Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.

Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленны
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.
Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкц
Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.
Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированны
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
Далее выставляются показатели силового импульса на панели инвертора. Значения должны соответствовать размерам электродов.
Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика. Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента. Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Похожие статьиИтак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) - получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика - угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» - в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
Кроме этого, данный аппарат имеет и некоторые недостатки:
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Учиться варить электродами проще всего на практике, разумеется, после изучения теории и техники безопасности. Электроды необходимо подбирать, в зависимости от толщины металла и величины сварочного тока. Оптимальный сварочный ток производители обычно всегда наносят на упаковку от электродов. Неопытному начинающему сварщику можно выставить сварочный ток немого ниже, чем рекомендует производитель электродов, в таком случае варить можно медленнее и шов будет получаться ровнее. Следует также учитывать, что производители электродов рекомендуют сварочный ток при условии, что сваривание деталей вместе происходит на горизонтальной поверхности. Если сварной шов необходимо выполнить на вертикальной поверхности, то при выполнении сварки сверху вниз, сварочный ток необходимо ставить немного выше. Когда электрод по свариваемым деталям ведут снизу вверх, то сварочный ток можно уменьшить. Прежде чем приступить к изготовлению готового изделия, желательно сначала потренироваться на обрезках металла той же марки и толщины. Чтобы получить ровный сварной шов необходимо сначала научиться равномерно вести электрод на расстоянии нескольких миллиметров от детали. Причем, по мере того, как электрод сгорает, необходимо поддерживать расстояние между ним и деталью. После того как шов закончен, с него необходимо удалить окалину и зачистить поверхность щеткой по металлу. Если металл проварился не везде, то поверх первого шва можно наложить второй. Свариваемые детали желательно зажимать в тиски или струбцины, иначе полученное изделие не будет обладать правильной геометрической формой.
Когда необходимо соединить тонкий листовой металл, обычный сварочный аппарат, который варит электродами, уже не подходит. При сварке тонкого металла используют сварочные полуавтоматы и аппараты точечной сварки. Сварка точечной сваркой происходит путем локального нагрева двух соединенных деталей. Такой тип сварки не всегда удобен и может в основном применяться в автомобильном производстве. Сварочный полуавтомат же может варить и соединять металл не только точечно, но и швом. В сварочном полуавтомате через специальную горелку подается сварная проволока, что облегчает работу, потому как нет необходимости постоянно вставлять новый электрод взамен сгоревшего. Большинство сварочных полуавтоматов могут варить флюсовой проволокой и обычной сварной проволокой, с который необходимо использовать газ. Флюсовая проволока более дорогая, поэтому, если необходимо постоянно выполнять большие объемы сварных работ, то имеет смысл перейти на сварку в среде защитного газа.
При выполнении сварочных работ необходимо неукоснительно соблюдать технику безопасности. Всегда необходимо пользоваться специальной сварочной маской для защиты глаз от яркого пламени сварки. Нельзя допускать превышение непрерывной работы сварочного аппарата, иначе он может перегреться. Изоляция на проводах не должна быть нарушена. Одежда для выполнения сварочных работ должна быть изготовлена из толстого материала, для предотвращения ожогов от летящих искр. Для защиты рук всегда необходимо надевать толстые перчатки, так как свариваемые детали и сам сварочный аппарат очень сильно нагреваются в процессе работы. Сварочный аппарат, как и любая техника, требует ухода — необходимо периодически прочищать корпус снаружи и внутри. Особенно восприимчивы к загрязнению сварочные инверторы. Нельзя допускать, чтобы внутрь их корпуса попадала влага и грязь.
shabashka-pro.ru
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав.
Назначения общепромышленных электродов:
Электроды АНО-6 - для неответственных металлических конструкций (забор, ограждения и т.д.).
Электроды АНО-4, МР-3, АНО-21 - для ответственных металлических конструкций (металлоконструкции, тавровые соединения).
Электроды УОНИ-13/55, УОНИ-13/45 - для особо ответственных конструкций, работающих при пониженных температурах (газовые трубы низкого давления, промышленное оборудование, станки, машиностроение).
Электроды АНО-36 и VISWELD Е6013 (с улучшенными сварочными свойствами, "мягче варят") - для ответственных конструкций. Рекомендуются начинающим сварщикам.
10. Назначение электродов специального назначения:
- для сварки высоколегированных сталей:
Электроды марки ОЗЛ-6 - для сварки ответственного оборудования из литья и проката жаростойких сталей марок 20Х23Н13, 20Х23Н18 и им подобных, работающего в окислительных средах при температуре до 1000°С.
Электроды марки ОЗЛ-8 - для сварки высоколегированных коррозионностойких сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляются жесткие требования стойкости к межкристаллитной коррозии.
Электроды марки ЦЛ-11 - для сварки ответственных изделий из коррозионностойких хромоникелевых сталей марок 12Х18Н9Т, 08Х18Н10Т, 08Х18Н12Т и им подобных, работающих в агрессивных средах, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
- для ручной дуговой наплавки:
Электроды марки Т-620 - для наплавки быстроизнашивающихся деталей машин из стали и чугуна, работающих в условиях абразивного изнашивания при наличии ударных нагрузок.
- для сварки чугуна:
Электроды марки АНЧ-В - для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного серого чугуна и предварительной наплавки первых слоев на изношенные чугунные детали.
Каждый вид электродов предназначен для решения определенных задач. Но важно еще и то, что они должны быть сухими — это обязательно. Очень облегчает процесс сварки даже для опытных мастеров, не говоря уже о начинающих сварщиках, использование универсальных электродов. Есть такие, к счастью. С их помощью можно вести сварку как на переменном, так и на постоянном токе. Это импортные электроды, например, ОК-46.00. Как говорится, с такими электродами и сварщик не очень-то нужен — сами варят.
Если сварка завершена, то при обрыве дуги не стоит резко уводить электрод от изделия. Если у вас небольшой опыт в сварке, то именно сварочный инвертор позволит сгладить все ошибки новичка.
О скорости плавления электродов. Часто требуется разная скорость для получения необходимого результата. Если, например, сваривать стыки, то важно знать, что расплавленный электрод образует своего рода выпуклость шва. Чтобы достичь 100%-ного проплавления, нужно повышать силу тока дуги.
От скорости сварки зависит ширина шва. Увеличение скорости сварки уменьшает ширину шва, а уменьшение скорости сварки приводит к увеличению ширины шва.
При наложении валика шва электрод следует держать наклонно в сторону направления сварки.
Рекомендуемые режимы тока для электродов указаны на упаковке электродов.
Если вы новичок, не покупайте и не используйте электроды типа УОНИ (с основным покрытием). По диаметру электродов — самые универсальные диам. 3мм, но если вы будете сваривать металл меньше 3 миллиметров, постарайтесь купить электроды диам. 2мм.
Купите электроды с рутиловым покрытием (например, марки МР-3С, R143, Е6013), такие электроды в сварке менее капризны и легче поджигаются.
Режим сварки (тип и марку электрода, диаметр его стержня, род тока, полярность, напряжение, величину тока) выбирают в зависимости от вида, толщины свариваемого металла и конструкции сварного соединения. Определив условия сварки, выбираем диаметр электрода и величину сварочного тока.
Сварочный ток выбирается в зависимости от диаметра электрода и марки электродного покрытия.
