Химический состав материала, конструкция изделия и напряженное состояние — это только несколько факторов, определяющих способ соединения. Лазерная сварка часто является идеальным решением соединения металлов, для которых требуется высокая скорость обработки, низкое тепловложение, низкие поводки и остаточные напряжения.
Лазерная точечная сварка представляет собой бесконтактный процесс, где лазер используется для создания сварной точки при соединении металлов. Сфокусированное лазерное излучение поглощается подложкой и металл расплавляется. Расплавленный металл растекается, затвердевает и создает небольшой точечный сварной шов. Весь этот процесс происходит за миллисекунды и может быть повторён, в зависимости от толщины материала и требуемой прочности соединения.
Бесконтактная лазерная сварка аналогична точечной сварке, но позволяет перемещать лазерный луч после образования ванны расплава. При этом способе может быть использовано модулированное или импульсное излучение для создания сварного шва с герметичной структурой. Как правило, глубина такого сварного шва составляет менее 2 мм.
Сварка с глубоким проплавлением требует чрезвычайно высокой плотности энергии для создания лазерного сварного шва. Сфокусированный лазерный луч расплавляет и частично испаряет свариваемый материал. Давление металлического пара «раздвигает» расплавленный металл и создает глубокое и узкое «кинжальное» проплавление. При движении лазерного луча, жидкий металл стекает вокруг образовавшегося парогазового канала и затвердевает по его траектории, формируя глубокий и узкий сварной шов.
Гибридная сварка - объединяет лазерную сварку с другими технологиями, чаще всего с дуговой сваркой металлическим электродом в среде инертного газа (MIG).
| Нержавеющие стали | Углеродистые стали | Золото и серебро | Алюминий |
| Инструментальные стали | Никелевые сплавы | Латунь и медь | Титан |
| Волоконные лазеры сейчас широко используются в сварке разнообразных тонких материалов. Длина волны 1070 нм в ближнем инфракрасном диапазоне спектра имеет определенные преимущества над существующей технологией на базе углекислотных лазеров из-за более низкой отражательной способности металлов на этой длине волны. Это особенно актуально для металлов с высокой отражательной способностью, например алюминия и меди, где высокомощные волоконные лазеры используются для сварки до 15 мм — ранее такую толщину невозможно было достичь при использовании других типов лазеров. Для использования волоконных лазеров с высокой средней мощностью и относительно небольшими размерами пятна для сварки толстых металлов требуется использовать способ, известный как сварка с проплавлением в узкую разделку. Узкая разделка обеспечивает глубокое проплавление и качественный шов на высокой скорости. Это означает меньшую чувствительность к положению фокуса, которая значительно повышает легкость, с которой высокое качество сварных швов может быть достигнуто. Другие примеры волоконной лазерной сварки толстых металлов включают глубокопроникающую сварку толстой стали для судов и трубопроводов. |
|
Лазерная сварка зачастую является идеальным решением соединения металлов, для которых требуется высокая скорость обработки, низкое тепловложение, зона измененной структуры металла и минимальные поводки. За счет хорошего качества пучка волоконных лазеров киловаттного класса в диапазоне от средней до высокой мощности представлен широкий спектр механизмов для лазерной сварки от узким разделки с высоким соотношением ее сторон до сварки малых толщин. Эрбиевые непрерывные волоконные лазеры с низкой и средней мощностью (до 1 кВт) используются для сварки разнообразных тонких листовых материалов толщиной до 1,5 мм на высокой скорости. Эрбиевые непрерывные волоконные лазеры с низкой и средней мощностью возможно фокусировать в маленькие пятна с помощью гальваносканеров и технологических линз с большим фокусным расстоянием, что обеспечивает удаленную лазерную сварку. Существует много преимуществ использования технологических линз с большим фокусным расстоянием и большой степенью центрирования, поскольку это значительно увеличивает рабочую зону. Например, отдельные сварочные станции, оборудованные волоконными лазерами, могут полностью сваривать дверную панель. При использовании роботов швы внахлест могут выполняться на всем корпусе автомобиля. Другие области применения: герметичная сварка аккумуляторных батарей и герметичных уплотнений. Волоконные лазеры квазинепрерывного излучения с модуляцией добротности обеспечивают возможность импульсной лазерной сварки с высокой пиковой и низкой средней мощностью для работы в условиях низкого подвода тепла. Доставка импульса через волокно обеспечивает легкую интеграцию в обычные прямые оптические сварочные или гальванометрические головки. Для типичной точечной сварки могут использоваться любые из вышеназванных прямых оптических головок для сварки медицинского оборудования, например кардиостимуляторов. Способ доставки излучения на основе гальванометра можно использовать для высокоскоростной точечной сварки корпусов мобильных телефонов и планшетов, бритвенных лезвий или подкапотных автомобильных компонентов. |
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора — лазера.
Термин «лазер» происходит от первых букв английской фразы: «Light amplification by the stimulated emission of radiation». Перевод: «Усиление света посредством индуцирования эмиссии излучения». За теоретическим обоснование и разработкой лазеров стоят трое ученых: академик Н. Г. Басов, академик А. М. Прохоров и американский физик Ч.Таунс. В 1964 году это открытие принесло им Нобелевскую премию.
Академик Басов охарактеризовал лазер так: «Это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля — лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется её высокой концентрацией и возможностью передачи на значительное расстояние».
Основные элементы лазера — это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры.
Твердотельные лазеры
В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина — окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05%). При облучении ионы хрома переходят в другое энергетическое состояние — возбуждаются — и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс.
Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
Рис. 1. Схема твердотельного лазера:
1 — рубиновый стержень; 2 — генератор накачки; 3 — отражатель; 4 — непрозрачное зеркало; 5 — охлаждающая среда; 6 — источник питания; 7 — полупрозрачное зеркало; 8 — световой луч; 9 — фокусирующая линза; 10 — обрабатываемые детали
При работе в импульсном режиме существенный недостаток твердотельного лазера — низкий КПД (0,01…2,0%). Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме. Например, твердотельный лазер на алюмоиттриевом гранате, активированном атомами неодима (приблизительно 1%).
Газовые лазеры
Ещё более высокий КПД и мощность у газовых лазеров. В качестве активной среды в них применяют чаще всего СО2 или смесь газов. Генераторами накачки могут служить искровые разрядники или электронный луч.
Типичная конструкция газового лазера — это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис. 2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
Рис. 2. Схема газового лазера:
1 — разрядная трубка; 2 — непрозрачное зеркало; 3 — источник питания; 4 — вакуумный насос; 5 — полупрозрачное зеркало
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, здесь не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции.
Лазерный луч легко управляется и регулируется с помощью зеркальных оптических систем, легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва.
Лазерная сварка отличается высокой концентрацией энергии в пятне диаметром 0,1 мм и менее. Для нее характерны небольшой объем сварочной ванны, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. На практике это означает, что лазерная сварка обеспечивает технологическую прочность сварных соединений, небольшие деформации сварных конструкций. Например, лазерная сварка вилки с карданным валом автомобиля увеличивает срок службы карданной передачи в три раза по сравнению с дуговой сваркой. Главные факторы: площадь сечения сварного шва уменьшается более чем вдвое, а время сварки — в несколько раз. Деформации вилки, вызывающие преждевременный износ, практически отсутствуют.
