Чугун - сплав железа с добавлением большого количества углерода. Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали - монеты.
Приветствую гостей и подписчиков канала Euro Welder - канале о сварке и сварщиках!
Сегодня поговорим о распространённой теме - сварка чугуна, но разбирать будем не профессиональный подход с использованием специальных электродов и методов, а самый простой и рабочий способ, доступный любому сварщику-любителю ручной дуговой сварки.
Этот способ я применял неоднократно даже в профессиональных работах (сварка чугунных фланцев с трубой), когда не было специальных электродов и он ещё ни разу меня не подводил. Итак, начнём! (все мелочи крайне важны - читайте внимательно).
Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться.Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться.
Начнём с того, что Вы должны забыть про эти бесполезные методы, которые советуют всевозможные "лепилы" и "диванные мастера" :) Самое частое и глупое, что можно услышать - это, пожалуй, сварка чугуна на постоянке простым рутиловым электродом (к примеру МР-3), электродом по нержавейке обмотанным медным проводом или, что ещё глупее, рутиловым с медным проводом.
Сварка этими методами будет едва ли чуть прочнее синей изоленты и далеко не каждый новичок сможет её совершить более менее достойно!
Если Вы столкнулись с задачей сварить чугун, то - это 99% любая лопнувшая деталь или узел. И в подавляющем большинстве случаев речь будет идти о сером чугуне, либо его разновидности - высокопрочном. *На изломе (не путать со срезом) первый - серого цвета, а второй - тёмного-серого.
Все эти виды чугуна можно сварить, приведённым ниже методом! Поехали!
Конечно, для идеальной сварки чугуна нужны специальные электроды, но вряд ли Вы очень захотите бежать в магазин и покупать целую пачку дорогих "патронов", чтобы использовать всего несколько из них. К тому же в продаже такие электроды далеко не везде имеются в наличии.
В этом случае нам отлично поможет любой электрод с основным покрытием, который наверняка будет у Вас под рукой.
Флагман всех марок, "батя" всех электродов не даром носит название - основной, ведь все остальные марки изготавливаются на его основе, лишь чуть меняя или дополняя его состав, который также довольно неплохо сочетается с составом чугуна.
Мой выбор - электроды с основным покрытием УОНИИ 13/55; №3Мой выбор - электроды с основным покрытием УОНИИ 13/55; №3
Первое, что выполняем - это соединяем наши обломки в одно целое, прямо по месту трещины, плотно прижав друг к другу и ставим две прихватки с торцов:
Прихваченная "деталь" из высокопрочного чугуна. Не забудьте очистить место под установку клемы - это снизит сопротивление в цепи!Прихваченная "деталь" из высокопрочного чугуна. Не забудьте очистить место под установку клемы - это снизит сопротивление в цепи!
Далее определяемся с местом будущего шва и выполняем разделку кромок. *Если у Вас треснул, к примеру, печной колосник или дверца грубки, то понятно, что на лицевой стороне сваривать не нужно.
Разделку выполняем обычным обдирочным кругом с помощью УШМ (болгарки). Не забудьте очистить и околошовную зону.Разделку выполняем обычным обдирочным кругом с помощью УШМ (болгарки). Не забудьте очистить и околошовную зону.
При выполнении разделки стоит учесть существенный нюанс:
Поэтому желательно снимайте разделку глубиной не более 1/3 от толщины Вашего изделия. Факел дуги электрода сформирует дополнительное углубление (ванну) и глубина провара как раз не превысит половины. *В моём случае толщина стенки чугуна - 5 мм, поэтому я углубил разделку примерно на 1.6 мм.
Дальше укладываем нашу деталь в сухой песок и разогреваем горелкой полностью всю деталь равномерно:
Перегревать деталь не стоит. Свою, учитывая толщину и объём, я грел около 30 секунд.Перегревать деталь не стоит. Свою, учитывая толщину и объём, я грел около 30 секунд.
Затем немного подогреваем приготовленный песок рядом с изделием (только в том случае, если он холодный). Им мы будем засыпать нашу деталь сразу после сварки, чтобы она медленно остывала.
Подогреваем песок рядом. Актуально лишь в холодное время года или суток.Подогреваем песок рядом. Актуально лишь в холодное время года или суток.
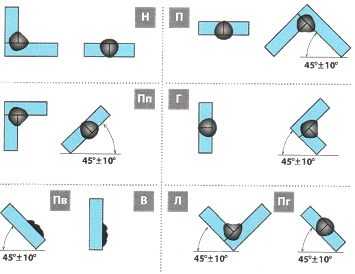
Сварка чугуна всегда (за очень редкими исключениями) производится в нижнем положении. Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Почему?
Да, электроды с основным покрытием не предназначены под сварку на прямой полярности, так же как и для сварки чугуна в общем-то. Однако на чугуне, по моим личным наблюдениям, прямая полярность работает гораздо лучше,чем на стали, а самое важное - создаёт меньшую температуру на кончике электрода (катодное пятно), чем если электрод подключить на плюс (анодное пятно). Перегревать чугун излишне - опасно!
Улом вперёд будем сваривать по двум простым причинам:
Положение сварки - углом вперед под 45 градусов. Советую поставить деталь чуть на подъём - это еще больше снизит шансы шлака "захлебнуть" Вашу ванну.
Тут всё просто: силу тока нужно ставить максимально минимальную. Минимальный ток для Ваших электродов при сварке в нижнем положении будет указан на пачке, однако, поскольку мы уже подогрели чугун горелкой, советую поставить ток на 15-20 ампер ниже указанного.
Обязательно перед этим убедитесь, что напряжение в сети стабильное и достаточно мощное (от 190 Вольт), тогда показания выставленного тока будет соответствовать действительности.
На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно ставлю на двадцать меньше - 70А.На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно ставлю на двадцать меньше - 70А.
Далее производим сварку: зажигаем электрод у торца разделки и задерживаем на 3-4 секунды, формируя ванну. Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Предупреждаю, что в процессе нужно будет постепенно увеличивать скорость перемещения электрода, потому что чугун будет греться всё сильнее к концу шва. Также шлак будет вести себя очень неестественно - его будет много, он будет формироваться в шарики, узкие полоски и т.д.
После завершения сварки, засыпьте деталь песком полностью и выждите от 15 до 60 минут (зависит от толщины чугуна).После завершения сварки, засыпьте деталь песком полностью и выждите от 15 до 60 минут (зависит от толщины чугуна).