Приблизительным признаком нормального тока в сети можно отметить то, что дуга горит с типичным сухим треском без посторонних звуков. Если планируется, что аппарат будет работать от городской электросети, лучше покупать машину, рассчитанную на напряжение 220 В ±10-15%, для работы от дачных (сельских) сетей - 220 В ±20%.
Выставьте ток на сварочном аппарате 100-110А, подсоедените кабель заземления к аппарату, начинайте варить: наклоните электрод под углом 45 градусов к поверхности, прикоснитесь кончиком электрода к детали.
После поджига дуги старайтесь сохранять такой же угол 45 град, прижимая электрод к детали. Это позволит «держать» дугу, т. к при большом зазоре дуга быстро рвется и шов будет плохим. Управляющая электроника инвертора не даст электроду прилипнуть, поэтому можно не держать зазор , а просто водить электродом прямо по поверхности детали. Не спешите, двигайте электродом медленно , со скоростью медленно ползущего муравья)
В случае прожига дырки, уменьшите ток и/или используйте электродов поменьше диаметром.
Ззакончили сварку- подождите немного, после этого молоточком отбейте шлак, и если нужно, еще раз сварите те места, где шов не получился.
hellios.ru
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
Следует регулярно осматривать сам сварочный аппарат и принадлежности к электросварке.
Кроме того многие модели боятся отрицательных температур, эксплуатация при значительных морозах может стать проблематичной. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь. Поэтому, заниматься сваркой можно исключительно в соответствующей перчатки.
Никогда не пытайтесь зажечь дугу, не глядя через светофильтр. Но не нужно спешить, электрод надо двигать медленно, так, словно это ползет муравей.
Очень хорошо для работ с электросваркой подойдёт костюм из брезента ОП (огнестойкая пропитка) или брезентовый фартук. Читайте тут статью о том, как пройти аттестацию на сварщика.
Большое линейное расширение: эта особенность приводит к тому, что в процессе сварки (из-за термического воздействия) соединяемые элементы могут деформироваться.
Чиркать необходимо по тому направлению, по которому будет идти шов.
В труднодоступных местах можно использовать гнутый электрод.
Не скупитесь на новый сварочный инвертор. К тому же, стоимость данных сварочных аппаратов невысока.
Сварка аргоном — это метод сварки, который технологически отличается от электрической дуговой сварки. Большинство сварочных полуавтоматов могут варить флюсовой проволокой и обычной сварной проволокой, с который необходимо использовать газ. Флюсовая проволока более дорогая, поэтому, если необходимо постоянно выполнять большие объемы сварных работ, то имеет смысл перейти на сварку в среде защитного газа. Если конечно вам не всё равно, какого качества будет сварочный шов.
Полезны и знания сложности сварки таких металлов, как молибден и титан. Эти металлы при нагревании очень активно взаимодействуют с газами. А свойства сварных соединений после поглощения атмосферных газов очень ухудшаются.
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Навыки профессиональной металлообработки пользуются высоким спросом. Электросварке стоит отдать первенство по востребованности – ни одна металлоконструкция, от стальных опор ЛЭП до забора на даче, не создается без активного участия сварщика.
Чтобы постоянно не обращаться к специалистам или для поиска новой работы, многие приобретают оборудование и варят самостоятельно. ВСЕ КУРСЫ ОНЛАЙН предлагают обучиться основам сварочного дела по бесплатным видео урокам.
Освоение любого дела начинается с приобретения оборудования. Юрий Корешков, в рамках проекта «220 Вольт» поговорит на тему выбора сварочного аппарата. Он приведет их разновидности, технические характеристики, различия, достоинства, недостатки, конструктивные особенности, назначение, рассмотрит органы управления. Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Автор этого видеоурока дает теоритическую информацию. Ее знание необходимо перед началом практики. Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок. Далее дается материал начального уровня – как зажечь дугу, выбрать электрод, закрепить и работать с ним, какие действия предпринять в случае прилипания, что такое стиль мастера, как подобрать напряжение, избежать недостаточно глубокого проплавления.
Прежде чем приступать к освоению различных методов, следует научиться зажигать, правильно держать и управлять электродом, вести простую «ниточную» линию. Автор видеоурока подробно расскажет о первых шагах, которые необходимо предпринять, чтобы потренироваться и набить руку для дальнейшего усовершенствования мастерства. Ведущий покажет два варианта – включив 100 и 80 Ампер. Ролик будет полезен и тем, кто решился впервые попрактиковаться, и людям, имеющим небольшой опыт.
Сила тока – важнейший параметр, от которого зависит качество и производительность. В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы. Начинающим трудно ориентироваться во всех тонкостях, поэтому ведущий ролика решил поделиться советами о выставлении напряжения, взяв для примера тонкий профиль и трубу. Наглядная демонстрация с подробными разъяснениями поможет обучающимся понять принцип настройки и потренироваться, имея теоритическую базу за спиной.
Вариант с накладыванием металлических элементов краями друг на друга носит название внахлест (условно называемое Н). Такое закрепление отличается высокой прочностью и надежностью, создается быстро и без особых усилий. Оптимальный вариант для «чайников» – техника простая, особых умений не требует, а чувствительность к погрешностям невысокая. Но принцип действий изучить придется. В этом желающим поможет автор канала MastakSvarka, продемонстрировав два способа (в верхнем и нижнем положении), объяснив тонкости и ключевые моменты.
Видео построено по принципу учитель – ученик. Сереге предстоит простая задача: заварить трубу. После его учитель проделывает то же самое. С внешней стороны оба шва выглядят одинаково, но что внутри? После вырезания сегментов, становится видно: шов Сергея неоднородный, имеет пустоты, что негативно скажется на прочности металлоконструкции, предназначенной выдерживать определенные нагрузки. Мастер объяснит причину недоработки, продемонстрирует принцип схематически.
Начинающие сталкиваются с большим количеством проблем; для их решения недостаточно первичных навыков – требуется знать тонкости и секреты, приобретаемые путем проб и ошибок. Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Тавровое соединение называют Т-образным, за счет схожести с буквой Т. Применяется, если нужно перпендикулярно соединить две детали – торец одной приставляется к боковой части другой и заваривается с обеих сторон. Такой вариант один из самых распространенных за счет своей прочности. Используется в различных областях промышленности, позволяет создавать элементы сложной формы. Угловая конфигурация увеличивает жесткость изделия. Основные проблемы: кратеры, непровары. Освоить технику и избежать появления дефектов поможет мастер-класс Владислава, где он разъяснит последовательность и тонкости создания Т-конструкции.
Обучающий фильм, где ведущим выступает американский сварщик Стив Блайл. Фильм содержит максимум информации, необходимой для изучения. Представляет собой видеоучебник, с наглядной демонстрацией материала и схематическими изображениями. Подойдет для начинающих и практикующих мастеров. Из фильма зрители узнают о видах электродов, типах сварных соединений, особенностях постоянного и переменного тока, укреплении швов, правильной подготовки поверхности к дальнейшей работе, натяжении металла и как его избежать, факторах, влияющих на ширину ванны.
Алюминий – металл, обладающий многими преимуществами, но для электросварки он представляет большую проблему, что провоцирует постоянные вопросы на эту тему. Алексей расскажет и покажет, как работать с алюминием, избегая ошибок и деформации. Просмотрев ролик, ученики узнают о видах алюминиевых сплавов, их различиях, подводных камнях материала, методах определения меди, магния, кремния, о подготовке поверхности к варке, выборе параметров оборудования, влиянии баланса на результат, недостатках использования горелки с газовым охлаждением.
