Паяльник – уникальный инструмент. Его особенности позволяют использовать его в сложных работах, в результате которых различные по сложности инженерные системы совершенствуются.
Существуют их серии, разработанные специально для определенного вида материалов. Это связано со способом воздействия паяльника – нагреванием. Широкий выбор паяльников для полипропиленовых труб представлен на сайте компании https://kerntool.ru/catalog/payalnik-dlya-polipropilenovyh-trub.

Спайка полипропиленовых труб осуществляется для внутренних коммуникаций. Считается, что это намного проще работы с металлическим аналогом. Основные требования к работе – контроль температуры, а также отслеживание состояния стыков.
Паяльник – главное, что требуется для пайки. Выбирая его на прилавках, обращают внимание на различные характеристики. Среди них:
В домашних условиях применяют инструмент мощностью 1200 Ватт, этого достаточно. Чем больше данный показатель – тем скорее пройдут работы.
Сама пайка осуществляется при использовании насадки. Соответственно, их должно быть больше. У качественного аналога есть такие отличия, как тефлоновое покрытие, исключение риска пригорания. Характеристики насадок соответствуют тому, с какими видами труб предстоит работать.

Термопластичные свойства материала позволяют осуществлять с ним различные манипуляции. Процесс пайки размягчает полипропилен, позволяет контролировать его сцепление. то есть, соединить разрезы можно при условии правильного подбора их по диаметру и дополнительным компонентам.
Чем отличается технология? Нормальный температурный фон стабилизируется постепенно. одновременно происходит отвердение структуры, она приходит в нормальное состояние. Благодаря этим свойствам процесс пайки легко контролировать. Известно такое ее название, как полифузная сварка.
Обычно прибегают к двум способам сварки. Детали стыкуются муфтовым или прямым вариантами.
Действовать, используя паяльник для пластиковых труб, нужно от 5 до 40 секунд за подход без перерывов. Точность длительности в данном случае связана с длиной окружности трубопровода. При пайке в домашних условиях требуется отслеживать, не перегрелась ли поверхность. Если не делать этого – в месте шва возникнет закупоривание.
Впервые работать с инструментом может быть сложно. Рекомендации – испробовать его на отрезах трубы. Это поможет наработать необходимую практику.
ТвитнутьПолипропиленовые изделия пользуются большим успехом у потребителей, и связано это с их техническими показателями и легкостью монтажа. Как показала практика, имея паяльник для полипропиленовых труб, даже начинающий сантехник сможет провести в дом водопровод или заменить металлические трубы отопительного контура на пластиковые. Главное, правильно подобрать инструмент и насадки к нему.
По своей сути аппарат для пайки полипропиленовых труб – это разогревающее устройство, способное раскаляться до температуры +270°С. Его основной функцией является нагрев полипропиленовой трубы и фитинга, сделанного из того же материала до состояния легкого плавления. При этом процессе их стенки плотно спаиваются, а при остывании становятся одним целым, что обеспечивает чрезвычайно надежный вид соединения.
Схема паяльника для полипропиленовых труб крайне проста. В его основе:
Принцип работы данного инструмента для пайки полипропиленовых труб основан на том, что электро детали, разогреваясь, передают свое тепло всей поверхности. Она, в свою очередь нагревает насадки, на которые надеваются отрезок трубы и фитинг. Как правило, нужная температура паяльника для полипропиленовых труб выставляется на термостате. Как только она достигнута, прибор отключается, пока не остынет на 2-4°С, а затем вновь начинается процесс нагревания.
Выбор паяльника для полипропиленовых труб напрямую зависит от вида рабочей поверхности. Различают два типа аппаратов:
Решая, как выбрать паяльник для полипропиленовых труб, нужно опираться на вид работы, которую он должен выполнять. Большой разницы в принципе их действия нет, просто следует обращать внимание на мощность прибора, так как именно она указывает, с каким диаметром труб можно данным прибором работать.
Иногда потребители считают, что чем инструмент для пайки полипропиленовых труб мощнее, тем лучше. Она лишней, конечно же, не будет, но зачем переплачивать деньги, если нужен аппарат для соединения труб небольшого диаметра при проводке бытовых коммуникаций. По тепловой мощности различают:
Как правило, в бытовых коммуникациях редко используются трубы диаметром выше 50 мм, поэтому вполне можно обойтись приспособлением для пайки полипропиленовых труб с тепловой мощностью 700 Вт.
Если предстоит проводить работы самостоятельно, то в качестве производителей можно выбрать инструменты, сделанные в России или Китае, так как они самые дешевые. Как говорят специалисты, они способны соединить 2-3 трубопровода при прокладке бытовых коммуникаций.
Для больших объемов работы лучше подойдут приборы турецкого производства, которые стоят несколько дороже, но производительность у них выше.
Когда требуется профессиональный паяльник для полипропиленовых труб, то лучше отдать предпочтение продукции из Европы.
Как правило, к этому инструменту прилагается несколько насадок, но при необходимости, их можно приобрести отдельно.
В набор для пайки полипропиленовых труб входят 3 элемента самого распространенного диаметра – 20 мм, 25 мм и 32 мм. В продаже так же имеются более дорогие комплекты, в которых не только насадки разного диаметра, но и нож для резки полипропиленовых труб, рулетка для измерений и перчатки.
Тефлоновые насадки для полипропиленовых труб на самом деле выполнены из алюминиевого сплава, а более дорогие версии – из меди, и только покрытие у них тефлоновое. Этот слой защищает насадку от прилипания к ней размягченного полипропилена. Чем он толще, то дороже изделие, и тем дольше оно прослужит.
Подбирая насадки, не стоит на них экономить. Если слой тефлона будет слишком тонкий, то она сможет осуществить всего несколько спаек, после чего к ее поверхности будет приставать полипропилен, а трубу и фитинг будет крайне трудно вытаскивать.
Без этого элемента паяльный аппарат для полипропиленовых труб не смог бы качественно выполнять свою работу. Это связано с тем, что для каждого диаметра трубы и толщины ее стенок есть свое время разогрева прибора. Если его не придерживаться, то либо полипропилен будет расплавлен, либо недостаточно разогрет, чтобы качественно спаяться с фитингом.
Таблица ниже показывает, какое необходимо вводить время в терморегулятор для паяльника полипропиленовых труб:
| Размер трубы (мм) | Время для нагрева прибора (сек) | Время для соединения элементов (сек) | Время для остывания (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
| 90 | 40 | 11 | 8 |
| 110 | 50 | 12 | 8 |
Это время нагрева для работ при температуре воздуха от +15°С и выше. В том случае, если воздух холоднее, то и параметры нагрева нужно увеличивать на 2-4 секунды. При температуре ниже +5°С работы с полипропиленом вообще запрещены.
Вводя эти параметры в терморегулятор, можно быть уверенным, что спайка будет произведена правильно. Прибор отключится в нужный момент и вновь нагреется при остывании.
Нет ничего сложного в том, как пользоваться паяльником для полипропиленовых труб:
Как правило, инструкция для паяльника полипропиленовых труб дает полное пояснение, как им пользоваться, и какие должны соблюдаться меры предосторожности при работе с ним.
Впрочем, сколько-нибудь существенного конкурента современному материалу полипропилену нынче не найдено: сталь не просто вышла из моды, но и отстала по всем показателям, медь дорога и сложна в монтаже, полиэтилен не годится для горячей подводки, а металлопластик, при равных с полипропиленом характеристиках стоит дороже. К тому же, если вы решили в целях экономии частично смонтировать водопровод из полиэтиленовых труб, паяльник для полипропилена справится и с этой задачей.
Как пользоваться паяльником для полипропиленовых труб? Об этом нередко довольно подробно рассказывается в инструкции. Однако не всем везет: если у вас в руках инструмент китайского производства, руководство по эксплуатации частенько подходит для цитирования в качестве анекдота. Так что лучше перестраховаться и заранее разузнать, что вам предстоит делать.
Как выбрать паяльник
Мощность аппарата . От нее зависит диаметр труб, с которыми вы сможете работать. Так, паяльник Cobra с мощностью в 1,5 кВТ может обрабатывать расходники от 20 до 50 мм, а Энергомаш, потребляющий 1,7 – до 63. Хотя точной прямой зависимости нет, поскольку вроде бы маломощный Дитрон TraceWeld PROFI blue со своими 850 Вт тоже вполне справится с трубой в 63 мм. Однако мощность влияет и на скорость спайки, так что все же этот показатель является приоритетным.
Для небольших объемов работ подойдет и маломощный, а вот если вы собираете водопроводную систему полностью, нужен более действенный аппарат, к примеру, Valtec 1500 W, существенно сократит временные затраты на монтаж.
Наличие и количество насадок . В любой водопроводной системе стыкуются трубы разного диаметра. Зная свою схему, обязательно прикиньте, все ли нужные вам диаметры присутствуют в предлагаемом наборе. Если же вы хотите купить паяльник, выбирайте модель, в которой можно параллельно устанавливать сразу 2. В случае покупки обратите внимание и на материал, из которого сделаны насадки: надежнее и долговечнее тефлоновые и с металлизировано-тефлоновым покрытием (Candan, Dytron). Для тех, кто берет аппарат в аренду, это несущественно.
Страна-производитель . Опять же, этот параметр важен только для покупателя. Смело выбирать можно среди чешских заводов, хотя цена будет, конечно, повыше инструментов с более скромным происхождением. Турецкие паяльники встречаются и вполне сравнимые с чешскими, и откровенно некачественные. Каждую приглянувшуюся модель придется тщательно изучать по отзывам. Ну, а Китай – это Китай. Цена предельно демократична, качество непредсказуемо.
Пайка труб
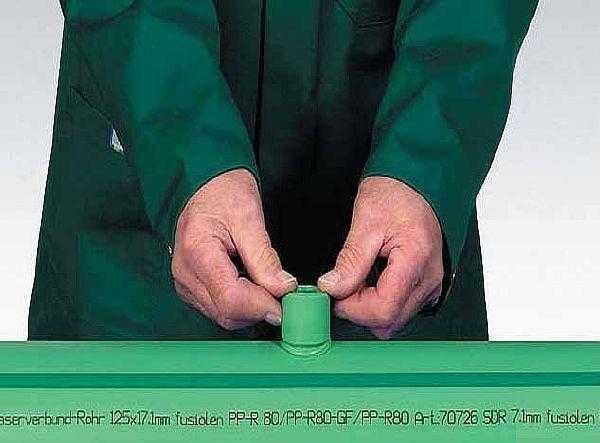
Если технологическая пауза окажется большей, чем нужно, нагревать элементы еще раз и пытаться соединить их заново бесполезно – полипропилен сильно растягивается и образующийся шов будет весьма ненадежен. Признаком того, что вы сделали все правильно, является появление двух пластиковых колец. В случае оплошности кусок трубы обрезается, и спайка проводится на новом участке.
Нюансы работы
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя "дорн" (втулку для нагрева внутренней поверхности) и "гильзу" (для нагрева наружной поверхности)

Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 - 240 - 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев "догонит" температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при "эталонной" температуре окружающей среды (комнатной температуре) - 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время -
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как "время сварки" Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах -
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется "временем охлаждения" и должно быть не меньше -
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое "буртик/валик" слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он -
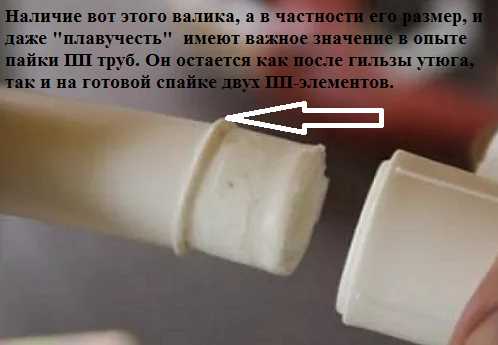
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Настоящий домашний мастер всегда старается в любом ремонте обойтись без помощи профессионалов. А при необходимости вы также можете своими руками заменить трубы отопления или водопровода ПВХ в квартире.
Использование полимерных труб для разводки водоснабжения имеет то преимущество, что не требуются сварочные или нарезные работы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для труб ПВХ, запастись необходимыми инструментами и материалами.
Как делать соединения, чтобы они были плотными?
Ниже приведено подробное описание всех трех наиболее распространенных методов пайки:
Форма колокола
Монтаж трубопровода диаметром более 50 мм осуществляется другим способом - используется стыковое соединение фрагментов. Этот способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
Паяльная пластина
Это разновидность пайки встык. При таком способе пайки к поверхности трубы следует припаять специальную седловину с раструбом под углом 90˚.При сборке трубопровода из полимерных труб используется специальный паяльник для полипропиленовых труб.
После того, как эта секция остынет, просверлите отверстие в трубе из ПВХ через седло. Затем к седлу следует припаять еще одну трубу. У вас должна получиться Т-образная трубчатая конструкция.
Ваши движения должны быть четкими и быстрыми. Если вы новичок в пайке, попробуйте сделать несколько пробных стежков.
Самостоятельно паять полипропиленовые трубы несложно, но эта работа требует аккуратности и внимательности.Главное соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качество сварных швов.
При какой температуре паять полипропиленовые трубы?
Полипропиленначинает плавиться при 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода
Для соединения полипропиленовых труб применяют электрические и газовые паяльники.Трубы можно паять в домашних условиях и самостоятельно – для этого нужно изучить технику пайки и приобрести набор необходимых инструментов.
В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь поговорим немного о пайке этих труб.
Конечно правильно говорить "сварка" или даже "диффузионная сварка труб", но мы обычно используем более простые слова:
Словарь диффузионная сварка, называем пайка пайкой
Сварщика называем паяльником или даже утюгом
Полипропилен мы позвоните в "polycom" или "PPR"
Называем цвета:
Белый - Турецкий.(Хотя Valtek тоже делает белые и качество труб на высоком уровне)
Серый - Чешский
Зеленый - Немецкий
— это тот самый инструмент, без которого сборка полипропиленовых труб практически невозможна. Что касается ножниц, то трубу можно отрезать ножовкой или даже болгаркой. Только теперь края придется очистить от лишнего бора.
Что касается чистящего инструмента, то при его отсутствии можно выбрать трубу с армированием из стекловолокна.
Существует множество различных фитингов и муфт для сборки системы из таких труб.
Можно собрать абсолютно любую систему:
Шаровой кран для пайки:
Средняя температура сварочного аппарата должна быть установлена на 260 градусов.
Конечно, есть более точные настройки температуры для каждого диаметра, а на дорогих аппаратах нужная температура подставляется автоматически, если указать диаметр свариваемой трубы.
Выставляем температуру 260 градусов, надеваем нужную насадку и теперь нам осталось запомнить время, в течение которого трубу надо прогреть.
Нагрейте 16-й в течение 5 секунд. после чего его нужно зафиксировать на 6-7 секунд, чтобы пайка была качественной.
Так же греем 20-й 5 сек.
Подхватываем трубу с муфтой и пробуем состыковать без нагрева. По возможности не будет качественного соединения, замените комплектующие и используйте разъемы того же производителя на той же системе, если это возможно.
После того, как мы разобрались, что у вас есть в руках то, что вам нужно, и вы умеете паять, надеваем на сопло сварочного аппарата сначала штуцер (он толще), а затем трубу.
Но это книжный пример, и штуцер и трубку на паяльник отдельно надеть очень сложно. Нажмите одновременно, но теперь вы можете получить сначала трубу, затем разъем.
Так выглядит фитинг с подогревом:
Теперь они должны быть подключены.
При нагреве важно полностью вставлять трубку в насадку. Для верности перед припаиванием трубы можно отметить, сколько трубы должно войти в сопло.
При нагреве детали нельзя перекручивать на паяльнике .Хоть производитель и запрещает крутить, я все же делаю, но крутки очень маленькие, я бы даже сказал движения, которые облегчают надевание трубы с муфтой. Бывает, что уголок очень плотно прилегает к патрубку, это часто бывает с большими диаметрами, например 40 мм. В этом случае паяльник можно перемещать вперед и назад на несколько градусов по отношению к заготовке.
Если вы повернете детали или паяльник более чем на 5 градусов, пластиковые детали останутся на сопле, который потом будет дымить, а паяльник может быть некачественным.Так что по возможности лучше не оборачиваться, тем более. не превращаются в и не превращаются в .
После полной посадки элементов запустите обратный отсчет через 5 секунд для трубы 20 мм. или 8 секунд для 32-й трубы.
По истечении этого времени сначала снимите трубу, а затем муфту.
Мы соединим их быстро, но без суеты. После подключения у вас есть еще несколько секунд, чтобы исправить развал. Через 2-3 сек. выравнивание должно прекратиться.В противном случае соединение будет течь.
После соединения дайте изделию остыть в течение примерно 20 секунд, убедившись, что соединение надежно закреплено.
При пайке первых соединений строго соблюдайте время запекания и фиксации. При последующих сварочных работах необходимо учитывать сквозняки и температуру окружающей среды.
Если вы работаете на сквозняке и температура, например, ниже +10, время прогрева следует немного увеличить на 1-3 секунды. в зависимости от диаметра.В противном случае вы рискуете не успеть подключить нагретые элементы или не иметь секунды на исправление развал-схождения.
Если вы перегреете трубы, то либо вы не сможете их соединить, либо соединение потом потечет.
В случае перегрева существует опасность расплавления сквозного отверстия.
Когда пайка выполнена правильно, но сквозное отверстие не сужено.
Трубу можно разрезать не только ножницами:
А иногда ножницами невозможно сделать чистый срез, например, если нужно отрезать всего сантиметр.
В этом случае можно прибегнуть к помощи болгарки.
Так выглядит армированная стекловолокном труба в разрезе. Такую трубу не нужно чистить и подрезать, чего не скажешь об алюминиевом слое.
Теперь разрежем припаянные куски и посмотрим, являются ли эти соединения разъединителем.
Вверху серая трубка припаяна к белой втулке и на фото ниже она серая с серым.
В обоих случаях свариваемые детали видны как соединенные вместе.Даже белый и серый. Отличия только визуальные - цвет. Это непосредственный ответ на вопрос, можно ли припаять белое к серому. Они могут.
Теперь посмотрим на адаптер в секции:
В данном случае труба была без армирования. Видно, что отличия только в цвете, хотя производитель тот же. Само соединение не может быть разъединено, а правильная пайка никогда не протечет. По этой причине такие соединения можно безопасно спрятать в стенах и полу.
Это немного похоже на все ключевые моменты, связанные с пайкой полипропиленовых труб.
Все вопросы по материалу пишите в комментариях.
Ну и в заключение несколько фотографий спаянных труб:
Я использую зажимы для горизонтальной фиксации труб.
Специальный трубный хомут используется для стояков, где труба должна быть жестко закреплена.
Пайка полипропиленовых труб
Пайка полипропиленовых труб В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы. Теперь поговорим немного о пайке этих труб.Конечно, его по праву называют «сварочным»

