В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) - ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
1.Поступательное - вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное - горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные - горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
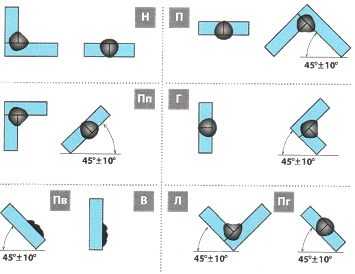 | |
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л- в "лодочку"; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами стального легковесного и тяжелого лома. Ручная дуговая, плазменная, газовая, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из углеродистых сталей. Кислородная и плазменная прямолинейная и криволинейная резка в нижнем и вертикальном положении сварного шва металлом, а также простых и средней сложности деталей из углеродистых сталей по разметке вручную, на переносных стационарных и плазморезательных машинах. Прихватка деталей, изделий, конструкций во всех пространственных положениях. Подготовка изделий, узлов и соединений под сварку. Зачистка швов после сварки и резки. Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитных газах. Наплавка простых деталей. Устранение раковин и трещин в простых деталях, узлах, отливках. Подогрев конструкций и деталей при правке. Чтение простых чертежей. Подготовка газовых баллонов к работе. Обслуживание переносных газогенераторов.
Устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок; правила пользования применяемыми горелками, редукторами, баллонами; способы и основные приемы прихватки; формы разделки шва под сварку; правила обеспечения защиты при сварке в защитном газе; виды сварных соединений и типы швов; правила подготовки кромок изделий для сварки; типы разделок и обозначение сварных швов на чертежах; основные свойства применяемых при сварке электродов, сварочного металла и сплавов, газов и жидкостей; допускаемое остаточное давление газа в баллонах; назначение и марки флюсов, применяемых при сварке; назначение и условия применения контрольно-измерительных приборов; причины возникновения дефектов при сварке и способы их предупреждения; характеристику газового пламени; габариты лома по государственному стандарту.
Ручная дуговая, плазменная, газовая сварка, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из конструкционных сталей, цветных металлов и сплавов и средней сложности деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех положениях шва, кроме потолочного. Кислородная плазменная прямолинейная и криволинейная резка в различных положениях металлов, простых и средней сложности деталей из углеродистых и легированных сталей, цветных металлов и сплавов по разметке вручную на переносных, стационарных и плазморезательных машинах во всех положениях сварного шва. Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами на заданные размеры с выделением отходов цветных металлов и с сохранением или вырезом узлов и частей машины. Ручное дуговое воздушное строгание простых и средней сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Наплавка раковин и трещин в деталях, узлах и отливках средней сложности. Предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима. Чтение чертежей различной сложности деталей, узлов и конструкций.
Устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов и плазмотрона; требования, предъявляемые к сварочному шву и поверхностям после воздушного строгания; способы подбора марок электродов в зависимости от марок сталей; свойства и значение обмазок электродов; строение сварного шва; способы их испытания и виды контроля; правила подготовки деталей и узлов под сварку и заварку; правила подбора режима нагрева металла в зависимости от марки металла и его толщины; причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения; основные технологические приемы сварки и наплавки деталей из различных сталей, чугуна, цветных металлов и сплавов; режим резки и расхода газов при кислородной и газоэлектрической резке.
Ручная дуговая, плазменная и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва. Ручная кислородная, плазменная и газовая прямолинейная и фигурная резка и резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах, в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке. Кислороднофлюсовая резка деталей из высокохромистых и хромистоникелевых сталей и чугуна. Кислородная резка судовых объектов на плаву. Автоматическая и механическая сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных сталей, чугуна, цветных металлов и сплавов. Автоматическая сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях. Ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Сварка конструкций из чугуна. Наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление. Горячая правка сложных конструкций. Чтение чертежей различных сложных сварных металлоконструкций.
Устройство различной электросварочной и газорезательной аппаратуры, автоматов и полуавтоматов, особенности сварки и электродугового строгания на переменном и постоянном токе; основы электротехники в пределах выполняемой работы; виды дефектов в сварных швах и методы их предупреждения и устранения; основы сварки металлов; механические свойства свариваемых металлов; принципы подбора режима сварки по приборам; марки и типы электродов; методы получения и хранения наиболее распространенных газов: ацетилена, водорода, кислорода, пропан-бутана, используемых при газовой сварке; процесс газовой резки легированной стали.
Ручная дуговая, плазменная и газовая сварка различной сложности аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под давлением. Ручная дуговая и плазменная сварка сложных строительных и технологических конструкций, работающих в сложных условиях. Кислородная и плазменная прямолинейная и горизонтальная резка сложных деталей из различных сталей, цветных металлов и сплавов по разметке вручную с разделкой кромок под сварку, в том числе с применением специальных флюсов из различных сталей и сплавов. Кислородная резка металлов под водой. Автоматическая и механическая сварка сложных аппаратов, узлов, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов. Автоматическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками. Механизированная сварка сложных строительных и технологических конструкций, работающих в тяжелых условиях. Ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Сварка конструкций в блочном исполнении во всех пространственных положениях сварного шва. Сварка и наплавка трещин и раковин в тонкостенных изделиях и в изделиях с труднодоступными для сварки местами. Термообработка газовой горелкой сварных стыков после сварки. Чтение чертежей различной сложности сварных пространственных металлоконструкций.
