Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
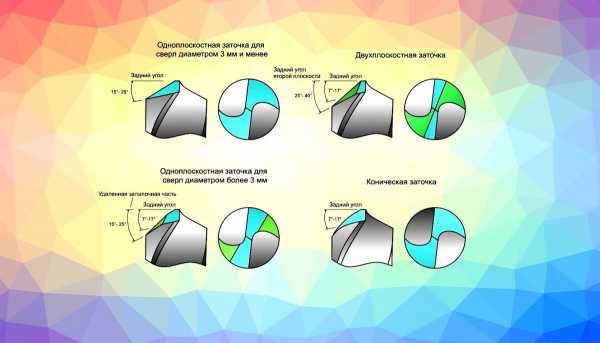
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НПТакая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛВ данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДПЭто двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛЭто аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
Отдельными параметрами можно считать спиральный и задний углы:
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе "как правильно заточить сверло по металлу" является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
Вспомогательные средства.
Определение типа материала сверла:
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
Процесс затачивания сверл устроен следующим образом:
Процесс затачивания проводится в несколько этапов.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
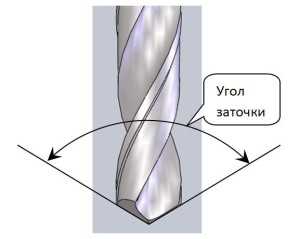
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
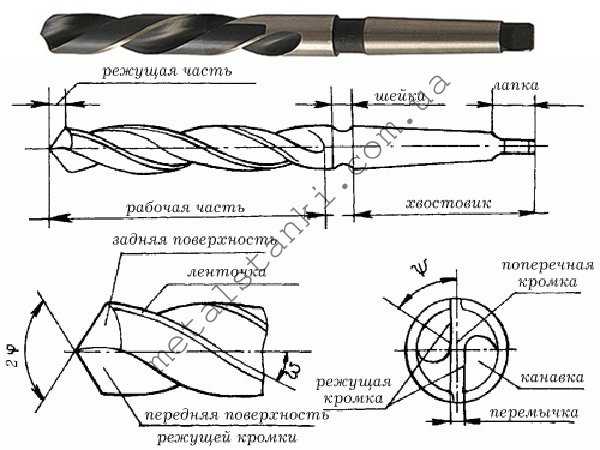
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
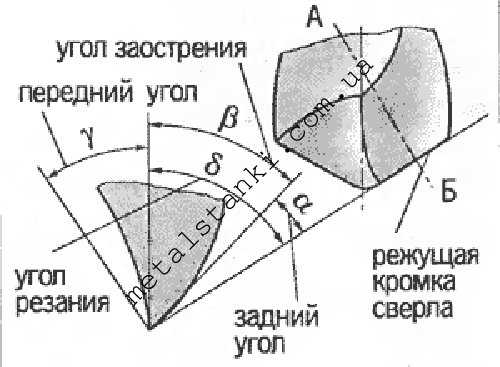
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
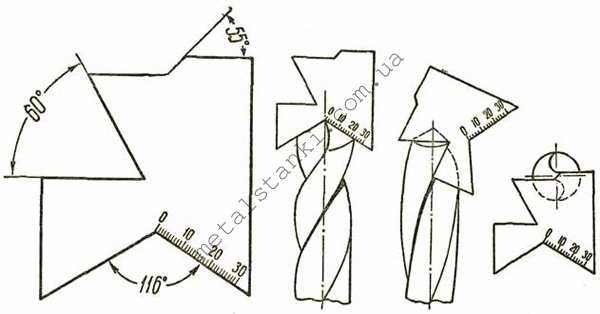
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Довольно часто, пытаясь просверлить отверстие в любой металлической (и не только в металлической) детали, мы вдруг обнаруживаем, что сверло буксует на месте, дымится и не углубляется внутрь. Это признак того, что инструмент затупился. В условиях промышленного производства или дома при наличии достаточной суммы в бюджете инструмент просто выбрасывают и берут новый.
А если подойти к вопросу более рационально, как говорится, по-хозяйски? Можно ли восстановить сверло, подарив ему тем самым «вторую жизнь»? Разумеется, если все учесть и сделать правильно. Как вы уже догадались, в статье ниже речь пойдет о заточке сверл по металлу.
Сразу скажем, что данная операция требует определенной последовательности действий, серьезного практического навыка, хорошего глазомера и определенных теоретических знаний. Начнем с последних.
Правильность заточки
Суть теории сводится к пониманию того, что:
Наиболее удобно выполнять работу на электроточиле, оборудованном подставкой в виде карниза под обрабатываемую деталь и оснащенном плоским точильным камнем правильной формы, то есть с параллельными боковыми сторонами и плоской торцевой частью с углом 90 градусов относительно боковин. Именно торцевая часть камня используется в работе.