Основные энергетические характеристики процесса лазерной сварки — это плотность Е мощности лазерного излучения и длительность t его действия. При непрерывном излучении t определяется продолжительностью времени экспонирования, а при импульсном — длительностью импульса. Превышение верхнего предела Е вызывает интенсивное объемное кипение и испарение металла. Это приводит к выбросам металла и дефектам шва. На практике лазерную сварку ведут при Е=106…107 Вт/см2. При Е < 105 Вт/см2 лазерное излучение теряет свое основное достоинство — высокую концентрацию энергии. Изменение Е и t позволяет сваривать лазерным лучом различные конструкционные материалы с толщиной от нескольких микрометров до десятков миллиметров.
Скорость лазерной сварки непрерывным излучением в несколько раз превышает скорости традиционных способов сварки плавлением. Например, стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5…8 проходов, ширина шва получается 20 мм. Непрерывным лазерным лучом этот лист сваривается со скоростью 100 м/ч за 1 проход при ширине шва в 5 мм. Однако лазерная сварка импульсным излучением по скорости сопоставима с традиционными способами сварки.
Лазерную сварку можно производить со сквозным и с частичным проплавлением. Сварные швы одинаково хорошо формируются в любом пространственном положении. При толщине свариваемых кромок менее 0,1 мм и при сварке больших толщин с глубоким проплавлением формирование шва происходит по-разному.
Подходы к выбору параметров режима сварки тоже различаются. При сварке малых толщин непрерывным или импульсным излучением используют более мягкие режимы, которые обеспечивают расплавление металла только в стыке деталей — без перегрева до температуры интенсивного испарения. Сварку сталей и других относительно малоактивных металлов можно в этом случае выполнять без дополнительной защиты зоны нагрева, что существенно упрощает технологию. При этом сварку с глубоким проплавлением ведут с защитой шва газом, состав которого подбирают в зависимости от свариваемого материала.
Основные параметры режима импульсной лазерной сварки — это энергия и длительность импульсов, диаметр сфокусированного излучения, частота следования импульсов, положение фокального пятна относительно поверхности свариваемых деталей.
Правильная длительность лазерного импульса
Длительность лазерного импульса должна соответствовать тепловой постоянной времени для данного материала. Ее можно приближенно определить по формуле:
τ = δ2 / (4α),
где δ и α — соответственно толщина и коэффициент температуропроводности свариваемого материала.
Значения τ для тонких деталей (δ = 0,1…0,2 мм) составляют несколько миллисекунд. Поэтому для меди длительность импульса будет в районе 0,0001…0,0005 с, для алюминия — 0,0005…0,002 с, для сталей — 0,005…0,008 с. При увеличении δ более 1,0 мм τ возрастает и может значительно превосходить достижимую длительность лазерных импульсов. Поэтому лазерная сварка металлов толщиной более 1,0 мм импульсным излучением затруднена.
Правильный диаметр сфокусированного излучения
Диаметр сфокусированного излучения d определяет площадь нагрева и плотность мощности Е. При сварке d изменяют от 0,05 до 1,0 мм путем расфокусировки луча. При этом фокальную плоскость, на которой сфокусированный световой пучок имеет наименьший диаметр, располагают выше или ниже поверхности свариваемых деталей.
Сварной шов при импульсном излучении
Сварной шов при импульсном излучении образуется наложением сварных точек с их взаимным перекрытием на 30…90% в зависимости от типа сварного соединения и требований к нему.
Промышленные сварочные установки с твердотельными лазерами позволяют вести шовную сварку со скоростью до 5 мм/с при частоте импульсов до 20 Гц. Сварку можно вести с присадочным материалом в виде проволоки диаметром менее 1,5 мм, ленты или порошка.
Присадка позволяет увеличить сечение шва, устраняя один из наиболее распространенных дефектов — ослабление шва, а также легировать металл шва. Легирующие элементы при лазерной сварке можно также наносить предварительно на поверхности свариваемых кромок напылением, обмазкой, электроискровым способом и т.п.
Наиболее распространена лазерная сварка импульсным излучением в электронной и электротехнической промышленности, где сваривают угловые, нахлесточные и стыковые соединения тонкостенных деталей. Хорошее качество соединений обеспечивается сваркой лазерным лучом тонких деталей (0,05…0,5 мм) с массивными. Когда свариваемые детали значительно отличаются по толщине, луч смещают на массивную деталь, чем выравнивают температурное поле и достигают равномерного проплавления обеих деталей. Чтобы снизить разницу в условиях нагрева и плавления таких деталей, толщину массивной детали в месте стыка уменьшают, делая на ней бурт, технологическую отбортовку или выточку (рис. 3).
При лазерной сварке нагрев и плавление металла происходят так быстро, что деформация тонкой кромки может не успеть произойти до того, как металл затвердеет. Это позволяет сваривать тонкую деталь с массивной внахлестку. Для этого надо, чтобы при плавлении тонкой кромки и участка массивной детали под ней образовалась общая сварочная ванна. Это можно сделать, производя сварку по кромке отверстия в тонкой детали или по её периметру.
Рис. 3. Сварные соединения деталей разной толщины:
а — по бурту на массивной и отбортовке на тонкой детали; б — тавровое соединение; в — по кромке выточки в массивной детали; г — по отверстию в тонкой детали. Стрелками показано направление лазерного луча
Детали малой толщины можно сваривать также газовыми и твердотельными лазерами непрерывного действия мощностью до 1 кВ-А. Лучше всего формируется шов при стыковом соединении тонких деталей. Однако при сборке таких соединений под лазерную сварку предъявляются более жесткие требования: должен быть обеспечен минимальный и равномерный зазор в стыке и практически полное отсутствие смещения кромок.
Сложнее формируется шов при сварке деталей толщиной более 1,0 мм с глубоким проплавлением. Как только плотность мощности лазерного излучения станет больше критической, скорость нагрева металла значительно превысит скорость отвода теплоты в основной металл за счет теплопроводности. На поверхности жидкого металла под действием реакции образуется углубление. Увеличиваясь, оно образует канал, заполненный паром и окруженный жидким металлом. Давления пара оказывается достаточно для противодействия силам гидростатического давления и поверхностного натяжения, и полость канала не заполняется жидким металлом.
При некоторой скорости сварки форма канала приобретает динамическую устойчивость. На передней его стенке происходит плавление металла, на задней — затвердевание. Наличие канала способствует поглощению лазерного излучения в глубине свариваемого материала, а не только на его поверхности. Формируется так называемое «кинжальное проплавление». При этом образуется узкий шов с большим соотношением глубины проплавления к ширине шва.
Сварочная ванна при лазерной сварке
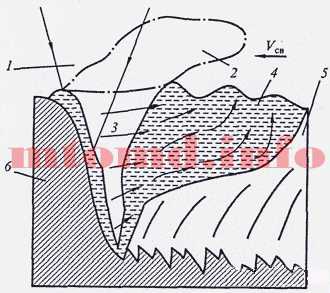
Сварочная ванна (рис. 4) имеет характерную форму, вытянутую в направлении сварки. В головной части ванны расположен канал (кратер) 3. Это область наиболее яркого свечения. На передней стенке канала существует слой расплавленного металла, испытывающий постоянные возмущения. Здесь наблюдается характерное искривление передней стенки в виде ступеньки, которая периодически перемещается по высоте канала.
Удаление расплавленного металла с передней стенки осуществляется при перемещении ступеньки сверху вниз. Перенос расплавленного металла из головной части ванны в хвостовую происходит по боковым стенкам в горизонтальном направлении. В хвостовой части ванны 4 расплавленный металл завихряющимися потоками поднимается вверх и частично выносится на поверхность сварочной ванны. При образовании канала 3 над поверхностью металла появляется светящийся факел 2 из продуктов испарения, частиц конденсированного пара и мелких, выбрасываемых из ванны капель металла.
