиза, в ходе которого цинковые электроды растворяются в результате действия тока.В этом процессе ионы цинка откладываются на внешней стороне трубки. В процессе цинкования используются различные электролиты. Они могут относиться к электролитам цианидного, нецианидного и кислотного состава. Чаще всего используют щелочное цинкование. Уровень температуры, сила тока, возникающего между катодами и анодами, напрямую влияет на толщину и характеристики цинкового покрытия. Слой, полученный в этом процессе, является сплошным и равномерно распределенным. Доминирующими характеристиками такого цинкования являются:
|
| Термодиффузия | Если требования к качественным характеристикам цинкового слоя очень высоки, воспользуйтесь данной технологией цинкования. Его суть заключается в том, что поверхности труб обрабатываются парами цинка. Эти манипуляции проводятся в специальных полностью герметичных емкостях, которые создают безопасную среду для процесса. Данная технология реализована на основе государственного стандарта под номером P 9.316. К положительным сторонам цинкования стальных труб таким способом можно отнести:
|
Твиттер
Вконтакте
Одноклассники
Google+
.Труба стальная водонепроницаемая - это металлическое изделие, которое используется при прокладке газопроводов как внутри, так и снаружи помещений. Это называется VGP. С его помощью оборудованы современные водопроводные трубы, системы отопления. Также эти изделия незаменимы при создании газовых конструкций. Практически во всех квартирах нашей страны все системы водо- и газоснабжения созданы из труб ВСП. Основная причина - это их полное соответствие условиям установки этих систем.
Стальные трубы изготавливаются из углеродистой или низколегированной стали. Весь основной сорт основан на установленных стандартах 10704 и 3262.
.Продукция, соответствующая ГОСТ 10704 по стальным газовым трубам, занимает лидирующие позиции на рынке аренды труб и используется во многих отраслях промышленности: они необходимы для организации сети централизованного теплоснабжения, котельных, в жилых и нежилых зданиях, стратегических и неустановленных. объекты и т. д.
Технические условия
Технические данные на воду и газ
Дата подачи заявки: 01.01.77
Настоящий стандарт распространяется на стальные сварные оцинкованные трубы из оцинкованной стали с отрезной или катаной цилиндрической I-образной резьбой без резьбы, применяемые для водо- и газопроводов, систем отопления, а также для частей конструкций водо- и газопроводов.
1.1. Трубы изготавливаются в размерах и массе, указанных в таблице. один.
По требованию потребителя трубы легких серий на резьбу изготавливаются с размерами и массой, указанными в таблице 2.
1.2. Длина трубы от 4 до 12 м:
a) Размерная длина или кратные длины плюс 5 мм для каждого разреза и предельное отклонение для всей длины плюс 10 мм;
(б) Неоторальная длина.
По согласованию изготовителя и потребителя в случае труб без травления допускается использование до 5% труб от 1,5 до 4 м.
Таблица 1
| Условный переход | Внешний диаметр | Толщина стенки труб. | Масса 1 м трубы, кг | ||||
|---|---|---|---|---|---|---|---|
| легкие | обыкновенный | усиленный. | легкие | обыкновенный | усиленный. | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Таблица 2
Примечания:
1.Для резьбы, изготовленной накатным способом, возможно уменьшение внутреннего диаметра трубы до 10% по всей длине резьбы.
2. Вес 1 м труб рассчитан при плотности стали 7,85 г / см3. Оцинкованные трубы тяжелее безрассеивающих на 3%.
(Редакторы модифицированные, изменение №1, 3)
1.3. Предельные отклонения размеров труб не должны превышать указанные в таблице. 3,
Таблица 3.
Примечания:
1.Предельное отклонение в положительную сторону от толщины стенки ограничивается предельными отклонениями по массе труб.
2. Трубы стандартной точности производителя используются для водопровода, газопровода и систем отопления. Трубы повышенной точности Производители применяют для частей водо- и газопроводов.
1,4. Предельные отклонения по массе труб не должны превышать + 8%.
По требованию потребителя наибольшие отклонения веса не должны превышать:
7,5% - за партию;
10% - за отдельную трубу.
(Редакция измененная, изм. № 2, 5).
1,5. Изгиб труб на 1 м длины не должен превышать:
2 мм - с условным фрагментом до 20 мм;
1,5 мм - с условным переходом свыше 20 мм.
1,6. Резьба на трубах может быть длинной или короткой. Требования к очистке должны соответствовать таблице, приведенной в таблице. четыре.
Таблица 4.
| Условный переход, мм | Количество потоков при условном переходе | Длина утка до выхода, мм | |
|---|---|---|---|
| длинный | короткий | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по желанию потребителя тянут на бунт.
Примеры условных обозначений
Труба обыкновенная, ненулевая, обычной точности изготовления, неметановая длина, с условным переходом 20 мм, толщина стенки 2,8 мм, без резьбы и без муфты:
Труба 20 × 2,8 ГОСТ 3262-75
То же, со сцеплением:
Труба М-20 × 2,8 ГОСТ 3262-75
То же, мерная длина, с резьбой:
Труба Р-20 × 2,8 - 4000 ГОСТ 3262-75
То же, оцинкованное, новой длины, с резьбой:
Труба Ц-П-20 × 2,8 ГОСТ 3262-75
То же, оцинкованное, мерная длина, с резьбой:
Труба Ц-Р-20 × 2,8 - 4000 ГОСТ 3262-75
Для резьбонарезных труб с условной маркировкой.После слова «труба» указывается буква N.
Для труб с длинной резьбой в специальном обозначении после слова «труба» стоит буква D.
Для труб с повышенной точностью изготовления в обозначении после условного проходного размера указывается буква П
(Редакция модифицированная, изменение №1).
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и утвержденного в установленном порядке технологического регламента из стали и без нормирования механических свойств и химического состава.
Трубы для частей конструкций водо- и газопроводов изготавливаются из ПП.
2.2. По желанию потребителя на концах сварных труб с толщиной стенки 5 мм и более следует снимать фаску под углом 35-40 ° к торцу трубы. При этом оставьте механическое кольцо шириной 1 - 3 мм.
По желанию потребителя на обычных и армированных трубах с условным швом более 10 мм держатели наносятся на оба конца трубы.
2,1; 2.2. (доработанная редакция, изм. № 3, 4).
2.3. По желанию потребителя трубки комплектуются стяжкой программно, а также из расчета одна стяжка на каждую тубу.
(Редакция измененная, изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, предохранители и закаты.
Пакеты не допускаются на концах труб.
Отдельные вмятины, морщины, опасности, следы удаления и другие дефекты, вызванные способом производства, если не удаляются толщина стенки, минимальные размеры, а также слой окалины, который не исследуется при осмотре.
Для труб, изготовленных сваркой в печи, уменьшение внешнего диаметра может оставить до 0,5 мм при наличии небольшого уплотнения по внутреннему диаметру не более 1,0 мм в этой точке.
(Редакция измененная, изм. № 3, 4).
2,5. По желанию потребителя для труб с условным проходом 20 мм и более по внутренней поверхности шва труб график должен быть разрезан или сплющен, при этом высота графика или его следов не должна превышать 0,5. мм.
По требованию потребителя из труб с условным проходом более 15 мм, изготовленных сваркой в печи и методом снижения нагрева, на внутренней поверхности труб в зоне шва допускается пустое уплотнение с высота не более 0,5 мм.
(редакция модифицированная, редакция 2, 3, 4, 5, 6).
2.6. Концы труб нужно обрезать под прямым углом. Размер конца конца не более 2 °. Остатки заусенцев не должны превышать 0,5 мм.При удалении заусенцев допускается образование тупого (закругленного) наконечника. Допускается нарезка трубы в линию.
По согласованию изготовителя и потребителя из труб с условным проходом 6-25 мм, изготовленных печным способом сварки, допускаются заусенцы до 1 мм.
(доработанная редакция, редакция №4, 6).
2.7. Оцинкованные трубы должны иметь твердое цинковое покрытие по всей поверхности толщиной не менее 30 мкм. На концах и резьбе труб не допускается цинкование.
На поверхности оцинкованных труб не допускаются пузыри и инородные включения (гарцинк, оксиды, швейные смеси), отслаивающиеся от основного металлического покрытия.
Допускаются отдельные пятна струи и следы от подъемных устройств трубозадержателя, шероховатость и мелкий локальный приток цинка.
Допускается корректировка отдельных неотраслевывающих участков на 0,5% наружной поверхности трубы.
(Редакция измененная, изм. № 3, 4).
2,8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс / см 2) - трубы обычные и легкие;
3,1 МПа (32 кгс / см 2) - трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс / см2)
(доработанная редакция, редакция 2, 3, 5).
2.9. Трубы с условным переходом до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным каналом 50 мм - на трассе по радиусу, равному 3,5 наружного диаметра.
По требованию потребителя трубы она должна выдержать испытание на распределение:
для труб с условным переходом от 15 до 50 мм - не менее 7%;
для труб с условным проходом 65 и более - не менее 4%.
По требованию потребителя трубы должны выдерживать нагрузки на сглаженном расстоянии между сглаженными поверхностями, равном 2/3 наружного диаметра труб.
(доработанная редакция, редакция 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей конструкций водогазопроводов должны соответствовать.
2.11. Резьба Трубы должны быть чистыми, без лент, заусенцев и посадки, класс точности V.
Трубы с цилиндрической резьбой применяются при сборке с прокладками.
2,10; 2.11. (редакция доработанная, изм. № 3, 4).
2.12. На резьбе резьбы оставляется черный шов, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по требованию потребителя не превышает 10%.
Допускается на резьбовых резьбах с надорванной (нарезной) или неполной (накаткой) резьбой при условии, что их длина в количестве не превышает 10% от необходимой длины резьбы, а по требованию потребителя не превышает 5%.
(доработанная редакция, редакция 2, 3, 5).
2.13. Допускается уменьшение резьбы при полезной длине резьбы (без выхода) до 15% по сравнению с указанной в таблице. 4 и до 10% по желанию потребителя.
(доработанная редакция, редакция 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы выполняется после гальваники.
2.15. (отключено, изменить №3).
2.16. По требованию потребителя сварные швы труб подлежат неразрушающему контролю.
(Измененная редакция, изм. № 5).
3.1. Трубы принимают партии. Участок должен состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с дополнением к трубам, предназначенным для изготовления деталей конструкций водо- и газопроводов, стальных по: химическому составу и механическим свойствам сталь в соответствии с документом производителя о качестве заготовки.
Масса партии не более 60 тн.
(Редакция измененная, изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергается каждая часть партии.
Допускается использование статистических методов для контроля программного обеспечения с нормальным уровнем. Планы контроля согласовываются между производителем и потребителем.
Наружный диаметр труб контролируется на расстоянии не менее 15 мм от конца трубы.
(Измененное редактирование, изменение.3, 4, 5).
3.3. Для контроля параметров резьбы при испытании распределения, сплющивания, изгиба, высоты внутреннего графика, остатков заусенцев, прямого угла и угла фаски (для труб со скошенными краями) механические свойства сохраняются не более 1%, но не менее двух серийных труб и для труб, изготовленных методом печи непрерывной сварки, две трубы из партии.
(Редакция измененная, изм. № 3, 4).
3.4. Все трубы находятся под наблюдением.
(Редакция измененная, изм. № 3).
3.5. Проверка гидравлического давления каждой трубы. При 100% контроле качества сварного шва неразрушающими методами гидравлическое испытание под давлением не может быть выполнено. В этом случае гарантируется способность труб выдерживать гидравлическое давление.
(Измененная редакция, изм. № 6).
3,6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности были выбраны две трубы мероприятия.
(Редакция модифицированная, изменение №2).
3,7. При получении неудовлетворительных результатов тестирования, по крайней мере, один из показателей на нем повторно тестируется на двойной выборке.
Результаты повторных испытаний относятся ко всей партии.
4.1. Для контроля качества из каждой выбранной пробирки вырезается по одному образцу для каждого типа теста.
Испытание на растяжение проводит. Допускается вместо испытания на растяжение контролировать механические свойства неразрушающими методами.
4.2. Осмотр трубчатых поверхностей производят визуально.
4.3. Гидравлическое испытание проводят с выдержкой при испытательном давлении не менее 5 с.
4.4. Тест на изгиб выполняется программным обеспечением. Перед нанесением покрытия оцинкованные трубы проходят испытания.
(Редакция измененная, изм. № 3).
4.4a. Испытание распределения проводится на конической оправке с конусом 6 °.
Допускается испытание на оправке с углом сужения 30 °.