Очень распространенная задача при ремонте дома – замена старых труб, прослуживших более полувека. Прошли те времена, когда вам приходилось вызывать сантехника, который устанавливал металлические трубы, чтобы выполнить работу. В настоящее время чугунные и стальные трубы на рынке надежно заменили полипропиленовые трубы, имеющие множество преимуществ перед старыми образцами труб.
Если стальные трубы в основном соединялись сваркой, то сегодня полипропиленовые трубы соединяют с помощью муфт.Если операция не удалась, сцепление можно демонтировать и устранить неисправность.
Так в чем преимущества полипропиленовых труб? Прежде всего, высокая устойчивость к агрессивным средам. Полипропиленовые трубы выдерживают высокие температурные нагрузки и давление. Срок службы полипропилена - полвека. Монтаж труб под силу даже новичку.
Монтаж полипропиленовых труб в стену (пример)
А теперь поговорим об инструменте, который используется в работе при соединении полипропиленовых труб.
Перед началом работ необходимо выбрать подходящие полипропиленовые трубы. Специалисты рекомендуют покупать трубы того же диаметра, что и раньше.Тогда не будет проблем при переходе с металлического участка трубы на пластиковый.
В настоящее время полипропиленовые трубы соединяют диффузионной сваркой. Используются различные уголки, переходники и муфты. Если трубы используются для холодной воды, то можно с уверенностью рассчитывать на то, что трубы будут установлены лет на пятьдесят. Однако с монтажом полипропиленовых труб для системы отопления дело обстоит несколько иначе. Здесь температура и давление являются важными факторами, определяющими срок службы труб.Несмотря на то, что полипропиленовые трубы сами по себе очень долговечны, из-за высокой температуры и давления теплоносителя они могут потерять до семи лет срока службы.
Разумеется, высокое давление и температура в бытовых системах вряд ли присутствуют. Даже если эти цифры резко возрастут, полипропиленовые трубы будут к этому готовы.
На рынке представлено много цветов полипропиленовых труб. Это еще одно преимущество изделия перед стальными трубами, которые после монтажа необходимо красить.Полипропиленовые трубы уже будут иметь готовый цвет.
Следует отметить, что собранная полипропиленовая система отопления не подлежит дальнейшей разборке. С помощью полипропиленовых труб система выводится из котла, а также подается теплоноситель к радиаторам. Срок службы труб позволяет делать скрытую и открытую систему. Это значит, что при необходимости трубы можно спрятать в стену.
Для самостоятельной пайки труб необходимо иметь базовые навыки работы.Поначалу кажется, что работа достаточно простая и займет минимальное количество времени. В какой-то степени это так. Но тут надо быть точным и аккуратным. Прежде чем приступить к работе с паяльником, необходимо внимательно прочитать инструкцию.
В этом руководстве приведены пошаговые инструкции по правильному выполнению работы. Кроме того, в инструкции можно найти информацию по работе с определенным видом полипропиленовых труб. Так что вопросов возникнуть не должно.
Прежде чем приступить к монтажу системы отопления, необходимо подготовить план работ, что подразумевает наличие схемы.На ней указываются места, где будет производиться проводка, краны и сантехнические приборы. Когда все части системы будут под рукой, можно приступать к ее сборке.
Вариант электрической схемы системы отопления
Установите диффузионный утюг на специальную подставку. Как правило, они идут в комплекте с устройством. Держите устройство и соединяемые детали горизонтально при пайке.
Паять трубы вертикально намного сложнее.Даже мастеру будет сложно выполнить работу самостоятельно без помощника. Один человек должен держать паяльник, другой – трубы, которые нужно будет состыковать при нагреве. Если диаметр трубы больше 65 миллиметров, работа дополнительно усложняется тем, что необходимо использовать раструб.
Fusiotherm (фузиотерм) — самый популярный аппарат для сварки полипропиленовых труб. Как с ним работать?
Фузиотерм (фузиотерм) Внешний вид аппарата
Еще до включения холодных частей аппарата должны быть установлены патрубки, имеющие форму штифта и разъема.Полипропилен плавится при 260 градусах. Это температура, которую необходимо установить на устройстве. Как только прогреется индикатор заработает.
Трубы диаметром до 40 мм припаиваются раструбной пайкой. Используем центрирующее устройство и насадки на камеру. Пока устройство нагревается, можно специальными ножницами подрезать трубы нужной длины. Если в трубе есть арматура, то с помощью специальных инструментов ее нужно удалить в месте пайки.В противном случае соединение будет некачественным.
Очень важно работать в перчатках, чтобы не получить термические ожоги горячим полипропиленом или сварочным аппаратом. Как только концы труб нагреются, нужно сразу же их состыковать, пока деформация не прошла. Не загружайте сварочные элементы, пока они не высохнут.
После соединения труб их необходимо прикрепить в определенных местах. По мере нагрева системы отопления трубы расширяются.Если нет креплений, трубы начнут провисать. Для систем отопления лучше всего использовать армированные трубы. Они состоят из двух слоев полипропилена с алюминиевым слоем между ними. Это позволяет ограничить линейное расширение труб после нагрева.
После завершения всех работ визуально проверьте соединения и переходы на наличие дефектов. Если вы их найдете, придется переделывать работу.
До сих пор не составит проблемы найти на рынке или в специализированном магазине все необходимые детали для качественного изготовления системы отопления из полипропиленовых труб своими руками.Стоит отметить, что полипропилен значительно дешевле и практичнее стальных или чугунных труб.
Залогом успешной и качественной работы является правильность и аккуратность всех работ. Начинающим рекомендуется попробовать сварку на примере двух отдельных отрезков трубы. Это может не сработать с первого раза, потому что требуется некоторая «хватка».
Если вы не уверены, что сделаете эту работу самостоятельно, лучше доверить ее специалистам, имеющим опыт и нужный инструмент.Помните, что система отопления требует качества на долгие годы. Ведь на его реализацию тратится много денег. Никакая трата материала и денег в результате ненадлежащей работы не допускается.
Как паять полипропиленовые трубы своими руками диффузионным паяльником или фузиотермом
Правильная пайка труб системы отопления - залог ее длительного срока службы. Как паять полипропиленовые трубы своими руками, подробно рассмотрим в статье.
 Пайка полипропиленовых труб
Пайка полипропиленовых труб чрезвычайно проста в исполнении и прощает многие ошибки без ущерба для надежности трубопровода. Наши рекомендации помогут выполнить работу своими руками.
В последние десятилетия для производства трубопроводов получили распространение металлополимерные трубы. Они не ржавеют и не образуют внутренних отложений, имеют низкое сопротивление потоку жидкости и просты в установке.
Полипропиленовые трубыбыстро завоевали популярность после своего появления.По своим свойствам они сравнимы с другими металлополимерными трубами, но имеют перед ними огромное преимущество: полипропиленовые фитинги любых производителей полностью совместимы друг с другом.
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий область ее применения: при нагревании она значительно удлиняется. Для компенсации этого теплового расширения в трубопроводах устанавливаются специальные компенсаторы в виде петель.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои полипропиленовые, между ними прослойка из алюминия или стекловолокна.У таких изделий тепловое удлинение примерно в 10 раз ниже. Их можно замуровывать в стены, поэтому стоит выбирать именно их для канализации, хотя они и дороже.
Маркировка полипропилена указывает максимальное давление ХОЛОДНОЙ воды, для которого они предназначены. Для бытовой сантехники материалы следует приобретать с маркировкой PN20 и PN25, что означает давление 20 и 25 атмосфер соответственно. Диаметр пластиковых труб обычно выбирается равным 20 мм (внешний диаметр), что соответствует ½ дюйма стальной трубы (внутренний диаметр).Не смущайтесь, что проходное сечение пластиковых труб иногда несколько меньше, чем у стальных трубопроводов: чрезвычайно гладкая внутренняя поверхность с трудом выдерживает поток воды, а эксплуатационные характеристики трубы не ухудшаются.
Основной инструмент для пайки полипропиленовых труб своими руками - сварочный аппарат с насадками необходимого диаметра. Для разовых работ можно купить самый дешевый паяльник. Только удобство работы зависит от цены и конструкции паяльника, но никак не от качества получаемых с его помощью соединений.
Вам обязательно понадобятся специальные ножницы, так как резать придется много.
Разумеется, вам понадобится стандартный сантехнический инструмент: разводной и газовый ключи, бельё, герметизирующая паста. Детали из полипропилена соединяются с традиционными стальными деталями с помощью комбинированных резьбовых фитингов.
Принцип изготовления сварных соединений полипропилена прост: две детали прогреваются паяльником до расплавления материала, затем вставляются друг в друга, после остывания получается прочная монолитная деталь.
Путем соединения отрезков труб разной длины и соединительных элементов разной конфигурации можно собрать трубопровод любой сложности и разветвления.
Надежность получаемого соединения при самостоятельной пайке полипропиленовых труб зависит от температуры, до которой нагреваются детали. Материал необходимо размягчить, чтобы свариваемые элементы соединились с определенным усилием и зашли друг в друга на необходимую глубину.
Иногда рекомендуют нагревать свариваемые детали в течение нескольких секунд. Это не всегда эффективно, ведь время нагрева зависит от очень многих факторов: температуры паяльника и температуры окружающей среды, массивности деталей и диаметра трубы, огнеупорности данной партии полипропилена. Если вы новичок в сварке, рекомендуется потратить время и попрактиковаться.
Имеется несколько десятков мест для пайки пластиковых труб при монтаже сантехники средней сложности. И это неудивительно: каждый изгиб трубопровода требует двойной пайки, ответвление состоит из трех сварных стыков.
В этом основная трудность всей работы. В большинстве случаев приходится сваривать «на месте». Необходимо учитывать конфигурацию трубопровода и порядок соединения его частей с учетом того, что соединения выполняются очень громоздким паяльником, который к тому же нагревается до температуры 300 градусов.
Если вы подробно читали вопрос как правильно паять полипропиленовые трубы своими руками, вам необходимо ознакомиться с мерами предосторожности, вот основные правила:
Ознакомьтесь с нашими советами и рекомендациями по пайке пластиковых труб. Они помогут вам самостоятельно установить сантехнику в квартиру или загородный дом и сэкономить на услугах профессиональных сантехников. В следующей статье мы подробно рассмотрим процесс пайки водопроводных труб из полипропиленовых труб.
Как паять полипропиленовые трубы своими руками
Как паять полипропиленовые трубы своими руками - пошаговая инструкция, инструменты, фото, ошибки пайки.
Настоящий домашний мастер всегда старается в любом ремонте обойтись без помощи профессионалов. А при необходимости вы также можете своими руками заменить трубы отопления или водопровода ПВХ в квартире.
Использование полимерных труб для разводки водоснабжения имеет то преимущество, что не требуются сварочные или нарезные работы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для труб ПВХ, запастись необходимыми инструментами и материалами.
Как делать соединения, чтобы они были плотными?
Ниже приведено подробное описание всех трех наиболее распространенных методов пайки:
Монтаж трубопровода диаметром более 50 мм осуществляется другим способом - используется соединение фрагментов встык. Этот способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
Это разновидность пайки встык. При таком способе пайки к поверхности трубы следует припаять специальную седловину с раструбом под углом 90˚. При сборке трубопровода из полимерных труб используется специальный паяльник для полипропиленовых труб.
После того, как эта секция остынет, просверлите отверстие в трубе из ПВХ через седло. Затем к седлу следует припаять еще одну трубу. У вас должна получиться Т-образная трубчатая конструкция.
Ваши движения должны быть четкими и быстрыми. Если вы новичок в пайке, попробуйте сделать несколько пробных стежков.
Самостоятельно паять полипропиленовые трубы несложно, но эта работа требует аккуратности и внимательности. Главное соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качество сварных швов.
При какой температуре паять полипропиленовые трубы?
Полипропиленначинает плавиться при 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы PN10
Трубы диаметром более 50 мм должны соединяться только встык. Метод пайки встык был описан выше. Сначала вставьте в горячую насадку раструб штуцера, а уж потом – патрубок.Затем вам нужно оставаться на связи в течение определенного времени.
Проверить качество соединения - если отверстие трубы забито полипропиленовой заглушкой, то при следующем соединении трубу следует вводить в соединитель на 2-3 мм ближе, т.е. не так глубоко.
Эмпирическое правило при пайке труб большего диаметра заключается в том, чтобы подождать, пока они нагреются. В остальном все операции выполняются одинаково.
Не допускайте перегрева фитинга и трубы.
Для закрепления теории посмотрите видео как правильно паять полипропиленовые трубы
Большое значение для качества сварки имеет производитель паяльника.
Какую страну производителя лучше выбрать?
Чешские паяльникисейчас на первом месте. Этот блок будет стоить намного дороже остальных, но качество пайки оправдывает свою стоимость.
Покупатели уступают турецким производителям второе место.
Китайские паяльники для полипропиленовых трубимеют очень привлекательную цену, поэтому станут хорошим выбором для разового использования, например, для обвязки в вашей квартире. Качество китайской техники не самое лучшее, долговечность тоже оставляет желать лучшего, но ее хватает на обустройство нескольких квартир.
Уделяя особое внимание качеству шва, можно гарантировать надежную пайку. До сих пор вы можете выбирать из следующих производителей:
Наиболее эффективно использовать паяльник для полипропиленовых труб только с установленными на него одновременно несколькими насадками.На самом деле менять насадки во время работы паяльника сложно и опасно.
Выпускаемые в настоящее время насадки для пайки полипропиленовых труб предназначены для соединения изделий одинакового и разного диаметра.
Форсунка изготавливается с различными покрытиями поверхности для повышения долговечности и надежности в эксплуатации.
Может быть металлизированным или обычным тефлоном. Чтобы насадки прослужили дольше, перед работой удалите остатки пластика от предыдущих припоев.
Фитинги для полипропиленовых труб относительно дешевы, а стоимость одного переходника или соединения не зависит ни от сложности детали, ни от ее размера. Например, клатч любого диаметра стоит около 10 рублей.
Пайка полипропиленовых трубчрезвычайно проста в исполнении и прощает многие ошибки без ущерба для надежности трубопровода. Наши рекомендации помогут выполнить работу своими руками.
В последние десятилетия для производства трубопроводов получили распространение металлополимерные трубы.Они не ржавеют и не образуют внутренних отложений, имеют низкое сопротивление потоку жидкости и просты в установке.
Полипропиленовые трубыбыстро завоевали популярность после своего появления. По своим свойствам они сравнимы с другими металлополимерными трубами, но имеют перед ними огромное преимущество: полипропиленовые фитинги любых производителей полностью совместимы друг с другом.
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий область ее применения: при нагревании она значительно удлиняется.Для компенсации этого теплового расширения в трубопроводах устанавливаются специальные компенсаторы в виде петель.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои полипропиленовые, между ними прослойка из алюминия или стекловолокна. У таких изделий тепловое удлинение примерно в 10 раз ниже. Их можно замуровывать в стены, поэтому стоит выбирать именно их для канализации, хотя они и дороже.
Маркировка полипропилена указывает максимальное давление ХОЛОДНОЙ воды, для которого они предназначены.Для бытовой сантехники материалы следует приобретать с маркировкой PN20 и PN25, что означает давление 20 и 25 атмосфер соответственно. Диаметр пластиковых труб обычно выбирается равным 20 мм (внешний диаметр), что соответствует ½ дюйма стальной трубы (внутренний диаметр). Не смущайтесь, что проходное сечение пластиковых труб иногда несколько меньше, чем у стальных трубопроводов: чрезвычайно гладкая внутренняя поверхность с трудом выдерживает поток воды, а эксплуатационные характеристики трубы не ухудшаются.
Основной инструмент для пайки полипропиленовых труб своими руками - сварочный аппарат с насадками необходимого диаметра. Для разовых работ можно купить самый дешевый паяльник. Только удобство работы зависит от цены и конструкции паяльника, но никак не от качества получаемых с его помощью соединений.
Вам обязательно понадобятся специальные ножницы, так как резать придется много.
Разумеется, вам понадобится стандартный сантехнический инструмент: разводной и газовый ключи, бельё, герметизирующая паста.Детали из полипропилена соединяются с традиционными стальными деталями с помощью комбинированных резьбовых фитингов.
Принцип выполнения сварных соединений полипропилена прост: две детали прогреваются паяльником до расплавления материала, а затем вставляются друг в друга; после остывания получаем прочную монолитную деталь.