Вариант заточки для домашнего пользования
Далее необходимо помнить, что прижимать инструмент к камню нужно с определенным усилием (как правило, с небольшим), иначе металл перегреется и станет хрупким, что приведет к откалыванию его частиц в момент эксплуатации делали, а учитывая скорость вращения при сверлении, это крайне опасно.
Визуально определить перегрев очень просто: перекаленный металл синеет и затем сохраняет этот цвет. Если допущен такой дефект, но его размеры незначительны, инструмент можно дополнительно проточить, тем самым удалив повреждение.
Следующий параметр — угол заточки сверла по металлу и здесь нам поможет таблица.
| Обрабатываемый металл | Угол заточки режущих сторон, градусы |
|---|---|
| Бронза, чугун, сталь | 116 – 118 |
| Латунь, медь | 120 – 130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевый сплав | 90 |
| Силумин | 90 – 100 |
На практике в домашних условиях при обработке большинства материалов достаточно величины 120 градусов. Что это значит? Это значит, что угол каждой режущей поверхности относительно продольной оси сверла должен составлять 60 градусов, а 60х2=120, что наглядно видно на рисунке.
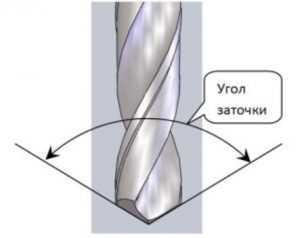
Какой должен быть угол заточки
С непривычки соблюсти это параметр довольно трудно, поэтому стоит изготовить дополнительную оснастку в виде шаблонов. В качестве материалов подойдут жесть, твердый пластик или даже фанера. Первый шаблон с углом 120о поможет определить правильность заточки, с помощью второго следует на подставке точила под обрабатываемые детали нанести полосу под углом 60о к переднему торцу камня.
Сделать это можно, к примеру, обычным маркером. Также важно соблюдать симметричность режущих сторон, то есть длина от центра до кромок сверла должна быть одинаковой. Измерить ее можно с помощью штангель-циркуля.
Перед тем, как приступить к работе, скажем о необходимых мерах безопасности:

Показан процесс заточки
Теперь приступаем к заточке. Специалисты рекомендуют отработать навыки на неподвижном камне в зафиксированном положении, используя окончательно испорченное сверло. Так проще почувствовать необходимую силу нажима, отработать угол наклона и правильные движения, а в случае неудачи деталь не жалко выбросить. Если не получилось с первого раза – не огорчайтесь, спокойно повторите операцию.
Как говорится, практика — дело наживное. Угол мы уже упоминали. Соблюдая его, подводим рабочую кромку детали к торцевой части камня строго параллельно, затем прижимаем и двигаем инструмент немного вверх, после чего отводим его от камня, проворачиваем вокруг своей оси на пол-оборота и повторяем операцию.
Вы спросите, зачем нужно движение вверх? Так режущая поверхность приобретает коническую форму и необходимую остроту. В процессе воплощения теории в практику вы наверняка испортите не одну деталь, но, в конце концов, приобретете необходимые навыки.
Заточка сверла
Чтобы не подвел глазомер, есть масса заводских и самодельных фиксаторов, закрепляемых на подставку перед точильным камнем, позволяющих выполнить работу правильно, соблюдая необходимые параметры, но лучше всего это проделывать руками при условии, что диаметр затачиваемого инструмента не менее 4 мм.
При меньшем диаметре стоит прибегнуть к помощи простейших держателей, ибо маленькую деталь в руках удержать очень трудно.
Подробнее нюансы того, как осуществляется заточка сверла по металлу, продемонстрируем на видео ниже, но прежде расскажем о еще одной тонкости.
Дело в том, что в процессе обработки инструмента на нем могут образоваться сколы, зазубрины и чтобы избавиться от них, необходимо выполнить доводку, то есть ту же операцию, что и заточка, но на мелкозернистом камне. Так деталь окончательно приобретет свои рабочие характеристики.
А теперь предлагаем вашему вниманию обещанный видеоролик.

Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Общие рекомендации:
Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Алгоритм затачивания сверла:
При заточке придерживайтесь следующих рекомендаций:
Обязательно соблюдайте требования безопасности, чтобы не повредить оснастку, точильный станок, а также собственное здоровье:
Проанализировать соответствие геометрических параметров можно двумя способами:
Приспособление для заточки спиральных сверл «Graf 2» позволяет затачивать сверла диаметром от 3 мм. до 20 мм. С углом при вершине от 90° до 150°. На поворотном основании есть шкала со стандартными углами заточки 90°, 105°, 118°,137° и 150°.
Равенство режущих кромок обеспечивается конструкцией направляющей призмы.
Параллельность режущей кромки и задней поверхности (затыловки) обеспечивается правильной установкой сверла в зажиме.
Профиль задней поверхности (затыловки) обеспечивается опусканием задней части направляющей призмы относительно оси поворота.