Электрические схемы и конструкции различных сварочных машин, автоматов, полуавтоматов и источников питания; технологические свойства свариваемых металлов, включая высоколегированные стали, а также наплавленного металла и металла, подвергающегося строганию; выбор технологической последовательности наложения сварных швов; влияние термической обработки на свойства сварного шва, правила резки металлов под водой.
Ручная дуговая, плазменная и газовая сварка особо сложных аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под высоким давлением. Ручная дуговая и газоэлектрическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций сложной конфигурации. Автоматическая сварка различных конструкций из легированных специальных сталей, титановых и других сплавов на автоматах специальной конструкции, многодуговых, многоэлектродных автоматах и автоматах, оснащенных телевизионными, фотоэлектронными и другими специальными устройствами, на автоматических манипуляторах (роботах). Механизированная сварка аппаратов, узлов, конструкций трубопроводов, строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, при выполнении сварных швов в потолочном положении и на вертикальной плоскости. Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов. Сварка сложных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
Разновидность титановых сплавов, их сварочные и механические свойства; кинематические схемы автоматов и полуавтоматов, принципиальное устройство электронных схем управления; правила обучения роботов и правила работы с робототехническими комплексами; виды коррозии и факторы, вызывающие ее; методы специальных испытаний свариваемых изделий и назначение каждого из них; основные виды термической обработки сварных соединений; основы по металлографии сварных швов.
Мы хотим, чтобы каждый ваш сварной шов был идеальным, поэтому мы предлагаем разнообразные курсы обучения с информационными материалами, которые помогут вам работать эффективнее.
В рамках базового обучения технологиям сварки вам и вашей компании доступно следующее:
В ходе обучения работе с оборудованием пользователи смогут понять принципы работы наших аппаратов и освоить их. Обучение проводится по конкретным моделям сварочного оборудования, что обеспечивает максимальную эффективность работы специалиста и использование полного потенциала оборудования. Мы хотим убедиться, что вы достигнете успеха в решении любых сварочных задач. Если специалист понимает, как функционирует сварочное оборудование, повышается вероятность того, что он оптимизирует эксплуатацию этого оборудования и повысит качество сварных швов.
Обучение проводится на объектах Kemppi или на предприятии клиента. Обучение на предприятии клиента расценивается как отдельная услуга. Обучение работе с оборудованием, в основном, предназначено для специалистов, которые непосредственно работают со сварочным оборудованием, и для руководящих сотрудников. Это обучение будет полезным и для представителей Kemppi.
Обучение для вас:
мы предлагаем специализированные курсы обучения в соответствии с индивидуальными потребностями клиента. Обучение может быть посвящено любым вопросам, включая базовые техники сварки, повышение эффективности, продуктивности и качества сварочного производства.
Как и любой агрегат, сварочное оборудование требует обслуживания. Это гарантирует достижение наилучших результатов при эксплуатации оборудования. Обучение технологиям обслуживания и ремонта Kemppi охватывает обслуживание и мелкий ремонт сварочного оборудования. Это обучение можно провести отдельно для сварщиков и специалистов по техническому обслуживанию.
Действует общее правило: необходимо регулярно проверять оборудование, чтобы обеспечить его исправность и эффективность на долгое время. Подобающее обслуживание и профилактический ремонт позволяют избежать крупных поломок и сохранить оборудование исправным надолго. Регулярное обслуживание должно включать следующие процедуры:
Курс обучения предназначен для освоения новой профессии, профессиональной переподготовки и повышения квалификации рабочих по специальности Сварщик газовой сварки. В ходе обучения будут изучены устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок, правила пользования применяемыми горелками, редукторами, баллонами, способы и основные приемы прихватки.
Количество часов: 120, 40, 40, 40.
Варианты: профподготовка, профпереподготовка, повышение квалификации, экспресс-курсы.
Форма: очно-заочная.
Варианты обучения:
Получаемые знания
Требования к образованию
Программа разработана с учетом знаний обучающихся, имеющих среднее (полное) общее образование.
Учебный план
В современных условиях насчитывается более 150 различных способов сварки.
Сварка была и остается основным способом получения неразъемных соединений при изготовлении простых и сложных металлоконструкций, технологических трубопроводов, сосудов, работающих под давлением, нефте-газопроводов и другого уникального оборудования.