(Редакция измененная, изм. № 3, 4).
4.4b. Съемочный тест проводит.
(Редакция измененная, изм. № 3).
4.4b. Контроль сварки осуществляется неразрушающими методами в соответствии с нормативно-технической документацией.
(введено дополнительно, Измерение 3).
4.5. Толщина цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности контролируется программно, а также на приборах типа МТ-41ТЦ, МТЗОН или типа «импульс» по НТД. .
4.6. Резьба проверяется резьбовыми калибрами-программными кольцами (третий класс точности).
В этом случае следует ввинчивать резьбу не более чем на три оборота.
(Редакция измененная, изм. № 3, 4).
4.7. Изгиб труб проверяется программной калибровочной линией и комплектом щупов по ТУ 2-034-225-87.
(Редакция доработанная, изм. № 3, 5).
4.8. Прямолинейность концов труб контролируется прикрытием 90 ° размером 160х100 мм 3, пластинами комплекта 4 ТУ 2-034-225-87 или кантователем.Фаска ворсинок контролируется муфтой.
(доработанная редакция, редакция № 3, 6).
4.9. Проверка наружного диаметра выполняется с помощью программных микрометров жидкости, калибров для калибра или.
Толщина стенки, высота внутреннего графика и высота заусенцев измеряются программным микрометром или программным обеспечением на стенке с обоих концов трубки.
Длина труб измеряется лентой. Резьба контролируется калибрами.
ГОСТ 7502-98. 90 878
ГОСТ 8026-92. 90 878
ГОСТ 8694-75. 90 878
ГОСТ 8695-75. 90 878
ГОСТ 8944-75. 90 878
ГОСТ 8954-75. 90 878
ГОСТ 8965-75.90 878
ГОСТ 8966-75. 90 878
ГОСТ 10006-80. 90 878
ГОСТ 10692-80. 90 878
ГОСТ 11358-89. 90 878
ГОСТ 18242-72. 90 878
ГОСТ 18360-93. 90 878
6.Ограничение действия ГОСТа 12.11.91 N 1726
Издание 7-е (май 2007 г.) В редакции N 1, 2, 3, 4, 5, 6, утверждено ноябрь 1977 г., декабрь 1978 г., 1987 г., май 1988 г., ноябрь 1989 г., Ноябрь 1991 г. (IU 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
Настоящий стандарт применяется к оцинкованной стали и оцинкованной стали, сваренной с рубленой или катаной цилиндрической резьбой и без использования резьбы. для водопроводов и газопроводов, систем отопления, а также частей водо- и газопроводов.
(доработанная редакция, ред. N2, 3, 5).
1. Сортент.
1.1. Трубы изготавливаются с размерами и массой, указанными в таблице 1.
По требованию потребителя, трубы легкой серии, предназначенные для резьбовых соединений, изготавливаются с размерами и массой, указанными в таблице 2.
(Модифицированная редакция, мер N 1 , 3). 90 878
1.2. Длина трубы составляет от 4 до 12 м:
габаритной длины иликратной длины с добавлением 5 мм на каждый разрез и продольного отклонения на всю длину плюс 10 мм;
никогда не длина.
По согласованию между производителем и потребителем в случае неэфирных труб допускается до 5% труб от 1,5 до 4 м.
Таблица 1
Размеры, мм.
| Условный переход | Наружный диаметр | Толщина стенки труб. 90 878 | Масса 1 метра трубы, кг | ||||
| легкие | обыкновенный | усиленный. | обыкновенный | усиленный. | |||
Таблица 2
Размеры, мм.
| Условный переход | Наружный диаметр | толщина стенки | Масса 1 метра трубы, кг |
Примечания:
1.Для резьбы, изготовленной накатным способом, возможно уменьшение внутреннего диаметра трубы до 10% по всей длине резьбы.
2. Вес 1 м трубы рассчитывается по плотности стали, равной 7,85 г / см. Оцинкованные трубы тяжелее безрассеивающих на 3%. 90 878
1.3. Предельные отклонения размеров труб не должны превышать указанные в таблице 3.
Таблица 3.
| Размер трубы | Отклонение от предела точности изготовления трубок | |
| нормальный | увеличено | |
| Наружный диаметр с условным переходом: 90 878 | ||
| до 40 мм. | 0,4 мм. 90 878 -0,5 90 878 | |
| более 40 мм | ||
| толщина стенки | ||
Примечания:
1. Предельное отклонение на положительной стороне толщины стенки ограничивается предельными отклонениями по весу труб.
2. Трубы стандартной точности производителя используются для водопровода, газопровода и систем отопления.На участках водо- и газопроводов используются трубы повышенной точности изготовления.
1.4. Предельные отклонения по массе труб не должны превышать + 8%.
По требованию потребителя наибольшие отклонения веса не должны превышать:
+ 7,5% - для мероприятия;
+ 10% - за отдельную трубу.
(доработанная редакция, ред. N 2, 5). 90 878
1.5. Изгиб труб на 1 м длины не должен превышать:
2 мм - с условным переходом до 20 мм включительно;
1,5 мм - с условным переходом свыше 20 мм.90 878
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать таблице 4.
Таблица 4.
| Условный переход, мм | Количество потоков при условном переходе | Длина утка до выхода, мм | |
| длинный | короткий | ||
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по желанию потребителя необработанные в бухте.
Примеры стандартной маркировки
Труба обычная, ненулевая, с обычной точностью изготовления, неметаллическая длина, с условным переходом 20 мм, толщина стенки 2,8 мм, без утка и без муфты:
Труба 20x28 . ГОСТ 3262-75.
То же, с муфтой:
Труба М-20х2,8 ГОСТ 3262-75.
То же, кол.длина, резьба:
П-20Х2.8-4000 Труба ГОСТ 3262-75.
То же, с цинковым покрытием, новой длины, с резьбой:
Труба С-П-20Х2.8 ГОСТ 3262-75.
То же, с цинковым покрытием, мерная длина, с резьбой:
Труба С-П-20х2,8-4000 ГОСТ 3262-75.
В случае труб для перекачивания утка в специальном обозначении после слова «труба» указывается буква N.
Для труб с длинной резьбой символ после слова «труба» обозначает букву D.
Для труб с повышенной точностью изготовления в символе после условного проходного размера буква P обозначается как
(Модифицированная редакция , Измер. N 1).
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и утвержденных в установленном порядке технологических регламентов из стали по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для деталей конструкций водо- и газопроводов изготавливаются стальные по ГОСТ 1050.
2.2. По желанию потребителя на концах свариваемых труб толщиной стенки 5 мм и более снимается фаска под углом 35 ° -40 ° к торцу трубы. В этом случае концы должны быть шириной 1-3 мм.
По желанию потребителя на обычных и армированных трубах с условным швом более 10 мм держатели наносятся на оба конца трубы. 90 878
2.1, 2.2. (Дополненное издание, измерения № 3, 4). 90 878
2.3. По желанию потребителя трубы комплектуются муфтой по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета по одной муфте на каждую трубу.
(редакция с изменениями, мера N 3). 90 878
2.4. На поверхности труб не допускаются трещины, плены, предохранители и закаты.
На концах трубок не допускаются связки.
Отдельные вмятины, риск, риск, следы сноса и другие дефекты, вызванные способом изготовления, если не удалить толщину стенки до минимального размера, а также слой окалины, который не мешает проверке.
Для труб, изготовленных сваркой в печи, уменьшение внешнего диаметра может оставить до 0,5 мм при наличии небольшого уплотнения по внутреннему диаметру не более 1,0 мм в этой точке.
(с изменениями, измерения № 3, 4). 90 878
2.5. По желанию потребителя для труб с условным проходом 20 мм и более по внутренней поверхности шва труб график должен быть разрезан или сплющен, при этом высота графика или его следов не должна превышать 0,5. мм.
По требованию потребителя из труб с условным проходом более 15 мм, изготовленных сваркой в печи и методом обжатия, на внутренней поверхности труб в зоне шва допускается пустое уплотнение с высотой не более 0,5 мм.
(доработка, переработка. N2, 3, 4, 5, 6). 90 878
2.6. Концы труб нужно обрезать под прямым углом. Размер конца конца не более 2 °. Остатки заусенцев не должны превышать 0,5 мм.При удалении заусенцев допускается образование тупого (закругленного) наконечника. Допускается нарезка трубы в линию.
По согласованию изготовителя и потребителя из труб с условным проходом 6-25 мм, изготовленных печным способом сварки, допускаются заусенцы до 1 мм.
(доработанная редакция, ред. N 4, 6). 90 878
2.7. Оцинкованные трубы должны иметь твердое цинковое покрытие по всей поверхности толщиной не менее 30 мкм. На концах и резьбе труб не допускается цинкование.
На поверхности оцинкованных труб не допускаются пузыри и инородные включения (гарцинк, оксиды, швейные смеси), отслаивающиеся от основного металлического покрытия.
Допускаются отдельные пятна флюса и следы от подъемных устройств трубозадержателя, шероховатость и мелкий локальный приток цинка.
Допускается правка отдельных нерассеивающих участков на 0,5% наружной поверхности трубы в зависимости от ГОСТ 9.307.
(изменено, измер.№ 3, 4). 90 878
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс / см) - пробирки обыкновенные и легкие;
3,1 МПа (32 кгс / см) - трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс / см). 90 878
2.9. Трубы с условным переходом до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным каналом 50 мм - на трассе по радиусу, равному 3,5 наружного диаметра.
По требованию потребителя трубы она должна выдержать распределительное испытание:
для труб с условным переходом от 15 до 50 мм - не менее 7%;
для труб с условным проходом 65 мм и более - не менее 4%.
По требованию потребителя трубы должны выдерживать нагрузку на выравнивание расстояния между выравниваемыми поверхностями, равного 2/3 наружного диаметра труб. 90 878
2,8, 2,9. (Доработанная редакция, ред. N2, 3, 5). 90 878
2.10.По требованию потребителя механические свойства труб для частей конструкций водо- и газопроводов должны соблюдаться ГОСТ 1050.
2.11. Резьба труб должна быть чистой, без лент и заусенцев и соответствовать ГОСТ 6357, класс точности V.
Трубы с цилиндрической резьбой используются при сборке с прокладками. 90 878
2,10, 2,11. (Дополненное издание, измерения № 3, 4). 90 878
2.12. На резьбе резьбы оставляется черный шов, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по требованию потребителя не превышает 10%.
Допускаются на резьбовых резьбах с надорванной (нарезкой) или неполной (накаткой) резьбой при условии, что их длина в количестве не превышает 10% от требуемой длины резьбы, а по требованию потребителя не превышает 5%. 90 878
2.13. Уменьшение резьбы подходящей длины резьбы (без выхода) допускается до 15% по сравнению с указанным в таблице 4, а по желанию потребителя - до 10%. 90 878
2,12, 2,13. (Модифицированное редактирование, изменение.N2, 3, 5). 90 878
2.14. Нанесение резьбы на оцинкованные трубы выполняется после гальваники. 90 878
2.15. (Исключен, обмер. N 3). 90 878
2.16. По желанию потребителя сварочные швы труб проверяются неразрушающими методами.
(Модифицированное издание, измерение № 5).
3.1. Трубы принимают партии. Партия должна состоять из труб одного типоразмера, одной стальной заслонки и сопровождаться одним документом о качестве по ГОСТ 10692 с добавлением труб, предназначенных для изготовления деталей водогазопроводов, из стали по ГОСТ 1050. ; Химический состав и механические свойства стали - согласно документу о качестве предприятия - изготовителя заготовки.
Масса партии - не более 60 тн.
(с изменениями, измерения № 3, 4). 90 878
3.2. Проверке поверхности, размеров и кривизны подвергается каждая часть партии.
Допускается использование методов статистического контроля по ГОСТ 18242 * с нормальным уровнем. Планы контроля согласовываются между производителем и потребителем.
________________
* На территории РФ действует ГОСТ Р 50779.71-99.
Наружный диаметр труб контролируется на расстоянии не менее 15 мм от конца трубы.
(доработанная редакция, ред. N 3, 4, 5). 90 878
3.3. Для контроля параметров резьбы при испытании распределения, сплющивания, изгиба, высоты внутреннего графика, остатков заусенцев, прямого угла и угла фаски (для труб со скошенными краями) механические свойства сохраняются не более 1%, но не менее двух серийных труб и для труб, изготовленных методом печи непрерывной сварки, две трубы из партии.
(с изменениями, измерения № 3, 4).90 878
3.4. Все трубы находятся под наблюдением.
