Трубный клупп – компактный инструмент, предназначенный для формирования внешней резьбы на трубах. Изделие отличается удобством эксплуатации и простой конструкцией, посредством которой удается в короткие сроки и качественно нарезать элемент вручную.
Резка трубы в домашних условиях и частных мастерских может проводиться с применением подручных инструментов.
Один из таких – трубный клупп, перед использованием которого стоит тщательно подготовиться.
Основные рекомендации.
В местах, где планируется нарезание резьбы, необходимо полностью удалить любые виды грязи и ржавчины . Это улучшит качество витков и предотвратит преждевременное окисление материала.
Если на трубе есть фаска, ее нужно снять. Сделать это можно с помощью напильника или болгарки. Однако во втором случае качество фаски может понизиться.
До проведения работ необходимо смазать поверхность маслом. Только так удастся добиться плавного хода механизма.
Игнорирование рекомендаций приведет к ухудшению качества резьбы и быстрому износу рабочей части клуппа. Кроме того, в некоторых случаях также возможна поломка трубы.
Производители выпускают разные виды клуппов для формирования резьбы. Все изделия отличаются размерами, конструкцией и основными характеристиками.
Поэтому при выборе подходящего инструмента стоит учитывать ряд особенностей:
не стоит пользоваться дорогими моделями, если планируется резка труб в домашних условиях;
самым дешевым тоже не рекомендуется отдавать предпочтение, так как они быстро выйдут из строя и подойдут только для работ на один раз;
при покупке следует уделять внимание размеру клуппа и форме съемных резцов;
оптимальным вариантом станут наборы рабочих головок с разными диаметрами, что упрощает резку;
рабочая часть должна быть выполнена из легированной стали, обработанной антикоррозийными составами.
Ответственный подход к подготовке поможет улучшить качество проводимых работ и добиться желаемого результата с помощью правильно подобранного инструмента.
Производители собирают клуппы преимущественно из высококачественных инструментальных сталей. Такое решение позволяет получить изделие высокой прочности, резцы которого способны прослужить долго и не деформироваться под внешними нагрузками и другими воздействиями. Материал дополнительно обрабатывают специальными составами, которые предотвращают появление ржавчины и продлевают срок службы клуппа.
Клупп представляет собой упрощенный вариант плашки, конструкция которого не содержит дорогих элементов, за счет чего изделие считается доступным для домашнего использования.
Эффективную резку труб обеспечивают прочные резцы и держатель.
Схема нарезки резьбы с помощью клупп выглядит следующим образом.
Сначала поверхность, которая будет обрабатываться, тщательно очищается от грязи и декоративных или защитных покрытий. Для этого используют наждачку или шлифовальную машинку, если такая есть под рукой.
Далее трубу фиксируют в определенном положении с помощью тисков, обеспечивая таким образом неподвижность элемента.
Третий этап подразумевает смазку поверхности маслом для снижения силы трения и продления срока службы инструмента.
После выкручивают зажимные болты из оснастки и надевают насадку на трубу, медленно вкручивая крепежи обратно. Этот этап необходим для фиксации направляющих.
После устанавливают режущие части и посредством небольшого нажатия на рычаги начинают крутить инструмент по часовой стрелке, добиваясь качественной резки.
Работа должна сопровождаться плавными движениями. Любые рывки приведут к смене положения инструмента, из-за чего качество резьбы заметно снизится. После выполнения работ откручивают болты, и снимают оснастку.
Использование клуппа требует учета ряда нюансов в работе.
В самом начале трубу необходимо завальцевать – слегка уменьшить толщину на 1/2 дюйма. Сделать это можно с помощью напильника, молотка или турбинки.
Перед резкой труб мастера советуют наносить на поверхность обрабатываемого материала как можно больше масла, чтобы инструменту проще было идти по трубе. Такое решение также увеличит срок службы обоих элементов и не даст образоваться заусенцам.
При выборе клуппов стоит также подбирать подходящие для них резцы. Нередки ситуации, когда расходники не сочетались друг с другом, из-за чего инструмент не удавалось установить на место.
Если планируется резка трубы, входящей в состав системы водопровода, необходимо зафиксировать ее с помощью газового ключа. При этом во время резки ключу нужно передавать усилие для поворота трубы в обратную сторону. Иначе труба просто оторвется.
Перед тем как приступить к работе, стоит проверить степень заточки резцов. Чем острее будут элементы, тем качественнее будет резьба и тем быстрее получится завершить работу. Кроме того, тупые грани способны испортить материал.
Когда резьба будет сформирована, необходимо проверить ее качество и возможность соединениях двух элементов друг с другом. Если во время резки был перекос инструмента, детали не соединятся.
Резьбовые соединения до сих пор считаются одними из самых востребованных.
Помимо клуппа, для изготовления таких элементов можно задействовать плашки или токарные станки. Второй вариант больше подходит для работы с большими объемами на различных производствах, так как сокращает время проведения операции.
О том, как нарезать резьбу на трубе, смотрите далее.
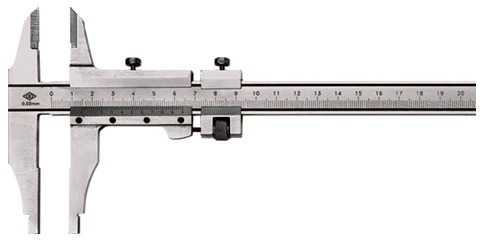
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
Клупп
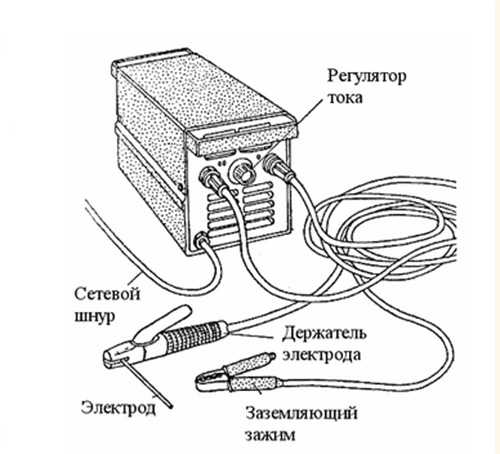
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.
Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга.
В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Возможно вам будут полезны и эти статьи:
Чем я нарезаю резьбу.
Как подмотать резьбу герметично.
Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппомЧтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
Метчики применяются для обработки внутренней части изделий.
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Клупп с ручкойОснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
Дешёвым, более надёжным аналогом может стать газовый ключ.
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
Недостатки:
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
Резьбовые соединения используются до сих пор. Изготавливать их можно с помощью плашек, клуппов, токарных станков. Второй вариант считается удобнее, если сравнивать их с другими ручными инструментами. Важно выбирать качественные рабочие части, проверять их заточку перед проведением работ. Качественные резцы изготавливают из легированных сталей.
Хомуты фиксируют трубу для нарезания резьбы.
Пластиковые ПВХ трубы часто соединяются с помощью различных безрезьбовых соединителей. Однако нарезание резьбы на трубах из ПВХ может облегчить соединение со стальными трубами. Кроме того, резьбовые соединения создают более прочное, герметичное соединение и часто желательны для проектов водопровода спринклерных систем. Для нарезания резьбы в ПВХ требуются довольно дорогие инструменты для нарезания трубной резьбы. Однако результаты ваших усилий, вероятно, будут вознаграждены, и немного потренировавшись, вы сможете создать стабильные суставы с минимальными усилиями.
.Самая важная часть этого процесса ремонта - подбор штампа трубы правильного размера.
У некоторых матриц для труб есть ручки. Те, у кого нет ручек, необходимо повернуть гаечным ключом.
Чем тверже металл, тем тяжелее придется ремонтировать резьбу.
Эту же процедуру можно использовать для создания новой резьбы на трубе без резьбы. Конец трубы нужно обрезать ровно.
Используйте перчатки и защитные очки для этой операции.Металлические опилки могут вас порезать.
Ремонт трубной резьбы требует больших усилий.
Резьба на трубе - важный механизм, обеспечивающий соединение двух труб без утечек. Резьба на конце трубы может быть повреждена, и ее следует отремонтировать, чтобы избежать аварии. Материал, из которого изготавливаются трубы, может быть разным, и некоторые металлы легче ремонтировать, чем другие. Например, медь мягче и легче ремонтируется, чем сталь. Каким бы ни был материал, процесс остается прежним.