Рис. 4. Схема сварочной ванны при лазерной сварке:
1 — лазерный луч; 2 — плазменный факел; 3 — парогазовый канал; 4 — хвостовая часть ванны; 5 — металл шва; 6 — свариваемый металл; Vсв — направление сварки
Скорость сварки и проплавляющая способность
При значительной скорости сварки факел отклоняется на 20…600 в сторону, противоположную направлению сварки. Этот факел поглощает часть энергии луча и снижает его проплавляющую способность.
При сварке деталей толщиной более 1,0 мм на проплавляющую способность луча в первую очередь влияет мощность излучения. Поскольку сварка таких деталей ведется при непрерывном излучении, то к основным параметрам режима здесь относится и скорость сварки. При выбранном значении мощности излучения скорость сварки определяют исходя из особенностей формирования шва: минимальное значение скорости ограничено отсутствием кинжального проплавления, а максимальное — ухудшением формирования шва, появлением пор, непроваров. Скорость сварки может достигать 90…110 м/ч.
Фокусировка луча и качество сварных швов
На качество сварных швов влияет фокусировка луча. Для сварки луч фокусируют в пятно диаметром 0,5…1,0 мм. При меньшем диаметре повышенная плотность мощности приводит к перегреву расплавленного металла, усиливает его испарение — появляются дефекты шва. При диаметре более 1,0 мм снижается эффективность процесса сварки. Формирование шва зависит также от положения фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается, если фокус луча будет находиться над поверхностью детали.
Два процесса проплавления металла
Форма сварочной ванны в продольном сечении также отличается от её формы при дуговой сварке (рис. 5). На поверхности фронта кристаллизации имеется выступ, который делит ванну на две характерные части. Нижняя часть значительно заглублена и имеет малую протяженность в поперечном сечении, тогда как верхняя часть более широкая и вытянута вдоль шва.
Отсюда очевидно, что при лазерной сварке имеют место два процесса проплавления металла. Первый процесс связан с образованием канала, как это было показано выше. Именно он обеспечивает эффект глубокого проплавления. Второй процесс — поверхностное плавление за счет теплопроводности свариваемого материала. Преимущественное развитие того или иного процесса зависит от режима сварки и определяет очертания сварочной ванны.
Рис. 5. Продольное сечение сварочной ванны
Для лазерной сварки характерны высокая концентрация энергии, большая скорость по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону из-за высоких скоростей нагрева и охлаждения металла. Эти факторы существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Поэтому можно достичь высокого качества сварных соединений из материалов, плохо свариваемых другими способами сварки. Деформации сваренных деталей существенно (до десяти раз) снижаются, что уменьшает затраты на правку.
При лазерной сварке с глубоким проплавлением металл шва защищают от окисления, подавая через сопло в зону сварки защитный газ. Для этого применяют специальные сопла (рис. 6). При сварке алюминия, титана и других высокоактивных металлов требуется дополнительная защита корня шва. Для защиты используют те же газы, что и при дуговой сварке — чаще это аргон, гелий или их смеси. Защитные газы влияют на эффективность проплавления: чем выше потенциал ионизации и теплопроводность газа, тем она больше. Качественную защиту можно обеспечить при расходе гелия 0,0005…0,0006 м3/с, аргона 0,00015…0,0002 м3/с, смеси, состоящей из 50% аргона и 50% гелия, — 0,00045…0,0005 м3/с. Для защиты зоны лазерной сварки можно использовать флюсы такого же состава, что и при дуговой сварке. Применяют их в виде обмазок, наносимых на свариваемые кромки.
Рис. 6. Схемы защитных сопел:
а — при сварке деталей малой толщины; б — при сварке с глубоким проплавлением; 1 — лазерный луч; 2 — свариваемые детали
Наиболее часто встречающиеся дефекты при лазерной сварке больших толщин — это неравномерность проплавления корня шва и наличие полостей в шве. Для снижения вероятности образования пиков проплавления при сварке с несквозным проплавлением рекомендуют повышать скорость сварки и отклонять лазерный луч от вертикали на 15… 17° по направлению движения. Тогда дефектов можно избежать, и лазерная сварка показывает себя еще более надежным решением на производстве.
Лазерная сварка - технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов посредством нагрева по примыкающим поверхностям.
Источником нагрева металла является излучение лазера. Когда лазерный луч попадает на металл, энергия излучения поглощается, металл нагревается и плавится. В результате такого плавления и последующей кристаллизации возникает прочное сцепление, которое называется сварной шов. Такое сцепление основано на межатомном взаимодействии в металле.
Таким образом, лазерная сварка относится к методам сварки плавлением.
Как и любой технологический процесс лазерная сварка имеет свои преимущества и недостатки. К основным преимуществам лазерной сварки можно отнести: локальность обработки материала, высокая производительность, технологическая гибкость и удобство.
В локальности обработки заключается ключевое преимущество лазерной сварки. Лазерный луч можно сфокусировать в пятно диаметром до 0,1 мм. В таком маленьком пятне может концентрироваться высокая энергия в очень небольшой промежуток времени. Другими словами, при высокой плотности мощности излучения и коротком времени облучения металл нагревается только в зоне лазерного излучения. Это существенно уменьшает объем сварочной ванны (место плавления металла при нагреве), что позволяет делать сварные швы и точки значительно меньше по размеру (ширина шва или диаметр точки), но с большей глубиной проплавления, чем при при помощи других технологий сварки металлов (дуговая и контактная сварка).
Кроме того, небольшой объем сварочной ванны, небольшая ширина шва и относительно большая глубина шва, а также жесткий термический цикл с высокими скоростями нагрева и охлаждения дает возможность при лазерной сварке уменьшить зону термического влияния и, следовательно, снизить деформации деталей в целом и снизить эффект фазовых и структурных превращений в околошовной зоне, приводящих к разупрочнению материала, трещинообразованию и т.п.
Также малый объем сварочной ванны и специфическая для лазерной сварки форма шва улучшают условия кристаллизации расплавленного металла и, следовательно, улучшают прочность сварных соединений.
Таким образом, преимущество лазерной сварки в локальности обработки материала позволяет:
Производительность процесса сварки определяется скоростью его проведения. Лазерная сварка позволяет увеличить скорость сварки в 10-15 раз по сравнению с традиционными методами сварки плавлением (например, дуговая сварка).Так лазерная сварка непрерывным излучением может происходить со скоростями до 10 м/мин. Время получения одной точки при импульсной лазерной сварке может составлять 10-2 - 10-3 с, что на порядок быстрее, чем, например, при контактной сварке.
Технология лазерной сварки обладает гибкостью и удобством применения.
Во-первых, оборудование для лазерной сварки легко поддается автоматизации и роботизации. Лазерную сварку можно осуществлять в различных пространственных положениях. Возможна сварка как с перемещением изделия под лазерным лучом, так и с перемещением лазерного луча (лазерной сварочной головки) над и вокруг неподвижного изделия. Возможность передавать лазерное излучение по световоду (кварцевое волокно, Nd:YAG лазеры, волоконные лазеры) позволяет создавать более компактные сварочные головки, доставлять излучение в труднодоступные места и увеличивать пространство перемещения сварочной головки. В целом лазерное оборудование компактнее оборудования, основанного на традиционных методах сварки.
Во-вторых, для осуществления лазерной сварки не требуется обязательного наличия вакуумных камер или камер с контролируемой атмосферой, необходимых, например, для электронно-лучевой сварки, которая во многом может заменить лазерную сварку. Отсутствие таких камер снимает ограничение на размер свариваемых деталей.