Делая в обучении акцент на технологии, люди забывают о самом необходимом – технике безопасности. Кроме покупки защитной маски, важно регулярно проверять целостность изоляционного слоя на кабелях, не заниматься варкой под дождем/снегом, всегда отключать оборудование, не игнорировать мелкие неисправности, пользоваться спецодеждой, предназначенной для защиты от искр. Если есть риск выделения вредных газов, следует надевать респиратор.
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Инвертор – электронный сварочный аппарат. Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при инверторной сварке такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Хотелось бы отметить, что сварка полуавтоматом для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
Техника сварки изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а "минусом", соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, - это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
6 вещей, которые нужно знать, чтобы начать сварку
Что может быть более пугающим, чем инструмент, который использует достаточно энергии, чтобы расплавить металл, и при неправильном использовании может причинить боль? Хотя это правда, что сварка может быть пугающей, как и все остальное, с небольшими усилиями, временем и правильными инструментами, вы можете стать достаточно хорошим, чтобы выполнить большую часть любого проекта, и вы станете лучше, чем больше будете практиковаться.Прочитайте статью ниже, чтобы узнать о 6 вещах, которые вам нужно знать, чтобы начать сварку.
1. Безопасность: НЕ обязательно.
Прежде чем подумать о сварке, убедитесь, что у вас есть необходимое оборудование, включая огнеупорную куртку, защитные очки, сварочные перчатки и сертифицированный сварочный шлем. За последние годы шлемы прошли долгий путь. Чтобы было легче понять, ищите маски с автоматическим затемнением, такие как эти сварочные маски Esab и 3M.Обеспечьте достаточную вентиляцию или используйте систему удаления дыма. Не выполняйте сварочные работы на легковоспламеняющихся материалах или рядом с ними; выберите место, где у вас будет достаточно места для искр.
2. Сварочные процессы: MIG, MIG, MMA и TIG.
Не ведитесь на эти условия. Они описаны ниже, от самых простых для начала до тех, для освоения которых требуется больше навыков и опыта.
При сварке проволокой используются катушки с проволокой, подаваемые через горелку, а непрерывная подача проволоки сводит к минимуму количество пусков и остановок, что облегчает относительно неопытным сварщикам создание красивых соединений.Он также быстрее, экономичнее и лучше подходит для сварки тонких листов.
Существует два типа сварки проволокой: MIG (металл в инертном газе) и порошковая проволока. Сварка MIG основана на постоянном потоке защитного газа, который защищает сварной шов от загрязнения. Газ к сварочному пистолету подается из газового баллона. Ограничения сварки MIG заключаются в том, что ее трудно использовать на открытом воздухе (ветер может выдуть защитный газ).При порошковой сварке используется проволока, специально предназначенная для использования с защитным газом или без него, в зависимости от используемой проволоки. Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для наружных работ.
СваркаMMA (также называемая SMAW) часто является лучшим выбором для быстрого ремонта и часто является первым процессом, который изучают большинство новичков. Его легко настроить, и, как следует из названия, в нем используется стержневой электрод, поэтому вам не нужен механизм подачи проволоки.
Сварка TIG(вольфрам в инертном газе) предпочтительнее для архитектурных или автомобильных работ, где сварной шов должен выглядеть хорошо. Это также хороший способ сварки деталей из тонкого металла и листового металла для создания однородного внешнего вида. По шкале сложности TIG обычно считается самым трудным для изучения, но он не недосягаем, если вы приложите усилия.
3. Входное напряжение:
Есть только два варианта — 110 В или 230 В — оба доступны в большинстве домов или гаражей.Как правило, более низкие входные напряжения достаточны для более тонких материалов; более высокое входное напряжение позволит проникать в более толстые материалы. Большинство начинающих сварщиков выиграют от машины, которая предлагает двойное напряжение (как 110 В, так и 230 В), в которое они могут «врасти», чтобы не ограничивать их, когда они обретают уверенность.
4. Пользовательский интерфейс:
Найдите интуитивный и простой в использовании. Новичку может быть сложно «выбрать» параметры сварки, поэтому ищите аппарат, который сделает это за вас с логическим прогрессом, позволяющим выбрать процесс, толщину и тип материала, который вы собираетесь сваривать, а также тип сварки. материал (проволока или электрод), с которым вы будете работать.Хорошие машины автоматически узнают, к какому входному напряжению вы подключены, и соответствующим образом отрегулируют настройки (или скажут, что ваш выбор выходит за пределы диапазона).
5. Материал:
Некоторые процессы и расходные материалы лучше подходят для сварки определенных материалов и иногда могут потребовать дополнительных инструментов. Например, вы можете сваривать MIG-сварку алюминия, но вы получите лучшие результаты, используя сварочный пистолет для подачи расходных материалов (алюминий плохо проходит через механизм подачи проволоки и длинный кабель).Обратитесь за рекомендациями к производителю сварочного аппарата, который вы планируете купить, и подумайте о конструкции, которую вы имеете в виду. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистая сталь и нержавеющая сталь разной толщины? Если это так, вы можете быть уверены, что получаете машину, которая будет расти вместе с вами.
6. Расходные материалы:
«Расходные материалы» — это отраслевой термин для обозначения проволоки, электрода или присадочного материала, используемых при сварке.Расходные материалы должны соответствовать процессу сварки (см. выше), а также материалу, который вы свариваете. По мере того, как вы станете более опытным, вы начнете распознавать нюансы между расходными материалами и, вероятно, будете двигаться к определенной марке. Esab предлагает расходные материалы практически для любого материала или сплава, так что это всегда отличное начало.
После прочтения статьи «6 вещей, которые нужно знать, чтобы начать сварку» она у вас есть; ничто не может остановить вас сейчас.А теперь иди и приступай к сварке!
.Сварка — это метод соединения материалов путем их локального плавления и затвердевания. Этот метод соединения в основном используется для металлов и пластмасс, так как они чаще всего соединяются при использовании высокой температуры. Существует несколько способов сварки.
В области сварки существует множество типов и разновидностей, которые различаются по промышленному применению и использованию соединительного материала.Каждый вид сварки имеет свои особенности. Вам не обязательно знать их все, но стоит знать, что они есть. И нужно знать основные, наиболее часто используемые в промышленности. Есть шанс, что вы столкнетесь с ними во время работы.
Так что да, сварку можно разделить на следующие виды:
Все их мы постараемся обсудить в оставшихся гайдах.А пока познакомимся с основами самых популярных методов.
Основные виды сварки:
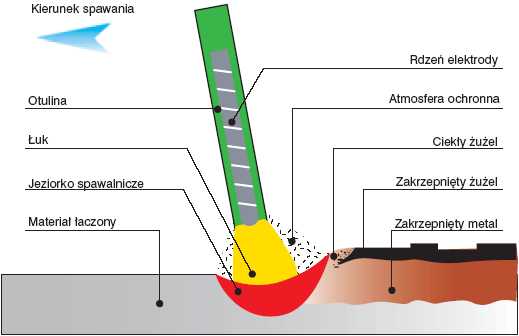
Схема сварки ММА
Большой популярностью пользуется сварка методом ММА , т.е. покрытым электродом . В этом методе электрическая дуга горит между электродом с покрытием и свариваемым материалом, вызывая плавление материала и электрода.Образовавшееся соединение является результатом затвердевания расплавленного стержня электрода, металлических компонентов покрытия, а также оплавленных краев исходного материала. Жидкий шлак и газы являются защитой дуги и сварочной ванны. Их образование является результатом распада электрода при сварке и происходит под действием тепла дуги. В зависимости от используемого электрода источник может обеспечивать либо переменный, либо постоянный ток. Чаще всего наилучшие параметры сварки достигаются при сварке источниками постоянного тока. Требуемый выходной ток зависит от диаметра электрода, размера и толщины свариваемого материала, а также зависит от положения сварки.Обычно, чем меньше свариваемый материал, тем меньше диаметр электрода и необходимый ток. Логично, что меньшие материалы свариваются меньшим током, так как меньший диаметр электрода означает меньший ток.