.Температура соединения должна быть 29,5 градусов, а не «около 30 градусов».
Резьба 1 / 2-20 имеет меньший диаметр 0,4392, поэтому глубина нарезания составляет (.5-.4392) / 2 = 0,0304. При 29,5 подача 0,0349. Вы можете взять более крупный DOC в начале резьбы и уменьшить его по мере того, как вы входите. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать подгонку.
Вам необходимо выровнять режущую коронку перпендикулярно детали, иначе резьба будет деформирована. Используйте для этого 60-градусный "центральный датчик". Вы можете заказать его в Enco за 6 долларов. Центральный калибр также полезен при заточке инструмента из быстрорежущей стали для проверки угла 60 градусов на вершине.Чтобы избежать лишних хлопот, вы можете приобрести твердосплавные пластины для точной нарезания резьбы. Наконечник должен быть посередине работы.
Другой способ получить хорошую окончательную резьбу - это заострить ее большую часть пути и использовать матрицу для окончательной обработки. Единая точка обеспечивает прямую резьбу штампа. Это то, что я особенно люблю делать на малых диаметрах.
.Существует много разных типов метчиков, и цель данного руководства - точно знать, когда использовать каждый из них.
Примечание : Если вы знакомы с типами ответвителей, но вам необходимо изучить передовой опыт их использования, чтобы избежать поломки кранов, попробуйте нашу статью и видео 7 способов избежать поломки кранов .
Доступно большое количество метчиков с различными преимуществами и недостатками:
Ручные метчики, обычно покупаемые в местном хозяйственном магазине, являются наиболее распространенными типами метчиков, но их обычно следует избегать при работе с ЧПУ.
Купите несколько качественных метчиков и попробуйте нарезать резьбы вручную, а не набором метчиков из хозяйственного магазина. Вы удивитесь, насколько лучше работают метчики для машин.
Одним из применимых стандартов для ручных метчиков является ISO 529.
Есть два типа ручных метчиков:
Метчик с коническим метчиком имеет довольно большой конус, что помогает ему постепенно нарезать резьбу. Обычно первые 8-10 витков резьбы имеют конусообразную форму. Метчики с конусом являются наиболее распространенными типами метчиков и обычно используются в наборе метчиков и штампов.
Метчик с донным отверстием почти не имеет конуса на конце, потому что он предназначен для резьбы до самого дна. Только от 1 до 1,5 витков резьбы будет сужаться.
Метчикииспользуются для нарезания резьбы в глухих отверстиях. Желательно сначала зарезать резьбу большей части отверстия метчиком с конусом, а затем закончить дно отверстия метчиком для забивания.
находятся между метчиками с донным и конусным метчиками, потому что они имеют конусную резьбу 3-5, что больше, чем метчик для захода на дно, и меньше метчика с конусом.
К сожалению, терминология не всегда последовательна. Некоторые поставщики называют эти отводы «вторыми отводами» и называют отводы с нижним расположением пробок. Убедитесь, что вы получаете и используете.
Это типы метчиков, которые вы должны выбрать для приложений с ЧПУ или для ручной обработки.
Эти метчики имеют спиральную нарезку с разгрузочными канавками. Они обычны и похожи на большинство ручных ударов, которые вы видите.Но спиральный угол на передних режущих кромках помогает выбрасывать стружку, а скошенная кромка также обеспечивает превосходную производительность резки. Следовательно, это действительно самый дешевый метчик для нарезки резьбы, который вы можете использовать для нарезания резьбы с ручным управлением, и их можно использовать на несколько более высоких скоростях, чем ручные метчики.
Подобно ручным метчикам, метчики со спиральным острием могут быть в наличии, поскольку метчик с конусом имеет сужающийся конец или метчик с пробкой (предназначенный для глухих отверстий) имеет гораздо меньший конус.
Они дешевле, чем два других типа, но я обычно предпочитаю два других.Их основной недостаток заключается в том, что они выталкивают стружку перед отводом в отверстие, другими словами. Это не проблема для сквозных отверстий, но плохая идея для глухих отверстий.
Метчики
со спиральной канавкой имеют открытую спираль, как и концевые фрезы. Их основное преимущество заключается в том, что они выбрасывают стружку вверх и из отверстия. Они всегда предпочтительнее метчиков со спиральным острием, когда у вас глухое отверстие.
Они также предпочтительны для прерывистого отверстия, где пересекается другой элемент, потому что спираль помогает перезапустить резьбу после открытого элемента.
Иногда возьмите метчик со спиральной канавкой и обычный ручной метчик и пробейте вручную пару одинаковых отверстий. Вы будете шокированы, насколько меньше усилий требуется для метчика со спиральной канавкой. Правильный выбор смесителей действительно помогает!
У этих метчиков есть только зуб для каждой второй резьбы. Идея состоит в том, чтобы улучшить извлечение стружки. Удаление каждого второго зуба помогает сломать стружку, а также дает больше места для стружки и выхода смазки, которая выполняет свою работу.
Как и следовало ожидать, метчики для труб - это типы метчиков, используемых для нарезания трубной резьбы. Существуют как прямые, так и конические отводы для труб в зависимости от того, должна ли резьба быть прямой или конической. На фотографии показан типичный метчик для труб с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Метчикам для конической трубной резьбы приходится работать тяжелее, потому что вы не можете просверлить коническое отверстие. Они должны удалить гораздо больше материала в верхней части отверстия, чем в нижней части.Используйте трубный расширитель, чтобы сузить отверстие, чтобы метчик не работал так тяжело.
Метчики для нарезания резьбы вообще не режут резьбу. Вместо этого они холодные формы. Изготовленные таким образом нити часто называют «свернутыми».
В этом процессе металл выталкивается в сторону и сжимается, а не режется. Нет фишек для удаления. В результате вероятность поломки самих метчиков снижается, а образующиеся на них резьбы становятся прочнее.Если ваше приложение поддерживает Form Taps, они, как правило, лучше всего подходят по этим причинам.
Метчикитребуют разных подач и скоростей, и для них требуется другой размер начального отверстия, поэтому имейте это в виду, прежде чем использовать их.
Хотя многие считают, что они годятся только для мягких материалов, таких как алюминий, на самом деле они могут использоваться для материалов с твердостью до 36 HRC, что составляет около 340 BHN. Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Я почти всегда предпочитаю метчик для резки формы из доступных типов метчиков, если материал не слишком твердый для нарезания резьбы.
Совет:
Kelly предлагает этот наконечник для метчиков формы:
«Одна небольшая заминка с довольно большим количеством метчиков для профилирования ... если у них нет канавки для выхода смазочно-охлаждающей жидкости, или нет места в корне или гребне резьбы, масло будет создавать противодавление по мере того, как кран входит и в конечном итоге действует как сплошная металлическая заглушка, блокирующая дальнейший вход крана в отверстие. Я понял это на собственном горьком опыте, сломав несколько ударов ".
Это просто метчики с длинным хвостовиком для облегчения доступа к труднодоступным отверстиям, которые заблокированы другими элементами детали.
Эта запатентованная технология, совместно разработанная Audi и Emuge, может сэкономить до 75% времени цикла нарезания резьбы. Прочтите нашу статью, чтобы узнать больше о перфораторах.
Метчики имеют маркировку на хвостовике, чтобы вы могли сразу определить, с каким метчиком вы имеете дело. Маркировка обычно включает:
Пределы диаметра шага (диаметр резьбы
L1 = от базового к базовому минус 0,0005
h3 = от базового к базовому плюс 0,0005
h4 = базовый плюс от 0,0005 до базового плюс 0,0010
h5 = базовый плюс от 0,0010 до базового плюс.0015
h5 = Базовый плюс 0,0015 до Базового плюс 0,0020
H5 = Базовый плюс 0,0020 до Базового плюс 0,0025
H6 = Базовый плюс 0,0025 до Базового плюс 0,0030
Примечание : Вы также можете найти эти ограничения в базе данных потоков G-Wizard.
