Часто в жизни приходится сталкиваться с аварийными ситуациями в виде протечек труб, пробоин в радиаторе и бензобаке и т. д. Чтобы быстро исправить такую неприятность рекомендуется использовать клеящую смесь (холодную сварку) Abro Steel. Она хорошо известна на строительном рынке и получила положительные отзывы от многочисленных покупателей, так как обеспечивает надежное и качественное соединение.
Холодная сварка является уникальным клеящим материалом, в состав которого входят стальной порошок и эпоксидная шпаклевка. Эти компоненты в процессе производства тщательно смешиваются, после чего вступают в химическую реакции с отвердителем, образуя универсальную массу, устойчивую к воздействию высоких температур и агрессивных сред. Несмотря на то что материал содержит в себе металлический наполнитель, в застывшем состоянии он абсолютно нейтрален к щелочам, кислотам, воде и плохо проводит электричество.
Свои эксплуатационные характеристики холодная сварка начинает проявлять, спустя нескольких минут после ее смешивания и нанесения на поврежденные детали. Однородная масса готова к использованию сразу же, ею наполняют все полые участки и трещины, после чего она постепенно достигает прочности и уже через один час окончательно застывает.
Затем обработанную смесью поверхность можно подвергать механической обработке, учитывая следующие особенности:
Работы по нанесению холодной сварки нужно выполнять при нормальном температурном режиме, так как его снижение или повышение может замедлить процесс застывания. Кроме этого, в клей категорически запрещается добавлять другие компоненты, ускоряющие застывание. Повышенная концентрация отвердителя повлияет на физические свойства материала, и он потеряет свои первоначальные характеристики.
Клеящий состав обычно имеет белый цвет, но в продаже также встречается и черная сварка, которая предназначена для ремонта прорывов и сквозных отверстий.
Высокотемпературная холодная сварка Abro Steel имеет ряд преимуществ:
Что же касается недостатков, то их нет. Если смесь правильно хранить и соблюдать все правила эксплуатации, то компоненты не утратят свои показатели и обеспечат надежное крепление деталей.
Abro Steel представляет собой универсальное клеящее средство, которое идеально подходит для склеивания однородных элементов из цветных, черных металлов, дерева, стекла, керамики и пластика. Как правило, ее применяют при проведении ремонта автомобильной, плавательной техники, для устранения порывов и трещин в трубопроводах. Кроме этого, клеящая смесь незаменима при ремонте корпусной мебели и реставрации покрытий из бетона или камня.
При помощи такого материала можно не только устранить пробои в авторадиаторе и двигателе автомобиля, но и осуществить надежную герметизацию кузова, металлических частей и аккумуляторных батарей. Во время ремонта плавательных средств, клеящим составом обрабатывают корпус судна, а также крепят элементы настройки и детали приборов. Огромным спросом пользуется холодная сварка и в быту, ее приобретают для ремонта ванн, раковин, унитазов и декоративной отделки. Кроме этого, если в квартире случился прорыв трубопровода, то без экстренного ремонта не обойтись. В этом случае мастера применяют клеящую смесь и восстанавливают системы водоснабжения, нанося массу на поврежденные соединения.
Можно сказать, что холодная сварка торговой марки Abro Steel считается многофункциональным продуктом, который характеризуется высоким качеством и помогает мгновенно устранять аварийные ситуации в любых условиях.
Перед тем как применить клеящий состав (например, AS 224), необходимо тщательно подготовить рабочую поверхность, которая подлежит восстановлению, это обеспечит прочное и качественное склеивание. Поврежденные места обязательно обезжиривают и очищают от химических загрязнений и краски. В случае экстренных устранений пробоин и заделки разрывов можно обойтись без предварительных мероприятий, но в таких ситуациях качество соединений будет ниже.
Это касается и ремонта наполненных жидкостью емкостей, когда смесь наносят под поверхностью воды. Благодаря инертным свойствам материала, им можно герметизировать аквариумы, бойлеры, яхты и лодки без предварительной подготовки поврежденных участков, создавая прочное крепление в воде.
После того как поверхность очищена и отшлифована, применяется простая инструкция.
Подобные действия можно выполнять и для восстановления резьбовых соединений, так как в состав холодной сварки входят наполнители из стальных опилок. В данном случае на поврежденное место наносят слой смеси и после ее полного застывания осуществляют механическую обработку, чтобы получить поверхность цилиндрической формы. Затем при помощи специального оборудования выполняется нарезка резьбы.
Обзор холодной сварки Abro Steel смотрите далее.
Холодной сваркой можно назвать качественное соединение, которого удается добиться без влияния высоких температурных показателей. Процесс склеивания происходит с помощью деформации пластичного сварочного материала и проникновения его в зону соединения деталей. Чтобы понять, какие температуры выдерживает холодная сварка, нужно четко знать, как ее классифицировать, какие бывают виды и в каких случаях ее применение будет самым оправданным.
Самым популярным данный способ стал при ремонте сантехники или автомобилей. Также он пользуется широким спросом, так как не требует специальных знаний и использования сложного сварочного оборудования.
Другими словами холодную сварку могут называть клеем для металла, он бывает однокомпонентным или двухкомпонентным. В его состав входят:
В комплексе все компоненты формируют полимерный состав, который способен надежно соединять конструкцию.
Температура эксплуатации сварки и ее надежность напрямую зависят от ее качества и состава, а также от правильного подхода к подготовке соединяемой поверхности.
Этот способ при полностью правильном использовании может похвастаться даже большей надежностью в зоне стыковки, чем основной металл. Но чаще всего холодная склейка уступает по качеству традиционному способу. Поэтому не стоит применять подобное склеивание для сложных и требующих высокой надежности конструкций.
Основной составляющей массы холодной сварки является эпоксидный клей. Кроме того, в состав сварки такого типа входят различные ингредиенты, влияющие на свойства состава. В соответствии с этим разные марки холодной сварки могут иметь различные характеристики. Например, время первичного высыхания сварки может меняться от 5 до 20 минут, а время окончательного высыхания – от 12 до 24 часов. При этом даже после истечения времени первичного высыхания полученный шов сварки уже нельзя как-то исправить.
Перед началом работы необходимо учесть, что в составе сварки имеются эпоксидные и аминовые смолы, а также минеральные и стальные наполнители. Все эти вещества могут вредно воздействовать на кожу и на глаза. Кроме того, используемые для удаления холодной сварки растворители (ацетон, уайт-спирит) также могут негативно влиять на кожу или дыхательные органы. Поэтому при выполнении работ по очистке металла от сварки обязательно надо использовать резиновые перчатки, закрывающие запястья на 5-7 см, проветривать рабочее помещение, а после окончания работ хорошо вымыть руки с мылом. Желательно также использовать защитные очки и респиратор.
Если на кожу или в глаза попали продукты зачистки сварки, то надо промыть их проточной водой и обратиться к врачу за помощью.
Поскольку поверхность изделий из металла более твердая и прочная, чем из других материалов, то удаление холодной сварки с металла проще и легче, чем такое удаление, например, с дерева.
При этом вначале необходимо попробовать удалить нежелательные пятна сварки с помощью растворителей, а если такие действия окажутся неудачными, то можно использовать механические средства.
При охлаждении до низких температур большинство клеевых средств, к которым можно отнести холодную сварку, теряют клеящие свойства и могут быть легко отделены от поверхности металла. Такой метод заморозки можно применять при возможности помещения очищаемой детали в морозильную камеру или на улицу, если температура наружного воздуха достигает -15° С.
Холодная сварка выдерживает такую температуру, на которую рассчитан ее состав, именно он влияет на максимальные или минимальные ее показатели. То, при какой температуре соединение будет сохранять прочность, обычно указанно на упаковке клея.
По теме: холодная сварка для алюминия
В большей мере максимальный порог составляет 260-275 градусов по Цельсию, это что касается недорогих составов.