После ожидания, пока чугун медленно остывал в нашем песке, достаньте его, аккуратно удалите шлак клевком и наслаждайтесь результатом:)
Готовый сварной шов. Еще два фото справа ->->->Прочное непрерывное соединение. Ещё одно фото справа ->->->Лицевая сторона не получила прожогов.Готовый сварной шов. Еще два фото справа ->->->
Шов получается монолитным, без подрезов, прожогов и нормального качества, не смотря на все противоречия. Провар также выходит достаточной глубины, не превышающий положенного:
Макроанализ сварного шва на выявление глубины провара.Макроанализ сварного шва на выявление глубины провара.
В случае, если Вам необходимо заварить толстый чугун, используйте более глубокую разделку кромок и сваривайте многопроходно, давая остывать предыдущим швам и тщательно их очищая. При сварке толстостенных деталей, сперва обварите кромки:
Но в этом случае (если очень ответственная деталь) всё же лучше использовать специальные электроды по чугуну.Но в этом случае (если очень ответственная деталь) всё же лучше использовать специальные электроды по чугуну.
Если трещина слишком длинная (от 18-20 см), то сваривайте небольшими кусочками швов (10-15 см) поочерёдно в разных местах разделки и желательно не заходите на предыдущие швы (не делайте замки, если деталь не герметичная).
Теперь Вы знаете простой и эффективный способ сварки чугуна! Удачи и ровных Вам швов! ;)
С Уважением Euro Welder.
|
Наверняка я многих людей есть полуавтоматический сварочный аппарат. Часто такие люди задаются вопросом, как сварить чугун полуавтоматом и можно ли вообще это осуществить? Прежде всего Вам нужно знать, что чугун представляет собою сплав железа с углеродом. Содержание углерода в чугуне составляет не менее 2,14%. Кстати, углерод присутствует и в стали. Примечательно, что в природе чистого металла практически не существует, поэтому в стали, какой бы чистой она не была, в ней есть процент углерода. Он составляет не более 2,14%. В природе чугуна не существует. Чугун - это сплав, выведенный людьми. Взяв во внимание то, что чугун содержит много углерода, разумно заключить, что он будет хрупким. Несмотря на то, что он является прочным металлом, он в это же время хрупок. Многие люди, которые по много лет работали сварщиками считают, что сварить чугун полуавтоматом нереально. Однако такие люди ошибаются, потому что сваривать чугун полуавтоматической сваркой реально. Для этого Вам нужно использовать специальную порошковую проволоку, которая позволяет качественно и быстро сварить нужное Вам чугунное изделие. Эта проволока называется ПП-АНЧ-3. Её лучше всего использовать с подогревом, ведь подогрев способствует наивысшему качеству сваривания. Также при сваривании используются не окислительные и фторидные флюсы. Такая сварка дает Вам возможность получать качественные швы максимально быстро и с небольшими затратами. На сегодняшний день эта сварочная проволока имеет большой успех в продажах благодаря высокому качеству, потому что многие профессиональные сварщики пользуются только наилучшим сварочным оборудованием. Как видите, сваривание чугуна полуавтоматической сваркой - это несложный процесс, однако при сваривании чугунных изделий нужно быть внимательными и никогда не допускать перегрева металла, потому что чугун может пустить трещину, а в дальнейшем, может быть, и вовсе расколоться. Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию. Помимо того, что Вы можете испортить изделие, Вы можете еще и попросту потратить впустую время, пытаясь что-то сделать после сильного перегрева металла. Как же лучше быть просто немного внимательнее и избегать многих проблем. Однако если же все-таки у Вас произошел перегрев металла, Вам нужно его оградить от попадания даже капли воды, то есть ни в коем случае нельзя допускать резкое остывание металла. Для того, чтобы не возникало таких ситуаций, для Вас будет лучше всего предварительно разогреть свариваемый металл, а только потом начинать его сваривание. Только сваривание нужно начинать сразу же после окончания подогрева чугуна да 600 градусов. Сваривание после подогрева поможет Вам избежать резкого повышения температуры металла и позволит производить сваривание без какой-либо угрозы. Избегая перегрева металла, используя сварочную проволоку ПП-АНЧ-3 и предварительно разогревая металл, Вы сможете быстро и удобно производить сваривание чугуна полуавтоматической сваркой. |
Чугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.

В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:

Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.

Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.

Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Поделиться в соцсетях
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.

Сварка чугуна полуавтоматом — относительно простая разновидность работ. Но как и в любых других сварочных манипуляциях, тут есть свои важные особенности и правила. Необходимо учесть нюансы каждого способа, обратив внимание на рекомендации специалистов.
Сварка полуавтоматом чугуна возможна по различным схемам. В отличие от стали, однако, чугун сваривается очень плохо. Потому к такой работе нужно подходить максимально вдумчиво. Недопустима сварка чугуна при помощи стальных электродов.
Даже самые тщательные работы по такой схеме неизбежно приводят к растрескиванию шва.
В подавляющем большинстве чугун можно варить:
Работа без заблаговременного подогрева деталей востребована, если приходится сваривать крупные конструкции. Но в этом случае придется применять электроды специального образца. Предпочтительны расходники, содержащие медь, железо и никель. Такие добавки не провоцируют повышения хрупкости шва. Однако все же обычной практикой является использование горячего и полугорячего методов.
Предварительный разогрев подразумевает использование либо печей, либо индуктивных нагревателей. Такие методы широко применяются в промышленных масштабах. Наиболее важным требованием является строгое исполнение теплового режима. Недопустим прогрев металла более чем до 600 градусов. При превышении этой планки неизбежно меняется структура чугуна, и он переходит в белый вид.
Полугорячий вариант — это нагрев до 350-400 градусов. Теплая сварка ограничивается прогревом до 250 градусов. Когда процесс закончен, металл охлаждают крайне медленно, иногда несколько суток, чтобы избежать растрескивания шва. Горячие методы отличаются повышенной трудоемкостью. Однако только они позволяют достичь качественных соединений.
В ряде случаев применяют сварку чугуна в защитной среде углекислого газа. Такая защита помогает существенно повысить производительность труда.