Порядок заточки режущей кромки сверла:
Порядок заточки задней поверхности (затыловки) сверла:
Процесс заточки задней поверхности сверла аналогичен пунктам 4 и 5 заточки режущей кромки сверла, с той лишь разницей, что теперь призма установлена на больший, относительно точила, угол.
Читайте также:
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Маркировка болтов и гаек с расшифровкой
Слесарные тиски и их виды
Если нет шуруповерта. Как правильно монтировать гипсокартон электродрелью
Как отличить саморезы для дерева
Домашняя мастерская, фрезерный завод или строительная площадка - это лишь несколько примеров мест, где сверление является неотъемлемой частью повседневной жизни. Сверла и отвертки незаменимы при работе с деревом, бетоном или металлом.
Однако иметь лучшее сверло бесполезно, если у вас нет подходящего сверла. На этот раз давайте рассмотрим, как выбрать хороший набор сверл по металлу ? .
Сверло по металлу , как следует из названия, незаменимо при обработке металлических материалов. Они используются для работ, связанных со сталью, цветными металлами, закаленными пластиками или чугуном. Выбор подходящего сверла может показаться тривиальным, но оказывается, что на практике это, конечно, не так.
Для выбора правильного типа сверла в этом случае мы можем использовать несколько параметров.Обычно большинство людей узнают сверло по металлу по кончику, то есть по головке сверла. У инструментов, предназначенных для металла, острие имеет форму усеченного конуса.
Сверло, предназначенное для твердых материалов, обычно изготавливается на основе быстрорежущей стали, которая изготавливается шлифованием под прямым углом. Сырье для производства сверл имеет очень высокий уровень твердости, потому что сверление стали или чугуна - не самое простое занятие.
Есть и те, кто узнает сверла по металлу по цвету, обычно напоминающему золото.
Работа с металлом иногда требует от специалиста использования специальных сверл, способных справиться даже с самыми твердыми поверхностями. Сверла по металлу можно разделить по нескольким параметрам.
Первый - это способ казни. Мы выделяем здесь:
Следующий раздел касается способа изготовления сверла. В данном случае мы различаем:
Однако чаще всего деление происходит по сырью, из которого изготовлено сверло.Здесь мы можем встретить:
Угол при вершине сверла особенно важен в зависимости от типа материала, с которым мы работаем. Сверла следует правильно заточить до угла наклона 118 градусов. На практике это говорит о том, что сверло заточено под углом 62 градуса.
Однако угол при вершине - это переменная величина. В зависимости от сырья, в котором просверливается отверстие, следует выбирать соответствующий угол, что увеличивает эффективность и скорость работы. Работа с мягким металлом позволяет использовать сверла с заточкой на 49 градусов, и каждая более высокая степень твердости пропорционально увеличивает предлагаемый угол заточки инструмента. Чем тверже металл, тем должен быть угол больше. Для твердого сырья рекомендуется угол 88 градусов.
Правильный выбор сверла увеличивает эффективность работы, так как сокращает время сверления.Однако это еще не все. Каждый инструмент теряет свою ценность при длительном использовании, потому что он просто изнашивается. То же самое и со сверлами. Каждый из них в процессе работы становится более-менее тупым. Поэтому важно регулярно затачивать рабочие инструменты.
Они изготавливаются с помощью профессионально подготовленных точилок , которые обычно позволяют регенерировать большинство сверл . На рынке также есть много специализированных устройств, которые также можно использовать для заточки.
Сама заточка несложная, так как заключается в шлифовании поверхности под прямым углом. Обычно здесь используются шлифовальные машины с вращающимся камнем в форме круга. При заточке важно охладить материал. Часто под воздействием высокоскоростного вращения металл деформируется из-за высокой температуры. Из-за трения металл нагревается, что снижает его устойчивость. Охлаждение, например, водой решит проблему.
|
Информация из мира инструментов.90 100 Новости, руководства, тесты инструментов, советы по выбору подходящего инструмента, акции и предложения! 90 100 Если вы хотите получать такую информацию, введите адрес электронной почты, на который мы будем отправлять информацию о новых записях. 90 100 Не сомневайтесь. Оставаться в курсе! 90 100 Подписавшись на рассылку новостей, вы получите код скидки 10 90 100 злотых |
.
DIN-338 с цилиндрическим хвостовиком - это спиральные сверла с правым резанием. Изготавливаются из стали в 2-х вариантах:
.Выпускаются диаметром от 0,1 до 20 мм. Рабочая часть сверла имеет тот же размер, что и диаметр зажима. Однако вы можете найти сверла диаметром Fi от 13 мм до 20 мм с хвостовиком, уменьшенным до Fi 13 мм, так что вы можете использовать сверла большего диаметра со стандартным сверлильным патроном.
СверлаDIN-338 изготавливаются методом накатки, что напрямую выражается в их низкой цене и универсальности. Они используются для сверления отверстий стандартной длины, и при благоприятных условиях сверления (т. Е. При жестком расположении) мы можем получить отверстия с допуском IT10.