Но эффект будет достижим только при правильном подходе к процессу склеивания. Если технология нарушена, максимальный показатель высоких температур будет значительно занижен. Поэтому многие пытаются перестраховаться и не используют холодный клей для деталей, температура которых может превышать этот максимальный порог. Но для особых случаев существует сварка, которая держит температуру значительно выше. Такой клей может продолжать в полной мере выполнять свои функции даже при поднятии температуры до отметки 1318 градусов. Этот способ применяется только в тех случаях, когда традиционная склейка по тем или иным причинам не может быть использована, а детали или конструкция подвергаются постоянному нагреву.
Высокотемпературная, а к тому же еще и водостойкая холодная сварка для металла считается самым качественным представителем среди клеящих составов на основе эпоксида. Отличительная черта – это возможность сохранять свои эксплуатационные качества даже при воздействии очень высоких температур.
Термостойкость такого средства подразумевает широкую сферу его использования. В быту его применяют для ремонта радиаторов, газового оборудования, посуды, также популярна водостойкая высокотемпературная холодная сварка в ремонте автомобилей, и пр.
Таким образом, можно коротко описать основные преимущества такого материала:
Высокотемпературная водостойкая холодная сварка отлично подходит для ремонта радиаторов отопления.
Несмотря на большое количество плюсов, минусы у материала так же есть:
На сегодняшний день на рынке представлены продукты иностранного и отечественного производства. Преимущество сварки, производимой на территории России, в том, что она стоит немного дешевле иностранного аналога. Но качество не будет находиться на том же уровне, что у зарубежных компаний. Поэтому всегда рекомендуется не жалеть денег, ведь клей для металла покупается для применения и решения сложных задач и создания прочного соединения.
Важно! Одними из самых качественных производителей холодной сварки за рубежом считаются фирмы ABRO и Hi-Gear. Потому опытные специалисты советуют покупать клей именно этих марок. Что касается отечественного производства, можно также выделить два состава, «Алмаз» и «Полимер».
Материал под названием холодная сварка на самом деле не предполагает действий, связанных с применением сварочных аппаратов, а свое наименование получил благодаря результату применения в разных сферах. Детали из различного металла склеиваются за счет сварочной массы, проникающей в верхний слой одной из частей, обеспечивая их прочное соединение.
С помощью холодной сварки можно склеивать между собой все виды металлов.
Далее разберемся, как работает холодная сварка. Сам процесс происходит под высоким давлением, а монолитность готового изделия зависит именно от сварочного материала. Соединение компонентов происходит в результате глубокой пластической деформации и самого клеящего состава, и металлических деталей.
Верхний слой металла деформируется за счет того, что в его покрытие входит оксидный слой. Детали максимально сближаются друг с другом настолько, что решетки кристаллов фактически сливаются на молекулярном уровне. Таким образом происходит сильная химическая реакция.
С помощью холодной сварки можно склеивать все виды металла, включая цветные, благородные и черные металлы. Так же возможно комбинировать разнородные металлические соединения, например, делать напайки на алюминиевых жилках проводов. Особенно популярно применение холодной сварки в случаях, когда необходимо сочетать металлы, не выдерживающие высоких температур, предполагающих традиционную сварку металла.
Основные достоинства холодной сварки следующие:
После применения жидкой сварки остаётся ровный и аккуратный шов.
Существует несколько видов состава. Поэтому качество соединения напрямую будет зависеть от правильности выбора клея. Можно выделить 4 основных вида холодной сварки.
Специалисты не рекомендуют использовать сварку, предназначенную, к примеру, для подводного соединения, для склейки автомобильных деталей, так как качество и надежность такой стыковки будут находиться на нулевом уровне.
Порядок удаления с металлической поверхности:
Если приведенным выше способом убрать сварку не удается, то нужно попытаться срезать ее острым ножом или спилить напильником.
«Холодная сварка» или «Быстрая сталь» разрешены для . Они состоят из таких веществ: тетрагидрофуран; пластификаторы; поливинилхлорид. Состав позволяет несколько расправить края склеиваемого линолеума с помощью приготовленной массы. Основная особенность данного типа сварки заключается в различности ее поведения в процессе работ и при соприкосновении с разными типами и марками линолеума. Производители рекомендуют три основных вида клеевых составляющих:
Он используется, когда требуется соединить швы достаточно твердого материала. Консистенция клея для линолеума характеризуется значительной текучестью. При работе получается довольно тонкий аккуратный шов.
Данная холодная сталь подходит для линолеума, который относительно долгое время эксплуатировался, имеет сильную степень износа и подлежит косметическому ремонту. Консистенция клеящей смеси более густая, чем «А». Это и определяет специфику и область его использования. В результате работ шов заполняется. Он заливает просвет между старыми полосами линолеума. На месте склеивания образуется видимая новая полоса из клея.
Этот тип предназначен для холодной сварки линолеума. Строительный материал выполнен из ПВХ. Применяется полиэстер. Состав клея типа Т для линолеума указан в модификации товара. Его используют чаще профессионалами и строителями.
Перед началом работы нужно подготовить необходимые материалы и инструменты. Их перечень будет меняться в зависимости от того, с каких поверхностей нужно удалить клеевой состав. Вам может понадобиться следующее:
Жидкость для снятия лака с содержанием ацетона поможет убрать холодную сварку.
Прежде всего, вы можете приобрести в строительном магазине специальный готовый состав для удаления холодной сварки. В продаже доступно множество различных коммерческих продуктов, которые удаляют клеящие составы без особых проблем. Перед покупкой внимательно изучите инструкцию. Узнайте, с каких поверхностей способен удалять холодную сварку присмотренный растворитель, и выберите наиболее подходящий состав.
В большинстве случаев с холодной сваркой и другими распространенными клеящими составами хорошо справляется ацетон. При отсутствии «чистого» ацетона можете использовать жидкость для снятия лака с его содержанием. То, присутствует ли в составе ацетон, указывается на этикетке в перечне ингредиентов.
При помощи наждачной бумаги можно легко снять остатки холодной сварки с поверхности изделий.
Основные усилия нужно направлять на края «пятна». Вам нужно попробовать захватить это «пятно» за край и оторвать его от поверхности полностью. Постарайтесь как можно сильнее размочить холодную сварку. Как только состав начнет отставать от поверхности, осторожно попробуйте его снять.
Будьте осторожны с использованием ацетона, бензина, спирта и прочих растворителей. В особенности если холодную сварку нужно убрать с древесины, пластика, керамики и прочих подобных материалов. Под воздействием растворителя они могут утратить свой цвет, а некоторые и вовсе расплавиться. Любые растворители необходимо использовать с осторожностью. Для начала испытайте средство на какой-нибудь незаметной части изделия. Работайте с использованием средств индивидуальной защиты.
Для начала попробуйте размочить холодную сварку теплым мыльным раствором. Используйте ноготь или какой-нибудь другой подходящий предмет, чтобы сковырнуть состав. Если ничего не получится, переходите к более радикальным методам.
Обычно удалить такой клеящий состав помогает ацетон. Он выручит, если деревянная поверхность имеет финишную отделку. Отковыривать холодную сварку от подобной поверхности не стоит, т.к. этим вы рискуете испортить покрытие. Растворители тоже нужно использовать с осторожностью. Делается все в такой последовательности:
Очень удобно с деревянной поверхности убирать краску при при помощи силиконовой или резиновой лопаточки.
Можно попробовать убрать холодную сварку при помощи минерального масла. Данный способ подойдет лишь в том случае, если деревянная поверхность не окрашена. Возьмите кусок ткани, смочите его минеральным маслом и протрите пятно холодной сварки. Трите и смачивайте, пока края не начнут отставать от поверхности. В завершение поверхность тоже нужно будет промыть теплой водой и отполировать.
В некоторых ситуациях единственным возможным вариантом решения проблемы является шлифование. Делается все очень просто. Сначала вам нужно будет заклеить область вокруг пятна клейкой лентой. Это защитит деревянную поверхность. После этого начинайте шлифовать наждачкой, пока пятно не отстанет. Для восстановления отшлифованной поверхности используйте тот же состав, которым она была вскрыта изначально.