Кроме того, углекислотная изоляция от внешней среды полезна и при работах на особо ответственных участках. Для этой цели используют чугунные либо стальные (но со специальным покрытием) электроды. Для горячей сварки подходят только чугунные электроды с толстым защитным покрытием.
В холодном режиме можно применять электроды из:
Чугун перед сваркой требуется аккуратно вычистить. Недопустимы даже малейшие частицы грязи или пленок. Снимать следы масла помогает использование растворителей. Грубые дефекты убирают шлифовальной машинкой. Кромки расширяют по длине той же болгаркой.
Но зачищать металл требуется предельно тщательно. Его лучше снять послойно, потратить больше времени, нежели повредить изделие. Трещины заваривают, предварительно засверливая проблемные точки. В противном случае прямо в ходе сварки трещины будут расползаться.
Важно: на всех деталях, чья толщина больше 5 мм, на краях требуется сформировать фаску; угол ее формирования составляет 45-60 градусов.
Тонкие чугунные изделия надо варить, применяя подкладки из графита. Если их нет, расплав может вытечь и прожечь металл полностью. Сварочную проволоку подбирают сообразно применяемому варианту сварки. Для «холодной» методики нужна ПП АНЧ-1. Для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.
Оптимальная технология горячей сварки чугуна полуавтоматом подразумевает сначала прогрев металла до 600 градусов, а затем немедленное начало работы. Степень разогрева надо внимательно проконтролировать. Если все же перегрев допущен, придется исключить малейшее попадание воды. Даже единственная капля может спровоцировать растрескивание и окончательную порчу изделия. Само сварочное оборудование должно быть тщательно настроено.
Полуавтомату задают слабый постоянный ток и обратную полярность. Чтобы четко сварить чугун полуавтоматическим способом, необходимо вести держатель под углом от 50 до 60 градусов.
Важно: все время работы следует контролировать визуально кончик проволоки и весь ход процесса. Швы формируют послойно, делая 2 или даже 3 прохода.
Нежелательны перемещения в поперечной плоскости или колебания во время создания первого шва – это приемлемо только при работе со сталью.
Второй и последующие проходы позволяют немного расслабиться и водить кончиком проволоки в поперечной плоскости. Когда сварка завершена, шлак аккуратно удаляют. Остывание металла будет идти равномернее, если его накрыть или обсыпать негорючими материалами.
Рекомендация: стоит заблаговременно потренировать навык быстрого выполнения шва и аккуратной подачи проволоки. Защищать сварочную ванну от проникновения кислорода помогает подача инертных газов, прежде всего аргона.
Полуавтоматы базового уровня отличаются однокорпусным исполнением. В общем модуле содержатся:
Многие люди пытаются заварить с углекислотой различные чугунные изделия. Частая причина их неудач — несоблюдение технологии. Чтобы нейтрализовать частично угарный газ, нужно применять проволоку с небольшой концентрацией марганца. Рекомендуется подключать ток с обратной полярностью, иначе невозможно получить, действительно, стабильную дугу. Но прямая полярность вполне допустима, когда идет наплавка металла.
В углекислотной среде можно применять осцилляторы. Темп подачи проволоки выбирают такой, чтобы дуга оставалась стабильной при конкретном напряжении.
Особое внимание следует уделять размеру рабочего сегмента электродов. Очень большой вылет приводит к порче шва. Очень короткие электроды усложняют наблюдение за процессом, и часто предотвратить выгорание наконечника оказывается невозможно.
В некоторых случаях полезнее использовать «дедовский» метод сварки чугуна. Этот вариант подразумевает использование «простого» электрода. Предварительно все неровности и шероховатости устраняют при помощи УШМ. Электрод нужно обмотать медной проволокой. «Минус» подают на деталь, а «плюс» – на электрод. Рекомендуемое напряжение — 80 А.
Перегревать чугун категорически нельзя – это даже более вредно, чем недостаточный подогрев. После окончания работы шов обстукивают молотком, зачищают и смотрят на полученный результат. Самые сложные участки можно проварить на 120-125 А. Сварка без меди нецелесообразна, потому что качество шва окажется слишком слабо.
Довольно часто звучит вопрос, как приварить к металлу чугун или, иными словами, как соединить его со сталью.
Тут также выделяются уже известные 3 ключевых метода — холодный, горячий и промежуточный режимы. Предпочтение надо отдавать второму типу, потому что он позволяет добиться максимально добротной связи свариваемых изделий. Однако надо понимать, что это наиболее долгий и трудоемкий процесс. Полугорячий метод подходит только для высоколегированных сплавов. А холодная методика рекомендована исключительно при наплавке, потому что в других случаях она не работает.
Соединить сталь с чугуном помогут электроды:
Как варить чугун, смотрите далее.
Содержание статьи:

Сварка чугуна с секретом, дедовский способ, так сможет каждый! Самый простой способ сварки чугуна обычном электродом своими руками в домашних условиях!!!
Всем привет, Меня зовут Сергей! Я автор канала «AVTO CLASS».
Канал AVTO CLASS рассказывает о том как сделать что то своими руками в домашних условиях! Это самодельные приспособления, самоделки, самодельные инструменты, изобретения, идеи для дома, полезные советы и лайфхаки, а также советы по ремонту авто и хендмейд! Всем спасибо за внимание!!!
УВАЖАЕМЫЕ ЗРИТЕЛИ, КАНАЛ «AVTO CLASS» ДЛЯ ВЕЖЛИВЫХ И АДЕКВАТНЫХ ЛЮДЕЙ! КОНСТРУКТИВНАЯ КРИТИКА ПРИНИМАЕТСЯ ВСЕГДА, ЕСЛИ ЧТО НЕ НРАВИТСЯ – НАПИШИТЕ, НО ЗА МАТ, ОСКОРБЛЕНИЯ, ПРОЯВЛЕНИЕ АГРЕССИИ ПО ОТНОШЕНИЮ К АВТОРУ КАНАЛА ИЛИ ЕГО ЗРИТЕЛЯМ ПОСЛЕДУЕТ НЕЗАМЕДЛИТЕЛЬНЫЙ БАН БЕЗ ОБЪЯСНЕНИЯ ПРИЧИН!!!
Не забудьте подписаться на мой канал: https://www.youtube.com/channel/UCm0isf-hnhiUE5MnoV4MeBA.
Сотрудничество: https://vk.com/topic-120760859_35295735.
Группа ВК: https://vk.com/clubavtoclass3.
