Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Плюсы:
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция оборудования
Возможность сварки в любых положениях
Дополнительные функции для облегчения процесса сварки
Дешевые расходные материалы
Минусы:
Ограничение по виду и толщине свариваемых металлов
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MAG (Metal Active Gas) - с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Плюсы:
Экономия времени на замене электрода
Расширенный диапазон рабочих таков
Отсутствие необходимости в постобработке шва
Качественный и прочный шов
Удобство эксплуатации за счет широкого набора функций
Минусы:
Низкая мобильность
Возможны затруднения в сварке в труднодоступных местах
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Плюсы:
Возможность работать с любыми металлами малых толщин
Высокое качество сварного шва
Широкий диапазон сварочного тока
Тонкая настройка параметров аппаратов
Дополнительные функции для облегчения процесса
Минусы:
Малая скорость сварочного процесса (относительно других видов сварки)
Ручная подача сварочного прутка
Тщательная подготовка заготовки
Дорогостоящий комплект оборудования
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная) |
От 2 мм. и выше |
Простота и доступность процесса сварки Минимальный набор расходных материалов Сварка в любых положениях
|
Ограничения по видам и толщинам свариваемых металлов. Ограниченная производительность Необходимость удаления шлака с деталей. |
|
MIG-MAG |
Все виды сталей, медь, алюминий и его сплавы, чугун |
От 1 мм и выше |
Высокая производительность Качественный шов Отсутствие шлака |
Ограниченная мобильность Необходимость в дополнительных расходных материалах и доп. оборудовании |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
Возможность сварки любых металлов Эстетический и качественный шов |
Низкая производительность Необходимость в дополнительных расходных материалах и доп. оборудовании |
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Дуговая сварка инертным газом с неплавящимся вольфрамовым электродом (Tungsten Inert Gas) – это процесс, в котором тепло, необходимое для выполнения сварки, подается электрической дугой, поддерживаемой между не плавящимся электродом и обрабатываемой деталью; электрод, используемый для проведения тока – это вольфрамовый электрод или электрод из вольфрамового сплава. Зона сварки, расплавленный металл и не плавящийся электрод защищены от воздействия атмосферы при помощи инертного газа, подаваемого через горелку, в которой находится электрод. Сварка с применением процесса TIG может вестись с припоем из другого материала (стержень материала припоя) или посредством расплавления материала основы под действием электрической дуги.
Сварочный контур состоит из следующих основных частей
1. генератор тока
2. горелка, в которой находится вольфрамовый электрод, с пучком кабелей
3. стержень материала припоя
4. газовый баллон с контуром под давлением
5. зажим с кабелем массы
6. узел водяного охлаждения
1. Генератор тока
Генератор – это устройство, чьей задачей является поддержание горящей электрическую дугу, формирующуюся между материалом основы и вольфрамовым электродом, подавая достаточное количество тока для поддержания горящей дуги.
Внутри генератора обычно имеется регулировочное устройство тока сварки механического типа (магнитный шунт) или электронного типа (системы с тиристорами или системы с инвертером).
Можно выделить две категории генераторов:
a) генератор переменного тока AC (alternating current)
Выходной ток/напряжение генератора приобретает типичную форму квадратной волны, меняющей свою полярность через равные интервалы, с частотой 20 или 200 циклов в секунду (Герц) или более, в зависимости от типа используемого генератора. Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
b) генератор постоянного тока DC (direct current)
Выходной ток генератора приобретает форму постоянной волны, получаемую при помощи устройств, которые позволяют преобразование переменного тока/напряжения в постоянный ток.
В том случае, если сварочный контур состоит из генератора постоянного тока (DC), можно ввести дополнительную классификацию, в зависимости от способа соединения полюсов источника сварки со свариваемым материалом или от формы волны тока сварки:
i) постоянный ток с соединением с прямой полярностью
При прямой полярности горелка, с соответствующим кабелем, соединяется с отрицательным полюсом, и свариваемый материал соединяется с положительным полюсом источника; в этом случае электроны переходят от электрода к детали и приводят к плавлению.
Это наиболее часто используемый тип тока с системой TIG. Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
ii) постоянный ток с соединением с обратной полярностью
При обратной полярности горелка, с соответствующим кабелем, соединяется с положительным полюсом, и свариваемый материал соединяется с отрицательным полюсом источника.
Этот тип питания мало используется, поскольку производит плоский расплав с неглубоким проникновением. Обратная полярность приводит к избыточному нагреву электрода; для того, чтобы не вызвать его сгорание, необходимо применять ограниченную силу тока.
С этим связано его незначительное применение. Существует дополнительная группа генераторов, которые определяются как генераторы постоянного тока, независимо от полярности соединений, и точнее генераторы модулированного или импульсного постоянного тока.
Генератор модулированного тока – это генератор постоянного тока, оснащенный особыми устройствами, которые позволяют изменять амплитуду тока сварки. Модулированный или импульсный ток достигается, накладывая на основной постоянный ток другой компонент, обычно квадратные волны, приводя к периодической пульсации дуги. При помощи данной системы достигается сварочный шов, сформированный постоянным наложением друг на друга точек сварки, которые, одна за другой, формируют единый сварочный шов. Обычно этот ток применяется на небольших толщинах, где необходимо контролировать подачу температуры, чтобы избежать прожигания свариваемой детали, не нарушая при этом глубину проникновения сварки.
2. Горелка, в которой устанавливается вольфрамовый электрод с пучком кабелей
Горелка, в которой находится электрод, - это устройство, которое включает вольфрамовый электрод, и соединяется с кабелями, идущими к генератору, которое подает электропитание и направляет защитный газ.
В зависимости от типа использования, существуют горелки с естественным охлаждением, посредством защитного газа, если требуется низкая сила тока, и горелки с водным охлаждением, когда применяется сильный ток (200 - 500 A) и сварка ведется часто.
3. Стержень материала припоя
Толщина материала, тип соединения и необходимые характеристики сварки влияют на решение применять или не применять материал припоя, добавляемый к расплаву. Добавление материала припоя к расплаву при ручной сварке выполняется, погружая стержень материала припоя в зону дуги, рядом с расплавом.
Металл припоя обычно сходен с металлом основы и к нему часто добавляется ограниченное количество раскислителей или других элементов, улучшающих свойства зоны расплава.
4. Газовый баллон с контуром под давлением
Газовый баллон с контуром под давлением состоит из следующих частей:
- баллон с защитным газом
- манометр, прибор, используемый для указания на количество газа внутри баллона
- редуктор давления
- электроклапан, который имеется в том случае, если горелка оборудована кнопкой пуска, управляемой той же кнопкой, которая открывает и закрывает приток газа, в зависимости от потребностей оператора.
5. Зажим с кабелем массы
Зажим с кабелем массы позволяет осуществлять электрическое соединение между генератором тока и свариваемым материалом основы. Кабель должен иметь сечение и длину, соответствующие максимальной силе тока источника сварки.