Символы / сокращения формы резьбы
ACME 60 ° STUB 60 ° Форма заглушки
ACME STUB Stub Acme, форма
ACME-C Резьба Acme - централизация
ACME-G Резьба Acme общего назначения
ANPT Aerona трубная резьба
AWWA Американская ассоциация водопроводов
BA Стандартная форма резьбы Британской ассоциации
BSF Тонкая резьба Британского стандарта серии
BSPP Британский стандарт Трубная параллельная
BSPT Британский стандарт трубный конус
BSW Британский стандарт Whitworth
MM ISO Форма метрической резьбы
N BUTT Резьба American Buttress
NC Американская национальная серия крупной резьбы
NEF Американская национальная серия сверхтонкой резьбы
NF Американская национальная серия мелкой резьбы
NGO Американская национальная резьба для выхода газа
NGT 9 0007 Американская национальная газовая коническая резьба
NH Американская национальная муфта для шлангов и пожарных шлангов
NM Национальная миниатюрная серия резьбы
NPS Прямая трубная резьба по американскому стандарту
NPSC Прямая трубная резьба по американскому стандарту в муфтах
NPSF Американский Стандартная внутренняя прямая трубная резьба (с сухим уплотнением)
NPSH Прямая трубная резьба по американскому стандарту для шланговых соединений и ниппелей
NPSI Промежуточная прямая трубная резьба по американскому стандарту (с сухим уплотнением)
NPSL Прямая трубная резьба по американскому стандарту для контргаек
NPSM Прямая трубная резьба американского стандарта для механических соединений
NPT Коническая трубная резьба американского стандарта
NPTF Dryseal Коническая трубная резьба американского стандарта
NPTR Коническая трубная резьба американского стандарта для рельсовых фитингов
NS Специальная резьба Американского национального стандарта F. orm
PTF Dryseal SAE с короткой конической трубной резьбой
SGT Специальная газовая коническая резьба
SPL-PTF Dryseal с короткой конической трубной резьбой
STI Специальная резьба для винтовых вставок со спиральной спиральной проволокой
Unfied UN Американская серия резьбы
UNC Unfied и American Coarse серии
UNEF Unfied и American Extra-Fine серии
UNF Unfied и American Fine серии
UNIV Unified Miniature Series
UNJ Unified Thread Series с контролируемым радиусом основания
UNJC Унифицированная серия крупной резьбы с контролируемым радиусом основания
UNJF Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNR Унифицированная серия резьбы постоянного шага с контролируемым радиусом основания
Унифицированная серия UNRC с грубой резьбой Контролируемый радиус корня
UNRF 90 007 Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNS Неограниченная и американская резьба определенных специальных диаметров и шагов
Чаще всего разъёмные соединения стальных труб осуществляются с помощью резьбы. Поскольку резьба на трубах отличается от шпилек и болтов, то для её нарезания и инструмент нужен специальный — резьбонарезные клуппы. Какие же инструменты используют в работе профессиональные сантехники, осуществляющие монтаж и обслуживание систем водоснабжения и отопления? Мы обратились к специалистам.
При выборе инструмента необходимо учесть несколько факторов:Размер резьбы. Клуппы обычно продаются наборами. Если вы работаете с трубами D 15-32, то достаточно приобрести набор до 1.1/4“.
Для нарезания резьб на трубах до D 50 необходимо приобрести набор до 2“.. Сменные клуппы и резьбонарезные ножи можно докупать по мере износа по отдельности.
Объём работ. Если вам необходимо нарезать небольшое количество резьб, то вполне можно обойтись ручными наборами с трещотками.
Если же объект большой или нарезание резьбы вы осуществляете регулярно, то необходим более производительный инструмент. В таком случае необходимо приобрести электрический аппарат.
Качество инструмента. Дешёвый бытовой инструмент редко отличается высоким качеством, т. к. не предназначен для постоянного использования. Его задача выполнить работу один раз, и забыть.
Для постоянной работы необходимо выбирать профессиональный инструмент. Качественными клуппами можно нарезать до 1км резьбы.
При выборе инструмента обратите внимание на качество ножей. Они должны быть изготовлены из высококачественной инструментальной стали. На ножах не должно быть сколов и зазубрин. Крепление ножей должно быть надёжным, все детали должны быть плотно подогнаны друг к другу.
Итак, для профессионального монтажа вы решили выбрать электрический резьбонарезной клупп до 2“. На что обратить внимание?
Мощность электродвигателя. Качественный электроклупп обеспечивает уверенное нарезание резьбы за счёт редуктора с большим передаточным числом. Для его работы требуется двигатель мощностью не более 1кВт. Более мощные электродвигатели зачастую используют китайские производители, чтобы компенсировать слабый редуктор.
Вес аппарата. Работа электроклуппом осуществляется на весу. Поэтому важно соблюсти баланс мощности и веса аппарата. Оптимальный вес аппарата без головок и струбцины находится в диапазоне 6-7 кг. Меньший вес должен навести на мысль, что в конструкции используются детали с небольшим рабочим ресурсом. С более тяжёлым аппаратом будет просто неудобно работать.
Конструкция электропривода. Обратите внимание, чтобы двигатель, корпус редуктора и ось клуппа находились на одной линии (прямой корпус). Это обеспечивает возможность работы в труднодоступных местах.
Тип крепления клуппов. Наиболее распространённое крепление клуппов типа 11-R имеет восьмигранную форму. Такие клуппы вы всегда сможете найти в продаже в любом магазине. Так что, если случайно «потеряли голову» нужного размера, вы можете быстро заменить её на день-два недорогим клуппом из магазина, пока снабженец привезёт новый качественный клупп от производителя. Кстати, в магазинах обычно продаются только китайские головы в сборе, сменные ножи для них — редкость. У официальных представителей европейских производителей всегда в наличии не только клуппы в сборе, но и сменные резьбонарезные ножи.
Есть ещё клуппы с креплением типа 12-R (круглой формы), но их сложнее найти в широкой продаже, и вы можете попасть в зависимость от сроков поставки.
Какие резьбы можно нарезать трубными клуппами?
Наиболее распространённые трубные резьбы в России изготавливаются по международным стандартам BSPP (прямая цилиндрическая трубная резьба) и BSPT (коническая трубная резьба).
Прямые цилиндрические резьбы BSPP могут иметь любую длину, т. к. высота зуба у них одинаковая. Но такие резьбы обычно нарезаются на станочном оборудовании.
Ручными и электрическими клуппами чаще нарезается коническая резьба BSPT. Высота зуба резьбы уменьшается от конца трубы. Это необходимо для того, чтобы соединение самоуплотнялось при затяжке, что позволяет использовать меньше уплотнителя, и улучшает герметичность соединения. Поэтому длина резьбы ограничена диаметром трубы. Нарезание резьбы клуппом заканчивается сразу, как только край трубы показался из резцов. Не пытайтесь резать дальше! Вы испортите резьбу и можете повредить инструмент.
На каких трубах можно нарезать резьбу клуппами?
В первую очередь клуппы предназначены для нарезания резьб на трубах из углеродистой стали. Качество резьбы и продолжительность «жизни» клуппов будет зависеть от качества стали, отсутствия сварных швов, овальности трубы. Также большое значение имеет смазка. Желательно использовать специальное резьбонарезное масло, рекомендованное производителем, т. к. оно подобрано по вязкости, чтобы не стекало и не испарялось во время работы, и в то же время не налипало и не забивало ножи стружкой.
При нарезании резьбы на оцинкованной трубе возможно повышенное налипание стружки, что забивает резцы. Необходимо регулярно чистить их щёткой. Нарезание резьбы клуппами на нержавеющих трубах технически возможно, но не рекомендуется. Нужны специальные резцы из быстрорежущей стали, что редкость на рынке.
Где купить?
Большинство розничных и интернет-магазинов продают инструмент с необъятных просторов нашего юго-восточного соседа. Профессиональный инструмент в них встречается реже, т. к. стоит он недёшево. Лучше обратиться в официальное представительство производителя. В нём вам не только помогут правильно подобрать инструмент, но и обеспечат его расходными материалами: сменными клуппами или резьбонарезными ножами. Также официальные представитель производителя осуществляет сервисное обслуживание и ремонт своего инструмента. Например, инструмент ROTHENBERGER можно приобрести на нашем сайте.
Домашние мастера сегодня не так часто задумываются о том, как нарезать резьбу на трубе. Большинство проектов реализуются с использованием альтернативных материалов. Но такая потребность иногда возникает. Благодаря основным навыкам появится возможность самостоятельно осуществлять несложный ремонт в домашних или других условиях.