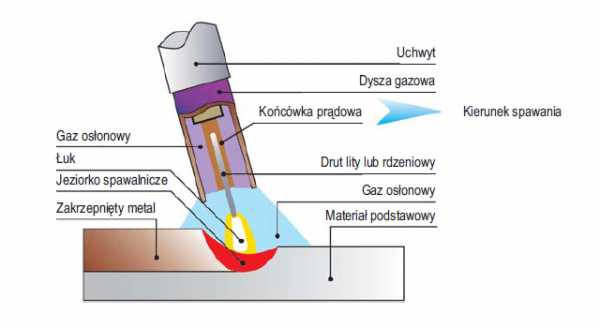
Схема сварки MIG/MAG
С другой стороны, сварка методом MIG/MAG означает сварку плавящимся электродом в газовых экранах. При этом методе дуга горит между электродом и заготовкой. Дуга, металлическая ванна и зона сварки защищены инертным газом или активным газом или газовой смесью.Механизм подачи проволоки непрерывно подает проволочный электрод и направляется прямо к зоне сварки. Используя этот метод, вы можете использовать как сплошные проволоки, так и порошковые проволоки. Методом MIG/MAG можно также сваривать самозащитной проволокой . Это делается без использования защитного газа. Во время сварки флюсы выделяют газы и шлак, которые защищают сварочную ванну и горячий затвердевший металл. Сварка таким способом позволяет соединять все металлы, в том числе тонкие листы и алюминий.Это более быстрый метод, чем сварка MMA.
Наше руководство для сварщиков было бы неполным без всех типов сварщиков. Однако сварка — это не только соединение материалов. Тоже их режет. Как это возможно? Плазменная резка выполняется с помощью плазменного резака.
Интересно знать, что плазма представляет собой ионизированное вещество с газоподобным состоянием. Плазменная резка — это процесс, при котором плазменный газ, проходящий через электрическую дугу, светящуюся между электродами, ионизируется и создает поток плазмы высокой концентрации.Это связано с тем, что сопло, установленное в горелке, фокусирует плазменную дугу. В свою очередь, охлаждаемые стенки кокиля сужают столб дуги. Высокая температура и высокая скорость вызывают выброс расплавленного материала.
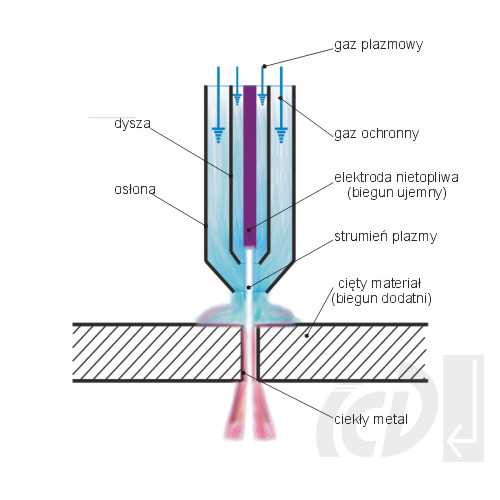
Описание метода газовой плазменной резки
Плазменная резка дает ощутимые преимущества и, как метод резки, даже чрезвычайно эффективна. Преимущества плазменной резки, несомненно, заключаются в том, что это быстрый и чистый рез, дающий ровные и эстетичные края.Это очень дешевый и удобный метод резки, поскольку сжатый воздух, используемый в этом методе, недорог и широко доступен. Дополнительным преимуществом плазменной резки является то, что, в отличие от сварки, она не требует от оператора большего опыта. Сварка, однако, требует этого опыта - в первую очередь по причинам, связанным с безопасностью самого сварщика, а также из-за потенциального качества конечных результатов.

Пример плазменной резки.
Преимущества:
Дефекты:
Сварка – очень широкая область, связанная с выполнением неразъемных соединений между двумя элементами, обычно металлическими. Их можно разделить на несколько методов, и каждый из них предназначен для обработки разных материалов. Отличаются они также общим принципом работы и условиями применения. Несомненно, одним из самых популярных методов сварки является MIG/MAG. Так чем же характеризуется эта методика и для чего она используется? Узнайте в статье ниже.
В начале стоит отметить, что сварка МИГ/МАГ состоит из двух методов – МИГ и МАГ. Однако они настолько похожи, что их обычно называют вместе. Они классифицируются как методы сварки плавящимся электродом в среде защитного газа (GMAW). Разница между методами MIG и MAG заключается в типе используемого газа. В первом методе используются инертные защитные газы, т.е.гелий или аргон. С другой стороны, во втором способе используются активные защитные газы, такие как углекислый газ или его смеси с аргоном, кислородом и гелием. Накладки влияют на весь процесс сварки и используются в зависимости от типа обрабатываемого материала.
За исключением разницы в используемом газе, общие принципы сварки MIG и MAG одинаковы. Держатель сварочного аппарата, широко известный как мигомат, оснащен специальным механизмом подачи проволоки. Он плавно выбрасывает электродную проволоку, на которую подается ток соответствующей силы.Дуга возникает, когда кабель находится достаточно близко к материалу. Плавится как элемент, так и обрабатываемая поверхность. В результате так называемая сварочный бассейн. После того, как горелку отводят назад, расплавленный металл начинает затвердевать и образует сварной шов, соединяющий края материалов. Задачей защитного газа является защита от вредного воздействия атмосферного воздуха, который может снизить качество сварного шва.
Сходство методов MIG и MAG позволило использовать их в одном устройстве.Достаточно подключить к мигомату баллон с активным или инертным газом, и вы сможете сваривать различные металлы. Итак, для чего вы будете использовать оба метода?
— ЛУЧШИЙ МОМЕНТ
ДЛЯ РАЗВИТИЯ БИЗНЕСА!
ПРОВЕРЬТЕ ТОВАРЫ СО СКИДКОЙ
В результате MIG/MAG составляет большинство всех методов сварки, используемых в промышленности. Однако широкое применение — не единственное преимущество этого метода. Также дает возможность удобно контролировать процесс подключения. Это также относительно быстро, а деформация материалов невелика. Миграционная сварка также отличается отличной эффективностью и возможностью механизации и автоматизации. Стоит отметить, что лучше всего этот метод работает в закрытых помещениях.Это эффект использования защитного газа, который может рассеиваться порывами ветра. В результате качество сварного шва будет значительно снижено.
При выборе метода MIG/MAG следует знать, с какими параметрами он связан. Они оказывают значительное влияние на качество и долговечность соединения, а также на общую сварку мигоматом. Ниже вы найдете наиболее важные факторы:
Правильное определение параметров имеет большое значение при сварке MIG/MAG.Обязательно тщательно проверьте их все, прежде чем браться за сварочную горелку.
СВАРОЧНЫЕ МАШИНЫ STAMOS
ДЛЯ НАЧИНАЮЩИХ И ПРОФЕССИОНАЛОВ
Теперь, когда вы знаете основы метода MIG/MAG, пришло время подготовить сварочный аппарат к работе и материал к обработке. Как лучше всего начать?