Если Вам понравилось это видео, поделитесь им с друзьями и поддержите меня пальчиком вверх!
#Самоделки #Сделайсам #DIY #Мастер #Tool #Хитрости #avtoclass
Видео взято с канала: AVTO CLASS
Видео взято с канала: Аргон 76
Видео взято с канала: Кулибин 38
Видео взято с канала: Leon Cudgel
Видео взято с канала: NEGAVRILOV1
Видео взято с канала: Гори Дуга

Сварка ЧУГУНА с секретом,как варить чугун, дедовский способ, так сможет каждый!
Для сварки чугуна используем электрод марки МР3-АРС, обмотанный медной проволокой, сварку ведем инверторной сваркой на 120 А, плюс-электрод, минус-масса..
Для более ответственной сварки использовать спец. электроды, заготовку разогревать, остужать постепенно!
#сваркачугуна #каксваритьчугун #сваркачугунавдомашнихусловиях.
Группа вконтакте «Своими руками» https://vk.com/dimooonz.
══════════════════════════════════════════════════════════.
На моем канале Вы найдете много интересного: #ремонтсвоимируками, #все для дома, #токарнаяобработкаметалла, #авиамоделирование, #обработкаметалла, #восстановлениестанков и многое другое!.
Задавайте вопросы в комментариях..
► ВКОНТАКТЕ https://vk.com/dimooonz.
► ТВИТТЕР https://twitter.com/dimooonz.
► ИНСТАГРАМ https://www.instagram.com/dimooonz/
Видео взято с канала: dimooonz
Чугун имеет давнюю историю и веками использовался людьми. Чугун — один из первых сплавов, который человек не нашел в виде самородных металлов, а научился изготавливать сам, выплавляя железную руду. В процессе плавки уголь почти всегда попадал в расплавленное железо из, например, углей в плавильной печи. После плавления углерод растворялся в жидком железе.В расплаве углерод либо химически реагирует с железом, либо образует раствор. В зависимости от того, сколько углерода попало в расплав при плавке, после затвердевания получали железо. Чугун был сделан, когда во время плавки попало немного больше углерода. Люди заметили, что если сплав содержит много углерода, он становится более твердым, но и более хрупким. Со временем мастера научились отличать чугун от стали и даже при желании получать в сплаве определенный процент углерода. И вот, наряду с развитием техники, происходила сварка чугуна и обработка этого металла различными способами.
Чугун представляет собой сплав, состоящий из железа и углерода. При этом количество углерода, содержащегося в железе, колеблется от 2,11 до 6,67%. Углерод может быть цементитом или графитом. Чугун содержит химические компоненты, такие как кремний, марганец, сера, фосфор и легирующие вещества. К отрицательным свойствам чугуна относится хрупкость. Существует несколько видов чугуна, различающихся по своему химическому составу.
называют сплав железа, в смеси которого помимо указанных компонентов присутствуют такие стойкие вещества, как сера, кремний, фосфор, марганец и примеси.Материал делится на разные типы в зависимости от сплава, который определяется структурой излома.
Чугун считается лучшим металлом для плавки. Высокая текучесть и низкая усадка делают его более эффективным в использовании при литье.Чугун имеет до сотни различных марок, его различают: текстура, назначение и технология производства. EN материал более тонкий, чем сталь.

Выполнение газовой сварки чугуна должно быть результатом соединения частей соединяемых элементов пламенем и присадочным металлическим стержнем. Эта сварка применяется для соединения металлических деталей, неметаллических элементов и сплавов с разной температурой плавления, а толщина не должна превышать 30 мм.Широко применяется электродуговая сварка чугуна. Благодаря электрической дуге расплавленный металл, который сам по себе соединяет различные элементы, взаимодействует с металлом электрода, создавая неразъемный шов.
Для предотвращения окисления шва электрод покрывают защитным веществом, например, для этого используют флюс или инертные газы (аргон, гелий). Дуговая сварка с использованием различных способов работы (ручная, на полуавтоматах и автоматах) соединяет детали из чугуна, конструкционных сталей, меди, алюминия и других сплавов.Температура плавления зависит от углерода, содержащегося в материале. Чем он больше, тем ниже температура и выше текучесть при нагреве.
Одним из самых интересных сварочных процессов является также сварка пластика. Он существенно отличается от других, благодаря чему вызывает больший интерес, о чем он, вы узнаете у нас.
Сварка чугуна – сложная, но выполнимая задача. В большинстве случаев речь идет о ремонте изделий из чугуна, а не о сочетании чугуна с другими металлами.Например, ремонт может производиться в литейном цехе при производстве изделий из чугуна или для устранения литейных дефектов, обнаруживаемых при механической обработке. В частности, ремонт может потребоваться, если просверленные отверстия не совмещены должным образом. Учитывая хрупкость большинства видов чугуна, поломка изделий из чугуна не редкость.
Чтобы лучше понять трудности, связанные со сваркой чугуна, вам необходимо знать некоторые его функции. Высокое содержание углерода приводит к образованию графитовых осадков.Они придают характерный вид серого чугуна. Во время литья расплавленный чугун заливают в форму и дают ему постепенно остыть. В случае материалов с высоким содержанием углерода медленное охлаждение предотвращает образование трещин. Учитывайте это при сварке чугуна: во время и после сварки дайте изделию медленно остыть или поддерживайте достаточно низкую температуру.
Методы сварки чугуна:
Это аргонная сварка чугуна износостойким вольфрамовым электродом (TIG). Существует три основных направления сварки.
Это означает, что сварку чугуна аргоном ВИГ можно проводить с использованием различных составов присадок.Однако следует добавить, что сама аргонная технология сварки чугуна обязательно должна предусматривать нагрев заготовок. Хотя добавок, с которыми можно варить чугун без нагрева, становится все больше. Виды сварки чугуна также зависят от температуры нагрева чугунных деталей.
При небольших дефектах, например мелких трещинах, и при сварке отливок малой толщины применяют метод сварки ВИГ с применением присадочного металла из никеля, железо-никелевых проволок и чугунных стержней.В последнем случае необходимо нагреть отливку до той же температуры, что и при сварке покрытыми электродами.