Технология холодной сварки для металла считается очень знаменитым и не тяжёлым в использовании способом объединить две гомогенные либо даже разнообразные по материалу детали. Практически это приклеивание деталей специализированным пластичным составом, глубоко проникающим в материал и образующим высокой прочности шов.
При посредстве такой технологии можно сваривать детали из черных и цветных металлов. Метод лучше всего подходит для материалов и изделий, выделяющихся склонностью к деформированию при нагреве. Более того, возможно объединять и самые разнообразные металлы, такие ка многослойные железные ленты или металлические проводники, усиленные полосами из меди.
Ключевыми свойствами холодной сварки считаются:
Эластичный состав клея холодной сварки состоит из одного или 2-ух элементов. Обязательными элементами его считаются:
Качество получаемого методом холодной сварки шва зависит от подобных условий, как:
Крепость получающегося шва в настоящих условиях окажется ниже, чем у шва, полученного горячим методом.
По этому технология наиболее целесообразно применима для локального ремонта малонагруженных изделий.
Для получения отличного шва исключительную значимость имеет аккуратное выполнение очередности шагов:
Тех. процесс холодной сварки
Останки клея лучше убирать шпателем после нанесения и наложения жгута. Если же они успели отвердеть, то удалить их можно, слегка обстукивая молоточком.
Состав клеящей массы определяет, какую температуру выдержит холодная сварка. В руководстве пользователя всегда приводится это значение. Если тщательно исполнять все требования руководства, шов удержит эту температуру без потери прочности.
Дешевые марки в большинстве случаев разрабатываются для самой большой температуры в районе 260 С. Специализированные виды смесей имеют самую большую температуру эксплуатации более 1300 С. Они стоят намного дороже, зато дают возможность ремонтировать детали и изделия, работающие в условиях больших температур. Это замечательное подспорье, если использование горячей технологии затруднено по причинам пожаробезопасности или общедоступности места ремонта.
Используются такие варианты:
В зависимости от способа расфасовки отличают:
Двухкомпонентная холодная сварка труднее в применении, зато более практично расходуется.
По целевому назначению отличают:
Термостойкая холодная сварка
Термостойкая холодная сварка очень востребована среди автомобилистов, ремонтирующих глушители и иные элементы выпускной системы
Способ применения холодной сварки для металла детально описан в инструкции по ее использованию.
Для того чтобы использование холодной сварки прошло удачно, а шов прослужил долго, необходимо тщательно следовать всем пунктам инструкции. Любая неряшливость, экономия, подмена и т.п. приведут к уменьшению качества и долговечности шва.
В частной жизни способ очень часто применяют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгое время, не требуя замены.
К несчастью, отопительный прибор аналогичным образом удастся лишь на время подремонтировать, чтобы добраться до обслуживания собственным ходом. Регулярно пользоваться им будет нельзя. Если место течи установить не получается, то можно опустить отопительный прибор в ванную с водой. Выходящие пузыри укажут место течи.
Для работ по ремонту глушителя нужно подобрать высокотемпературную марку. Если в инструкции указана домашняя температура использования, то для начала работ ремонта следует подождать остывания детали.
Если вы ремонтируете систему отопления, то необходимо подобрать состав, выдерживающий долгий контакт с водой. Необходимо не забывать, что метод подойдет для ремонта маленьких отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Способ решительно негоден для приклеивания деталей, которые работают под высокой нагрузкой.
Не пытайтесь заменить марку, разработанную для определенного материала, на ту, что находится под рукой. Наполнитель должен точно подходить склеиваемым материалам, иначе о прочности шва можно будет забыть.
Растворитель, имеющийся в клеящем составе, растворяет не только слой окислов на поверхности, но и приповерхностный слой металла, сближая атомы 2-ух деталей на расстояние, близкое к габаритам кристаллической решётки, в холодном состоянии.
Это напоминает процессы, которые происходят в сварочной ванне — зоне общего плавления электрода и поверхностных слоев соединяемых деталей при горячей сварке.
Технология обладает бесспорными хорошими качествами:
Аккуратный шов холодной сварки линолеума
Помимо перечисленного что уже перечислено, невысокая сложность и низкая стоимость используемых материалов делают способ рентабельной.
Главным минусом способа считается невысокая если сравнивать с горячей сваркой крепость шва. Материалы все же не сплавляются, организуя единый поликристалл, а клеятся. По этому метод негоден для высоко нагруженных соединений.
Элементы, из которых состоит смесь, отличительны высокой химической активностью и сильно раздражают кожу и слизистые оболочки воздействием. При попадании вовнутрь организма они вызывают небезопасное для жизни отравление. По этому во время работы нужно неукоснительно выполнять меры безопасности:
В первую очередь работать в резиновых или пластиковых перчатках
После отвердевания элементы смеси теряют химическую активность и полностью экологичны для прикосновения руками.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
«POXIPOL» - Действует на сухой, чистой поверхности без жира и масла.
«POXIPOL» - Для таких материалов, как металлы, керамика, резина, стекло, бетон, фибробетон, дерево, жесткие пластики (пластмассы), кроме полиэтилена, полипропилена, тефлона (политетрафторэтилен). Для достижения лучшего результата поверхность следует предварительно «ошкурить» (сделать шершавой).
После нанесения приготовленной массы на склеиваемые поверхности клей застывает, даже под водой.
Для улучшения склеивания «сложных» поверхностей таких как нержавеющая сталь, медь, бронза, гальванизированная сталь, керамическая плитка и т.д. рекомендуется сначала нанести тонкий слой «контактного» – не содержащего толуола клея и дать ему высохнуть в течение не менее 30 минут.
Некоторые результаты лабораторных испытаний
«POXIPOL» 10 мин. металлический и прозрачный.
Примечание1: Данные характеристики действительны при температуре + 23 град.С +/- 2 и равном количестве каждого из двух компонентов.
Примечание 2: Приведенные данные носят исключительно информационный характер. Они получены с применением методик, разработанных компанией Akapol. Компания не несет ответственности за результаты испытаний, полученные сторонними организациями.
На застывший продукт
не оказывает ни какого влияния следующие среды Вода, окружающая среда
На застывший продукт оказывают крайне слабое влияние следующие среды гидрат окиси натрия(5%-47%), соляная кислота (5%-20%), азотная кислота (5%), фосфорная кислота(5%), уксусная кислота (5%), минеральное масло (SAE 20W40), пищевое растительное масло, моющие средства, бензин,пластификаторы(DOP), толуол и др..
Альтернативные названия: эпоксидный клей
Артикул: 00269-96
— это легкий металл, который десятилетиями используется в промышленности. За это время было обнаружено, что холодная сварка алюминия и его сплавов — единственный способ соединения заготовок.
Холодная сварка – способ соединения металлических деталей, который производится под давлением без нагрева. Склеивание происходит в результате пластической деформации массы и проникновения ее в свариваемые поверхности.Холодная сварка алюминия широко доступна и не требует специальной подготовки или специального оборудования. Процесс происходит непосредственно в помещении, при комнатной температуре. Источники тепла для дуговой сварки не требуются.

Холодная сварка фактически является и может иметь однокомпонентный или двухкомпонентный состав, в состав которого входят:
Долговечность зависит от состава, правильного использования и качества подготовки поверхности.
При правильных условиях соединение даже прочнее склеиваемого металла, но как показывает практика, шов после склеивания на порядок менее прочный, чем при традиционной сварке.Поэтому использовать его рекомендуется только для мелкого ремонта.
Для алюминия» встречается практически в каждом строительном магазине — огромное количество зарубежных и отечественных производителей выпускают этот состав, отличающийся только внешним видом.
Мастика обычно продается в виде двухслойного пластилинового бруска или для удобства расфасована в цилиндрическую упаковку.
Перед сваркой от куска отрезается необходимое количество (строго перпендикулярно).После разминания пальцами элементы сварки быстро накладываются на нужный участок.