(редакция с изменениями, мера N 3). 90 878
3.5. Проверка гидравлического давления каждой трубы. При 100% контроле качества сварного шва неразрушающими методами гидравлическое испытание под давлением не может быть выполнено. В этом случае гарантируется способность труб выдерживать гидравлическое давление.
(Модифицированное издание, измерение № 6). 90 878
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности были выбраны две трубы мероприятия.
(Модифицированное издание, Измерение N2). 90 878
3,7. После получения неудовлетворительных результатов испытаний хотя бы один из индикаторов на нем прошел повторные испытания на двойной выборке.
Результаты повторных испытаний относятся ко всей партии.
4.1. Для контроля качества из каждой выбранной пробирки вырезается по одному образцу для каждого типа теста.
Испытание на растяжение проводят по ГОСТ 10006.Допускается вместо испытания на растяжение контролировать механические свойства неразрушающими методами.
(редакция с изменениями, меры N 3, 6). 90 878
4.2. Поверхность труб проверяется визуально. 90 878
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой испытательного давления не менее 5 с.
4.4. Испытание на изгиб проводится по ГОСТ 3728. Перед нанесением покрытия оцинкованные трубы испытывают.
(редакция с изменениями, мера N 3). 90 878
4.4a. Испытание распределения проводят по ГОСТ 8694 на конической оправке с углом конуса 6 °.
Допускается испытание на оправке с углом сужения 30 °.
(с изменениями, измерения № 3, 4). 90 878
4.4b. Испытание на сплющивание проводят по ГОСТ 8695.
(доработанная редакция, мера № 3). 90 878
4.4b. Сварочный контроль проводится неразрушающими методами в нормативной документации.
(введена дополнительно, Мера N 3). 90 878
4.5. Толщина цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности контролируется по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41ТЦ, МТЗОН или импульсного типа в нормативной документации. 90 878
4.6. Проверку резьбы проводят резьбовыми кольцами по ГОСТ 5378 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502.Резьба проверяется Калибрами по ГОСТ 2533.
Весовой контроль партии труб осуществляется в масштабе не более 10 тонн с ценой деления не более 20 кг.
(доработанная редакция, ред. N 3, 4, 5, 6). 90 878
4.10. Сварочный контроль проводится неразрушающими методами согласно технической документации.
(введена дополнительно, Мероприятие N 4).
5.1. Маркировка, упаковка, транспортировка и хранение осуществляются по ГОСТ 10692 с дополнением.90 878
5.1.1. Скульптуру труб следует защитить от механических повреждений и коррозии консистентной смазкой по нормативной документации.
Раздел 5. (Доработанный монтаж, N 3 такта).
Электронный текст документа
подготовил кодекс АО и просверлил:
официальная редакция
М .: Старотинформ, 2007
Цены данного размера (ГОСТ 3262-75) Можно найти в следующих регламентах: Архангельск, Астрахань и окрестности, Барнаул, Белгород, Брянск и область., Буйнакск, Владивосток, Владикавказ и окрестности, Владимир, Волгоград, Вологда, Воронеж и окрестности, Горно-Алтайск, Грозный, Гудермес, Екатеринбург, Ессентуки, ЖД, Иваново и окрестности, Ижевск, Иркутск, Казань, Калининград и область, Калуга, Кемерово, Киров и окрестности, Кострома и окрестности, Красноярск, Крым, Курск, Липецк и окрестности, Лобня, Магадан и область , Магнитогорск, Махачкала, Москва, Мурманск, Набережные Челны., Назрань, Нальчик, Нефтекамск, Низмиевартовск, Нижний Тагил, Новокузнецк, Новороссийск, Новосибирск и область., Новочеркасск, Нур-Султан, Омск и область, Орел и область, Оренбург, Пенза и область, Пермь, Петропа. Камчатский., ПСКОВ, ПЯТИГОРСК, Рязань и окрестности, Самара, Санкт-Петербург, Саранск, Саратов, Севастополь, Сергиев Посад, Смоленск и окрестности, Сочи, Ставрополь, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов и область, Башня и Площадь, Тольятти, Томск, Тула, Тюмень, Улан-Удэ, Ульяновск, Уфа, Ухта, Хабаровск, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Чехов, Электросульм, Элиста, Южный Сахалинск, Якутск, Ярославль.
Добавлены заказчиком: Требуется ПТС на следующую товарную трубу 15х2.8 ГОСТ 3262-75 Труба 20x2,8 ГОСТ 3262-75 Труба 25x3,2 (ДУ25) ГОСТ 3262-75 Труба 32x3,2 (ДУ32) ГОСТ 3262-75 Труба 40x3,5 (Ду40) ГОСТ 3262-75 ответить на запрос
Добавлены заказчиком: Труба 40х3 ГОСТ 3262-75 Труба МП 100 108х6 ГОСТ 8732-78 / W 20 ГОСТ 8731-74 МП 12 Окутки Отпечатки труб, фланцы ГОСТ 12820-80, ГОСТ 17375-2001 ПКС 600 ЭЛО-8-3.0 Электрод ГОСТ 9466-75 кг 20 Электрод ЭСАБ ОК 46.00 2,5 x350 мм (5,3 кг) кг 561,8 ответить на запрос
Разъяснения заказчика: Трубопроводы.сталь гост. 3262-75, ГОСТ 10704-91 Более 4 км ответить на запрос
Пожелания Заказчика: Оцинк Труба ВГП. Ду15х2.8 ГОСТ 3262-75 414М ТРУБКА ВГП ОЦИНК. ДУ20Х2.8 ГОСТ3262-75 84.М ТРУБКА ВГП ОЦИНК. Ду25х3.2 ГОСТ3262-75 42. ТРУБКА ВГП ОЦИНК ТРУБКА. Ду32х3.2 ГОСТ3262-75 249.6. М Трубка ВГП ДУ50Х3.5 ГОСТ 3262-75 108 М Трубка ВГП ДУ80Х4 ГОСТ 3262-75 48 М Трубка Э / С 89х3,5 ГОСТ 10704-91 48 М Трубка Э / С 57x3,5 ГОСТ10704-91 Трубка 30 М ВГП ДУ15Х2. 8 ГОСТ 3262-75 1296 М Труба ВГП ДУ20Х2.8 ГОСТ 3262-75 на 6м 576М Труба ВГП ДУ25Х2.8 Гост3262-75 на 6м 432М Труба ВГП Др 32х2,8 ГОСТ 3262-75 144 М Фитинги A3 A3 A500C 12мм 7.22 TN Якорь A1 F10 мм 290 кг Якорь A1 6 мм 310 кг Schwell 40p ГОСТ 8240-89 DL.12м C345 Балка 2,460 кг 30B1 ASFM 20-93 DL. 12м 15,48 тн г / к уголок 75х75х5 СТ3 ГОСТ 8509-93 1790 кг Фитинги А3 А500С 18мм 1,11 ТН Четырехтрубный. 120x120x6.0 для 12-мп 12 M листовой винтовки. 4х1500х6000мм St. 3 (Rhomb) 2 шт. Уголок 70x70x5.0 1,13 тонны г / к 4х1500х3000мм 706 кг лист 0,7х1250х2500 410 кг Otink Leaf 0,5х1250х2500 360 кг ответить на запрос
Стальные трубы широко используются во многих отраслях промышленности. Они используются в машиностроении, нефтегазовой промышленности, ЖКХ и др. Сталь бывает нескольких видов. Они могут отличаться способом изготовления, размером и типом материала, из которого изготовлено изделие. Ассортимент стальных труб разных типов определен ГОСТом.
Практически все современные стальные трубы можно разделить на две большие группы: горячекатаные и сварные.Первый тип дороже. Поэтому такие изделия используются реже, чем сварные. Ассортимент сталей определяется ГОСТ 8732-78. Соотношение размеров таких труб к их массе указано в специальных таблицах. Например, параметры могут быть такими, как указано ниже.
Ассортимент стальных электросварных и печных труб рассматривается ниже. Их параметры также точно определены ГОСТом.
Продукция данного типа изготавливается из стали 35 и 45 на непрерывном прокатном стане.В этом случае используются так называемые черные заготовки. Последние сшиваются на прокатном стане, а затем отправляются на дисковую пилу для обрезки конца трубы. Затем готовое изделие поступает на стан поперечной прокатки для его правки и уменьшения овальности поперечного сечения.
Продукция этого типа, как уже говорилось, более популярна, чем бесшовные. Такие трубы давно используются в народном хозяйстве. Однако в последние годы их популярность значительно выросла.В основном это связано с разработкой новых, более совершенных методов сварки, позволяющих получать наиболее надежные и долговечные изделия. Так, например, в 1941 году было произведено всего 38,8% сварных труб. Остальное было без проблем. При этом доля электросварных соединений составила всего 0,8%. К 1965 году эти цифры выросли до 50% и 35% соответственно.
Сегодня такая продукция используется повсеместно. Чаще всего их используют для прокладки всевозможных магистралей, предназначенных для перекачки нефти, газа, воды и т. Д.Этот тип трубы также обычно используется в городском хозяйстве. В этом случае их используют для прокладки водопровода и канализации. Сварные трубы также используются при прокладке воздушных газовых сетей, дренажных систем и т. Д.
Машиностроение - еще одна область применения сварных труб. Также из них изготавливают различные архитектурные элементы: навесы, навесы, детские качели, турники и т. Д. В сельском хозяйстве используются для устройства оросительных систем.
Продукция данного типа может отличаться друг от друга:
Вся строительная продукция изготавливается в соответствии с определенными условиями и стандартами. И хотя многие материалы соответствуют требованиям одного ГОСТа, стальная круглая труба в зависимости от технологии ее производства относится к разным стандартам.
Дополнительно поверхность труб подвергается электрообработке или другим видам защиты. Для стальных труб коррозионные процессы наиболее «болезненны». Излишняя влажность провоцирует их снаружи, а изнутри - внутренние шероховатости и стыковые швы. По мере появления коррозии она постепенно начинает расти, снижая производительность и заполняя внутреннее пространство трубы.В результате появляются трещины и протечки, что приводит к внеплановому ремонту и замене труб.
Другой областью применения оцинкованных круглых труб является мебельная промышленность. Их широко используют при производстве каркасов и наполнителей внутренних шкафов или гардеробы. Кроме того, ГОСТ на трубы стальные круглого сечения позволяет использовать материал при сборке металлоконструкций или отдельных металлических изделий.
Основная классификация круглых стальных труб производится по способу их изготовления:
Различаются также способами прокатки:
Электросварная стальная труба круглого сечения изготавливается из стальных полос или листов путем формовки с последующей осевой или спиральной сваркой. Процесс требует использования специального оборудования. Трубы со спиральным швом встречаются гораздо реже, чем трубы с продольным швом, и их получают путем формирования полосы по спирали. В этом случае стык сваривается непрерывно одновременно специальным швом.При производстве изделий используются два вида сварки:
Визуально шов при ВЧ сварке практически не виден. Технология электродуговой сварки предусматривает наложение трех швов, что увеличивает прочностные свойства стыка. Сначала укладывается основной центральный шов, а затем сваривается стык снаружи и изнутри изделия.
Электросварные трубы, диаметр которых позволяет производить внутренние работы, очищают (шлифуют) изнутри, удаляя неровности и утолщения, образовавшиеся после сварки. Если выполнить такую работу невозможно, внутренняя поверхность остается необработанной.
Трубы стальные бесшовные производятся несколькими способами:
Горячая штамповка происходит на специальном оборудовании. В этом случае заготовка нагревается до температуры рекристаллизации. Этот метод позволяет получать высокопрочные изделия, способные выдерживать большие нагрузки, в том числе внутреннее давление. Металлическая труба круглой формы, подвергнутая холодной штамповке, приобретает определенные размеры путем холодной деформации на оборудовании, предназначенном для этого процесса.
Отличие бесшовных труб от электросварных заключается в наличии или отсутствии сварного шва.Их методы производства характеризуются существенно различающимися технологиями и, следовательно, разными техническими характеристиками.
Производители выпускают еще несколько видов стальных труб:
В настоящее время наиболее распространены водогазопроводные трубы (ВПГ) и электросварные прямошовные трубы (УЭЦН). Их широко используют в городском и загородном домостроении при выполнении инженерных сетей.Они дешевле своих бесшовных аналогов из-за более простой технологии производства и использования обычных углеродистых сталей, самых дешевых в металлургии.
В зависимости от типа фитинга производство труб БШ основано на различных нормативных документах:
В каждом из документов указывается, в какой форме должна изготавливаться стальная круглая труба, ассортимент продукции, допуски, правила сборки, сбора и хранения и многое другое.