Ни одна отрасль не может обойтись без сварщиков, а на ряде предприятий сварка составляет до 80% от объема производства. Продолжают совершенствоваться новые и постепенно вытесняются старые способы сварки. Разработана и представлена на рынке большая линейка современного оборудования для сварки и резки, как отечественного, так и импортного производства. Существующие на сегодняшний день сварочные технологии позволяют вести сварку практически любых сталей и сплавов.
Во всей этой технически сложной и объемной информации Вам помогут разобраться в нашем Учебном Центре.
Лучшие курсы для сварщиков в Краснодаре
Овладеть профессиональными знаниями и необходимыми навыками Вы можете в нашем учебном центре, здесь проводится наилучшее обучение в Краснодаре на основе утверждённых нормативами методик. Для Вас обучение окажется максимально полезным - Вы сможет успешно применить полученные знания на практике.
Согласно Трудовому кодексу Российской Федерации каждый работник для осуществления определенного вида профессиональной деятельности должен обладать необходимой квалификацией (знаниями, умениями, навыками), подтвержденной документом.
Группы комплектуются из лиц, достигших 18 лет, в том числе не имеющих основного общего (9 классов) или среднего общего образования (11 классов).
Программа профессиональной подготовки по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом (2 уровень квалификации) предназначена для обучения лиц, не имеющих профессии.
Программы повышения квалификации по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом (3 уровень квалификации) предназначены для обучения лиц, имеющих профессию сварщик и желающих повысить уровень квалификации.
Предлагаем расширенный курс по подготовке сварщиков по следующим способам сварки
с выдачей свидетельства установленного образца!
1. Сварщик ручной дуговой сварки плавящимся покрытым электродом (2 уровень квалификации).
2. Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации).
3. Сварщик частично механизированной сварки плавлением (2 уровень квалификации).
4. Сварщик ручной дуговой сварки плавящимся покрытым электродом (3 уровень квалификации).
По окончанию обучению лицам, успешно прошедшим итоговую аттестацию (квалификационный экзамен), выдается:
«Свидетельство о профессии рабочего»* с указанием полученной квалификации (разряда).
При присвоении разряда квалификационная комиссия Учебного центра учитывает теоретические знания обучающегося и виды работ, которые обучающийся выполнял при прохождении производственной практики.
* Информацию о выданных документах АНО ДПО "МУЦ "Краснодарский" заносит в Федеральный реестр сведений документов об образовании и (или) о квалификации, документах об обучении (ФИС ФРДО), где каждый работодатель может проверить достоверность информации о квалификации претендентов на трудоустройство и исключить прием на работу кандидата с поддельным документом.
Екатеринбургский учебно-курсовой комбинат специализируется на предоставлении образовательных услуг различного направления и предлагает обучение наиболее востребованным рабочим профессиям. Курсы сварщиков — одна из самых популярных программ обучения нашего комбината ввиду большого спроса на профессионалов этой отрасли.
Вы можете выбрать любую квалификацию: сосредоточиться на овладении общими навыками сварки или детальном изучении технологического процесса.
В строительных, сантехнических, ремонтно-восстановительных, авторемонтных работах не обойтись без газовой сварки. Основная часть производственных операций приходится на соединение металлов посредством электрической дуги, а подобные процедуры требуют определенной квалификации. Сложнее обстоит дело с плазменной, аргоновой и лазерной технологиями - здесь важно в совершенстве овладеть базовыми навыками, чтобы после оттачивать свое мастерство, изучая наукоёмкие виды сварочных работ на курсах сварщиков в Екатеринбурге, стать лучшим мастеровым и одержать победу над новыми технологиями и современной техникой.
Профессиональное обучение на сварщика предусматривает различные способы совершенствования мастерства, приобретение набора модулей по профессиональным стандартам соответствующих профилям сварочного производства. Обучение сварщиков в ЕУКК позволяет:
С 2019 года сварщики теперь в соответствии с профессиональными стандартами называются:
*сварщик дуговой сварки плавящимся покрытым электродом;
*сварщик дуговой сварки неплавящимся электродом в защитном газе;
*сварщик частично механизированной сварки плавлением.
Разряды не присваиваются, появилось вместо разрядов понятие уровни. Сначала обучающийся по направлению сварка получает профессию в соответствии с профессиональным стандартом на основании выполненных квалификационных работ в течение практической части профессионального обучения.
Профессия сварщика требует умений и профессиональной компетенции в сварке (наплавки, резке) деталей и узлов любой сложности ответственных конструкций.
Специалисты ведут обучение сварщиков на современном оборудовании, уделяя особое внимание соблюдению правил техники безопасности.
Практика проходит на предприятиях, ремонтно-конструкторских организациях, заводах и составляет до 50% от всего времени обучения сварщика. Нам важно увидеть ваш результат!
По завершении обучения Вы получаете удостоверение и свидетельство.