Резьбовое соединение является неотъемлемым, если необходимо установить запорную арматуру, переходной тройник или муфту на металлическую трубу. Очень часто стыки приходят в негодность, и их приходится переделывать. Резьба характеризуется:
В зависимости от профиля и шага различают резьбу:
Обратите внимание! Последние две разновидности относят к классу метрических. Они могут нарезаться на патрубках небольшого диаметра, которые используются в специфических инструментах.
По месту расположения нарезки выделяют:
Каждый из этих видов требует индивидуального подхода и предназначен для определенных целей.
От того, насколько ответственно будет пройден этот этап, зависит качество конечного изделия.
Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Обратите внимание! Для того чтобы конечный результат был намного качественнее, применяется две плашки. Одна из них называется черновой. Ее предназначение — быстро проложить путь и метки для следующего элемента — чистового. Благодаря второй плашке выводится идеальная нарезка.Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Электрическим резьбонарезателем можно осуществить планируемую работу в несколько раз быстрее, а по качеству конечное изделие будет намного выше. Последовательность работ будет такой:
Бывают случаи, когда для сборки конструкции необходимо нарезать внутреннюю резьбу в трубе. Для таких целей применяется совсем другой инструмент — метчик. Представляет он собой небольшой металлический штырь, на одном из концов которого находятся наружные резцы. Чтобы все было правильно, необходимо придерживаться таких шагов:
Обратите внимание! Если труба находится в стене, то резьбу можно нарезать до тех пор, чтобы несколько миллиметров выглядывающего патрубка были без нее. Необходимо оставить такой зазор, чтобы не сорвать изделие при вкручивании соединителя.
Существуют некоторые секреты, которые нарабатываются годами и о них рассказывают нечасто. Вот несколько из них:
Используя перечисленные методы и способы, у вас точно получится отличный результат, которого вы добьетесь своими руками. Если и вам известны некоторые секреты о том, где нарезать резьбу и как это лучше сделать, делитесь ими в комментариях к этой статье.
Технология нарезки резьбы на металлической трубе продемонстрирована ниже:
Читайте также:
Практически всегда при замене стояков отопления или водоснабжения приходится сталкиваться с необходимостью оборудования старых обрезанных труб резьбой – без нее не обойтись, так как практически все соединения со старыми трубами осуществляются посредством навинчивания на них специальных концевиков. Сделать резьбу можно двумя способами: в одной ситуации она просто приваривается к трубе, а в другой нарезается посредством специального инструмента. Купить сварочный аппарат позволит себе не каждый сантехник, да и нужды в нем особенной нет, а вот приобрести клупп для нарезки резьбы может каждый. О нем и пойдет речь в этой статье, в которой вместе с сайтом stroisovety.org мы разберемся с его разновидностями и научимся применять его на практике.
Клупп для нарезки резьбы фото
На сегодняшний день существуют два типа клуппов, которые с успехом применяются в области устройства сантехнических коммуникаций – это ручной и электрический клупп. Разница между ними заключается не только в наличии или отсутствии электродвигателя, но и в принципе их использования. Рассмотрим подробнее эти два вида инструмента для нарезания резьбы.
Резьбонарезной клупп ручной фото
Вот так обстоят дела с таким полезным инструментом, как резьбонарезной клупп. Дополнительно хочу отметить, что этот инструмент может изготавливаться и в одинарном исполнении – к примеру, он может быть предназначен только для нарезки полудюймовой резьбы или только для трехчетвертной резьбы. Такой инструмент может продаваться как по отдельности, так и в наборе. Но набор клуппов приобретать не имеет никакого смысла – лучше уж купить универсальный клупп с набором сменных насадок.
Для наглядности и большего понимания техники нарезания резьбы клуппом рассмотрим этот процесс по пунктам. Но для начала разберемся с вопросом подготовки конца трубы к нарезанию резьбы – от этого момента в полной мере зависит то, насколько легко пройдет сама работа. Здесь важны два момента.
Нарезка резьбы на трубе клуппом фото
Вот такая подготовка трубы и сопутствует процессу нарезания на ней резьбы. Теперь что касается самой резки – по большому счету это не слишком сложный процесс.
Резьбонарезной клупп в работе фото
Как только труба выйдет за пределы режущих зубьев, переключаем трещотку на обратный ход и уверенными движениями снимаем ее. В обязательном порядке нарезанную резьбу нужно сразу же проверить тем изделием, которое будет на нее накручиваться. Если клупп новый, резьба может быть просаженная – в таком случае придется много наматывать пакли. Если клупп старый, то она может быть недорезанной, что приведет к поломке накручиваемого на резьбу фитинга.
Как видите, клупп для нарезки резьбы является достаточно простым инструментом, и пользоваться им очень легко. Спросите, какой из них выбрать – электрический или ручной? Этот нюанс зависит от объема и типа проводимых работ. Если с нарезанием резьбы вы сталкиваетесь редко и в малых объемах, то вполне будет достаточно его ручного варианта.
Практически всегда при замене стояков отопления или водоснабжения приходится сталкиваться с необходимостью оборудования старых обрезанных труб резьбой – без нее не обойтись, так как практически все соединения со старыми трубами осуществляются посредством навинчивания на них специальных концевиков. Сделать резьбу можно двумя способами: в одной ситуации она просто приваривается к трубе, а в другой нарезается посредством специального инструмента. Купить сварочный аппарат позволит себе не каждый сантехник, да и нужды в нем особенной нет, а вот приобрести клупп для нарезки резьбы может каждый. О нем и пойдет речь в этой статье, в которой вместе с сайтом stroisovety.org мы разберемся с его разновидностями и научимся применять его на практике.
Клупп для нарезки резьбы фото
На сегодняшний день существуют два типа клуппов, которые с успехом применяются в области устройства сантехнических коммуникаций – это ручной и электрический клупп. Разница между ними заключается не только в наличии или отсутствии электродвигателя, но и в принципе их использования. Рассмотрим подробнее эти два вида инструмента для нарезания резьбы.
Резьбонарезной клупп ручной фото
Вот так обстоят дела с таким полезным инструментом, как резьбонарезной клупп. Дополнительно хочу отметить, что этот инструмент может изготавливаться и в одинарном исполнении – к примеру, он может быть предназначен только для нарезки полудюймовой резьбы или только для трехчетвертной резьбы. Такой инструмент может продаваться как по отдельности, так и в наборе. Но набор клуппов приобретать не имеет никакого смысла – лучше уж купить универсальный клупп с набором сменных насадок.
Для наглядности и большего понимания техники нарезания резьбы клуппом рассмотрим этот процесс по пунктам. Но для начала разберемся с вопросом подготовки конца трубы к нарезанию резьбы – от этого момента в полной мере зависит то, насколько легко пройдет сама работа. Здесь важны два момента.
Нарезка резьбы на трубе клуппом фото
Вот такая подготовка трубы и сопутствует процессу нарезания на ней резьбы. Теперь что касается самой резки – по большому счету это не слишком сложный процесс.
Резьбонарезной клупп в работе фото
Как только труба выйдет за пределы режущих зубьев, переключаем трещотку на обратный ход и уверенными движениями снимаем ее. В обязательном порядке нарезанную резьбу нужно сразу же проверить тем изделием, которое будет на нее накручиваться. Если клупп новый, резьба может быть просаженная – в таком случае придется много наматывать пакли. Если клупп старый, то она может быть недорезанной, что приведет к поломке накручиваемого на резьбу фитинга.
Как видите, клупп для нарезки резьбы является достаточно простым инструментом, и пользоваться им очень легко. Спросите, какой из них выбрать – электрический или ручной? Этот нюанс зависит от объема и типа проводимых работ. Если с нарезанием резьбы вы сталкиваетесь редко и в малых объемах, то вполне будет достаточно его ручного варианта.
Все мы знаем, что такое резьба и для чего она нужна, поэтому описание этого типа соединения кажется излишним. Следует, однако, отметить, что нити предназначены либо для того, чтобы сжимать какие-то элементы конструкции, либо для того, чтобы фиксировать их по отношению друг к другу, либо также для того, чтобы раздвигать их, все зависит от конфигурации нашей конструкции.
Резьба на валах или внутри валов, как правило, служит для прижима данного элемента, насаженного на вал, к заданному шагу вала - ступенчатые валы, или для фиксации этого элемента при нарезке резьбы, напримерна обеих шейках одного вала. Во всяком случае, кажется логичным, что данная нить должна что-то определять и затягиваться с определенной силой.