6. Узел водного охлаждения
Узел водного охлаждения используется для охлаждения горелки, если она охлаждается водой, когда высокие значения сварочного тока приводят к избыточному перегреву. При помощи насоса, узел обеспечивает постоянную циркуляцию воды в горелке и посредством системы охлаждения управляет защитой от перегрева.
C. Защитные газы
Основной функцией защитного газа является замена воздуха рядом с расплавом, электродом и кончиком стержня с металлом припоя, чтобы избежать риска загрязнения вредными веществами, присутствующими в атмосфере.
Физические и химические характеристики газа могут по-разному влиять на сварку, в зависимости от разных типов металла. Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Важно, чтобы эти газы были как можно более чистыми, так как даже незначительное количество примесей может влиять на хорошее качество сварки, делая его неприемлемым.
Во время сварки, используя в качестве защитного газа аргон, дуга остается довольно устойчивой, но расплав менее горячий; поэтому данный газ лучше подходит для сварки небольших толщин.
Следует отметить, что аргон широко применяется из-за своей гораздо более низкой стоимости, по сравнению с гелием; это фактор является особенно значимым при выборе защитного газа.
Дуга с гелием вырабатывает более сильное тепло, по сравнению с аргоном; его использованием рекомендуется для сварки материалов с высокой теплопроводностью, позволяя увеличить скорость сварки.
Поскольку гелий легче воздуха, для создания правильной защиты расплава необходимо его применение в большем количестве, по сравнению с количеством используемого аргона.
Смеси аргона и гелия используются для получения защитного газа с промежуточными характеристиками.
В продаже имеются различные типы неплавящихся электродов:
Розжиг электрической дуги происходит благодаря быстрому контакту между вольфрамовым электродом и деталью, или при помощи специального устройства для бесконтактного розжига.
Для того чтобы не загрязнять электрод или чтобы избежать ударов дуги по материалу основы, часто дуга разжигается на чистой пластине (из меди или той же природы, что и материал основы), расположенной рядом со скосом-
Типы розжига дуги, используемые наиболее часто, следующие:
Применение данного процесса в основном используется при сварке нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов. Нержавеющие стали свариваются при постоянном токе (DC) с прямой полярностью.
Можно варить без материала припоя детали с толщиной до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя, который должен соответствовать качеству свариваемой нержавеющей стали. Перед началом сварки рекомендуется тщательно очистить материал щеткой из нержавеющей стали.
Алюминий и его сплавы свариваются при переменном токе (AC) и требуют, для хорошего результата шва, использование высокочастотного генератора с соответствующими характеристиками. Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
В таком случае также можно вести сварку без материала припоя на толщинах до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя.
Сварка в аргоновой атмосфере, с вольфрамовым электродом, применяется с мягкими и легированными сталями, никелем и его сплавами, медью и ее сплавами, титаном и его сплавами, а также сварку благородных металлов. Для данных металлов и сплавов используется постоянный ток (DC) с прямой полярностью.
Электрическая дуга была открыта более двухсот лет назад, однако только в начале прошлого века ученые догадались окружить ее инертным газом – так родилась tig сварка. С появлением данной технологии произошел настоящий переворот в авиационной промышленности – впервые появилась возможность сваривать магний и алюминий. Известно, что эти металлы плохо поддаются свариванию традиционным способом, поскольку сразу вступают в реакцию с воздухом. Кислород проникает в сварной шов и делает его пористым. И только благодаря tig-сварке эта проблема нашла решение.
TIG – это дуговая сварка с применением вольфрамового электрода в среде инертных газов, защищающих свариваемые поверхности. В качестве защиты чаще всего используют аргон, поэтому такая сварка называется аргонодуговой. Однако эта терминология не совсем точна, поскольку с тем же успехом можно применять гелий и азот.
На практике предпочтение отдается газовой смеси аргона и гелия в пропорции 4:6 соответственно. При равных показаниях тока в электроде, дуга в гелиевой среде выделяет почти в 2 раза больше энергии. Зато более тяжелый аргон удобнее в работе и не образует с кислородом взрывоопасной смеси. Такое соотношение двух газов позволяет сохранить их достоинства и нивелировать недостатки.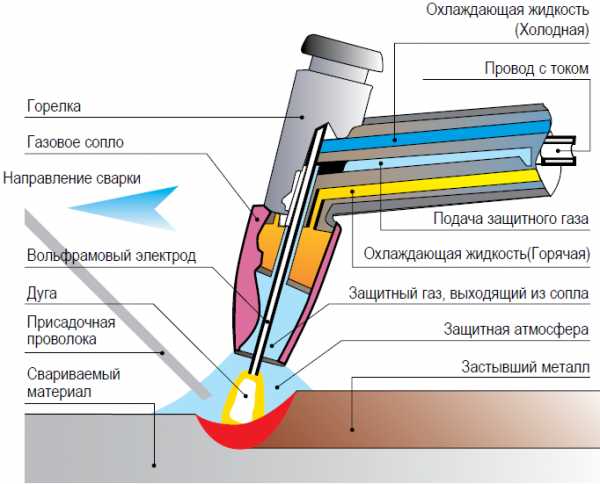
TIG – такая аббревиатура применяется в Европе. TIG — Tungsten Inert Gas (tungsten – в переводе с английского: вольфрам).
WIG – обозначение tig сварки в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – в переводе с немецкого: вольфрам).
TIG-DC — режим на основе постоянного тока (DC — direct current – в переводе: постоянный ток).
TIG-AC — дуговая сварка на основе переменного тока (AC – alternating current — в переводе: переменный ток).
TIG-HF — режим бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом (HF — high frequency – в переводе с английского: высокая частота).
к меню ↑Чтобы получить качественный шов, необходимо обеспечить правильное положение горелки – «углом вперед». То есть в процессе сварки горелку наклоняют в сторону формирующегося шва. При этом присадка подается мелкими шагами под углом 15-30 градусов по отношению к поверхности металла. Аргонодуговая сварка предполагает как ручной, так и автоматический режим подачи.
Важно: конец электрода не должен выходить из зоны газовой защиты. Это грозит окислением в результате контакта нагретого или расплавленного металла с воздухом.
Стоит отметить, что даже небольшая степень загрязнения или окисления присадки неизбежно приведет к засорению сварочной ванны. Поэтому необходимо следить за чистотой электрода. Источником грязи и смазки могут оказаться рабочие рукавицы.
Чтобы избежать подобных проблем, непосредственно перед сваркой вольфрамовую проволоку и основной металл обрабатывают растворителем. Влага и смазка, попавшие на свариваемые поверхности, приводят к водородному растрескиванию и пористости шва.