В-третьих, лазерную сварку можно проводить не только в труднодоступных местах, но и через прозрачные среды в замкнутых объемах, что связано со спецификой лазерного излучения.
В-четвертых, лазерное излучение позволяет обрабатывать металлы, которые с трудом поддаются обработке обычными методами сварки. Например, феромагнитные стали с трудом поддаются электронно-лучевой сварке из-за отклонения электронного луча магнитным поле от стыка соединяемых деталей.
В-пятых, можно говорить о чистоте процесса лазерной сварки. Например, отсутствие электрода, близко расположенного к поверхности свариваемых деталей и поверхности сварного шва, исключает попадание в нее инородных материалов, что имеет место при дуговой сварке.
Говоря о недостатках технологии лазерной сварки, можно выделить следующие моменты.
Установка для лазерной сварки - сложный прибор, состоящий из нескольких технических систем (лазер, оптическая система, система перемещения и т.п.). Независимо от уровня развития технологии его цена будет значительно превышать стоимость оборудования, основанного на традиционных методах сварки.
КПД лазерных установок для сварки в силу технических особенностей лазеров редко когда превышает 10 %.
Как говорилось выше, лазер - это сложный прибор, его обслуживание требует высокий уровень технической подготовки персонала.
При написании статьи использовались следующие материалы:
1. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки:
Учеб. пособие для вузов/под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им Н.Э. Баумана, 2006
2. Айхлер Ю., Айхлер Г.И. Лазеры. Исполнение, управление, применение Москва: Техносфера, 2012
Лазерная сварка – это самый современный вариант соединения металлов, который отличается целым рядом технических особенностей. Нагрев и последующее плавление металла осуществляется посредством лазерного луча ОКГ (оптического квантового генератора).
Лазерная сварка имеет свое международное обозначение: LBW (laser beam welding или сварка лазерным лучом).
Аппарат лазерной сварки достаточно простой в применении из-за нескольких причин: высочайшая точность, отсутствие физического контакта и высокая мощность. Основные операции, выполняемые данным способом:
А также целый ряд других полезных возможностей, которые осуществляются на легко деформируемых материалах.
С технической стороны лазерная проработка требуемого металла – это термический процесс, посредством которого происходит местное плавление материалов, а уже потом кристаллизация. После того, как процесс стыка металлов завершен, их кристаллическая решетка полностью соединяется и образует полноценную систему. Источником тепловой энергии для расплава заготовок служит энергия излучения, которая прекрасно взаимодействует с любыми материалами.
Почти сразу после полной проработки технологии произошло разделение на 3 направления, причем в каждом отдельном случае выбирается своя установка для лазерной сварки:
Для первых 2-х вариантов почти всегда в промышленности используются импульсные лазеры, чьи параметры идеально подходят для подобной работы. Вся деятельность четко прорабатывается компьютером, ибо человеческий глаз не способен воспринимать подобную точность.

Чаще всего используется импульсная лазерная сварка нужного металла, ибо такое оборудование позволяет добиться наилучших результатов при точечном воздействии. Принцип ее действия достаточно простой – накапливается большой объем энергии, который в течение короткого промежутка времени воздействует на материал. Благодаря тому, что зона термического воздействия очень маленькая, энергия оказывает именно на нее максимальное воздействие.
Подход лазерной установкой особенно ценится при взаимодействии легко деформируемых металлов, но глубина проплава лазерной установки весьма ограничена. Дабы избежать лишнего засорения окружающего пространства и разрушения металла импульсы не проплавляют его насквозь, а взаимодействие происходит поверхностно. Вовнутрь тепловая энергия проходит лишь благодаря теплопроводности металлов.
Если же нужно сформировать шов, то используется непрерывная лазерная сварка. Установка позволяет работать с макро-сваркой, причем можно даже делать глубокие швы. По своей технологии лазерная сварка имеет некоторые схожести с электродуговым аналогом, но явственно характеризуется образованием СО2 (парогазовый канал). Этот канал позволяет сваривать предметы любой толщины с узкой зоной проплавления.
Именно благодаря тому, что образуется парогазовый канал, установка для сварки лазером с каждым днем набирает популярность. В данном случае пучок энергии поглощается благодаря многочисленным отражениям от стенок. В особых случаях, когда нужно избежать не сплошных каналов, можно расфокусировать луч. Тут следует учитывать, что идет направленное взаимодействие очень высокой мощности (до 4 кВт), поэтому техника безопасности должна соблюдаться максимально.
Вне зависимости от типа выбранного лазера при использовании мощностей до 1 кВт можно не опасаться интенсивных испарений, поэтому такая сварка не дает глубину проплава металла более 1.5 мм. В данном случае установка по своим свойствам напоминает теплопроводностный режим, но с большей глубиной взаимодействия.
Применяя оборудование для лазерной сварки металлов необходимо помнить, что повысить эффективность своей работы можно при помощи газов – аргона и гелия. Они обеспечивают не только защиту, но и повышают качество производимой работы, изменяя свойства плазмы, получаемой при расплаве металла. Попутно идет отвод газов испаренного металла.
При увеличении глубины плавки металлов нужно помнить, что оборудование будет создавать поры в материале, а это значительно снижает итоговое качество. Дабы этого избежать, достаточно не увлекаться использованием газов при сварке металла.
Лазерная сварка имеет следующие достоинства:
Лазерная сварка может быть улучшена еще и путем дополнительного источника нагрева. Чаще всего для такой цели используется электрическая дуга, благодаря чему оборудование ведет себя значительно лучше, и повышается рабочая скорость до четырех раз.
Лазерная установка гораздо надежнее и безопаснее своих собратьев, причем имеет гораздо больший потенциал развития.
Похожие статьиРекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Отработана технология лазерной сварки малых и средних (5—10 мм) толщин. Однако широкое применение лазерной сварки в ряде случаев сдерживается соображениями экономического характера. Стоимость технологических лазеров пока еще достаточно высока, что требует тщательного анализа возможностей применения лазерной сварки. Перспектива для лазерной сварки появляется тогда, когда применение традиционных способов сварки сопряжено с трудностями.
Лазерную сварку следует рекомендовать при необходимости получения прецизионной конструкции, форма и размеры которой практически не должны изменяться в результате сварки; возможности значительного упрощения технологии изготовления сварных конструкций за счет выполнения сварки в виде заключительного процесса без последующих операций правки либо механической обработки для достижения требуемой точности; необходимости существенного увеличения производительности, так как процесс лазерной сварки может осуществляться на скоростях 100—200 м/ч и более, что в несколько раз превышает скорость наиболее распространенного традиционного способа дуговой сварки; производстве крупногабаритных конструкций малой жесткости с труднодоступными швами. При этом в отличие от электронно-лучевой сварки не требуются вакуумные камеры; соединении трудносвариваемых материалов, в том числе разнородных.
Лазерное излучение рекомендуется к использованию для изготовления конструкций с учетом технологических особенностей лазерной сварки основных конструкционных материалов.
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку. Необходимая точность сборки достигается подготовкой свариваемых кромок на металлорежущих станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом.
Зачищать свариваемые поверхности следует щетками из нержавеющей стали на участке не менее 10—15 мм как выше, так и ниже свариваемых кромок. Зачищаются также торцевые поверхности, прилегающие к свариваемым участкам. После зачистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тщательной подгонки кромок по всей длине шва с минимальным зазором и перекосом кромок. При толщине свариваемого материала >1,0 мм зазор не должен превышать 5—7% толщины (не более 0,2—0,3 мм). Смещение одной кромки относительно другой по высоте не должно превышать 20—25 % от толщины свариваемых деталей (не более 0,5 мм).