Путем соединения отрезков труб разной длины и соединительных элементов разной конфигурации можно собрать трубопровод любой сложности и разветвления.
Надежность получаемого соединения при самостоятельной пайке полипропиленовых труб зависит от температуры, до которой нагреваются детали. Материал необходимо размягчить, чтобы свариваемые элементы соединились с определенным усилием и зашли друг в друга на необходимую глубину.
Иногда рекомендуют нагревать свариваемые детали в течение нескольких секунд.Это не всегда эффективно, ведь время нагрева зависит от очень многих факторов: температуры паяльника и температуры окружающей среды, массивности деталей и диаметра трубы, огнеупорности данной партии полипропилена. Если вы новичок в сварке, рекомендуется потратить время и попрактиковаться.
Имеется несколько десятков мест для пайки пластиковых труб при монтаже сантехники средней сложности. И это неудивительно: каждый изгиб трубопровода требует двойной пайки, ответвление состоит из трех сварных стыков.
В этом основная трудность всей работы. В большинстве случаев приходится сваривать «на месте». Необходимо учитывать конфигурацию трубопровода и порядок соединения его частей с учетом того, что соединения выполняются очень громоздким паяльником, который к тому же нагревается до температуры 300 градусов.
Если вы подробно читали вопрос как правильно паять полипропиленовые трубы своими руками, вам необходимо ознакомиться с мерами предосторожности, вот основные правила:
Чтобы наглядно показать как правильно паять полипропиленовые трубы - ниже видео для ознакомления с этим процессом.
Выгодно установить автономную пластиковую систему отопления. Так делают большинство частных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого приобрести и установить самостоятельно.
Однако, чтобы работа была качественной, а коммуникации функционировали исправно, необходимо правильно подобрать материал, а также уметь паять трубы отопления и соблюдать технику безопасности.
Для монтажа систем отопления подходят традиционные металлические и полимерные трубы с некоторыми оговорками по условиям их эксплуатации.
Типы труб для систем отопления:
С изобретением в 1957 году метода полимеризации винила началось время использования полипропиленовых труб. Благодаря отличным техническим характеристикам и невысокой стоимости они заменили классические металлические трубопроводы из многих жилых и промышленных зданий. Из них монтируются системы холодного и горячего водоснабжения, отопления, отопления. Единственная сложность заключается только в пайке полипропиленовых труб, необходимых для их соединения.

 Полипропилен представляет собой бесцветный материал, получаемый полимеризацией мономера пропилена с добавлением катализаторов. Характеризуется химической стойкостью к различным неорганическим растворам соляного, кислотного или щелочного типа. Материал не впитывает жидкости и обладает диэлектрическими свойствами.
Полипропилен представляет собой бесцветный материал, получаемый полимеризацией мономера пропилена с добавлением катализаторов. Характеризуется химической стойкостью к различным неорганическим растворам соляного, кислотного или щелочного типа. Материал не впитывает жидкости и обладает диэлектрическими свойствами.
Температура плавления около 170 градусов Цельсия, твердость около 55 МПа. Он выдерживает воздействие холода до -15 градусов Цельсия без изменения своих свойств, но при температурах ниже этой температуры становится хрупким.
Благодаря своим свойствам полипропилен нашел широкое применение в качестве материала для производства водопроводных труб. Полимер, используемый для их производства, не наносит вреда окружающей среде и не требует специальной утилизации. Его превосходная адгезия к металлу позволяет изготавливать различные типы муфт, запрессовывая их с помощью резьбовых вставок из никелированной латуни.
При нагревании выше 160 градусов полимерный материал размягчается и становится пластиком .А при остывании возвращает свою твердость. Это свойство используется при соединении разных частей трубопровода из пластика. Для неразъемного соединения используется паяльник (утюг). При этом для использования паяльника для полипропиленовых труб не требуется специальных знаний.
Полипропилен
По полипропиленовым (PPR) трубам можно транспортировать как холодную, так и горячую воду. В зависимости от требований к водоснабжению применяют стационарные или усиленные конструкции.Армирование уменьшает тепловое расширение.


Это можно сделать следующим образом :
В зависимости от типа армирования немного меняется и инструкция по пайке полипропиленовых труб.
В большей степени это относится к устройствам, в которых используется алюминий. Пластиковые трубы маркируются латинскими буквами PN и цифрой после них. Эти цифры указывают на максимальное давление, которое может выдержать возводимая конструкция. Таким образом, PN 20 означает, что давление в центре трубопровода может достигать 2 МПа.
Технические характеристики используемых видов ППР и особенности их соединения для наглядности удобно свести в таблицу:
Итак, ассортимент полипропиленовых жил широк.А их устойчивость к коррозии и внешним воздействиям, механическая твердость, долговечность, простота монтажа и невысокая цена делают их популярными. Во многом этому способствует простота соединения частей конструкции, обеспечивающая надежное неразъемное соединение. Для сравнения, самостоятельный монтаж всей системы занимает в пять-шесть раз меньше времени, чем с металлом.
Полипропиленовые трубы Виды труб и их отличия

 Для пайки полипропиленовых труб не нужно приглашать профессионала, все операции можно выполнить самостоятельно.Однако стоит отметить, что сотрудничество гораздо удобнее. Инструмент, используемый для соединения, называется паяльником или утюгом. Он классифицируется по двум критериям: дизайн, производительность и мощность.
Для пайки полипропиленовых труб не нужно приглашать профессионала, все операции можно выполнить самостоятельно.Однако стоит отметить, что сотрудничество гораздо удобнее. Инструмент, используемый для соединения, называется паяльником или утюгом. Он классифицируется по двум критериям: дизайн, производительность и мощность.
Несмотря на различия в конструкции и множество марок, принцип работы устройств одинаков. Как и обычный утюг, состоит из двух основных компонентов, : нагревателя и термостата. Кроме того, насадки являются обязательным атрибутом паяльных работ. Они считаются расходным материалом и продаются как в комплекте с паяльником, так и отдельно в розницу.Форсунки изготовлены из теплопроводного материала, покрытого сверху слоем тефлона. Насадка состоит из двух частей: одна с выемкой, другая с рукояткой. Применяются для обогрева внутренних и внешних поверхностей труб и фитингов.
Термопара расположена в центре корпуса, к которому прикручены патрубки. Для равномерного нагрева и удобства эксплуатации их расположение относительно друг друга соосное. При подключении прибора к сети 220 В термопара нагревается, отдавая тепло корпусу паяльника.А это, в свою очередь, нагревает форсунки. Требуемая температура нагрева устанавливается и поддерживается с помощью термостата.
Как только датчик температуры определяет требуемую температуру, срабатывает тепловое реле и прекращается подача напряжения на нагреватель. При снижении температуры на два-три градуса нагреватель снова подключают к сети.