к меню ↑| Вероятная причина | Способ устранения |
|---|---|
| Слишком быстрое сгорание | |
| Недостаточный расход газа. | Проверить, что в баллоне есть газ, а в системе его подачи нет помех. Приблизительный расход газа 15-20 CFH (от 7 до 10 л/мин). |
| Неправильно подключен электрод. | Удостовериться, что электрод подключен не к плюсу, а к минусу. При необходимости переключить |
| Диаметр электрода не соответствует используемому току. | Взять электрод большего диаметра либо сократить подачу тока. |
| В паузах сварки происходит окисление вольфрама. | Нужно следить за поступлением газа в горелку в течение 15 секунд после гашения дуги (из расчета 1 секунда на каждые 10А сварочного тока). |
| Сварка электродом без присадок. | Использовать подходящие электроды. Например, для сварки переменным током использовать WP, а не WL-20. |
| Загрязнение шва вольфрамом | |
| Плавление электрода в сварочную ванну | Заменить электрод WP легированным |
| Касание электродом сварочной ванны | Держать присадку выше |
| Шов имеет плохой цвет или пористую структуру | |
| Наличие конденсата на свариваемых поверхностях. | Своевременно удалять конденсат. Он может быть следствием перемещения металла из холода в тепло. |
| Недостаточно плотное соединение шланга или горелки, неисправность самого шланга. | Правильно соединить шланг и горелку. Проверить целостность шланга. |
| Сварка с недостаточным расходом газа. | Приблизительный расход газа 15-20 CFH (от 7 до 10 л/мин). Отрегулировать расход газа. |
| Присадочный материал загрязнен или не подходит. | Убедится, что используется подходящий тип присадочного металла. Очистить его от жира, масла и влаги. |
TIG-сварка или аргонодуговая сварка неплавящимся электродом — технология позволяющая создавать наиболее качественный шов не требующий дополнительной обработки. При сварке данной технологией на сварочном шве полностью отсутствуют окалина и шлак. Одним из основных инструментов для осуществления такой сварки является сварочная горелка для аргонодуговой сварки. Наша компания предлагает рассмотреть горелки серии WP.
Поскольку при работе с горелкой сварщик использует обе руки: одной удерживая горелку, а второй подает присадочный пруток в ванночку с расплавленным металлом, очень важна эргономика и вес горелки. Горелки серии WP обладают весом 2 кг до 3,5 кг в зависимости от модели.
Горелки сварочные для tig-сварки бывают двух типов охлаждения: с воздушным охлаждением и с водяным охлаждением. Горелки с воздушным охлаждением применяются в бытовой сварке с силой тока не более 200 А. Горелки же с водяным охлаждением применяются для производственной сварки, где требуется высокая производительность труда и непрерывный режим сварки. Серия WP включает в себя горелки как с воздушным, так и с жидкостным охлаждением.
Следующим пунктом при выборе горелки возникает вопрос: какой тип горелки наиболее удобен вентильный, кнопочный и кнопка+вентиль. Вентильная горелка — это самая простая горелка с вентилем для подачи газа, не имеет кнопки управления. Такую горелку обычно используют когда источник тока не спроектирован специально для аргонодуговой сварки, либо эта функция дополнительная и для удешевления на сварочном аппарате не устанавливают электромагнитный клапан для подачи защитного газа и нет схемы удаленного управления подачей напряжения на горелку. Такие горелки используются нечасто из-за неудобства использования. Горелка с вентилем и кнопкой — это редкий гость на рынке сварочных горелок. Она позволяет управлять и регулировать подачу защитного газа непосредственно на рукоятке. Чаще всего эта возможность не используется и является избыточной. Сварочная горелка с кнопкой наиболее распространенный и востребованный вариант. Сварочные горелки WP с кнопкой, удобно расположенной на ручке горелки, позволяют эффективно управлять процессом сварки.
Горелки для tig-сварки неплавящимся электродом в среде защитных газов во всех пространственных положениях серии WP подходят к большинству современных аппаратов для сварки аргоном и подключаются с помощью унифицированных силовых вставок.
Особенно обращаем внимание, что необходимо своевременно заменять вышедшие из строя детали. Используйте комплектующие специально предназначенные для данной горелки.
В нашем интернет-магазине мы предлагаем следующие расходные части для горелок серии WP: Цанги и держатели цанги, сопла керамические разных диаметров, вилки кабельные и многое другое.
Сварка TIG (вольфрамовый инертный газ) заключается в генерации электрической дуги с использованием негорючего вольфрамового электрода в защищен инертным газом. Обозначение GTAW (Gas Tungsten Arc Welding) встречается часто (в основном в США).
Сварочная дуга между неплавящимся электродом и деталью плавит поверхность детали.При сварке TIG нет необходимости использовать какие-либо дополнительные материалы. Сваренные элементы можно соединять переплавкой сварной канавки. Однако, если используется дополнительный материал, он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG / MAG. Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG / MAG. Связующее обычно выпускается в виде проволоки (прутка) длиной 1 м и правильно подобранного диаметра.
Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, истекающего из сопла электрододержателя. Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
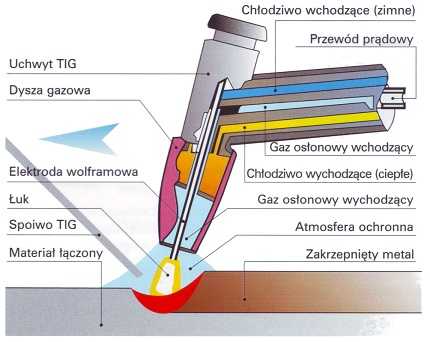
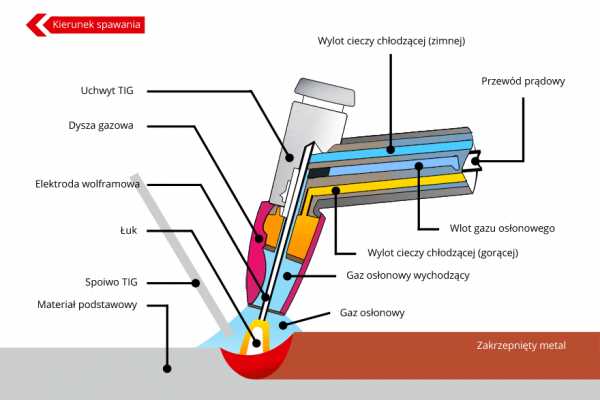
| Схема сварки TIG Краткий обзор сварки TIG: Когда вольфрамовый электрод (неплавящийся!) Приближается к свариваемому материалу (связанному материалу), возникает электрический Возникает дуга, которая плавит материал и связку TIG (металлический стержень), подаваемую рядом с ручкой, создавая жидкую сварочную ванну.После того, как дуга уходит, сварочная ванна затвердевает, образуя неразъемный шов. Защитный газ непрерывно подается через сварочную горелку и ее газовое сопло для защиты расплавленного металла от атмосферы. |
Особенности метода сварки неплавящимся электродом TIG
Преимущества:
универсальный метод - почти все металлы и сплавы можно сваривать во всех положениях,
возможно для сварки тонких листов - примерно от 0,5 мм,
высокое качество и чистота сварного шва ,
легкий контроль сварочной ванны, количества тепла и дополнительного материала,
нет брызги жидкого металла,
простота обучения сварке вручную сварщиком,
возможность механизации и автоматизации способа.