ГОСТ 8732-78 определяет размеры наружных диаметров бесшовных горячекатаных труб от 20 до 550 мм с толщиной стенки от 2,5 до 75 мм. В таблицах также указан вес изделий в килограммах на погонный метр ... В документе сказано, что трубы по длине могут быть:
Типичная длина 4-12,50 метров.Но по желанию клиента они отклоняются от этого правила.
ГОСТ 8731-74 устанавливает технические требования к бесшовным горячим гнутым трубам. Он определяет допустимые:
Нормы требуют, чтобы на поверхности труб не было трещин или дефектов, но допускаются небольшие вмятины и следы удаления. Продукция может быть подвергнута автогенной или плазменной резке, но только тогда, когда толщина стенки достигает 20 мм и более.
На бесшовных стальных трубах толщиной до 20 мм рекомендуется вырезать фаски в процессе производства для удобства сварки.
ГОСТ 8734-75 определяет ассортимент труб стальных круглых холодногнутых. Их измеренная длина колеблется в пределах 4,5-9 метров, а вне колеи может составлять 1,5-11,5 метра. По толщине стенок и диаметру они делятся:
ГОСТ 8733-74 регламентирует технические требования к холодным и теплопроводным трубам.В особенности это касается материала изготовления.
Стандарт описывает те же характеристики, что и в ГОСТ 8731-74 для бесшовных труб, а также правила приемки и испытаний.
Ассортимент труб стальных со спиральным швом указан в ГОСТ 8696-74. Правила распространяются на трубы общего назначения и не распространяются на нефте- и магистральные газопроводы. Их внешний диаметр составляет 159-2520 мм, а толщина стенки 3,5 ... 25 мм.
Спиральные трубы изготавливаются длиной 10 и 12 метров, но стандарты позволяют в крайних случаях производить короткие изделия длиной не менее 6 метров.В ГОСТе также указаны допустимые показатели: отклонения
Этот документ также содержит технические характеристики продукта.
Ассортимент стальных труб данного типа представлен в ГОСТ 10704-91. Немерные элементы выпускаются длиной от 2 до 5 метров. Размер измерительных трубок может составлять 5… 12 метров. Причем их диаметр составляет 10-1420 мм при толщине стенки 1,0..32 мм. Отклонения и допуски рассматриваются в документе отдельно и достаточно подробно.
Технические характеристики труб стальных прямошовных представлены в двух нормативных документах:
Определите:
Каждая стальная труба маркируется с учетом требований ГОСТ 10692-80. Она подчеркивает, что эта процедура распространяется на изделия диаметром более 159 мм. При этом толщина стенки должна быть не менее 3,5 мм. Маркировка осуществляется несколькими способами: штамп
Маркируются трубы меньшего диаметра, особенно если продукция доставляется в мешках.
В маркировке должны быть указаны:
Кроме того, на бесшовных трубах указывается толщина стенки и номер партии.
Продукция диаметром до 159 мм упаковывается в мешки или плотно упаковывается в деревянные контейнеры или ящики. Обвязка производится проволокой минимум в трех местах.Трубы более 159 мм упаковываются только в транспортные мешки.
Обратите внимание, что оберточную проволоку нельзя использовать для строп. Для этого необходимо предусмотреть специальные зажимы.
Ввоз стальных труб круглого сечения на объект разрешен любым видом дальнего грузового транспорта. При хранении стопки разделяются перегородками.
Перечень ГОСТ на медь и латунь т. руб.
Специалисты ООО «Ладор Комплект» всегда рады подчеркнуть технические особенности предлагаемого трубопроката. Обратите внимание, что эти продукты имеют широкий спектр применения, в том числе в качестве столбов для ограждений, для прокладки трубопроводов и т. Д.По способу изготовления стальные трубы делятся на несколько видов. Первый тип - труба жидкостная , ГОСТ 8732-78, ГОСТ 8734-75, ГОСТ 10796-76, ГОСТ 20295-85 (наружный диаметр труб 1-820 мм, труб специального назначения - 1420 мм). Второй тип - это трубы, изготовленные из слитков и трубных заготовок путем прессования или прокатки.
Третий тип - сварная труба , ГОСТ 3262-75, ГОСТ 10705, ГОСТ 10707, ГОСТ 3262, ГОСТ 8639, ГОСТ 8645, ГОСТ 8642 (наружный диаметр труб 8-1620 мм, специального назначения - до 2500 мм. и более) с листом и стальной полосой с предварительной формовкой.Этот вид трубы пользуется большим спросом.
Наша компания уже не первый год является участником отечественного рынка трубного проката, и накопленный за это время практический опыт дает существенное преимущество перед многими аналогичными предприятиями и организациями. Динамичное развитие и гибкая политика компании позволяют оптимально идти навстречу пожеланиям клиентов, какой бы сложной ни была задача, а иногда сроки очень ограничены.
Мы поможем вам сделать правильный выбор быстро и правильно, помогая консультированием.Напоминаем, что мы также производим трубы электросварные прямоугольные и квадратные ГОСТ 13663-86, а также трубы электросварные круглые по ГОСТ 10705-91 (диаметр от 10 до 530 мм) или трубу круглую ГОСТ 10706-76 (диаметры от 478 мм). до 1420 мм). Четвертый тип - литые трубы (наружный диаметр труб 50-1000 мм), получаемые на трубоплавильных машинах.
Чрезвычайно широкое распространение кольцевого трубопровода объясняется его главной особенностью: при минимальной внешней поверхности продукт имеет максимальный внутренний объем.Пока ничего более совершенного для работы с жидкими и газообразными продуктами не изобретено.
При минимальной разнице в составе сырья стальные трубы сильно различаются по качеству. Причина этого - метод производства. Это также определяет использование продуктов.
Обладает самыми низкими прочностными характеристиками из всех видов проката. Но при этом эти же характеристики у металлопродукции настолько высоки, что подавляющее большинство водо- и газопроводов выполнено электросварным вариантом.
Способ производства включает разрезание полосы - полосу, раскатку в заготовку и сварку по шву. В зависимости от расположения шва трубы стальные круглого сечения делятся на 2 вида.
Это самый популярный вид катанки с наибольшим количеством типоразмеров в своем ассортименте.
Этот вид продукции относится к категории бесшовных трубопроводов и обладает высокой устойчивостью к внутреннему и внешнему давлению.
Заготовка - это цельный металлический стержень. Его протягивают через прошивной стан, где он превращается в полый цилиндр. Формование сопровождается нагревом. Раскаленный предмет кладут на ролики, где растягивают и зажимают до заданных размеров.
В этом случае шва нет. Изделие более устойчиво к коррозии.
ГОСТ на трубы круглого сечения - 8732-78, регламентирует размеры и химический состав изделий. В ассортименте изделия диаметром от 29 до 550 мм и толщиной стенки от 2,5 до 75 мм.
Производственный процесс мало чем отличается от формования горячекатаного проката. Однако все описанные действия выполняются без подогрева. Но поскольку холодная деформация способствует появлению напряжений на поверхности изделий, после формирования готового трубопровода его подвергают термообработке.Этот метод дает изделиям чрезвычайно высокую прочность и точность. Например, для самолетов и оснастки используется только холоднокатаный прокат.
Продукция регулируется ГОСТ 8734-75. Ассортимент круглых стальных труб включает изделия диаметром от 5 до 250 мм и толщиной стенки от 0,3 до 24 мм.
При установке любой системы требуются дополнительные компоненты в дополнение к основным компонентам. Эти детали могут быть абсолютно необходимыми или, наоборот, необязательными, но их использование облегчает сборку и придает более эстетичный вид.
Заглушки для круглых трубок можно разделить на декоративные и функциональные.
Несмотря на то, что современный строительный рынок пополняется полимерными изделиями, металлоконструкции не теряют своего значения. Они используются довольно широко. Стальные трубы отличаются прочностью и высокой надежностью. Они прочны и просты в установке. Ассортимент определяется многочисленными ГОСТами. Стоит рассмотреть их более подробно. Например, круглая труба ВГП (водо- и газоснабжение) очень часто используется при строительстве крупных трубопроводов.
Характеристики металлического профиля зависят от производственных условий, в которых он был изготовлен. Он должен соответствовать определенному ГОСТу. Существует множество документов, регулирующих производство такой продукции. Стоит знать основной ГОСТ:
.
Каждый из этих документов имеет определенные особенности. Некоторые из них требуют более детального рассмотрения.
Металлический профиль прямоугольного или квадратного сечения чаще встречается при транспортировке газа и воды.Однако успешно применяется в строительной и мебельной отраслях.
Масса играет важную роль в определении качества металлического профиля. Это указано в документе 2591. Если металлический профиль изготовлен из стали плотностью 7,85 г / куб. см, метр профиля должен весить 0,269 кг для самой тонкой круглой трубы. Толстостенные изделия будут иметь индекс 70,33 кг.
ГОСТ 2591 также говорит о кривизне проката, имеющего квадратную форму.Этот показатель не должен превышать 0,5% длины металлического профиля, если он имеет диаметр 25 мм. Для металлического профиля диаметром более 25 мм эта скорость деформации не должна превышать 0,4%.
Важно! Объем стальных труб закрытого типа определен в документе 12336.
Профили, изготовленные по стандарту 8645, могут быть как горячекатаные, так и холоднотянутые. Бесшовные конструкции более прочные. Однако они дорогие. По этой причине они используются редко.
Металлические профили квадратного и прямоугольного сечения обычно сваривают. Благодаря использованию современных технологий есть возможность регулировать прочность. В процессе создания такой компании по аренде индукционный ток ... Такие изделия имеют относительно невысокую цену. Оставшиеся после сварки швы подвергаются специальной обработке.
Также производятся оцинкованные профили. Иногда готовые изделия оцинковывают. Для этого металлический профиль погружается в емкость с цинком.
, регламентирующий особенности производства и технические данные стальных труб, не классифицирует такие профили по группам, присвоенным марке. По ГОСТу для создания профильной трубы можно использовать черную сталь. По своим характеристикам уступает многим более дорогим брендам.
Профили стальные металлические, регламентируемые ГОСТ 8645, могут быть разных размеров. Более популярны изделия с меньшей стороной от 40 мм, с большой стороной - от 60 мм. Профильные изделия, большая сторона которых превышает 6 см, обладают отличной устойчивостью к деформациям при изгибе.К тому же у них относительно небольшой вес.
Круглая стальная труба применяется при строительстве автомобильных дорог, по которым транспортируется вода и газ. Как и профильные конструкции, такие изделия изготавливают по-разному ... Они могут быть бесшовными или сшитыми. Самая популярная продукция - круглые трубы.
Важно! Ассортимент круглых труб регулируется в соответствии со спецификой их производства.
Производство бесшовных стальных профилей горячей штамповки - очень сложный процесс.Поэтому такие изделия стоят дорого. Профили горячей штамповки производятся в особых условиях, требующих высокой прочности системы. Любая неисправность может привести к утечке расплавленного металла.
В качестве сырья используется специальная металлическая заготовка. При нагревании образуется втулка. Вначале имеет неправильную форму ... Профили после прокатки становятся ровными.
Такие изделия нарезают на куски длиной 4-12,5 м. Могут быть мерной длины.Горячекатаные круглые трубы по ГОСТу обычно незначительно отличаются по толщине стенки. Также они могут отличаться диаметром.
Бесшовные круглые оцинкованные трубы можно деформировать в холодном состоянии. Кроме того, производство и свойства такой продукции регулируются ГОСТ 8734. Схема производства достаточно проста.
Профили с прямым швом могут быть различного диаметра. Их используют для создания промышленных магистралей.В документе есть несколько положений, определяющих их особенности:
Существует отдельный ГОСТ на профили стальные промышленные для газонефтепроводов.
Как видите, существует множество документов, определяющих производство стальных конструкций. Они регулируют их ассортимент и свойства. Их необходимо учитывать при покупке проката. В некоторых документах также указывается специфика его использования. Некоторые продукты можно использовать только при определенных условиях.
Стандарты, установленные в конкретном году, могут со временем меняться. Поэтому при просмотре документа обращайте внимание на сноски. Возможно, его уже заменили на новый.
.ГОСТ 3262 75 распространяется на трубы стальные сварные оцинкованные и неоцинкованные без резьбы с накатанной или нарезанной цилиндрической резьбой. Сфера их применения - водопроводы и газопроводы, отопительные установки, а также производство деталей для водогазовых конструкций.