Алюминиевые поверхности склеиваются методом пластической деформации.
При холодной сварке соединяемые заготовки очень плотно прижимаются друг к другу, в результате чего внешний слой разрушается, образуется межмолекулярная связь, создающая прочное соединение.
Для обеспечения лучшего соединения желательно предварительно обезжирить детали и обеспылить их.

Технологию холодного соединения алюминия можно разделить на 3 метода:
При этом методе алюминиевые заготовки помещаются и фиксируются в специальных зажимах. Кроме того, к ним приложена сила, направленная вдоль оси. В результате детали сближаются друг с другом и происходит пластическая деформация.
Этот метод имеет некоторые недостатки:
Этот метод используется для сварки алюминиевых заготовок внахлест. Используются специальные штампы. Место запрессованного пуансона называется точкой сварки. Точки сварки располагаются через заданные промежутки вдоль линии соединения.
Преимуществом этого метода является отсутствие необходимости предварительной фиксации деталей и небольшая деформация металла в местах соединения. Это наиболее распространенная холодная сварка алюминия. Это можно сделать без обжима или на твердых деталях.

Для создания сплошного шва при данном способе сварки могут применяться ролики, между которыми размещаются соединяемые элементы или кольцевые штампы.
Сварку можно выполнять с помощью одного вращающегося вала, который прижимает алюминиевые детали к кронштейну, или двух вращающихся валов, которые сжимают детали вместе.
В зависимости от сечения детали вальцовочный шов может выполняться на фрезерном станке или ручном настольном станке.
Благодаря этому способу соединения шов получается без закручивания, но недостатком его является утончение сечения деталей на шве, что приводит к загибам и перекосам деталей в этом месте.
Этот недостаток можно уменьшить за счет увеличения диаметра рабочей поверхности роликов. В противном случае этого метода лучше избегать.

Сварка сдвигом – это метод холодной сварки алюминия. Делается это путем сжатия с тангенциальным сдвигом. В результате этого процесса все оксидные слои разрываются, создавая соединительные мостики. Этот способ применяют в промышленных условиях для соединения проводов и троллейбусных проводов, радиокорпусов, кабельных оболочек, различных каркасов для бытовых приборов.Отличный результат получается при сварке алюминия с его сплавами (при условии чистоты поверхностей заготовок). В случае малейших загрязнений получить качественное соединение практически невозможно.
Чтобы получить соединение хорошего качества, используйте давление наплавки, чтобы металл мог свободно течь с обеих сторон соединения. Только при соблюдении этого условия можно будет добиться правильного движения деталей по отношению друг к другу.
Шов на алюминиевом листе может быть выполнен:
Перед началом работы очистить поверхность стальными вращающимися щетками. Сварка алюминия может выполняться с различными металлами. Его довольно часто используют для сварки алюминиевых труб. В лабораторных условиях была предпринята попытка сварки алюминия и стали штампами.
У холодной сварки большое будущее. Несмотря на то, что разрабатываются новые способы использования тока высокой частоты, такие установки оказываются довольно дорогими, а их эффективность еще достаточно низкой.
Сварку и пайку можно проводить индукционными токами. При сварке алюминия постоянным током можно действовать следующим образом: опустить два стержня в раствор щелочи и затем пропустить постоянный ток. В результате отрицательный стержень будет быстро нагреваться. Теперь следует убрать прутья и сделать сквозняк.
Этот метод используется в лабораториях. Он не нашел своего места в индустрии.
При холодной сварке алюминия внешний нагрев деталей не производится.Это позволяет соединять электрические провода в изоляции, проводить работы в пожароопасной зоне, герметизировать отверстия в емкости, которую нельзя нагревать. Дополнительно можно комбинировать алюминий со сталью. При использовании холодной сварки алюминия количество металлических отходов может быть уменьшено почти в 10 раз. С помощью алюминиевого сварочного оборудования соединяют между собой медь и титан, а также другие металлы и сплавы, обладающие пластичностью. Флюсы не всегда нужны для сварки алюминия.
Возможно соединение точечной сваркой листового металла толщиной до 15 мм.
Стыковой способ соединения прутков сечением до 30 мм и проволоки того же диаметра. Холодная сварка алюминия при высокой температуре способна соединить медные полосы сечением 100 х 10 мм очень прочным швом.
Шовная сварка деталей из листового металла дает герметичный шов абсолютно любой длины
Холодная сварка алюминия предназначена для стационарных условий. Оборудование может иметь осадочный механизм, гидропривод, механизм прессования деталей.
В состав бытовой холодной сварки входят наполнители, добавки серы. Полимерная композиция обладает свойством прилипания, возникающим при незначительном нагревании. Получить его можно, разминая кусочек вещества в руках в течение нескольких минут. После этого массу можно наносить на стык деталей.
Применяется для мелкого ремонта бытовой техники, сантехники, стояков, обогревателей, окон, глушителей, топливных баков и т.п.
После застывания масса способна принимать любую форму, если ее обработать.Полное затвердевание происходит через 1-8 часов. Затем можно раскрашивать детали.
Холодная сварка алюминия Отзывы тех, кто неоднократно ей пользовался, получили самые положительные отзывы. Проанализировав их, можно сделать вывод, что долговечность и качество соединения, как правило, полностью зависят от выбранного клеевого состава и правильного выполнения технологии.
Холодная сварка алюминия в Санкт-Петербурге осуществляется как в специализированных автомастерских, так и самостоятельно в домашних условиях.Стоимость упаковочных материалов от 38-40 руб.
Специально разработана для ремонта агрегатов и изготавливается из алюминия, силумина и дюралюминия.
Быстротвердеющая холодная наплавка «Полирем-Алюминий», формула которой специально разработана для лучшей адгезии к алюминию и его сплавам, позволяет производить качественный и надежный ремонт алюминиевых деталей без применения сварочного аппарата.
С помощью этой холодной сварки можно эффективно и быстро отремонтировать:
Холодная сварка алюминия, цена которой зависит от упаковки и колеблется в пределах 40 рублей, содержит специальный наполнитель, обеспечивающий составу повышенную адгезию особенно к алюминию и его сплавам.
Теперь не надо иметь дело с этим сварочным аппаратом - можно просто взять холодную сварку на алюминий, смешать состав руками и приступить к ремонту.
Следовательно, его необходимо сварить или склеить. Поскольку сварку может выполнять только профессионал, алюминиевый клей — отличный вариант для домашнего хозяйства. Но для этого металла подойдет только специальный клей.
Любой клей, предназначенный для алюминия, должен содержать щелочи и кислоты, которые разрушают его оксидный слой и повышают адгезию, обеспечивая прочное соединение.
С развитием современных технологий стало возможным прочно склеивать алюминиевые детали между собой холодным методом.
Для этого вам понадобятся:
Для склеивания алюминия этим клеем вам потребуется:
Двухкомпонентный алюминиевый клей на основе эпоксидной смолы с высокой адгезией и устойчивостью к высоким температурам.
Благодаря этому алюминий можно комбинировать с другими материалами с разным коэффициентом теплового расширения: камнем, фарфором, деревом или пластиком.
Для приклеивания алюминиевой поверхности к другим металлам и материалам подготовьте:
Далее можно приступать к работе:
Хотя многие не признают эффективность использования алюминиевого клея, выбрав правильный продукт и выполнив четкие склеивающие работы в соответствии с инструкциями, можно использовать его для получения наиболее прочного соединения.
Кроме того, этот тип соединения можно комбинировать с механическим креплением.
Motorka.org »Ремонт» Ремонт легкосплавных кузововПрименение клея при ремонте (и строительстве) дюралюминиевых корпусов обеспечивает высокую прочность соединения, влаго- и водостойкость, бензо- и маслостойкость.Являясь хорошим герметизирующим материалом и диэлектриком, клей препятствует образованию контактной и щелевой коррозии в местах соединения деталей.