Недостатки:
низкая скорость сварки, низкая производительность, особенно с более толстыми элементами,
качество сварных швов зависит от квалификации сварщика,
работа ионизатора Используемый для зажигания сварочной дуги может быть источником помех для других электронных устройств.
Применение метода TIG
Метод TIG позволяет получить чрезвычайно чистый и качественный сварной шов .В процессе не образуется шлак, что исключает риск загрязнения сварного шва его включениями, а готовый сварной шов практически не требует очистки. Метод TIG чаще всего используется для сварки нержавеющих сталей и других высоколегированных сталей и таких материалов, как алюминий , медь , титан , никель и их сплавы.
Сварка TIG используется, в частности, для сварки труб, трубопроводов и тонких листов.Он используется в различных отраслях промышленности, в том числе пищевая, химическая, автомобильная, авиационная.
.
Во время сварки TIG (вольфрамовый электрод в среде инертного газа) сварочная дуга образуется между неплавящимся вольфрамовым электродом и заготовкой. Защитный газ всегда инертен и не влияет на сам процесс сварки. Обычно это аргон, и его роль заключается в защите не только сварочной ванны, но и электрода пистолета от окисления.
Сварка TIG не всегда требует дополнительного материала.Два элемента можно соединить путем сплавления самого паза. При использовании присадочного материала он подается в сварочную ванну вручную, а не с помощью сварочного пистолета, как при сварке MIG / MAG. Поэтому сварочная горелка TIG имеет совершенно иную конструкцию, чем сварочная горелка MIG / MAG.
Используются различные методы сварки TIG, например, сварка постоянным током (TIG DC) или переменным током (TIG AC), а также импульсная сварка TIG.
Сварка TIG чаще всего используется для сварки трубопроводов и труб.Однако он используется во многих отраслях промышленности, таких как авиация и обработка листового металла, где приходится работать с очень тонкими или специальными материалами, такими как титан.
Метод TIG подходит для ручной и автоматической сварки, а также для роботизированной сварки.
Комплекты для сварки TIG состоят из источника питания, кабеля заземления, сварочной горелки и баллона с защитным газом или подключения к газовой сети.В состав также может входить система жидкостного охлаждения. Механизм подачи проволоки не требуется, поскольку проволока подается вручную.
Обзор аппаратов для сварки TIG Kemppi
Сварка TIG используется, когда важен внешний вид сварного шва. Это, в свою очередь, предъявляет особые требования к точности работы. Сварка с использованием этого метода также требует больших усилий из-за большего количества контролируемых факторов, чем с использованием других методов.При сварке вольфрамовым электродом сварщик одной рукой перемещает горелку, а другой подает присадочный материал в сварочную ванну. Это означает, что вам нужно уметь точно работать обеими руками, и вы не можете поддерживать ручку одной из них, как в случае сварки MIG / MAG.
Эти требования затрудняют сварку TIG, особенно вначале. Однако со временем руки привыкают к типичному движению этой техники, и это становится естественным. Тем не менее, более сложные задачи, требующие использования техники TIG, выполняют сварщики, специализирующиеся на этом методе.
Горелка толкается во время сварки TIG. Присадочный материал можно подавать одиночными каплями или непрерывно, то есть сварочная проволока все время находится в сварочной ванне.
.Метод TIG, который считается универсальным, имеет ряд существенных преимуществ: он позволяет соединять практически все металлы и их сплавы, при сварке не происходит разбрызгивания, а сварной шов не требует длительной постобработки. Также следует отметить, что вы полностью контролируете весь процесс сварки. Это делает метод TIG очень популярным, но для достижения ожидаемых результатов необходимо правильно выбрать рабочие параметры, в частности сварочный ток.Как это сделать?
Сварка TIG - это получение электрической дуги неплавящимся вольфрамовым электродом. Это делается в инертном газе, таком как аргон, гелий или их смесь. В методе TIG дуга зажигается путем трения свариваемого материала вольфрамовым электродом, но это также может происходить бесконтактно благодаря системе ионизатора. Сварочная дуга плавит основной материал, и дополнительный материал не требуется, хотя это возможно (это сварочный стержень, который необходимо подавать вручную).
Метод сварки TIG представлен на схеме ниже:
Поперечное сечение сварочной горелки TIG
Allweld.pl © Авторские права Все права защищены. Все фотографии и описания защищены законом об авторском праве, запрещено копировать, изменять или публиковать их без предварительного согласия.
Неплавящийся вольфрамовый электрод приближают к свариваемому основному материалу, и образуется электрическая дуга.Он способствует плавлению материала, а также связующего для сварки TIG, подаваемого рядом с горелкой. Это вызывает образование сварочной ванны, которая затвердевает при удалении дуги, превращаясь в прочный сварной шов. В сварочном патроне имеется газовое сопло, благодаря которому подается защитный газ для защиты зоны сварки от воздействия атмосферы. Напряжение подается на электрод через токопровод, выходящий из источника тока. Как видно из схемы, сварочную горелку можно охладить жидкостью, затем к ней подводится теплоноситель и вместе с охладителем она работает по замкнутому контуру.
Процесс сварки TIG может выполняться с использованием постоянного тока, то есть TIG постоянного тока или переменного тока, TIG переменного тока. В первом случае в настоящее время очень часто используется однонаправленный пульсирующий ток, что позволяет регулировать его параметры. Это означает, что мы существенно влияем на форму получаемого стыка и можем без проблем соединять тонкие листы. В методе TIG AC используются, среди прочего, прямоугольный переменный ток, позволяющий сохранять достаточно большой контроль за всем процессом сварки.
Упрощенная схема сварки TIG
Allweld.pl © Авторские права Все права защищены. Все фотографии и описания защищены законом об авторском праве, запрещено копировать, изменять или публиковать их без предварительного согласия.
Перед началом работ необходимо выбрать тип и диаметр неплавящегося электрода, а также несколько важных параметров. К ним относятся:
Также очень важно правильно подобрать сварочный ток, ведь от этого зависит комфорт работы и получаемые результаты.
Как уже упоминалось, сварка TIG может осуществляться на постоянном или переменном токе. В случае TIG DC количество тепла, выделяемого на положительном полюсе, составляет примерно 70% от общего количества тепла, выделяемого в дуге. Чтобы продлить срок службы электрода и избежать чрезмерного нагрева горелки во время сварки постоянным током, на электроде используется отрицательная полярность.Это также положительно сказывается на всем процессе сварки. Таким способом можно соединить практически все металлы, за исключением алюминия, магния и их сплавов. Перечисленные материалы свариваются на переменном токе.
Сварщик TIG - в сварочном цехе allweld.pl
Помимо полярности сварочного тока, необходимо также установить соответствующее значение. Это зависит от типа и толщины материала, типа и диаметра неплавящегося электрода, типа защитного газа, а также положения сварки.Ток является важным параметром, поскольку он влияет на ширину и глубину сварного шва, количество тепла, вводимого в свариваемый материал, и конечную температуру неплавящегося электрода. Если сила тока установлена слишком низкой, становится трудно получить надлежащее проникновение. С другой стороны, слишком высокая интенсивность часто способствует появлению оплавления на конце электрода, а также локальному прожиганию отверстий в свариваемом материале из-за его перегрева.