При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера.
Предпочтительное соединение — стыковое. Нахлесточные и замковые соединения углеродистых сталей не рекомендуются из-за высокой чувствительности к концентраторам напряжений.
Защищать поверхности шва от окисления следует гелием или смесью гелия с аргоном в соотношении 2:1, а также аргона с углекислым газом при соотношении 3:1, подаваемыми через специальное сопло. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва.
Характерные режимы непрерывной лазерной сварки некоторых сталей обеспечивают сочетание качественного формирования шва, высокой технологической прочности и высоких механических свойств сварного соединения (табл. 6.1).
Как следует из табл. 6.1, оптимальные режимы сварки сталей обеспечиваются сравнительно высокими (80—120 м/ч) скоростями сварки. При этом мощность лазерного излучения может быть ориентировочно подобрана из условия 1 кВт на 1 мм толщины свариваемой детали.
Представленные в табл. 6.1 режимы даны для стыковых сварных соединений, но в первом приближении их можно использовать и для угловых, тавровых, прорезных и других видов соединений.
Сварка алюминиевых и магниевых сплавов характеризуется рядом особенностей, связанных с взаимодействием расплавленного металла с газами окружающей среды, испарением легирующих элементов, образованием оксидной пленки на поверхности панны, затрудняющей качественное проведение сварочного процесса. Основные трудности сварки алюминия и его сплавов в большинстве своем устраняются применением концентрированных источников энергии, к которым относятся лазерный и электронный луч.
Под лазерную сварку соединяемые поверхности подготавливают также тщательно, как и под дуговую, включая механическую обработку, травление с последующим осветлением, промывку в горячей воде и зачистку шабером непосредственно перед сваркой.
Лазерную сварку осуществляют в среде защитных газов. Обычно рекомендуется использовать гелий для защиты верхней части сварочной ванны, а для корневой части шва может быть использован аргон. Расход гелия должен быть не менее 7—8 л/мин, а аргона 5—6 л/мин.
При лазерной сварке алюминиевых, сплавов (табл. 6.2) наблюдается характерная особенность расплавления металла лишь при определенном уровне мощности и плотности мощности. Например, для сплава АМг6 пороговая мощность излучения СО2 составляет 2—2,2 кВт. При этом сразу достигается глубина проплавления 1,5—2,0 мм, а при меньших значениях мощности проплавление полностью отсутствует. Это обстоятельство связано с высоким коэффициентом отражения алюминиевой поверхностью и последующим резким снижением отражения после начала плавления.
Прочность сварных соединений толщиной 2,0 и 3,0 мм составляет не менее 0,9 от прочности основного металла при сварке без присадочной проволоки (табл. 6.3). Разрушаются соединения преимущественно по шву.
Примечание. Материал толщиной 4.0 мм нагартован.
Сварные швы магниевых сплавов, выполненные лучом лазера, хорошо формируются, не образуя провисания при сварке на весу. Это позволяет в отличие от дуговой сварки осуществлять лазерную сварку без применения подкладок, что существенно упрощает технологию изготовления, особенно крупногабаритных конструкций.
Механические свойства сварных соединений, выполненных лазерным излучением с оптимальными параметрами режимов (табл. 6.4) находятся на уровне соответствующих свойств основного металла.
Основными трудностями сварки титановых сплавов являются высокая химическая активность металла при повышенных температурах и особенно в расплавленном состоянии, склонность к росту зерна при нагреве до 330—350 °С и выше, а также повышенная склонность к образованию холодных трещин при повышении содержания в шве и околошовной зоне примесей газов, в особенности водорода. Перечисленные трудности устраняются при сварке с минимальными значениями погонной энергии, обеспечиваемыми такими высококонцентрированными источниками энергии, как лазерный и электронный лучи.
Необходима тщательная подготовка кромок под сварку, включая механическую обработку или дробеструйную, пескоструйную с последующим химическим травлением, осветлением и промывкой.
Существенно влияет на свойства сварных соединений качество защиты поверхности, корня шва, остывающих участков шва и околошовной зоны до 400—500 °С. Для защиты поверхности шва и плазмоподавления в зоне лазерного воздействия используется гелий высокой чистоты с ориентировочным расходом 10—12 л/мин. Для защиты остывающей поверхности шва и корня можно применять аргон повышенной чистоты с ориентировочным расходом для корня шва 4—5 л/мин и для поверхности шва 15—18 л/мин.
Режимы лазерной сварки выбираются из условий обеспечения качественного формирования, необходимой геометрии шва, предотвращения образования холодных трещин и создания наиболее благоприятных структур в шве и околошовной зоне (табл. 6.5).
Повышенные механические свойства сварных соединений, выполненных лазерной сваркой (табл. 6.6), связаны с высокой скоростью процесса и соответственно с высокими скоростями охлаждения металла шва и околошовной зоны, составляющими в полиморфной области 400—600 °С/с по сравнению с 20—25°С/с при дуговой сварке. Это приводит к повышению дисперсности металла шва в три-четыре раза, а также значительному измельчению зерна в околошовной зоне.
* Зона термического влияния.
Источник публикации: autowelding.ru - Волченко В.Н. "Сварка и свариваемые материалы, том 2"
См. также:
Лазерная сварка – способ сварки плавлением, при которых металл нагревают излучением лазера.
Лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазера-излучателя. Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел на более низкие энергетические уровни.
Основными параметрами режимов лазерной обработки являются мощность излучения, диаметр пятна фокусировки, скорость перемещения обрабатываемого материала относительно луча.
Преимуществом лазерной сварки является быстрый точечный нагрев металла до плавления. Интенсивный сосредоточенный нагрев обуславливает и чрезвычайно большую скорость охлаждения после прекращения воздействия луча. Это позволяет свести к минимуму ширину околошовной зоны, сварочные напряжения и деформации.
Механизм процессов при лазерной сварке схож с электронно-лучевой сваркой, но не обязательно вакуумировать изделие.
Лазером сваривают преимущественно толщины до 1 мм, так как коэффициент полезного действия преобразования энергии в лазерное излучение довольно низкий.
Основные элементы лазера — это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры.
В твердотельных лазерах (рисунок 1) в качестве активной среды чаще всего применяют стержни из розового рубина — окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05 %). При облучении ионы хрома переходят в другое энергетическое состояние -возбуждаются и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс. Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
1 — рубиновый стержень; 2 — генератор накачки; 3 — отражатель; 4 — непрозрачное зеркало; 5 — охлаждающая среда; 6 — источник питания; 7 — полупрозрачное зеркало; 8 — световой луч; 9 — фокусирующая линза; 10 — обрабатываемые детали
При работе в импульсном режиме существенный недостаток твердотельного лазера — низкий КПД (0,01…2,0 %). Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме, например твердотельный лазер на алюмоит-триевом гранате, активированном атомами неодима (приблизительно 1 %). Еще более высокий КПД и мощность у газовых лазеров. В качестве активной среды в них применяют чаще всего СО2 или смесь газов, генераторами накачки могут служить искровые разрядники или электронный луч.