Самыми дешевыми являются клеи на эпоксидной основе, например универсальный клей ЭДП, продаваемый в магазинах. В упаковке находится эпоксидный компаунд ЭДП (эпоксидная смола ЭД-6 с пластификатором) и отвердитель - полиэтиленполиамин. При приготовлении клея на 10 весовых частей массы отмеряйте 1 часть отвердителя.
Склеиваемые поверхности зачищают наждачной бумагой, металлической щеткой или напильником, затем протирают ватным тампоном, смоченным ацетоном или бензином, и сушат.
Клей наносится тонким слоем кистями, шпателями или поролоновыми валиками. После непродолжительной - в течение 5-10 минут - ("открытой") выдержки детали складываются и плотно прижимаются с помощью зажимов, звинок или грузов. Клей, выдавленный при прессовании, удаляют. Для лучшего прилегания деталей и получения клеевого шва толщиной 0,3-0,4 мм необходимо обеспечить давление 0,5-1,0 кг/см2, равномерно распределенное по всей склеиваемой поверхности. Под давлением детали выдерживают до полного застывания клея, что происходит при комнатной температуре (18-25°) через 24 часа; при более высоких температурах время отверждения немного сокращается.Следует помнить, что «срок жизни» эпоксидного клея, т.е. время сохранения наилучших адгезионных свойств, составляет от 30 мин до 2 ч. см3 при одностороннем нанесении и 0,06 г/см2 при двустороннем нанесении.
В случаях, когда необходимо заполнить зазоры между деталями, в клей вводят наполнитель - алюминиевую пудру, металлические опилки, асбест, тальк, зубной порошок или охру (сухую). При добавлении наполнителя следите за тем, чтобы клей оставался жидким и его можно было легко нанести на поверхности соединяемых деталей.
Клей с наполнителем можно использовать для герметизации небольших вмятин, незначительных трещин и ямок в корпусе и листах палубы. После застывания клея поверхность выравнивают и окрашивают. Для большей гарантии герметичности в случае сквозных трещин в днище стоит дополнительно заклеить ремонтируемое место заплаткой из тонкой прочной ткани.
Руководство по лодкам, лодкам и моторам. Под редакцией Г.М. Новак.
«МАСТИКС Алюминиевый клей» предназначен для быстрого и надежного склеивания, ремонта деталей и узлов, герметизации стыков и емкостей, восстановления утраченных фрагментов изделий из цветных металлов (алюминия) и железа, пластмасс, керамики, дерева в различных сочетаниях.Рабочая температура отремонтированных изделий составляет от -60ºC до +150ºC. Обеспечивает надежный ремонт на влажных и маслянистых поверхностях, при низких (до -10°С) температурах (при условии замешивания смеси в теплом помещении).
При использовании на влажных или масляных поверхностях разглаживайте смесь вперед и назад, пока она не прилипнет к поверхности (в этом случае прочность сцепления снижается на 20-25% для масляных поверхностей).
Избегайте контакта компонентов стержня с глазами и кожей. Используйте защитные перчатки, чтобы избежать контакта с кожей при работе.При попадании в глаза промыть водой и обратиться к врачу. Не используйте на поверхностях, контактирующих с пищевыми продуктами.
Если в результате хранения более 18 месяцев или резких колебаний температуры хранения затвердел наружный слой холодной сварки - холодная сварка до +60 С. Можно использовать обогреватели, горячую воду, автомобильный верх и т.п.
Смола эпоксидная до 20%, аминовый отвердитель до 8%, пластификатор до 1%, ускоритель отверждения до 2%, каолин до 35%, мел до 30%, алюминиевая пудра до 5%.
Гарантийный срок хранения 18 месяцев со дня изготовления.
ТУ 2252-023-380-2011
Утилизировать как бытовые отходы.
Хранить в сухом, защищенном от света месте при температуре не выше +35°С.
Высокая адгезия клея обеспечивает исключительно прочное соединение алюминиевых конструкций.
Область применения клеев
Нанесение алюминиевого клея
Поверхности предварительно очищают и обезжиривают специальными средствами, клеевой состав наносится тонким слоем, и элементы плотно прижимаются друг к другу в течение нескольких секунд. Если соединяемые детали в дальнейшем будут подвергаться механическим воздействиям, то нанесение проводят практически на всю склеиваемую поверхность.
Определите время воздействия алюминиевого клея, принимая во внимание температуру, влажность, тип поверхности и ряд других факторов.
Преимущества состава
Клей Cosmofen DUO используется для структурной фиксации и герметизации металлических, алюминиевых, анодированных, окрашенных распылением рам и профилей при производстве окон, дверей и фасадов.
больше // купить
Быстросохнущий очиститель с антистатическим компонентом для очистки алюминиевых поверхностей, самолетов.
больше // купить
Космофен СА 12 (20 грамм)
подробнее // купить
Космофен СА 12 (50 грамм)
Однокомпонентный цианоакрилатный компаунд с высокой начальной липкостью, хорошей адгезией к широкому спектру материалов, особенно высокой прочностью на сдвиг и отслаивание, долговечностью, водостойкостью, термостойкостью и химической стойкостью.
больше // купить
Космопласт 500
Однокомпонентный моментальный клей на основе цианакрилата, используемый как в промышленном производстве (металлообработка, обработка пластмасс, герметизация), так и в быту.
больше // купить
Космофен HDP 900 - пистолет-дозатор
Надежный ручной пистолет-дозатор для клея Cosmofen DUO в двойных тубах 900 гр.
больше // купить
Холодная сварка алюминия может использоваться в ситуациях, когда дуговая сварка невозможна в среде защитного газа.Этот прием актуален и для алюминия, так как заготовки из этого металла очень плохо соединяются с болтами и гайками. Термин «холодная сварка алюминия» может относиться как к способу соединения деталей из этого металла путем деформации, так и к технологии, основанной на применении специального клея.
Под "холодной сваркой" обычно понимают специальный клей, но существуют и механические способы холодной сварки - деформационная сварка
Холодный, изготовленный с применением специального клея, представляет собой технологию, позволяющую очень быстро и без специальной подготовки поверхности получить прочное склеивание.Очень часто этот прием используется в тех случаях, когда необходимо устранить аварийную ситуацию и быстро соединить алюминиевые детали. Естественно, простота этой технологии позволяет использовать ее чаще всего в домашних условиях.

Специальным составом для проведения такой сварки является двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Такой клей состоит (его можно купить практически в любом строительном магазине) из эпоксидной смолы и стального порошка, который используется для укрепления соединения.
Для улучшения свойств клеевого состава для холодной сварки (адгезии к соединяемым поверхностям, устойчивости к высоким температурам и агрессивным средам) в его состав добавляют специальные добавки. Благодаря их использованию свойства отвержденной клеевой композиции часто превосходят свойства соединяемых деталей по прочности и надежности.

Каждый клей холодного отверждения – как жидкий, так и мастичный – состоит из двух компонентов, которые необходимо смешивать непосредственно перед применением.Следует помнить, что наносить замешанный состав необходимо в течение 20-30 минут (через полчаса он начинает активно затвердевать). После нанесения клеевого состава на поверхность алюминиевых деталей их следует прижать друг к другу и выдержать в таком состоянии 40-45 минут. Состав полностью затвердевает в течение 2-2,5 часов.
Для надежного соединения на производстве или в домашних условиях при использовании клея для холодной сварки предварительно очистите и обезжирьте соединяемые поверхности.Таким методом можно не только соединять плоские алюминиевые заготовки, но и заваривать небольшие отверстия и трещины, затрачивая на это минимум времени и сил. Детали, соединяемые клеем для холодной сварки, хорошо переносят любые механические воздействия, за исключением растягивающих нагрузок.

Этот метод холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых следует помнить.
Также обратите внимание на преимущества использования клея холодного отверждения, которые делают его очень популярным способом соединения алюминиевых деталей:
Небольшой обзор часто встречающихся на отечественном рынке составов для холодной сварки, основанный на мнениях людей, использовавших их на практике.