Токарный станок, как машина, вращающая предмет, предназначен для придания ему соответствующей цилиндрической или конической формы в зависимости от типа станка - обычный или с ЧПУ. В ручном токарном станке за шпинделем расположен гитарный механизм, определяющий некоторый основной шаг ходового винта для суппорта, смещение которого осуществляется рычагом, чаще всего разрезной гайкой.
У самых простых токарных станков в нашем распоряжении есть только наш гитарный механизм и этот винт. Если мы хотим нарезать резьбу с шагом, например, 1 мм, а наш ходовой винт имеет шаг 4 мм за один полный оборот шпинделя, то мы должны выбрать такое передаточное число, чтобы за один полный оборот ходового винта четыре оборота шпинделя. Это простейший пример, потому что когда есть скачки резьбы на 1,25 мм или 1,75, то приходится выбирать шестерни переключения так, чтобы вращение винта соответствовало вращению шпинделя на заданный шаг.Машиностроители обычно поставляют сменные колеса для разных конфигураций шага резьбы, но здесь нет необходимости точно рассчитывать шаг. Например, на оси шпинделя имеется одно основное колесо и 3 вспомогательных колеса, которые определяют шаг винта в зависимости от скорости вращения шпинделя. Здесь мы должны рассчитать передаточные числа, имея 4 шестерни, поэтому имеем i = z1/z2 x z3/z4, где z1 будет шестерней на шпинделе, и выбрав в конце передаточное число делим его на шаг винт, и мы получаем желаемый шаг.Казалось бы, масло, но это не так, поэтому простейший токарный станок с гитарой может представлять для нас настоящую проблему при расчете хода.
Другое дело, если на токарном станке есть коробка подачи и таблицы резьбы, то достаточно сделать соответствующие настройки рычага под конкретный шаг. Таблица обычно размещается на корпусе токарного станка и достаточно наглядна, в ней также показано, какие колеса следует установить в гитарный механизм последовательно сверху вниз и для этих колес, установив рычаги в определенное положение, мы получим такие и такой прыжок.То же самое верно и для дюймовой резьбы, где у гитарного механизма просто другое количество зубьев шестерни.
После выполнения контура резьбы проверяем ее правильность с помощью резьбовых калибров, т.е. сравниваем высоту резьбы и ее шаг с выбранным тестом «гребенка», желательно на просвет, проверяя величину зазора и представление формы. Если все в порядке, то лучше всего проверить нашу целевую резьбу с помощью гайки или болта. Для опытного токаря достаточно теста, он знает, что если что-то не подошло и просто напортачило, дальнейшая обработка объекта не имеет смысла.Он всегда может выстрелить в глаза или что-то в этом роде, но это межличностные реакции между экипажем в данной компании и они не входят в эту статью.

Этой проблемы не существует на токарном станке с ЧПУ, потому что мы можем запрограммировать цикл точения-нарезания резьбы, а шпиндель оснащен импульсным датчиком, который дает нам информацию, в какой точке нашего вала находится начало нить. Казалось бы очевидным, что нельзя начинать резьбу откуда угодно, например, корректируя ее, особенно в методах ЧПУ, потому что обычный метод не позволит нам просто корректировать резьбу, потому что мы ее просто уничтожаем.Но об этом с методом выполнения наброска.
Здесь вы также можете найти HSS или складные ножи. В обычных методах мы будем использовать ножи из быстрорежущей стали, складной нож здесь мы скорее всего не найдем, т.к. его конструкция обычно не позволяет сделать резьбу за один проход и лезвие быстро крошится.
Известно, что мы нарезаем резьбовой контур по определенному наружному диаметру вала или отверстия. Между вершиной резьбы и ее сердечником существует нормативная зависимость, ведь гайка или болт тоже имеют диаметр сердечника, так что навинчиваемый элемент - гайка или болт должен иметь некоторый люфт, чтобы сердечники не имели слишком большое трение между ними, а значит - они не заедали при скручивании между собой, либо вообще невозможно было произвести соединение.
Итак, следуя стандартам на резьбу, будь то метрическая или дюймовая, мы должны сначала подготовить цилиндрические поверхности определенного диаметра для данной резьбы. В справочнике токаря мы найдем соответствующие данные о диаметре сердечника, а также о глубине прохода режущего ножа, потому что здесь мы имеем такую ситуацию, что имея диаметр сердечника определенного типа, мы можем иметь верхняя часть нити слишком низкая или слишком высокая.
Если вершина резьбы будет слишком низкой, соединение будет слишком свободным и не будет выполнять свою задачу, такое соединение легко разорвется.С другой стороны, если вершина слишком высока или отступ слишком низок, гайка или болт вообще не будут навинчиваться на катушку. Отсюда и наши стандарты на резьбу, будь то метрическая или дюймовая, кроме остальных необычных резьб, например, грушевидной или прямоугольной, или трапециевидной односторонней или двусторонней, чаще всего мы делаем метрическую или дюймовую резьбу. В обычном методе мы обрезаем нить за один раз. Неважно, где мы начинаем нарезать нить по окружности нашего вращающегося элемента, потому что переход будет только один.
Подготовив диаметр вала или отверстия, установить шаг ходового винта, включить токарный станок и вставить токарный нож, предварительно обнуленный по окружности, на заданную глубину заготовки, включить продольную подачу рычаг и привод. Следует помнить, что при обычном методе мы используем здесь минимально возможную скорость и много охлаждающей жидкости. Что касается ножа, то следует помнить, что контур резьбы, например, метрической, имеет наклоненные под некоторым углом стенки, поэтому держатель нашего ножа должен быть идеально перпендикулярен оси токарного станка, тогда мы имеем стопроцентную уверенность в том, что резьба не будет склонен так или иначе.Также следует упомянуть, что мелкую резьбу диаметром до 20 мм лучше делать плашкой или метчиком с заданным шагом, тогда плашка, помещенная в обойму, опирающуюся на корпус каретки, просто совершает какое-то движение при вращении вала, и нам не нужно здесь настраивать подачу.
Метод нарезания резьбы с ЧПУ совершенно другой. Как я упоминал ранее, токарный станок будет оснащен пульсатором, а команду токарной обработки можно будет вызывать из меню циклов через заданный цикл токарной обработки резьбы.Физически он заключается в том, что у нас есть любая точка входа резьбы, и эта точка после пуска будет относиться к пусковому импульсу от импульсного датчика, сопряженного с управлением подачей станка. Метод ЧПУ основан на том, что резьба нарезается многократно, т.е. не за один проход, а за несколько, издалека это выглядит как «прочесывание» нити, т.е. при каждом последующем входе ножа в материал, она углубляться на некоторую величину, отправная точка всегда одна и та же, что понятно.Этот способ позволит сохранить износ лезвия и не подвергать его полной нагрузке от трения между передней кромкой лезвия и заготовкой. В методах ЧПУ мы также легко делаем резьбу на конической поверхности, где изменяется форма головки и ножки резьбы, с постоянным или переменным шагом. В последнем случае нельзя обойтись обычным методом.
Казалось бы, ЧПУ-методы намного лучше, но при единичной работе по подготовке резьбы на каком-то элементе это просто растрата дела, или будет нерентабельной будет механическая обработка, вопрос политики фирмы.Если только это не реактивный вал за миллион долларов или рублей.
.Существует два различных метода формирования резьбы:
Различают следующие методы накатки наружной резьбы:
ВЫРЕЗКА
При нарезании резьбы любым способом диаметр штифта/стержня должен быть равен номинальному диаметру резьбы D. Для гаек диаметр отверстия должен быть равен диаметру основания резьбы. Для нарезания резьбы на токарном станке подача должна быть равна величине шага Р на один оборот.Нарезание резьбы плашкой и метчиком — наиболее распространенная мастерская техника, идеальная для штучного и мелкосерийного производства. Метчики обычно используются для калибровки гаек с цинковым покрытием. При этом толщина слоя цинка составляет 35 - 100 микрометров и в случае использования винта номинального размера гайку следует калибровать специально изготовленным метчиком. Форма этих инструментов позволяет свободно снимать стружку при нарезании резьбы.
МЕТОДЫ ФОРМИРОВАНИЯ ПЛАСТИКОВОЙ РЕЗЬБЫ
Хвостовик или пруток, подлежащий прокатке, должны иметь средний диаметр резьбы d2. Из-за тесной взаимосвязи между делительным диаметром и номинальным диаметром резьбы важна точность стержня или штифта. Количество материала, вытекающего во время прокатки, тесно связано с делительным диаметром.