Длинные сверла DIN-340 с цилиндрическим хвостовиком - спиральные сверла с правой режущей кромкой. Изготавливаются из стали в 2-х вариантах:
.Выпускаются того же диаметра, что и сверла DIN-338, то есть от 0,1 до 20 мм. Это расширенная версия сверл NWKa.
Используется угол при вершине 118 ° или 130 °. Допуск проделанного отверстия немного хуже, чем у его более короткого аналога, и составляет IT11 или IT10 с ранее проделанным отверстием более коротким сверлом.
Сверла
DIN-1869 - это очень длинные сверла с цилиндрическим хвостовиком, изготовленные шлифованием.Их изготавливают диаметром от 1,9 до 14 мм. Они используются для сверления очень глубоких отверстий.
СверлаDIN-1869 в основном изготавливаются из стали HSS, реже из HSS-E. Кобальтовая сталь HSS-E имеет более высокую твердость (по сравнению с HSS), но содержание кобальта увеличивает хрупкость, что при использовании длинных сверл отрицательно сказывается, увеличивая риск поломки сверла.
Перед использованием этих сверл необходимо просверлить отверстие сверлом стандартной длины.Затем в уже проделанное отверстие того же диаметра DIN-1869
.Название очень длинных свёрл NWKp DIN-1869 указывает на их «диаметр x общая длина / длина производимого материала рабочей части», например, сверло NWKp 12x300 / 160 DIN-1869 HSS
Сверла DIN-345 в соотв. Польский стандарт NWKc - это сверла большего диаметра на конусе Морзе с ребром в соответствии сDIN-228. Сверла по стандарту DIN-345 изготавливаются стандартных диаметров от Fi 3 до 100 мм.
Сверла DIN-345 изготавливаются из стали:
Конус Морзе увеличивается пропорционально диаметру сверла, начиная с конуса MK1 и заканчивая MK5. Чтобы можно было использовать все сверла на обрабатывающем станке, для этого типа сверл используются переходные втулки для конуса Морзе.
СверлаNWKc изготавливаются прокаткой или фрезерованием. Сверло DIN-345 из-за больших размеров изготавливается из двух марок стали. Хвостовик изготовлен из конструкционной стали с пределом прочности на разрыв Rm> 660 МПа, а режущая часть - из быстрорежущей стали HSS или быстрорежущей кобальтовой стали HSSE.
Сверла DIN-340 в соотв. Польский стандарт NKWy sa - это длинные сверла на конусе Морзе с ребром поСтандарты DIN-228. Это правильные сверла, изготовленные методом фрезерования, предназначенные для глубоких отверстий.
Изготавливаются из быстрорежущей стали HSS, реже из HSS-E из-за высокой цены, которую они при этом достигают.
.Тогда мы сталкиваемся с двумя вариантами - либо выбросим сверло и купим новое, либо попробуем его заточить. Как вы это делаете?
Этот процесс можно выполнить несколькими способами - с помощью специализированных инструментов или устройств, имеющихся в шкафу каждого энтузиаста DIY. Самым аккуратным и безопасным способом будет использование специальных точилок или насадок для заточки.
Для этого, однако, необходимо приобрести отдельное устройство, поэтому многие люди решают использовать обычную шлифовальную машину. Независимо от того, какой инструмент выбран, перед заточкой необходимо внимательно изучить состояние сверла. Следует удалить все виды сколов и трещин - то же самое касается сколов и грязи. Правильная подготовка сверла позволит вам как следует его заточить.
Функциональность сверл имеет большое значение, особенно при выполнении частых или профессиональных работ.Однако это зависит от состояния лезвий - поэтому их следует регулярно затачивать.
Однако часто задают вопрос, когда следует затачивать сверло? Лучше всего понаблюдать за его работой. Если мы заметили какие-то нарушения, надо действовать. Но о каких нарушениях идет речь? Среди прочего можно упомянуть ухудшение гладкости просверленных отверстий и усиление шума, создаваемого дрелью во время работы.
Не сомневайтесь, затачивайте сверла.Их чрезмерное притупление может привести к повреждению лезвия или даже поломке всего сверла.
В рамках этого процесса чаще всего используется шлифовальный станок с шлифовальным кругом из оксида алюминия. Это гарантирует заточку без опасения повредить сверло.
Как затачивать сверла вручную с помощью болгарки? Когда камень устройства уже работает, очень медленно приложите сверло к нему - лучше всего держать его двумя руками, благодаря чему мы сохраним адекватную устойчивость.Поместите сверло на верхнюю часть камня, а затем медленно поверните сверло вниз. Помните, что во время заточки мы также должны плавно вращать сверло вдоль своей оси (обязательно в направлении сверления!). Только так мы сможем правильно заточить инструмент.
Конечно, мы не можем сделать все сразу. Сверло нагревается очень быстро, поэтому время от времени нам приходится останавливать всю операцию, чтобы дать ему остыть. Если не обращать на это внимание, мы повредим поверхность лезвия, что приведет к поломке сверла.При заточке также очень важно выдерживать прямой угол. Однако он адаптирован к материалу, в котором мы сверлим.