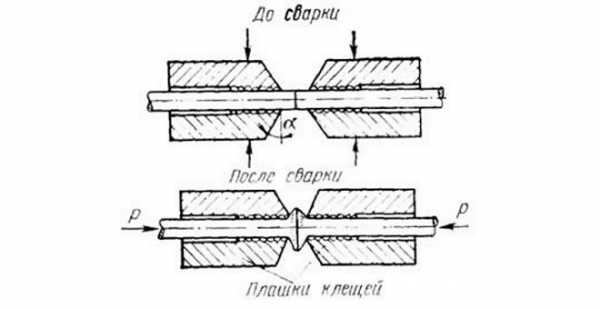
соединяются по этой технологии при комнатной температуре, отсюда и название – «холодная сварка». Для получения неразъемного соединения заготовки подвергаются значительной пластической деформации, в результате чего разрушается оксидная пленка на поверхности алюминия.Более того, сильное сдавливание алюминиевых деталей между собой при холодной сварке способствует образованию межмолекулярных связей между их кристаллическими решетками.
Важным условием создания надежного соединения, полученного по технологии холодной сварки, является тщательная очистка поверхности заготовок и их обезжиривание. Давление, действующее на соединяемые алюминиевые детали, может быть статическим или с переменной вибрацией.
В зависимости от вида создаваемого соединения различают следующие виды холодной сварки:
Алюминиевые детали соединяются этим методом холодной сварки с предварительно тщательно зачищенными и обезжиренными торцевыми частями.Для того чтобы выполнить соединение этим методом, детали закрепляют в специальных губках с небольшим выпуском торцевых частей, которые будут подвергаться сжатию. После надежного зажима деталей на зажимные губки оказывается осевое давление, которое сжимает торцевые части соединяемых объектов, создавая тем самым надежное неразъемное соединение.
Этот способ холодной сварки, несмотря на простоту, имеет ряд существенных недостатков и ограничений в применении.
Данная технология наложения алюминиевых деталей внахлест является наиболее распространенным методом из этого металла.Соединяемые элементы прижимаются друг к другу в отдельных точках сварки, на которые наносится специальный штамп. По этой технологии детали в основном соединяются несколькими точками сварки, расположенными на расстоянии друг от друга.
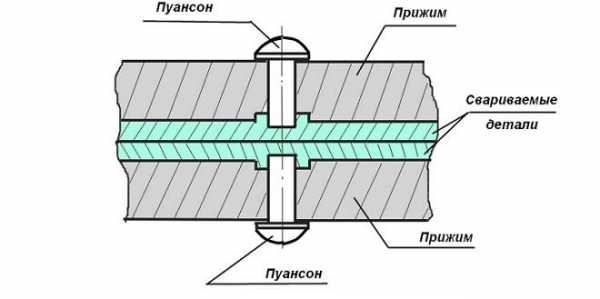
Качество холодной точечной сварки напрямую связано с деформацией алюминия в зоне точечной сварки. В числовом выражении этот параметр характеризует отношение толщины соединяемых деталей к глубине, на которую пуансон вдавливается в металл.Существуют стандарты, согласно которым этот параметр для алюминия должен составлять 60–70 %, а для сплавов на основе этого металла — 75–90 %.
Холодная точечная сварка, которую можно использовать для соединения достаточно крупных алюминиевых листов и сплавов на основе этого металла, имеет ряд преимуществ.
При наличии механического устройства, способного создавать значительное давление, холодная сварка по данной технологии может выполняться и в домашних условиях.
При этом способе холодной сварки соединение алюминиевых заготовок осуществляется сплошным швом, который формируется вращающимися роликами или пуансоном с рабочей частью в виде кольца.
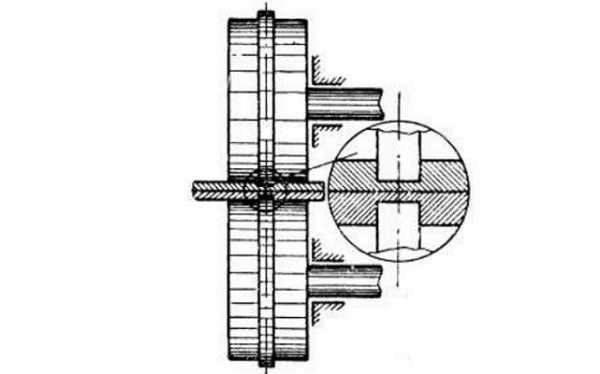
Предварительно очищенные и обезжиренные алюминиевые детали, предназначенные для холодной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка) или между двумя подвижными роликами (двусторонняя сварка).После продавливания роликов и металла под ними на необходимую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых предметов и образованию сплошного шва.
.На эту тему можно много писать. Очень часто миссис Температуру откладывают в сторону, когда важен джентльмен по имени Крайний срок. Некоторые подрядчики, не глядя на термометр, сваривают толь при температуре ниже 0 градусов. Что говорят производители? Каждый производитель указывает минимально допустимую температуру, при которой можно сваривать рубероид. Обычно это +5 градусов С., иногда минимальная температура устанавливается выше 0 градусов.С?. И тут дело обстоит несколько сложнее. Поздней осенью и ранней весной бывают морозные ночи, сменяющиеся днями с плюсовой температурой. И теоретически по требованиям производителей достигается минимальная температура. Но ты уверен?
Учтите, что толь часто хранят под облаком, под навесом или в закрытых, но не отапливаемых складах. Первые два места делают температуру продукта близкой к температуре воздуха, с той разницей, что толь не нагревается до +5 градусов Цельсия.C. одновременно с воздухом. На закрытых складах (как и у нас) температура не опускается ниже 0 градусов даже в сильные морозы, но тем не менее мы не рекомендуем раскатывать рубероид при такой температуре . Даже высококачественный рубероид нуждается в большем количестве тепла. Поэтому мы рекомендуем перед нанесением рубероида не менее 24 часов хранить при температуре +15/+20 градусов С.
Хорошей практикой является транспортировка рубероида на инвестиционную площадку и его хранение, например, на складе.в теплых подвалах, камерах, отапливаемых складах или просто в теплых гаражах . Особенно при применении дешевой, некачественной кровельной бумаги важно, чтобы она была нагрета до температуры, которая обеспечивает беспрепятственную размотку рулонов. Это обеспечит подрядчикам больший комфорт работы и, в то же время, отсутствие лишних потерь в материале . Некоторые кровельные компании используют специальные тенты, которые крепятся к крышам. Это позволяет проводить кровельные работы даже во время дождя , а установленные вентиляторы теплого воздуха делают палатку приятной, теплой и сухой.К сожалению, не на каждую крышу можно установить такую крышу. В большинстве случаев работа зависит, к сожалению, от погодных условий.
Проблема низких температур решена. Что, если тепло льется с неба? Представьте себе температуру воздуха, достигающую 30 градусов в тени, на десяток или несколько десятков градусов больше на отапливаемой крыше и, кроме того, под ногами горелку с несколькими сотнями градусов огня. В общем, это адская атмосфера? Летом, в жаркую погоду, жизнь кровельщика обычно начинается на рассвете, в пять утра, а иногда и раньше. Температура раннего утра позволяет относительно комфортно работать .
Высокомодифицированные сварочные мембраны могут выдерживать такие температуры. Хуже с толем с пониженными параметрами - надо быть очень осторожным, чтобы не перегреть такой толь, потому что тогда рулон начнет "поплывать" и сгоревшая основа может дать усадку. По свежесваренной бумаге ходить не стоит, так как снять часть посыпки с верха толя очень легко - просто некачественный асфальт течет при высокой температуре, прилипая к башмаку. Одним из преимуществ высоких температур является значительно меньший расход газа и более быстрая работа - толь быстро нагревается и легко склеивается. Часто кровельщики делают перерыв в середине дня – работают примерно до 10:00, возвращаются на крышу после 15:00 и работают до позднего вечера.
.Запись от: 19.07.2017 / Автор: Daniel
Что делать, когда нам нужно соединить металлы с разными свойствами вместе? Как справиться со сложностью соединения сплавов металлов с алюминием или пластмассами с низкой температурой плавления? Вот альтернатива склейке...