Для начала стоит проверить, достаточно ли электродной проволоки в мигомате.Его состояние также важно. При обнаружении коррозии его необходимо немедленно заменить. При установке новой катушки проверьте давление механизма подачи проволоки. Он должен располагаться так, чтобы трос шел плавно и в то же время не разматывался сам по себе. Первые несколько сантиметров (ок. 8 см) необходимо расправить. Следите за тем, чтобы кончик не был сколот при обрезке. На этом этапе рекомендуется придерживать провод, что может привести к разматыванию катушки.
Материал подготовлен путем тщательной очистки.Для этой цели отлично подойдет УШМ с абразивным диском или стальной щеткой. Также можно использовать ручную проволочную щетку. Любые загрязнения в виде ржавчины или краски должны быть удалены. Они не только препятствуют зажиганию дуги, но и вызывают изменение направления сварки и снижают прочность сварного шва. Поверхность клеммы заземления также должна быть очищена.
Сварочный пистолет можно держать одной или двумя руками. Все зависит от вашего уровня опыта.Если вы хотите сваривать методом MIG/MAG двумя руками, стоит надеть каску на голову. Приступая к работе, рекомендуется занять положение, позволяющее контролировать сварочную ванну. Очень часто горелки имеют эргономичную форму, которая надежно лежит в руках. Прекрасным примером этого являются сварочные горелки, которыми оснащены миграторы Stamos.
Как упоминалось выше, ориентация горелки по отношению к направлению сварки во многом зависит от типа соединения и толщины материала.В свою очередь, его движение является результатом расположения обрабатываемых элементов по отношению друг к другу. Для сварки встык рекомендуется использовать зигзагообразные изогнутые движения. Он подходит для тонких поверхностей и позволяет выполнять сварку на каждой кромке. Благодаря этому сварной шов отличается своей чистотой. В начале стоит стыковать два элемента друг с другом в точках через каждые несколько сантиметров. Таким образом, вы избежите увеличения зазора между материалами.
Помните о безопасности! Вы должны предотвратить повреждение глаз в первую очередь.Сварочные дуги излучают свет очень высокой яркости, способный обжечь роговицу даже при кратковременном воздействии. Если вы хотите защитить свое зрение, всегда используйте шлемы со специальными диммируемыми линзами. У вас есть более дешевые маски, которые вы держите в руках, и более удобные, которые вы надеваете на голову. Последние держат обе руки свободными. Кроме того, УФ-излучение дуги также обжигает кожу, поэтому не забывайте о перчатках, нарукавниках, специальных капюшонах, фартуках и даже сварочных куртках.Они также защищают от искр и брызг. Их часто изготавливают из спилка или других огнеупорных кожаных материалов. Для их пошива обычно используются кевларовые нити, которые не плавятся даже при очень высоких температурах. Искры также представляют опасность для рабочего места, поскольку они могут привести к возгоранию. Чтобы избежать этого, уберите все легковоспламеняющиеся предметы и имейте при себе огнетушитель для тушения электроприборов. Песок тоже подойдет.Ни в коем случае нельзя использовать воду! Также позаботьтесь о защите дыхательных путей. Ядовитые пары часто выделяются во время сварки, например, при обработке алюминиевых сплавов или оловянных покрытий. В крупных мастерских часто можно встретить промышленные вытяжные системы, удаляющие вредные испарения. В домашних гаражах лучше всего предусмотреть в помещении хорошую вентиляцию. К счастью, многие профессиональные бренды, занимающиеся сваркой, в том числе немецкая Stamos, предлагают продукцию для защиты сварщика.
Несомненно, большая универсальность и эффективность сварки делают MIG/MAG популярным во многих отраслях промышленности. Кроме того, существует относительно простой в освоении процесс соединения материалов. Лучший способ узнать об этом методе — испытать мигомат в своей мастерской самостоятельно.
90 110
.В домашней мастерской мы занимаемся различными видами работ, работая одновременно с разными видами материалов. Часто бывает, что возникает необходимость обработки металлических деталей или элементов. В то время как у большинства людей нет проблем с их нарезкой - обычно достаточно хорошего качества шлифовального станка - их соединение становится немного более проблематичным. Решение — приобрести собственный сварочный аппарат , который откроет совершенно новые возможности для каждого любителя своими руками.Проанализировав преимущества и недостатки отдельных решений, выбор чаще всего делается на мигоматы , т.е. полуавтоматы для сварки MIG MAG. Их преимуществом является широкий спектр возможностей и быстрая, эффективная сварка, которую в сегодняшнем напряженном мире невозможно переоценить. Сварка таким устройством не сложная, но и не всем очевидная. Изучите основы сварки мигоматом вместе с нами.
Методы MIG и MAG проще всего определить как сварку плавким электродом в среде защитных газов.Однако в этом случае функцию электрода выполняет не классический электрод, известный по сварочным аппаратам ММА, а сварочная проволока, подводимая к месту зажигания электрической дуги, возникающей между проволокой и свариваемым материалом. .
Однако следует помнить, что MIG и MAG на самом деле являются двумя разными методами, хотя их использование разрешено одним аппаратом. MIG — это аббревиатура от английского слова Metal Inert Gas — это означает, что защитный слой дуги и сварочная ванна в данном случае представляет собой химически инертный газ.Чаще всего это аргон или гелий, либо смесь этих газов. В свою очередь, в случае метода MAG - Metal Active Gas - мы имеем дело с активными газами, т.е. в основном с углекислым газом, иногда с добавлением кислорода.
Использование различных защитных газов связано с обработкой определенных материалов. Техника МИГ будет уместна, если мы хотим сварить медь, нас интересует сварка алюминия или сплавов цветных металлов. Для работы со сталью, как нелегированной, так и высоколегированной, целесообразна сварка в активной газовой защите.
Ищете хороший мигомат или принадлежности для сварки? Проверьте здесь: https://sklep.powermat.pl/category/pl/spawarki-i-osprzet-osprzet-i-akoszeniaНо почему вы решили купить мигомат? Ведь конкурирующие устройства, работающие в режиме MMA или TIG, тоже можно найти в каждом хозяйственном магазине. Самым большим преимуществом сварки методом MIG MAG является высокая эффективность работы. Таким образом, мы будем сваривать быстрее, чем электродами с покрытием в случае ММА.При этом, однако, мы обеспечиваем высокое качество сварных швов, а также большие возможности. Мигоматы универсальны, они позволяют работать с большим количеством металлов и их сплавов, а также производить сварку во всех положениях. Кроме того, их отличает экономический аспект – затраты на сварку в этом случае ниже, чем при методе ММА. Методы MIG MAG также достаточно «чисты» — при сварке выделяется относительно мало шлака.
Сварка мигоматом требует соответствующей подготовки.Важно понимать, с каким материалом мы имеем дело. Ведь мы выбираем для него правильный способ сварки, а также тип проволоки. Общее правило – качество проволоки должно быть выше качества свариваемого материала – так мы получим сплошной сварной шов. В зависимости от характера работы также подбираем диаметр проволоки и защитный газ. Его количество, измеряемое литрами в минуту, зависит именно от толщины электрода: его часто принимают в десять раз больше толщины проволоки, выраженной в миллиметрах.
Перед началом сварки не забудьте прикрепить кабель заземления к заготовке. Затем установите параметры сварки. Хотя со временем это станет формальностью, для новичков это может быть немного сложно.