Точность шага и внутреннего диаметра формируемой резьбы обеспечивается настройкой инструмента или величиной радиальной подачи.Внешний диаметр зависит от диаметра заготовки, так как гребень резьбы образуется за счет пластического течения материала, продавливаемого через вершины профиля инструмента в области между ними. Если диаметр заготовки слишком мал, вершина резьбы не будет полностью сформирована. В противном случае инструмент может быть поврежден или резьба может быть изготовлена за пределами допустимого диапазона. Диаметр заготовки и допуск выбирают из условия постоянного объема материала или экспериментально методом проб и ошибок.
Заготовка соответствующего диаметра получается точением, шлифованием или волочением (заготовки для резьбовых стержней). При массовом производстве винтовых изделий при ковке на кузнечно-автоматических станках соответствующий размер диаметра получают продавливанием конца винтовой поковки через матрицу.
Вообще говоря, материалы, которые хорошо раскатываются, труднее резать, и наоборот. Прокатка заключается в остаточном пластическом деформировании материала путем нанесения на него контура инструмента.В связи с тем, что материал подвержен остаточным деформациям, он должен иметь относительное удлинение не менее 5 % и предел прочности при растяжении 1700 МПа. Значения этих параметров различны для разных видов материалов. Размер номинального диаметра резьбы и величина шага, а также профиль также оказывают существенное влияние на возможность накатки резьбы.
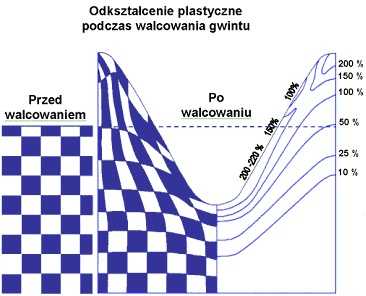
Пластическая деформация материала после накатки резьбы. Как видно, вблизи вершины спирали наблюдается сильная деформация материала.
После прокатки материал витков резьбы упрочняется. Зерна сильно вытянуты (см. рисунок выше), наибольшее упрочнение происходит на боковых поверхностях вершин и вблизи диаметра дна насечек. Как показано на картинке выше, сердцевина из материала не укреплена (нет сжатия).
Наружный слой имеет повышенную твердость и характеризуется наличием остаточных сжимающих напряжений.Параметр Ra, характеризующий шероховатость поверхности, находится в пределах 0,08 - 0,6 мкм. Такую низкую шероховатость очень трудно получить механической обработкой (особенно для материалов с хорошими пластическими свойствами).
Достигаемая точность размеров и формы зависит от используемого метода формообразования, точности инструментов и диаметра заготовки. Большинство методов обеспечивают получение резьбы среднего и тонкого класса. В частности, методы погружения и многократной прокатки обеспечивают высокую точность.
По сравнению с механически обработанными резьбовыми соединениями, резьбовые соединения пластичной формы имеют повышенную прочность витков на сдвиг, изгиб и поверхностное давление. Следует отметить, что непосредственная прочность соединения не изменяется (нет усиления сердечника болта). С другой стороны, увеличивается усталостная прочность и сопротивление абразивному износу.
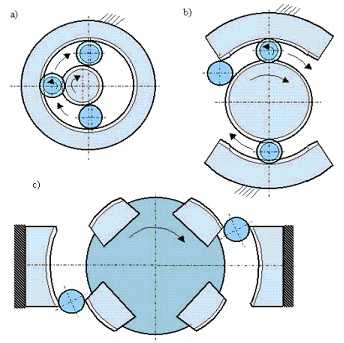
Глубокая и непрерывная прокатка
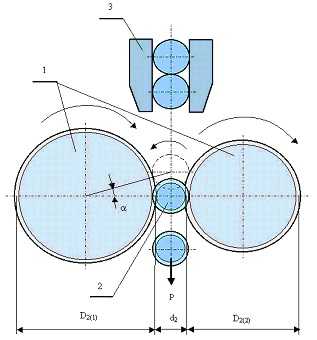
В процессе врезной прокатки, также известной как поперечная прокатка, валки приводятся в движение и вращаются в одном направлении.Заготовка опирается на упор и вращается под действием сил трения. Один из роликов (чаще всего) перемещается в направлении, перпендикулярном оси шнека (плунжерная подача). На валках нарезают многозаходную резьбу так, чтобы углы подъема валков и шнека были одинаковыми.
Схема поперечной прокатки двумя валками: 1 - валки, 2 - люнет, 3 - заготовка,
е - смещение оси заготовки, р - подача
D2 - диаметр шага ролика
d2 - диаметр шага винта
H - шаг резьбы ролика
h - шаг резьбы винта
В результате соответствующей геометрии кольцевых валков не образуется составляющая недостатка осевой составляющей усилия прокатки, заготовка совершает только вращательное движение.Ширина цилиндра В больше длины накатанной нити. Плунжерная накатка используется для формирования точной резьбы с большим шагом и глубоким контуром.
Эволюция резьбы винтового вала и винта
При сквозной прокатке валки придают заготовке вращательное и скользящее движение. Угол кручения осей валков создает осевое перемещение заготовки. Иногда валик имеет входную часть постепенно увеличивающегося диаметра, что облегчает захват заготовки.Поперечное перемещение валков происходит только на начальном этапе процесса обработки. Сквозная прокатка применяется для прокатки длинных стержней со средней и мелкой резьбой.
Схема сквозной прокатки двумя роликами: 1 - кольцевые валки, 2 - люнет, 3 - заготовка,
е - смещение оси заготовки, р - осевая подача
Прокатка с тангенциальной подачей
В этом случае два ролика разного диаметра имеют разную окружную скорость.Первый валик обеспечивает захват, второй наматывает нить по всему периметру. Заготовка подается автоматически в тангенциальном направлении. Оба валка имеют витки разной кратности и ширина валков больше длины накатанной нити. Этот метод обеспечивает высокую производительность и среднюю точность резьбы.
Прокатка с тангенциальной подачей: 1 - валки, 2 - заготовка, 3 - питатель, р - тангенциальное направление подачи
Многократная прокатка
Способ представляет собой сочетание поперечной и сквозной прокатки.В этом случае помимо роликов приводится в движение и заготовка. Движение роликов связано с перемещением заготовки с помощью зубчатой передачи с соответствующим передаточным числом. Осевая подача заготовки достигается ее вращением.
Резьба на валках соответствует тем же условиям, что и для врезного метода. Окружные скорости на делительных диаметрах цилиндра и заготовки не равны. Это вызывает винтовое движение заготовки. После смещения на длину накатанной резьбы меняется направление вращения цилиндра и заготовки, осевая подача в следующем проходе имеет противоположное направление.
Последний рез выполнен без радиальной подачи, что обеспечивает равномерную глубину резьбы по всей длине. За счет наличия осевой подачи и изменения ее направления валки с обеих сторон симметричны.
Способ позволяет накатывать мелкие резьбы с большим шагом, глубокими контурами и различной длины, а также другие виды навивки (например, шлицевые, прямые и косозубые).
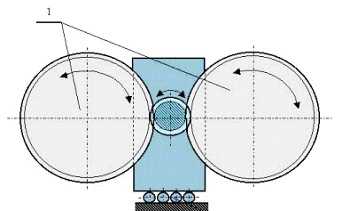
Схема многократной прокатки: 1 - валки, 2 - заготовка, 3 - направляющие, 4 - ручка, 5 - шестерня, меняющая направление вращения после каждого прохода, р - направление подачи ручки с деталью
Инструменты состоят из трех частей: входной (1), калибровочной (2) и выходной (3).Одна челюсть неподвижна, другая совершает возвратно-поступательные движения. Заготовка захватывается и прокатывается по входной части. Угол γ меньше угла трения. Автоматическое удаление продукта происходит на выходе. На поверхностях губок имеются канавки, по форме соответствующие контуру накатанной резьбы, отклоняющиеся от направления движения на угол, равный углу винтовой линии. Метод обеспечивает среднюю точность и высокую эффективность.