Сварка – это процесс соединения материалов путем их нагревания и одновременного плавления в месте соединения.Таким образом, проблема этого решения заключается в том, что не все металлы одинаково пригодны для склеивания. В этой системе попытки совмещения материалов с низким содержанием углерода со сталями с высоким содержанием углерода становятся крайне нежелательными, причем проблема касается и легированных металлов.
Материалы с различными физическими свойствами чаще всего соединяют с помощью клея, поскольку становится невозможным использование метода термического плавления обоих соединяемых материалов без изменения физических свойств хотя бы одного из них.При попытке соединить любую сталь с алюминием можно ожидать появления напряжений, вызванных разным коэффициентом механических и технологических свойств обоих материалов. При термическом соединении таких материалов возникает так наз. интерметаллическая фаза, разнообразная по механическим свойствам соединяемых материалов. Она увеличивается с увеличением тепловложения, а механические и технологические свойства самого соединения также изменяются пропорционально повышению температуры.
Таким образом, эффективным методом соединения без физических потерь является так называемый Холодная сварка. CMT, или Cold Metal Transfer, представляет собой тип сварки MIG/MAG, при котором тепло, подводимое к свариваемым элементам, намного ниже по сравнению с наиболее часто используемым методом. В методе СМТ сварочная проволока продвигается вперед и одновременно удаляется от заготовки. Решение этого типа позволяет получить гораздо более низкую температуру в среде самого сварного шва. Кроме того, здесь используется низкочастотный ток, что изначально помогает уменьшить, а в некоторых случаях даже исключить нежелательные брызги.
При сварке СМТ основной материал сплавляется с алюминиевым связующим, а жидкий металл покрывает стальной материал. Сам метод заключается в основном в двустороннем вращении элемента подачи флюса таким образом, чтобы он мог остыть, эта точная операция влияет на контролируемое отделение капли и чистое прохождение материала без разбрызгивания. Это означает, что сварочная проволока движется в направлении, противоположном направлению подачи, с короткими интервалами. Благодаря отсутствию брызг сварка СМТ является менее затратной и не требует дополнительных трудоемких доработок.
Особо желательным преимуществом метода СМТ является чрезвычайно высокая способность заполнения швов. В случае с тонкими листами и большими зазорами в традиционном методе MIG/MAG проблема заключается в относительно высокой подводимой теплоте — такие листы плавятся до закрытия зазора. Благодаря CMT также можно сваривать тонкие алюминиевые листы толщиной от 0,03 мм до 0,8 мм. Помимо ранее описанных случаев, метод СМТ подходит для множества других приложений.
Также рекомендуем прочитать...
Производитель: TECHNICQLL
Код продукта: R-457
Емкость: 70 мл
Этот термоклей идеально подходит для всех материалов, работающих в очень
высокие температуры выше +1000°С.
Устойчив к выхлопным газам, разбавленным кислотам, воде, химикатам и температуре замерзания.
Предназначен для ремонта, сборки и герметизации выхлопных систем
(например, коллекторы, глушители) в автомобилях и строительстве
для монтажа и герметизации поврежденных шамотных труб,
металлические и керамические для подачи и отвода паров и жидкостей.
Характеризуется очень высокой адгезией и быстрым временем схватывания.
Ремонтируемый участок должен быть влажным,
чистые и тщательно обезжиренные.
Хорошая подготовка поверхности гарантирует высокую эффективность ремонта.
При склеивании при температуре ниже -15°С
место соединения следует нагреть, например, с помощью электрической сушилки.
Тщательно очистите ремонтируемую поверхность проволочной щеткой,
удалить ржавчину, потереть наждачной бумагой, затем промыть чистой водой.
Нанесите небольшое количество клея на влажную поверхность.
Равномерно распределить.
При крупных повреждениях (трещины, дыры) за первый
клейкий слой наносим термостойкую сетку, прикрепленную к клею,
подождите, пока шов немного подсохнет,
, а затем нанесите второй слой пасты.
Оставьте герметичную выхлопную систему затвердевать на несколько часов.
Процесс ремонта можно сократить, нагрев сварной шов электровентилятором.
Хранить при при температуре от +5°С до +25°С.
Не содержит растворителей.
.Термин sous-vide в меню ресторана автоматически добавляет ему класса и элегантности. Однако за красиво звучащим французским термином скрывается прежде всего полнота вкуса и аромата, достигаемая благодаря изощренным методам приготовления. Что такое приготовление по технологии sous-vide? Как их использовать дома?
Приготовление Sous vide — это современный метод приготовления блюд, позволяющий извлечь максимально натуральные вкусы и ароматы продуктов.Ключевым элементом французской техники является герметичная упаковка сырых блюд перед приготовлением. Что такое вакуумная упаковка для пищевых продуктов? Ингредиенты, предназначенные для термической обработки (например, приправленное специями или маринованное сырое мясо), плотно запаковывают в специальную пленку, из которой предварительно удаляют воздух. Таким образом, в упаковке создается вакуум, защищающий натуральные свойства ингредиентов. Затем запечатанный «пакет» помещают в водяную или паровую баню.
Другим чрезвычайно важным аспектом приготовления пищи по методу sous vide является точный контроль температуры. Этот метод позволяет готовить блюда при гораздо более низких температурах, чем в случае традиционной кухонной практики. Точные параметры – температура и время приготовления – определяются в зависимости от типа используемых ингредиентов.
Техника приготовления су-вид была разработана в 1970-х годах французским шеф-поваром Жоржем Пралюсом, который искал способы улучшить качество своих блюд.Уже несколько лет он завоевывает популярность не только у рестораторов, но и у любителей хорошей кухни, которые благодаря общедоступным устройствам могут пользоваться преимуществами приготовления су-вид в домашних условиях.
Что можно приготовить в вакууме? Ответ прост - почти все. Мясо, рыба, морепродукты, овощи и фрукты – в зависимости от предпочтений и творчества повара, в вакууме можно приготовить как изысканные современные деликатесы, так и простые традиционные блюда.
Блюда Sous vide отличаются насыщенным вкусом и уникальной структурой.Это связано с тем, что вакуум сохраняет их натуральные соки (уменьшение объема продуктов ограничивается всего 10%) и сохраняет ценные свойства ингредиентов, которые «убегают» в воду при традиционной варке. Питательная ценность блюд также остается неизменной, благодаря чему мы можем в полной мере воспользоваться содержащимися в них макро- и микроэлементами.
Приготовление в вакууме и при низкой температуре набирает популярность благодаря своим многочисленным преимуществам, как с точки зрения качества продуктов, так и самого процесса приготовления.Благодаря методу sous vide:
Приготовление пищи в вакууме может показаться настоящим испытанием, особенно для поваров-любителей. Ничто не может быть более неправильным! Благодаря профессиональному оборудованию, которое можно оборудовать всего за несколько сотен злотых, метод sous vide становится приятным кулинарным развлечением.Его основа – герметичная упаковка готовой пищи, поэтому первое устройство, которое вам понадобится – это вакуумный упаковщик. Сварочные аппараты Home Profi Cook небольшие и простые в использовании, а их стоимость составляет около 300-400 злотых. В оригинальный набор входят специальные пакеты из фольги, которые также можно приобрести как самостоятельный продукт.
Вторым по важности элементом французского метода является поддержание соответствующей, обычно более низкой, чем обычно, температуры приготовления.Конечно, можно контролировать кухонным термометром, но это достаточно обременительно, требует большой практики и терпения. Гораздо более практичным решением является использование специальных устройств, которые сами заботятся о постоянных параметрах приготовления. На выбор есть два типа оборудования – циркуляционные насосы sous vide и т.н. ванны.