Иногда из-за размера детали или по другим причинам горячая сварка может быть невозможна. При этом деталь должна быть охлажденной, но не холодной. Температуру детали рекомендуется поднять примерно до 38°С. Например, если деталь находится рядом с двигателем, перед сваркой ее можно запустить на несколько минут.Однако деталь должна оставаться достаточно прохладной, чтобы до нее можно было дотронуться голыми руками.
Сделайте короткие швы длиной примерно 2-3 см. С помощью этой техники мы должны помнить о ковке соединения после сварки. Дайте сварному шву и деталям достаточно остыть. Не охлаждайте детали водой или сжатым воздухом. Можно начинать сварку с другого участка детали, пока предыдущий остывает. По возможности сварка должна быть в одном направлении и концы швов не должны совпадать.

Простая сварка чугуна может выполняться инверторными сварочными аппаратами MIG и TIG.
Мы искренне рекомендуем немного более приличное оборудование, а это сварочные аппараты:

Для получения качественного сварного шва при холодной сварке необходимо использовать специальные электроды для чугуна, содержащие в качестве основных компонентов никель и/или медь. Никель неограниченно растворяется в железе, не образует соединений (карбидов) с углеродом, поэтому зоны беленого чугуна почти нет, а наплавленный металл имеет низкую твердость и легко обрабатывается.Медь также не образует соединений с углеродом, но, в отличие от никеля, не растворяется в железе, поэтому сварочный шов получается неоднородным и может включать высокоуглеродистое железо с высокой твердостью.
Существует множество марок электродов со специальным покрытием для обработки чугуна на основе меди и никеля: железо-никелевые, медно-железные, железо-медно-никелевые.
Специальные электроды могут выполнять не только нижние швы, но и вертикальные.
Сварка чугуна для герметичности начинается от 400 злотых. Количества очень приблизительны к количествам для сварки алюминия, но вы также должны помнить, что это довольно родственные материалы.
Чугун представляет собой сплав железа с углеродом, а также легирующими элементами или элементами, полученными в результате металлургического процесса. Это очень прочный и устойчивый к коррозии материал, который используется, в частности, в производстве горшки, садовая мебель, декоративные элементы или даже винты и люки. Как сварить чугун? Почему говорят, что это сложно?
считается лучшим металлом для выплавки, а его малая усадка и высокая текучесть делают его очень эффективным при литье.Стоит знать, что существует несколько видов этого железоуглеродистого сплава (в зависимости от химического состава):
Чугун считается трудносвариваемым, а белый и некоторые сплавы считаются несвариваемыми.Это связано с высоким содержанием углерода и хрупкостью материала. Если вы хотите сварить чугун, вы должны выбрать правильный метод, иначе получить ожидаемые результаты не удастся.
Мигоматы в сварочном цеху allweld.pl
Свариваемый чугун должен быть надлежащим образом подготовлен. Требуется удалить загрязнения с сопрягаемых поверхностей и прилегающей зоны заливки. Сварка неочищенной отливки способствует образованию пузырей и пор в шве, а также неметаллических включений.Для ремонта растрескавшегося чугуна сначала просверлите отверстия на обоих концах трещины диаметром не менее 5 мм, чтобы предотвратить ее увеличение. Также необходимо удалить чугун вдоль излома таким образом, чтобы создать сварочную канавку, позволяющую правильно маневрировать держателем или электродом. Для сварки следует выбрать подходящий наполнитель. Тут надо учесть:
Холодная сварка чугуна применяется преимущественно при ремонте тяжелых и крупных отливок, а также когда допускается увеличение твердости сварного шва и деталей отливки.При сварке температура поддерживается на уровне 60-70 град С, а на расстоянии примерно 100 мм от ванны 30-40 град С. Холодная сварка осуществляется без предварительного подогрева сплава, методами ММА, МИГ-МАГ. или методы TIG. При принятии решения о таком решении параметры тока должны быть как можно меньше, а стыки должны быть укорочены, чтобы отливка не нагревалась выше 70 градусов Цельсия.Рекомендуется, чтобы длина одного участка стыка была максимальной. 20 или 30 мм. Поместите первую посередине трещины, следующие по обоим концам и чередуйте их, пока не будет прошит весь стежок.
При сварке чугуна холодным способом каждый раз после закладки участка шва прекращать работу и слегка молотить его молотком. Для этого метода применяют дорогие никелевые, никель-медные или железо-никелевые связки, иногда используют и стальную связку.
Горячая сварка чугуна применяется при ремонте отливок с повышенными требованиями к стабильности структуры и формы. Сначала материал нагревается до 700 градусов.В. Для предотвращения окисления поверхности отливку покрывают густым раствором извести или мела (его удаляют непосредственно перед сваркой проволочной щеткой). Во избежание растрескивания чугуна в результате высокой температуры скорость предварительного нагрева не должна превышать 100 градусов С в час. Обычно для этого используют газовый или угольный камин. Если они маленькие, их можно нагреть с помощью кислородно-ацетиленового пламени.
Посмотреть акции в сварочном цехе Allweld
Горячая сварка выполняется в нижнем положении на постоянном токе большой силы. Отливки сваривают в газовой среде методом TIG (в среде инертного газа, неплавящимся электродом) или дуговой сваркой покрытыми электродами ЭЗО. Выбирая горячую сварку, можно получить меньший провар, металл шва смешивается с отливкой. Скорость охлаждения шва ниже, в результате чего зона термического влияния шире и в ней присутствуют структуры меньшей твердости.После сварки отливку повторно нагревают до высокой температуры (500 - 600 градусов С) для снятия напряжений. Затем его следует медленно охладить, рекомендуемая скорость охлаждения не более 50 градусов С в час.
Для чугуна также можно использовать сварку пайкой. Он заключается в изготовлении связки с медной матрицей, температура плавления которой ниже температуры плавления чугунной отливки. Для нагрева материала используется кислородно-ацетиленовая горелка, а сам процесс пайки осуществляется методом TIG или MAG.Чугун не плавится, так как связующее вещество смачивает стенки паза. Для сварки газовой пайкой используются латунные связующие, иногда с добавлением, например, кремния или марганца, а также флюсы на основе буры. В свою очередь, при сварке MAG-пайкой используются коричневые наполнители, а защитный газ представляет собой смесь аргона с небольшим количеством O2 и CO2.