Ниже дана подсказка о том, как выбрать силу тока в зависимости от диаметра электрода и расхода защитного газа:
Если вы хотите сваривать на переменном токе, обратите внимание на дополнительные параметры, характерные для метода TIG AC. Один из них - это баланс переменного тока, который играет важную роль при сварке алюминия. Балка влияет на распределение тепла между неплавящимся электродом и заготовкой. Более чем в 90% случаев лучшим решением является установка так называемого отрицательный баланс, т.е. на уровне от -25% до -15%.Это обеспечивает соответствующую глубину проплавления и оптимальный износ вольфрамового электрода.
Еще один важный параметр - частота переменного тока. Другими словами, это количество одиночных циклов переменного тока в секунду. Рекомендуется устанавливать частоту в пределах 80–120 Гц. Слишком низкое значение этого параметра отрицательно скажется на качестве сварного шва.
При подготовке к сварке TIG на переменном токе следует также обратить внимание на форму волны переменного тока, которая может быть синусоидальной, трапециевидной или квадратной.В настоящее время сварщики чаще всего выбирают последнее, так как оно обеспечивает стабильное свечение дуги и соответствующие ей параметры. Тем не менее, опытные сварщики часто задают синусоидальную форму волны, особенно при сварке чистого алюминия.
Перед сваркой TIG необходимо заточить кончик неплавящегося электрода. Важно сделать это правильно, иначе дуга может выйти за пределы кончика электрода, сократить срок его службы или вызвать явление танцующей дуги.Правда, у каждого сварщика есть свой метод подготовки вольфрамового электрода к использованию, но чаще всего его затачивают так, что острие становится конусом с углом от 35 до 45 градусов.
Электроды, предназначенные для сварки TIG, состоят из элементов из тяжелых металлов. При их заточке образуется токсичная пыль, которая способствует возникновению острых или хронических респираторных заболеваний, в том числе рака. Так что будьте осторожны и используйте соответствующее оборудование, например, специальную точилку.Подготовка вольфрамового электрода, а также его выбор имеют большое влияние как на свойства сварочной дуги, так и на геометрию сварного шва. Его следует отшлифовать в продольном направлении.
В случае метода TIG чистота зоны сварки также играет очень важную роль. В нем не должно быть примесей, в том числе масел и жиров. Также следует обратить внимание на чистоту дополнительного материала и даже рабочих перчаток. Кроме того, необходимо отрегулировать количество защитного газа в зависимости от размера газового сопла и типа сварки.После окончания работы его поток не следует сразу перекрывать, так как это подвергнет электрод и свариваемый материал окислению.
TIG - это универсальный метод сварки, который можно использовать во многих ситуациях. Если вам нужен прочный и удобный сварочный аппарат, позволяющий его использовать, ознакомьтесь с предложением магазина Allweld. Вы найдете аппараты для сварки TIG DC и TIG AC DC. В случае сомнений мы с радостью поможем вам приобрести оборудование, соответствующее вашим потребностям.
Смотрите другие интересные статьи в нашем блоге:
- Сварка цинка - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - все самое важное о сварке этого металла
- Сварка чугуна - все самое важное о сварке этого металла
- Сварка электродом - вся самая важная информация для сварки электродом MMA
- Инверторные сварочные аппараты - Все о инверторных сварочных аппаратах
- Зарядное устройство - См. Рекомендуемые зарядные устройства
- Обозначение сварных швов - Посмотрите, какие типы сварных швов бывают
Руководство по закупкам:
- Сварщик для любителей и начинающих энтузиастов своими руками
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1 000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.Сварка TIG заключается в создании электрической дуги неплавящимся вольфрамовым электродом в защитной оболочке из инертного газа. Обозначение GTAW (Gas Tungsten Arc Weding)
также является обычным в этом случае.Сварочная дуга между электродом и деталью плавит поверхность. Сварка TIG не требует использования дополнительных материалов.Сваренные элементы можно легко соединить, переплавив сварочную канавку. Однако, если во время сварки используется дополнительный материал, его чаще всего вводят в ванну вручную, а не с помощью специального сварочного держателя, как в случае с методом MIG / MAG.
Таким образом, сварочная горелка, используемая при сварке TIG, сконструирована совершенно иначе, чем горелка, используемая в методе MIG / MAG или когда мы выполняем сварку MMA.Связующее чаще всего выпускается в виде проволоки или прутка длиной около метра с правильно подобранным диаметром.
Весь процесс сварки TIG происходит в химически инертном защитном газе. Чаще всего из сопла электрододержателя течет гелий или аргон.
Плавкий вольфрамовый электрод приближается к свариваемому материалу, и возникает электрическая дуга, задача которой - расплавить материал и связующее для сварки TIG, которое подается рядом с держателем.Как следствие, образуется жидкая сварочная ванна. Когда дуга удаляется, бассейн затвердевает и образует постоянный шов. Защитный газ, защищающий расплавленный металл, подается через газовое сопло, расположенное в сварочном патроне. Можно с уверенностью сказать, что сварка mig mag - это противоположность этому методу в контексте сложности выполнения. Ручка может иметь жидкостное охлаждение. Напряжение на вольфрамовый электрод подается через токопровод от источника питания.
Среди преимуществ сварки этим типом электрода, безусловно, можно отметить отсутствие брызг при сварке.Кроме того, здесь используются очень качественные сварные швы. Вольфрамовый электрод также позволяет выполнять сварку во всех возможных положениях.
Что касается недостатков, то сварка вольфрамовым электродом требует большого мастерства. Еще одна проблема - относительно невысокая скорость этого вида сварки. Дополнительно при подготовке стыка следует удалить любую коррозию. Вольфрамовый электрод также не подходит для толстосварных элементов.
Подробнее по этой теме в статье: Аппарат для сварки TIG - какой выбрать?
Существует множество критериев выбора подходящего сварочного аппарата.Однако не все их возможности пригодятся. Это зависит от того, где будет использоваться данный сварщик. Например, домашний сварщик должен в первую очередь уметь сваривать сталь и, возможно, алюминий. Такие возможности предлагает большинство устройств, представленных на рынке. Сварочные аппараты TIG часто выбирают клиенты из-за простоты их использования. У каждого материала также есть свое собственное расчетное среднее значение тока, которое потребуется для сварки одного миллиметра данного материала.Хотя эти оценки носят общий характер, они упростят выбор конкретной модели сварочного аппарата.
Мы искренне рекомендуем немного более приличное оборудование, а именно сварочные аппараты:
Электроды состоят из вольфрама, тория, церия, а также лантана. Последние три используются для низколегированных сталей, а также для сплавов из таких материалов, как медь, никель или титан. Самым универсальным и широко применяемым является вольфрамовый электрод.Хорошо работает при сварке алюминия, магния и их сплавов.