 Чтобы правильно соединить полипропиленовую трубу, недостаточно приобрести паяльник.Как и в любом деле, нужен опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а потом переходить к сварке основной конструкции.
Чтобы правильно соединить полипропиленовую трубу, недостаточно приобрести паяльник.Как и в любом деле, нужен опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а потом переходить к сварке основной конструкции.
Прежде чем приступить к работе , нужно подготовиться к . Это относится как к соединяемым деталям, так и к паяльному устройству. Принцип сварки состоит в том, чтобы расплавить две детали, а затем физически соединить их друг с другом, пока они не кристаллизуются. Чтобы сварочный шов был надежным, одна из свариваемых деталей вставляется в другую на глубину от 13 до 32 миллиметров в зависимости от диаметра детали.Сварка двух труб осуществляется через фитинг. Они бывают различных типов и размеров. Каждый фитинг рассчитан на определенный диаметр трубы, поэтому будьте осторожны при пайке.
При использовании трубы, армированной алюминиевой фольгой, наконечник, вставленный в насадку, следует вынуть из ее слоя. Очистка производится механическим способом с помощью специального инструмента. Но так как это приспособление достаточно дорогое, часто используют ножовку по металлу. Трубу распилили по кругу на глубину армирующего слоя и потом отрезали ножом.Такой подход требует умения и опыта.
Перед сваркой детали необходимо нарезать на необходимую длину, очистить от грязи и обезжирить. Для этой цели допускается использование изопропилового, изобутилового или этилового спирта. Использование ацетона, уайт-спирита, бензина или водки не допускается из-за разрыхления полипропилена после воздействия.
Втулки перед работой также следует протирать тряпкой. Обратите внимание на целостность тефлонового слоя, насадки с поврежденным покрытием использовать нельзя.Поэтому чистка металлическими предметами или абразивными материалами запрещена. При сильном ожоге используются деревянные скребки. Для удобства очистки сопла рекомендуется предварительно прогреть паяльником.
На завершающем этапе подготовки по всему диаметру трубы наносится линия, обозначающая глубину зоны сплавления. Этот размер должен соответствовать глубине фитинга. Тогда можно будет перейти непосредственно к сварке.
Как паять полипропиленовые трубы
После выполнения всех подготовительных операций можно приступать к пайке.Для этого нужно прикрутить насадки необходимого диаметра к паяльнику с помощью отвертки. С какой стороны ставить наружную или внутреннюю часть, значения не имеет, главное выдержать их допуски.


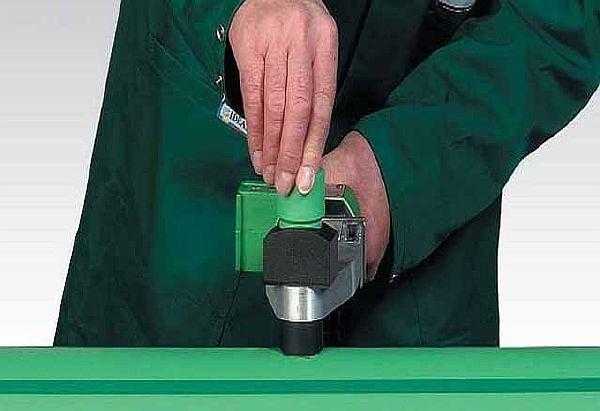
Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается в течение 10-15 минут. Для правильной пайки соединения можно воспользоваться следующей инструкцией по пайке полипропиленовых труб:
Распространенные ошибки монтажа можно разделить на несколько типов :
Профессионалы добиваются высокого качества паяных швов безукоризненным соблюдением правил сварки.Для этого они используют маленькие хитрости. Прежде всего, при купировании важно соблюдать толерантность. Это не сложно. Секрет прямой оси заключается в том, чтобы провести параллельную линию как на трубе, так и на поверхности фитинга тонким маркером или карандашом. После расплавления вам просто нужно аккуратно соединить эти линии.


Для крепления паяльника в его конструкции используется нагружаемая ножка . Однако из-за некачественных форсунок или их недостаточного нагрева вытягивание из них расплавленных частей трубопровода может привести к опрокидыванию устройства.Поэтому сварку рекомендуется производить с помощником, задачей которого будет удержание паяльника в неподвижном состоянии.
для прямых резов, используются специальные ножницы . С их помощью пластиковая труба режется точно и без усилий. Если срез получился неровным, его можно выровнять напильником. При этом трубу после выравнивания следует продуть и при необходимости снять фаску.
При выборе форсунок предпочтение следует отдавать форсункам из металлизированного тефлона.Они равномерно нагреваются и легко моются. Для бытовых нужд подойдет устройство мощностью 1,2 кВт. Его достаточно для сварки труб диаметром до 50 мм.
.90 000 необходимых инструментов, пошаговые инструкции по пайке, консультации специалистов. Необходимые инструменты и материалыПоэтому никаких специальных знаний для пайки труб не нужно, главное следить за процессом пайки и следовать рекомендациям. В то же время, так как температура паяльника достигает высоких значений, стоит принять меры предосторожности для предотвращения возможности ожогов.
Пластиковые водопроводные трубы из полипропилена становятся все более популярными еще и потому, что технология сборки очень проста и ее легко изготовить своими руками.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, так как это основная операция, от которой зависит долговечность всей системы.
Монтаж пластиковых труб для внутренней разводки достаточно простой, но довольно трудоемкий процесс, поэтому в первую очередь нужно понять, как правильно паять полипропилен.
Один из многих материалов из семейства пластмасс - полипропилен - является продуктом полимеризации двух газов: этилена и пропилена, смешанных в определенной пропорции. В результате получают гранулы, из которых методом экструзии получают различные продукты.
Изделия водоснабжения изготавливаются из пластика марки ППР, который имеет следующие характеристики:
Данные параметры подходят для холодного водоснабжения, но очевидна потребность в более широком диапазоне характеристик. Поэтому для их укрепления принимаются определенные технологические приемы.
Одним из них является армирование стен стекловолокном или алюминием. Для этого на готовую трубу накладывается слой нити из стекловолокна или алюминиевой фольги, а затем еще один слой полипропилена.
Такой состав позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя.Для этого используется алюминиевая фольга в виде полосы.
Наматывается по спирали на заготовку по клеевому слою, на металлическую фольгу наносится второй слой клея. Внешняя оболочка изготовлена из того же полипропилена.
Такие изделия подходят для использования в системах водоснабжения с повышенным давлением до 6 атмосфер.
PN16 наиболее удобен для водопроводов холодного водоснабжения низкого давления.Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого достаточно, чтобы выдержать нагрузку на систему водоснабжения частного дома или систему полива в теплице или саду.
Посмотреть видео
Полипропиленовые изделия марки PN20 более устойчивы к различным воздействиям, считаются универсальными и могут использоваться в том числе для отопления при температуре теплоносителя до 95 градусов.
Но самыми надежными в водопроводах являются трубы PN25, армированные алюминием или стекловолокном.
Трубы водопроводные полипропиленовые имеют свои особенности в плане технологии сборки, определяемые свойствами исходного материала. Перед пайкой полипропиленовых труб необходимо приобрести для этого специальный инструмент.
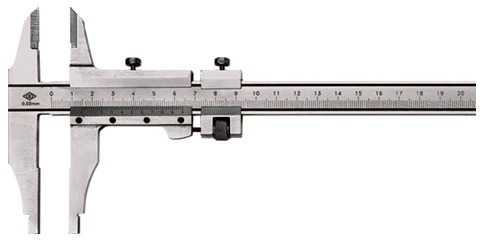
Его набор не очень обширен, но содержит несколько приспособлений, которые используются только для этого процесса:
Ножницы для резки изделий из полипропилена. Они нужны для обеспечения строго перпендикулярного реза.Если во время пайки в соединении образуется зазор, существует вероятность утечки в месте соединения.
Шивер - приспособление для очистки поверхности изделий перед пайкой. Без этого приспособления паять полипропиленовые трубы, армированные какими-либо материалами, в принципе невозможно. Дело в том, что пайка полиэтилена представляет собой диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, алюминий или стекловолокно для этой цели не подходят.Вы также можете использовать этот инструмент для снятия фаски под углом 45 градусов на концах соединяемых деталей, чтобы облегчить соединение в процессе пайки.
Естественно, алюминий или стекловолокно для этой цели не подходят.Вы также можете использовать этот инструмент для снятия фаски под углом 45 градусов на концах соединяемых деталей, чтобы облегчить соединение в процессе пайки.
Конструктивных решений данного станка множество, поэтому при покупке инструмента предоставляется широкий выбор.
Паяльник. Основной инструмент, используемый для пайки полипропиленовых водопроводных труб. В основе лежит пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна на ниппель, другая на трубу.

Соединяемые детали собираются на сменном инструменте. Включение осуществляется на ручке устройства, туда же устанавливается регулятор температуры. Время нагрева сопрягаемых деталей составляет 6 секунд и более.
Обычно в набор инструментов также входят отвертка для установки сменного инструмента, маркировочный маркер и рулетка для проведения измерений.
Можно смело сказать, что качественная подготовка к монтажу электропроводки во многом определяет ее эффективность и долговечность.
Посмотреть видео
Кроме того, одной из основных задач данных мероприятий является расчет фактической потребности в элементах водоснабжения.
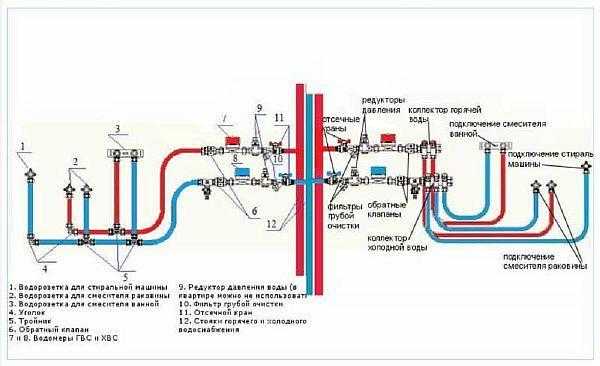
В настоящее время существует две схемы разводки основных трубопроводов:
тройник - благодаря ему каждый водоприемник подключается к центральной трубе, соединенной со стояком. Для этого используются триплеты.
Недостаток этой схемы в том, что при одновременном открытии нескольких кранов резко падает давление в подающей трубе и расход воды в каждом из них уменьшается.Особенно страдают точки анализа, удаленные от вертикали.
Вторым минусом является то, что при необходимости проведения текущего ремонта необходимо на этот период времени отключать всю схему водоснабжения.
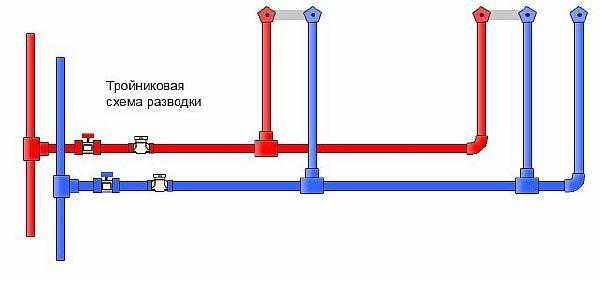
Эти схемы используются в квартирах или небольших частных домах. Преимуществами являются простота монтажа и относительно небольшой расход материала.
Схема подключения коллектора . Этот способ создания водопроводной сети заключается в том, что подводящая труба проходит от стояка до топографического центра водопроводной сети и заканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем шаровыми кранами с резьбой. Таким образом создается распределительный узел, от которого осуществляется разводка кабелей к точкам потребления.
Позволяет отдельно заблокировать любой водозабор. Остальная часть системы продолжает нормально функционировать с тем же расходом воды.
Производители водопроводной продукции заявляют максимальную температуру теплоносителя 95 градусов.Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинается при температуре около 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал подходит для всех труб отопления, кроме парового.
Рабочая температура в паропроводах ровно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала в том, что при температуре 135 градусов начинает размягчаться .Проводка начинает провисать, истончаться и со временем трескаться.
Производители полипропиленовых труб официально заявляют о значительно более низкой допустимой температуре, желая подстраховать свою продукцию и повысить ее долговечность.
Следует отметить, что в благоустроенной квартире с достаточной теплозащитой стен этой рабочей температуры вполне достаточно.
Следует отметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, которые имеют ряд преимуществ:
Процесс пайки полипропиленовых изделий прост, поэтому и получил широкое распространение в технологии монтажа систем холодного и горячего водоснабжения и отопления.
Есть, однако, некоторые тонкости, которые необходимо знать и учитывать при работе.
Процесс пайки включает расплавление поверхности детали на определенную глубину. Если в этом состоянии две части соединяются и охлаждаются, то материал возвращается в исходное состояние и принимает свою первоначальную структуру.
Посмотреть видео
За это время сплав успевает перемешаться, образуя монолитный материал до глубины проплавления.В физике это называется диффузионной сваркой.