Сварка чугуна – не самая простая работа, но она может быть успешной, особенно при наличии подходящего оборудования.Простые, мелкосерийные работы можно без проблем выполнить с помощью мигомата, аппарата ручной сварки покрытыми электродами (ММА) или инвертора TIG, в зависимости от выбранного метода. Для получения удовлетворительных результатов лучше всего использовать проверенное оборудование, такое как SHERMAN DIGIMIG 200 DUAL PULS, MAGNUM SNAKE 235 MMA WITH ARC FORCE или IDEAL EXPERT 220
.. Магазин Allweld.pl предлагает множество сварочных аппаратов от известных производителей, приспособленных для сварки различных материалов, в том числе чугуна.В случае сомнений или вопросов, пожалуйста, не стесняйтесь обращаться к нам. Наши специалисты помогут подобрать подходящее оборудование для каждого сварщика, вне зависимости от опыта или конкретного бюджета.
Смотрите другие интересные статьи из нашего блога:
- Сварка цинком - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация по сварке электродом ММА
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
- Сварочный аппарат для любителей и начинающих любителей рукоделия
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.90 000 обречены на провал? Проверьте, как сварить чугун, чтобы добиться успеха!Чугун, как сплав железа с углеродом, содержание которого превышает 2 %, отличается повышенной хрупкостью, в связи с чем считается трудносвариваемым материалом. Как сварить чугун, чтобы избежать трещин или хотя бы свести к минимуму риск их возникновения? Изучайте практические советы и будьте успешны!
Сварка чугуна на практике применяется крайне редко, чаще всего при проведении мелкого ремонта.Элементы, поддающиеся регенерации, обычно изготавливаются из серого чугуна, другие виды этого материала часто не поддаются сварке. Узнайте о самых популярных методах и узнайте, как эффективно и надолго сварить чугун.
Горячий способ сварки требует правильной подготовки свариваемого материала, заключающейся в удалении всех дополнительных элементов, которые могут повредиться и нарушить процесс сварки. Сама отливка должна быть тщательно очищена, а локальная трещина должна быть защищена от расширения в процессе работы.Горячая сварка осуществляется путем нагревания отливки до температуры до 700 градусов Цельсия, но помните, что поднимать температуру следует медленно и равномерно. В процессе сварки используется чугунная связка и горячий сварочный флюс, сама сварка газовая, с применением пламени.
метод холодной сварки – еще один ответ на вопрос, как сварить чугун. Холодная сварка выполняется покрытым электродом или методами MIG/MAG и TIG.Следует помнить, что закладываемые швы должны быть короткими и работа ведется на низких параметрах. Температура не должна превышать 70 градусов Цельсия, а длина одного участка сварного шва 30 мм. Начало каждого последующего участка должно предваряться забиванием готового соединения. Процесс холодной сварки осуществляется с использованием дорогостоящих никелевых связующих.
Известные вам методы до сих пор заставляют задуматься, как сварить чугун? Узнайте о преимуществах каждого из этих методов и выберите тот, который соответствует вашим потребностям.
Горячая сварка, несмотря на то, что она по праву кажется чрезвычайно трудоемкой, гарантирует отличный результат. Полученный сварной шов по цвету не отличается от всего сплава. Материалы, необходимые для горячей сварки, дешевы по сравнению с материалами для холодной сварки. Хотя холодная сварка экономит время (мы избегаем нагрева и демонтажа дополнительных деталей), она точно не экономит ваши деньги! Кроме того, эффект может быть неприятным — получившийся стык виден и четко отличается от остальных частей.
Надеемся, что представленные нами способы сварки чугуна помогли вам выбрать правильный способ и вы уже умеете сваривать чугун так, чтобы достигнутый эффект вас удовлетворил.
.Хотя чугун относится к группе трудносвариваемых материалов, правильное выполнение этой операции позволяет получить весьма удовлетворительные результаты. Как сделать сварку из чугуна ? Мы предлагаем в записи ниже.
Чугун — это сплав железа и углерода, а часто и дополнительных компонентов, таких как сера, фосфор, марганец, кремний или другие элементы. Высокое содержание углерода делает материал хрупким, что приводит к трудностям при сварке.Содержание других элементов также играет важную роль. Высокий уровень кремния, серы и фосфора в чугуне отрицательно влияет на свойства и параметры сварного шва, затрудняя выполнение поставленной задачи. В основном сваривается серый чугун, в котором углерод присутствует в виде графита, а белый (с углеродом, связанным в цементите) является несвариваемым вариантом.
Несмотря на трудности, вызванные хрупкостью или наличием легкоплавких оксидов, чугун поддается сварке.Эти обработки обычно используются в случае восполнения потерь, регенерации или ремонта чугунных элементов.
Существует три способа сварки чугуна: горячий, холодный и полугорячий. В первом случае необходимо равномерно (с максимальной скоростью 100 градусов Цельсия в минуту), медленно нагревая всю отливку до температуры около 700 градусов, а затем выдерживая ее до окончания процесса. Важно, чтобы температура не опускалась ниже 600 градусов. После завершения мероприятий отливку следует медленно охлаждать, чтобы предотвратить появление трещин в материале.Обработку следует проводить электрическим или газовым способом с кислородно-ацетиленовым пламенем.
Холодная сварка, т. е. без предварительного нагрева, в свою очередь вводит в соединение как можно меньше тепла. Их можно выполнять дуговыми методами: TIG, MIG/MAG или с использованием электрода с покрытием. Обработка снижает сварочное напряжение и, как следствие, предотвращает появление трещин. Для дальнейшего снижения напряжений рекомендуется забивать в стыке последовательные слои. Стоит помнить делать узкие, короткие стежки, использовать малую силу тока и использовать электроды для чугуна небольшого диаметра.Кроме того, в процессе сварки полезно делать частые перерывы.
Третий способ применяют очень редко, обычно для отливок без поперечных ребер, простых форм, с большими перепадами толщины стенок. При полугорячем способе воздействию температуры в пределах 250-500 градусов Цельсия подвергается только место сварки, а не вся отливка. Даже мелкие детали можно сваривать без предварительного нагрева.
При горячем способе в качестве связующего должны применяться чугунные стержни и специальный флюс, при холодном способе - стальные электроды и никелевые сплавы, при полугорячем - серый чугун.Кроме того, можно соединять чугунные элементы между собой, а также делать так называемые сварка припоем, целью которой является сварка чугуна со сталью . Для дуговой пайки MAG используются бронзовые присадочные металлы, а сварка чугуна с латунью выполняется при сварке газовой пайкой.