Типичная конструкция газового лазера — это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рисунок 2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
1 — разрядная трубка; 2 — непрозрачное зеркало; 3 — источник питания; 4 — вакуумный насос; 5 — полупрозрачное зеркало
Сварочная ванна (рисунок 3) имеет характерную форму, вытянутую в направлении сварки. В головной части ванны расположен канал (кратер) 3. Это область наиболее яркого свечения. На передней стенке канала существует слой расплавленного металла, испытывающий постоянные возмущения. Здесь наблюдается характерное искривление передней стенки в виде ступеньки, которая периодически перемещается по высоте канала. Удаление расплавленного металла с передней стенки осуществляется при перемещении ступеньки сверху вниз. Перенос расплавленного металла из головной части ванны в хвостовую происходит по боковым стенкам в горизонтальном направлении. В хвостовой части ванны 4 расплавленный металл завихряющимися потоками поднимается вверх и частично выносится на поверхность сварочной ванны. При образовании канала 3 над поверхностью металла появляется светящийся факел 2, состоящий из продуктов испарения, мелких выбрасываемых из ванны капель металла и из частиц конденсированного пара.
1 — лазерный луч; 2 — плазменный факел; 3 — парогазовый канал; 4 — хвостовая часть ванны; 5 — металл шва; 6 - свариваемый металл; Vсв — направление сварки
Широкое применение лазерной сварки сдерживается экономическими соображениями. Стоимость технологических лазеров пока еще высока, что требует тщательного выбора области применения лазерной сварки. Однако, если применение традиционных способов не дает желаемых результатов либо технически неосуществимо, можно рекомендовать лазерную сварку. К таким случаям относится необходимость получения прецизионной (высокоточной) конструкции, форма и размеры которой не должны меняться в результате сварки. Лазерная сварка целесообразна, когда она позволяет значительно упростить технологию изготовления сварных изделий, выполняя сварку как заключительную операцию, без последующей правки или механической обработки. Экономически эффективна лазерная сварка, когда необходимо существенно повысить производительность, поскольку скорость ее может быть в несколько раз больше, чем у традиционных способов.
При изготовлении крупногабаритных конструкций малой жесткости или с труднодоступными швами, а также при необходимости соединения трудно свариваемых, в том числе разнородных материалов, лазерная сварка может оказаться единственным процессом, обеспечивающим качественные сварные соединения.
— лазерный луч; 2 — плазменный факел; 3 — парогазовый канал; 4 — хвостовая часть ванны; 5 — металл шва; 6 - свариваемый металл; Vсв — направление сварки
Проведение сварочных работ лазерными установками, применяется уже давно.
Лазерная сварка – это, как принято понимать, характеризующийся высокотехнологичностью метод создания сварных соединений. Для использования метода лазерной сварки не требуется применения особой вакуумной камеры, что, безусловно, очень удобно.
Сварка будущего
Современное сварочное оборудование генерирует лазерный луч, обеспечивающий достаточно высокую концентрацию энергии. Она обеспечивается за счет возможности сфокусировать весь потенциал в одной точке, диаметр которой составляет всего несколько сантиметров.
Осуществляется лазерная сварка при помощи соответствующего аппарата. Для выбора нужно учитывать, что есть две разновидности, имеющие определенные отличительные особенности.
Твердотельная ручная лазерная установка работает по следующей схеме: через стержень из стекла (он представляет собой твердотельный активный элемент) происходит излучение лазера. Это сопровождается включением рубина, алюмоиттриевого граната, неодима. Сам стержень в конструкции аппарата расположен в камере, которая освещена лампой накачки. Лампа обеспечивает создание мощных и равномерных световых вспышек.
Активные стержни имеют в торцах зеркала: частично прозрачное и отражающее. Рекомендуем изучить соответствующие видео для полного понимания.
Выбирать твердотельный аппарат лазерной сварки нужно при необходимости в сваривании мелких деталей, имеющих относительно небольшую толщину. К примеру, отлично подходит такой аппарат для сварки элементов различных электронных устройств и приборов: для тонких проволочных выводов из тантала, нихрома и золота.
Современные устройства дают возможность проведения сварки элементов, выполненных из фольги, а также позволяют создавать швы (герметичные) катодов кинескопа, который входит в оснащение практически всех телевизоров.

Твердотельная ручная лазерная установка
Газовая лазерная установка – это более мощное устройство. Такой прибор предполагает использование высоковольтных источников тока (режим либо импульсный, либо непрерывный). Эти источники возбуждают активную рабочую среду – газовую смесь (на видео хорошо заметен принцип работы).
Ручная установка данного вида отличается:
Установка с газовой прокачкой поперечного типа является компактным, но достаточно мощным аппаратом, который успешно применяется в целях сварки металлов толщиной до 20 мм (существующие видео подтверждают это).
Наиболее мощное газовое оборудование – это газодинамические устройства. В них активной средой являются горячие газы, температура которых достигает 3000 К.
Ключевое преимущество лазерной сварки – ее разнообразие. Это позволяет подбирать оптимальное оборудование для любого вида материалов и для любого характера работ.
Так, ручная твердотельная установка позволяет точно дозировать энергию. Это гарантирует высокое качество сварочных работ в отношении хрупких и мелких деталей и элементов. Примечательно, что прочность полученного в таком случае соединения будет превосходить все традиционные виды сваривания.
Газовый аппарат лазерной сварки позволяет обеспечить больший уровень глубины, на которую изделие проплавляется. При этом образуется малый по ширине шов, а это значительно уменьшает зону воздействия высоких температур. Соответственно, газовая лазерная сварка – это отличный вариант для того, чтобы сократить термическое воздействие на изделие и, как результат, снизить возможные напряжения при сварке и деформацию.
При сопоставлении лазерной сварки с традиционными разновидностями очевидным становится и следующее ее преимущество: проведение лазерной сварки возможно и при расположении аппарата на значительном расстоянии непосредственно от сварочных точек. Это выгодно с точки зрения цены установки, к тому же в ряде случаев представляет собой единственный способ заваривания шва в труднодоступном месте. К примеру, лазерные аппараты позволяют заваривать трубы на дне водоемов. Для этого по трубопроводу запускается подвижная тележка, имеющая вращающиеся зеркала. Само же лазерное сварочное оборудование устанавливается около входного отверстия, откуда и направляет луч в сторону тележки (просмотрите видео с подобными работами).
Очень важно, чтобы сварка сопровождалась надлежащим уровнем безопасности. Для этого следует:
Такова специфика лазерной сварки. Правильный выбор аппарата позволит добиться результата действительно высокого качества.
При чистой лазерной сварке присадочный металл не используется. Ключевой особенностью такой сварки при соединении стали является то, что сварной шов имеет как можно больше свойств материала по сравнению с основным металлом. В некоторых случаях к лазерной сварке можно добавить присадочную проволоку - холодную или с индуктивным нагревом - для уменьшения тепловых эффектов в ванне расплавленного металла. Другой распространенный метод - это гибридная сварка, в которой сочетаются процессы лазерной сварки и сварки MAG.При гибридной сварке мы имеем дело с большей линейной энергией, чем при традиционной лазерной сварке, но все же намного ниже, чем при традиционной сварке MAG. Гибридная сварка обеспечивает более высокие скорости сварки и подходит для более толстых материалов.
Процесс лазерной сварки почти всегда используется в крупномасштабных системах автоматизации со скоростью сварки 1-5 м / мин. Традиционный CO2-лазер все еще используется, в основном на линиях сварки листового металла большего размера, но волоконный лазер становится все более распространенным на новых линиях, что является единственным вариантом для современных передовых автоматизированных линий 3D-сварки.Лазерная сварка и гибридная лазерная сварка являются стандартными методами в автомобильной, судостроительной и железнодорожной отраслях, хотя их использование в сельском хозяйстве, производстве самосвалов и контейнеров также растет.