Средняя цена для компаний, предлагающих услуги сварки TIG, составляет примерно 300–380 злотых / мес. Самым дешевым является сварка черной стали, а сварка нержавеющей стали немного дороже. Однако более высокая цена относится к сварке алюминия. Приведенная выше средняя цена относится к мин. строительная сварка - самая дорогая из перечисленных услуг.
Для сварки TIG требуется химически инертный газ. В большинстве случаев это аргон или его смесь с гелием. Гелий в отдельном виде встречается редко, хотя он увеличивает скорость сварки, а также увеличивает тепловую энергию дуги. При сварке TIG качество защитного газа очень сильно влияет на ход самой работы. Поэтому рекомендуется минимальное количество аргона 4,0. Сам аргон чаще всего используется при сварке титановой стали или алюминия.
Сварка TIG может выполняться как на постоянном, так и на переменном токе. Сварка постоянным током может быть с отрицательной или положительной полярностью. Подключенный к положительному полюсу, электрод испускает интенсивный поток электронов, ударяясь о расплавленный наконечник, вызывая его нагрев. Чтобы иметь возможность передавать соответствующий ток с положительной полярностью, электрод должен иметь намного больший диаметр, чем на отрицательном полюсе.Электрод, подключенный к отрицательному полюсу, используется при сварке практически всех металлов и сплавов, за исключением тонких алюминиевых листов (и алюминиевых сплавов) и других магниевых сплавов.
Сваркана переменном токе дает неоспоримые преимущества сварки постоянным током с положительной полярностью без каких-либо специальных ограничений по току, которые требуются для сварки постоянным током с положительной полярностью. К сожалению, в этом случае ухудшается сама устойчивость дуги и возникает явление выпрямления тока.Ток в раскаленной дуге, защищенный инертным газом, намного легче течет от отрицательного электрода к положительному объекту. Это связано с тем, что вольфрам имеет более высокую температуру в месте сварки металла в ванне.
Импульсная сварка - это импульсное нагревание дуги. В этом случае используется только отрицательная полярность. Сварной шов, полученный в результате сварки этим током, состоит из последовательных точечных сварных швов, накладывающихся друг на друга. Импульсная сварка постоянным током - наиболее эффективный метод соединения листов и фольги толщиной от 0,1 до 2-3 мм.
.
В зависимости от обрабатываемого материала, толщины стенок и положения сварки, TIG является универсальным методом сварки. Это позволяет получать сварные соединения высочайшего качества. Сварка TIG - полное название этого метода согласно DIN 1910 - часть 4 - Сварка вольфрамовым электродом в среде защитного газа - пришла из США и получила известность в 1936 году под названием аргонодуговая сварка.Этот метод был передан в Германию только после Второй мировой войны. В англоязычных странах этот метод называется TIG, что происходит от английского слова «Tungsten», обозначающего вольфрам. По сравнению с другими методами сварки этот метод имеет ряд интересных преимуществ. Пример - возможность универсального применения.
Этим методом можно соединить любой свариваемый металлический материал.Это очень «чистый» метод, поскольку он практически не содержит брызг, выделяет небольшое количество вредных веществ и при правильном использовании дает сварные швы очень хорошего качества. Еще одно преимущество сварки TIG заключается в том, что, в отличие от других методов сварки стержневыми электродами, использование присадочного материала не зависит от тока. Таким образом, сварщик может оптимально подобрать ток в соответствии со сварочной задачей и подавать только столько присадочного материала, сколько необходимо в любой момент времени.Это делает метод особенно подходящим для сварки корневых проходов или сварки в принудительном положении. Эти преимущества позволяют успешно использовать метод TIG во многих отраслях промышленности и ремесленничества. Однако в случае ручной сварки требуется опытная «рука» сварщика и хорошее образование. Цель этих инструкций - объяснить особенности этого метода и, возможно, заинтересовать в нем компании, которые еще не используют его, несмотря на то, что их сварочные задачи предрасполагают их к этому.
Сварочная добавка для сварки TIG обычно выпускается в виде прутков, в случае полной механизации процесса она подается в виде проволоки через отдельный питатель. Как правило, сварочные материалы подбираются по типу основного материала. Однако иногда по металлургическим причинам необходимо, чтобы добавка в некоторых частях сплава немного отличалась от основного материала. Примером может служить содержание углерода, которое поддерживается как можно более низким из соображений устойчивости к царапинам.В таких случаях мы имеем дело со сварочными материалами аналогичного типа. Также бывают ситуации, когда необходимы дополнительные материалы совершенно иного рода. Примером может служить соединение трудно свариваемых углеродистых сталей, где используются аустенитные сварочные материалы или даже сплавы на основе никеля. Диаметр расходуемого материала должен соответствовать сварочному заданию. Это зависит от толщины материала и, следовательно, от диаметра вольфрамового электрода. Средняя длина сварочных стержней - 1000 мм.Они поставляются в связках и должны иметь индивидуальную маркировку DIN или торговую марку, чтобы избежать случайного изменения.
Расход защитного газа устанавливается в л / мин. Настройка зависит от размера сварочной ванны и, следовательно, от диаметра электрода, диаметра газового сопла, расстояния между соплом и основным материалом, тяги и типа защитного газа - см. Также «Защитные газы». Как правило, при использовании аргона в качестве защитного газа и с наиболее часто используемыми вольфрамовыми электродами диаметром от 1 до 4 мм дозируйте от 5 до 10 литров защитного газа в минуту.Измерение расхода возможно косвенно с помощью манометров, которые измеряют давление, пропорциональное давлению перед установленной форсункой. Затем шкала манометра калибруется непосредственно в л / мин. Более точными являются измерительные устройства, которые непосредственно измеряют поток защитного газа, поступающий в горелку, с помощью стеклянной трубки и поплавка.
Для получения хорошего результата сварки важно перед началом работы тщательно очистить скосы сварного шва и поверхность заготовки в зоне сварки.Поверхности должны быть блестящими и очищенными от жира, грязи, ржавчины и краски. По возможности также следует удалить слой гангрены. Во многих случаях для этого достаточно чистки зубов. Если этого недостаточно, подготовьте поверхность путем шлифовки или другой механической обработки. В случае коррозионно-стойких материалов можно использовать только щетки из нержавеющей стали, в противном случае может произойти загрязнение ржавчиной металлическими частицами, остающимися на поверхности.В случае алюминия из-за его тенденции к образованию пор очень важно, чтобы на поверхности не оставалось более толстых оксидных слоев. Используйте подходящие растворители для очистки и обезжиривания. Примечание. При использовании растворителей, содержащих хлор, могут образовываться ядовитые пары.