Чрезвычайно важно правильно установить силу тока и дуговое напряжение. Первый параметр выбирается по толщине свариваемого материала, при более толстых листах он уменьшается. Более высокое напряжение дуги, в свою очередь, означает меньшую глубину вплавления электрода в материал, а значит, увеличивает риск прилипания или разбрызгивания.Однако перебарщивать с другой стороной нельзя, потому что весь процесс сварки не будет стабильным.
Также стоит обратить внимание на скорость подачи проволоки, которая подстраивается под характер работы и напряжение дуги. Мигомат автоматически продвигает электрод, так что вы должны это контролировать.
После настройки параметров сварки можно приступать к работе. Начнем с зажигания электрической дуги, благодаря которой мы сможем начать вплавлять электрод в свариваемый материал.После этого сварка — это просто перемещение сварочной горелки вдоль шва. От наших движений зависит, насколько точным и быстрым будет весь процесс.
Специалисты рекомендуют перемещать ручку с постоянной скоростью. Это значение связано с силой тока и напряжением дуги, поэтому изменение скорости может отрицательно сказаться на качестве сварки. Если мы хотим изменить этот параметр, мы также должны исправить первоначальные настройки. При сварке мигоматом также важно соблюдать одинаковое положение и постоянное расстояние электрода от свариваемого материала.Наклон ручки в направлении сварки приведет к более глубокому проплавлению и более узкому шву, в противном случае все будет ровно наоборот. С другой стороны, если наконечник находится слишком близко к металлу, он легко к нему прилипнет.
Сварка MIG и MAGпозволяет наблюдать за формированием сварного шва и сварочной ванной вокруг рабочего электрода. Благодаря этому мы можем уменьшить количество ошибок. Внимательно следите за происходящим и быстро реагируйте. В случае возникновения проблем лучше выключить сварочный аппарат и возобновить работу после небольшого перерыва.Также не стоит забывать о технике безопасности – для сварки пригодятся специальные каски или очки, а также одежда, защищающая руки и кожу тела от брызг.
Если вы колеблетесь между покупкой сварочного аппарата MIG MAG и аппарата для сварки MMA, прочитайте следующую статью: https://powermat.pl/spawarka-elektrodowa-mma-i-inwertorowa-mig-mag-the наиболее важно различия
Назад к списку товаров
.Вы начали свое приключение со сварки, а теперь ищете технику, подходящую для ваших нужд? Стоит обратить внимание на метод ММА, предполагающий использование электрода с покрытием. Узнайте, что представляет собой это решение и как правильно сваривать электродом, чтобы получать удовлетворительные результаты и систематически повышать свою квалификацию.
Метод ММА, безусловно, является одним из старейших и наиболее универсальных методов дуговой сварки с использованием электрода с покрытием.Процесс сварки этой техникой основан на создании электрической дуги между кончиком электрода и свариваемым материалом. Электрод плавится, и капли образуют связующее вещество при охлаждении.
Схема метода обнадеживает. Проверьте, как правильно приварить электрод, чтобы получить желаемый и стойкий эффект.
Сварка электродом не должна быть сложной. Однако, прежде чем приступить к выполнению этой задачи на практике, проверьте шаг за шагом, что вы должны сделать, чтобы добиться удовлетворительного результата.Однако прежде чем мы начнем, стоит вспомнить, что такое электрод с покрытием, используемый в методе ММА.
Электрод с покрытием представляет собой не что иное, как металлический стержень, покрытый спрессованной оболочкой. При сварке этой техникой электрод укорачивается.
Если вы хотите правильно и, прежде всего, безопасно выполнять сварку электродом, не забудьте правильно подготовить рабочее место. В первую очередь вам понадобится подходящий сварочный аппарат и кабель с соответствующим электрододержателем.Нельзя забывать о кабеле со специальным зажимом, который поможет вам соединить свариваемые материалы с источником питания. Если вы готовы, следуйте инструкции:
1. Обязательно проверьте техническое состояние устройств, которые собираетесь использовать. Любые сомнения должны заставить вас отказаться от их использования. Обратите внимание на крышку электрода – она ни в коем случае не должна быть повреждена;
2. Сварка начинается, когда электрод попадает в сварочную канавку, для продолжения работы необходимо вынуть электрод, следя за тем, чтобы дуга не была слишком длинной, и снова подойти к ней.Наблюдайте за полученной сварочной ванной. Помните, что ваше движение должно быть устойчивым;
3. Обратите внимание на сварочную рукоятку - она должна быть наклонена вперед, а также перемещать электрод в направлении сварки;
4. Во время сварки помните о сварочной дуге – старайтесь, чтобы ее длина была как можно короче;
5. Если используемый электрод изношен, удалите шлак со сварного шва и тщательно очистите его. Как сварить другим электродом? Ответ прост! Такой же!
Процесс сварки MMA будет завершен, если аккуратно отвести электрод вдоль стыка, а затем отодвинуть его резким движением.
.Обновлено: 13 февраля 2020 г.
Все ли сварщики сварщики? В чем разница между сварщиком и сварщиком? Что означает ТИГ, МИГ, МАГ? И, наконец, чем рискует сварщик? Узнайте о опасностях в должности сварщика, требуемой квалификации , профилактических мерах и другой соответствующей информации, необходимой для Behap. 
Сварщик - лицо, физически выполняющее сварочные работы. Соединение стальных, металлических и других деталей с использованием различных методов сварки . Помните, что сварщик не обязательно должен занимать должность, именуемую «сварщик». Часто сварку выполняет, например, слесарь, консерватор и т. д. Независимо от названия должности, чтобы иметь возможность сваривать, требуется соответствующая квалификация .
Иногда вы можете встретить термин для сварщика . Сварщик и сварщик это одно и то же? Нет. Это две разные профессии. Сварщик — это лицо, имеющее подготовку и знание технологии сварки , но не обязательно имеющее квалификацию сварщика и выполняющее эту работу на практике.Таким образом, сварщик будет человеком, имеющим дело с сварочными процессами в теории , например, инженером.
Вы не можете заниматься сваркой без соответствующей профессиональной квалификации. Независимо от того, работает ли работник сварщиком или, например, консерватором и выполняет сварку раз в две недели по 10 минут, оба работника должны иметь квалификацию для этой работы. Вы должны помнить об этом, потому что, к сожалению, часто можно столкнуться с заблуждением, что сварщику «с прыжком» квалификация не нужна. Все, кто занимается сваркой, должны иметь квалификацию . Однако, чтобы не быть таким красочным, в есть какие-то неточности по теме квалификации сварщика.
В соответствии с постановлением [1] сваривать могут лица, имеющие:
Все вышеперечисленные виды квалификаций должны выдаваться на основании положений и стандартов.Список стандартов можно найти внизу статьи.
Лица, исполняющие:
должен иметь как минимум сертификат о прохождении обучения .
Общепринято, что сварщик должен пройти обучение , затем сдать экзамен и получить сертификат экзамен сварщика. Книга сварщика действительна только при наличии Сертификата экзамена сварщика . Как видите, регламент дает одну из трех возможностей. А если сварщик выполняет на предприятии сварочные работы, например связанные с ремонтом, то одного из этих вариантов действительно достаточно.
Это немного отличается от сварщика, производящего продукт (что-то, что завод производит и продает). Практика показывает, что такой сварщик должен в принципе соответствовать всем этим квалификационным требованиям одновременно.Это связано с требованиями к качеству сварных изделий . Это стандарты и/или требования к качеству, принятые для применения на заводах сварных швов (не сварных швов ;)) Так что это не регламенты, а работодатели тут больше требуют с точки зрения квалификации своих работников.