Какой угол заточки сверла тогда будет правильным? В случае мягких материалов он не должен превышать 50 градусов. Когда речь идет о твердых материалах, таких как, например, сталь, угол заточки будет около 88 градусов. С другой стороны, сверла с зенковкой выделяются немного другими значениями (в их случае угол заточки должен составлять около 40 градусов).
Это специальное приспособление, которое гарантирует гораздо большую точность по сравнению с обычной болгаркой. Прежде всего, он отличается очень эффективным и плавным регулированием скорости, благодаря которому мы можем настроить работу устройства в соответствии с нашими потребностями.
Также стоит отметить, что заточный станок позволяет заточку сверл различного диаметра. Мы легко можем работать как с короткими инструментами (от 3 мм), так и с инструментами диаметром около 20 мм.Более того, конструкция рассматриваемого инструмента гарантирует гашение вибрации и использование качественных направляющих подачи, благодаря которым работа окажется не только проще, но и точнее.
Кроме того, заточный станок имеет специальный резервуар для СОЖ и позволяет легко регулировать угол заточки. Единственным недостатком устройства является относительно высокая цена - от 100 злотых и выше.
Это специальный держатель (также известный как насадка), который крепится к точилкам или болгарке.Он имеет встроенный кронштейн, который гарантирует точное выравнивание инструмента. Сверло устанавливается в держателе, который удерживает его в стабильном положении. Благодаря этому мы можем быть уверены в точной заточке сверла. Сама насадка также гарантирует работу инструментов различного диаметра.
Заточка ручкой осуществляется в несколько этапов:
1. В самом начале нам нужно установить расстояние ручки от точильного камня.
2.Следующим шагом будет определение углов. Большинство инструментов поставляются со специальными шаблонами настроек, на которых указаны правильные углы заточки, адаптированные к типу сверла и материалу, с которым оно работает.
3. После этих шагов мы можем поместить сверло в держатель. Дизайн устройства, безусловно, способствует его правильной установке.
4. Перед заточкой также необходимо установить глубину заточки. Обычно это делается с помощью специального винта.
5. Благодаря фиксатору сверло будет заточено только на установленную вами глубину. Заточив одну кромку, вы можете повернуть ручку, чтобы совместить другие кромки.
Конечно, лучшим решением будет поручить выполнение всего процесса профессиональной компании. Однако эти виды услуг стоят денег, поэтому вам следует попробовать затачивать сверла самостоятельно, используя методы, представленные выше.
Однако нужно помнить, что некоторые из них окажутся нецелесообразными в случае сверл по конкретным материалам. Каждый из них требует индивидуального подхода:
Инструменты диаметром 2 мм, 1,5 мм и даже менее 1 мм не следует затачивать обычной шлифовальной машиной, так как мы легко можем их разрушить.Лучшим решением станет покупка специализированного точильного станка или приспособлений, адаптированных к таким маленьким сверлам. Также не стоит забывать о правильном выборе щита.
.

Сверла, независимо от частоты использования, их качества и материала, с которым мы работаем, тупятся. Конечно, все вышеперечисленные факторы в ведении этого процесса немаловажны, но процесс всегда неизбежен. Чтобы сохранить правильные свойства сверл и обеспечить удобство работы, сверла следует подвергать регулярной заточке.
Как затачивать сверла? Делать это нужно аккуратно и точно, поэтому, если вы хотите сделать это впервые, обратитесь за помощью к другому опытному человеку. Сверла затачиваются на шлифовальном станке и в зависимости от назначения и степени затупления используются разные движения и абразивный материал. Почему нужно регулярно затачивать сверла? Заточка сверл является важным элементом обслуживания инструмента - тупые сверла могут эффективно мешать или даже мешать нам работать, а также могут повредить само сверло.Поэтому, чтобы таких неприятностей не было, нужно регулярно следить за состоянием наших сверл.
Чтобы не повредить сверла, перед процессом заточки их следует разделить в зависимости от материалов, в которых они просверлены. Каждое сверло следует затачивать под разными углами на разных шлифовальных машинах. Только такое действие обеспечит последующую безотказную работу сверл и их долговечность.Итак, выполните следующие действия:
1. Как затачивать сверла по металлу?
Сверла по металлу очень твердые и требуют времени для заточки. Лучше всего точить сверла по металлу с помощью ленточной шлифовальной машины - большая поверхность сделает весь процесс более быстрым и комфортным. Под каким углом нужно затачивать сверла по металлу? Их затачивают с завода чаще всего под углом 118 градусов - также выбирайте эту шкалу для своего сверла.Вы можете расширить его до 135 градусов, если заметите, что принятый ранее угол не соответствует вашим ожиданиям. Однако не выходите за пределы 135 градусов - сверло может затупиться еще больше.