TB, штампованные с помощью лазерной сварки, используются в каждом автомобиле, изготовленном в течение многих лет, из стали различной толщины и марки, в конструктивных элементах, таких как каркасы, предохранительные детали, стержни и т. Д.
Лазерная сварка - это метод с низкой линейной энергией и узкое полное проплавление сварного шва, что обеспечивает эстетичный конечный результат.Когда соединяются большие и тонкие листы, лазерная сварка часто является единственным методом сварки, позволяющим избежать термической деформации конечного продукта. Лазерная сварка - лучший метод сварки, позволяющий свести к минимуму потерю таких свойств основного материала, как твердость и прочность.
.Для соединения материалов с помощью лазерного излучения их необходимо нагревать за счет поглощения излучения. На рис. 1а показано, как это происходит.
Проще говоря, когда поток фотонов излучения попадает на поверхность материала, он частично или полностью проникает в глубину, в результате чего их энергия поглощается кристаллической решеткой.Это заставляет его вибрировать, заставляя тепловую волну распространяться дальше. Повторные удары фотонных струй усиливают этот эффект. Следовательно, это приводит к ослаблению связей в кристаллической решетке и плавлению материала.
Стоит отметить, что даже в случае таких материалов, как сталь, т.е. легко поглощающее лазерное излучение, в начале экспонирования оно больше отражается, чем поглощается (рис. 1б). Однако с повышением температуры поверхности степень поглощения увеличивается.Это заставляет его сильнее нагреваться, что еще больше увеличивает поглощение. Быстрый прогресс этого процесса плавит материал.
Преимущества лазерной сваркиЛазерная сварка имеет много преимуществ. К наиболее важным из них относятся: высокая точность и высокая скорость сварки, плохой нагрев свариваемых материалов, из-за чего они слегка повреждаются и быстро остывают, возможность соединения материалов другими способами, которые трудно соединить, и чистота сварной шов. С другой стороны, лазерная сварка требует высокой точности и мер безопасности. Последние необходимы в связи с тем, что лазерное излучение представляет серьезную угрозу, особенно для глаз - защитные очки должны быть обязательным оборудованием для станции лазерной сварки. |
На протяжении многих лет специалисты сварочной отрасли не жаловались на недостаток работы, и были востребованы настоящие профессионалы. И хотя технологии сильно меняются, на рынке по-прежнему существует большой спрос, в основном на квалифицированный персонал.Сварщики востребованы в различных отраслях промышленности и работают на малых и крупных предприятиях, а техника и качество выполняемых работ подтверждают профессионализм. данного специалиста.Наряду с развитием технологий все больше и больше компаний вкладывают средства в современное оборудование для лазерной сварки.
1. Преимущества аппаратов лазерной сварки
2. Безопасные решения
3. Использование аппаратов лазерной сварки
4. Эффективные технологии
Преимущества аппаратов для лазерной сварки
Современный лазерный сварочный аппарат (https://centrummaszyncnc.pl/maszyny/spawarki-laserowe) - это устройство, которое является вложением в безопасность и эффективность работы. Он позволяет идеально оптимизировать ряд различных действий и, следовательно, является многофункциональным.Этот тип устройства позволяет создавать плавные и надежные соединения, которые отлично подходят для самых разных приложений. В этом контексте лазерные сварочные аппараты просто используют мощную мощность, способную обеспечить гораздо более глубокое проплавление, чем в случае с устройствами, использующими более старые технологии, например, сварочные аппараты электродов. Кроме того, сам лазер создает сварной шов, и для этого не требуется традиционное связующее. А это настоящая экономия в повседневной работе.
Безопасные решения
Аппарат для лазерной сварки, например, Fanuci, также является устройством, которое лучше защищает самого рабочего и его зрение.Это связано с тем, что сама конструкция машины и специфика ее эксплуатации означает, что специалист исключен из некоторых видов деятельности. Сварочный аппарат Fanuci (https://centrummaszyncnc.pl/maszyny/spawarki-laserowe) использует в своей работе сварочный газ. Именно он во время профессиональной деятельности проникает в обрабатываемый материал и создает так называемое плазменное облако. Он поглощает и отклоняет лазерный луч. Поэтому для безопасного горения необходима смесь гелия и аргона, уменьшающая зону воздействия плазмы.
Применение аппаратов лазерной сварки
Профессиональные лазерные сварочные аппараты используются множеством компаний. Прежде всего, возможности, предлагаемые этими устройствами, достигаются в электронике, кейтеринге, авиации, медицине, космосе и даже в ювелирном секторе. Сварщик создает луч когерентного света и, таким образом, дает возможность плавить точки контакта металлов или материала пропорционально толщине самого материала. Благодаря этому инструменты такого типа могут быть легко использованы в электронике, где необходимо сваривать мелкие элементы точечным методом.
Эффективная техника
Передовая технология лазерной сварки - это инвестиции в безопасность и максимальное использование оборудования для различных видов деятельности. Кроме того, он также отличается высокой надежностью и лучше всего подходит для крупномасштабного, автоматизированного или роботизированного производства. Высококонцентрированный луч света с высокой энергией и плотностью идеально подходит для плавления области контакта соединяемых элементов с помощью тепла. Кроме того, одномодульный источник оптоволокна гарантирует постоянную, стабильную мощность и качество луча.Конечно, сам диапазон мощности лазера регулируется и может быть точно отрегулирован в зависимости от качества и толщины материала, его специфики и желаемого эффекта.
Все больше и больше компаний выбирают лазеры для промышленной сварки. Они проще в использовании и более эффективны, чем традиционные устройства, которые использовались ранее. Кроме того, лазерная техника более гибкая, экономичная и безопасная, а также хорошо работает даже на деликатных поверхностях. Таким образом можно соединять материалы различных типов, форм и толщины, а сами сварные швы получаются прочными и практически незаметными.
Захват в машине вращается с элементом, предварительно сформированным в прессе для зажимного устройства, берет подготовленную крышку из магазинов, и лазерный луч соединяет две части вместе. В то же время лазер на соседней станции вырезает серию сегментов листового металла, захват помещает эти сегменты один за другим в ранее сваренный элемент.После нескольких десятков повторных операций резки, транспортировки и сварки манипулятор помещает комплект готовых листов на разгрузочную ленту, в то время как в другом месте процесс уже начался снова. Сотрудник проверяет только магазины и загрузку и разгрузку элементов, а FLC 1002 постоянно выполняет подготовленную программу. Беглый взгляд на контрольный монитор подтверждает: производство продолжается, производительность до четырех частей в минуту 😀❗️📈
#FLC 1002 - это лазерная ячейка, которая может выполнять лазерную резку и сварочные процессы (за один зажим = процесс CutFusion).Транспорт между отдельными этапами работы осуществляется с помощью внутренней системы автоматизации (транспортные оси, манипуляторы). Любое желаемое положение компонента позиционируется лазером во взаимодействии между оптическими системами, зажимными устройствами и осями автоматизации.

Резка и сварка деталей автомобилей на одном станке, все с помощью лазера
Настоящее преимущество этого типа системы состоит в том, что все детали могут быть полностью обработаны за один зажим, поскольку FLC 1002 сконструирован для выполнения операций резки и позиционной сварки.Результат - максимальная точность и воспроизводимость. Целью нововведений является улучшение производственных процессов (сокращение времени транспортировки за счет объединения рабочих последовательностей), повышение качества элементов и заметная экономия средств благодаря использованию лазерных технологий.