Постановление №[1] не определяет, является ли квалификация сварщика пожизненной или временной. Теоретически, если в нормативных актах не указана информация о сроках действия квалификаций, можно предположить, что они являются бессрочными.Однако, это не так. Поскольку стандарта вошел в предмет квалификаций сварщика, и в соответствии с содержащимися в нем требованиями квалификация должна быть обновлена . Повышение квалификации должно проходить каждые 2 года при условии фактической работы работника на постоянной основе. Перерывы в сварке не должны превышать 6 месяцев.
Сварочные работы относятся к работам, относящимся к категории пожароопасных .Вне зависимости от того, сколько времени займут сварочные работы, они должны выполняться на основе определенных правил. Они не должны быть пропущены, что часто соблазняет сварщиков, когда им нужно сварить что-то небольшое, что займет всего несколько минут. Часто потом можно услышать, что организация охраны займет намного больше времени, чем сама сварка, так что это не имеет смысла. Извините, но не. Следуя этой логике, пожар должен вспыхнуть только тогда, когда сварка продолжается длительное время. К сожалению, пожар может произойти в любое время .Так что если не соблюдать меры предосторожности, потери могут быть очень серьезными.
Это еще не все. Помните, что иногда сварочные работы могут быть отнесены к особо опасным работам, например, в местах, прилегающих к складам легковоспламеняющихся продуктов или выполняемых в закрытых помещениях или резервуарах и т. д. В случае последних сварочные работы также могут быть отнесены к работам выполняется не менее чем двумя людьми , в связи с необходимостью страховки.
Очень важно всегда смотреть на данную работу в более широкой перспективе и не останавливаться на ее аспекте «ноль-единица».

Приведенные выше цифры — это номера сварочных процессов в соответствии со стандартом [4].Конечно, видов сварки больше, как и деталей того, как выполняются сварочные работы. Для сотрудника службы охраны труда вышеуказанного списка достаточно. Однако, если вас интересуют подробности, вы найдете список стандартов в конце этой статьи для получения дополнительной информации.
При выполнении пожароопасных работ необходимо:
Наиболее опасным для сварщика является сварочный дым . Это особый вид дыма, так как он содержит вещества и химических соединения и твердых частиц различного происхождения . После попадания в организм компоненты дыма вступают в реакцию и вызывают негативные последствия для здоровья.
Состав сварочного дыма чрезвычайно «богат».Константы компонентов:
Наиболее распространены ультрафиолетовый , видимый и инфракрасный .Это представляет серьезную угрозу зрению сварщика, но не только это. Радиационное излучение, в частности УФ-излучение, оказывает негативное воздействие на кожу работающего и даже может привести к раку.
90 242 Прочее 90 245Электромагнитное поле , шум , вибрация , высокая температура и другие опасности от других машин или процессов на предприятии. Сварщик часто выполняет работу в неестественных положениях .Поэтому существует высокий риск травм опорно-двигательного аппарата . Использование неисправного оборудования может привести к поражению электрическим током . Неправильно подготовленное рабочее место может создать пожарную опасность . Многое зависит от рабочего участка и типа свариваемых деталей . В экстремальных условиях сварщик получает от до тяжелых ожогов и даже от до смертей.
90 242 Профессиональные заболевания сварщиков 90 245Наиболее распространенными профессиональными заболеваниями сварщиков [3] являются:

Забота о правильной организации рабочей станции уже на этапе ее создания – идеальный, хотя и редкий вариант. Если сварочный пост создается в месте, изначально для него не приспособленном, следует приложить все усилия, чтобы максимально защитить здоровье работника.
Абсолют база . Он обязательно должен быть предусмотрен на сварочном рабочем месте. В зависимости от видов сварочных работ следует предусматривать общую вентиляцию и часто местную вентиляцию. В целом может хватить на кратковременных сварочных работ. Местная вентиляция необходима при длительных работах. Особое внимание следует уделить вентиляции при сварке в закрытых помещениях или резервуарах.Пары, скапливающиеся в замкнутом пространстве, могут быстро ухудшить самочувствие работника, а также гораздо быстрее вызвать пожар.
90 242 ОбучениеОбучение — самая простая форма профилактики. Печально, что они так редко работают должным образом. Соответственно, подготовили внутренних регламента и их точные , касающиеся сотрудников, а также , касающиеся , и , обеспечивающие соблюдение людьми, управляющими сотрудниками , действительно могут многое сделать.Поэтому целесообразно, помимо обязательного обучения по охране труда, руководителям время от времени проводить дополнительные курсы обучения , где они будут постоянно подчеркивать важность выполнения сварочных работ в соответствии с регламентом.
Независимо от того, является ли целью проверки сварщик или рабочий, который время от времени выполняет сварочные работы, для этого должны быть представлены профилактические испытания. Человек, который хочет стать сварщиком, должен быть действительно крепким здоровьем .Все аллергии, аллергии, частые инфекции и даже инвалидность лишат такого человека права на получение положительного медицинского заключения по этой профессии. Очень важное замечание по поводу направления людей, уже работающих на заводе, на курсы сварщиков. Эти люди должны быть направлены сначала на исследование, а затем на курс.
Следующие факторы измеряются для сварщиков:
и прочие в результате специфики свариваемых материалов и других опасностей на предприятии или на рабочем месте, напр.шум, вибрации и т. д.
Кроме того, в зависимости от метода сварки можно измерить следующее:
Дыхательные пути должны быть защищены способом особенно тщательно . Из-за сложного состава сварочного дыма попадание сварочного дыма в организм может вызвать множество вредных последствий, в том числе: отравление, поражение слизистых оболочек, воспаление верхних дыхательных путей и даже рак.
Сварщик должен быть хорошо обеспечен средствами индивидуальной защиты. Они могут быть не очень удобными, но необходим для защиты жизни и здоровья сварщика. Что именно нужно сварщику?
или многофункциональные изделия , например сварочная маска, одновременно защищающая глаза и лицо. 
При выборе подходящего средства индивидуальной защиты необходимо использовать оценку профессионального риска . Учитывать в каких местах работает сварщик, какие материалы сваривает, какие методом . Это позволит вам определить, каким факторам она подвергается.Узнав об этом, вы сможете выбрать правильные меры защиты.
Для газовой сварки часто используются очки или очки . Однако они не используются для дуговой сварки. На производственных предприятиях, где я работал, чаще всего использовалась каска . Он хорошо подходит для длительной и интенсивной сварки. Это также, вероятно, самая удобная защита глаз и лица для сотрудника.Необходимое соответствие стандарту PN-EN 175 .
Чаще всего вы найдете сварочную маску , реже сварочный щиток и реже всего сварочный капюшон . Последний используется на всю голову, поэтому комфорт сварщика очень ограничен. Используется только для работы в специфичных и труднодоступных местах.
Щиток сварочный , с которым у многих возможно ассоциируется дед или отец, сваривший в гараже (без квалификации корса;), очень редко используется на заводах.В основном потому, что это требует держать его в руке. Сварка одной рукой — не самое простое занятие.
Шлем снова самый удобный вариант. Шлемов на рынке много. Можно выбрать самые простые, а можно выбрать такие, которые, например, автоматически регулируют затемнение . Они могут выдерживать дополнительные травмы, такие как удары. Стоит обратить внимание на размер поля зрения . При выборе защиты всегда руководствуйтесь всеми знаниями о месте сварки и опасностями, потому что сварщик не всегда найдет данный предмет полезным.