Трубы стальные сварные применяются для прокладки водопроводов и газопроводов
Согласно требованиям настоящего нормативного документа трубы изготавливаются в соответствии с массой и габаритами, указанными в таблице 1.Единица измерения геометрических размеров - миллиметры.
Таблица 1
При расчете веса 1 метра изделий за основу была взята плотность стали, равная 7,85 г / см³. Неоцинкованные трубы на 3% легче оцинкованных водогазопроводных труб ГОСТ 3262 75.
.Максимальное отклонение веса по требованию заказчика не должно превышать:
Производство стальных труб, водогазопроводов указанного диапазона по ГОСТ 3262 75 изготавливаются из стали по ГОСТ 1050 и ГОСТ 380 без нормирования химического состава и механических свойств.Трубы для частей водогазовых сооружений изготавливаются по ГОСТ 1050.
.Трубы стальные водогазопроводные по ГОСТ 3262 75 выпускаются в диапазоне 4м≤L≤12м.
Трубы стальные мерные, недлинные
Если этот параметр используется в качестве критерия, эти продукты:
Все допуски строго регламентированы ГОСТом, а при отклонениях, превышающих допустимое изделие, брак считается.
Важно! При нарезании резьбы накаткой допускается уменьшение внутреннего диаметра стальной водогазопроводной трубы ГОСТ 3262 75 не более чем на 10 процентов по длине резьбы.
Диапазон максимальных отклонений размеров труб указан в таблице 2.
Таблица 2
Показатель «кривизны трубы» на 1 метр длины по ГОСТ 3262 75 не превышает:
Одной из важнейших технических характеристик водогазопроводных труб ГОСТ 3262 75 является сопротивление давлению. В зависимости от типа изделие данного типа выдерживает:
ед.Толщина цинкового покрытия на всей поверхности труб этого диапазона должна быть не менее 30 мкм. Допускается его отсутствие на нитках и торцах изделий. На оцинкованной поверхности не должно быть включений (спеченная смесь, оксиды, хартцинк), пузырей и следов покрытия от сколов со стальной основы.
Допускается небольшой наплыв цинка местами и шероховатости, следы подхвата продукции подъемными устройствами и локальные пятна флюса.
Отдельные участки водопровода из оцинкованной стали ГОСТ 3262 75 можно откорректировать при отсутствии на них цинкового покрытия не более чем на 0,5% от общей площади. Эту операцию необходимо проводить в соответствии с требованиями ГОСТ 9.307.
Если номинальный диаметр не превышает 40 мм, оцинкованная труба должна выдержать испытание на изгиб, проводимое вокруг оправки диаметром 2,5 * Dvn, где Dvn. Это внешний диаметр испытываемого элемента.
Испытание стальных труб на расширение выполняется с помощью конических оправок
.Кроме этого метода существует более строгая технология проверки технических характеристик труб.Это называется «испытанием на расширение», оно выражается в процентах и измеряет способность трубы расширяться до появления трещин при движении конусообразного тела через отверстие. При условном проходе 15 ... 50 миллиметров значение этого показателя должно быть не менее 7 процентов. Для труб, номинальный размер которых превышает 65 миллиметров - не менее 4 процентов.
Полезная информация! Указанные выше методы испытаний особенно актуальны для оцинкованных водогазопроводных труб ГОСТ 3262 75.Ведь разрушение слоя покрытия лишит изделие многих привлекательных технических характеристик, ради которых потребитель покупает не только стальные, но и оцинкованные водопроводные трубы.
Трубы оцинкованные, изготовленные в соответствии с требованиями ГОСТ 3262-75, являются гарантией надежности и долговечности трубопровода любого назначения.
ГОСТ 3262 75: Трубы стальные сварные водогазопроводные.
ГОСТ 326275 Трубы стальные водогазопроводные. Ассортимент продукции. Технические характеристики труб по ГОСТ 3262 75.Требования. Методы испытаний.
В данную группу входят трубы стальные сварные неоцинкованные и оцинкованные марки , трубы применяемые для водо- и газопроводов, а также для систем отопления и элементов конструкций. По длине водогазопроводные трубы изготавливаются от 4 до 12 м:
а) мерные или кратные мерные длины с припуском на каждый разрез 5 мм и продольным отклонением по всей длине плюс 10 мм,
б) немерными длина.
По согласованию производителя и потребителя в немерной партии водогазопроводных труб допускается до 5% труб длиной от 1,5 до 4 м.
В случае резьбы, выполненной накаткой на трубе, допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1 м водогазопроводной трубы в расчете на плотность стали 7,85 г / см. Трубы водогазопроводные оцинкованные тяжелее неоцинкованных на 3%.
Примечание: Максимальное отклонение в положительную сторону по толщине стенки ограничено предельными отклонениями масс. Трубы водогазопроводные ... Трубы водогазопроводные с нормальной производственной точностью используются для водоснабжения, газопроводов и отопления системы.
Трубы водогазопроводные повышенной точности используются для изготовления частей водогазопроводов.
Максимальные отклонения веса трубы не должны превышать + 8%.По требованию потребителя предельные отклонения по весу не должны превышать: + 7,5% - для партии, + 10% - для отдельной трубы.
Кривизна водогазопроводных труб на 1 м длины не должна превышать: 2 мм - для условного прохода до 20 мм включительно, 1,5 мм - для условного прохода более 20 мм.
Водогазопроводные трубы номинальным диаметром 6, 8, 10, 15 и 20 мм наматываются в бухты по желанию потребителя. Примеры символов:
Труба гладкая неоцинкованная, нормальной точности изготовления, негабаритной длины, условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без соединителя: труба 20 × 2,8 ГОСТ 3262-75.
То же с соединителем: труба М-20х2,8 ГОСТ 3262-75.
Такая же мерная длина, с резьбой: труба Р-20х2, 8-4000 ГОСТ 3262-75.
Для резьбонарезных водопроводных и газовых труб буква H указывается в символе после слова «труба».
Для водогазопроводных труб с длинной резьбой буква D. указывается в символе после слова «труба».
Для водогазопроводных труб с повышенной точностью изготовления буква П указывается в условном обозначении после размера условного прохода.
Трубы для воды и газа
Трубы для воды и газа Трубы стальные для воды и газа (ГОСТ 3262-75) В данную группу входят неоцинкованные и оцинкованные сварные трубы для водоснабжения и

Труба ВГП оцинкованная по ГОСТ 3262-75 - это достаточно известный и популярный вид трубопроката, имеющий цинковое покрытие, придающее изделию достойную коррозионную стойкость.
ТрубыВГП изготавливаются по ГОСТ 3262-75 из стали высшего качества.Средняя длина изделий - 4-13 метров. По желанию заказчика может быть изготовлена больше указанной длины.
Труба из оцинкованной стали VGP Это высокоточный трубопрокатный продукт, который в основном используется для строительства водопроводных и газовых конструкций.
ГОСТ 3262-75 устанавливает технические требования и стандарты, в соответствии с которыми производятся стальные катаные трубы. Но каждый стандарт предусматривает возможные отклонения от норм.Например, максимально возможное отклонение веса не может превышать 8%.
Ассортимент стальных оцинкованных труб для воды и газа делится на 2 категории.
Различная длина трубы ВГП
Немерная длина с муфтой.
Преимущества оцинкованных труб ВГП по ГОСТ 3262-75:
Эти изделия значительно превосходят по прочности металлические изделия и по сравнению с трубами из углеродистого металла отличаются высокой коррозионной стойкостью.
Специалисты компании «Металл-Сервис», безусловно, гарантируют высочайшее качество и долговечность этого трубопроката.
Труба ВГП оцинкованная по ГОСТ 3262-75 покрывается двумя способами. На горячеоцинкованной модели прокатку труб погружают в расплавленный цинк, а затем дают остыть с образованием пленки.Для электрохимического цинка используется раствор цинка. Но недостатком этого метода является то, что токсичный электролит, используемый в этом методе, должен быть уничтожен.
Согласно этому стандарту изделия выпускаются длиной 4-13 метров и внешним диаметром 10,2-166 мм. По желанию заказчика трубы могут иметь диаметр до 20 мм и желаемую длину.
Метод следует выбирать с учетом толщины стенок изделий. Для сварки подходят изделия толщиной от 5 мм.
Трубы ВГП легкие и обыкновенные оцинкованные применяются в помещениях с давлением 2,4 МПа, армированные - 3,1 МПа.
Вся поверхность изделий покрыта цинком толщиной не менее 30 мкм. Может отсутствовать в конце. Допускаются «наплывы» цинка местами, неровности, а также следы подъемного оборудования.
Производимая продукция проверяется различными методами.
Если изделие имеет номинальный диаметр не более 40 мм, оно может выдержать испытание на изгиб (метод горячего погружения) проход вокруг оправки с внешним диаметром 2,5 мм.
Есть еще более серьезный тест - тест дозирования (метод погружения) , который выражается в процентах. Его можно использовать, чтобы определить, насколько труба может расшириться до разрыва. При условном проходе 15-50 мм значение этого показателя обычно составляет более 7%, а при отверстии более 65 мм - менее 4%.
«Описанные методы применимы только для оцинкованных труб ПНД по ГОСТ 3262-75. В конечном итоге разрушение оцинкованного слоя покрытия трубы лишит ее многих качественных характеристик ».
Все трубы ВГП изготавливаются по ГОСТ. В этой таблице указаны установленные габариты для производства водогазовых продуктов. Каждый производитель делает упор на них.
А теперь выясним, где используется этот металлопрокат.
Труба ВГП оцинкованная по ГОСТ 3262-75 применяется для прокладки внутренних коммуникаций в жилых и производственных помещениях, а также для их обогрева.
Такая продукция востребована в авиастроении, судостроении и гражданском строительстве.
Оцинкованная продукция, в том числе трубы ВГП по ГОСТ 3262-75, будут пользоваться популярностью долгие годы. Это связано с тем, что металл имеет такие характеристики как:
По сравнению с другими видами проката труба ВГП оцинкованная по ГОСТ 3262-75 имеет большое преимущество. Изделие абсолютно не подвержено ржавчине, а его стенки гладкие.По качественным характеристикам продукт обладает высокими механическими свойствами. Его нельзя случайно повредить. Кроме того, изделие можно использовать при любых погодных условиях, так как оно термостойкое. Для этого типа обычно используется метод сварки или резьбовое соединение.
А вот монтаж оцинкованных труб ВГП по ГОСТ 3262-75 должен производиться специалистом. Для получения прочной связи требуются знания и опыт.
«Металл-Сервис» предлагает купить трубы оцинкованные ВГП высокого качества от проверенных поставщиков.Мы гарантируем, что вся продукция будет полностью соответствовать установленным ГОСТам.
Наши сотрудники отличаются особым профессионализмом. Поэтому, если у вас есть вопросы по металлопрокату - Звоните! Менеджеры компании с удовольствием расскажут, что такое оцинкованная труба ВГП по ГОСТ 3262 75 и где она применяется.
Труба ВГП оцинкованная по ГОСТ 3262-75
Технические требования на трубу ВГП оцинкованную по ГОСТ 3262-75.Методы испытаний и методы цинкования труб ВГП.
Технические условия
Водоснабжение и газоснабжение Технические условия
Дата выпуска: 01.01.77
Настоящий стандарт распространяется на сварные трубы из неоцинкованной и оцинкованной стали с цилиндрической резьбой или накатанной резьбой и без резьбы, используемые для водо- и газопроводов, систем отопления, а также части водопроводных и газопроводов.
1.1. Трубы изготавливаются в соответствии с размерами и массой, указанными в таблице. один.
По требованию потребителя трубы легких серий, предназначенные для накатки резьбы, изготавливаются по габаритам и массе, указанным в таблице 2.
1.2. Длина трубы от 4 до 12 м:
(a) мерных или кратных мерных длин с припуском на каждый разрез 5 мм и максимальным отклонением по всей длине плюс 10 мм;
(б) немерная длина.
По согласованию производителя и потребителя в партии негабаритных труб допускается до 5% труб длиной от 1,5 до 4 м.
Таблица 1
| Условный проход | Наружный диаметр | Толщина стенки трубы | Масса 1 м труб, кг | ||||
|---|---|---|---|---|---|---|---|
| легкие | обыкновенный | усиленный | легкие | обыкновенный | усиленный | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 90 323 90 322 1,43 | |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 90 323 90 322 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 | |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 90 323 90 322 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 | |
| 80 90 323 90 322 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 | |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 90 323 90 322 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 | |
Таблица 2
Примечания:
1.В случае резьбы, выполненной накаткой на трубе, допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы.
2. Вес 1 м труб рассчитан для плотности стали 7,85 г / см 3. Оцинкованные трубы тяжелее неоцинкованных труб на 3%.