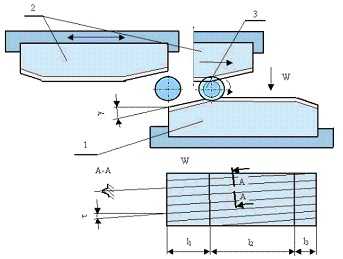
Схема прокатки плоскими губками: 1 - неподвижная губка, 2 - подвижная губка, 3 - заготовка, л1 - входная часть, л2 - калибрующая часть, л3 - выходная часть
Инструмент изготавливается путем намотки плоского профиля губок на поверхность цилиндра.Сегментный ролик имеет переменный радиус кривизны по окружности. Он увеличивается на дуге 1 до значения R, которое постоянно на дуге 2. На дуге 3 радиус уменьшается. Часть 4 используется для выпуска продукта. Длина накатанной нити ограничена шириной рулона. Метод применяется на автоматических мельницах, обеспечивает среднюю точность и высокую производительность за счет отсутствия холостых движений. К сожалению, стоимость изготовления таких инструментов очень высока.
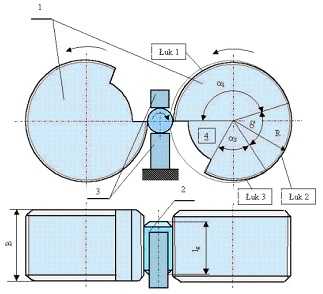
Схема прокатки сегментными роликами: 1 - валки, 2 - заготовка, 3 - обойма
Прокатка происходит между вогнутым (неподвижным) сегментом и выпуклым (ведомым) сегментом.Заготовка совершает планетарное движение под действием сил трения. Количество нитей на вогнутом участке в 2 раза больше, чем на выпуклом.
Метод применяется на автоматических мельницах в различных кинематических вариантах; три из них показаны на рисунке ниже. Обеспечивает высокую производительность и среднюю точность резьбы.
Различные кинематические схемы планетарного качения
.
Металлообрабатывающий завод использует современные технологии производства.
Болты и гайки изготавливаются только из закаленных или других материалов, по желанию заказчика, от проверенных и надежных поставщиков. Резьба на болтах и гайках выполняется по допускам 6г и 6Н или др.
На нашу продукцию выданы сертификаты3.1 или 3.2 для продукта согласно PN-EN 10204. Сертификаты 3.2 подтверждены TUV NORD. К сертификатам прилагаются металлургические сертификаты на прутки, из которых изготовлена продукция.
Резьба на болтах выполнена методом резьбонакатки, благодаря чему достигается высокая размерная повторяемость болтов при качественной резьбе. Резьбу можно нарезать на токарных станках с числовым программным управлением.
Марки материала болтов и гаек: C35E + QT (1.1181), C45E + QT (1,1191), 25CrMo4 + QT (1,7218), 24CrMo5 + QT (1,7258), 42CrMo4 + QT (1,7225), 40CrMoV4-6 + QT (1,7711), 21CrMoV5-7 + QT (1,7MoV), 21Cr709), -11 + QT (1,8070), 34CrNiMo6 + QT (1,6582), 16Mo3 + QT (1,5415), 13CrMo4-5 + QT (1,7335), 10CrMo9-10 + QT (1,7380), A2-50, A2-70 , A4-50, X12Cr13 (1.4006), X20Cr13 (1.4021), X5CrNi18-10 (1.4301), X2CrNiMo17-12-2 (1.4404), X6CrNiTi18-10 (1.4541), X1NiCrMoCu25-20-5 (1.4539-12-2Mo ( 1.4539-12-2Mo 1.4571), X15CrNiSi20-12 (1.4828), X15CrNiSi25-21 (1.4841), X22CrMoV12-1 (1.4923), A193-B7, A193-B16, A320-L7, A194-2H, 35-T, 45-T, 25HM-T, 21HMF-T, 26h3MF-T, 15HM-T, 40H, 40HM, 1h23, 2h23 , 1х28Н9Т.
5/8-11UNC процесс накатки резьбы, глубокая вытяжка.
Нарезание резьбы прокаткой включает пропускание материала между вращающимися валками соответствующей формы. Прокатка может быть продольной или плунжерной, процесс осуществляется в холодном состоянии. Продольно прокатанные полуфабрикаты, такие как листы или прутки, и полые конструктивные элементы, такие как болты и шестерни.При продольном способе прокатанный материал проходит между вращающимися валками. Как правило, материал перемещается из-за трения. Чем меньше диаметр валков, тем ниже может быть их давление. Плунжерная прокатка выполняется с помощью правильно профилированных валков или плоских губок. Стержнеобразный материал опирается на опору и прижимается между вращающимися валками, имеющими на поверхности резьбу с таким же углом наклона винтовой линии, как и на заготовке.
В дополнение к нарезанию резьбы на металлообрабатывающем заводе используется операция резки для подготовки исходного материала к дальнейшей обработке путем отделения меньшего куска стержня. Резка производится на электропилах с применением ленточных пил.
Токарная обработка сферической поверхности на токарном станке с числовым программным управлением (ЧПУ).
На металлообрабатывающем заводе применяется механическая обработка, заключающаяся в формообразовании элементов путем удаления лишнего материала, называемого припуском на механическую обработку, режущим диском.Этот избыток превращается в отходы. Режущая кромка инструмента, прижимающаяся к материалу передней поверхностью в результате рабочего движения, вызывает сложное состояние напряжений, среди которых преобладает сдвиг в плоскости резания. Материал срезаемого слоя отделяется от всего обрабатываемого материала и деформируется. При резке пластиковых материалов образуется сплошная стружка, называемая ленточной стружкой. При обработке хрупких материалов стружка отслаивается и имеет шахматную или осколочную форму.Геометрия режущей кромки оказывает большое влияние на условия резания. Значение переднего угла в первую очередь влияет на сопротивление резанию и стойкость инструмента. Чем больше значение угла, тем ниже сопротивление резанию и короче срок службы инструмента. Обработка производится на станках.
Токарная обработка - это обработка вращающихся поверхностей или плоскостей, при которой основным рабочим движением является вращательное движение объекта, закрепленного в патроне станка - токарного станка.Перемещения, подающие и вспомогательные выполняются инструментом - токарным ножом.
Фрезерование шестигранника с головкой.
Фрезерование является наиболее часто используемым методом обработки плоскостей, хотя этот метод также может быть использован для обработки фасонных поверхностей, таких как канавки, зубья шестерен. Характерной чертой фрезерования является нарезание вращающимся, как правило, многолезвийным инструментом — фрезой.
К сверлильным работам относятся операции, связанные с обработкой отверстий, и инструмент совершает рабочие вращательные и подающие движения вдоль оси вращения.Исключением является сверление на токарных станках, когда вращательное движение совершается предметом, закрепленным в шпинделе токарного станка, и движением подачи (инструментом, установленным в задней бабке). Сверла – это инструмент для сверления отверстий.
Шлифование — вид механической обработки инструментом, содержащим очень большое количество лезвий — абразивных зерен неопределенной геометрии. Абразивные материалы – корунд – окись алюминия – карборунд, иногда алмаз и другие твердые материалы. Абразивные зерна связаны керамической, бакелитовой или резиновой связкой.Абразивный инструмент изготовляют в виде круглых дисков, шлифовальных кругов, призматических - напильников и брусков, а также листов бумаги и шлифовальной ткани. Шлифовка применяется для придания обработанным поверхностям точной формы. Шлифовка позволяет обрабатывать очень твердые материалы, которые невозможно обработать другими методами. Наиболее распространенным методом обработки является шлифование круговым диском, закрепленным на вращающемся шпинделе шлифовального станка.
Резьба в отверстиях нарезана метчиками, имеющими форму винта с продольными канавками, создающими режущие кромки на пересечении с поверхностью резьбы; кроме того, канавки используются для перемещения и эвакуации стружки.При нарезании резьбы старайтесь совмещать инструмент с резьбовой поверхностью.