Изготовление стыка включает следующие технологические операции:
Особое внимание следует уделить соблюдению времени прогрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалась прочная основа. Это позволит состыковать детали соосно. Если детали перегреются и пластик размякнет на всю толщину, их не получится соединить между собой, они просто разрушатся.
В таблице ниже указано время, необходимое для качественного завершения каждого этапа сборки. Как видите, условия довольно сложные.
При самостоятельной пайке важно сделать несколько пробных соединений перед началом работы, чтобы почувствовать срок службы временных материалов.
При соединении деталей также обращайте внимание на точность сборки в осевом направлении. Время на осмотр и исправление составит считанные секунды.
Посмотреть видео
При какой температуре пайки полипропиленовых труб установлена конструкция сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая может отличаться от модели к модели.
Этот метод соединения используется для соединения продуктов для удлинения прямых участков. Для этого используется соединительный ниппель.
Смотреть видео
Устанавливается на конец трубы пайкой, потом припаивается, повторяю деталь.Пайка осуществляется по описанной выше технологии.
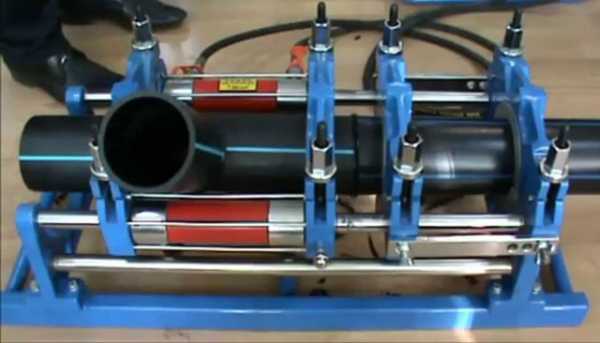
 Это часто называют сваркой. Принцип работы остается прежним – расплавление материала, сдавливание двух концов в специальном механизме, охлаждение. Этот способ стыковки используется для изделий диаметром более 63 миллиметров.
Это часто называют сваркой. Принцип работы остается прежним – расплавление материала, сдавливание двух концов в специальном механизме, охлаждение. Этот способ стыковки используется для изделий диаметром более 63 миллиметров.
Стыковка по этой технологии может быть успешно использована в полевых условиях. Как ровно спаять полипропиленовые трубы встык?
Для этого концы должны быть предварительно обработаны, следя за тем, чтобы соединяемые концы были абсолютно параллельны.
Посмотреть видео
Армирующий слой, укрепляющий структуру полипропиленовой трубы. Это создает определенное препятствие для стыковки отдельных деталей. Усиливающая вставка предотвращает растекание материала, делая соединение ненадежным.
Посмотреть видео
Единственный способ обеспечить надежное соединение - снять армирующий слой. Снятие наружного и укрепляющего слоев осуществляется с помощью специального инструмента – трепки.
После снятия верхнего слоя удалить заусенцы и очистить поверхность от любых загрязнений, после чего можно производить пайку по вышеописанной технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, следует учитывать, что его структура не отличается от обычных труб, а режимы пайки те же.
Двухкомпонентная эпоксидная композиция под этим названием приобрела некоторую популярность благодаря своей эффективности.Привлекает простота использования – достаточно размять комок состава и нанести на склеиваемые поверхности. Время застывания смеси около 10 минут, полного схватывания около часа.
Физические свойства клеевой композиции не позволяют использовать ее в трубопроводах горячего водоснабжения или отопления. Подходит только для сантехники.
Этот способ сборки широко используется в промышленности.В этом случае для выполнения соединений используется электрическая арматура. Нагревательный элемент устанавливается в корпус детали при ее изготовлении.
Система устанавливается без пайки, но каждый светильник подключается к сети. Только в конце проводки на него подается напряжение.
Под действием тока нагревательные элементы расплавляют взаимодействующие детали до требуемого состояния, отключение автоматическое. После остывания части сети вся сеть или ее локальная часть готова к работе.
Посмотреть видео
Этот метод установки значительно повышает вашу производительность и устраняет личный фактор при выполнении работы. В результате качество соединений стабильно для всей водопроводной сети.
Данная технология позволяет производить качественную сборку элементов трубопровода в труднодоступных местах.
При монтаже сложной водопроводной или отопительной системы могут возникнуть проблемы с доступом к месту пайки.Как паять полипропиленовые трубы в труднодоступных местах?
Посмотреть видео
Процесс подготовки требует условной разбивки всей сети на отдельные узлы, которые можно стыковать на верстаке, после чего готовые ответвления привариваются к системе в двух-трех точках. К трудным для монтажа можно отнести следующие участки:
Лучший способ избежать трудностей в этом случае — не допустить их возникновения. Для этого нужно переосмыслить порядок сборки, изготавливая сложные компоненты на верстаке, а не вручную. Если такой возможности нет, лучше использовать электрическую арматуру.
Как правило, возникновение такого рода затруднений является следствием ошибок проектирования. Технологичность установки – главное условие конструктора.
Этот элемент трубопровода используется для создания дополнительного выхода, а необходимость его установки возникает, как правило, при ремонте существующей проводки.
Посмотреть видео
Ниппель меньшего размера припаян к трубе большего диаметра, что позволяет установить ответвление под углом 90 градусов от существующего кабеля.
Для этого необходимо:

Такой способ создания дополнительных ответвлений в водопроводе из полипропиленовых труб позволяет продолжить развитие сети с наименьшим объемом работ.
Умение правильно паять полипропилен позволит без труда производить монтаж трубопроводов любой протяженности и степени сложности.
Смотреть видео
Ассортимент строительных товаров постоянно обновляется и расширяется, появляются современные материалы. Многие люди стараются использовать в своих домах долговечные трубопроводы – пластмассовые коммуникации. Далее узнаем, как паять пластиковые трубы? Но сначала скажем, что преимуществом таких технологий является появление возможности самостоятельного ремонта или замены водопроводных и тепловых сетей.Итак, как припаять пластиковые трубы к канализации?
Для этого нам нужно разобраться в видах труб, они бывают металлопластиковые и полиэтиленовые.
I делятся на подвиды: полиэтиленовые - применяются для прокладки внутри зданий и наружных трасс. Его можно использовать под высоким давлением и при низких температурах. PCV - используется для снижения затрат на ремонт. металлопластик - срок службы более 50 лет, часто используется для горячего водоснабжения.
Широкое использование по нескольким причинам:
Полиэтиленовые трубы собираются пайкой или с помощью муфт/фитингов. Как припаять пластиковые трубы к канализации? Для водопроводных сетей подходят ПВХ и полиэтиленовые трубы без армирования и армирования.
Для пайки полиэтиленовых соединений вам потребуется:
Этапы технологии прокладки гидрокоммуникаций подскажут как научиться паять:
Температурный режим пайки чаще всего встречается в инструкции к инструменту. В некоторых современных моделях установлен автоматический режим нагрева, в других марках мощность нагрева выбиралась вручную. При какой температуре паять пластиковые трубы? При пайке полиэтиленовых труб необходимо установить температуру около 220°С, для полипропиленовых труб 260°С.Устройство имеет индикатор, который показывает, что устройство готово к использованию. Индикатор горит только в режиме обогрева. Продолжительность пайки зависит от радиуса окружности трубопровода и может варьироваться от 5 до 40 секунд.
Знаний технологии подключения коммуникаций недостаточно для получения качественного монтажа, необходимо знать ряд характеристик прокладки. Как паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов следует учитывать нюансы подключения:
Необходимо предварительно разогреть паяльник около 5-7 минут.
Работы следует проводить при температуре выше нуля.
Не скручивайте и не двигайте после пайки.
Дайте цементному раствору остыть.
Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.
Между краем трубы и внутренней резьбой фитинга не должно быть зазора.
Чрезмерная сила сжатия может уменьшить зазор в полости и ухудшить работу всей конструкции.
Удалить остатки материала с форсунок.
При производстве работ, связанных с отоплением, соблюдаем правила техники безопасности, благодаря чему предотвратим травмы и ожоги: пайку производить в защитных перчатках, следить за чистотой помещения, паяльник устанавливать на ровной горизонтальной поверхности, не необходимо приступать к работе после его полного прогрева, не выключать паяльник из сети в течение всей установки.
Паять пластиковые трубы своими руками несложно, процесс не требует профессиональных навыков и опыта.Трубопровод из полиэтиленовых и ПВХ конструкций – надежная, долговечная и экологически чистая система водоснабжения и отопления.
Полиэтиленовые трубы, в основном изготавливаемые из ПНД (полиэтилен низкого давления), занимают прочные позиции во многих областях промышленности, строительства и быта благодаря наличию многих технологически выгодных особенностей. Это связано с необходимостью разработки оптимальных способов их соединения, без которых невозможен процесс монтажа и прокладки трубопроводов.
Среди различных видов соединений полиэтиленовых труб различают разъемные и неразъемные.
Разборный метод позволяет производить разборку собранной конструкции по окончании срока ее службы. Поэтому он оптимален в тех случаях, когда нет необходимости в его длительном применении. Аналогичное соединение труб производится с использованием стальных фланцев.
Неразъемное соединение более долговечно и используется на практике.Делается это путем сварки или пайки ПЭ труб, которые, в свою очередь, могут быть встык или состыкованы. Оба метода эффективны и надежны, что позволяет получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб требует специального сварочного оборудования. Этот метод соединения эффективен только для пайки труб из полиэтилена высокой плотности. Его универсальность заключается в том, что он позволяет конструкции быть гибкой по всей длине.Этот способ можно использовать как для прокладки труб в траншеях, так и на открытом пространстве.