(Измененная редакция, Изм. №1, 3)
1.3. Предельные отклонения размеров труб не должны превышать значений, указанных в таблице. 3,
Таблица 3
Примечания:
1.Максимальное отклонение в сторону положительной толщины стенки ограничивается максимальными отклонениями веса труб.
2. Трубы нормальной точности изготовления используются для систем водоснабжения, газа и отопления. Трубы с повышенной точностью изготовления применяют для деталей водогазовых конструкций.
1,4. Максимальные отклонения веса трубы не должны превышать + 8%.
По требованию потребителя предельные отклонения массы не должны превышать:
7,5% - партии;
10% - за отдельную трубу.
(доработанная редакция, изм. № 2, 5).
1,5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включительно;
1,5 мм - при условном проходе более 20 мм.
1,6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в таблице. 4.
Таблица 4
| Диаметр условный, мм | Количество потоков при условном переходе | 90 680 Длина резьбы до захода, мм 90 299||
|---|---|---|---|
| длинный | низкий | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1.7. Трубы номинальным диаметром 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
Примеры легенд
Труба гладкая, не оцинкованная, нормальной точности изготовления, негабаритной длины, номинального отверстия 20 мм, толщины стенки 2,8 мм, без резьбы и без муфты:
Труба 20 × 2,8 ГОСТ 3262-75
То же со сцеплением:
Труба М-20 × 2,8 ГОСТ 3262-75
Такая же мерная длина, с резьбой:
Труба Р-20 × 2,8 - 4000 ГОСТ 3262-75
То же, оцинкованное, немерной длины, с резьбой:
Труба Ц-Р-20 × 2,8 ГОСТ 3262-75
То же, оцинкованное, мерная длина, с резьбой:
Труба Ц-Р-20 × 2,8 - 4000 ГОСТ 3262-75
Для труб с резьбой, буква H указывается в символе после слова «труба».
Для труб с длинной резьбой буква D. указывается в символе после слова «труба».
Для труб с повышенной точностью буква P указывается в символе после размера условного отверстия.
(Измененная редакция, Изм. № 1).
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и в соответствии с установленными технологическими регламентами из стали со стандартизацией и без стандартизации механических свойств и химического состава.
Трубы на частях водогазопроводных сооружений стальные в соотв.
2.2. По желанию потребителя на концах сварных труб с толщиной стенки 5 мм и более следует делать фаски под углом 35-40 ° к торцу трубы. В этом случае оставьте концевое кольцо шириной 1–3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм на оба конца трубы наносится резьба.
2,1; 2.2. (доработанная редакция, изм. № 3, 4).
2.3. По желанию потребителя трубы дополняются муфтами, выполненными по одному штуцеру на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности трубы не допускаются трещины, застревание, вздутие и закаты.
Концы труб не должны расслаиваться.
Отдельные вмятины, складки, опасности, следы отслаивания и другие дефекты, вызванные способом производства, допускаются при условии, что толщина стенки не превышает минимальные размеры, и слой окалины, который не мешает проверке.
На трубах, изготовленных сваркой в печи, допускается уменьшение наружного диаметра до 0,5 мм по шву, если в этом месте имеется неглубокий валик не более 1,0 мм по внутреннему диаметру.
(доработанная редакция, изм. № 3, 4).
2,5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва трубы заусенец должен быть срезан или сплющен, а высота заусенца или его отметок не должна превышать 0,5 мм. .
По требованию потребителя на трубах номинальным диаметром более 15 мм, изготовленных методом печной сварки и методом горячего обжатия, допускается пологое утолщение высотой не более 0,5 мм. внутренняя поверхность трубы в зоне шва.
(доработанная редакция, изм. №№ 2, 3, 4, 5, 6).
2.6. Концы труб нужно обрезать под прямым углом. Величина уклона колбы допускается не более 2 °. Остатки заусенцев не должны превышать 0,5 мм.При удалении заусенцев допускается затупление (закругление) концов. Допускается резка труб на линии стана.
По согласованию изготовителя и потребителя на трубах условным проходом 6-25 мм, изготовленных сваркой в печи, допускаются заусенцы до 1 мм.
(доработанная редакция, изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинкование по всей поверхности толщиной не менее 30 мкм.На концах и резьбе труб не допускается цинкование.
На поверхности оцинкованных труб недопустимы вздутия и инородные включения (твердый цинк, оксиды, спеченная шихта) отслоение основного металлического покрытия.
Допускаются отдельные пятна флюса и следы захвата труб подъемными устройствами, шероховатость и небольшой локальный приток цинка.
Допускается правка отдельных неоцинкованных участков на 0,5% наружной поверхности трубы по длине.
(доработанная редакция, изм. № 3, 4).
2,8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс / см 2) - трубы обыкновенные и легкие;
3,1 МПа (32 кгс / см 2) - трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс / см 2)
(доработанная редакция, изм. №№ 2, 3, 5).
2.9. Трубы с номинальным отверстием до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки с радиусом наружного диаметра 2,5 и номинальным отверстием 50 мм на оправке с радиусом наружного диаметра 3,5.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб номинальным диаметром от 15 до 50 мм - не менее 7%;
для труб номинальным диаметром 65 и более - не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра трубы.
(доработанная редакция, изм. №№ 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей водогазовых конструкций должны соответствовать.
2.11. Трубная резьба должна быть чистой, без дефектов и заусенцев и соответствовать классу точности B.
Для сборки с прокладками используются трубы с цилиндрической резьбой.
2,10; 2.11. (доработанная редакция, изм. № 3, 4).
2.12. На месте шва допускается черный цвет на резьбах, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по желанию потребителя не превышает 10%.
На резьбу допускаются резьбы с обрывом (нарезанием) или неполной (накаткой) резьбой при условии, что их общая длина не превышает 10% от необходимой длины резьбы, а по требованию потребителя не превышает 5%.
(доработанная редакция, изм. №№ 2, 3, 5).
2.13. Допускается на резьбе уменьшать полезную длину резьбы (без выхода) на 15% по сравнению с указанной в таблице. 4, и до 10% по желанию потребителя.
(доработанная редакция, изм. №№ 2, 3, 5).
2.14. Нарезание резьбы на оцинкованные трубы происходит после цинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергаются неразрушающему контролю.
(Измененная редакция, Изм. № 5).
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного размера, одной марки и иметь один документ о качестве в соответствии с приложением на трубы, предназначенные для производства деталей водогазовых сооружений, из стали по: химическому составу и механическим свойствам. стали в соответствии с документом о качестве производителя заготовки.
Масса партии не более 60 тонн.
(доработанная редакция, изм. № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается использование статистических методов контроля на нормальном уровне. Планы контроля устанавливаются по соглашению между производителем и потребителем.
Внешний диаметр труб проверяется на расстоянии не менее 15 мм от конца трубы.
(доработанная редакция, изм. №№ 3, 4, 5).
3.3. Для контроля параметров резьбы при испытании на растяжение, сплющивание, изгиб, внутреннюю высоту заусенцев, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками) следует учитывать механические свойства не более 1%, но не менее чем две трубы из партии, а для труб, изготовленных методом непрерывной сварки в печи, две трубы за партию.
(доработанная редакция, изм. № 3, 4).
3.4. Все пробирки проверяют на вес.
(Измененная редакция, Изм. № 3).
3.5. Каждая труба подвергается гидравлическому испытанию под давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание под давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Изм. № 6).
3,6.Из партии берут две трубы для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности.
(Измененная редакция, Изм. № 2).
3,7. При получении неудовлетворительных результатов тестирования хотя бы по одному из показателей по нему проводится повторное тестирование на удвоенной выборке.
Результаты повторной экспертизы распространяются на всю партию.
4.1. В целях контроля качества из каждой выбранной пробирки для каждого типа теста вырезается по одному образцу.
Испытание на растяжение проводят в соответствии с Вместо испытаний на растяжение допускается проверка механических свойств неразрушающими методами.
4.2. Поверхность трубы проверяется визуально.
4.3. Гидравлическое испытание проводится под испытательным давлением в течение не менее 5 секунд.
4.4. Испытание на изгиб проводится согласно Перед нанесением покрытия оцинкованные трубы проходят испытания.
(Измененная редакция, Изм. № 3).
4.4a. Испытание на расширение проводится на конической оправке с углом схождения 6 °.
Допускается испытание на оправке с углом конуса 30 °.
(доработанная редакция, изм. № 3, 4).
4.4b. Испытание на сплющивание проводится согласно
(Измененная редакция, Изм. № 3).
4.4c. Контроль сварных швов проводится неразрушающими методами в соответствии с нормативно-технической документацией.
(Внесено дополнительно изменение № 3).
4.5. Толщина цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности контролируется приборами МТ-41НТ, МТЗОН или «Импульс» в соответствии с нормативно-технической документацией.
4.6. Резьба проверяется кольцевыми калибрами с резьбой (класс точности 3).
В этом случае диаметр резьбы калибра для глухих колец не должен превышать трех оборотов.
(доработанная редакция, изм. № 3, 4).
4.7. Кривизну труб проверяют линейкой и комплектом щупов по ТУ 2-034-225-87.
(доработанная редакция, изм. № 3, 5).
4.8. Прямой угол концов труб проверяют угольником 90 ° размером 160х100 мм 3 класс, комплектом из 4 пластинчатых зондов ТУ 2-034-225-87 или гониометром. Угол фаски контролируется гониометром.
(доработанная редакция, изм. № 3, 6).
4.9. Контроль наружного диаметра осуществляется гладкими микрометрами, калибрами-скобами на или.
Толщина стенки, внутренняя высота заусенцев и высота заусенцев измеряются микрометром вдоль или толщиномером вдоль обоих концов трубы.
Трубы измеряют рулеткой. Резьба проверяется калибрами.
МЕЖДУНАРОДНЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ
ТРУБЫ ВОДЯНЫЕ И ГАЗОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Дата записи 01.01.77
Настоящий стандарт распространяется на сварные трубы из неоцинкованной и оцинкованной стали с цилиндрической резьбой или накатанной резьбой и без резьбы, используемые для водо- и газопроводов, систем отопления, а также части водопроводных и газопроводов.
1.1. Трубы изготавливаются в соответствии с размерами и массой, указанными в таблице. один.
По желанию заказчика изготавливаем трубы легких серий, предназначенные для накатки резьбы, с габаритами и массой, указанными в таблице.2,
1.2. Длина трубы от 4 до 12 м:
(a) мерных или кратных мерных длин с припуском на каждый разрез 5 мм и максимальным отклонением по всей длине плюс 10 мм;
(б) немерная длина.
По согласованию производителя и потребителя в партии негабаритных труб допускается до 5% труб длиной от 1,5 до 4 м.
Таблица 1
| Условный проход | Наружный диаметр | Толщина стенки трубы | Масса 1 м труб, кг | ||||
| обыкновенный | усиленный | обыкновенный | усиленный | ||||
Таблица 2
| Условный проход | Наружный диаметр | толщина стенки | Масса 1 м труб, кг |
| Примечания: 1.В случае резьбы, выполненной накаткой на трубе, допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. 2. Вес 1 м труб рассчитан для плотности стали 7,85 г / см 3. Оцинкованные трубы тяжелее неоцинкованных труб на 3%. | |||
1.3. Предельные отклонения размеров труб не должны превышать значений, указанных в таблице. 3,
Таблица 3
| Размеры трубы | Размеры трубы | Предельные отклонения для труб с точностью изготовления | |||
| увеличилось | увеличилось | ||||
| Наружный диаметр с условным проходом: | |||||
| более 40 мм | |||||
| до 40 мм включительно. | толщина стенки | ||||
| Примечания: 1. Максимальное отклонение толщины стенки в положительную сторону ограничивается максимальными отклонениями веса труб. 2. Трубы нормальной точности изготовления используются в системах водоснабжения, газа и отопления. Трубы с повышенной точностью изготовления применяют для деталей водогазовых конструкций. | |||||
1.4. Максимальные отклонения веса трубы не должны превышать + 8%.
По требованию потребителя предельные отклонения массы не должны превышать:
7,5% - партии;
10% - за отдельную трубу.
(доработанная редакция, изм. № 2, 5).
1,5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включительно;
1,5 мм - при условном проходе более 20 мм.
1,6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в таблице. 4.