Элементы и узлы машин и устройств могут быть соединены друг с другом непосредственно или с помощью промежуточных элементов - соединителей (заклепок, штифтов, винтов и т.п.). Назначение соединений – передача механических нагрузок. Соединения, которые можно многократно соединять и разъединять, называются непересекающимися. Резьба в разъемных соединениях образована выступами и спиральными канавками на цилиндрической поверхности, имеющей постоянный наклон ɣ по отношению к плоскости, перпендикулярной оси цилиндра (наклон).Его образование можно проиллюстрировать намоткой на поверхность цилиндра прямой линии, наклоненной по отношению к его основанию на угол ɣ. Расстояние h по образующей цилиндра между ближайшими точками спирали называется ее шагом. Форма поперечного сечения выступов и канавок называется контуром резьбы. Используются треугольные, трапециевидные, прямоугольные и круглые профили резьбы. Диаметры и профили резьбы стандартизированы. Резьбовое соединение состоит из двух элементов, один из которых имеет резьбу на внешней поверхности (болт), а другой - резьбу на внутренней поверхности (гайка).В соединениях используется треугольная резьба. Трапециевидная резьба обычно используется в винтовых механизмах, таких как прессы, подъемники и механизмы подачи станков. Она может выдерживать большие нагрузки, чем треугольная резьба. Прямоугольная резьба имеет такое же применение, как и трапециевидная. Круглая резьба применяется в менее точных соединениях, подверженных загрязнению.
Головка для точечной маркировки.
На заводе металлообработки каждое изделие маркируется кодом производителя и типом материала.Эта функция долговечна, надежна и устойчива к условиям окружающей среды, в которых установлен элемент. Разметочная машина позволяет быстро нанести маркировку на поверхность заготовки без образования стружки. Маркировочное устройство имеет множество функций, расширяющих его возможности. Помимо написания текста, вы также можете выгравировать специальные символы, мозаичные коды, логотипы и т. д. В различных размерах, адаптированных к размерам продуктов.
.Дорогая молодежь
Тема:
Инструменты для ручной обработки - принцип действия и конструкция - метчик.
Мастерские измерения - микрометр.
Измерение резьбы - идентификация.
Сегодня на занятии вы узнаете, как сделать внутреннюю резьбу, как распознать тип резьбы, для чего она нужна и как пользоваться микрометром.
Плашки предназначены для нарезания наружной резьбы (болтов) и метчиков для внутренней резьбы (гаек).Резьбу также можно нарезать на токарных станках специальными ножами, на фрезерных станках фрезами и прокатывать валками соответствующей формы.
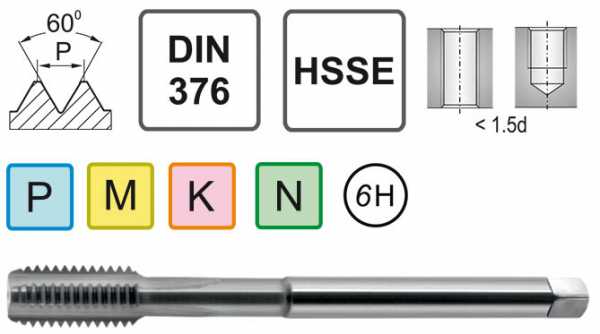
Метчики имеют винтовую форму с коническим концом и канавками, прорезанными на поверхности по оси метчика. Эти канавки образуют режущие кромки и используются для эвакуации стружки. Метчик состоит из рабочей части и хвостовика с квадратным концом, позволяющим вставлять маховик.Рабочая часть делится на коническую режущую и цилиндрическую чистовую.
Правильность контура резьбы и шага проверяют шаблонами , , наблюдая зазор между шаблоном и контуром резьбы на просвет. Шаблон также используется для быстрого распознавания резьбы путем нанесения последующих «гребенок» на резьбу неизвестного контура. Это особенно полезно, если вам нужно сделать, например, гайку для болта с неизвестным профилем резьбы. Обозначение резьбы указано на каждом шаблоне.
Ниже находится файл с информацией об идентификации метчика и резьбы.
обработка ТЕОРИЯ ХОРОШАЯ!!!!!
В следующем файле вы найдете информацию о микрометрах
.Измерительные инструменты
Ваша задача будет написать:
С уважением
Томаш Вишневски
.

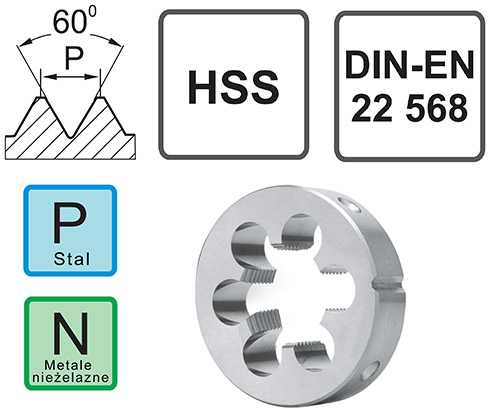
Матрицы представляют собой многолезвийные инструменты круглой формы. Применяются для нарезания наружной резьбы на детали, которой обычно является вал или цилиндр. По типу нарезки резьбы плашки можно разделить на: метрические, мелкорезьбовые, дюймовые трубчатые, унифицированные, плашки Витворта и плашкодержатели, а также резьбонарезные наборы а.Метрические штампы бывают двух типов: метрические штампы с обозначением M и метрические тонкие штампы с обозначением MF. Эти два типа резьбы имеют угол среза 60 градусов, он измеряется в метрических единицах [мм]. Матрицы изготовлены из быстрорежущей стали HSS и кобальтовой стали HSSE с содержанием кобальта 5%.
Плашки определяются немецким стандартом DIN 22 568. Дюймовые плашки для труб G являются плашками для труб, потому что именно здесь наиболее часто используемая резьба известна как трубная резьба, определяемая стандартом DIN ISO 228.А вот внешние размеры штампов описаны в DIN EN 24 231.
Штампы делим по следующему разделу:
Метрические матрицы изготовлены из специальной высококачественной быстрорежущей стали HSS. Они предназначены для нарезания резьбы на внешней стороне детали, представляющей собой стержень или вал. Матрицы могут иметь от трех до шести отверстий в зависимости от размера используемого инструмента. Эти отверстия используются для слива разрезаемого материала, что делает работу более эффективной.Наиболее известные штампы: штамп М10, штамп М12, штамп М16, штамп М12, штамп М20. Чтобы сделать такую же резьбу, только внутреннюю, используйте такой инструмент, как метчики (https://artykulytechniczne.pl/taps.html).
Плашки тонкой резки , также метрические, достаточно производительны, устойчивы к любым повреждениям, удобны в использовании и профессиональны. К многолезвийным инструментам относятся мелкорезьбовые плашки, изготовленные из высококачественной быстрорежущей стали HSS, устойчивой к любым повреждениям и позволяющей вести длительные режущие работы, а также изготавливаются из кобальтовой стали HSSE, имеющей 5% кобальт, благодаря которому штампы можно использовать для обработки таких материалов, как закаленная сталь, стальное литье и различные виды чугуна.Нарезаем резьбу плашками на первом проходе. Плашки с мелкой резьбой рекомендуются как для ручной работы с использованием специальной ручки, так и для машинной работы.

Плашки трубчатые дюймовые изготовлены из высококачественной быстрорежущей стали HSS, благодаря чему обладают высокой прочностью и устойчивостью к любым повреждениям. Они приспособлены к длительной эксплуатации, в том числе в сложных условиях. Плашки дюймовые предназначены для нарезания наружной резьбы различного диаметра, обычно от 1/8 до 2 дюймов.Перед началом работы плашку следует поместить в подходящий держатель. Эта и другие матрицы имеют определенный диаметр и толщину. На внешней стороне штампа имеются отверстия и надрез. На внутренней стороне плашки, с другой стороны, расположены лезвия, нарезающие резьбу на данной детали в процессе работы, при навинчивании гайки, и имеются стружечные канавки, в которых скапливается стружка обрабатываемого материала, благодаря этому решение резьба и сама матрица не будут повреждены ими.
Матрицы со временем изнашиваются, а нарезаемая резьба становится все больше и больше. Чтобы снова использовать те же матрицы, снова заточите их
Держатели штампов доступны с вырезом или замкнутой окружностью. Они используются для крепления штампов различного диаметра и толщины. Благодаря держателю штампы прочно закреплены, работа становится более эффективной и гарантирует большую точность. Держатель является своего рода защитой для штампов и, таким образом, обеспечивает их длительное использование.Держатель штампа состоит из трех типов элементов: рукояток, рамок и винтов, где присутствуют винты двух типов: прижимной/зажимной винт и регулировочный прижимной винт. Винты обоймы отстоят на 45 градусов от болтов, смещенных к оси обоймы так, чтобы при их закручивании оказывалось усилие на плашку.
.