Данная специальность охватывает следующие отрасли:
Электротехника
В качестве экзаменационного центра сварщиков мы проводим экзамены по сварке TUV, UDT и SIMP. Нашими клиентами являются как частные лица, компании, так и государственные учреждения, такие как офисы, школы и проекты.
В прошлом году квалификацию сварщика получили люди, работающие в ЕС, Скандинавии и на буровых платформах. На нашей странице в Facebook рассказывается история Янека, который попал в компанию от безработного и построил свою карьеру.Каждый человек, участвующий в тренинге, рассматривается индивидуально. Сварщик, проводящий курс, уделит каждому столько времени, сколько необходимо. Наш Центр также организует групповое обучение – участникам курсов были предоставлены комплексные услуги, в том числе транспорт, проживание, питание, обучение и экзамены.
Сварщики очень популярны на рынке труда. Благодаря нашим курсам и экзаменам
вы также можете приобрести солидную профессию, которая обеспечит вам хорошую работу!
Не знаете на какой курс записаться - позвоните или напишите нам, мы будем рады Вам помочь или сообщить через форму ниже Приглашаем взрослых, с базовым образованием и хорошим состоянием здоровья на курсы сварщиков и экзамены сварщиков, проводимые в соответствии со стандартом: PN-EN ISO 9606-1, PN-EN ISO 9606-2 (старый/ранее PN-EN 287- 1 + A1, PN-EN 287-2 + стандарт A2, PN-EN 9606-3).
Если вы заинтересованы в получении лицензии на сварку, вы можете выбрать курс сварщика, заканчивающийся экзаменом или самим экзаменом. Если вы выберете курс, мы скорректируем дни и даты занятий в соответствии с вашими потребностями. В стоимость курса сварщика входит теоретическое и практическое обучение, экзамен, сертификат на 8 языках и книжка сварщика. Наши сертификаты признаются во всем мире.
Участники курсов обеспечиваются защитной одеждой и снаряжением, а также учебными материалами.
Книжка сварщика и удостоверение, выдаваемое после успешной сдачи экзамена на сварщика, удостоверяют наличие у лица полного объема квалификации, необходимой для профессии сварщика. Они действительны в течение 3 лет, после чего необходимо сдать проверочный экзамен. Стоимость экзамена по одному методу FW при сохранении непрерывности действия сертификата составляет 350 злотых.
Сварка MIG/MAG
Принцип действия
Дуга горит между концом электрода и основным металлом в линии стыка. Электрод перемещается с постоянной скоростью с помощью двигателя с регулируемой скоростью.Ток зависит от скорости подачи электрода. Длина дуги поддерживается источником питания, и сварщик должен направлять вывод электрода на постоянной высоте над ванной (обычно около дюжины мм). Дуговое пространство и свариваемый металл экранируются газом, выбранным в зависимости от свариваемого металла. Обычно используемые газы: аргон, аргон с добавлением 5% кислорода или 20% углекислого газа, или чистый углекислый газ. Типичное применение - изделия средней толщины соединяемых элементов, тонкие листы.
Подробнее о методе MAG
Дуговая сварка металлов в среде защитных газов (MIG - сварка в среде инертного газа, MAG - защита в активном газе), в настоящее время является одним из наиболее часто используемых методов сварки конструкций. Точное экранирование дуги, горящей между расходуемым электродом и свариваемым материалом, обеспечивает формирование сварного шва в очень благоприятных условиях. Таким образом, сварку MIG/MAG можно использовать для высококачественного соединения всех металлов, которые можно соединить дуговой сваркой.К ним относятся углеродистые и низколегированные стали, коррозионностойкие стали, алюминий, медь, никель и их сплавы. Сварка MIG/MAG заключается в сплавлении свариваемого материала и материала плавящегося электрода теплом электрической дуги, тлеющей между плавящимся электродом и свариваемым объектом, в среде инертного или активного газа. Металл шва формируется из металла плавящейся электродной проволоки и оплавленных кромок свариваемого материала. Основными защитными газами, используемыми для сварки MIG/MAG, являются инертные газы, такие как аргон, гелий и активные газы; CO2, h3, O2, N2 и NO, используемые отдельно или только в качестве добавок к аргону или гелию.Плавящийся электрод из сплошной проволоки, обычно диаметром 0,5¸4,0 мм, подается непрерывно через специальную систему подачи со скоростью 2,5¸50 м/мин. Горелка может иметь водяное или воздушное охлаждение.
Сварка черной стали — этот метод может быть как на переменном, так и на постоянном токе во всех положениях. В настоящее время почти исключительно используется сварка MIG/MAG с положительной полярностью. Сварка осуществляется как полуавтоматическая, механизированная, автоматическая или роботизированная.Благодаря высокой универсальности процесса, простоте настройки сварка МИГ/МАГ позволяет выполнять различные конструкции из различных металлов и сплавов в цеховых и сборочных условиях, во всех положениях.