Сварка встык труб ПНД производится в следующей последовательности:
Помимо самого процесса сварки, особое внимание следует уделить предварительным работам, указанным в начальных пунктах.Их следует тщательно изготовить перед пайкой труб ПНД, так как от этого во многом зависит надежность и прочность выполненного соединения.
Условием высокопроизводительной стыковой сварки плавлением является то, что она выполняется одним швом. Только в этом случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Способ соединения пайкой полиэтиленовых труб осуществляется с помощью специального приспособления, называемого паяльником, и набора специальных насадок нужного диаметра.В процессе сварки используются сборочные изделия: муфты, тройники или уголки. Концы соединяемых элементов привариваются к арматуре, выполняющей роль соединительных элементов.

При наличии необходимого паяльного агрегата можно паять трубы ПНД самостоятельно. Работа эта не очень сложная и под силу любому домашнему мастеру.
Перед тем, как паять трубу ПНД своими руками, следует провести некоторые предварительные работы, в частности:

В связи с тем, что определить точную глубину погружения трубы в процессе сварки сложно, ее следует предварительно измерить и отметить на поверхности изделия.
Особым видом раструбных соединений полиэтиленовых труб является электромуфтовый метод, позволяющий получать конструкции с высокой прочностью.Для его реализации необходимо использовать специальный электрический разъем ПНД, оснащенный встроенными нагревательными элементами. Процесс сварки также осуществляется с помощью сварных фитингов из полиэтилена высокой плотности, оснащенных нагревательными спиралями. За счет нагрева и частичного расплавления материала фитинга достигается соединение с полимерной трубой и создается монолитная конструкция.
Узлы и детали, применяемые в этом способе, достаточно дороги, однако преимуществом электромуфтовой сварки является отсутствие образования блюмов, что снижает проницаемость труб и возможность сварки деталей в ограниченном пространстве, где нет возможности комплектной сборки сварочного оборудования.

Электромуфтовая сварка полиэтиленовых труб осуществляется в следующей последовательности:
Важным условием получения качественного сварного соединения является соблюдение неподвижности деталей в процессе пайки и последующего охлаждения.Одним из показателей качества сварного шва является толщина валика, которая должна быть от одной трети до половины толщины самой трубы. Вал должен перекрывать отметку, сделанную ранее на трубе. Смещение свариваемых отрезков труб друг относительно друга не должно превышать 10 процентов толщины их стенки.
Не все перечисленные варианты могут хорошо подходить для соединения труб из ПНД при определенных условиях. Различные методы имеют свои преимущества и недостатки, а вместе с ними и ряд факторов, которые также определяют ответ на вопрос, как паять полиэтиленовые трубы в той или иной ситуации.

Метод соединения оптимален, когда необходима пайка в труднодоступных местах. Так как в такой ситуации осевое смещение изделий по отношению друг к другу затруднено, то сварка встык становится невозможной, и единственным приемлемым способом является соединение в раструб.
В самых труднодоступных местах, с очень ограниченным пространством для работы, трубы ПНД спаивают электромуфтовым методом. Еще одним важным преимуществом этого метода является его скорость, что тоже иногда имеет значение.
Наконец, в тех случаях, когда есть необходимость в разовом соединении труб для выполнения той или иной кратковременной работы, пайка вообще не требуется и можно обойтись временным разъемным соединением.
Полипропилен– популярный материал, который широко применяется во многих сферах строительства и монтажа. И сантехника не исключение. Полипропиленовые магистрали отличаются коррозионной стойкостью, длительным сроком службы, хорошей теплопроводностью и герметичностью.Последний критерий полностью зависит от того, насколько правильно проведена пайка пластиковых труб. И вы не ослышались. Полипропилен, в отличие от поливинилхлорида, незаменим и может быть просто спаян в единую конструкцию с помощью специального аппарата для сварки полимеров.
Как пользоваться утюгом (как называется паяльник для пластика в мастер-кружках) и как правильно паять сантехнику, в нашем материале ниже с подробной видеоинструкцией.
Важно: Прежде чем принять решение об установке полипропиленового водопровода, стоит знать, что этот материал имеет свойство растягиваться при воздействии высоких температур. То есть, если вы используете полипропиленовые трубы для магистралей ГВС, такие коммуникации со временем могут просто отвалиться. Поэтому для горячего водоснабжения необходимо использовать только полипропиленовые трубы, армированные алюминием.
Для того, чтобы по инструкции пропаять всю сантехнику с ее длительной эксплуатацией, желательно понимать, с каким типом труб работает мастер.Ведь полипропилен делится на четыре категории, каждая из которых предназначена для использования в определенных условиях. Несоблюдение рекомендаций по эксплуатации сводит на нет все усилия мастера, и сантехника в конечном итоге выходит из строя.
Итак, полипропиленовые трубы бывают четырех видов:
Кроме того, следует понимать, что все полипропиленовые трубы любой категории могут продаваться в другом цвете. Цвет не играет никакой роли, кроме черного. Этот цвет трубок указывает на то, что трубка из полипропилена очень хорошо защищена от УФ-излучения.
Важно: правильное обращение со всеми полипропиленовыми трубами возможно только при соблюдении диапазонов рабочего давления и температуры в сети.Чем выше температура водопроводной воды, тем ниже должно быть давление, и наоборот.

Пайка пластиковых труб возможна только специальным инструментом - паяльником. Бытовой блок выполнен в виде утюга на подставке. Его нагревательная подошва (зеркало) способна нагреваться до температуры более 260 градусов, что позволяет плавить (паять) полимер для получения качественного соединения.
На подошве обогревателя есть места для крепления насадок. Как правило, в бытовых приборах к подошве можно прикрепить сразу 2-3 насадки. Их диаметр зависит от конфигурации приобретаемого инструмента изначально. Но чаще всего это насадки диаметром 16-32 мм.
Важно: паять дома своими руками можно только трубы, диаметр которых не превышает 63 мм. При этом они соединяются только при помощи муфт и фитингов. Трубы большего диаметра паяют профессиональным оборудованием и чаще всего встык.
Пластиковые трубы можно спаять своими руками как мечевидным, так и цилиндрическим аппаратом. Качество пайки останется неизменным и таким же хорошим, если следовать инструкции.
Важно: Работы с паяльником своими руками следует производить только в помещении, отапливаемом до положительных температур. При этом следует знать, что чем прохладнее в помещении, тем дольше должно быть время прогрева пластика и металлопластика (в случае армированной трубы).

Важно: армированная алюминием трубка разрезается бритвой.В этом случае перед пайкой необходимо снять верхний слой полипропилена и алюминия. Это улучшит качество связи. Трубы, армированные стекловолокном, паяются так же, как и стандартные полипропиленовые.

Для тех, кто не знает, как правильно паять пластиковые трубы (металлопластик/ПВХ) в домашних условиях своими руками, при выполнении работ следует соблюдать следующие рекомендации:
Важно: своевременная очистка патрубка от остатков полимера гарантирует гарантированно ровное и гладкое соединение.

Итак, элементы водопровода из полипропилена (ПВХ) своими руками паяются в несколько этапов:
Важно: после того, как труба вставлена в фитинг, ее нельзя перемещать или скручивать каким-либо образом. Полимер (ПВХ) может сморщиться в просвете трубы и соединение разгерметизируется.
После пайки и охлаждения труб через них можно пропустить воду или воздух для проверки герметичности соединения.
Важный совет: если мастер сначала паяет полипропиленовые (ПВХ) трубы своими руками, можно сначала потренироваться на ненужных отрезках полипропиленовых элементов. Кроме того, если в процессе пайки возникли дефекты соединения, можно просто отрезать этот участок трубопровода и припаять новый.
Совет: Покупать паяльник для разовых работ "сделай сам" нецелесообразно с финансовой точки зрения. В этом случае лучше арендовать станок для труб ПВХ в специализированном строительном магазине.
Как паять полипропиленовые (пластиковые) трубы
Итак, дорогой читатель, ты решил своими руками поменять водопровод в квартире. И если ваш выбор пал на полипропиленовые трубы, я помогу вам научиться правильно с ними работать.
Не буду вдаваться в техническое описание полипропиленовых труб, напишу на эту тему отдельную статью и перейду сразу к оформлению.
Из инструмента нам понадобится:
Последний из списка будет дешевле в аренде, не вижу смысла покупать такой дом, т.к.он понадобится вам только один раз. Арендовать его можно там же, где вы покупаете пластиковые трубы.
Этот список требуется только для пайки труб. Если вы собираетесь прокладывать трубы в штробе, вам пригодится статья, в которой я описал технологию штробления.
Паяльник, он же аппарат для сварки пластиковых труб, имеет подошву с нагревательными элементами внутри и специальные отверстия для крепления насадок для пайки труб различного диаметра.Насадки обычно поставляются с паяльником. Принцип работы паяльника почти такой же, как и у бытового утюга, с той разницей, что в бытовом утюге один нагревательный элемент, а в трубчатом паяльнике их два, и у каждого свой выключатель. корпус паяльника. На корпусе, кроме выключателей отопителя, есть еще и термостат, с помощью которого можно установить нужную температуру.
Перед включением нагревательного элемента перевести паяльник из походного положения в боевое. Прикрутите к нему подставку и установите на место насадки для припайки труб.Как правило, на подошве паяльника имеется два отверстия для насадок, если вы работаете с разными диаметрами труб, то можно установить сразу две насадки. Поместите трубку меньшего диаметра на край носика, как показано на рисунке.
После этого можно включать паяльник в сеть. Включите оба нагревателя на корпусе паяльника и установите температуру 260⁰C. И наберитесь терпения, паяльник должен прогреться минут 10-30, пока не погаснет лампочка на корпусе.Затем ждем еще 5 минут перед пайкой, чтобы наконечники хорошо прогрелись.
Одновременно нагрейте раструб трубы и фитинга с помощью паяльника. Ниже приведена таблица, показывающая время нагрева для труб разного диаметра.
| Наружный диаметр трубы, мм | ||||||||||
| Расстояние до метки, мм | ||||||||||
| Время прогрева, сек | ||||||||||
| Технологический перерыв не более, стр | ||||||||||
| Время охлаждения мин. |
.
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Набор Remweld
Сегодня многие пытаются самостоятельно освоить некоторые ремонтные технологии и сэкономить немалые деньги на найме профессиональных мастеров. При наличии элементарных строительных навыков воссоздать полный цикл некоторых работ не так уж и сложно.
Некоторые даже решаются поменять инженерные коммуникации дома самостоятельно. Замена труб — дело нехитрое, если под рукой есть нужный инструмент.Например, для сварки полипропиленовых труб вам понадобится специальный паяльник. Перед покупкой необходимо детально изучить особенности сварочного аппарата и процесс сварки.
Каждый сварочный аппарат – это серьезный и незаменимый аппарат, используемый при монтаже пропиленовых труб. Используется для создания закрытого неразборного трубопровода. Процесс сборки основан на технологии диффузионной сварки и заключается в следующем:
При правильном подборе сварочного аппарата сборка цепи происходит очень быстро и качественно. При этом конструкция устройства не отличается особой сложностью. По сути, он состоит из трех составляющих — нагревательной пластины, удобной ручки и прочного корпуса.
Однако на рынке есть два типа инструментов для сварки пропилена.Существует ручное сварочное устройство и механическое сварочное устройство.
Чем они отличаются?
Есть некоторые нюансы, о которых неспециалист может не знать. Например, ручная сварочная заготовка, предназначенная для сварки пропиленовых труб, способна выполнять герметичные стыковые соединения при одном условии - если диаметр элементов, используемых для создания единой окружности трубопровода, не превышает 50 мм.