Требуется соответствие стандарту PN-EN 175 .
Должен быть негорючим . Выбор опять же широк: толстовки, брюки, комбинезоны, фартуки, комбинезоны, нарукавники, покрывала. Решение необходимо принимать повторно в зависимости от масштабов сварки на предприятии, ее вида, частоты и других опасностей. Необходимое соответствие стандарту PN-EN ISO 11611 .
Они должны соответствовать стандартам PN-EN 12477:2005 и его расширению PN-EN 12477:2005/A1:2007 и типу, подходящему для метода сварки:
Кроме того, перчатки должны иметь маркировку и параметры защиты от механических опасностей PN-EN 388:2017-02 и опасностей, возникающих в результате контакта с огнем/высокой температурой PN-EN 407:2007 . Помните, что сварочные перчатки и сварочные перчатки — это два разных типа перчаток. Для сварочного аппарата используйте только и только первый.
Обувь для сварщика может быть представлена либо в виде сапог, либо в виде бахил.Опять же, в зависимости от выполняемой работы и рисков на рабочем месте сварщика можно подобрать подходящие параметры обуви. Если это оправдано рисками, обувь может комплектоваться защитным подноском .
Обязательным требованием к обуви сварщика является предохранительное устройство , предотвращающее попадание сварочной искры в месте контакта обуви с штанинами. Необходимо это учитывать и выбирать башмаки или полуоси. Распространенным решением является выбор обуви, у которой вместо шнурков лацкана, застегивающихся на так называемыепредохранительные пряжки . Это решение позволяет быстро снять обувь в экстренной ситуации.
Обувь сварщика должна быть устойчива к искрам и брызгам . Подошвы также должны быть маслостойкими , антистатическими и противоскользящими . Требуется соответствие стандарту PN-EN ISO 20345 .
Как говорится "не в последнюю очередь".Сварщик за работой, должен видеть ну и свариваемых деталей. Так она обычно наклоняется над материалом. Это положение означает, что утечка сварочного дыма находится близко к голове сварщика и может легко попасть в дыхательные пути рабочего. Как вы уже знаете, в составе сварочного дыма, вероятно, есть все, поэтому вам следует позаботиться о защите сварщика в этом отношении.
Защиту органов дыхания проще всего обеспечить с помощью полумаски , но вы можете выбрать маску со сменными фильтрами .Стоит делать ставку на хорошие фильтры, улавливающие твердые частицы , газы и пары и регулярно их заменяющие .
Существуют и более сложные системы, защищающие глаза, лицо, голову и дыхательные пути, а кроме того обеспечивают вентиляцию . Таким образом, выбор зависит от потребностей и условий работы сварщика.
Работа сварщика требует очень хорошего состояния здоровья , физической подготовки и обширной квалификации .Профессионалы подвергаются широкому спектру опасностей . Поэтому стоит проводить сплошную профилактику охраны здоровья. К сварочным работам относятся работы, опасные в пожарном отношении , в некоторых условиях они могут быть квалифицированы как работы, выполняемые не менее чем двумя людьми , и даже особо опасные работы . Также стоит ознакомить человек, управляющих работниками, о рисках, которым подвергается сварщик, и о том, как следует защищать его здоровье.Наконец, , любопытство. Если вы хотите увидеть, что "видит" сварщик во время работы , посмотрите это видео.
Правовые основания: [1] § 27 Постановления Министра экономики от 27 апреля 2000 г. о гигиене труда и технике безопасности при сварочных работах Сб. 2000 № 40 ст. 470 [2] Глава 8 Постановления Министра внутренних дел и администрации от 7 июня 2010 г. о пожарной охране зданий, иных сооружений и территорий Сб.Законов 2010 г., № 109, ст. 719 [3] Приложение к постановлению Совета Министров от 30 июня 2009 г. о профессиональных заболеваниях - единый текст Журнал законов №. 2013 год 1367 Стандарты:PN-EN ISO 9606-1 Квалификационный экзамен сварщиков. Сварка. Часть 1: Стали
PN-EN ISO 9606-2 Квалификационный экзамен сварщиков. Сварка. Часть 2. Алюминий и алюминиевые сплавы
PN-EN ISO 9606-3 Экзамен сварщиков. Сварка. Часть 3. Медь и медные сплавы
PN-EN ISO 9606-4 Экзамен сварщиков. Сварка. Часть 4. Никель и никелевые сплавы
PN-EN ISO 9606-5 Экзамен сварщиков. Сварка. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы
PN-EN 287-6 Квалификационный экзамен сварщиков. Сварка. Часть 6: Чугун
PN-EN 13067 Персонал по сварке пластмасс. Квалификационные испытания сварщиков. Сварные сборки из термопластов
[4] PN-EN ISO 4063 Сварка и родственные процессы. Названия и номера процессовPN-EN ISO 11611 Защитная одежда для использования во время сварки и связанных с ней процессов
PN-EN 175 Средства индивидуальной защиты. Защита глаз и лица при сварке и связанных с ней процессах
PN-EN ISO 20345 Средства индивидуальной защиты. Защитная обувь
.Методы соединения металлов известны с древних времен. Сварка, как мы ее знаем сегодня, состоит из нагрева материалов и их плавления в месте соединения . В этом процессе также используются так называемыефлюс, который плавится со свариваемым материалом и заполняет сварной шов. Каковы основные методы сварки? Ответим на этот вопрос в статье ниже.
Это самый популярный и широко используемый метод сварки. Предполагается, что этим методом выполняется до 65% всей промышленной дуговой сварки . Метод MIG/MAG основан на использовании электрической дуги в газовой защите. Электрическая дуга возникает между плавящимся электродом и свариваемым материалом.Для сварки MIG/MAG используются сварочные полуавтоматы, называемые мигоматами. Современные мигоматы предлагают широкий спектр регулировок. Можно, среди прочего Измените настройки напряжения и тока или укажите скорость подачи проволоки .
MIG (металлический инертный газ) - это сварка, при которой в качестве защитного газа используется химически инертный газ например гелий или аргон. Этот метод хорошо подходит для соединения таких металлов, как магний, алюминий, медь, а также цветных металлов, металлических сплавов и смесей.
MAG (Metal Active Gas) - сварка, при которой в качестве защитного газа используется химически активный газ , например двуокись углерода. Метод МАГ используется для сварки нелегированных конструкционных сталей, а также высоколегированных и низколегированных сталей.
(вольфрамовый инертный газ) — еще один популярный метод сварки, в котором используется электрическая дуга в среде инертного газа. Инверторные сварочные аппараты используются для сварки TIG.Применение неплавящегося вольфрамового электрода позволяет получить прочный шов, свободный от включений и загрязнений, обладающий высокими прочностными свойствами и практически не требующий обработки. Этот метод хорошо подходит для сварки нержавеющей стали, алюминия, меди и титана. Требует от сварщика очень аккуратного и аккуратного , поэтому новичкам может показаться сложным.
Техника газовой сварки использовалась уже в 19 веке.Он заключается в оплавлении кромок соединяемых металлов в результате нагрева поверхности пламенем, возникающим при сгорании горючих газов (чаще всего ацетилена) и кислорода. Газовой сваркой соединяют низколегированные и низкоуглеродистые стали , а также чугун и латунь. Часто используется в ремонтно-восстановительных работах.