Метод ВИГ маркируется кодом 141. Этим методом свариваются практически все марки стали с широким диапазоном толщин. Часто используется для сварки тонких листов, тонкостенных труб небольшого диаметра, например, используемых в велосипедной, автомобильной, аэрокосмической, пищевой и химической промышленности.В частности, его применяют везде, где требуется получить высокое качество, чистоту и прочность соединений. Основное преимущество вольфрамово-газовой сварки (сварка неплавящимся вольфрамовым электродом в среде инертных газов типа аргона, гелия или их смесей) заключается в том, что практически отсутствуют брызги, а сварочные дымы и тепловыделение незначительны. При сварке практически не образуется брызг, на сварном шве образуется очень небольшое количество шлака, благодаря чему шов почти не требует послесварочной обработки.TIG является относительно сложным методом сварки из-за необходимости координации действий сварщика.
Дуговая сварка ММА - это код 111 (ММА - Ручная дуговая сварка), она также называется ручной или электрохимической сваркой и является одним из старейших процессов электросварки металлических материалов. Сварка осуществляется с помощью электрической дуги и электрода. В основном используется для соединения листов, труб из нелегированной стали, а также стального литья и чугуна.Поскольку почти все свариваемые материалы можно сваривать с помощью ручной дуговой сварки, скорость проплавления очень высока. Листы и трубы любой толщины могут быть сварены во всех положениях.
Основными областями применения метода 111 ММА являются строительство стали и мостов, строительство трубопроводов общего назначения, строительство котлов или электростанций, строительство контейнеров, а также в судостроении.
Предлагаем курс 311 Газовая сварка.Этот метод применяется в основном для соединения листов и стенок труб толщиной обычно не более 6 мм. Безотказное использование технологии в принудительных положениях и высокая способность перекрывать зазоры делают газовую сварку процессом, который до сих пор широко используется в трубопроводах, котлах, а также в отоплении, централизованном теплоснабжении и вентиляции.
В соответствии с Постановлением Министра экономики от 27 апреля 2000 г. об охране труда и технике безопасности при сварочных работах (ЖурналЗаконов 2000 г. № 40, ст. 470), сварщик, выполняющий работы, включающие, в том числе:
сварка
ручная термическая резка
пайка ручная
автоматическая или механизированная сварка
должен иметь сертификат, подтверждающий успешное прохождение курса, в программу которого включены вопросы, предусмотренные положениями стандарты: - PN-EN 13067:2005 - данный стандарт распространяется на сварщиков и сварочный персонал
Сварщиком может быть лицо, которое:
· приобрело знания положений о техническом осмотре и технических условиях в сфере деятельности
· прошедшее обучение и профессионального обучения
· имеет медицинскую справку об отсутствии противопоказаний к работе сварщика
· сдал квалификационный экзамен с положительным результатом
Квалификация сварщика 90 005
Сварщик – это специалист, который, прежде всего, способен использовать полученные теоретические знания на практике в:
грамотном чтении строительных чертежей
умелой адаптации способов сварки, типов сварочных машин и устройств в соответствии с потребностями
подготовка соответствующих материалов и выбор соответствующих машин и устройств для данной задачи
соответствующая подготовка рабочего места
визуальная оценка выполненных работ и измерение сварных изделий с особым акцентом на проверку прочности сварных соединений
а также как функциональность рабочего места
· работа со вспомогательными устройствами и инструментами, такими как: шлифовальные станки, напильники или контрольно-измерительные устройства 90 005
Полное описание обучения:
Производство проката, почти 70% которого используется для производства различных конструкций и других сварных изделий, говорит само за себя.
Современный технологический этап еще не включает таких эффективных и долговечных способов соединения металлов, как сварка, хотя надо признать, что они постоянно развиваются. Таким образом, значение сварки во всех областях, где она необходима, не уменьшается, тем более что зачастую это единственный и вполне эффективный способ выполнения неразъемных соединений. Следует, однако, признать, что газовые технологии имеют меньшее значение, но, например, на предприятиях, где проводятся ремонтные работы, они все еще используются.Электродуговая сварка является основным методом, обычно используемым сегодня, но в зависимости от метода эта доля может быть меньше или больше. Трудно не заметить тенденцию к росту сварки MIG, MAG и сварки порошковой проволокой, в том числе с применением газовых защит или флюсов. Принимая во внимание растущие ожидания рынка и потребности своих пользователей, ODEKA Group из Быдгоща предлагает профессионально подготовленные и проводимые курсы по сварке.
Стоимость данного курса сварщика (цены указаны в прайс-листе) не является конечной величиной, т.к. ее цена может измениться, если участник решит воспользоваться возможностью прохождения медосмотров и проживания и питания - мы можем указать компании, с которыми мы сотрудничаем.
По всем вопросам, связанным с организованными нами курсами сварки, ценами, доступными помещениями и полученными правами, мы можем ответить по телефону 662 067 715
Пайка
Каковы требования к стажеру для такого обучения?