2. Как затачивать сверла по дереву?
Сверла по дереву обычно довольно тонкие, поэтому затачивать их ленточной шлифовальной машиной не рекомендуется. Лучшим инструментом для этого является орбитальная шлифовальная машинка с регулировкой скорости и минимальной мощностью.Не забывайте вращать сверло в соответствии с движением прядильного камня - это единственное действие, которое обеспечит вам правильно заточенное сверло.
3. Как затачивать сверла по бетону?
Сверло по бетону Самое твердое сверло из всех. Также следует помнить, что во время работы они совершают не только вращательные, но и ударные движения, что может затруднить процесс заточки. Так что лучше всего использовать мощную болгарку с алмазным диском. В случае сверл по бетону следует полностью забыть о ручных методах заточки, например.с использованием напильника.
Соответствие метода заточки сверл материалу, из которого они сделаны, так же важно, как и подбор метода заточки в зависимости от материала, в котором работают сверла. Итак, чтобы дать вторую жизнь кобальтовым сверлам, widia или маленьким, запомните несколько правил:
1. Как точить кобальтовые сверла?
Для заточки кобальтовых сверл лучше всего выбрать орбитальную шлифовальную машину с регулировкой мощности и установить ее на среднюю скорость - около 18-19 м / с.Такой подбор параметров обеспечит плавную заточку лезвия и не повредит его. Также стоит знать, что кобальтовые сверла имеют немного меньший угол заточки, чем другие сверла - он ниже 118 градусов, поэтому вам нужно затачивать их под углом примерно 115 градусов.
2. Как затачивать сверло Widia
Сверла Widia обычно предназначены для сверления бетона, и с ними нужно обращаться, как и с любыми другими сверлами по бетону. Многие задаются вопросом, можно ли точить сверла widia.Конечно, для этого лучше всего заточить их на болгарке с алмазным диском или ... обзавестись специальной точилкой для сверл Widia. Это недешевое оборудование, но благодаря ему вы можете быть уверены, что не затупите дорогие сверла Widia. Конечно, как и в случае со сверлами по бетону, ручные методы для них использовать нельзя.
3. Как затачивать небольшие сверла?
Мелкие сверла можно затачивать на болгарке с установленным на нем резиновым диском или точилкой или вручную с помощью специализированных напильников.Из-за высокой степени сложности такой затеи любителям не рекомендуется точить небольшие сверла самостоятельно. Лучше всего доверить эту задачу специалисту, который точно заточит даже самые маленькие сверла.
При заточке сверл есть несколько факторов, которые определяют качество нашей работы. Прежде всего, перед началом заточки сверла следует очистить от всех остатков материалов, с которыми они ранее работали.Лезвия не должны содержать стружки и пыли, так как они могут вызвать микроповреждения при заточке и, как следствие, затупить сверло. При заточке на болгарке необходимо также помнить, что именно стабильность наших рук обеспечивает идеальную заточку сверла. Так что давайте возьмем их обеими руками, чтобы не дергаться в стороны при заточке вручную. Под каким углом нужно затачивать сверла? Самый универсальный угол составляет от 118 до 135 градусов. Однако всегда проверяйте упаковку, под каким углом были заточены сверла на заводе - вы можете руководствоваться этой информацией при самостоятельной заточке.
Посмотреть сверла в магазине budkuje.pl
.90,000Во время многих ремонтных, строительных или любительских работ для работы необходимы дрель и сверла, подходящие для данной задачи. Даже самые лучшие сверла со временем изнашиваются и тускнеют, и мы стоим перед выбором - ремонтировать их или выбросить? Если использовать специализированные аксессуары, то ремонт сверла может оказаться выгодным - так как заточить сверло?
 Почему сверло должно быть острым?
Почему сверло должно быть острым?
Начнем с клише - лучше работает острое сверло.Он делает отверстия с идеально гладкими краями, точно подготовленными для вбивания штифтов или других элементов. Следовательно, от него зависит функциональность и эстетика изготавливаемых конструкций. Что может случиться, если мы будем работать тупым сверлом? Во-первых, отверстия будут неровными, возможно, даже немного неровными.
Вторая проблема - это риск необратимого повреждения или даже поломки сверла. Поэтому, если мы заметили какие-либо нарушения в работе наших сверл - будь то неровности отверстий или странные звуки, издаваемые во время сверления, - мы должны немедленно обновить эти аксессуары.
 Как заточить сверло?
Как заточить сверло?
Точилка для сверл
Наилучший результат заточки достигается при использовании специальных инструментов для заточки сверл. Их работа проста, а получение точных результатов работы не требует много времени. Эти инструменты необходимы для заточки сверл Widia, используемых для обработки бетона или стекла - такие сверла изготавливаются особым способом, с использованием твердосплавного лезвия.Здесь чрезвычайно важно поддерживать соответствующие углы шлифования и глубину для обеспечения правильной работы насадки.