Портативный
Этот инструмент маленький.А его простое управление позволяет пользоваться ручным сварочным аппаратом даже без умения работать с таким оборудованием.
Но помимо очевидных положительных черт, есть и недостатки. Это в первую очередь ограничение функции. Трубы большего диаметра не могут быть соединены с помощью ручной модели. Это следует учитывать при выборе сварочного аппарата для пропиленовых труб.
Более совершенным инструментом для сварки пропиленовых труб диаметром от 40 мм и выше является профессиональное оборудование, позволяющее выполнять механическую сварку.С его помощью можно установить трубопровод диаметром до 2000 мм.
Основным преимуществом устройства является его универсальность. С помощью механической сварки соединяются трубы из пластика, полипропилена и металлопластика любого диаметра.
РОУЛД П 160 САНИЛАЙН
Основной недостаток - сложность управления. Непрофессиональному строителю или слесарю будет не так просто работать с таким оборудованием. Да и механическое устройство намного дороже ручной модели.Конечно, универсальность полностью исключает такой нюанс, но для разовой работы в быту не стоит покупать механический сварочный аппарат – он себя не оправдывает.
Такой инструмент входит в комплект профессионального мастера, основной сферой деятельности которого является монтаж трубопроводов любой сложности. Поэтому, прежде чем выбрать подходящую модель, стоит определиться со сферой ее применения.
Еще одним важным критерием является тип паяльника.Иногда набор профессионального мастера состоит из двух видов таких инструментов. При механическом варианте решается один круг задач, а при ручном – другой. Практика показывает, что чаще всего ручным паяльником пользуются мастера, целью которых является стабильный доход от монтажа пластиковых или пропиленовых труб. А все потому, что он более мобилен и имеет такую же производительность, как механический сварочный аппарат. Поэтому при работе с трубами, диаметр которых не превышает 50 мм, приобретают его.
Прежде чем выбрать и приобрести конкретную модель, необходимо учесть множество факторов, влияющих на общую производительность процесса. Наиболее важные из них:

Основные компоненты
По мнению профессиональных мастеров, качество работы во многом зависит от марки устройства.С этим утверждением трудно поспорить. Практически все производители сегодня предлагают широкий ассортимент различного сварочного оборудования. А негативные стороны его работы часто возникают именно из-за неправильного выбора модели.
Конечно, есть культовые инструменты, которые наверняка будут в вашем наборе умелого мастера. Они отличаются от аналогов своей универсальностью. Но это не означает, что конкурирующие продукты хуже. Вы просто не можете использовать его для решения широкого круга задач.Поэтому главный совет – обращайте внимание как на марку инструмента, так и на страну-производителя.
Какой сварочный аппарат подходит для домашнего использования?
Паяльник производства Чехии – лучший инструмент с долгим сроком службы. Он обязательно входит в комплект мастеров, для которых монтаж пластиковых и пропиленовых труб является основным видом профессиональной деятельности. Простой обыватель, мечтающий самостоятельно освоить монтаж пластиковых или пропиленовых коммуникаций, может выбирать между турецкими и китайскими производителями.
Их продукция на порядок дешевле чешской, но точно сказать, как работает "азиатский инструмент", сложно. Опытные мастера «турок» не жалуют. Про «китайцев» говорят, что выбрать лучший инструмент сложно, потому что это большая лотерея. Есть бренды, которые легко конкурируют с европейскими производителями и даже являются контрафактными. Поэтому совет по выбору китайского сварочного аппарата подойдет только тому, кто покупает такое оборудование для разовых работ.
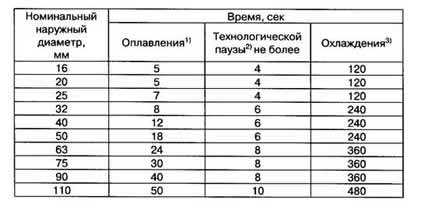
Расчетный график сварки
Еще одним важным критерием является мощность устройства.Выбор с этой точки зрения во многом зависит от качества обрабатываемого пропилена или другого материала, а также диаметра трубы. Формула выбора проста:
Паяльники с более низким или более высоким номиналом подходят только для узкоспециализированных профессиональных торговцев трубоукладчиками.В любом случае при покупке устройства следует внимательно изучить его инструкцию. Он прилагается к каждому инструменту и определяет основные требования к использованию такого оборудования.
Как правило, описываемое оборудование представляет собой стандартный набор, в который обязательно входит не только сам паяльник, но и определенное количество насадок. Они позволяют обрабатывать трубы разного диаметра одним инструментом.
Внимание! Это оборудование характерно как для ручных, так и для механических сварочных аппаратов.Разница лишь в количестве предлагаемых насадок.
Типы насадок
В стандартизированном наборе всегда столько насадок, сколько может выдержать инструмент. Решая, какой выбрать сварочный аппарат — с меньшим или большим количеством насадок — специалисты не рекомендуют гнаться за передовым оборудованием.
Ведь домашняя коммуникация состоит из до 4-х типоразмеров пластиковых или полипропиленовых труб. Поэтому тем, кто ищет модель для самостоятельного монтажа инженерных коммуникаций, опытные мастера советуют приобретать комплект, содержащий всего 4 насадки – диаметром 16, 32, 50 и 110 мм.
Внимание! Форсунки разных производителей имеют разные типы покрытий. Наиболее прочными из них являются тефлон и металлизированный тефлон.
Решая, какой сварочный аппарат выбрать, нужно понимать, что технология сварки не зависит от типа инструмента. Стыковочные швы пропаяны по продуманной схеме:
Инструкции прилагаются
Сегодня многие люди предпочитают самостоятельно выполнять некоторые ремонтные технологии и даже пытаются своими руками собрать бытовой инструмент. Для этого нужно иметь под рукой специальный инструмент.Перед выбором паяльника специалисты рекомендуют подробно изучить особенности процесса сварки и сферы применения такого инструмента.
Похожие сообщения
.  Как соединить медные трубы? Есть несколько способов – можно использовать компрессионные фитинги, запрессовать их или закрутить. Самый распространенный способ пайки медных труб — мягкая или жесткая.
Как соединить медные трубы? Есть несколько способов – можно использовать компрессионные фитинги, запрессовать их или закрутить. Самый распространенный способ пайки медных труб — мягкая или жесткая.
Это очень простой способ соединения медных труб
, которым пользуются не только профессиональные монтажники.Для этого вам не нужны специальные инструменты, все, что вам нужно, это гидравлический обжимной инструмент (работающий от сети или от аккумулятора) и что-то для удаления опилок. Арматура может быть различных размеров
и форм (до диаметра 108 мм).
Соединители бывают двух видов - одинарные и двойные
Соединители используются в местах, где возгорание запрещено, например, на химических предприятиях. Их часто используют, когда монтажные работы необходимо выполнять во время работы других (в крупных магазинах, музеях, больницах) и в местах, где использование огня представляет опасность разрушения или представляет угрозу для окружающей среды (в помещениях с потолками обшиты пенополистирольными плитами
).пенопласт, подпольное пространство в зданиях без подвала, ремонтные работы проводились без опорожнения строительной площадки).
Как это сделать?
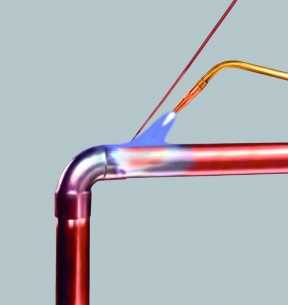 Мягкая пайка
Мягкая пайка Его также называют оловянным припоем. Для соединения медных труб таким способом металл нагревают до температуры 200-250°С. Вам не нужны сложные инструменты, достаточно простого электрического паяльника или горелки (с пропан-бутаном).
Мягкая пайка используется, когда нужно соединить трубы водопроводной и отопительной систем или произвести мелкий ремонт. Его часто используют люди, которые делают модели.
Как это сделать?
Отличается от мягкого тем, что температура плавления припоя должна быть выше, обычно это 630-890°С. Для пайки используется мощный паяльник или газовая горелка (со смесью пропана, бутана с добавлением изобутана, пропена и ацетона). И связующее в этом случае латунь или серебро. Таким способом соединяют, в том числе, медные трубы в водопроводах, изготовленные из труб
диаметром более 28 мм, и медные трубы в газовых установках.
Как это сделать?
При пайке мягким или твердым припоем всегда будьте осторожны с пламенем горелки. Стену стоит защитить защитной доской и убрать поблизости легковоспламеняющиеся материалы.
Трубы должны плотно прилегать.Прежде чем приступить к их пайке, мы должны удалить все опилки и зачистить их, т.е. удалить острые выступающие фрагменты, а при необходимости - откалибровать. Всегда используйте флюс и присадочный металл, соответствующие типу пайки. Во время пайки трубу нельзя перегревать, так как это ухудшает ее качество. А для труб с питьевой водой нельзя использовать припои, содержащие кадмий или свинец. Правила требуют, чтобы в некоторых случаях установки для хозяйственно-питьевой воды должны быть промыты, очищены и продезинфицированы.