Полное описание обучения:
Однодневное обучение в Быдгоще в нашем Центре или проводимое в компании.Тренер проводит теоретические занятия и интересные практические занятия, которые очень помогают в дальнейшей работе. Обучение длится с 9:00 до 14:00. После обучения проводится экзамен по предмету пайка твердым припоем, который по результатам сдачи экзамена заканчивается выдачей доверенности - аттестата припоя.
Стоимость обучения 950 злотых с человека, цена меняется по мере регистрации большего количества людей. Место обучения в нашем центре ODEKA SIMP, расположенном в Быдгоще на улице Торуньской, 286.
В рамках курсов по пайке мы предоставляем
.В соответствии с действующими требованиями охраны труда и техники безопасности при выполнении сварочных работ и положениями о профессиональной квалификации кандидаты должны:
Как записаться на курс? Заявка на участие в открытых обучающих курсах подается путем заполнения онлайн-формы заявки, размещенной на сайте Национального образовательного центра, по электронной почте или по телефону.
Сколько часов длится обучение?
МОДУЛЬ I - угловые сварные швы - расчетная продолжительность курса - 146 часов + экзамен
МОДУЛЬ II - стыковые сварные швы пластин - расчетная продолжительность курса - 112 часов + экзамен
МОДУЛЬ III - сварка труб встык - расчетная продолжительность курса - 99 часов + экзамен
Когда нужно платить? Оплата должна быть произведена не позднее, чем за сутки до начала обучения на основании выставленного счета на электронную почту.
Как проходит курс? Все тренинги, организованные Национальным центром образования, начинаются с организационного собрания по вторникам в 16:00. Принимая во внимание тот факт, что часть участников тренинга сохраняет профессиональную активность, мы проводим теоретические и практические занятия в утреннем и дневном режимах.
Когда выдаются документы? Доверенность, в противном случае сертификаты о профессиональной квалификации выдаются сразу после положительной оценки экзаменационной комиссией изготовленных образцов сварки.
Что мы включаем в стоимость курса?
Включено ли проживание и питание в стоимость курса? К сожалению, нет, у нас есть скидки в близлежащих общежитиях, гостиницах и апартаментах, а также скидки в близлежащих закусочных.
Для получения скидки свяжитесь с нами.
Обучение проводится согласно программа Института сварки, обеспечивающая надлежащую подготовку к экзамену в практическом и содержательном плане.
Программа курса:
Сварка листов и труб угловыми швами
Сварка листов встык
Сварка труб встык
Сварочные лицензии выдаются в Польше Институтом сварки в Гливицах на основании успешно сданного экзамена перед экзаменационной комиссией, состоящей из:
Экзамен проходит в центре.
MAG — это метод, при котором электродная проволока проводит сварочный ток и при плавлении создает сварочную ванну с расплавленным металлом.Химический состав проволоки должен быть таким, чтобы сбалансировать выгорание легирующих элементов и обеспечить сварному шву свойства, аналогичные основному материалу. В настоящее время это наиболее популярный способ сварки, сочетающий в себе преимущества высокой производительности, универсальности и относительно хорошего качества сварных швов, однако в значительной степени зависящий от квалификации сварщика и правильности подготовки стыков к сварке.
Основные параметры:
Проволока сварочная выпускается следующих диаметров:
Центр профессионального образования в Серадзе организует курсы и экзамены для сварщиков на основе Руководства Института сварки, в том числе правила экзамена сварщиков после курсов сварки для сварки листов и труб - угловых швов и сварки листов и труб стыковыми швами на основе по стандартам PN-EN 287-1 и PN-EN ISO 9606 для сварки: группа материалов 1.8.22
Наш центр обучает группы до 12 человек следующим методам сварки:
| Метод сварки | Стоимость курса |
| 111 - Ручная дуговая сварка металлическим электродом (ММА) | злотых 1750 * |
| 131 - полуавтоматическая сварка в среде инертного газа (MIG) | злотых 1750 * |
| 136 - сварка порошковой проволокой (FCAW) 1750 зл * 135 - полуавтоматическая сварка в активной газовой защите (МАГ) | злотых 1750 * |
| 141 - сварка неплавящимся электродом в среде инертного газа (TIG) | злотых 1750 * |
| 311 - газовая сварка | злотых 1750 * |
|
|
|
* в цену входит государственная экспертиза под надзором ИС
в Гливицах, книжка сварщика и квалификационный аттестат.
Занятия проводит опытный преподавательский состав с квалификацией, признанной Институтом сварки в Гливицах.
Все курсы состоят из теоретической и практической части, а продолжительность курса в зависимости от интенсивности обучения составляет от 8 до 10 недель.
Подготовка сварщиков по каждому методу включает 140 часов практических занятий и 30 часов теоретических занятий.
Программа практических занятий (140 часов) включает практические занятия по выбору параметров сварки, технологии и приему сварки, правилам оценки сварного соединения и умению распознавать и характеризовать дефекты сварки.