Таблица 4
| Диаметр условный, мм | Длина резьбы для срабатывания | Диаметр условный, мм | Количество потоков в условном переходе | Длина резьбы для срабатывания | |||
| низкий | низкий | ||||||
1.7. Трубы номинальным диаметром 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
Примеры легенд
Труба гладкая, не оцинкованная, нормальной точности изготовления, негабаритной длины, номинального отверстия 20 мм, толщины стенки 2,8 мм, без резьбы и без муфты:
То же со сцеплением:
Такая же мерная длина, с резьбой:
То же, оцинкованное, немерной длины, с резьбой:
То же, оцинкованное, мерная длина, с резьбой:
Для труб с резьбой, буква H указывается в символе после слова «труба».
Для труб с длинной резьбой буква D. указывается в символе после слова «труба».
Для труб с повышенной точностью буква P указывается в символе после размера условного отверстия.
(Измененная редакция, Изм. № 1).
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и в соответствии с установленным технологическим регламентом из стали по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей водогазопроводных сооружений изготавливаются стальные по ГОСТ 1050.
2.2. По требованию потребителя на концах сварных труб с толщиной стенки 5 мм и более должны быть сняты фаски под углом 35-40 ° к торцу трубы. В этом случае оставьте концевое кольцо шириной 1–3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм на оба конца трубы наносится резьба.
2.1; 2.2.
2.3. По желанию потребителя трубы комплектуются муфтами по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одно соединение на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности трубы не допускаются трещины, застревание, вздутие и закаты.
Концы труб не должны расслаиваться.
Отдельные вмятины, складки, опасности, следы отслаивания и другие дефекты, вызванные способом производства, допускаются при условии, что толщина стенки не превышает минимальные размеры, и слой окалины, который не мешает проверке.
На трубах, изготовленных сваркой в печи, допускается уменьшение наружного диаметра до 0,5 мм по шву, если в этом месте имеется неглубокий валик не более 1,0 мм по внутреннему диаметру.
(доработанная редакция, изм. № 3, 4).
2,5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва трубы заусенец должен быть срезан или сплющен, а высота заусенца или его отметок не должна превышать 0,5 мм. .
По требованию потребителя на трубах номинальным диаметром более 15 мм, изготовленных методом печной сварки и методом горячего обжатия, допускается пологое утолщение высотой не более 0,5 мм. внутренняя поверхность трубы в зоне шва.
(доработанная редакция, изм. №№ 2, 3, 4, 5, 6).
2.6. Концы труб нужно обрезать под прямым углом. Величина уклона колбы допускается не более 2 °. Остатки заусенцев не должны превышать 0,5 мм.При удалении заусенцев допускается затупление (закругление) концов. Допускается резка труб на линии стана.
С согласия производителя и потребителя на трубах номинальным диаметром 6-25 мм, изготовленных сваркой в печи, допускаются заусенцы до 1 мм.
(доработанная редакция, изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинкование по всей поверхности толщиной не менее 30 мкм. На концах и резьбе труб не допускается цинкование.
На поверхности оцинкованных труб недопустимы вздутия и инородные включения (твердый цинк, оксиды, спеченная шихта) отслоение основного металлического покрытия.
Допускаются отдельные пятна флюса и следы захвата труб подъемными устройствами, шероховатость и небольшой локальный приток цинка.
. Допускается правка отдельных неоцинкованных участков на 0,5% наружной поверхности трубы по ГОСТ 9.307.
(доработанная редакция, изм. № 3, 4).
2,8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс / см 2) - трубы обыкновенные и легкие;
3,1 МПа (32 кгс / см 2) - трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс / см 2)
(доработанная редакция, изм. №№ 2, 3, 5).
2.9. Трубы с номинальным отверстием до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки с радиусом наружного диаметра 2,5 и номинальным отверстием 50 мм на оправке с радиусом наружного диаметра 3,5.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб номинальным диаметром от 15 до 50 мм - не менее 7%;
для труб номинальным диаметром 65 и более - не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра трубы.
(доработанная редакция, изм. №№ 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей водогазовых сооружений должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без дефектов и заусенцев, по ГОСТ 6357, класс точности Б.
.Для сборки с прокладками используются трубы с цилиндрической резьбой.
2,10; 2.11. (доработанная редакция, изм. № 3, 4).
2.12. На месте шва допускается черный цвет на резьбах, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по желанию потребителя не превышает 10%.
На резьбу допускаются резьбы с обрывом (нарезанием) или неполной (накаткой) резьбой при условии, что их общая длина не превышает 10% от необходимой длины резьбы, а по требованию потребителя не превышает 5%.
(доработанная редакция, изм. №№ 2, 3, 5).
2.13. Допускается на резьбе уменьшать полезную длину резьбы (без выхода) на 15% по сравнению с указанной в таблице. 4, и до 10% по желанию потребителя.
(доработанная редакция, изм. №№ 2, 3, 5).
2.14. Нарезание резьбы на оцинкованные трубы происходит после цинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергаются неразрушающему контролю.
(Измененная редакция, Изм. № 5).
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением к трубам, предназначенным для изготовления деталей водогазопроводов, стальным по ГОСТ. 1050: химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии не более 60 тонн.
(доработанная редакция, изм. № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
. Допускается использование методов статистического контроля по ГОСТ 18242 * на нормальном уровне. Планы контроля устанавливаются по соглашению между производителем и потребителем.
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Внешний диаметр труб проверяется на расстоянии не менее 15 мм от конца трубы.
(доработанная редакция, изм. №№ 3, 4, 5).
3.3. Для контроля параметров резьбы при испытании на растяжение, сплющивание, изгиб, внутреннюю высоту заусенцев, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками) следует учитывать механические свойства не более 1%, но не менее чем две трубы из партии, а для труб, изготовленных методом непрерывной сварки в печи, две трубы за партию.
(доработанная редакция, изм. № 3, 4).
3.4. Вес всех труб контролируется.
(Измененная редакция, Изм. № 3).
3.5. Каждая труба подвергается гидравлическому испытанию под давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание под давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности берутся две трубы из партии.
(Измененная редакция, Изм. № 2).
3,7. При получении неудовлетворительных результатов тестирования хотя бы по одному из показателей по нему проводится повторное тестирование на удвоенной выборке.
Результаты повторной экспертизы распространяются на всю партию.
4.1. В целях контроля качества из каждой выбранной пробирки для каждого типа теста вырезается по одному образцу.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытаний на растяжение допускается проверка механических свойств неразрушающими методами.
(доработанная редакция, изм. № 3, 6).
4.2. Поверхность трубы проверяется визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 испытательным давлением не менее 5 секунд.
4.4. Испытание на изгиб проводится по ГОСТ 3728. Перед нанесением покрытия оцинкованные трубы испытывают.
(Измененная редакция, Изм. № 3).
4.4a. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конуса 6 °.
Допускается испытание на оправке с углом конуса 30 °.
(доработанная редакция, изм. № 3, 4).
4.4b. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Изм. № 3).
4.4c. Контроль сварных швов проводится неразрушающими методами в соответствии с нормативно-технической документацией.
(введен в дополнение к книге № 3 ).
4.5. Толщина цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности контролируется по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41НТ, МТЗОН или Импульс в соответствии с требованиями нормативно-техническая документация.
4.6. Проверку резьбы проводят кольцевыми калибрами с резьбой по ГОСТ 2533 (третий класс точности).
В этом случае диаметр резьбы калибра для глухих колец не должен превышать трех оборотов.
(доработанная редакция, изм. № 3, 4).
4.7. Кривизну труб контролируют линейкой по ГОСТ 8026 и комплектом щупов по НТД.
(доработанная редакция, изм. № 3, 5).
4.8. Прямой угол концов труб контролируется угольником 90 ° размером 160 × 100 мм, класс 3 по ГОСТ 3749, комплектом из 4-х пластинчатых зондов по НТД или гониометром
.Настоящий стандарт распространяется на сварные трубы из неоцинкованной и оцинкованной стали с цилиндрической резьбой или накатанной резьбой и без резьбы, используемые для водо- и газопроводов, систем отопления, а также части водопроводных и газопроводов.
| ГОСТ 3262-75 * |
| Трубы стальные для водо- и газоснабжения.Технические условия |
| действующий |
| ГОСТ 3262-62 |
| 10.01.2008 |
| 02.01.2009 |
| 01.01.1977 |
| Министерство черной металлургии СССР |
| Государственный комитет СССР по стандартизации (11.09.1975) |
| Издательство стандартов № 1994 |
СТАЛЬНЫЕ ВОДОПРОВОДЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСКИЕ СТАНДАРТЫ
Москва
СТАНДАРТ АССОЦИАЦИИ ССР
Дата введите 01.01,77
Настоящий стандарт распространяется на сварные трубы из неоцинкованной и оцинкованной стали с параллельной резьбой, нарезанные или прокатанные и без резьбы, используемые в системах водоснабжения, газоснабжения, отопления, а также на частях водо- и газопроводов.
1.1. Трубы изготавливаются с размерами и массой, указанными в таблице. один.
По желанию заказчика трубы легких серий, предназначенные для накатки резьбы, изготавливаются по размерам масс, указанным в таблице. 2,
(Пересмотренное издание, Поправка № 1 , г. 3 ).
1.2. Длина трубы от 4 до 12 м:
мерная или кратная мерная длина с припуском на каждый пропил 5 мм и максимальным отклонением по всей длине плюс 10 мм;
немерная длина.
По согласованию производителя и потребителя в партии негабаритных труб допускается до 5% труб длиной от 1,5 до 4 м.
Таблица 1
92 284 Габаритные размеры, мм 92 285| Условный проход | Внешний диаметр | Толщина стенки трубы | Масса 1 метра труб, кг | ||||
| общий | усиленный | общий | усиленный | ||||
Таблица 2
Габаритные размеры, мм
| Условный проход | Внешний диаметр 90 323 90 322толщина стенки | Масса 1 метра труб, кг | |
Примечания:
1.В случае резьбы, выполненной накаткой на трубе, допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы.
2. Вес 1 м труб рассчитан для плотности стали 7,85 г / см 3. Оцинкованные трубы тяжелее неоцинкованных труб на 3%.
1.3. Предельные отклонения размеров труб не должны превышать значений, указанных в таблице. 3,
Таблица 3
| Размеры трубы | Предельные отклонения для труб с точностью изготовления | |
| увеличено | ||
| Наружный диаметр с условным проходом: | ||
| до 40 мм включительно. | ||
| - 0,5 | ||
| Наружный диаметр с условным проходом: более 40 мм | ||
| - 1.0 | ||
| толщина стенки | - 15% | - 10% |
Примечания:
1. Максимальное отклонение в положительную сторону по толщине стенки ограничено максимальным изменением веса трубы.
2. Трубы нормальной производственной точности применяются для систем водоснабжения, газа и отопления. Трубы с повышенной точностью изготовления используются для деталей строительства водо- и газопроводов.
1,4. Максимальные отклонения веса трубы не должны превышать + 8%.
По требованию потребителя предельные отклонения массы не должны превышать:
7,5% - партии;
10% - за отдельную трубу.
(доработанная редакция, изм. № 2, 5).
1,5. Кривизна труб по длине 1 м не должна превышать:
2 мм - с условным проходом до 20 мм включительно;
1,5 мм - при условном проходе более 20 мм.
1,6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в таблице. 4.
Таблица 4
| Диаметр условный, мм | Длина резьбы до захода, мм | Диаметр условный, мм | Количество потоков в условном переходе | Длина резьбы до захода, мм | |||
| низкий | низкий | ||||||
1.7. Трубы номинальным диаметром 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
Примеры условных обозначений
Труба гладкая, не оцинкованная, нормальной точности изготовления, негабаритной длины, номинального отверстия 20 мм, толщины стенки 2,8 мм, без резьбы и без муфты:
Труба 20 ´ 2,8 ГОСТ 3262-75
То же со сцеплением:
Труба М-20 ´ 2,8 ГОСТ 3262-75
Такая же мерная длина, отрез:
Труба Р-20 ´ 2,8 - 4000 ГОСТ 3262-75
То же, оцинкованное, немерной длины, с резьбой:
Труба Ц-Р-20 ´ 2,8 ГОСТ 3262-75
То же, оцинкованное, мерная длина, с резьбой:
Труба Ц-Р-20 ´ 2,8 - 4000 ГОСТ 3262-75
Для труб с резьбой, буква H указывается в символе после слова «труба».
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква D.
Для труб с повышенной точностью буква P указывается в символе после размера условного отверстия.
(Измененная редакция, Изм. № 1).
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и в соответствии с утвержденным технологическим регламентом из стали по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей водогазопроводных сооружений изготавливаются стальные по ГОСТ 1050.