Даже небольшие сверла легче всего затачивать специальными инструментами - здесь также важна точность, которую можно получить с помощью специальных захватов. Помните, что универсальных дрелей не бывает - их ремонт различается в зависимости от назначения.
| Эксперт Хотя специализированная точилка для сверл в большинстве случаев позволяет нам эффективно обновлять наши принадлежности, стоит проявлять особую осторожность.Некоторые аксессуары имеют настолько специфическую структуру, что их стоит отдать профессионалам в области заточки, которые с ними занимаются профессионально. Примером этого могут быть ступенчатые сверла, заточка которых самостоятельно может привести к их повреждению. |
 Шлифовальный станок
Шлифовальный станок
Некоторые энтузиасты своими руками затачивают сверла самостоятельно. На эту роль отлично подойдет болгарка. Чтобы не повредить сверло, стоит использовать шлифовальные круги из оксида алюминия.Установите сверло на точильный камень и поверните его в направлении сверления. Надо помнить, что при подобных работах сверло быстро нагревается и нам часто приходится останавливать процесс заточки - иначе это приведет к необратимому повреждению или даже поломке сверла. Болгарка будет работать с более крупными сверлами по бетону или дереву, хотя специализированные сверла таким способом обновлять не стоит - лучше сдать их специалистам или попробовать заточку с помощью заточного приспособления.
Станок для заточки и заточки
Еще одно приспособление для заточки сверл - точилка для болгарки. Он отличается гораздо большей точностью работы, чем традиционный шлифовальный станок, дает большие возможности с точки зрения диаметра заточенных сверл, а также часто имеет возможность охлаждения сверл во время работы. Простая регулировка угла заточки и более быстрое выполнение процесса определенно превосходит в этом отношении функциональные возможности стандартной шлифовальной машины. Однако не у всех есть такое приспособление, и если мы хотим, чтобы сверла точились проще, лучше обзавестись специальным инструментом.
.СВЕРЛА ПО МЕТАЛЛУ
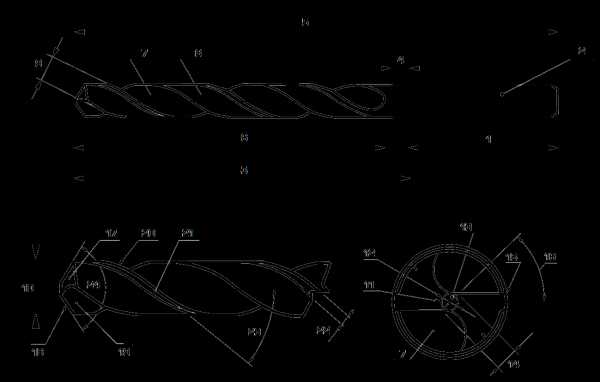
Компоненты сверла:
1 патрон / 2 цилиндрическая рукоятка / 3 корпуса / 4 шейки / 5 Общая длина / 6 длина канавки / 7 канавок / 8 штифт сверла / 9 ширина спинки / 10 диаметр сверла / 11 кернов / 12 диаметров керна / 13 сверло / 14 митра Длина / 15 углов / 16 углов скоса / 17 боковых сторон / 18 режущих кромок / 19 граблей / 20 второстепенных режущих кромок / 21 направляющая пластина / 22 Ширина направляющей пластины / 23 угла наклона спирали / 24 угла наклона
СВЕРЛА ПО МЕТАЛЛУ HSS (без коррекции долота)
Заостренные и нормально заточенные, что позволяет использовать эти сверла для всех обычных операций сверления стали, цветных металлов и пластмасс.Угол режущей кромки соответствует обрабатываемости обрабатываемого материала. Преимущества: Прочные основные режущие кромки, нечувствительные к ударам и поперечным силам. Простая шлифовка, возможна ручная заточка.
Коническое соединение
Угол при вершине: стандартный 118 °. Шлифование кромок: коническое. Материал: быстрорежущая сталь HSS, улучшенная.
СВЕРЛА ПО МЕТАЛЛУ HSS (с коррекцией долота)
Сверла изготавливаются полностью шлифованием - они гарантируют высокую точность и прямолинейность сверления, а также эффективность в несколько раз выше, чем у катаных или полированных сверл.Материал - быстрорежущая сталь высшего класса, рафинированная. Повышенная стойкость к истиранию. Повышенная упругость и устойчивость к крутильным нагрузкам.
Двойная резка
Угол при вершине 135 ° с коррекцией фаски - обеспечивает быстрое сверление отверстий, экономя время при пробивке. Материал: быстрорежущая сталь HSS, улучшенная.
СВЕРЛА ПО МЕТАЛЛУ HSS Co
Для сверления высоколегированных, титановых, кислотостойких, нержавеющих, жаропрочных сталей и чугунов (прочность более 900 Н / м2) и других труднообрабатываемых материалов.