Теоретические занятия (30 часов) представляют собой передачу знаний в области материаловедения и сварочных процессов в простой и хорошо усваиваемой форме студентом с использованием современных технико-дидактических методов.
По окончании курса кандидат в сварщики сдает теоретический и практический экзамен.
Выпускник курса после сдачи квалификационного экзамена (теоретического и практического) получает (выдается Институтом сварки в Гливицах):
Книга сварщика или запись в уже имеющейся книге,
Сертификат квалификационного экзамена сварщика на польском языке и дополнительно, по запросу, на английском или немецком языках, также признается в странах Европейского Союза.
Мы также проводим тренинги, программа которых охватывает процессы, связанные со склеиванием металлов:
Ручные кислородные резаки,
ручные плазменные резаки,
ручные термокислородные и плазменные резаки,
газовые припои для пайки,
Газовая правка сварных конструкций,
* цены на вышеуказанныетренировки согласовываются на постоянной основе со студентом
Выпускник курса после сдачи итогового экзамена получает:
Сертификат об окончании курса.
Учебно-методический комплекс «Профессия сварщика на кончиках ваших пальцев», записанный на компакт-диск.
Основные требования к нашим кандидатам:
• возраст не менее 18 лет
• минимальное базовое образование
• медицинская справка, подтверждающая способность выполнять профессию сварщика
В нашем Центре мы также организуем проверочные экзамены для сварщиков в соответствии со стандартом
Проверочный экзамен могут сдавать лица, имеющие:
Книга сварщика с записью о пройденных курсах сварщиков в годы, в которых не выдавались квалификационные аттестаты,
Свидетельство о проведении квалификационного экзамена сварщика, срок действия которого истек.
Однодневный проверочный экзамен состоит из:
теоретической части в тестовой форме для проверки теоретических знаний сварщика в области квалификации, на которую он претендует.
из практической части, в которой сварщик выполняет контрольный образец в процессе, в котором он подает заявку на квалификацию в соответствии с Руководством Института сварки,
Положительный результат проверочного экзамена дает сварщику право на получение квалификационного сертификата на польском языке и дополнительно, по запросу, на английском или немецком языках.
Проверочные экзамены по заказу предприятия и на его территории - индивидуальная оценка.
Проверочные экзамены сварщиков проводятся по предварительной договоренности с организатором.
У нас есть собственный хорошо оборудованный сварочный цех, сертифицированный Институтом сварки в Гливицах.
Вербовка проводится на постоянной основе, и график корректируется с учетом возможностей участника.
.
После прохождения курса и сдачи экзамена выдается:
Базовый курс сварки листов и труб угловыми швами
Базовый курс по стыковой сварке листов
Все курсы для сварщиков состоят из практических и теоретических занятий, за которыми следует экзамен.После сдачи экзамена студент получает книжку сварщика или запись в книжке сварщика и удостоверение сварщика по европейскому стандарту PN-EN 287
.Ручная дуговая сварка покрытыми электродами (111-ММА) нелегированных (группа материалов 1) и высоколегированных (нержавеющие - группа материалов 8) сталей:
Па-автоматическая сварка плавящимися электродами в газовой защите (131/135 - MIG/MAG) нелегированных сталей (материал группы 1), высоколегированных сталей (нержавеющих - материал группы 8) и алюминия (материал группы 21/22 ):
Ручная дуговая сварка неплавящимися электродами в среде инертного газа (141 - TIG) нелегированных сталей (группа материалов 1), высоколегированных сталей (нержавеющих - группа материалов 8) и алюминия (группа материалов 21/22):
Основные требования к нашим кандидатам:
ВТ визуальный контроль курс:
Визуальный метод является основным методом оценки качества соединений и сварных изделий.Сертификат, полученный по окончании курса (VT1+VT2), позволяет проводить исследования в отрасли продукции: сварной и кованой, и в смежной отрасли: производство и обработка металлов (PN-EN 473).
. КУРС: СВАРКА
Квалификация : Институт сварки.
Цена курса с экзаменационной платой: 1700 злотых
СЕЙЧАС В АКЦИИ: 1500 злотых по методу
Мы учитываем предыдущую практику студентов!
Предлагаем курсы сварки следующими методами:
• 111 - ручная сварка покрытым электродом (ММА)
• 131 - полуавтоматическая сварка в среде инертного газа (MIG)
• 135 - полуавтоматическая сварка в среде защитного газа (MIG) активная газовая защита (MAG)
• 136 - сварка проволокой порошковая сварка (FCAW)
• 141 - сварка TIG
• 311 - газовая сварка (G)
Примечание: Предложение также включает пост-элементарный уровень 1 и уровень 2.
ПРЕДЛОЖЕНИЕ: ПРОДЛЕНИЕ ПРАВ НА СВАРКУ
Разрешение : сварка основным или неосновным способом.