2.2. По желанию потребителя на концах сварных труб с толщиной стенки 5 мм и более должны быть сняты фаски под углом 35-40 °. до конца трубы. В этом случае оставьте концевое кольцо шириной 1–3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм на оба конца трубы наносится резьба.
2.1; 2.2. (доработанная редакция, изм. № 3, 4).
2.3. По желанию потребителя трубы комплектуются муфтами по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одно соединение на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности трубы не допускаются трещины, застревание, вздутие и закаты.
Отслоение концов труб запрещено.
Отдельные вмятины, морщины, опасности, следы очистки и другие дефекты, вызванные способом производства, допускаются, если они не удаляют толщину стенки сверх минимальных размеров, а также слой окалины, который не мешает проверке.
На трубах, изготовленных сваркой в печи, допускается уменьшение наружного диаметра до 0,5 мм по шву, если в этом месте имеется неглубокое утолщение по внутреннему диаметру не более 1,0 мм.
(доработанная редакция, изм. № 3, 4).
2,5. По требованию потребителя на трубах номинальным диаметром 20 мм и более на внутренней поверхности шва трубы заусенец должен быть срезан или сплющен, высота заусенца или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах с условным проходом более 15 мм, изготовленных сваркой в печи горячего обжатия, пологий валик высотой не более 0,5 мм на внутренней поверхности трубы в зона сварного шва допускается.
(доработанная редакция, изм. №№ 2, 3, 4, 5, 6).
2.6. Концы труб нужно обрезать под прямым углом. Допускается размер скошенного конца не более 2 °. Оставшиеся заусенцы не должны превышать 0,5 мм.При удалении заусенцев допускается затупление (закругление) концов. На линии Астана разрешается резка труб.
С согласия производителя и потребителя на трубах номинальным диаметром 6-25 мм, изготовленных методом сварки сплавов, допускаются заусенцы до 1 мм.
(доработанная редакция, изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинкование по всей поверхности толщиной не менее 30 мкм. На концах и резьбе труб не допускается цинкование.
На поверхности оцинкованных труб недопустимы вздутия и инородные включения (твердый цинк, оксиды, спеченная шихта) отслоение основного металлического покрытия.
Допускаются отдельные пятна флюса и следы захвата труб подъемными устройствами, шероховатость и небольшой локальный приток цинка.
. Допускается правка отдельных неоцинкованных участков на 0,5% наружной поверхности трубы по ГОСТ 9.307.
(доработанная редакция, изм. № 3, 4).
2,8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс / см 2) - трубы обыкновенные и легкие;
3,1 МПа (32 кгс / см 2) - трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс / см 2)
2.9. Трубы с номинальным внутренним диаметром до 40 мм включительно должны выдерживать испытание на изгиб вокруг адаптера с радиусом наружного диаметра 2,5 и номинальным отверстием 50 мм на оправке с радиусом наружного диаметра 3,5.
По требованию потребителя трубы должны выдерживать испытание на дозирование:
для труб номинальным диаметром от 15 до 50 мм - не менее 7%;
для труб номинальным диаметром 65 и более - не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра трубы.
2.8,2.9. (доработанная редакция, изм. №№ 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей водогазопроводов должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без дефектов и заусенцев, по ГОСТ 6357, класс точности Б.
.Для сборки с прокладками используются трубы с цилиндрической резьбой.
2,10; 2.11. (доработанная редакция, изм. № 3, 4).
2.12. Черный цвет на резьбе допускается в местах, где уменьшение нормальной высоты профиля резьбы не превышает 15%, а по желанию потребителя не превышает 10%.
На резьбу допускаются резьбы с обрывом (нарезанием) или неполной (накаткой) резьбой при условии, что их общая длина не превышает 10% от необходимой длины резьбы, а по требованию потребителя не превышает 5%.
2.13. Допускается уменьшение длины утка (без побега) до 15% по отношению к заданной, а по требованию потребителя до 10%.
2.12., 2.13. (доработанная редакция, изм. №№ 2, 3, 5).
2.14. Резьба оцинкованных труб происходит после цинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергаются неразрушающему контролю.
(Измененная редакция, Изм. № 5).
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного диаметра, одной марки и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением к трубам, предназначенным для производства деталей водогазопроводов, стальных марок. ГОСТ1050: химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии не более 60 тонн.
(доработанная редакция, изм. № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
. Допускается использование методов статистического контроля по ГОСТ 18242 на нормальном уровне. Планы контроля устанавливаются по соглашению между производителем и потребителем.
Внешний диаметр труб проверяется на расстоянии не менее 15 мм от конца трубы.
(доработанная редакция, изм. №№ 3, 4, 5).
3.3. Для проверки параметров резьбы, для испытания на растяжение, сплющивание, изгиб, внутреннюю высоту заусенцев, остатки заусенцев, прямой угол и угол скоса (в случае труб со скошенными кромками), механические свойства не более 1%, но не менее двух трубы поштучно, а для труб непрерывной печной сварки - две трубы из шихты.
(доработанная редакция, изм. № 3, 4).
3.4. Вес всех труб контролируется.
(Измененная редакция, Изм. № 3).
3.5. Каждая труба подвергается гидравлическому испытанию под давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание под давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Изм. № 6).
3,6. Из партии берут две трубы для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности.
(Измененная редакция, Изм. № 2).
3,7. Если результаты теста неудовлетворительны хотя бы по одному из показателей, второе испытание проводится на дублированном образце.
Результаты повторной экспертизы распространяются на всю партию.
4.1. В целях контроля качества из каждой выбранной пробирки для каждого типа теста вырезается по одному образцу.
Испытания на растяжение проводят по ГОСТ 10006. Вместо испытаний на растяжение допускается проверка механических свойств неразрушающими методами.
4.2. Поверхность трубы проверяется визуально.
4.3. Гидравлические испытания проводят по ГОСТ 3845 при выдерживании испытательного давления не менее 5 секунд.
4.4. Испытание на изгиб проводится по ГОСТ 3728. Перед нанесением покрытия оцинкованные трубы испытывают.
(Измененная редакция, Изм. № 3).
4.4a. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конуса 6 °. .
Допускается испытание на оправке с углом схождения 30 °. .
(доработанная редакция, изм. № 3, 4).
4.4b. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Изм. № 3).
4.4c. Контроль сварного соединения проводится неразрушающими методами в соответствии с нормативно-технической документацией.
(Внесено дополнительно изменение № 3).
4.5. Толщина цинкового покрытия на внешней поверхности и в доступных местах внутренней поверхности контролируется по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41НТ, МТЗОН или «Импульс» и технической документацией. .
4.6. Проверку резьбы проводят кольцевыми калибрами с резьбой по ГОСТ 2533 (третий класс точности).
В этом случае заправочная способность безрезьбового калибра не должна превышать трех оборотов.
(доработанная редакция, изм. № 3, 4).
4.7. Кривизну труб контролируют линейкой по ГОСТ 8026 и комплектом щупов по НД.
(доработанная редакция, изм. № 3, 5).
4.8. Прямой угол концов трубы контролируется квадратом 90 °. размер 160´ 100 мм класс 3 по ГОСТ 3749, набор из 4-х пластинчатых зондов по НД или гониометру ГОСТ 5378. Угол перекоса контролируется гониометром по ГОСТ 5378.
.(доработанная редакция, изм. № 3, 6).
4.9. Наружный диаметр проверяют гладкими микрометрами по ГОСТ 6507, калибрами-скобами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутренних заусенцев и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенометром по ГОСТ 11358 на обоих концах трубы.
Длину труб измеряют рулеткой по ГОСТ 7502. Резьба контролируется калибрами по ГОСТ 2533.
Весовой контроль партии труб осуществляется в масштабе не более 10 тонн с ценой шага не более 20 кг.
(доработанная редакция, изм. №№ 3, 4, 5, 6).
4.10. Контроль сварных швов проводится неразрушающими методами в соответствии с технической документацией.
(Внесено дополнительно изменение № 4).
5.1. Маркировка, упаковка, транспортировка и хранение осуществляется по ГОСТ 10692 с дополнением.
5.1.1. Трубную резьбу следует защитить от механических повреждений и коррозии консистентной смазкой в соответствии с нормативно-технической документацией.
п. 5. (доработанная редакция, изм. № 3).
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР.
РАЗРАБОТЧИКИ
Струдок В.И. , канд. наука техника, В. Ворон , канд. научная техника, Ю.М. Мирон , канд. уголок техники, A. I. Postołowa
2. УТВЕРЖДЕНО И ВНЕДРЕНИЕ постановлением Госкомстандарта СССР от 11.09.75 № 2379.
3.Периодичность проверок 5 лет.
4. ВЗАМЕН ГОСТ3262-62.
5. СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
| Номер позиции | |
| ГОСТ 9.301-86 | |
| ГОСТ 9.302-88 | |
| ГОСТ 9.307-89 | |
| ГОСТ 380-94 | |
| ГОСТ 1050-88 | |
| ГОСТ 2216-84 | |
| ГОСТ 2533-88 | |
| ГОСТ 3728-78 | |
| ГОСТ 3749-77 | |
| ГОСТ 3845-75 | |
| ГОСТ 5378-88 | |
| ГОСТ 6357-81 | |
| ГОСТ 6507-90 | |
| ГОСТ 7502-89 | |
| ГОСТ 8026-92 | |
| ГОСТ 8694-75 | |
| ГОСТ 8695-75 | |
| ГОСТ 8944-75 | |
| ГОСТ 8954-75 | |
| ГОСТ 8965-75 | |
| ГОСТ 8966-75 | |
| ГОСТ 10006-80 | |
| ГОСТ 10692-80 | |
| ГОСТ 11358-89 | |
| ГОСТ 18242-72 | |
| ГОСТ 18360-9 3 |
6.Срок действия отменен Постановлением Госстандарта от 12 ноября 1991 г. N 1726.
7. Перепечатано с поправками 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (IUS 1-78.2-79, 4-87, 8 -88, 2-90, 2-92)
Трубы категорииВГП - это группа стальных водогазопроводных труб. Кроме того, бывают оцинкованные и не оцинкованные варианты. Полые цилиндрические трубы с сварным продольным швом.
В категории есть три варианта толщины стенки - толстая стенка, средняя толщина стенки и тонкая толщина стенки. Ассортимент этого типа позволяет использовать трубы, подходящие именно для проекта, в котором они используются.
Название говорит само за себя - этот тип трубы может использоваться как в системах водоснабжения, так и в трубопроводах, транспортирующих газ. В основном труба ВГП считается универсальным вариантом для многих применений.
Стандартные трубы имеют длину от 4 м до 12 м.Кроме того, есть выбор материала - без резьбы или с цилиндрической или рифленой резьбой на концах. Причем он может быть коротким или длинным - все зависит от используемых нюансов.

Обычно труба ВГП имеет три категории прочности:
.Хотя такие трубы тяжелее неоцинкованных труб примерно на 3%, покрытие отлично влияет на поток жидкости по трубопроводу.Труба не ржавеет, а срок ее службы значительно увеличивается.
Преимущества труб ВГП
- Трубы стандартные ВГП ГОСТ 3262 75 изготавливаются из высококачественной стали.
- Так называемые «черные трубы» ВГП имеют усиленный сварной шов.
- Трубы данного типа делятся на три категории, удобные для потребителей - легкие, армированные и обычные. Это позволяет подобрать нужный вариант для безупречного дизайна магистрали.
- Резьба на концах труб может быть длинной, короткой или наложенной, в зависимости от пожелания заказчика, на нужной стороне с необходимыми параметрами.
- Трубки этой категории поставляются с муфтами или без них.
- Параметры трубы могут быть даны в дюймах, что считается стандартом.
- Проданные трубы проходят обязательную гидровихревую инспекцию, поэтому соответствие стандартам можно считать практически идеальным.
- Низкая стоимость при отличном качестве продукции - гарантия установленных стандартов и норм.
- Универсальность в использовании. Трубы правильного типа идеально подходят для монтажных и ремонтных работ практически любой категории.
- Огромный выбор видов труб - от бесшовных горячекатаных до холоднокатаных и электросварных.
- Наличие комплектующих - фланцев, соединений, тройников, колен, переходов и др., А также возможность их удобного использования при монтажных работах.
Как вы понимаете, стандартные трубы ВГП ГОСТ 3262 75 имеют широкий спектр применения. Наличие как минимум трех типов этого типа позволяет использовать их практически на всех участках трубопроводов.Кроме того, есть возможность выбрать категорию по типу линии, с богатым выбором типа труб для ее прокладки.