Лазерная резка и сварка
Зажимные устройства и программирование согласованы с соответствующими компонентами. В сотрудничестве с клиентом мы настраиваем отдельные сменные устройства и составляем программы обработки.В производстве задача заказчика - провести точную настройку после установки устройств и запуска программы. После этого можно начинать производство. С FLC 1002 также возможны другие устройства и клиентские программы.
Если вас интересует это решение и вы хотите узнать больше, вот ссылка на PRODUCT CARD Более подробную информацию вы можете получить у нашего специалиста в этой области по телефону: +48 606 200 267 - Пшемыслав.Скоро поговорим!
Поделиться: 16.02.19 .
Сварка - это процесс, с помощью которого можно прочно соединять различные металлические элементы вместе. Специалисты по сварке применяют лазерную сварку и электросварку. Для обоих типов используются различные устройства, например Kuka KR 30-3 или Panasonic VR-006L. У лазерной сварки есть несколько преимуществ, но есть и незначительные недостатки.
Специалисты в области металлообработки, помимо прочего, предлагают сварку.Есть два основных типа сварки. К ним относятся лазерная сварка и электросварка. Лазерная сварка - это процесс, во время которого контактная площадка соединяемых элементов плавится под воздействием тепла, полученного в результате попадания в эту точку концентрированного луча света.
Система лазерной сварки, используемая Lasart, основана на работе шестиосевого робота Kuka KR 30-3. Эта система характеризуется точностью позиционирования 0,1 мм.Робот оснащен YAG-лазером мощностью 2000 Вт. Вся система оснащена двухкоординатным поворотным столом, который используется в качестве внешних осей робота. Робот Kuka KR 30-3 позволяет выполнять лазерную сварку конструкционной стали, нержавеющей стали и алюминиевого сплава . Максимальная толщина сваренного лазерной сваркой листовой конструкционной стали составляет 3 мм, нержавеющей стали 2 мм и алюминиевого сплава также 2 мм.
Электросварка осуществляется на полуавтоматах, защищающих смеси аргона или углекислого газа.Этот вид сварки выполняется с использованием дополнительного материала - сварного шва, который плавится легче, чем соединяемый материал. Это также позволяет сваривать большие зазоры между компонентами. Другой аппарат предназначен для электросварки листов любой толщины. Одним из таких устройств является Panasonic VR-006L.
Лазерная сварка позволяет соединять практически все типы металлов и их сплавов.Этот вид сварки идеально подходит для соединения большого количества мелких элементов небольшой толщины. Одним из преимуществ лазерной сварки является низкотемпературное воздействие на соединяемые элементы , благодаря чему сварные конструкции не деформируются. Низкая температура сварки также положительно влияет на скорость охлаждения точки сварки.
Еще одним преимуществом данного вида сварки является высокая точность выполняемого процесса. Кроме того, лазерная сварка обеспечивает скорость всего процесса, и благодаря этой сварке можно соединять трудно свариваемые детали.
Недостатком лазерной сварки является то, что невозможно добиться одинакового качества в нескольких швах. Кроме того, лицо, выполняющее такую сварку, должно быть предельно точным и обладать определенными навыками в этой области.
.
Чтобы оптимизировать лазерную резку и сварку, важно адаптировать конструкцию детали к требованиям лазерной резки и сварки, то есть придать конструкции форму, подходящую для лазерных применений.
При производстве контейнеров процесс лазерной сварки имеет особые преимущества по сравнению с традиционной сваркой MAG.
Стыковая сварка позволяет избежать нахлеста материала, что необходимо для сварки МАГ. Кроме того, стыковая сварка корпуса резервуара упрощает процесс сварки днищ: днища / крышки. Полностью устранены трудности при сварке в области двойной толщины стенки.
Низкая степень термической деформации положительно влияет на формуемость и дальнейшую обработку свариваемых деталей. Здесь лазер показывает свое преимущество (помимо гораздо более высокой скорости сварки). Из-за гораздо меньшей зоны термического влияния и гораздо более узкого сварного шва в компонент проникает гораздо меньше тепла.Меньшее проникновение тепла означает меньшую тепловую деформацию и, следовательно, меньшее и более благоприятное распределение напряжений в сварном шве.
Еще одно преимущество лазерной сварки - меньшее разбрызгивание при сварке. Это приводит к лучшему качеству и привлекательному внешнему виду сварного шва. Из-за меньшей фокусной точки лазера по сравнению с MIG / MAG сварной шов намного уже. Конечно, все текущие функции онлайн-контроля качества и процессов могут быть интегрированы.
И, наконец, что не менее важно, можно значительно снизить расход материала для футеровки внутренней части резервуара, поскольку отсутствуют кромки листового металла, как в случае сварки внахлест.Это дает дополнительную экономию, которую может предложить только лазерная стыковая сварка.
Преимущества лазерной сварки напорных и водяных резервуаров:
 |
Комплексное решение от одного поставщика
Weil Technology предлагает комплексные пакеты для производства резервуаров для полуавтоматического и полностью автоматического производства в непрерывной технологической цепочке от пакета листов до готового изделия, сваренного с помощью лазерной сварки.Эти линии могут работать с производственной мощностью от 1000 до 1600 элементов в смену. В настоящее время мы можем предложить изготовление резервуаров с диаметром рубашки от 120 до 600 мм, длиной рубашки до 2000 мм и толщиной листа 2,5 мм.
Мы рекомендуем: Профиль компании Ventor на портале Staleo.pl
Источник: Ventor
Добавлено 15 авг.2018 г.
СВЯЗАННЫЙ
Дни сварки 2021 в KUKA Посетите штаб-квартиру KUKA 21-23 сентября 2021 г., чтобы познакомиться с KUKA.Sim 4.0 WeldingAd ... .Лазерная сварка заключается в сплавлении области контакта соединяемых элементов с теплом, полученным в результате подачи концентрированного луча когерентного света в эту область (мы говорим, что два луча когерентны - когерентны, если они имеют одинаковую длину волны ( монохроматический свет), амплитуда, постоянная во времени разность фаз и одна и та же плоскость поляризации, благодаря чему в результате интерференции они дают постоянные области усиления и ослабления в виде интерференционных полос), с очень высокой плотностью мощности .
Сварка может выполняться в ванне, как при обычной дуговой сварке, или методом полного плавления, за один проход или в несколько слоев, с присадочным материалом или без него. Очень высокая плотность мощности лазерного луча гарантирует, что энергия сварочной линии находится на уровне минимальных энергий, необходимых для плавления соединения, а зона термического влияния и зона сплавления очень узкие. При этом деформация стыков настолько мала, что свариваемые детали можно чистить, и после сварки не требуется дополнительной механической обработки.
В связи с тем, что сварной шов подвержен загрязнению и требуется использование защитных газов, для сварки используются как CO2-лазеры, так и волоконный лазеры. Принцип процесса сварки заключается в локальном нагреве материала путем фокусировки луча. При испарении образуется капилляр или сетка, диаметр которой в 1,5–2 раза превышает диаметр фокальной точки. Закрытию капилляра препятствует давление пара. Для лазерной сварки чаще всего используются следующие газы: Ar, N2, CO2 или He, которые поддерживают этот процесс, благодаря чему может быть достигнута глубина сварного шва до 25 мм, и в то же время они служат для защиты плавиться против эффектов окисления.
Подготовка свариваемых деталей - очень важное условие для получения правильного сварного шва. При стыковой сварке зазор между соединяемыми элементами не должен превышать 0,1 мм, а при сварке проволокой - 0,3 мм (для твердотельных лазеров - волоконно-оптические).