Термостат используется для приготовления блюд sous vide в обычных бытовых кастрюлях и посуде для запекания.Специальная ручка позволяет надежно закрепить его на сосуде любой формы и размера. Единственным требованием является соответствующая высота стенок, позволяющая погружать циркулятор в воду. Устройство нагревает воду до температуры, указанной пользователем, и поддерживает ее на протяжении всего времени приготовления. Термостат Profi Cook PC-SV 1126 имеет четкий светодиодный дисплей с выбранной и текущей температурой и таймером. Оборудование позволяет регулировать температуру от 0 до 90°С с точностью до 0,5°С.Он питается от сети и имеет защиту в виде автоматического выключателя, который срабатывает при слишком низком уровне воды.
См. приготовление пищи с циркуляционным термостатом Sous Vide Profi Cook PC-SV 1126
ванны. Мультиварка sous-vide имеет варочную камеру, поддерживающую постоянную температуру воды.Модель Profi Cook PC-SV 1112 оснащена камерой емкостью 8,5 л и регулировкой температуры в диапазоне 45-90°С. Все параметры и время приготовления видны на встроенном ЖК-дисплее.
Выбор между циркуляционным насосом и лотком зависит в первую очередь от предпочтений пользователей. Некоторым может показаться большим преимуществом небольшой размер циркуляционных насосов, в то время как другие оценят ванны за их почти немедленную готовность к использованию. Цены на технику существенно не отличаются, поэтому стоит учитывать удобство их использования и хранения.
Приготовление в мультиварке Sous Vide Profi Cook PC-SV 1112:
Мы начинаем приготовление су-вид аналогично традиционным методам приготовления пищи. В зависимости от используемых продуктов, их следует тщательно вымыть, очистить от кожуры, правильно нарезать и приправить.Однако стоит помнить, что блюда, приготовленные в вакууме, однозначно ароматнее, поэтому не требуют большого количества специй и добавок. Подготовленные ингредиенты упаковываются в вакуумные пакеты sous vide и закрываются с помощью термосварщика.
Как мы уже упоминали, постоянная и соответствующая температура играет ключевую роль при приготовлении по методу sous vide. Его высота должна быть адаптирована к специфичности подготовленных продуктов:
| Product | Sous Vide Cooking Tember |
|---|---|
| Poultry | 65-80 ° C |
| Свинина | 56-75 ° C |
| говядины (редкий редкий) | 49-55 ° C |
| говядины (средний редкий) 90 096 90 095 55-65 ° C | |
| Рыба | 49-60 ° C |
| Овощи и фрукты | 80-87°С |
| Яйца | 63-70°С |
Время приготовления также очень важно. Как и температуру, ее легко выставить с помощью программатора, отключающего прибор в нужный момент. Благодаря этому решению, после включения циркуляционного насоса или ванны блюда готовятся правильно и нет необходимости держать их под постоянным присмотром.
| Продукт | Время приготовления Sous vide |
|---|---|
| Птица | 0,5-8 часов |
| Свинина | 2 - 48 часов |
| Говядина (с кровью) | 1-10 часов |
| Говядина (средней прожарки) | 4–24 часа |
| Рыба | 0,5-5 часов |
| Овощи и фрукты | 0,5-2,5 |
| Яйца | 45 минут-1,5 часа |
Большинство блюд sous vide готовы к подаче прямо из фольги.Однако некоторые из них можно дополнительно обработать, чтобы подчеркнуть их неповторимый вкус и аромат. Мясо, которое обычно готовят в духовке или жарят на сковороде, следует слегка поджарить или обжарить. Благодаря этому блюдо приобретает характерную хрусткость и цвет.
После приготовления продукты в вакуумной упаковке можно также удобно хранить в холодильнике или морозильной камере.

Благодаря преимуществам кухни су-вид, приготовленные блюда не требуют большого количества специй и длительного маринования.Обычно достаточно немного любимых добавок, правильно подобранной температуры и времени приготовления, чтобы получилось неповторимое блюдо, удивляющее своим богатым вкусом и ароматом. Даже обычная курица, приготовленная в вакууме, становится изысканным, нарядным блюдом.
Ингредиенты:
5 Куриное филе
Подготовка:
Рецепт можно свободно изменять, добавляя любимые травы или другие добавки. Это один из примеров банально простой трапезы, которая благодаря приготовлению по методу sous vide приобретает совершенно новый характер, сохраняя при этом полную питательную ценность.
Приготовление Sous vide — отличный способ разнообразить домашнее меню и сохранить самое ценное в натуральных ингредиентах, которые каждый день используются на кухне. Благодаря современному оборудованию приготовление пищи в вакууме перестает быть сложным процессом и быстро становится одним из очевидных кухонных приемов, результаты которого радуют всех любителей хорошего вкуса.
.В стали 18Г2А можно обнаружить значительное разнообразие механических свойств, особенно в направлении толщины материала. В некоторых случаях это является причиной расслоения листа под нагрузкой. Толстые листы, обычно прокатываемые также в поперечном направлении, обладают лучшими свойствами в этом направлении, чем универсальные листы, которые прокатываются аналогично профилям в одном направлении (программа лицензирования компьютерного строительства).
При проектировании конструкции следует учитывать неравномерность свойств проката. Направление основной нагрузки на элемент должно совпадать с направлением волокон (раскатки). Элементы с явно плоским напряженным состоянием, такие как фасонки в тяжелонагруженных фермах тяжелого типа, следует проектировать из пластин толщиной
, а не из универсальных пластин. В растянутых элементах контакты с диафрагмой в направлении ее толщины не должны применяться.
Конечная температура прокатки и скорость охлаждения (программа строительных лицензий ANDROID) имеют большое значение для свойств продукта.
Слишком высокая температура прокатки может вызвать симптомы перегрева, такие как снижение удлинения, сужения и ударной вязкости. Окончание прокатки при слишком низкой температуре вызывает неблагоприятные явления, связанные с наклепом, в частности увеличение количества дефектов в структуре феррита, вокруг которых выделяется азот и его блокирующие дислокации соединения (строительная квалификация).
Высокая скорость охлаждения повышает твердость, прочность и предел текучести за счет пластических свойств.В этих случаях нежелательные эффекты неправильной температуры прокатки или скорости охлаждения могут быть устранены термической обработкой, т. е. нормализующим отжигом или отжигом для снятия напряжений (программа устного экзамена).
Производство деталей для элементов металлоконструкций связано с механической обработкой и пластическим формованием прокатных материалов, в соответствии с конструкторскими решениями, принятыми в рабочей документации. Для проведения конкретной обработки материала применяют различные цеховые операции, часть из которых вызывает локальные структурные изменения и изменение исходных механических свойств материала.Эти изменения обычно происходят в области обрабатываемого материала, но также могут оказывать существенное влияние на поведение обрабатываемой детали или элемента конструкции в целом (мнения о программе).
В производстве элементов конструкций нуждается в уточнении влияние двух видов обработки, а именно влияние холодной деформации материала и применение высокой температуры. Холодная деформация применяется при гибке, резке, выдавливании; высокая температура используется для сварки, наплавления, правки, термической резки и строжки, а также для клепки.
Упомянутые виды обработки оказывают различное воздействие на стали с различным химическим составом и на стали, полученные в результате различных процессов плавки. Использование в производственных процессах высокотемпературных конструкций может оказывать, помимо непосредственного воздействия на структурные изменения в материале, вторичное воздействие, а именно может приводить к возникновению остаточных напряжений и, как следствие, напряженного состояния (правовые действует связующее).
Холодная деформация определяется как остаточная холодная деформация стали, приводящая к превышению предела текучести и выходу в зону упрочнения, связанная с частичным износом запаса пластичности стали.При дроблении создается большое количество плоскостей скольжения, происходит фрагментация блоков структуры и уплотнение дислокаций, перемещение которых тормозится искажением кристаллической решетки.
Сопровождается специфической ориентацией зерен металла (текстурой) в зависимости от направления деформации (продвижение 3 в 1). Дробление, возникающее при холодной обработке давлением, такой как ковка, протяжка, пробивка отверстий, холодная гибка и др., повышает твердость и прочность стали, но в то же время значительно снижает ее пластические свойства.
.