Запрещается зажигать дугу на основном материале, кроме шва, а только в таком месте, чтобы точка возгорания сразу же расплавилась во время сварки.В начале сварки горячий основной материал очень быстро остывает из-за поглощения тепла соседним холодным материалом. Такое быстрое охлаждение может привести к затвердеванию, сопровождающемуся появлением трещин и пор. Быстрое охлаждение можно предотвратить, зажигая дугу непосредственно в начале шва и, при необходимости, немедленно расплавляя любые повреждения поверхности. Контактное зажигание допустимо только в исключительных случаях, когда используется сварочный аппарат старого типа, не оснащенный функцией вспомогательного зажигания (зажигание с помощью импульса высокого напряжения).В этом случае дуга должна быть зажата на медной пластине, расположенной рядом с началом стыка. Оттуда дуга подводится к ожидаемому началу стежка, где начинается сварка. При контактном зажигании непосредственно на основном материале вольфрам может попасть в свариваемый материал, который из-за высокой температуры плавления не будет разжижаться, а позже при передержке из-за большего поглощения рентгеновских лучей он будет виден как более яркое место.
Сварочная добавка для сварки TIG обычно выпускается в виде прутков, в случае полной механизации процесса она подается в виде проволоки через отдельный питатель. Как правило, сварочные материалы подбираются по типу основного материала. Однако иногда по металлургическим причинам необходимо, чтобы добавка в некоторых частях сплава немного отличалась от основного материала. Примером может служить содержание углерода, которое поддерживается как можно более низким из соображений устойчивости к царапинам.В таких случаях мы имеем дело со сварочными материалами аналогичного типа. Также бывают ситуации, когда необходимы дополнительные материалы совершенно иного рода. Примером может служить соединение трудно свариваемых углеродистых сталей, где используются аустенитные сварочные материалы или даже сплавы на основе никеля. Диаметр расходуемого материала должен соответствовать сварочному заданию. Это зависит от толщины материала и, следовательно, от диаметра вольфрамового электрода. Средняя длина сварочных стержней - 1000 мм.Они поставляются в связках и должны иметь индивидуальную маркировку DIN или торговую марку, чтобы избежать случайного изменения.
Согласно ISO 6947 положения при сварке обозначаются сокращениями PA - PG. В примере с трубой они перечислены в алфавитном порядке сверху (PA) по часовой стрелке. Положение PA - это точка, ранее определенная в Германии как горизонтальная или лотковая. Позиции стыкового шва ПК (горизонтально на вертикальной стене) и ПЭ (верхний), а также положения углового шва ПБ (горизонтальный) и PD (горизонтальный / верхний) отображаются последовательно.В случае сварки листового металла аббревиатура PF означает, что сварка идет вертикально вверх, PG означает сварку сверху вниз. Однако на трубе соединено несколько предметов. Положение PF действует, когда труба сваривается из потолочного положения без поворота обеих сторон вверх, в положении PG действует аналогично сварке сверху вниз. Сварка TIG возможна во всех положениях. Как и при всех методах сварки, параметры сварки должны быть адаптированы к положению.
Нижний предел применимости метода TIG для стали составляет прибл.0,3 мм, а для алюминия и меди 0,5 мм. Верхним пределом могут быть только экономические соображения. Скорость осаждения этого метода не очень высока. Поэтому часто методом TIG сваривают только корневые слои, а остальные слои сваривают другими методами (электрод с покрытием, MAG) с более высокой эффективностью. При выборе параметров сварки следует учитывать, что на сварочном аппарате может быть установлена только сила тока, а напряжение дуги зависит от ее длины, поддерживаемой сварщиком.Как правило, чем длиннее дуга, тем больше напряжение. Ориентировочное значение для однослойной сварки составляет 45 ампер на мм толщины стенки при сварке постоянным током и сварке стали (- полюс). При сварке алюминия переменным током требуется 40 ампер / мм.
Во время сварки импульсным током ток и напряжение постоянно меняются между нижним базовым значением и более высоким значением импульса со скоростью, равной частоте импульсов.Более высокий импульсный ток проникает в основной материал и образует сварочную ванну. Под воздействием последующего более низкого основного тока он начинает замерзать с краев, пока следующий электрический импульс не заставит его снова расплавиться и увеличиться. Тем временем, однако, дуга сместилась дальше в соответствии со скоростью сварки, так что сварной шов образован большим количеством перекрывающихся точек сварки во время импульсной сварки TIG.Размер сварочной ванны в среднем меньше, чем при сварке постоянным током, поэтому лучше контролировать их в форсированных положениях. Тем не менее обеспечивается достаточное проникновение. Описанный выше эффект имеет место только тогда, когда существует достаточная разница температур в сварочной ванне между основной фазой и фазой импульса. Это возможно только при частоте импульсов ниже примерно 5 Гц. Недостатком является то, что при импульсной сварке скорость сварки часто бывает ниже.Кроме того, сварщику может мешать мерцание дуги во время импульсной сварки в нижнем диапазоне частот. Поэтому этот вариант сварки TIG реже используется при ручной сварке, когда у сварщика есть другие возможности для освоения сварочной ванны, и чаще при механизированной сварке TIG.
Дополнительную информацию о сварке TIG можно найти в нашем Сварочном лексиконе.
.90 000 все, что вам нужно знать | expondo.plХотите знать, какой вид сварки выбрать? В нашей статье мы представляем сварку TIG. Вы узнаете, каковы его наиболее важные параметры, как правильно выбрать оборудование, и узнаете самые распространенные ошибки, которые допускают сварщики. Вы также найдете ответ на ключевой вопрос: что умеет сварка TIG?
В описанном методе используется неплавящийся вольфрамовый электрод в защитной оболочке из инертных газов (чаще всего аргона и гелия) или их смесей.Для изготовления электродов используется как чистый вольфрам, так и обогащенный оксидами. Химический состав обозначается цветовым кодом:
.Электроды также различаются по диаметру. Самые тонкие стержни имеют толщину 1 мм, а самые толстые - 6,4 мм.
Дуга возникает между электродом и деталью. В процессе сварки защитный газ охлаждает электрод и защищает сварочную ванну от атмосферных газов. Благодаря тому, что флюс не используется, соединение не вызывает значительных изменений химического состава материалов. Брызги тоже нет.
Наиболее важные параметры для сварки TIG:
Опытный сварщик, много лет проработавший по профессии, интуитивно знает, как выставить ток. Так что, если у вас мало практики и вам сложно оценить наиболее подходящую стоимость? Если следовать методу проб и ошибок, материал может быть потрачен впустую.В таких ситуациях могут пригодиться таблицы зависимостей. Показывают, что сваривать, на каком токе и каким электродом. Например: для низкоуглеродистой стали толщиной 2-3 мм требуется сила тока 60-70 А и использование электрода диаметром 2 мм. Вы можете легко найти их на сварочных сайтах, сайтах производителей электродов и в руководствах для технических специалистов. Новичкам рекомендуются сварочные аппараты с плавным регулированием силы тока.