.Сварка позволяет соединять различные материалы. Иногда возможности этого процесса могут вас удивить – специализированные сварочные аппараты позволяют сваривать даже пластмассы. Однако чаще всего таким образом комбинируют разные виды металлов. Для выполнения таких задач достаточно популярных на польском рынке электродных сварочных аппаратов . Однако не всегда даже добротный сварочный аппарат 300А справится с поставленной задачей.Необходимо подобрать параметры аппарата и способ сварки к материалу, с которым мы собираемся иметь дело. Очень часто даже в домашних мастерских сваривают нержавейку. Сварка алюминия и чугуна также может быть эффективной. Мы решили поближе познакомиться с этими тремя популярными металлами и посмотреть, чем отличается процесс сварки для каждого из них.
Алюминиевые предметы сопровождают нас почти на каждом шагу. Это материал, который сегодня используется в самых разных отраслях промышленности, поэтому неудивительно, что существуют различные методы изготовления алюминиевых соединений.Впрочем, пока банки или крышки сваривать не собираются, с алюминиевыми элементами конструкции, оконными профилями и балюстрадами все в порядке. Перед началом данного вида работ нужно не забыть тщательно очистить алюминиевую поверхность, особенно от жира или коррозии.
При сварке алюминия мы должны помнить, что нужно использовать переменный ток, а не постоянный, как в случае с большинством других металлов. Кроме того, соединение алюминиевых элементов может быть затруднено из-за низкой температуры плавления этого вещества, которая составляет чуть более 660 градусов по Цельсию.Поэтому обычно сваривают не чистый алюминий, а сплавы этого металла.
Если мы будем сваривать элементы из алюминия, то в самом начале можно отказаться от сварщиков, допускающих только ММА. Такие простые устройства, как трансформаторные, так и инверторные, с этим материалом не справятся. Нам нужен сварочный аппарат, работающий по методу MIG/MAG или TIG. Это могут быть специализированные аппараты или просто сварочные аппараты 3 в 1, сочетающие в себе возможности всех самых популярных сварочных аппаратов.
Сварочные аппараты TIGрекомендуются для начинающих сварщиков, работающих с алюминием. Этот метод сварки обеспечивает плавные и очень точные движения. Это в первую очередь полезно для сварки тонких элементов, и так часто делают даже небольшие элементы алюминиевых ограждений. Спокойным движениям способствует стабильно светящаяся дуга.
Источник: https://sklep.powermat.pl/pl/migomat-inwertorowy-220a-mig-mag-tig-mma-pm-img-220t.html
Популярные мигоматы подходят и для сварки алюминия.Методом MIG можно соединять куски этого металла толщиной не менее одного миллиметра. Благодаря этому методу сварка алюминия выполняется намного быстрее, чем с помощью аппарата для сварки TIG, но для надежной сварки требуется немного больше навыков и опыта. Помимо сварочных аппаратов TIG и MIG/MAG, алюминий также можно сваривать специальными газовыми горелками.
Также посетите портал lubie.com.pl - там вы найдете советы по дизайну интерьера, бизнесу и образу жизни.
Чугун — один из самых популярных и старейших сплавов железа, используемых человеком. Создается благодаря добавлению углерода и используется для литья самых разных изделий. Существует несколько видов этого материала – в том числе белый, серый и ковкий чугун. Они отличаются некоторыми свойствами и химическим составом. Процесс сварки чугуна не самый простой, им обычно занимаются профессиональные сварщики, но при наличии соответствующего опыта можно попробовать такие занятия и в домашней мастерской.
Наиболее распространенной целью сварки чугуна является ремонт изделий из этого материала, хотя возможно также его соединение с другими металлами и их сплавами. Из-за наличия нагара чугун склонен к растрескиванию – это тоже надо иметь в виду при сварке. Поэтому их следует правильно охлаждать после сварки, не допуская резких перепадов температуры. Чугунные изделия часто сваривают электродуговой сваркой в двух формах: холодной и горячей.
Холодная сварка чугуна заключается в начале работы без предварительного нагрева материала.В месте сварки он имеет температуру около 60 градусов Цельсия, но на несколько десятков сантиметров дальше холоднее на 20-30 градусов. Сварку производят на минимально возможном токе для коротких участков. Для этого подходят все самые популярные аппараты для дуговой сварки – MMA, MIG/MAG и TIG. Таким образом, можно использовать как покрытые, так и неплавкие электроды. При холодной сварке чугуна также следует помнить, что после каждого выполненного участка шва его следует аккуратно проковать молотом.Это обеспечит его надлежащую долговечность и удалит любые загрязнения с поверхности.

Источник: https://sklep.powermat.pl/pl/migomat-inwertorowy-210a-mig-mag-mma-lift-tig-pm-imgts-210s-synergy.html
В случае горячей сварки чугуна необходимо нагреть поверхность заготовки примерно до 700 градусов Цельсия. Однако делать это следует медленно, так как чугун должен достичь такой температуры только после нескольких часов нагревания. Для сварки используется постоянный ток большой силы.После окончания работы заготовку необходимо дополнительно прогреть, а затем очень медленно остудить. Горячая сварка чугуна чаще всего выполняется инверторным сварочным аппаратом TIG вольфрамовыми неплавящимися электродами.
Если вы решите сваривать чугун методом MMA, вам следует ознакомиться с ним поближе. Наиболее важные советы можно найти в следующей статье: Сварка ММА. Каких ошибок избегать?
Кухонная утварь, тяжелая промышленность, детали двигателей, судовая арматура – использование нержавеющей стали очень широко.Ничего удивительного: этот сплав железа и углерода справляется даже с неблагоприятными погодными условиями, а также при высоких температурах, что в основном связано с высоким содержанием хрома. Однако, прежде всего, он очень устойчив к коррозии.
Перед началом сварки компонентов из нержавеющей стали проверьте химический состав материала. Этот материал доступен в нескольких типах, и химические свойства, например, ферритной и мартенситной стали будут отличаться друг от друга и влиять на долговечность сварного шва.Стальные предметы также должны быть защищены от сварочных брызг, желательно специальной защитной фольгой.