Цена курса : АКЦИЯ!!! 700 злотых
КУРС: РЕЗАК
Разрешения : Кислородная или плазменная резка.
Цена курса : АКЦИЯ!!! 700 злотых
Учитываем предыдущую практику студентов!
Место занятий:
• на рабочем месте - на машине директора; Мы назначаем даты обучения быстро и гибко.
ОБУЧАЕМ ГИБКО, БЫСТРО, ЭФФЕКТИВНО, НЕДОРОГО! ПО ВСЕЙ ПОЛЬШЕ!
БЫСТРЫЙ КОНТАКТ: 503 962 496
[email protected]
Дополнительная информация:
Курсы по всем вышеперечисленным способам сварки возможны на 3-х уровнях повышения квалификации:
- базовый курс - сварка угловых швов (P/T FW)
- дополнительный курс (1 ступень) - сварка стыковых швов сварные швы (P BW)
- послебазовый курс (2 этап) - сварка стыковых швов труб (T BW)
Курсы обучения по следующим базовым материалам:
- нелегированные стали (группа 1, 2, 3, 5 , 6, 7, 9, 11 согласно CR EN 15608)
- легированные стали, нержавеющие (группа 8 согласно CR EN 15608) и дуплексные (группа 10 согласно CR EN 15608)
- алюминиевые сплавы (группы 21-23 согласно CR EN 15608)
- никелевые сплавы (группы 41-48 согласно CR EN 15608)
ДРУГИЕ ОБУЧЕНИЯ В НАШЕМ ПРЕДЛОЖЕНИИ:
- Ускоренное обучение сварке любым методом в целях охраны здоровья и безопасности.
- Ускоренное обучение сварке для сервисных служб.
Предмет: процессы сварки в среде защитных газов, устройства и оборудование для сварки в среде защиты от СО2, дефекты сварных соединений и их контроль, охрана труда и пожарная безопасность, практическое выполнение соединений и простых сварных конструкций, первая помощь при возникновении аварии или аварийного пожара.
Описание: Сварка MAG (другие названия: дуговая сварка в среде защитных газов, полуавтоматическая сварка).
Требования: основное образование, возраст от 18 лет, медицинская справка
Сварка MAG представляет собой тип дуговой сварки и состоит в основном из процесса электродуговой сварки, который производится между плавящимся электродом и свариваемым материалом.
Для метода MAG (также известного как метод 135) расходуемым электродом обычно является специальная проволока, которая подается непрерывно. Электрическая дуга и так наз. сварочная ванна расплавленного металла защищена потоком защитного газа.
MAG (Metal Active Gas) — это сварочный процесс, в котором используется активная газовая защита. Это может быть, например, углекислый газ, т.е. СО2, или его смесь с аргоном.
Сварка MAGявляется наиболее распространенным методом сварки на сегодняшний день, и, по оценкам, она охватывает более 65% всех используемых в настоящее время методов промышленной дуговой сварки.
Перед началом работы сварщиком необходимо пройти специализированный курс или обучение, благодаря которому возможно получение соответствующего сертификата (сертификат TÜV, UDT, SIMP).
Все экзамены по окончании курсов или тренингов проводятся в соответствии с действующими стандартами PN-EN ISO 9606-1 , PN-EN ISO 9606-2 .Сдача экзамена означает получение определенной квалификации.
Самым большим преимуществом метода MAG является его функциональность и универсальность. С его помощью можно постоянно сваривать различные виды металлов и их сплавов практически во всех положениях.
MAG — это метод сварки, который характеризуется действительно высокой эффективностью процесса сварки по сравнению с методом с использованием покрытых электродов. Высокое качество сварных швов и относительно низкая стоимость используемых сварочных материалов определенно благоприятствуют этому методу.
Метод сварки МАГ водостойкий и отличается высокой герметичностью, поэтому его так часто применяют в случае соединения нелегированных, низколегированных и высоколегированных конструкционных сталей.
При кислородно-ацетиленовой сварке используется специальный терминал, на выходе которого сжигается смесь чистого кислорода и ацетилена. Сварщик с помощью образовавшегося пламени расплавляет металл, создавая так называемуюсварочная ванна.
По мере необходимости связующее, обычно в виде проволоки, подается вручную. Чтобы сохранить непрерывность процесса, сварщик должен умело перемещать горелку по краям стыка.
Ацетиленовым методом обычно пользуются при сварке легких изделий (например, вентиляционных каналов или трубопроводов малого диаметра).
Однако стоит отметить, что образующееся пламя обычно имеет слишком низкие температуры, недостаточные для сварки многих металлов.Единственным исключением являются вещества с относительно низкой температурой плавления.
Навыки сварщика, необходимые для занятия данной профессией, можно приобрести после получения соответствующего сертификата. Приглашаем вас ознакомиться с полным предложением курсов и тренингов.
.