Метод TIG позволяет получить чистый сварной шов высокого качества, что считается одним из его основных преимуществ.Однако, независимо от ухода и метода сварки, общее деление составляет:
Любой, кто делает первые шаги в сварке, может ошибиться по неопытности. Это совершенно нормально, и практика приходит со временем. Ниже приведен список наиболее частых ошибок:
Если вы сделаете эти ошибки, вы получите неравномерный сварной шов, а также перегретую пластину.Конечно, такой сварной шов сделать можно, но аккуратным и эстетичным он не будет.
Всегда учитывайте правильный выбор сварочного тока, расхода газа и типа присадочного металла. Если, несмотря на это, стык пористый, стоит убедиться в материале. Иногда бывает, что сталь трудно сваривать, и сделать идеальный сварной шов практически невозможно.
TIG считается очень универсальной. Их ценят прежде всего потому, что они подходят для соединения алюминия и его сплавов.Для этого используется переменный ток. Помимо алюминия, TIG используется для других цветных металлов, таких как магний, титан, медь и никель. Он также подходит для всех типов свариваемых сталей (включая нержавеющие и кислотостойкие стали). Обычно описанный метод рекомендуется для склеивания тонких листов, например, кузовов автомобилей. Помимо автомобильной промышленности, он используется во многих отраслях, включая строительство (различные трубопроводы и трубы), авиацию и даже космическую промышленность.
Один из видов сварочных аппаратов - Тигомат.Это сварочный аппарат для сварки TIG. На рынке вы найдете множество моделей, которые позволяют выполнять сварку TIG на постоянном и переменном токе. Такие устройства дополнительно обеспечивают сварку стержневыми электродами. Один из производителей, предлагающих оборудование по выгодным ценам, - Stamos. Он отличается высокой универсальностью, так как хорошо работает в различных положениях сварки.
Решая купить сварочный аппарат, стоит обратить внимание на дополнительные функции, облегчающие работу. Ранее в статье упоминалось о плавном регулировании тока, которое упрощает настройку этого параметра сварщикам, только осваивающим профессию.Также пригодятся два и четыре планки.
Зная основы теории сварки неплавящимся электродом в инертном газе, можно приступить к комплектованию оборудования: сварочных аппаратов TIG, электродов и других необходимых принадлежностей. Сварщики приобретают навыки на протяжении многих лет, поэтому начальные неудачи не могут обескуражить вас: неровные сварные швы или перегретый материал. Стоит знать самые частые ошибки, и тогда будет легче исправить собственную.Уловка сварщика - это еще и постоянное совершенствование. Не только для получения новых способностей, но и для того, чтобы максимально использовать существующие.
.
Введение в сварку
Сварка - это область технологий, связанная с процессами склеивания, то есть соединением конструкционных пластмасс, и процессами, связанными со склеиванием.
Процессы соединения отличаются друг от друга физическим состоянием основных материалов и металла шва (присадочного материала) в точке соединения, характером соединений, образующих соединение, и типом применяемой тепловой и / или механической энергии. сформировать сустав.
Рис. Классификация сварочных процессов.
Целью сварки является создание соединения, состоящего из двух или более частей, путем приложения к ним локальной тепловой энергии, заставляющей их локально плавиться, а затем кристаллизоваться, создавая сварной шов, который является важной частью соединения. Соединяемые материалы (основные материалы) - это металлы и их сплавы с одинаковыми или подобными физическими и химическими свойствами.Сварной шов получают путем плавления и смешивания основных и дополнительных металлов (связки), но сварной шов можно создать только из расплавленных основных материалов
Рис. Классификация способов сварки.
Методы сварки обозначены аббревиатурами и цифрами.
E - 111 (MMA) Ручная дуговая сварка покрытым электродом.
MIG - 131 (GMAW) Дуговая сварка в инертном газе
MAG - 135 (GMAW) Дуговая сварка металлическим электродом в активном газе
MAG - 136 (FCAW) Сварка порошковой проволокой
MAG - 138 (FCAW) Активная сварка порошковой проволокой газовая защита
TIG - 141 (GTAW) Сварка вольфрамовым электродом в среде защитного газа
Характеристики выбранных методов сварки.
Сварка GMAW, широко известная как MIG / MAG , заключается в сварке электрической дугой, возникающей между плавящимся электродом и свариваемым материалом. Расходуемый электрод представляет собой проволоку с непрерывной подачей. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Следующие термины используются для процесса сварки плавящимся электродом в защитных газах:
MIG - (металлический инертный газ) - это название описывает процесс сварки, когда в качестве защитного газа используется химически инертный газ, напримераргон, гелий.
MAG - (Metal Active Gas) - это название используется для описания процесса сварки, когда в качестве защитного газа используется химически активный газ, например CO2.
GMAW - (Gas Metal Arc Welding) - сокращение, используемое в основном в США, общее для обоих методов: MIG и MAG.
Миграционная сварка, полуавтоматическая сварка, полуавтоматическая сварка - это общие названия сварочного процесса, как с использованием методов MIG, так и MAG.
GTAW или TIG (вольфрамовая сварка в инертном газе) - это получение электрической дуги с использованием неплавящегося вольфрамового электрода в защитной оболочке из инертного газа.Обозначение GTAW (Gas Tungsten Arc Welding) встречается часто (в основном в США).
Сварочная дуга между неплавящимся электродом и деталью плавит поверхность детали. При сварке TIG нет необходимости использовать какие-либо дополнительные материалы. Сваренные элементы можно соединять переплавкой сварной канавки. Однако, если используется дополнительный материал, он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG / MAG.Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG / MAG. Связующее обычно выпускается в виде проволоки (прутка) длиной 1 м и правильно подобранного диаметра.
Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, истекающего из сопла электрододержателя. Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
MMA сварка - MMA
MMA (ручная дуговая сварка) - самый старый и самый универсальный метод дуговой сварки.
В методе MMA используется покрытый электрод, который состоит из металлического сердечника, покрытого сжатой оболочкой. Электрическая дуга возникает между концом электрода и заготовкой. Зажигание дуги происходит контактным прикосновением конца электрода к свариваемому материалу. Электрод плавится, и капли расплавленного металла электрода переносятся через дугу в расплавленную сварочную ванну, образуя сварной шов после охлаждения. Сварщик перемещает электрод, когда он соединяется с заготовкой, чтобы поддерживать постоянную длину дуги, и в то же время перемещает плавильный конец вдоль линии сварки.Покрытие плавящегося электрода выделяет газы, которые защищают расплавленный металл от воздействия атмосферы, а затем затвердевает и образует шлак на поверхности ванны, который защищает затвердевающий металл сварного шва от воздействий окружающей среды. После укладки одного стежка необходимо удалить шлак механическим способом.
Основное отличие от других методов сварки состоит в том, что электрод укорачивается при использовании метода MMA. В методах TIG и MIG / MAG длина электрода все время остается неизменной, а расстояние между горелкой и заготовкой всегда остается постоянным.В методе MMA, чтобы поддерживать постоянное расстояние между электродом и сварочной ванной, электрододержатель должен постоянно перемещаться по направлению к заготовке, что требует от сварщика особой роли.
.