Двойная резка
Угол при вершине 135 ° с коррекцией фаски - обеспечивает быстрое сверление отверстий, экономя время при пробивке. Устойчивость к высоким температурам. Материал: быстрорежущая сталь HSS Co с кобальтовым покрытием.
СВЕРЛА ПО МЕТАЛЛУ HSS TiN
Сверла, изготовленные полностью шлифованием, покрытые нитридом титана, увеличивающие срок службы сверла и улучшающие качество обработки отверстий.
Двойная резка
Угол при вершине 135 ° с коррекцией фаски - обеспечивает быстрое сверление отверстий, экономя время при пробивке. Материал: быстрорежущая сталь HSS, покрытая нитридом титана TiN.
СВЕРЛА ПО БЕТОНУ
СТЕНОВЫЕ СВЕРЛА держатель цилиндра
• Цилиндрические сверла для использования в кладке и кирпичной кладке.
• Основные перфораторы для всех каменных работ.
• Сверло с катаной спиралью и наконечником из карбида вольфрама.
• Для использования в строительных материалах в кладке из: силикатного кирпича, кладочного кирпича, цементно-известковых блоков.
• Применение: перфораторы.
• Диаметр сверла: от 3 мм до 16 мм.
SDS PLUS S2
СВЕРЛА ПО БЕТОНУ 
• Сверла по неармированному бетону с двойной спиралью и хвостовиком SDS PLUS.
• Твердосплавный наконечник (TCT) с увеличенной центральной точкой позволяет сверлить без проскальзывания.
• Двойная спираль гасит вибрации и увеличивает срок службы сверла.
• Быстрый дренаж просверленных отверстий.
• Для использования в строительных материалах: неармированном бетоне, натуральном камне, кирпичной кладке.
• Диаметр сверла: от 4 мм до 28 мм.
СВЕРЛА SDS PLUS S4

• Сверло по железобетону с двойной спиралью, лезвием S4 и рукояткой SDS PLUS.
• Обеспечивает эффективное сверление в железобетоне (не останавливается при контакте с арматурой), в 3 раза эффективнее стандартного сверла SDS-Plus.
• Головка с четырьмя лопастями S4 обеспечивает точное и надежное ведение сверла в отверстии.
• Высокая точность размеров получаемых отверстий.
• Твердосплавный наконечник (TCT) с увеличенной центральной точкой позволяет сверлить без проскальзывания.
• Двойная спираль гасит вибрации и увеличивает срок службы сверла.
• Для использования в строительных материалах: железобетоне, натуральном камне, кирпиче, каменной кладке, клинкере, граните, мраморе и других натуральных камнях.
• Диаметр сверла: от 4 мм до 28 мм.
СВЕРЛА SDS MAX S4
• Сверла по железобетону с двойной спиралью, лезвием S4 и хвостовиком SDS MAX.
• Обеспечивает эффективное сверление в железобетоне (не прекращается при контакте с арматурой).
• Головка с четырьмя лопастями S4 обеспечивает точное и надежное ведение сверла в отверстии.
• Высокая точность размеров получаемых отверстий.
• Твердосплавный наконечник (TCT) с увеличенной центральной точкой позволяет сверлить без проскальзывания.
• Двойная спираль гасит вибрации и увеличивает срок службы сверла.
• Повышенная эффективность и долговечность по сравнению со сверлами по бетону SDS Plus.
• Для использования в строительных материалах: железобетоне, натуральном камне, кирпиче, каменной кладке, клинкере, граните, мраморе и других натуральных камнях.
• Диаметр сверла: от 16 мм до 40 мм.
СВЕРЛА ПО ДЕРЕВУ
СПИРАЛЬНЫЕ СВЕРЛА ПО ДЕРЕВУ, ЦИЛИНДРИЧЕСКАЯ РУЧКА
Специальная конструкция спирали для отвода стружки, которая начинается со специальной иглы, облегчает направление сверла в древесине в нужном направлении. Для выполнения отверстий диаметром от 3 до 12 мм и глубиной
примерно от 100 до 150 мм.
СВЕРЛА С ШЕСТИГРАННОЙ РУЧКОЙ
Рабочая часть плоская, с двумя прямыми заостренными режущими кромками.Диаметр лопастной коронки составляет от 6 до 45 мм, а патрон имеет шестигранный профиль для надежной посадки в патроне сверла.
СВЕРЛА СПЕЦИАЛЬНЫЕ ПО ДЕРЕВУ (СВЕРЛА), ВАЛ С ШЕСТИГРАННИКОМ
Эти сверла имеют одну спиральную втулку с одним запасом. Одиночная канавка в сверле этой формы имеет большой размер и позволяет легко удалять стружку из просверленного отверстия.
Рабочая часть заканчивается ручкой, резаком и направляющим полотном с конической резьбой.Сверло изготовлено из качественной инструментальной стали, легированной, край бляшки отшлифован. Сверла используются для изготовления
глубокие отверстия в древесине в широком диапазоне диаметров от 6 до 40 мм и глубиной от 200 до 400 мм.
.