, работающие в режимах MIG/MAG и TIG. Последний способ позволяет получить ровные, качественные стыки. Мы сможем соединить даже небольшие и тонкие стальные элементы с вольфрамовыми электродами. Они должны эксплуатироваться в защитной оболочке из инертных газов.Гелий и аргон, которые чаще всего используются в таких ситуациях, доставляются на работу с помощью специальных баллонов. Работа сварочного аппарата TIG будет чрезвычайно точной, но и довольно медленной.
При сварке больших деталей из нержавеющей стали более практичным выбором будут так называемые мигоматы. Такие сварочные аппараты позволяют значительно ускорить работу. Диаметр электродной проволоки также влияет на скорость сварки. Этот, однако, быстро плавится, что еще больше улучшает сварку.Стоит помнить, что в методе MIG/MAG используется постоянный ток. Благодаря ему стальные осколки можно глубоко проплавить и получить прочное соединение.
Вы также должны помнить о своей безопасности, о чем можно прочитать в статье - https://www.mojewirtualnemiasto.pl/2021/02/02/srodki-ochrony-oczu-i-twarzy-w-pracy-z- odpryskujacymi-материалы-как-уход-в-таких-условиях /
Автор:
Дамиан
Копирайтер агентства Intle Interactive.Выпускник факультета менеджмента и социальных коммуникаций Ягеллонского университета.
Чугун — сплав железа с углеродом, кремнием, марганцем, фосфором, серой и другими компонентами. Он содержит те же ингредиенты
как сталь, но в других пропорциях. Содержание углерода в
чугуна в среднем 3-4%, кремния 1,2-2,8%, марганца 0,5-1,5%
фосфора 0,1-0,65% и серы 0,06-0,15%. Этот состав обуславливает чугун
— очень хрупкий материал по сравнению со сталью.
Не может быть кованым, горячекатаным или холоднокатаным,
можно использовать только для изготовления отливок.
Самый распространенный серый чугун чаще всего используется для изготовления деталей
машины и все виды двигателей и корпусов прессов,
насосы, отливки и т.п.; он мягкий и легко обрабатывается обычным
режущие инструменты.
Примеры применения чугуна:
Температура плавления чугуна ок.1200°С, прочность чугуна
серый 100 - 400 МПа, твердость 150-270 HB.
Чугун можно приваривать холодной, горячей и электродуговой сваркой
с подогревом.
Холодная сварка чугуна электрической дугой
делается очень медленно, с минимально возможным током до
заготовка не нагревалась сильнее
60-70°С.
Для достижения наилучших результатов при холодной сварке чугуна,
, прежде всего, перед сваркой следует тщательно определить тип
чугун(серый или белый) и посмотреть, насколько далеко зашли трещины.
После обнаружения трещины просверлите
отверстия на концахдиаметром, равным 1/3 толщины свариваемого материала, для того чтобы
для предотвращения дальнейшего растрескивания заготовки во время
для подготовки и во время сварки.
Края стыка должны быть тщательно очищены от загрязнений
и фаска соответственно [по X или Y],
в зависимости от толщины заготовки.
Сварку следует производить короткими участками [15-25 мм],
, разместив их на достаточном расстоянии друг от друга не до
вызывают слишком сильный локальный нагрев.
Только после того, как будет заварена вся канавка, можно приваривать просверленный
на концах отверстий, которые должны быть увеличены сверху до отверстия
конический, легче сваривается.
Каждый участок сварного шва должен быть обработан молотком, т.е. когда
еще горячий. Забивание предназначено для уменьшения
напряжения усадки и избежать трещин.
Сварку производить только в положении «в гору» или «на боку».
Для холодной сварки чугуна используйте постоянный ток и используйте
Электроды ESAB, марка OK 92.18, производящий сварной шов
с мягкими и легко обрабатываемыми стандартными режущими инструментами.
Сварка чугуна этим методом применяется в тех случаях, когда
требует 100% уверенности в успешном ремонте.
Сварные заготовки нагревают до 700°С до цвета
темно-красный. Нагрев медленный [100°С/ч],
в газовых или электрических печах или в угольном котле
дерево.Запрещено использовать кокс и каменный уголь, потому что
выделяет серу и фосфор, что ухудшает свариваемость чугуна.
После сварки заготовки очень медленно остывают вместе с печью.
Скорость охлаждения должна быть не более 100°С в час,
, пока полностью не остынет.
Сварку следует проводить только в положении под уклон.
Диапазон сварки этим методом более ограничен По сравнению с
с горячей сваркой.
Нагревание части или всего объекта до температуры
400-600°С и сварка при этой температуре как у
горячая сварка чугуна.
Нравится Загрузка...
.Чугунные электроды
ЭЛЕКТРОДЫ: ЧУГУННЫЕ
КЛАССИФИКАЦИЯ:
EN
DIN 8573: ENI CU G3
AWS A-5.15: EEN NICU-B
ISO 1071: ENI CU 2 B G2
JUS C.h4.061: ENI CU 2 BG2
ОПИСАНИЕ И ПРИМЕНЕНИЕ:
ЭЛЕКТРОД СО СРЕДНИМ ПОКРЫТИЕМ ДЛЯ СВАРКИ ЧУГУНА И ДЛЯ РЕГЕНЕРАЦИИ ЧУГУННЫХ ОТЛИВОК ХОЛОДНЫМ СПОСОБОМ.МОЖНО СВАРИТЬ ВО ВСЕХ ПОЛОЖЕНИЯХ, ТАКЖЕ ВВЕРХ И ВНИЗ. СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ВОЗМОЖНО СЛАБЫЙ ТОК.
ТЕРМООБРАБОТКА:
ДЛЯ ТОЛСТЫХ ДЕТАЛЕЙ РЕКОМЕНДУЕТСЯ ЛЕГКИЙ НАГРЕВ.
СЕМЕЙНЫЙ МАТЕРИАЛ:
| Сварочный ток: | ХИМИЧЕСКИЙ СОСТАВ (в %): |
| Ni 70 Cu 30 | |
| МЕХАНИЧЕСКИЕ СВОЙСТВА: | |
| Прочность Rm: 300 Н/мм2 |
| F (ММ) | 3,2 |
| ДЛИНА (ММ) | 350 |
| ТОК (А) | 80-110 |
| ВЕС УПАКОВКИ (КГ) | 1 |
| ВЕС КОРОБКИ (КГ) | 24 |
| КОЛ-ВО ШТ./КГ | 31 |